Auto Paradise
72
This Week’s Agenda 0) Review of HW1/2 & Inventory Control Theory 1) Risk Pooling, Extensions 2) IP/LP Modeling Revisited 3) Case Discussion: Sport Obermeyer Chapter 3(3) Chapter 3(3) Supply Supply Chain Logistics and Operations Management Chain Logistics and Operations Management
-
Upload
darkhorse-mbaorgre -
Category
Documents
-
view
20 -
download
1
description
fsaff
Transcript of Auto Paradise

This Week’s Agenda
0) Review of HW1/2 & Inventory Control Theory
1) Risk Pooling, Extensions
2) IP/LP Modeling Revisited
3) Case Discussion: Sport Obermeyer
Chapter 3(3)Chapter 3(3)
SupplySupply Chain Logistics and Operations ManagementChain Logistics and Operations Management

Inventory Management
• Independent Demand Inventory– Dependent vs. independent demand
– Basic Economic Order Quantity (EOQ) model
– Multi-period models: demand / lead time variability• No fixed ordering costs: the base-stock model (S)
• Fixed ordering costs: the base-stock model (s,S)
– Risk pooling
– Inventory management in multiple locations
– ABC classification scheme
• Sport Obermeyer case

Why do companies hold inventory?
Why might they avoid doing so?
• WHY?– To meet anticipated customer demand
– To account for differences in production timing (smoothing)
– To protect against uncertainty (demand surge, price increase, lead time slippage)
– To maintain independence of operations (buffering)
– To take advantage of economic purchase order size
• WHY NOT?– Requires additional space
– Opportunity cost of capital
– Spoilage / obsolescence

E(1)
Independent vs. Dependent Demand
Independent Demand (Demand not related to other items or the final end-product)
Independent Demand (Demand not related to other items or the final end-product)
Dependent Demand
(Derived demand items for
component parts, subassemblies, raw materials,
etc.)
Dependent Demand
(Derived demand items for
component parts, subassemblies, raw materials,
etc.)
Ford Taurus
Body Assy.
Wheel Assy. (4)
Wheel (1)
Tire (1)

The Context of the Problem -
Independent Demand Inventory
• Typical applications of independent demand models
– In a manufacturing company, to control inventory for end-
items; e.g., number of A-type washers in warehouse X.
– In manufacturing companies, to control inventory for
standard parts, such as screws, bolts, etc.
– In service firms, to control demand for goods that are
provided with the service (e.g., raw materials at McDonald’s)
– In retailer service companies

Two Decisions in
Inventory Management
• When is it time to reorder?
• If it is time to reorder, how much?

Economic Order Quantity Model:
Where it all started….O
n-h
and I
nven
tory
Time
QDemand
Rate, D
Time Between Orders
(Cycle Time) T = Q/D
Average Cycle
Inventory, Q/2
Reorder
Point, R
Place
Order
Receive
order
Lead
Time,
L
Q/2

Basic EOQ Assumptions
• Constant Demand Rate
• Constant Lead Time
• Orders received in full after lead-time.
• Constant Unit Price (no discounts)

Economic Order Quantity Cost Model:
Constant Demand, No Shortages
TC = total annual inventory costD = annual demand (units / year)Q = order quantity (units)K = cost of placing an order or setup cost ($)h = annual inventory carrying cost ($ / unit /year)
Total Annual Inventory Cost
=
AnnualOrderingCost
TC = (D / Q) K + (Q / 2) h
AnnualHoldingCost
+

Cost Relationships for Basic EOQ(Constant Demand, No Shortages)
TC –Annual Cost
Total Cost
CarryingCost
OrderingCost
EOQ balances carrying
costs and ordering
costs in this model.
Q* Order Quantity (how much)

Trade-off in EOQ Model:
Inventory Level vs. Number of Orders
Time
Q
On-h
and I
nven
tory
Time
QO
n-h
and I
nven
tory
Many orders,
low inventory
level
Few orders,
high inventory
level

EOQ Results (How Much to Order) (Constant Demand, No Shortages)
Economic Order Quantity
Number of Orders per year
Length of order cycle
Total cost = TC = (D / Q*) K + (Q* / 2) h
T = Q* / D
= D / Q*
= Q* = 2 D K
h

