
Bos Et Al-2015-Biotechnology and Bioengineering
11
Optimization and Automation of an End-to-End High Throughput Microscale Transient Protein Production Process Aaron B. Bos, 1 Peng Luan, 2 Joseph N. Duque, 1 Dorothea Reilly, 1 Peter D. Harms, 3 Athena W. Wong 1 1 Department of Early Stage Cell Culture, Genentech Inc., 1 DNA Way, South San Francisco, California 94080; telephone: 650-467-4767; fax: 650-467-5477; e-mail: wong. [email protected] 2 Department Antibody Engineering, Genentech Inc., South San Francisco, California 3 Department Late Stage Cell Culture, Genentech Inc., South San Francisco, California ABSTRACT: High throughput protein production from transient transfection of mammalian cells is used in multiple facets of research and development studies. Commonly used formats for these high number expressions are 12-, 24- and 96-well plates at various volumes. However there are no published examples of a 96-deep well plate microscale (1,000 mL) suspension process for mammalian transient expression. For this reason, we aimed to determine the optimal operating conditions for a high producing, microscale HEK293 transient system. We evaluated the hydro- dynamic flow and measured the oxygen transfer rate (OTR) and transient protein expression for 96-deep well plates of different well geometries filled at 600–1,000 mL working volumes and agitated at various speeds and orbital diameters. Ultimately, a round well- round bottom (RR) 96-deep well plate with a working volume of 1,000 mL agitated at 1,000 RPM and a 3 mm orbital diameter yielded the highest and most consistent total transient protein production. As plate cultures are subject to evaporation, water loss from different plate seals was measured to identify an optimal plate sealing method. Finally, to enable higher capacity protein production, both expression and purification processes were automated. Functionality of this end-to-end automation workflow was demonstrated with the generation of high levels of human IgG1 antibodies (360 mg/mL) with reproducible productivity, product quality and 78% purification recovery. Biotechnol. Bioeng. 2015;112: 1832–1842. ß 2015 Wiley Periodicals, Inc. KEYWORDS: transient transfection; 96-deep well plates; automation; protein expression; HEK293; microplate Transient transfection of mammalian cells is a valuable and widely used tool to rapidly express recombinant proteins for discovery research studies and large molecule development in the biotechnology industry. A key driver for using mammalian cells over microbial or insect expression systems is their ability to promote native post-translational modifications such as glyco- sylation and correct tertiary structure (Hossler et al., 2009). The transient transfection method can be applied to suspension adapted mammalian cell lines such as CHO and HEK293 at a wide range of orbitally shaken scales from 30 mL tubespins to 100 L (Bos et al., 2014; Geisse and Voedisch, 2012; Girard et al., 2002; Hacker et al., 2013; Stettler et al., 2007). However transient transfections performed utilizing shake flasks, wave bags, or traditional stirred tank reactors have limited throughput capacity, a problem that can be alleviated by utilizing shaken plate systems. Characterization of the plate formats and operating conditions are a crucial aspect of selecting the optimum process conditions for mammalian cell culture as sufficient mass transfer of oxygen into the growth medium and optimal mixing conditions must be achieved. These factors are influenced by different plate well shapes, fill volumes, and agitation conditions (Buchs, 2001; Duetz, 2007; Hermann et al., 2003). Researchers have described the optimization of mammalian cultures in shaken 12- and 24-well plates (Barrett et al., 2010; Davies et al., 2005; Rouiller et al., 2013; Vink et al., 2014). Strobel et al. demonstrated that HEK293 cultures agitated at 300–350 RPM at a 25 mm orbit had comparable productivity to shake flask cultures (Strobel et al., 2001). However, there are currently no reports of suspension mammalian cultures at 1,000 mL in orbitally shaken 96- well plates. By contrast, there are numerous reports of successful microbial cell cultivation at 600–1,000 mL volumes in 96-deep well plates at various agitations rates and orbital diameters such as 3 and 25 mm (Duetz 2007; Funke et al., 2009). To further expand expression capacities, high throughput cell culture vessels can be integrated into automated workflows. Accordingly, validated automation efforts developed for transient transfections in T flasks, 24-well plates and tubespins support the capability to express large numbers of different proteins for numerous research applications (Bos et al., 2014; Girard et al., 2001; Nettleship et al., 2010; Silk et al., 2010; Vink et al., 2014; Zhao et al., Conflict of interest: The authors have no conflict of interest to declare. Correspondence to: A.W. Wong Received 5 December 2014; Revision received 13 February 2015; Accepted 3 March 2015 Accepted manuscript online 7 April 2015; Article first published online 7 July 2015 in Wiley Online Library (http://onlinelibrary.wiley.com/doi/10.1002/bit.25601/abstract). DOI 10.1002/bit.25601 ARTICLE 1832 Biotechnology and Bioengineering, Vol. 112, No. 9, September, 2015 ß 2015 Wiley Periodicals, Inc.
-
Upload
rodrigo-mancini -
Category
Documents
-
view
20 -
download
8
description
Biotechnology and bioengineering
Transcript of Bos Et Al-2015-Biotechnology and Bioengineering

Optimization and Automation of an End-to-EndHigh Throughput Microscale Transient ProteinProduction Process
Aaron B. Bos,1 Peng Luan,2 Joseph N. Duque,1 Dorothea Reilly,1 Peter D. Harms,3
Athena W. Wong1
1Department of Early Stage Cell Culture, Genentech Inc., 1 DNA Way, South San
Francisco, California 94080; telephone: 650-467-4767; fax: 650-467-5477; e-mail: wong.
[email protected] Antibody Engineering, Genentech Inc., South San Francisco, California3Department Late Stage Cell Culture, Genentech Inc., South San Francisco, California
ABSTRACT: High throughput protein production from transienttransfection of mammalian cells is used in multiple facets ofresearch and development studies. Commonly used formats forthese high number expressions are 12-, 24- and 96-well plates atvarious volumes. However there are no published examples of a96-deep well plate microscale (1,000mL) suspension process formammalian transient expression. For this reason, we aimed todetermine the optimal operating conditions for a high producing,microscale HEK293 transient system. We evaluated the hydro-dynamic flow and measured the oxygen transfer rate (OTR) andtransient protein expression for 96-deep well plates of different wellgeometries filled at 600–1,000mL working volumes and agitated atvarious speeds and orbital diameters. Ultimately, a round well-round bottom (RR) 96-deep well plate with a working volume of1,000mL agitated at 1,000 RPM and a 3mm orbital diameteryielded the highest and most consistent total transient proteinproduction. As plate cultures are subject to evaporation, water lossfrom different plate seals was measured to identify an optimal platesealing method. Finally, to enable higher capacity proteinproduction, both expression and purification processes wereautomated. Functionality of this end-to-end automation workflowwas demonstrated with the generation of high levels of human IgG1antibodies (�360mg/mL) with reproducible productivity, productquality and �78% purification recovery.Biotechnol. Bioeng. 2015;112: 1832–1842.� 2015 Wiley Periodicals, Inc.KEYWORDS: transient transfection; 96-deep well plates;automation; protein expression; HEK293; microplate
Transient transfection of mammalian cells is a valuable and widelyused tool to rapidly express recombinant proteins for discovery
research studies and large molecule development in thebiotechnology industry. A key driver for using mammalian cellsover microbial or insect expression systems is their ability topromote native post-translational modifications such as glyco-sylation and correct tertiary structure (Hossler et al., 2009). Thetransient transfection method can be applied to suspension adaptedmammalian cell lines such as CHO and HEK293 at a wide range oforbitally shaken scales from 30mL tubespins to 100 L (Bos et al.,2014; Geisse and Voedisch, 2012; Girard et al., 2002; Hacker et al.,2013; Stettler et al., 2007). However transient transfectionsperformed utilizing shake flasks, wave bags, or traditional stirredtank reactors have limited throughput capacity, a problem that canbe alleviated by utilizing shaken plate systems. Characterization ofthe plate formats and operating conditions are a crucial aspect ofselecting the optimum process conditions for mammalian cellculture as sufficient mass transfer of oxygen into the growthmedium and optimal mixing conditions must be achieved. Thesefactors are influenced by different plate well shapes, fill volumes,and agitation conditions (Buchs, 2001; Duetz, 2007; Hermann et al.,2003). Researchers have described the optimization of mammaliancultures in shaken 12- and 24-well plates (Barrett et al., 2010; Davieset al., 2005; Rouiller et al., 2013; Vink et al., 2014). Strobel et al.demonstrated that HEK293 cultures agitated at 300–350 RPM at a25mm orbit had comparable productivity to shake flask cultures(Strobel et al., 2001). However, there are currently no reports ofsuspension mammalian cultures at 1,000mL in orbitally shaken 96-well plates. By contrast, there are numerous reports of successfulmicrobial cell cultivation at 600–1,000mL volumes in 96-deep wellplates at various agitations rates and orbital diameters such as 3 and25mm (Duetz 2007; Funke et al., 2009).
