C O N T R O L L P R E S E N T A T I O N
29
By: Wadea Ameen 431106471 1 Control Phase King Saud University College of Engineering Industrial Engineering Department
Transcript of C O N T R O L L P R E S E N T A T I O N

1
By: Wadea Ameen 431106471
Control Phase
King Saud UniversityCollege of EngineeringIndustrial Engineering Department

What is DMAIC ?•A structured approach to problem solving and process improvement

DMAIC Process
PHASE 0: Definition. These processes consist of identification of product or
process that need improvement and also benchmarking product characteristic from other company.
PHASE 1: Measurement. This phase consist of selecting characteristic (dependent
variable, independent variable, process mapping). The major tool is Quality Functional Deployment (QFD).
PHASE 2: Analysis. This process analyze and benchmark the key product or
performance metrics. This phase determine which factor that influence more and which level of factor is the best for the process. Common tool is using Design of Experiment (DOE).

DMAIC Process cont.PHASE 3: Improvement. After knowing which characteristic level is the
best, we must improve that process factor and characteristic. DOE and Taguchi Method are common tools used to make improvement.
PHASE 4: Control. This process need to monitor new process
conditions via Statistical Process Control (SPC). After steady period, the process capability is assessed.
control: process performance and ensure that defects do not recur.

Flow chart (DMAIC):

Control Activities& Tools
Control Activities - Determine Needed Controls (measurement,
design, etc.)- Implement and Validate Controls- Develop Transfer Plan- Realize Benefits of Implementing Solution- Close Project and Communicate Results
Control Quality Tools - Statistical Process Control
- Out of Control Action Plan (OCAP)- Design Changes to eliminate

Objective ControlPrevent the problem and its root
cause from recurring.Document projectImplement results Implement controls

“Control” Flow“Control” FlowBased on Solution, Brainstorm appropriate controls to sustain the gains
Realize savings and determine final financial benefits and ROI
Determine long term owner and close the project
Select SPC controls where appropriate
Review and approve control plan with Management
Implement and validate controls
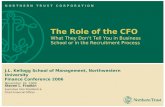
Cost Improvements Quantified:
Process
Curr Cost ($1,000's per week) New Cost Improvement
Touch-up & Handsolder 73$ 70$ 95% 3.7$ Wash 24$ 23$ 95% 1.2$ QA/ Final Inspection 58$ 45$ 78% 12.5$ Rework 20$ 16$ 78% 4.4$ QA (QA Engineers) 5$ 4$ 78% 1.0$ Production Control/Expediting 27$ 26$ 95% 1.4$
Total per week for costs elements above 207$ 183$ per Week 24.2$
Total per Year 10,782 k$ 9,525 k$ per Year 1,257 k$
Determine costs of current baseline and the impact to cost if the goal isachieved. Consider also the full impact to all effected lines and productionoperations. If financial analysis shows poor ROI you may want to selectanother project.

0
5
10
15
20
251 9
17
25
33
41
49
57
65
73
81
89
97
10
5
11
3
12
1
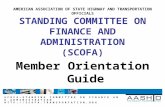
Process Improvement
Process Improvement
Process Improvement
No Controls
Benefits Of Control Phase Benefits Of Control Phase
Imp
rovem
en
t
Time


Elements of a Control SystemSensor (measurement technology & control chart)
Allows the system to monitor the current process performance
Alarm (control limits and trend rules)
Establish limit(s) and run rules which require attention
Control Logic (OCAP)
A predefined set of actions to follow that are alarm specific
Validate (next sample)
Assure the action was effective
Add alarms where needed and assure we do not ignore valid alarms. SPC methods should be used to establish alarms.