Example:
Determining When to Reorder
• Quantity to order (how much…) determined by EOQ
• Reorder point (when…)determined by finding the inventory level that is adequate to protect the company from running out during delivery lead time
• With constant demand and constant lead time, (EOQ assumptions), the reorder point is exactly the amount that will be sold during the lead time.
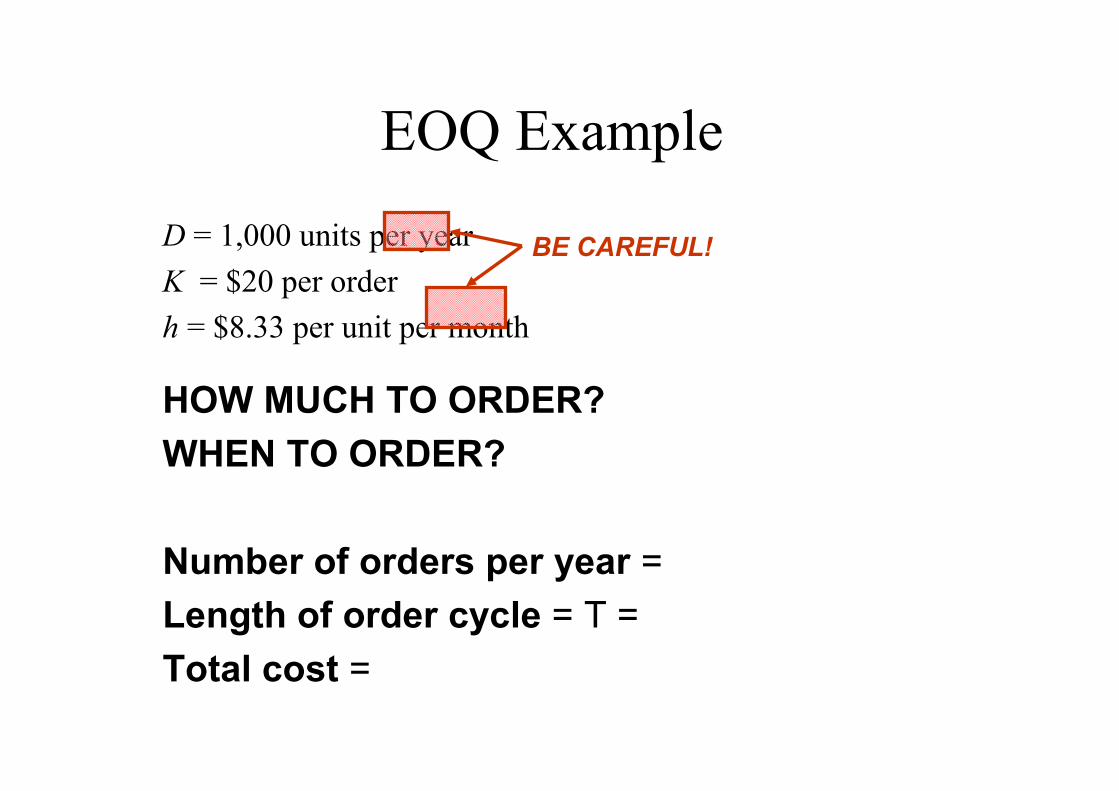
EOQ Example
D = 1,000 units per year
K = $20 per order
h = $8.33 per unit per month
BE CAREFUL!
HOW MUCH TO ORDER?
WHEN TO ORDER?
Number of orders per year =
Length of order cycle = T =
Total cost =

Exercise
Question: What if the company can only order in multiples of 12? (That is, order either 0 or 12 or 24 or 36, etc…)?

Robustness of EOQ model
Order Quantity
Annual Cost
Total Cost
Q*Q*-∆Q Q*+∆Q
∆TC
Would have to mis-specify Q* by quite a bit
before total annual inventory costs would
change significantly.
Very Flat Curve - Good!!
Example

Example: EOQ Robustness
• Suppose that in the last problem, you have mis-specified the order costs by 100% and the holding costs by 50%. That is,
– K used in the computation = $40/order (actual cost = $20 / order)
– h used in computation = $150 / unit / year (actual = $ 100)
– Then, using these wrong costs, you would have gotten
2(1,000)40' 23.1
150Q = =
Your actual TC (computed substituting Q’ into TC, using correct costs of K = $20, and h = $100:
1,000 2320 100 $2,019
23 2TC= + = Only 1% above minimum
TC!

Variations of EOQ
Some assumptions so far
• Constant price
• Certain and constant demand rate
• Instantaneous replenishment
Some variations of EOQ
• EOQ with quantity discounts …(BMGT 734)
• EOQ with uncertainty (demand and/or lead time)

Effects of Demand / Lead Time Variability
on Reorder Point (When)
Safety Stock level
s
Expected demand ataverage demand rate d
Placeorder
Receiveorder
L
Variable demand
QUESTION: How much inventory isneeded during lead
time L?
KEY POINT: s is larger when there is uncertainty
about demand or L

Safety Stock
• Stock carried to provide a level of protection against
costly stockouts due to uncertainty of demand during
lead time
• Stock outs occur when
– Demand over the lead time is larger than expected
InventoryLevel
ROP
Time
Expected
demand
s=

Safety Stock
• Safety Stock Criterion:
– stockouts occur when
demand during lead time (DL) …
– service level (1 - α )100%.
• DL is a random variable.
What kind of probability distribution?
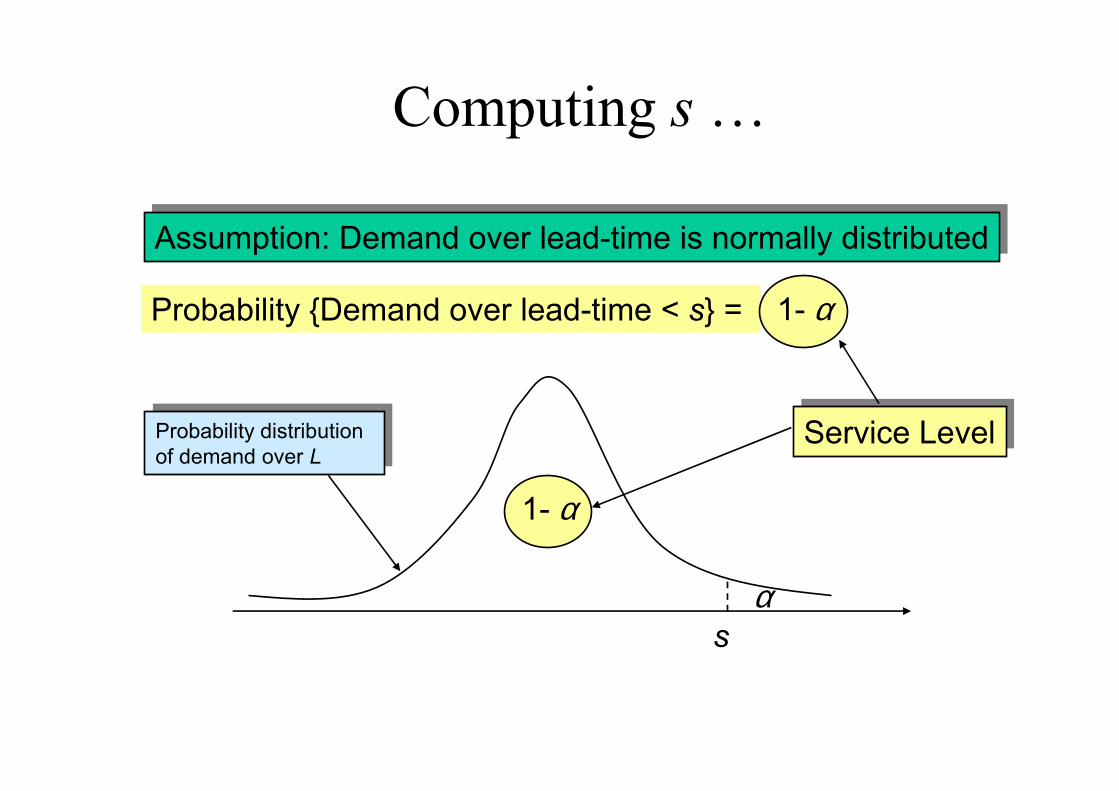
Computing s…
Probability {Demand over lead-time < s} = 1- α
Service LevelService Level
1- α
α
Assumption: Demand over lead-time is normally distributedAssumption: Demand over lead-time is normally distributed
s
Probability distribution of demand over LProbability distribution of demand over L