To further expand expression capacities, high throughput cellculture vessels can be integrated into automated workflows.Accordingly, validated automation efforts developed for transienttransfections in T flasks, 24-well plates and tubespins support thecapability to express large numbers of different proteins fornumerous research applications (Bos et al., 2014; Girard et al., 2001;Nettleship et al., 2010; Silk et al., 2010; Vink et al., 2014; Zhao et al.,
Conflict of interest: The authors have no conflict of interest to declare.
Correspondence to: A.W. Wong
Received 5 December 2014; Revision received 13 February 2015; Accepted 3 March
2015
Accepted manuscript online 7 April 2015;
Article first published online 7 July 2015 in Wiley Online Library
(http://onlinelibrary.wiley.com/doi/10.1002/bit.25601/abstract).
DOI 10.1002/bit.25601
ARTICLE
1832 Biotechnology and Bioengineering, Vol. 112, No. 9, September, 2015 � 2015 Wiley Periodicals, Inc.

2011). Liquid handling automation has also been employed toincrease the efficiency and output of plate cultures and micro-bioreactor systems (Amanullah et al., 2010; Legmann et al., 2009).Although robotic automation of 96-well plates was described formicrobial systems (Baboo et al., 2012), there are currently noreports of an automated, orbitally shaken 96-deep well plate1,000mL transient transfection system. Furthermore, there are nocurrent reports which have investigated the volumetric masstransfer coefficient (kLa) for 96-well plate formats at workingvolumes up to 1,000mL. Herein we describe the characterization,optimization and automation of a high throughput, microscaletransient transfection and purification process.Experiments were conducted to investigate optimum process
conditions and to describe the effects of the 96-deep well plate-specific kLa, orbital agitation rate, orbital diameter, evaporativeloss, and hydrodynamic flow. Furthermore, by utilizing Tecan EVOautomated liquid handling systems for transfection and purifica-tion, we were able to significantly reduce variability across replicateconditions and provide for a reliable and efficient method ofmicroscale protein production. The resulting robotic systemperforms automated seeding, transfection and feeding. The systemis capable of performing 384 individual transfections in a single 17-min batch and purifying 96 samples in 80min. As such, it is aninvaluable system for antibody development, expression screening,and early stage protein discovery studies.
Materials and Methods
Experimental Design
The design space for the screen included 3 plate shapes in a 96-deepwell deep well plate format, two agitation speeds and three workingvolumes. The plates used were a square-well square/pyramid-bottom (SS) plate (Greiner Bio-One Masterblock, Part # 780271,Monroe, North Carolina), a square-well round-bottom (SR) plate(GE-Whatman Uniplate, Part # 7701-5205, Pittsburgh, Pennsylva-nia), and a round-well round-bottom (RR) plate (Axygen ScientificDeep Well Plate, Part # P-DW-20-C-S, Corning, New York). Finalworking volumes of 600, 800, and 1,000mL were evaluated at 800and 1,000 RPM with a 3mm orbital diameter or 500, 550, and600 RPM with a 12.5 mm orbital diameter. Data sets were analyzedusing SAS JMP 11.
Cell Culture and Transfection
The Expi293FTM cell line, a suspension adapted HEK293 line fromLife Technologies, was used in all plate experiments. Cells werecultivated as a seed train in shake flasks under the followingconditions: 37�C, 8% CO2, 80% humidity, and 150 RPM agitationspeed with a 25mm orbital diameter. Expi293TM ExpressionMedium (Life Technologies, Carlsbad, California) was used as theseed train and production medium.
Automated Instrumentation for Cell Culture
ATecan EVO1 liquid handling systemwas utilized for all automatedcell culture handling operations. The Tecan EVO1 system included
three arms (MCA96, LiHa, and RoMa) integrated with severalperipheral systems contained within a positive pressure environ-ment generated by HEPA filtered air recycling. An integratedMultiDrop CombiTM was utilized for volumetric dispensing of cellculture to the deep well plates. An integrated KAPS- 400 (Biosero,San Diego, California) was used to seal the 96-well plates posttransfection. 96-well plates containing plasmid DNA were loadedinto a LiCONiC STX44 4�C incubator, integrated with the TecanEVO1.
Standard Transfection Method
AMultiDrop CombiTM reagent dispenser in conjunctionwith a TecanEVO1 system was used to bulk dispense cells into the 96-well platesat the indicated volume. For a 1mL final working volume, 850mLExpi293FTM cells at 2.0e6 cells/mL were seeded in each well andincubated at 37�C, 8% CO2 in a Multitron (Infors) shaker at1,000 RPMwith a 3mm orbital diameter for 2 h prior to transfection.Plasmid DNAwas purified at the mini prep scale (Qiagen, Inc., Venlo,Limburg, Netherlands) in order to take advantage of an existingautomated, high throughput DNA purification system (Bos et al.,2014) and to ensure a sufficient amount of DNAwould be purified forsingle milliliter scale transfections. All transfections for optimizationstudies were performed using a DNA encoding a standard humanIgG1 (hu IgG1) antibody. Only transfections performed in Figure 7used other constructs including DNA encoding Fabs, half-antibodies(Spiess et al., 2013), hu IgG1, murine IgG2a (mu IgG2a), and humanIgG2 (hu IgG2) antibodies. For eachwell, 1mg of DNAwas diluted to aworking volume of 100mL in a DMEM-basedmediumwith 0.23mM25 kDa linear PEI. This solution was then mixed three times using85mL aspirations and incubated at 4�C for 10min before beingadded to the prepared cells. The cultures were then transferred backto the Multitron or an ISF-4W (Kuhner Shaker, Inc., San Carlos,California) at an orbital agitation diameter of 3 or 12.5mm,respectively. Post transfection, the cells were cultured for 7 days at37�C, 8% CO2, 80% humidity and the indicated agitation speed andorbital diameter. Twenty four hours post-transfection, Expi293FTM
feed reagents were added to the cultures according to themanufactures recommendations: 5mL of Reagent 1 and 50mL ofreagent 2 were added to each well for a total working volume ofapproximately 1,000mL. This process was scaled proportionally forsmaller working volumes.
