BC Lean Training for Agri-business Follow-up Report
20
BC Lean Training for Agri-business Follow-up Report ATTENTION DAVE WOODSKE BC MINISTRY OF AGRICULTURE JUNE 30, 2015 D A L E S C H A T T E N K I R K P R E S I D E N T & C E O 1224 W E S S E X P L A C E , R E G I N A , S K S 4 N 7 S 2 PH 306. 5 5 1 . 8 3 8 7 F A X 3 0 6 . 5 2 5 . 6 2 8 6 W W W . L T S E E . C O M D A L E @ L T S E E . C O M B O N I T A M A T U S H E W S K I V I C E - P R E S I D E N T O F T R A I N I N G A N D D E V E L O P M E N T 1 2 2 4 W E S S E X P L A C E , R E G I N A , S K S 4 N 7 S 2 PH 3 0 6 . 5 2 9 . 5 6 3 9 F A X 3 0 6 . 5 2 5 . 6 2 8 6 W W W . L T S E E . C O M B O N I T A @ L T S E E . C O M
Transcript of BC Lean Training for Agri-business Follow-up Report

BC Ministry of Agriculture 1 Report on the Training Program
BC Lean Training for Agri-business
Follow-up Report
ATTENTION DAVE WOODSKE BC MINISTRY OF AGRICULTURE
JUNE 30, 2015
D A L E S C H A T T E N K I R K
P R E S I D E N T & C E O
1224 W E S S E X P L A C E , R E G I N A , S K S 4 N 7 S 2
PH 3 06 . 5 5 1 . 8 3 8 7 F A X 3 0 6 . 5 2 5 . 6 2 8 6
W W W . L T S E E . C O M D A L E @ L T S E E . C O M
B O N I T A M A T U S H E W S K I
V I C E - P R E S I D E N T O F T R A I N I N G A N D D E V E L O P M E N T
1 2 2 4 W E S S E X P L A C E , R E G I N A , S K S 4 N 7 S 2
PH 3 0 6 . 5 2 9 . 5 6 3 9 F A X 3 0 6 . 5 2 5 . 6 2 8 6
W W W . L T S E E . C O M B O N I T A @ L T S E E . C O M

BC Ministry of Agriculture 2 Report on the Training Program
Table of Contents
Executive Summary ............................................................................................................................. .. 3
Program Overview ................................................................................................................................. 3
Project Descriptions............................................................................................................................. .. 5
Facility #1 ............................................................................................................................. ................. 5
Facility #2 ............................................................................................................................................. . 7
Facility #3............................................................................................................................................... 7
Facility #4 .............................................................................................................................................. . 8
Facility #5 .................................................................................................................. ............................... 10
Facility #6 ............................................................................................................................................ 10
Facility #7 ............................................................................................................................................. 11
Facility #8 ............................................................................................................................................ . 11
Facility #9 ............................................................................................................................. ................ 11
Results of On-Site Improvement Sessions................................................................................... . 12
Facility #1 Project Outcomes ....................................................................................................... 12
Facility #2 Project Outcomes ....................................................................................................... . 13
Facility #3 Project Outcomes ........................................................................................................ 14
Facility #4 Project Outcomes ....................................................................................................... 14
Facility #5 Project Outcomes ....................................................................................................... 15
Facility #6 Project Outcomes ....................................................................................................... 15
Facility #7 Project Outcomes ........................................................................................................ 16
Facility #8 Project Outcomes ....................................................................................................... 17
Facility #9 Project Outcomes ....................................................................................................... 17
Recommendations ................................................................................................................................ 19
Executive Green Belt Certification Course for Leaders ..................................................... 19