Computing s: Normal Distribution
α1- α
s
Probability distribution of demand over L:
Mean = µ; Std Dev = σ
Probability distribution of demand over L:
Mean = µ; Std Dev = σ
µµµµ
sz s z
µ µ σσ−= ⇒ = +
α1- α
z0
3.092.332.051.651.28z
.999.99.98.95.901 - αααα
From normal table or, in Excel, use: =normsinv (0.90)

Computation of Variance for Demand over Lead Time:
Variability Comes From Two Sources
= ⋅LD L AVG
= ⋅ = ⋅ = ⋅2 2 2{ } { } { }LVar D Var L AVG AVG Var L AVG STDL
3: Adding the two terms, we get to our result
= ⋅ + ⋅2 2 2{ }LVar D AVGL STD AVG STDL
= + + +1 2 ...L AVGLD d d d
timesAVGL
1: Suppose only demand di in day i is variable; lead time is constant at AVGL
2: Now, suppose only lead time is variable; daily demand is constant at AVG
= + + + = + + + = ⋅ 21 2 1 2{ } { ... } { } { } ... { }L AVGL AVGLVar D Var d d d Var d Var d Var d AVGL STD
di’s are independent di’s are identically distributed

Safety stock SS
More specifically….
2 2 2s AVG AVGL z STDL AVG STD AVGL= ⋅ + ⋅ ⋅ + ⋅
Note:•If lead time is constant,• If demand is constant,
0STDL=0STD=
Standard deviation of
demand over LT
Safety factor (std normal table)
Mean demand over LT
Note: This is a very good approximation even when demand is not normally distributed.

Example:
• Consider inventory management for a certain SKU at Home Depot.
Supply lead time is variable (since it depends on order consolidation
with other stores) and has a mean of 5 days and std deviation of 2 days.
Daily demand for the item is variable with a mean of 30 units and c.v.
of 20%. Find the reorder point for 95% service level.
30; 0.2(30) 6AVG STD= = = 5; 2AVGL STDL= =
95% service level � z = 1.64
2 2 2
2 2 2 30 5 1.64 2 30 6 5 150 100.8 251
s AVG AVGL z STDL AVG STD AVGL= ⋅ + ⋅ ⋅ + ⋅
= ⋅ + ⋅ + ⋅ = + =

The (s,S) Policy:
Fixed Ordering Costs
s should be set to cover the lead time demand and together with a safety stock that insures the stock out probability is within the specific limit (When to reorder).
S depends on the fixed order cost – EOQ (How much)
Time
Inventory
L
R
Orderplaced
Orderarrives
Average demandduring lead time
Safety Stock
sS

The (s,S) Policy: Fixed Ordering
Costs
• Compute s exactly as in the base-stock model:
• Compute Q using the EOQ formula, using mean demand D = AVG (be careful about units…):
⋅ ⋅= 2 K AVGQ
h
• Set S = s + Q
• Order when: inventory position (IP) drops below s
• Order how much: bring IP to S
2 2 2s AVG AVGL z STDL AVG STD AVGL= ⋅ + ⋅ ⋅ + ⋅

Example: (s,S) Model• Consider previous Home Depot example, however, there are fixed
ordering costs, which are estimated at $50. Assume that holding costs are 15% of the product cost ($80) per year. Also, assume that the store is open 360 days a year.
(.15)80/360 0.0333; 50; 30h K AVG= = = =
2 2(30)50300
0.0333
AVG KQ
h
⋅ ⋅= = = 251 300 551S s Q= + = + =
251s = (from previous calculations)

Summary of Inventory Models
Is demand rate and lead time constant?
Use EOQ
•How much: EOQ formula
•When: d*L
no
yesAre there fixed ordering costs?
no
yesUse (s, S) policy
•How much: Q = S – s (Q is from EOQ formula)
•When: IP drops below s (base-stock policy formula)
Use base stock (s) policy
•When: IP drops below s
•How much: necessary to bring IP back to s

Exercise• Consider previous Home Depot example, however, there are fixed
ordering costs, which are estimated at $50. Assume that holding costs are 15% of the product cost ($80) per year. Also, assume that the store is open 360 days a year.