Cell Count and Protein Concentration Measurement
Viable cell density, cell viability, and metabolite data were measuredusing a BioProfile
1
FLEX (Nova Biomedical, Waltham, Massachu-setts). Cell culture samples from 96-deep well plates were collectedon culture days 0, 4, and 7 for analysis on the BioProfile
1
FLEX. Forprotein concentration determination, supernatant samples werecollected on culture days 0, 4, and 7 and assayed in replicate byHTRF (Cisbio).
kLa and OTR Determination
The kLa and OTR of the various deep well plate formats andshaking conditions were determined by measuring the reaction
Bos et al.: Optimization of an Automated Microscale Transient Expression System 1833
Biotechnology and Bioengineering

rate of sodium sulfite with oxygen in the presences of cobalt (II)sulfate (Hermann et al., 2001). The kLa was assessed bymeasuring the reaction rate of sodium sulfite and oxygen in thepresence of a cobalt catalyst. The completion of this reactiongenerates a pH change as sulfate is produced and free sulfite isconsumed. The timing of this pH change is used to estimate thereaction rate by stoichiometry and is measured by a color changefrom the addition of bromothymol blue to the reaction solution. A0.5M Na2SO3 solution was prepared with deionized water andadjusted to a pH of 8.0 with 4N H2SO4. Bromothymol blue wasadded to this solution at a concentration of 2.4� 10�5 M andimmediately prior to the experiment, CoSO4 was added to thissolution at a concentration of 1� 10�7 M. This reaction solutionwas then aliquoted to volumes of 600, 800, and 1,000mL induplicate to each of the three deep well plate formats. The plateswere sealed manually with AeraSeal gas permeable membranes,covered with Duetz covers and shaken in either an ISF-4W at12.5 mm orbital diameter or a Multitron at 3 mm orbital diameterat room temperature with no humidity control. The reactionwithin each deep well plate and case was recorded using a C920HD Pro Webcam (Logitech, Newark, California) utilizingCamtasia 8.0 (TechSmith, Okemos, Michigan), at 5 fps for theduration of the reaction. The stoichiometric equation (Hermannet al., 2001) that governs this reaction is as follows:
SO2�3 þ 0:5O2!CoSO4 SO2�4
The OTR and kLa were then calculated from the time of thevisual pH change according to the following equation:
OTR ¼ CNa2SO3 � VO2
tOX
where OTR is the oxygen transfer rate, CNa2SO3 is the molar sodiumsulfite concentration, VO2 is the stoichiometric coefficient foroxygen in the previous equation, and tOX is total reaction time forcomplete oxidation.
High Speed Photographs
High speed images of the hydrodynamic flow were taken for theeach case investigated from three well shapes, three fill volumes,three orbital diameters, and various shaking speeds. A xiB CMOScamera (Ximea) was used to capture digital images at 450 framesper second and organized according to fill volume, agitation speed,and orbital diameter.
Evaporation Rate Determination
The evaporation rate of each well shape in combination with threedifferent gas-permeable plate seals AeraSeal (Excel Scientific,Victorville, California), Breathe Easier (Sigma–Aldrich, St. Louis,Missouri), and Breathe Easy (Sigma–Aldrich), with and without aDuetz cover (EnzyScreen, Applikon Biotechnology, Delft,
Netherlands), was determined by measuring the difference inmass of each plate over 7 days calculated via linear regression usingSAS JMP 11 and divided by 96 to generate a mg/well*day value.Plates were filled with 1,000mL per well and agitated at 1,000 RPMat a 3mm orbital diameter in an 80% humidity incubator.
Automated versus Manual Transfection Comparison
Six 96-deep well plates were prepared according to the cell cultureand transfectionmethods described above. Four 96-deep well plateswere transfected utilizing the Tecan EVO1 system described abovein an automated fashion. At the same time the Tecan EVO1 systemperformed the automated transfections, two 96-deep well plates andtwo , Plate two shake flasks were transfected manually. Shake flasktransfections were performed at a 30mLworking volume in 125mLnon-baffled shake flasks agitated at 150 RPM and a 50mm orbit. At24 h post-transfection, cultures were fed. Cultures transfectedmanually were fed manually and cultures transfected on the TecanEVO1 system were fed on the Tecan EVO1 system. Samples wereindividually collected from two wells of each plate for time coursecell count and metabolite measurements on day 0, 1, 4, and 7utilizing a Nova Flex. These measurements were performed usingthe total well volume and were treated as replicates for each sampleday and plate. After 7 days, all cultures were removed from theincubators, clarified by centrifugation, and the supernatant sampleswere purified.
Antibody Purification, Fab Purification, Gel FiltrationAnalysis, and Mass Spectrometry Characterization
Automated purificationwas performed on a Tecan freedom EVO 200liquid handling system with a 500mL MCA96 head. Briefly, IgGswere captured using tip columns that were custom packed with20mL MabSelect SuRe resin (Glygen Corp., Columbia, Maryland &GE Healthcare, Pittsburgh, Pennsylvania). After washing with 1XPBS pH 7.4, IgGs were eluted into 160mL of 50mM phosphoricacid pH 3 and neutralized with 12mL of 20X PBS pH 11. MabSelectSuRe tip columns were stripped in 0.1M NaOH and regeneratedwith 1X PBS pH 7.4 for consecutive use of up to 15 times. Similarly,Fabs were captured using tip columns packed with 20mLGammaBind Plus resin (Glygen Corp & GE Healthcare) and weresubsequently washed with 1X PBS pH 7.4. Fabs were eluted into190mL of 10 mM citrate pH 2.9 and neutralized with 19mL 0.4MTris pH 8.7. GammaBind Plus tip columns were stripped with 6MGuanidine and regenerated with 1X PBS pH 7.4 for consecutive useof up to 15 times.
For gel filtration analysis, 10mL of purified sample wasinjected onto TSKgel super SW3000 (4.6 mm ID x 30 cm, TOSOHBioscience) at 0.35 mL/min using 200 mMK2PO4, 250 mMKCl, pH 7.0 as the mobile phase. Approximately 2mg of purifiedIgG was reduced with 50 mM dithioreitol at 37�C for 20 min andanalyzed by Time-of-Flight mass spectrometry (Agilent LC/MS6224) after on-line reversed-phase separation using a PLRP-Scolumn (Agilent) and acetonitrile gradient. Intact masses weredetermined by maximum entropy deconvolution of collected m/zspectra using MassHunter Qualitative Analysis software(Agilent).
1834 Biotechnology and Bioengineering, Vol. 112, No. 9, September, 2015

Results and Discussion
Oxygen limitation can suppress the productivity of mammalian cellcultures. One potential challenge for orbitally shaken 96-well plates isto ensure sufficient oxygen transfer to the culture media. OTRs arestrongly impacted by the well shape geometry, agitation parametersand fill volume (Barrett et al., 2010; Funke et al., 2009; Lattermannet al., 2014). We employed the sodium sulfite method to calculate therelative kLa and OTR of 3 commercially available 96-deep well plateswith different well shape geometries (RR, SR, SS) across a range ofagitation speeds and throwdiameters (3mm, 12.5mm). At the 3mmorbital diameter, the maximum kLa and OTR values occurred at1,000 RPM with a working volume of 600mL for all plates (Fig. 1A).
As the working volume increased from 600 to 1,000mL, the kLa andOTR decreased. This observed decrease in kLa is likely due to asurface area reduction in the liquid phase and a decrease in localizedmixing as expected from the corresponding increase in workingvolume held at the same agitation speed. In comparison to SR and SSplates, all RR plate conditions had significantly lower kLa valuesacross all agitation speeds and fill volumes, with a maximumobserved kLa of 33 1/h. The lower kLa of the RR plate may be due tothe well geometry, as it is curved and the absence of baffled geometryallows for less turbulent mixing (Duetz, 2007).To assess the hydrodynamic flow of the liquid phase with the
3mm orbit, a single well of each plate type at various fill volumesand agitation speeds was monitored with a high speed camera
Figure 1. The effects of 3mm orbital agitation diameter on the kLa, OTR and hydrodynamic flow. (A) kLa (1/h) and OTR (mol/L/h) of different plate shapes (RR, SR, SS), fill volumes
(600–1,000mL) and agitation speeds (400–1,000 RPM) obtained from the sodium sulfite system. The plate shapes and fill volume combinations are represented by the indicated line
styles and colors. (B) Images of the liquid phase (water) during shaking with a 3mm orbital diameter at increasing agitation speeds (600–1,000 RPM), plate shapes (RR, SR, SS) and fill
volumes (600–1,000mL). Liquid is dyed DI water to provide contrast against semi-opaque plate material.