BC Ministry of Agriculture 3 Report on the Training Program
Executive Summary
The British Columbia Ministry of Agriculture contracted LTS Consulting to deliver Lean concept training and training in continuous improvement practices in small to medium facilities, thereby increasing the competitiveness of the agricultural sector in British Columbia. This was the second contract to deliver such training, following a successful pilot program delivered in 2011, under the title “Lean Manufacturing Training for Greenhouse, Nursery, Floriculture and Small Agri-Food Processors.”
For this project, LTS set up one day of leadership training that included information on how to select Yellow Belt candidates, and how to select a project for Lean process improvement; based on our previous experience and with the notion of increasing our efficiency, the leadership training began with one-on-one mentoring calls with each leadership team member before the session, to ensure each was fully prepared for the onsite training and work. Topics included sponsorship, project selection, team lead selection and roles discussion. Then LTS did a further three days of training, this time with up to three Yellow Belt candidates from each facility. Candidates were trained on Lean concepts and theory, and also began their projects in their own facilities.
Finally, LTS senior trainers Dale Schattenkirk and Rick Volpel came on-site for two days at each facility, while these facilities were in the implementation stage of a kaizen event. Dale and Rick helped the Yellow Belt candidates implement process change in their workplaces. The key difference from the pilot program rolled out in 2011 was that this time the pre-work phases, including define, measure, and analyze stages, were for the most part complete in advance of the two on-site days, which resulted in higher productivity and success for the Lean projects.
The Lean projects have once again had a direct, measurable impact on producer margins, product quality, and workplace safety and morale, as described in detail below. At the end of this report LTS makes several recommendations on a go-forward basis.
Program Overview
LTS designed and deployed an on-line readiness assessment for interested organizations based on their experience with facilities who took part in the pilot program. The assessment focused on the need to dedicate employee and managerial time to the program. Ten facilities were initially deemed ready, but one dropped out, leaving nine in the program.
Leadership Training
LTS has an Agriculture-specific training session for leaders of an organization. The training course is designed to provide leaders with knowledge and understanding of Lean Six Sigma, and help them identify the best possible candidates for Yellow Belt certification, as well as select the best possible projects to undertake.

BC Ministry of Agriculture 4 Report on the Training Program
Yellow Belt Certification - 3 days
The Yellow Belt (YB) training focused on teaching participants how to practically apply Lean concepts and tools to their specific facility, how to run a Kaizen event, and how to understand and apply the DMAIC problem-solving method and other essential techniques. This training was aimed at the approximately three individuals per operation who are selected to be the in-house Lean trainers. All training is experiential learning through activity based sessions and modules.
Pre-Work Phase; On-site Visit (2 days); Follow up Visit - ½ day
An action plan was developed as part of the YB training course, and mentorship scheduled, to ensure organizations had support to get the pre-work phase completed.
The goal of the on-site visit was to develop and implement 70% - 80% of the improvements. LTS mentored Yellow Belts to facilitate their team through the two-day on-site kaizen event. The teams worked through actual projects that had been preselected and completed all the pre- work requirements. LTS connected weekly with the Yellow belt to ensure any tests of change were properly taking root and supported the student with any questions they had.
The follow up visit included a review and work on the action plan created at the end of the on- site visit as well as a review of the changes that were put in place.
LTS Web Portal; Training Evaluations
All trainees were able to access the LTS web portal at <http://bclic.ltsee.com/>, and thanks to the following participation rates, many of the benefits of an on-line learning community were realized, in addition to the experiential and on-site learning during other training:
Five projects uploaded
11 different facilities participate in using the portal
35 people actively used it
Training evaluation results are included below, based on surveys completed by trainees.
Lower Mainland Horticulture Improvement Association (LMHIA) Conference presentation
Dale Schattenkirk of LTS participated in the LMHIA conference and gave a presentation on Lean. As well, three facilities from the Lean project supported by LTS presented at the conference.
Additional Training: Green Belt upgrade for Yellow Belts – 3 days
All trained Yellow Belts could participate in an in-depth next-step training to advance their overall skill set to Green Belt level. 29 of 31 Yellow Belts took advantage of this opportunity.

BC Ministry of Agriculture 5 Report on the Training Program
Project Descriptions
The following describes projects at the nine facilities that are either completed or in a few cases still underway.
Facility #1
Project #1 Problem Statement
The team identified the following issues to be addressed in this project:
Freezer space is limited
Purchase Order (PO) sales changes makes use of freezer space for raw product
difficult to forecast
PO sales > the available freezer space
Takes shipping department > double the time and cost to prepare an order and to
receive an order than it would if raw product were readily available from the freezer
Project #1 Aim
They applied three of the five key principles of Lean thinking, and considered:
Voice of the customer: Define value from customers’ perspective
o PO (purchase order) time and preparation time from product planner
Understand Process: Identify value stream and eliminate waste
o Eliminating waste of time and cost
o Current process doubled the time and cost for preparing orders and receiving
products compared to a situation where products in freezers were more readily
available
o Rate of human error could be high especially with change order requests
Create Flow: smooth flow all the way
o Make flow at the pull of the customer
o New design for freezer B & C to set up product according to brand names in one
area in freezer
o Use B as stocking (pull), when one pallet pulled from C, replenish one pallet
from B