Risk Pooling
• (safety) stock based on standard deviation – square root law: stock for combined demands
usually less than the combined stocks(depends on what?)
• Example: independent demand
2 2 2
2 2
X Y X Y
X Y X Y
σ σ σ
σ σ σ+
+
= +
= +

HP Example:
Benefits of a Universal Product
N. America
N(200,60)
Europe
N(150,50)
Consider z = 2 (98% of service level)
Because of a different power supplies, HP had two laser printers, one for Europe and one for N. America. A universal product (with a universal power supply) has been proposed, but costs $30 extra. Is it worthwhile?
What is the difference is safety stocks required?What is the difference is safety stocks required?
assume independent demand seen by HP (NA and Europe)

Exercise from Quiz/HW1 revisited
Calculate the stock levels for the following (12) cases :
(a) centralized vs. decentralized
(b) independent vs. negatively correlated vs. positively correlated
(c) 75% and 100% service levels

Inventory Management in Multiple
Locations: Echelon Inventory
Warehouse
Supplier
Retailers
Warehouse echelon lead time
Now, both warehouse and retailers hold inventory. How to manage inventory in this supply chain?
Now, both warehouse and retailers hold inventory. How to manage inventory in this supply chain?

ABC Inventory Classification:
Where To Focus Management Attention• GOAL: Determine the small # of items that account
for the majority of the cost (exploiting “80/20 rule”) -
which need a tighter inventory control
• Items classified as A, B, or C items based on the
percentage of annual sales that they command
– A items: very tight control, complete records, regular review
– B items: less tightly controlled, good records, regular review
– C items: simple controls, minimal records, large inventories,
periodic review
• Typical split between classifications: No more than
20% of the items as Class A; no less than 50% of the
items as Class C.

A Typical ABC Curve
% of SKU
% of Total Dollar Value
A
B
C
20% 50% 100%
60%
90%100%
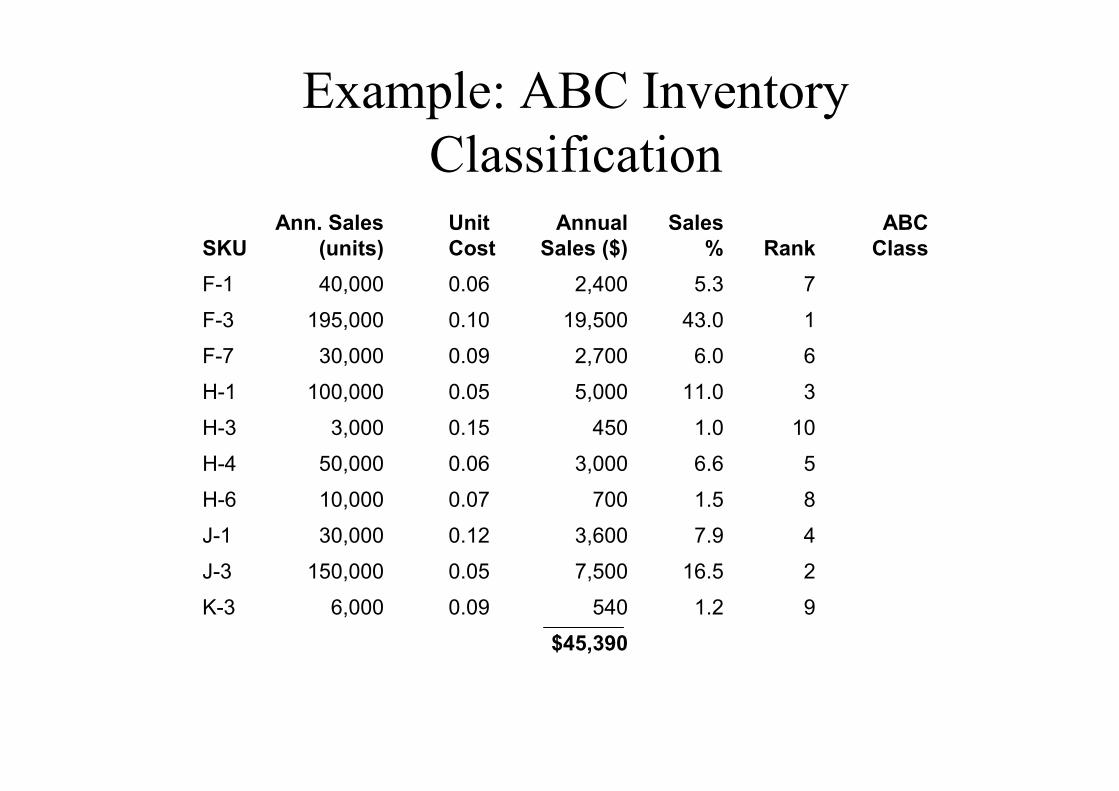
Example: ABC Inventory
Classification
SKU
F-1
F-3
F-7
H-1
H-3
H-4
H-6
J-1
J-3
K-3
Ann. Sales(units)
40,000
195,000
30,000
100,000
3,000
50,000
10,000
30,000
150,000
6,000
UnitCost
0.06
0.10
0.09
0.05
0.15
0.06
0.07
0.12
0.05
0.09
AnnualSales ($)
2,400
19,500
2,700
5,000
450
3,000
700
3,600
7,500
540
$45,390
Rank
7
1
6
3
10
5
8
4
2
9
Sales%
5.3
43.0
6.0
11.0
1.0
6.6
1.5
7.9
16.5
1.2
ABCClass