Bos et al.: Optimization of an Automated Microscale Transient Expression System 1835
Biotechnology and Bioengineering
during shaking (Fig. 1B). The hydrodynamic flow of the RR platewas well defined across all agitation speeds and displayed no visualindication of turbulence (Fig. 1B). The SR and SS plates yielded ahigher overall kLa and OTR at all agitation speeds (Fig. 1A). It ispossible that the corners of the square portions of the wells act asgeometric baffles, resulting in the generation of a turbulent fluidmotion over a significant portion of the working volume (Fig. 1B).The lack of significant difference in the kLa and OTR values amongthe SS and SR plates across all agitation speeds suggests that theshape differences between the bottoms of the square wells were notprominent enough to alter the gas transfer characteristics across thevolumes investigated. Correspondingly, SS and SR plates produced
similar hydrodynamic flows across all agitation speeds as visuallyindicated in images (Fig. 1B). Lastly, significant increases anddivergence in kLa and OTR values between square and round wellplates were observed at agitation speeds of 800 RPM and above.
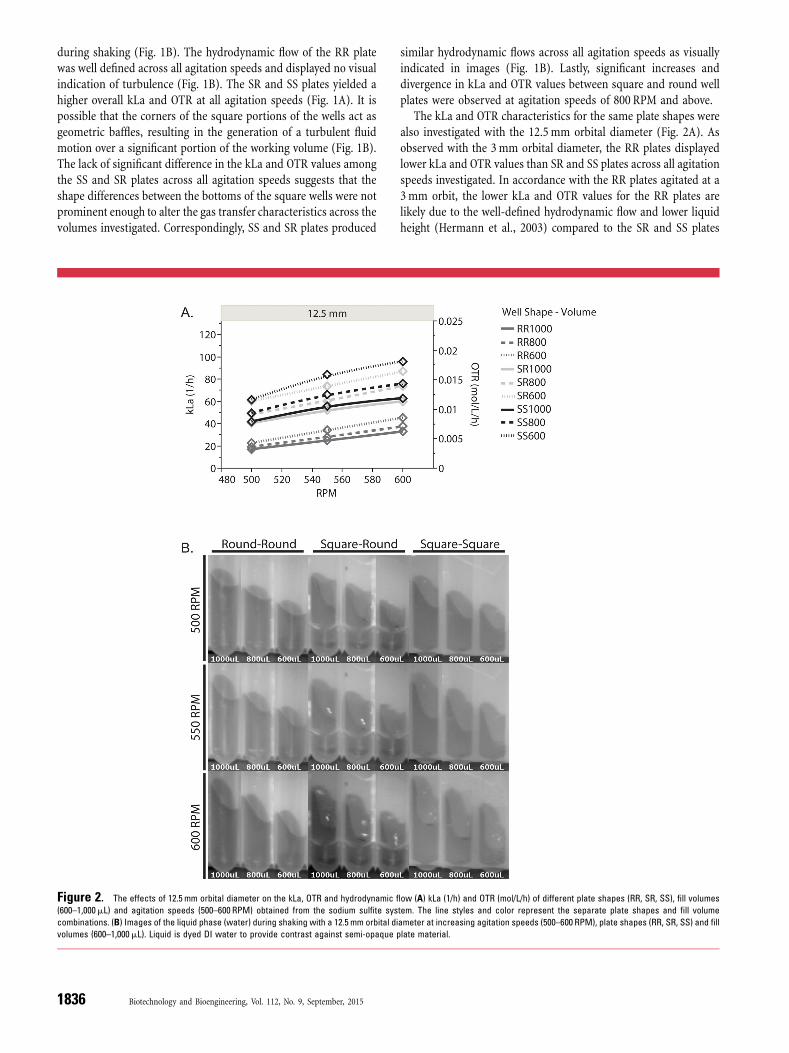
The kLa and OTR characteristics for the same plate shapes werealso investigated with the 12.5 mm orbital diameter (Fig. 2A). Asobserved with the 3mm orbital diameter, the RR plates displayedlower kLa and OTR values than SR and SS plates across all agitationspeeds investigated. In accordance with the RR plates agitated at a3mm orbit, the lower kLa and OTR values for the RR plates arelikely due to the well-defined hydrodynamic flow and lower liquidheight (Hermann et al., 2003) compared to the SR and SS plates
Figure 2. The effects of 12.5 mm orbital diameter on the kLa, OTR and hydrodynamic flow (A) kLa (1/h) and OTR (mol/L/h) of different plate shapes (RR, SR, SS), fill volumes
(600–1,000mL) and agitation speeds (500–600 RPM) obtained from the sodium sulfite system. The line styles and color represent the separate plate shapes and fill volume
combinations. (B) Images of the liquid phase (water) during shaking with a 12.5 mm orbital diameter at increasing agitation speeds (500–600 RPM), plate shapes (RR, SR, SS) and fill
volumes (600–1,000mL). Liquid is dyed DI water to provide contrast against semi-opaque plate material.
1836 Biotechnology and Bioengineering, Vol. 112, No. 9, September, 2015

(Fig. 2B). In contrast to the 3mm orbit, although the SR and SSplates exhibited similar kLa and OTR values at the 800 and1,000mL scales, at 600mL the SR plates had a lower kLa and OTRthan the SS plate. This difference may be attributed to the roundedwell shape in the lower portion of the SR plate, which could restrictthe baffling effect created by the 90� angles at the corners of theupper square portion of the well. This was depicted visually bysurface area differences generated from the higher relative liquidheight of the SSwell compared to the SR well at 600 RPM, and by thelower boundary of the liquid phase appearing below the baffle in theSR well at 600 RPM despite a similar hydrodynamic flow (Fig. 2B).Furthermore, the kLa and OTR values for all 96-well plates andagitation speeds displayed a linear relationship suggesting thepotential to achieve higher kLa and OTR values at increasedagitation speeds. Higher agitation speeds for the 12.5 mm orbitaldiameter were not investigated due to the maximum equipmentoperation range.As the optimal OTR and kLa can be cell type and process-
dependent, we tested HEK293 transient transfection productivity in
the 3 plate shapes at 3 agitation speeds and 2 throw diameters. Allplates were transfected with the same DNAwhich encodes a hu IgG1antibody. At the 3mm orbit, the 800 RPM arm of the screen showedvariable effectiveness across the range of working volumesinvestigated and lower productivity compared to the 1,000 RPMcases (Fig. 3A). The RR plates produced similar or higher titer thanSR or SS plates at all working volumes and agitation speeds. At800 RPM with 800mL and 1,000mL working volumes, both the SRand SS plates had very low productivity and showed significant cellsettling, visually evidenced as a cell pellet at the well-bottom.Accordingly, these low producing cases displayed lower viability 24 hpost-transfection; approximately 65% compared to all otherconditions which had >80% viability (data not shown). The cellsettling indicates the existence of mixing deficiencies in which thecentrifugal force is not able to circulate the bulk liquid consistently(Buchs, 2001; Funke et al., 2009). There were minimal differences inaverage expression level for the 1,000 RPM cases as all three platetypes yielded median normalized titers of 0.9 or higher. However SRand SS plates had a larger range and a slightly wider titer distribution
A.