BC Ministry of Agriculture 6 Report on the Training Program
o A new design for freezer B and C will have 2/3 of the floor remain vacant at all
times for easy forklift access to prepare orders
o Company invested to install technology to convert cooler D into freezer for busy
season; D is across a street, so there needs to be reduced movement to D.
o Cooler D can be used as a buffer to hold a capacity of an extra 100 pallets during
busy season. At other times it remains a cooler for other department use.
Project #2 Problem Statement
The team identified the following issues to be addressed:
Packaging department is cluttered at times
Bottle necks persist at Dixie and Twin Tray machine process flow
Defects and re-work in particular products (Gyoza & CB3) are quite high
Project #2 Aim
By applying some of the key principles of Lean thinking for continuous improvement, the team considered:
Understanding of process: Identify value stream and eliminate waste. For this the team
did cycle time analysis and determined that most of the defects stemmed from machine problems with the Dixie machine.
Create Flow: Better traffic flow of both Dixie and Twin Tray process
The aims of this project were:
Visual -Floor map showing FTE (full time) workers & machine positions
Smoother flow--New arrangement on both machines provides a more efficient and
smoother flow; peaks and valleys of production are avoided, so lines match speed
The data set can be viewed in the project outcomes section for Facility #1.

BC Ministry of Agriculture 7 Report on the Training Program
Facility #2
Problem Statement
The team identified the following issues to be addressed in this project:
On average it took 8.3 minutes to find a tool/part;
On a daily basis, employees could be looking for an average of 10 items;
This equates to 1.38 hrs a day looking for tools/parts, and in a week, they could be
spending 6.9 hours looking for tools/parts;
In addition, they have several sites, so if maintenance personnel had to go to
another site to look for supplies, it was taking on average 11.2 minutes to travel to
another site and back.
Project Aim
The team used a 5S process to improve efficiency in finding tools and parts. Pre-sort is at left, post-sort on the right below:
Facility #3
Problem Statement
The team discovered a lot of wasted space. There was product that they were not going to use occupying large chunks of the warehouse (about 10% of warehouse storage space was filled

BC Ministry of Agriculture 8 Report on the Training Program
with useless goods, which amounted to about 8+ full skids) which they donated or otherwise disposed of. This excess product took up so much space that it ended up causing problems with their inventory of things like boxes, because they had no room for a designated location to store anything.
The team identified the following issues to be addressed in this project:
Production warehouse is disorganized, which causes inventory issues;
Time to retrieve skid of boxes and move to permanent location – 25 minutes;
Skids moved to access boxes – 8 skids moved twice (out of the way, and then back
to the spot they were in), rather than having them deliver to POU or point of use, so
they would stay in their permanent location;
Time spent looking for tools and equipment in one day per person – about 15
minutes.
Project Aim
The aim was to organize their production facility to prevent inventory issues and errors during the busy season. The technique used was a 5S process.
Facility #4
Problem Statement
The main focus of the project was inventory control. They previously had visual management for ordering raw materials in advance of their busy seasons, but because lead times are 8-10 weeks on orders, by the time they knew supplies were low, it was too late to re- order. Therefore they needed a more advanced inventory planning process that involved their Enterprise Resource Planning (ERP) system.
The team identified the following issues related to inventory control:
Increased costs: extra processing to re-purpose substituted raw product, expedited
shipping costs
Unhappy customers because of substitutions for product components that don’t meet
customer requirement; and because of delayed delivery, often critical in greenhouse
industry
Shortages of inventory led to a lot of extra movement of product, which led to more
maintenance on broken machines
Inventory arrived without ID

BC Ministry of Agriculture 9 Report on the Training Program
Unknown arrival of inventory
Problem with product substitutions
Journal and consumption errors
Problems identifying inventory
Communication and instructions
System inventory doesn’t match actual inventory
Inventory quality
Warehousing and storage issues
Project Aim
The project had the following aims:
Reduce the inventory unit variances;
Reduce the inventory variance occurrences;
Reduce the decision making fractions from process map and standardize the process.
Controls for implementation included:
Journals collected daily and entered in the system on the same day;
Communication between production and data entry person;
Warehouse inventory & system inventory monitored on weekly basis;
Purchase Orders receiving and data Entry reviewed weekly;
Communicate the learning points with warehouse receiver;
Orders quoted with guaranteed resources.
Kanbans in place at Facility #4