Two Network Design ProblemsTwo Network Design Problems
• Problem 2: Given a set of candidate locations, find thebest locations for warehouses and best distribution strategy from plants to warehouses to markets.
• Problem 1: Given facility locations (plants, warehouses),find the best distribution strategy from plants to warehouses to markets.
Approaches to Use: Heuristics and Exact Algorithms

• Single product
• Two plants p1 and p2
-- Plant p1 has unlimited capacity, p2 has an annual capacity of
60,000 units
-- The two plants have the same production costs.
• Two warehouses w1 and w2 with identical warehouse handling costs, both having unlimited capacity
• Three market areas c1, c2 and c3 with annual demands of 50,000, 100,000
and 50,000, respectively
• Unit distribution costs: p1 p2 c1 c2 c3
w1 0 4 3 4 5
w2 5 2 2 1 2
Problem 1: Finding Best Distribution Strategy Problem 1: Finding Best Distribution Strategy
(Given Facility Locations)(Given Facility Locations)
Example 2-3, text pp.36-37
Problem: Find a distribution strategy that specifies the flow of products from
plants to warehouses to markets with minimum total distribution costProblem: Find a distribution strategy that specifies the flow of products from
plants to warehouses to markets with minimum total distribution cost

Problem 1 NetworkProblem 1 Network
C1
C2
C3
W1
W2
P1
P2
0
4
5
2
3
4
5
21
2
demand
50K
100K
50K
capacity
60K
unlimited
plants warehouses
markets

A Heuristic for Problem 1A Heuristic for Problem 1
C1
C2
C3
W1
W2
P1
P2
0
4
5
2
3
4
5
21
2
50K
100K
50K
60K
unlimited
For each market, choose the cheapest warehouse, andfor each warehouse, choose the cheapest plant
200K60K
140K
Total cost = 5×140 + 2×60 + 2×50 + 1×100 + 2×50 = 1120K
For every market, W2 is picked
plants warehouses
markets

Linear (or Integer) ProgrammingLinear (or Integer) Programming
• Three components:
• What is a feasible solution?

Example of LP Application in Finance: Example of LP Application in Finance:
Investment ProblemInvestment Problem
Kathleen Allen has $70,000 to invest in 4 alternatives with known annual returns:
Municipal bonds, 8.5%Certificates of deposit (CDs), 5%Treasury bills, 6.5%Growth stock fund, 13%
She has established some guidelines for diversifying her investments:
(i) No more than 20% of the total investment should be in municipal bonds
(ii) The amount invested in CD should not exceed that invested in the other 3alternatives
(iii) At least 30% of the money should be invested in treasury bills and CDs
(iv) More should be invested in treasury bills and CDs than municipal bonds andgrowth stock fund by a ratio of at least 1.2 to 1.
Kathleen wants to invest the entire $70,000 to maximize the total return.
Example of LP Application in Marketing: Example of LP Application in Marketing:
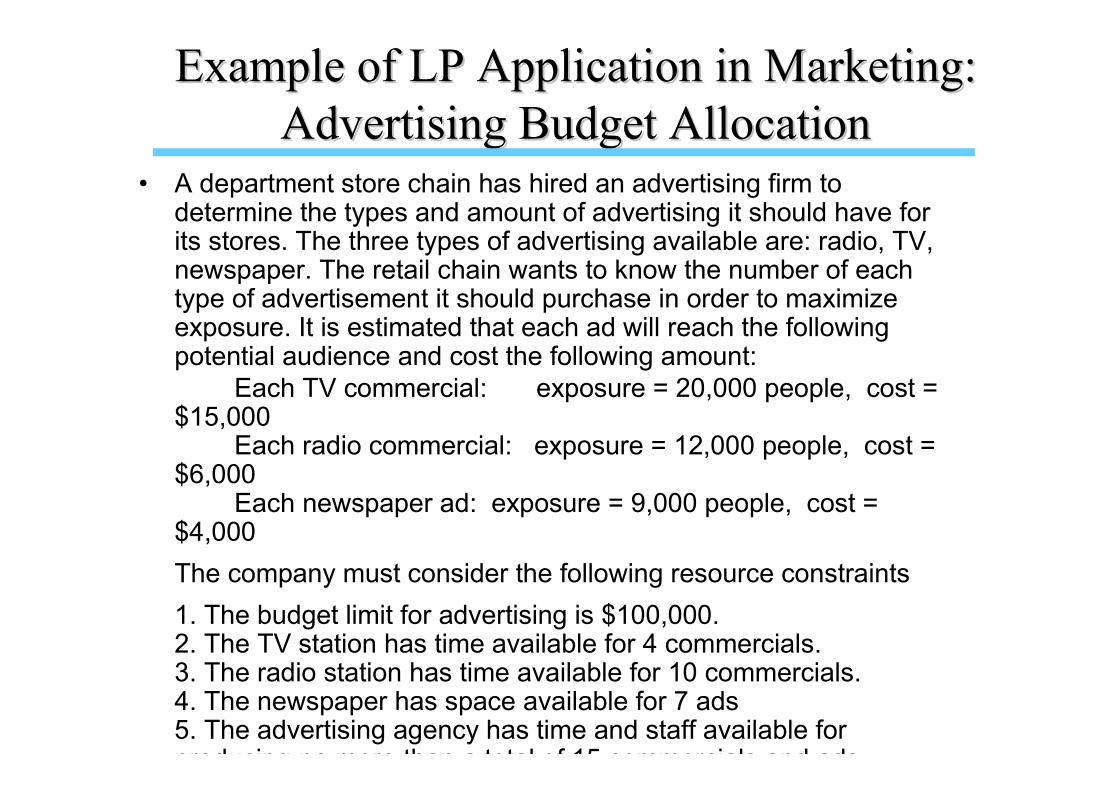
Advertising Budget AllocationAdvertising Budget Allocation• A department store chain has hired an advertising firm to
determine the types and amount of advertising it should have forits stores. The three types of advertising available are: radio, TV, newspaper. The retail chain wants to know the number of each type of advertisement it should purchase in order to maximize exposure. It is estimated that each ad will reach the following potential audience and cost the following amount:
Each TV commercial: exposure = 20,000 people, cost = $15,000
Each radio commercial: exposure = 12,000 people, cost = $6,000
Each newspaper ad: exposure = 9,000 people, cost = $4,000
The company must consider the following resource constraints
1. The budget limit for advertising is $100,000.2. The TV station has time available for 4 commercials.3. The radio station has time available for 10 commercials.4. The newspaper has space available for 7 ads5. The advertising agency has time and staff available for producing no more than a total of 15 commercials and ads.