B.
VesselRRSRSS
1000 RPM 800 RPM
Volume (uL)600 800 1000
Nor
mal
ized
Tite
r
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
600 800 1000
Experiment12
500 RPM 550 RPM 600 RPM
Volume (uL)1000
Nor
mal
ized
Tite
r
600 800 1000 600 800 1000 600 800 1000
1.4
1.2
1.0
0.8
0.6
0.4
0.2
0.0
1000 RPM
Figure 3. The impact of plate shape (RR, SR, SS), agitation rate and orbital diameter on productivity. (A) Titers from transfections performed in different plate shapes agitated at
3mm orbital diameter and 600–1,000 RPM. Average hu IgG1 titers obtained from four separate experiments. (B) Titers from transfections performed in different plate shapes agitated
at 12.5 mm diameter orbital diameter and 500–600 RPM. Average hu IgG1 titers obtained from two separate experiments were normalized to the RR/1,000mL/1,000 RPM/3mm orbit
case. Titer for each well (n¼ 96) was assayed by HTRF in duplicate and represented by box plot that displays the median (centerline in each box plot), quartiles (box edges), and
range (lines) in each case. The data presented is normalized to the grand mean of each experiment, performed in duplicate.
Bos et al.: Optimization of an Automated Microscale Transient Expression System 1837
Biotechnology and Bioengineering

for their respective 25th and 75th percentiles compared to the RRplate. Although there were significant differences in the kLa valuesmeasured across each condition, the kLa alone is not a sufficientpredictor of productivity as seen by the similarmaximum titer valuesacross a range of agitation conditions. Additionally, the kLa rangesobserved from these various plate conditions should not be a limitingfactor for mammalian cells (Fenge et al., 1993; Ozturk, 1996). Shearstress is unlikely to be the primary source of low productivity as casesexpected to have higher P/V produced relatively high titers. CFDmodeling for 96 square well plates revealed that at the 3mm orbit,power consumption increased as agitation rates increased (Zhanget al., 2008). The low production conditions were mostly likelyattributed to the inability to keep cells in complete suspension.Studies have been performed to investigate the critical agitationparameters to maintain microcarrier complete suspension account-ing for agitation rate, orbital diameter, viscosity, particle diameter,and density (Olmos et al., 2015). Conducting similar in depth studiesfor 96-deep well plates could potentially assist with building a modelfor predicting agitation parameters to maintain HEK293 cells insuspension. Further investigation into shear stress, includingobtaining P/V values, may provide information on the relationshipbetween factors which influence cell suspension and shear stress inmicroplates. Nonetheless, with the aim of obtaining the highest andmost consistent total protein yield, the RR plate with a workingvolume of 1,000mL agitated at 1,000 RPM was identified as theoptimal condition at the 3mm orbit.
For the 12.5mm orbital diameter titer screen we focused solely onthe RR plate based on its optimal performance in the 3mm orbitaldiameter screen. For comparison, an RR plate/1,000mL/1,000 RPM/3mm orbit case was included. Overall, all conditions tested at the12.5mm orbit produced less total protein than the 3mm orbit case.Plates agitated at 500 RPM showed the lowest relative expression withnormalized titers �0.2 (Fig. 3B). This low titer is likely due to poormixing, as the observed cell settling could lead to heterogeneity in cellsuspension and potential localized nutrient and O2 limitations in thepopulation over the 7 day culture. As with the 3mm screen, relativeliquid height could be used as a visual surrogate for sufficient OTR aswell as radial and axial mixing. At the lowest working volume of600mL, the 550 RPM agitation rate showed a normalized titer above
1.0 but higher working volumes of 800 and 1,000mL resulted in lowerproductivity. Significant cell settling was observed at the 1,000mLworking volume. Lastly, all 600 RPMcases showed substantially highertiter (>0.8 normalized titer) than the lower agitation rate cases withthe highest titer obtained at the 600mL volume. None of the 600 RPMcases exhibited cell settling. These results suggest that sufficientmixingat higher working volumes may require higher agitation speeds andthat there may be optimal operating conditions above 600 RPMwith a12.5mm orbital diameter that offer comparable or higher productivityto the RR plate/1,000mL/1,000 RPM/3mmorbit case. However, due tolimited equipment operating range, 600 RPM was the maximumagitation speed evaluated. Our data demonstrates that out of thevarious volumes, agitation rates and throw diameters, the RR plate/1,000mL/1,000 RPM/3mm orbit condition offered the highest totaltransient protein production.
As optimal cell culture performance and total protein expressioncan be affected by decreases in working volumes associated withevaporation, we sought to investigatemethods to reduce evaporation.The ideal plate seal would minimize evaporation but still providesufficient oxygen transfer for the transfection culture. Duetz covers,which can be placed over the top of sealed plates, are comprised ofseveral layers of material (ePTFE, silicone and micro fiber) designedto limit evaporation in microplates. Varieties of gas permeable plateseals also differentially impact evaporation rate (Zimmermann et al.,2003). We measured the volumetric loss of water for the three plateshapes agitated at 1,000 RPM/3mm orbit covered with one of threegas permeable seals, with and without Duetz covers (Fig. 4). All sealstested in conjunction with Duetz covers showed significantly lowerevaporation rates. For example, when combinedwith the Duetz cover,the Breathe Easier seal showed approximately a 5.5-fold reduction inevaporation. The RR plates had the lowest evaporation rate of allplates, particularly in the absence of the Duetz cover. This could bethe result of lower surface area of the hydrodynamic flow due to boththe circular well shape and lower relative liquid height. With regardsto seal type, the lowest evaporation rate was seenwith Breathe Easy atapproximately 3 and 17mg/well/day, with and without Duetz covers,respectively. However, the Breathe Easy seals were not implementedin our process because they could not be integrated for automatedsealing due to the dual sticker backing of the seal. Consequently,
Well ShapeRRSRSS
With Duetz Without Duetz
AeraSeal Breathe EasierBreathe EasyEva
pora
tion
Rat
e (m
g/w
ell*
day)
0
5
10
15
20
25
30
35
40
AeraSeal Breathe EasierBreathe Easy
Figure 4. The effects of proprietary seal types, plate shape, and the presence of a 96-well Duetz cover on the calculated evaporation rate (mg/well*day) of an individual well.
The evaporation rate was derived from a linear regression of mass measurements over a 7 day period for each case. Three seals were evaluated: AeraSeal, Breathe Easier, and
Breathe Easy.
1838 Biotechnology and Bioengineering, Vol. 112, No. 9, September, 2015

factoring in suitability for automation, the AeraSeal gas permeablemembrane and Duetz cover combination was chosen as the optimalplate seal.Automated cell culture processes provide advantages in increasing
capacity, improving consistency and reducing contamination risk(Zhao et al., 2011). Thus, we elected to automate the HEK293 platetransfection process. Utilizing the optimal conditions identifiedabove, the transfection process was scripted for the Tecan EVO1
system and automated as a two step method (transfection complexactivation and addition of transfection complex to cells) to allow forfour 96-well plates to be transfected as a single batch in 17min. This
automated batch transfection process was compared to manualtransfections done in both plate and shake flasks. The96-well plateswere specifically compared against a shake flask model in order tomaintain a direct comparison to another commonly used early stageresearch material generation vessel which does not use onlinemeasurements and dual sided parameter controls. The automatedplate batch transfections yielded the same mean titer as thetransfections performed manually, approximately 360mg/mL(Fig. 5A). The manual and automated plates also maintained similargrowth andmetabolic profiles over the cell culture duration (Fig. 5B–E). Viable cell density and viability trended similarly for manual and
A.
B.