BC Ministry of Agriculture 10 Report on the Training Program
Facility #5
Project # 1, Problem Statement
Incomplete information at order entry results in wrong or incomplete orders, or order information and re-work, resulting in loss of production and dissatisfied customers and staff. They estimate that it cost 20 hours of re-work at $20/hour for about $400 per incident.
Project #1 Aim
The project aim is to stream line order entry to eliminate rework.
Project #2, Problem Statement
Staff members are not using the footbaths needed to prevent spreading germs. Staff don’t know what the baths are for.
Project #2 Aim
To gain 100% compliance in use of the footbath. The team employed visual controls, training, measurement, and written signs in the first language of employees in order to gain the project aim.
Facility #6
Problem Statement
The team was concerned with wasted peppers on the production floor, and less than optimal harvesting speeds (measured in kgs/hour). Their estimate of pepper waste per week was $1,000 to $2,000.
Project Aim
Reduce peppers wasted on floor and make better use of hours spent picking (kg/hr, speed). The methods used by the team included implementing numbering carts and visual management. This resulted in no more wasted time at start of shift looking for a cart. They also implemented standard work, training, continuing measures and an audit.

BC Ministry of Agriculture 11 Report on the Training Program
Facility #7
Problem Statement
The team identified a lack of space to organize the packing line properly, resulting in safety hazards and decreased work efficiency. They decided to measure the following, so they could track improvements in packing line efficiency:
Date
Number of man hours per day
Number of trays packed
Number of planting stock trays planted
Project Aim
To improve the flow of the packing line to create more efficiency and time for proper planning. The implementation included:
Change direction of packing line around
Set standard work for person spreading plants on the belt
Set lines on the ground for areas for pallets (see picture in Project Outcomes section) Set area for forklift to drive, move tray liner station, move paperwork area
Facility #8
Problem Statement
The team identified they could not find supplies and equipment to maintain the facility. Equipment was kept in multiple places and there was no inventory management system. Overall down time negatively affected the production and facility costs.
Project Aim
To have a central storage system in each Phase building with an inventory Management system in place, for which a number of projects were undertaken.
Facility #9
This project involved a Kaizen to monitor and better manage corrugate levels: the facility wanted to deal with less shortages, less scrambling, and better visibility of corrugate stock. The lack of space and organization of the corrugated material in the phase one pack shed resulted in a productivity reduction, waste of manpower, and tied up financial resources due to excess inventory. This non-standard process caused staff frustration and a feeling of helplessness.

BC Ministry of Agriculture 12 Report on the Training Program
The team identified over 500 consumable line items, and part of the project included reducing the total number of SKUs, and also a reduction in the amount of inventory. Line items included the following, some of which were potentially redundant:
• Same item, different supplier • Same item, different configuration • Same item, different marketing attributes • Obsolete supplies (discontinued SKUs) • All production sites
The following data is from the Analyze stage of their project:
Results of On-Site Improvement Sessions
This section details the qualitative and quantitative outcomes for completed projects, where they are available.
Facility #1 Project Outcomes
Project #1
Kaizen: produced cost savings of $20,800.00/year
Reduced preparation time for preparing orders significantly (62 mins to 3 mins)
Cost savings of $20,800/ year due to better flow
By organizing pallets by brand name, human error caused by pulling bits and pieces from different freezers is minimized
Easier operation when change orders happen

BC Ministry of Agriculture 13 Report on the Training Program
Current process:
Time: 62 mins to prepare one order
Cost: $720 to prepare one week’s order (4.5 days)
o (assuming $20/hr, 8 hr day)
New Process:
Time: 3 mins to prepare one order
Cost: $320 to prepare one week’s order (2 days)
o (assuming $20/hr, 8 hr day)
Project #2
With a smoother work flow arrangement and a decrease in downtime (in this case 0 downtime), they had a 23% increase in efficiency.
Here is the data set that shows the 23% increase in efficiency from October to November, after implementation, at bottom right (dates are for 2014):
Facility #2 Project Outcomes
The kaizen event produced reduction of wasted time searching:
All equipment and tools were where they were needed, equaling a 100% reduction in
searching