C1
C2
C3
W1
W2
P1
P2
0
4
5
2
3
4
5
21
2
demand
50K
100K
50K
capacity
60K
unlimited
Back to Problem 1: Solution by LPBack to Problem 1: Solution by LP
Define Decision Variables:X(P1,W1) = amount sent from P1 to W1X(P1,W2) = amount sent from P1 to W2X(P2,W1) = amount sent from P2 to W1X(P2,W2) = amount sent from P2 to W2
X(W1,C1) = amount sent from W1 to C1X(W1,C2) = amount sent from W1 to C2X(W1,C3) = amount sent from W1 to C3
X(W2,C1) = amount sent from W2 to C1X(W2,C2) = amount sent from W2 to C2X(W2,C3) = amount sent from W2 to C3
plants warehousesmarkets

LP Formulation for Problem 1LP Formulation for Problem 1
= + + ++ + ++ + +
min 0 ( 1, 1) 5 ( 1, 2) 4 ( 2, 1) 2 ( 2, 2)
3 ( 1, 1) 4 ( 1, 2) 5 ( 1, 3)
2 ( 2, 1) ( 2, 2) 2 ( 2, 3)
Z x p w x p w x p w x p w
x w c x w c x w c
x w c x w c x w c
+ ≤subject to:
( 2, 1) ( 2, 2) 60,000x p w x p w
+ = + +( 1, 1) ( 2, 1) ( 1, 1) ( 1, 2) ( 1, 3)x p w x p w x w c x w c x w c
+ = + +( 1, 2) ( 2, 2) ( 2, 1) ( 2, 2) ( 2, 3)x p w x p w x w c x w c x w c
+ =( 1, 1) ( 2, 1) 50,000x w c x w c
+ =( 1, 2) ( 2, 2) 100,000x w c x w c
+ =( 1, 3) ( 2, 3) 50,000x w c x w c
Total Distribution Cost
Capacity constraint at plant 2
Flow conservation at warehouse 2
Flow conservation at warehouse 1 (flow in = flow out)
Flows to customer 1 has to be equal to its demand
Flows to customer 2 has to be equal to its demand
Flows to customer 3 has to be equal to its demand
All flows greater than or equal to zero
Non-negativity constraints

Optimal SolutionOptimal Solution
060,000060,0000w2
50,00040,00050,0000140,000w1
c3c2c1p2p1Facility
Warehouse
The solution to the problem can be obtained via Excel Solver
(see Excel File)
Optimal Solution
Optimal Total Cost: $740,000
Recall: Total cost by Heuristic = $1120,000
LP has huge advantage over heuristic!!LP has huge advantage over heuristic!!

ExtensionsExtensions
• nonlinear objective function• integer decision variables
• binary decision variables (yes or no)• uncertainty
• stochastic programming• simulation
• commercial software packages• CAPS logistics (specialized for SCM)• CPLEX, GAMS, IBM OSL (general purpose)

C1
C2
C3
W1
W2
P1
P2
0
4
5
2
3
45
21
2
demand
50K
100K
50K
capacity
60K
unlimited
Problem 2: Finding Best Warehouse Problem 2: Finding Best Warehouse
Locations & Distribution StrategyLocations & Distribution Strategy
W3
W4
Warehouse cost 600K 500K 400K 400K
W1 W2 W3 W4
Problem: Pick two warehouses and find a distribution strategy such thattotal warehousing and distribution cost is minimum
2
0
36
6
2 7
0
5
6

A Heuristic for Problem 2: A Heuristic for Problem 2:
A TwoA Two--Step ApproachStep Approach
C1
C2
C3
W1
W2
P1
P2
0
4
5
2
3
45
21
2
demands
50K
100K
50K
capacities
60K
unlimited
W3
W4
2
0
36
6
2 7
0
5
6
600K
500K
400K
400K
Step 1: Pick two least-cost warehouses
cost
Total warehouse cost = 400K + 400K = 800K
W3 & W4 are picked

Step 2: Given the warehouses, apply the heuristic used for Problem 1(for each market, choose the cheapest warehouse; for each warehouse,choose the cheapest plant)
C1
C2
C3
W1
W2
P1
P2
0
4
5
2
3
45
21
2
demands
50K
100K
50K
capacities
60K
unlimited
W3
W4
2
0
36
6
2 7
0
5
6
Total distribution cost = 40××××6 + 50××××2 + 100××××6 + 50××××5 = 1190KTotal cost = 800 + 1190 = 1990K
For C1, pick W4For C2, pick W3For C3, pick W4
60K
100K40K
100K
100K