Transfected By:Tecan EVOManualSF
Day0 1 4 7
Tite
r (u
g/m
L)
0
50
100
150
200
250
300
350
400
0 1 2 3 4 5 6 7
VC
D (
x10^
5 ce
lls/m
L)
101520253035404550
Via
bilit
y (%
)
2030405060708090
100
Transfected By:Tecan EVOManualSF
DayC.
D.
0 1 2 3 4 5 6 7
Glu
cose
(g/
L)
0.0
1.0
2.0
3.0
4.0
Lact
ate
(g/L
)
0.00.20.40.60.81.01.2
pH
6.86.97.07.17.27.37.4
Day
Transfected By:Tecan EVOManualSF Transfected By:
Tecan EVOManualSF
0 1 2 3 4 5 6 7
Na+
(m
M)
91929394959697
NH
4+ (
mM
)
0.51.01.5
2.02.53.0
Day
E. Transfected By:Tecan EVOManualSF
0 1 2 3 4 5 6 7
pO2
(mm
Hg)
8090
100110120130140150160
pCO
2 (m
mH
g)
40
50
60
70
80
90
Day
Figure 5. Comparison of plates (RR/1,000mL/1,000 RPM/3mm orbit) transfected either performed with automation (Tecan EVO) or manually (manual), or in shake flasks (SF). (A)
The average hu IgG1 titer determined by HTRF assay of plates and shake flasks transfectedmanually or utilizing an automatedmethod on a Tecan EVO1 system sampled over 7 days.
Tecan EVO1 transfection titers represent the mean of four plates transfected as one batch. Manual transfection titers represent the mean of 2 plates transfected as one batch. SF
transfection titers represent the mean of 2 shake flasks transfected as one batch. On the indicated culture day: (B) viable cell density (VCD) and viability; (C) glucose, lactate and pH;
(D) Naþ and NH4þ and (E) pO2 and pCO2 levels were measured by Nova FLEX. Manual and Tecan EVO values represent the mean of 2 and 4 plates, respectively, sampled in
replicate. SF transfection values represent the mean of 2 shake flasks.
Bos et al.: Optimization of an Automated Microscale Transient Expression System 1839
Biotechnology and Bioengineering
automated plates. Although themanual shake flasks appeared to havelower final day viability and viable cell density over the cell cultureduration, this was likely an artifact of less accurate quantitation dueto cell clumping (data not shown). It is possible that sufficientvolumetric power and mixing in the RR plate process prevented cellaggregate formation, reflected in the higher viable cell densities andlow occurrence of clumping. The manual and automated plates alsotrended closely across all metabolites. The lactate, pH, pCO2, and pO2profiles of the manual shake flasks varied from the plates but this ismost likely attributed to the altered metabolism resulting from cellclumping (Fig. 5C and E). However, the clumping and associatedmetabolite differences did not impact transient transfectionproductivity which was found to be comparable among shakeflasks, manual plates, and automated plates. Furthermore, thefinding that the plate and shake flask transfections produced similartiters across all sampled culture days indicates that the automatedmicroscale transfection process could be used as an expression
screening model for shake flasks. Although larger working volumecultures were not investigated, the automated microscale processcould be applied to larger volumes in 24- and 48-deep well plates forapplications that require higher quantities of material.
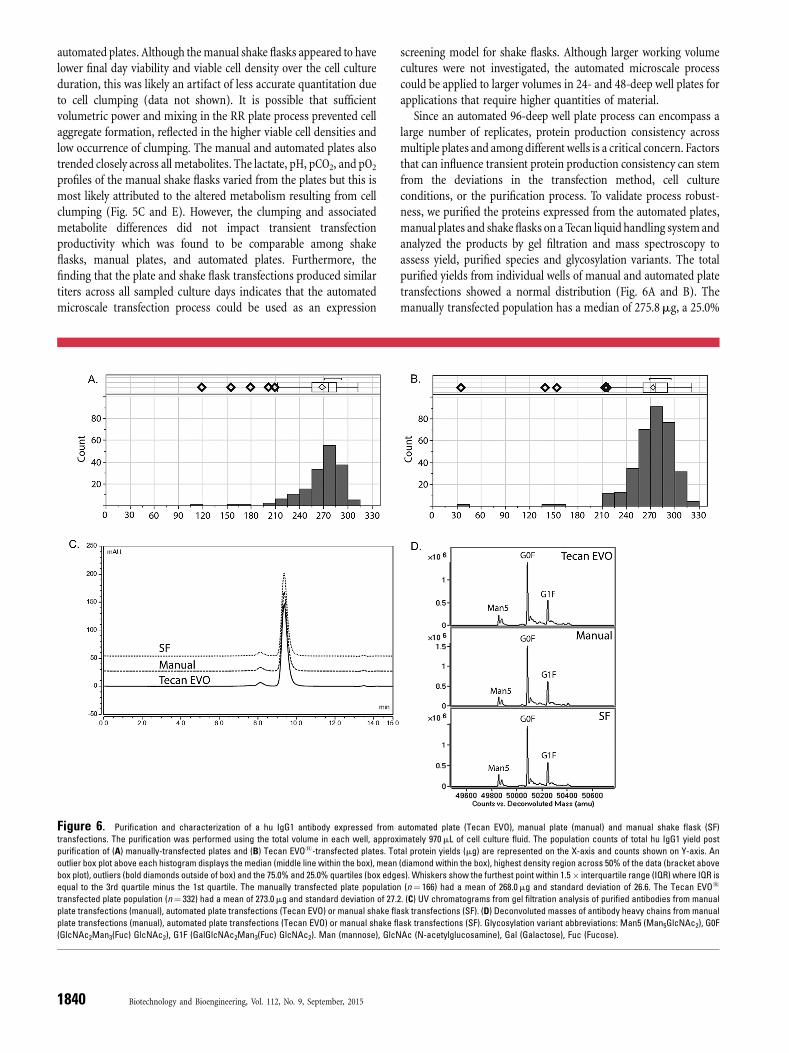
Since an automated 96-deep well plate process can encompass alarge number of replicates, protein production consistency acrossmultiple plates and among different wells is a critical concern. Factorsthat can influence transient protein production consistency can stemfrom the deviations in the transfection method, cell cultureconditions, or the purification process. To validate process robust-ness, we purified the proteins expressed from the automated plates,manual plates and shake flasks on a Tecan liquid handling systemandanalyzed the products by gel filtration and mass spectroscopy toassess yield, purified species and glycosylation variants. The totalpurified yields from individual wells of manual and automated platetransfections showed a normal distribution (Fig. 6A and B). Themanually transfected population has a median of 275.8mg, a 25.0%
Figure 6. Purification and characterization of a hu IgG1 antibody expressed from automated plate (Tecan EVO), manual plate (manual) and manual shake flask (SF)
transfections. The purification was performed using the total volume in each well, approximately 970mL of cell culture fluid. The population counts of total hu IgG1 yield post
purification of (A) manually-transfected plates and (B) Tecan EVO1-transfected plates. Total protein yields (mg) are represented on the X-axis and counts shown on Y-axis. An
outlier box plot above each histogram displays the median (middle line within the box), mean (diamond within the box), highest density region across 50% of the data (bracket above
box plot), outliers (bold diamonds outside of box) and the 75.0% and 25.0% quartiles (box edges). Whiskers show the furthest point within 1.5� interquartile range (IQR) where IQR is
equal to the 3rd quartile minus the 1st quartile. The manually transfected plate population (n¼ 166) had a mean of 268.0mg and standard deviation of 26.6. The Tecan EVO1
transfected plate population (n¼ 332) had a mean of 273.0mg and standard deviation of 27.2. (C) UV chromatograms from gel filtration analysis of purified antibodies from manual
plate transfections (manual), automated plate transfections (Tecan EVO) or manual shake flask transfections (SF). (D) Deconvoluted masses of antibody heavy chains from manual
plate transfections (manual), automated plate transfections (Tecan EVO) or manual shake flask transfections (SF). Glycosylation variant abbreviations: Man5 (Man5GlcNAc2), G0F
(GlcNAc2Man3(Fuc) GlcNAc2), G1F (GalGlcNAc2Man3(Fuc) GlcNAc2). Man (mannose), GlcNAc (N-acetylglucosamine), Gal (Galactose), Fuc (Fucose).