Control Plan Tools:
1. Basic Six Sigma control methods.- 7M Tools: Affinity diagram, tree diagram, processdecision program charts, matrix diagrams,interrelationship diagrams, prioritization matrices,activity network diagram.
2. Statistical Process Control (SPC)- Control Charts
•Attribute based (np, p, c, u). Variable based (X-R, X)-PRE-Control-Common Cause Chart (Exponentially BalancedMoving Average (EWMA))

The affinity diagram is a business tool used to organize ideas and data. It is one of the Seven Management and Planning Tools.The tool is commonly used within project management and allows large numbers of ideas stemming from brainstorming to be sorted into groups for review and analysis
The affinity diagram was devised by Jiro Kawakita in the 1960s and is sometimes referred to as the KJ Method.Record each idea on cards or notesLook for ideas that seem to be relatedSort cards into groups until all cards have been used.Once the cards have been sorted into groups the team may sort large clusters into subgroups for easier management and analysis.[4] Once completed, the affinity diagram may be used to create acause and effect diagram

Tree Diagram
Tree diagrams can be a helpful way of organizing outcomes in order to identify probabilities. For example, if we have a box with two red, two green and two white balls in it, and we choose two balls without looking, what is the probability of getting two balls of the same color?
P(same color) = P(RR or GG or WW)We use the tree diagram to the left to help us identify the possible combinations of outcomes. Here we see that there are nine possible outcomes, listed to the right of the tree diagram. This number is the size of the sample space for this two state experiment, and will be in the denominator of each of our probabilities.Each of these possible nine outcomes has a probability of 1/9, which we can find using the multiplication rule P(RR or GG or WW) = 3/9.

The process decision program chart systematically identifies what might go wrong in a plan under development. Countermeasures( مضاد are developed to prevent or (اجراءoffset those problems. By using PDPC, you can either revise the plan to avoid the problems or be ready with the best response when a problem occurs.
The process decision program chart
How do we develop a Process Decision Program Chart?Break down the task into a tree diagram. The bottom 'leaves' on the tree will now indicate the actual tasks to be carried out.
For each bottom-level task 'leaf', brainstorm or otherwise identify a list of possible problems that could occur.
Select one or a few of the risks identified in step 2 to put on the diagram, based on a combination of probability of the risk occurring and the potential impact, should the risk materialize.
For each risk selected in step 2, brainstorm or otherwise identify possible countermeasures(prevent ) that you could take to minimize the effect of the risk.
Select a practical subset of countermeasures identified in step 4 to put in the chart.
Continue building the chart as above finding risks and countermeasures for each task. If there are a large number of tasks, you can simplify the task by only doing this for tasks that are considered to be at risk or where the impact of their failure would be large.

Purpose: Compare two or more groups of ideas, determine relationships among the elements, and make decisions.
Matrix Diagram
ProcessGenerate two or more sets of characteristics to be compared. Use tree diagrams or brainstorming.Choose the proper matrix to represent the interactions (L, T, X, Y).Put the characteristics on the axes of the matrix.Rank the interactions from 1 (low) to 5 (high)

MATRIX DIAGRAM
Pat
ient
sch
edul
ed
Att
enda
nt a
ssig
ned
Att
enda
nt a
rriv
es
Obt
ains
equ
ipm
ent
Tra
nspo
rts
patie
nt
Pro
vide
The
rapy
Not
ifies
of
retu
rn
Att
enda
nt a
ssig
ned
Att
enda
nt a
rriv
es
Pat
ient
ret
urne
d
Arrive at scheduled time 5 5 5 5 1 5 0 0 0 0 0Arrive with proper equipment 4 2 0 0 5 0 0 0 0 0 0Dressed properly 4 0 0 0 0 0 0 0 0 0 0Delivered via correct mode 2 3 0 0 1 0 0 0 0 0 0Take back to room promptly 4 0 0 0 0 0 0 5 5 5 5
IMPORTANCE SCORE 39 25 25 27 25 0 20 20 20 20RANK 1 3 3 2 3 7 6 6 6 6
5 = high importance, 3 = average importance, 1 = low importance
HOWS
WHATS
RELATIONSHIP MATRIX
CUSTOMER IMPORTANCE MATRIX