List of potential sites
List of potential sites
Analyze intangible aspects
Analyze intangible aspects
Step 1
Optimization:•Selection of one or more sites
•Allocation of demand to sites
Optimization:•Selection of one or more sites
•Allocation of demand to sites
Step 2
Our focus here
Optimization ApproachOptimization Approach

Finding Optimal Solution for Problem 2:Finding Optimal Solution for Problem 2:
Integer Programming Integer Programming
C1
C2
C3
W1
W2
P1
P2
0
4
5
2
3
45
21
2
demands
50K
100K
50K
capacities
60K
unlimited
W3
W4
2
0
36
6
2 7
0
5
6
600K
500K
400K
400K
cost
Define Decision Variables:Y(j) = 1 if warehouse Wj is picked, 0 otherwise, for j = 1, 2, 3, 4X(i,j) = amount sent from location i to j, for all the links (i, j) in the network
Involve discrete choices, cannot use LP! Have to use IP

IP Formulation for Problem 2IP Formulation for Problem 2
minimize
s.t.
capacity constraints
demand constraints (3)
warehouse capacity constraints (4)
flow conservation at each warehouse (total in flow = total out flow) (4)
Y variables are binary, X variables are nonnegative
pick two warehouses

C1
C2
C3
W1
W2
P1
P2
0
4
5
2
3
45
21
2
demands
50K
100K
50K
capacities
60K
unlimited
W3
W4
2
0
36
6
2 6
0
6
6
600K
500K
400K
400K
cost
50K
150K
The Optimal Solution for Problem 2The Optimal Solution for Problem 2
Total cost = 1750K
Recall: Total cost of the heuristic = 1990K
150K
50K

Sport Obermeyer Case
1. Identification of major issues in the supply chain. 2. Recommendation on ordering units of each style during
initial phase of production.
(using sample data in Exhibit 10; assume all ten styles in
the sample problem are made in Hong Kong, and that
Obermeyer's initial production commitment must be at least
10,000 units; ignore price differences among styles in your
initial analysis.)
3. Recommendation of operational changes to lower risk and
improve performance.
4. How should Obermeyer management think (both short-term
and long-term) about sourcing in Hong Kong vs. China?

Place your vote (sales rate: 3:1, 2:1, 1:1, 1:2,
1:3)
4,0004
Number Sold:Number Sold:

Sport Obermeyer, Ltd• Product lines:
• Product variety within a line:
• Problems with ???
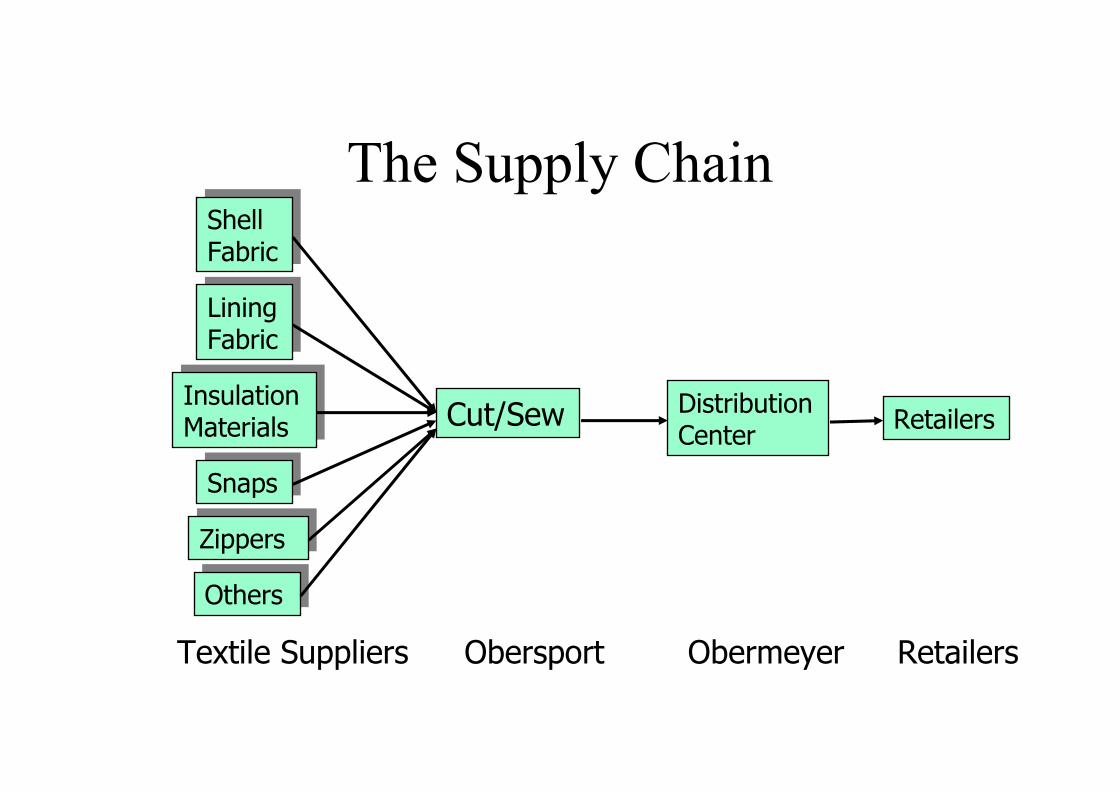
The Supply Chain
Lining FabricLining Fabric
Shell FabricShell Fabric
Insulation MaterialsInsulation Materials
SnapsSnaps
ZippersZippers
OthersOthers
Cut/Sew Distribution Center
Retailers
Textile Suppliers ObermeyerObersport Retailers

Hong Kong vs. China
Labor skill / versatility
Quality
Quota restrictions
Minimum order size
Speed / lead time
*Wages ($7/unit)
Efficiency
ChinaHKParameter
Total wage benefit: ($7/unit)(200,000 units) = $1.4 mil !