1840 Biotechnology and Bioengineering, Vol. 112, No. 9, September, 2015

quartile of 255.6mg, and a 75.0% quartile of 285.5mg. Theautomated transfection population has a median of 276.6mg, a25.0% quartile of 260.8mg, and a 75.0% quartile of 290.7mg. Theshake flasks (n¼ 2) had amean of 344.4mg and a standard deviationof 8.0. The similar yield distributions from manual and automatedpopulations demonstrate that the automated transfection system iscapable of executing the process correctly and robustly across highnumbers of replicates. The Protein A purification process recoveredapproximately 77% of the total hu IgG1 produced, which is withinexpected ranges from previously reported Protein A purificationprocesses (Schadock-Hewitt and Marcus, 2014; Wang et al., 2014).Next, we analyzed purified antibodies from each transfection processusing gel filtration, the most widely used analytical method foridentifying higher-molecular-weight species (HMWS) such asaggregates, and lower-molecular-weight species (LMWS) fromdegradation compared to the monomer antibody (Arakawa et al.,2010). Purified antibodies from manual and automated platetransfections had similar monomer antibody content (92� 1%),HMWS content (8� 1%) and LMWS (0� 1%) asmanual shake flasktransfections (Fig. 6C).We alsomeasured light chain and heavy chainmasses of purified antibodies using mass spectrometry tocharacterize post-translational modifications such as glycosylationvariants (Sinha et al., 2008). Measured intact masses of heavy chainsfrom these transfections were of a single value and all matched withtheoretical molecular weight (within the measurement error,� 1Dalton) (Fig. 6D). The light chain intact masses also showed similarvalues (data not shown). Themultiplemassesmeasured from aheavychain were caused by common glycosylation variants of Man5, G0F,and G1F, adding extra masses of 1217, 1445, 1607 Daltons separatelyto the peptide chain. The same masses of these purified antibodiessuggested that there were no apparent differences in the glycosylationpattern or othermajor post-translationmodifications amongmanualor automated plate transfections and shake flasks. These datademonstrate that the automated, 1,000mL 96-deep well plateHEK293 transient expression and purification systems are capable ofproducing antibodies of consistent yield and product quality.The microscale expression and purification process has been
applied to numerous large molecule development projects. As an
example, we used the system to successfully produce variousantibody isotypes and formats at sufficient levels for primaryscreening experiments (Fig. 7). The maximum purified yieldsfrom a subset of screens are as follows: Fabs at 26mg, half-antibodies at 225mg, hu IgG1 antibodies at 376mg, hu IgG2antibodies at 57mg, hu IgG4 antibodies at 337mg, and mu IgG2aantibodies at 151mg. The broad ranges of expression areexpected from initial clones derived from phage, hybridoma andother antibody engineering technologies. This high throughputexpression system is a key tool for the industrialization ofantibody discovery campaigns to improve the likelihood ofidentifying clinical candidates with desirable biological andmanufacturability properties.
Conclusion
Increased experimental complexity combined with advancementsin downstream screening and assay technologies drive the needto further expand expression capacities. In this study, wedemonstrate, for the first time, the development of an automated,orbitally shaken, 96-deep well plate, HEK293 transient trans-fection process. The final orbitally shaken plate cell cultureprocess is reproducible and is capable of producing high titers(>360mg/mL). The optimal parameters were identified to be aRR 96-deep well plate with a fill volume of 1,000mL and anagitation rate of 1,000 RPM at a 3 mm orbital diameter. Combinedwith the automated downstream purification workflow, theprocess provides an efficient end-to-end solution for a highthroughput, microscale protein production.Although it was reported that the OTR at a 25mm orbital
diameter was 3-fold lower than a 50 mm orbital diameter (Duetz,2007), OTR was not a limitation in our HEK293 transfectionsystem at 3 and 12.5 mm orbital diameters. Relative to the SR andSS plates, the RR plate had lower OTR and kLa among allconditions investigated. Nevertheless, this did not impact thetransfection productivity, illustrating the importance of cell lineand process-specific characterization. As the HEK293 culturesreached peak cell densities of 5� 106 cells/mL, they likely did notrequire the higher OTR necessary for some microbial or high celldensity mammalian cell lines. The SR and SS plates were notoptimal for the HEK293 cell line investigated but could representoptimal plate solutions for mammalian cell lines with higher OTRand kLa needs. The kLa data obtained in this study could informthe optimization of orbitally shaken, 96-deep well plate processesfor other cell lines. As follow up work, it would be beneficial toexperimentally investigate parameters that influence cell suspen-sion and define the volumetric power of each plate, orbitaldiameter and agitation rate condition to further characterize themixing and shear for each plate shape. This additionalcharacterization could provide insight to the optimal agitationconditions needed to use the 1 mL process as a potential scaledown model for the high titer HEK293 expression system usedand provide useful information for future scale up applications.Significant portions of mammalian protein production used for
research studies occurs in stirred tank reactors, shaken reactors,wave bags and shake flasks (De Jesus and Wurm, 2011; Warnockand Al-Rubeai, 2006). Although these processes and vessels are
Yie
ld (µg
)
0
50
100
150
200
250
300
350400
Fab Half-Ab Hu IgG1 Hu IgG2 Hu IgG4 Mu IgG2a
Figure 7. Yields of various antibody isotypes and formats produced from the
optimized microscale transfection and purification system. Transfections were
performed using DNA encoding Fabs (n¼ 97), half-antibodies (half-ab) (n¼ 131), hu
IgG1 (n¼ 682), hu IgG2 (n¼ 11), hu IgG4 (n¼ 26), and mu IgG2a (n¼ 132) antibodies.
Each point represents the purified yield of a unique construct transfected in a single
well of a plate. Approximately 970mL of cell culture fluid was purified from each well.
Bos et al.: Optimization of an Automated Microscale Transient Expression System 1841
Biotechnology and Bioengineering

historically well characterized, they require larger capital and laborinvestments when executed in high numbers. Microbioreactors,with online DO and pH monitoring and control, enhance thethroughput of bioprocess development (Amanullah et al., 2010;Warr, 2014) but are less conducive to producing genome-scalecollections of proteins for research studies. The microscale transienttransfection and purification system presented in this reportrepresents an optimal solution to the challenge of increasing proteinproduction throughput in an economical fashion.
The authors gratefully acknowledge the support of Lindsay Chirdon and Abby Pynn.
References
Amanullah A,Otero JM, Mikola M, Hsu A, Zhang J, Aunins J, Schreyer HB, Hope JA,Russo AP. 2010. Novel micro-bioreactor high throughput technology for cellculture process development: Reproducibility and scalability assessment of fed-batch CHO cultures. Biotechnol Bioeng 106(1):57–67.
Arakawa T, Ejima D, Li T, Philo JS. 2010. The critical role of mobile phasecomposition in size exclusion chromatography of protein pharmaceuticals. JPharm Sci 99(4):1674–1692.
Baboo JZ, Galman JL, Lye GJ, Ward JM, Hailes HC, Micheletti M. 2012. An automatedmicroscale platform for evaluation and optimization of oxidative bioconversionprocesses. Biotechnol Prog 28(2):392–405.