Add
fea
ture
s
Mak
e ex
istin
g pr
oduc
t fa
ster
Mak
e ex
istin
g pr
oduc
t ea
sier
to
use
Leav
e as
-is a
nd lo
wer
pric
e
Dev
ote
reso
urce
s to
new
pro
duct
s
Incr
ease
tec
hnic
al s
uppo
rt b
udge
t
Out
arr
ows
In a
rrow
s
Tot
al a
rrow
s
Str
engt
h
Add features 5 0 5 45Make existing product faster 2 1 3 27Make existing product easier to use 1 2 3 21Leave as-is and lower price 0 3 3 21Devote resources to new products 1 1 2 18Increase technical support budget 0 2 2 18
(9) = Strong Influence
(3) = Some Influence
(1) = Weak/possible influence
Means row leads to column item
Means column leads to row item
COMBINATION ID/MATRIX DIAGRAM
CHARACTERISTICS:
•Uncover patterns in cause and effect relationships.
•Most detailed level in tree diagram. Impact on one another evaluated.

Control: 12. Implement process control system and bring the project to a close
Three primary approaches may be used at this stage:
Risk Management: This is similar to FMEA but now focus is trained on x, rather than y.
Risk Management Score = RMS = (Impact)*(Probability) RM identifies and quantifies risks, establishes a risk abatement plan,
and monitors the progress of the plan.
Mistake Proofing: This is a technique for eliminating errors by making it impossible to make
them in the process. To quote: “It is good to do it right the first time. It is even
better to make it impossible to do it wrong.”
Statistical Process Control (Charts): This is a feedback system with sequential data and ongoing process data
collection.

Statistical Process ControlStatistical process control (SPC) is the
application of statistical methods to the monitoring and control of a process to ensure that it operates at its full potential to produce conforming product
Statistical Process Control may be broadly broken down into three sets of activities:
understanding the process, understanding the causes of variation, and elimination of the sources of special
cause variation

Control Chart• Why Use a Control Chart?
– To monitor, control, and improve process performance over time by studying variation and its source.
• How Do I Use Control Charts?
– There are many types of control charts. The control charts that you or your team decides to use should be determined by the type of data that you have.
– Use the following tree diagram to determine which chart will best fit your situation. Only the most common types of charts are addressed.

n is ‘large’ n > 10
n = 1 2 < n < 9 median
n is ‘small’ 3 < n < 5
X & RmX & R X & R X & S
Control Chart Selection: Variable Data

Control Chart Selection: Attribute Data
c chart u chart p or np chart p chart
Defect orNonconformity Data
Defective Data
Constant Variable Constant Variablesample size sample size n > 50 n > 50

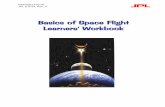
How do we select the correct Control Chart:
Type Data
Ind. Meas. or subgroups
Normally dist. data
Interest in sudden mean changes
Graph defects of defectives
Oport. Area constant from sample to sample
X, Rm
p, np
X - RMA, EWMA or CUSUM and Rm
u
C, u
Size of the subgroup constant
p
If mean is big, X and R are effective too
Ir neither n nor p are small: X - R, X - Rm are effective
More efective to detect gradual changes in long term
Use X - R chart with modified rules
VariablesAttributes
Measurement of subgroupsIndividuals
Yes
No No
Yes
Yes
No
Yes
No
Defects Defectives


PRE-ControlPRE-Control technique helps shop operators
to control the process so that defective parts are not
produced. Although simple to understand for even the shop operators, PRE-Control is
statistically robust In PRE-Control, the drawing tolerance is
divided in three zones as shown in the figure. These three zones are Green, Yellow, and Red.


PRE-Control Rules: If five consecutive pieces are in Green zone, set-up is ok to run If one yellow, restart counting If two consecutive yellows, adjust the process If one reading is red, adjust the process