What makes it difficult for Sport Obermeyer
to be effective in managing its supply chain?
• Long ___________ � high ___________– Global supply chain (distance / time)
• Early ___________
• Large _________
• Short __________
• Uncertain __________– __________ product: one season
– __________ data useless
– Late demand signal
• Limited ___________

Order planning cycle 93-94 line
Time Obermeyer Obersport
Feb-92 Design begins
Jul-92 Sketches done Order fabric
Sep-92 Design finalized Prototype production
Nov-92 1st order placed Start work
Mar-93 Las Vegas Full scale production
Jun-93 More retail orders Ship to US
Sep-93 Selling season

Speculative vs. Reactive Capacity
Initial Forecast Las Vegas Orders
Speculative Production Capacity
Reactive Production Capacity

Stock out
Excess inventory
OutcomeScenario
End of Season Problem
•Loss of 8%/unit ~ $9
•Limited capacity effects (could have used that capacity to produce something that stocked out
•Loss of profit (24%/unit) ~ $27

What can Obermeyer do?
(Operational changes)
• Short term: setting _______________
• Longer term operational changes:– Increase __________ capacity
– Reduce _____________________________
– Get better data earlier than Las Vegas
– Commit later (__________________)
– Reduce component __________ (e.g., zippers)
– ______________ to consumers

Increasing Reactive Capacity
New Info / 2nd prod’n order
Increase Total Capacity
Additional Reactive capacity
Decrease Lead Times
Additional Reactive capacity
Obtain Information Earlier
Additional Reactive capacity
New Info
Base case
Material LT Prod’nLT
Delivery LT
Mar/93Nov/92 Jun/93 Sept/93Aug/93
1st Prod’n Order
Original Reactive capacity
Speculative production capacity

The Forecast Process:
Input for Production Planning
• Independent versus consensus forecasts
• Aggregation of expert estimates
– Average of expert estimates is a proxy for the mean of
the demand distribution
– Standard deviation among expert estimates is a proxy
for half the standard deviation of demand distribution
• Forecast updates

How should Wally think about how much of
each style he should order in November?
Is this a good plan?
Gail 1,000
Isis 1,000
Entice 1,000
Assault 1,000
Teri 1,000
E lectra 1,000
Stephanie 1,000
Seduced 1,000
Anita 1,000
Daphne 1,000
Total 10,000

Which Units are Safest to Build First?
• Highest demand
– More likely that unit will sell
• Less variable (lower σ/µ)
• Less expensive
– Lower overage costs
– In speculative capacity, you are worried about being over – being under not a problem, because you can always use reactive capacity

IP Formulation for Problem 2IP Formulation for Problem 2
Minimize Z = 600Y(w1) + 500Y(w2) + 400Y(w3) + 400Y(w4) + 5X(p1,w2) + 6X(p1,w4) + 4X(p2,w1) + 2X(p2,w2) + 2X(p2,w3) + 3X(w1,c1) + 4X(w1,c2) + 5X(w1,c3) + 2X(w2,c1) + X(w2,c2) + 2X(w2,c3) + 3X(w3,c1) + 6X(w3,c2) + 6X(w3,c3) + 2X(w4,c1) + 7X(w4,c2) + 5X(w4,c3)
Subject to
(1) Capacity at p2X(p2,w1) + X(p2,w2) + X(p2,w3) + X(p2,w4) <= 60,000
(2) Demand constraintsX(w1,c1) + X(w2,c1)+ X(w3,c1) + X(w4,c1) = 50,000X(w1,c2) + X(w2,c2)+ X(w3,c2) + X(w4,c2) = 100,000X(w1,c3) + X(w2,c3)+ X(w3,c3) + X(w4,c3) = 50,000
(3) Warehouse capacity constraintsX(p1,w1) + X(p2,w1)<= 200,000Y(w1)X(p1,w2) + X(p2,w2)<= 200,000Y(w2)X(p1,w3) + X(p2,w3)<= 200,000Y(w3)X(p1,w3) + X(p2,w3)<= 200,000Y(w4)
continued on next slide

(5) Flow conservation at each warehouse (total in flow = total out flow)X(p1,w1) + X(p2,w1) = X(w1,c1) + X(w1,c2) + X(w1,c3)X(p1,w2) + X(p2,w2) = X(w2,c1) + X(w2,c2) + X(w2,c3)X(p1,w3) + X(p2,w3) = X(w3,c1) + X(w3,c2) + X(w3,c3)X(p1,w4) + X(p2,w4) = X(w4,c1) + X(w4,c2) + X(w4,c3)
(6) Y variables are binary, X variables are nonnegative
Y(j) = 0 or 1, for all j = w1, w2, w3, w4X(i,j) >= 0, for all link (i, j)
See Excel file to know how it is solved by Excel SolverSee Excel file to know how it is solved by Excel Solver
(4) Pick two warehousesY(w1) + Y(w2) + Y(w3) + Y(w4) = 2












![CWS ParadiseLine. · 2019-04-02 · 12 ] Paradise Air Bar 13 ] Paradise Seatcleaner 14 ] Paradise Toiletpaper 15 ] Paradise Superroll 16 ] Paradise Paper Bin 17 ] Paradise Ladycare](https://static.fdocuments.in/doc/165x107/5f4d115eb47f9811753b5af9/cws-2019-04-02-12-paradise-air-bar-13-paradise-seatcleaner-14-paradise.jpg)