BC Ministry of Agriculture 14 Report on the Training Program
Cost savings amounted to 6.9 hours a day or approximately $35,000 in annual re- deployable labour
Facility #3 Project Outcomes
After doing the 5S, they now have a designated location for all their product, including completely re-arranging their materials storage, creating a designated shipping and receiving area, and re-organizing the production line. This has prevented them from running out of boxes (which was a huge issue) and has translated into a measurable cost savings in time and labour. Cost savings per instance: $21.25, which translates to about $425 annually in labour alone, and in time 1 hour and 25 minutes per instance, translating into 28.4 hours of wasted time per year that they have eliminated, just by creating a system for inventory and storage for one item. They are now working on the rest of their regular materials on a schedule of one item per month for the rest of this year.
The 5S of each work station and supply closet has made it easy for any person to walk into that station and know where things go, and what tools are needed to complete that job. The staff is happier and more productive, because they do not have to walk away from their stations to find things as often. The root ball measuring system they created for the plant wrapping station has worked beautifully, reducing re-work in that area to less than 1% from 8%.
Facility #4 Project Outcomes
As part of the kaizen event, the facility implemented Kanbans, and reduced wasted time searching:
By implementing Kanbans, staff do not have to stop work to search for work orders and
shipping supplies
Cost savings of .5 hours a day for up to 10 staff, or approximately $20,000 in annual re- deployable labour
In addition, forecast production orders are now in their ERP system; they then update on a daily basis when talking to customers, and constantly revise. They use the ERP tools to tell them when they need raw materials and in what quantities, and use that to guide issuing purchase orders. They have created a new position of assistant manager whose job is to run the forecasts; in two months he was able to do it more accurately than the 12-year manager.
The Kanbans and ERP forecasting together improved inventory management. This summer they are upgrading their ERP system with modules that work with Lean manufacturing processes.
Product substitutions are down to almost zero; this has lowered production costs, lowered the cost of shipping, and increased customer satisfaction.

BC Ministry of Agriculture 15 Report on the Training Program
Facility #5 Project Outcomes
Project #1 This project eliminated questions from pick slips by 75%, reducing the average questions on eight pick slips from four questions to one. This saved an hour of labour per question once followed down the line. With an average cost of $20 an hour for labour and downtime, and about 2,500 pick slips a year at project start, the facility estimates savings of about $18,760 annually.
The chart compares pre and post-checklist questions on picking slips (pre-checklist question levels are blue bars):
Project #2
100% compliance was achieved with employees using the footbaths.
Facility #6 Project Outcomes
The morale of the pickers “has greatly improved after we engaged them in the thinking process. They felt valued, appreciated. Happier workers are more productive workers.”

BC Ministry of Agriculture 16 Report on the Training Program
4
Quantitative outcomes related to speed of work will not be available until end of project later in summer 2015. Anecdotally, they are satisfied with the fact that there is much less fruit on the ground now than at the start of project. Another outcome is that managing the project boosted morale for a junior person who was in charge.
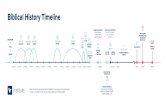
Facility #7 Project Outcomes
The previous average line speed was about 16 trays packed per person per hour after the first few days of packing this year. This number has gone up to around 24 trays per person per hour, and looks to remain there. Their data set is pictured here:
35.0
30.0
#of trays packed per person per hour 29.6
24.5 26.1
24.5
24.5 23.8
24.7 25.0
20.0
18.718. 19.6
21.8
18.9
22.4
18.8
22.2
20.7
22.9
19.6
20.7
15.0
15.114.4
17.1 16.7 17.7
10.0
5.0
0.0
21-Oct 28-Oct 04-Nov 11-Nov 18-Nov 25-Nov 02-Dec 09-Dec
Line speed is improved, as is efficiency overall. There is less pallet jack labour for the workers. Safety has increased due to clear areas for forklift driving, and pallet spaces. The 5S process reduced time to find equipment and supplies, and also reduced changeover time.
This is the packing area before (left) and after (right) the improvement process:

BC Ministry of Agriculture 17 Report on the Training Program
For next steps, the facility is considering the following areas for similar improvement projects:
Plant splitting line
Cuttings area/shadehouse Flower bunching line
One of their newer projects, the potato packing line, now has results data that show increases in speed and efficiency: for the three types of boxes, packing is 27%, 14%, and 7% more efficient, respectively, per person per man hour, compared to last year. They have also reduced inventory by 22 pallet spaces. They attribute these changes to Lean training and thinking.
They will continue to monitor in October when the line re-opens, and expect to set up the line exactly the same.
As a result of Lean training they have made a lot of small changes: tools are located where needed, label rolls are close to where used, and lines work with continuous flow. They have made changes to potato packing line, plant splitting line, and flower bunching line. They would love to have another Lean workshop.
Facility #8 Project Outcomes
Multiple projects included a 5S in Phase I, Phase II, and for all supply areas. The results include the following:
Freed up over 2,000 square feet of space
Created an inventory management system
Found parts, supplies and equipment that will reduce future maintenance costs.
Facility #9 Project Outcomes
The kaizen resulted in a reduction of excess raw material. The PH1 Corrugate Project produced cash flow cost-related savings and other reductions as follows:
o $25,000/year freed up cash o 41.3% footprint reduction o 74.1% decrease in winter season actual corrugate quantity o 37.7% decrease in summer season actual corrugate quantity
As part of the project, they made some physical line changes in order to reduce transportation and motion, labour, damage to product, and increase visibility as well. Then they freed up excess space in the cooler, which helped with tracking of inventory.

BC Ministry of Agriculture 18 Report on the Training Program
In terms of follow-on work, the facility is now expanding on what they learned and applying it to other areas of operations, in a different warehouse, and also on different production lines. They have initiated two separate black belt projects that followed their green belt work: one project focuses on increasing yield, looking at product picked from greenhouse, machinery, packaging, damaged product, grading as #2 unnecessarily, and looking at anything unsold and trying to reduce that.

BC Ministry of Agriculture 19 Report on the Training Program
Recommendations
These are LTS’s recommendations on a go-forward basis:
Promote further use of the LTS web portal across all facilities in BC; no training is required for using the portal as the setup is intuitive and includes a template; promotion of the portal should result in operations posting more stories to share their results in the province
The Kaizen model worked well and a second round of training focusing on new operations using the BC grant program would be helpful; some larger facilities who previously participated may also want to train additional staff members
Consider Executive Green Belt training as Leadership and transformation training is being requested by stakeholders (see section below on Executive GB training, including a definition)
Continue and create more networking opportunities around Lean provincially
Expand past the current group of participants to broaden the Lean network
Create a standard Lean metric reporting dashboard for facilities to report into the Ministry with, and share across facilities
Executive Green Belt Certification Course for Leaders
Executive Green Belt training focuses on training leaders and managers to enable them to lead a team of Yellow Belt trained individuals in a transformation into a Lean organization; it is different from standard Green Belt training in that graduates are not expected to actually run projects, but rather lead and support project teams.
The Executive Green Belt program integrates Lean Six Sigma methodology, tools and practical application.
Throughout the program, leaders learn how to apply the DMAIC problem solving methodology as well as learn to deliver fact based, data driven solutions with sustainable and higher ROI on all projects. They learn about the difference between system wide change and process change and how to lead an organization so it meets its fiscal constraints while still able to improve on quality for their clients and customers without reducing services or staff.
Day 1 - Overview
Lean Six Sigma overview
Understanding DMAIC
Process capability
Three pillars of Organizational Transformation
Empowering and Engaging Teams
How to sponsor a project and sponsor standard work

BC Ministry of Agriculture 20 Report on the Training Program
Day 2 – Define, Measure and Analyze
A3 Thinking
Understanding the six different process maps
Understanding the difference between a symptom verses a problem
Managing the scope of an initiative
Understanding process measures
Linking process measures to system measures
Interpreting the data and the story it tells
Day 3 – Improve and Control
Improvement tools – expanding the toolbox
The hierarchy of control
Sustaining your improvements
How to free up Leadership time to support Lean change management
Leadership standard work and action plan development
Time Commitment
35 hours of on-line training (MoreSteam materials)
3 days training
2 webinars
5 hours one-on-one mentorship
Funding for this project has been provided by the BC Ministry of Agriculture and Agriculture and Agri-Food Canada through Growing Forward 2, a federal-provincial-territorial initiative.