Barrett TA, Wu A, Zhang H, Levy MS, Lye GJ. 2010. Microwell engineeringcharacterization for mammalian cell culture process development. BiotechnolBioeng 105(2):260–275.
Bos AB, Duque JN, Bhakta S, Farahi F, Chirdon LA, Junutula JR, Harms PD, WongAW. 2014. Development of a semi-automated high throughput transienttransfection system. J Biotechnol 180:10–16.
Buchs J. 2001. Introduction to advantages and problems of shaken cultures. BiochemEng J 7(2):91–98.
Davies A, Greene A, Lullau E, Abbott WM. 2005. Optimisation and evaluation of a high-throughput mammalian protein expression system. Protein Expr Purif 42(1):111–121.
De JesusM,WurmFM. 2011.Manufacturing recombinant proteins in kg-ton quantitiesusing animal cells in bioreactors. Eur J Pharm Biopharm 78(2):184–188.
Duetz WA. 2007. Microtiter plates as mini-bioreactors: Miniaturization offermentation methods. Trends Microbiol 15(10):469–475.
Fenge C, Klein C, Heuer C, Siegel U, Fraune E. 1993. Agitation, aeration and perfusionmodules for cell culture bioreactors. Cytotechnology 11(3):233–244.
Funke M, Diederichs S, Kensy F, Muller C, Buchs J. 2009. The baffled microtiter plate:increased oxygen transfer and improved online monitoring in small scalefermentations. Biotechnol Bioeng 103(6):1118–1128.
Geisse S, Voedisch B. 2012. Transient expression technologies: Past, present, andfuture. Methods Mol Biol 899:203–219.
Girard P, Derouazi M, Baumgartner G, Bourgeois M, Jordan M, Jacko B, Wurm FM.2002. 100-liter transient transfection. Cytotechnology 38(1-3):15–21.
Girard P, Jordan M, Tsao M, Wurm FM. 2001. Small-scale bioreactor system forprocess development and optimization. Biochem Eng J 7(2):117–119.
Hacker DL, Kiseljak D, Rajendra Y, Thurnheer S, Baldi L, Wurm FM. 2013.Polyethyleneimine-based transient gene expression processes for suspension-adapted HEK-293E and CHO-DG44 cells. Protein Expr Purif 92(1):67–76.
Hermann R, LehmannM, Buchs J. 2003. Characterization of gas-liquid mass transferphenomena in microtiter plates. Biotechnol Bioeng 81(2):178–186.
Hermann R, Walther N, Maier U, Buchs J. 2001. Optical method for thedetermination of the oxygen-transfer capacity of small bioreactors based onsulfite oxidation. Biotechnol Bioeng 74(5):355–363.
Hossler P, Khattak SF, Li ZJ. 2009. Optimal and consistent protein glycosylation inmammalian cell culture. Glycobiology 19(9):936–949.
Lattermann C, Funke M, Hansen S, Diederichs S, Buchs J. 2014. Cross-sectionperimeter is a suitable parameter to describe the effects of different bafflegeometries in shaken microtiter plates. J Biol Eng 8:1–10.
Legmann R, Schreyer HB, Combs RG, McCormick EL, Russo AP, Rodgers ST.2009. A predictive high-throughput scale-down model of monoclonalantibody production in CHO cells. Biotechnol Bioeng 104(6):1107–1120.
Nettleship JE, Assenberg R, Diprose JM, Rahman-Huq N, Owens RJ. 2010. Recentadvances in the production of proteins in insect and mammalian cells forstructural biology. J Struct Biol 172(1):55–65.
Olmos E, Loubiere I, Martin C, Delaplace G, Marc A. 2015. Critical agitation formicrocarrier suspension in orbital shaken bioreactors: Experimental study anddimensional analysis. Chem Eng Sci 122:545–554.
Ozturk SS. 1996. Engineering challenges in high density cell culture systems.Cytotechnology 22(1-3):3–16.
Rouiller Y, Perilleux A, Collet N, Jordan M, Stettler M, Broly H. 2013. A high-throughput media design approach for high performance mammalian fed-batchcultures. MAbs 5(3):501–511.
Schadock-Hewitt AJ, Marcus RK. 2014. Initial evaluation of protein A modifiedcapillary-channeled polymer fibers for the capture and recovery ofimmunoglobulin G. J Sep Sci 37(5):495–504.
Silk NJ, Denby S, Lewis G, Kuiper M, Hatton D, Field R, Baganz F, Lye GJ. 2010. Fed-batch operation of an industrial cell culture process in shaken microwells.Biotechnol Lett 32(1):73–78.
Sinha S, Pipes G, Topp EM, Bondarenko PV, Treuheit MJ, Gadgil HS. 2008.Comparison of LC and LC/MS methods for quantifying N-glycosylation inrecombinant IgGs. J Am Soc Mass Spectrom 19(11):1643–1654.
Spiess C, Merchant M, Huang A, Zheng Z, Yang NY, Peng J, Ellerman D, Shatz W,Reilly D, Yansura DG, Scheer JM. 2013. Bispecific antibodies with naturalarchitecture produced by co-culture of bacteria expressing two distinct half-antibodies. Nat Biotechnol 31(8):753–758.
Stettler M, Zhang X, Hacker DL, De Jesus M, Wurm FM. 2007. Novel orbital shakebioreactors for transient production of CHO derived IgGs. Biotechnol Prog23(6):1340–1346.
Strobel R, Bowden D, Bracey M, Sullivan G, Hatfield C, Jenkins N, Vinci V. 2001. Highthroughput cultivation of animal cells using shaken microplate techniques.Anim Cell Technol 1:307–312.
Vink T, Oudshoorn-Dickmann M, Roza M, Reitsma JJ, de Jong RN. 2014. A simple,robust and highly efficient transient expression system for producingantibodies. Methods 65(1):5–10.
Wang Z, Liang Q, Wen K, Zhang S, Shen J. 2014. Antibody purification using affinitychromatography: A case study with a monoclonal antibody to ractopamine. JChromatogr B Analyt Technol Biomed Life Sci 971C:10–13.
Warnock JN, Al-Rubeai M. 2006. Bioreactor systems for the production ofbiopharmaceuticals from animal cells. Biotechnol Appl Biochem 45(Pt 1):1–12.
Warr SR. 2014. Microbioreactors and scale-down models: Growth of CHO cellsusing the Pall Micro24 MicroReactor system. Methods Mol Biol 1104:149–165.
Zhang H, Lamping SR, Pickering SCR, Lye GJ, Shamlou PA. 2008. Engineeringcharacterisation of a single well from 24-well and 96-well microtitre plates.Biochem Eng J 40(1):138–149.
Zhao Y, Bishop B, Clay JE, Lu W, Jones M, Daenke S, Siebold C, Stuart DI, Jones EY,Aricescu AR. 2011. Automation of large scale transient protein expression inmammalian cells. J Struct Biol 175(2):209–215.
Zimmermann HF, John GT, Trauthwein H, Dingerdissen U, Huthmacher K. 2003.Rapid evaluation of oxygen and water permeation through microplate sealingtapes. Biotechnol Prog 19(3):1061–1063.
1842 Biotechnology and Bioengineering, Vol. 112, No. 9, September, 2015





![Trigonella Foenum Graecum (Fenugreek) as a Potential ...austinpublishinggroup.com/biotechnology-bioengineering/download.php?file=...Ali et al. [11] reported that methanolic extracts](https://static.fdocuments.in/doc/165x107/5f9351c293b8d4130c79da07/trigonella-foenum-graecum-fenugreek-as-a-potential-a-ali-et-al-11-reported.jpg)












