
Just-in-Time and Lean Systems Just-in-Time and Lean Systems.
Upload
desenvolvimento2741Category
view
8download
0description

SISTEMA TOYOTA DE PRODUÇÃO

JUST IN TIMEJUST IN TIME

O que é produção Just-in-time (JIT)O que é produção Just-in-time (JIT)

Planejar um sistema JIT requer três Planejar um sistema JIT requer três condições operacionaiscondições operacionais
One-piece-flow(fluxo unitário) Takt time
Kanban de Produção A
Retira Kanban A
________ Kanban A
Processo Anterior
Processo seguinte
A
DCB
Materiais Produtos Finais
A CB

Nivelamento, “Takt Time”e Balanceamento

NivelamentoNivelamento
“O nivelamento é a uniformização da produção.
“Toyota Production System,” Monden

Exemplo de Nivelamento - VolumeExemplo de Nivelamento - Volume
O cliente encomenda 960.000 pçs para produção na última semana do mês.Se a fábrica trabalhar 24 dias/mês:
VDia = 960.000 = 40.000 / Dia24 Dias
VTurno = 40.000 = 13.300/ Turno
Necessidade de Produção MensalNúmero de Turnos (Mês)
VTurno =
Vhora = 13.300 = 1.660/ Hora

Exemplo de NivelamentoExemplo de Nivelamento Variedade Variedade
Cliente Encomenda = 960.000 #/MêsProduto A =
360.000 - Produto B =
120.000 - Produto C =
480.000 -
Capacidade = 40.000 #/DiaProgramação = 24 Dias x 3 Turnos
Dia
A = 360
B = 120
C = 480
Semana 11 2 3 4 5 6
Semana 2 Semana 3 Semana 41 2 3 4 5 6
1 2 3 4 5 6
1 2 3 4 5 6
Exemplo de Produção em Lotes:
Dia
A = 360
B = 120
C = 480
Semana 11 2 3 4 5 6
Semana 2 Semana 3 Semana 41 2 3 4 5 6
1 2 3 4 5 6
1 2 3 4 5 6
Exemplo de Produção Nivelada:

Vantagens do NivelamentoVantagens do Nivelamento
A produção se adapta às flutuações da demanda produzindo uniformemente vários produtos em pequenas quantidades todos os dias.
Minimiza as necessidades de WIP (Trabalho em Processo). Os processos e fornecedores anteriores percebem que a demanda
mais uniforme facilita o planejamento.
Distribuição uniforme da produção durante um período fixo– Mão-de-obra uniforme– Material uniforme– Máquina uniforme
Ajuda a planejar o processo anterior (fornecedores)

Áreas de Aplicação do Nivelamento Áreas de Aplicação do Nivelamento
Entrada de pedidos Programação de produção Programação de carregamento de caminhõesEntregas de fornecedoresFornecimento de peças de reposição

Flutuações da Demanda Flutuações da Demanda DiminuiçõesDiminuições
Reduz a mão-de-obra temporária Transfere pessoal para outros centros de
trabalho Pratica as trocas de ferramenta Reuniões com os turnos

Estoque “Buffer”Estoque “Buffer”
Contém um ou alguns poucos itens de alto volume que são vendidos em bases regulares e previsíveis.
Uma explosão na demanda de QUALQUER produto (de alto ou baixo volume) é atendida via:
Assim que o momento de pico tiver terminado, e o “Buffer” não estiver sendo usado, o “Buffer” deverá ser reabastecido na primeira oportunidade.
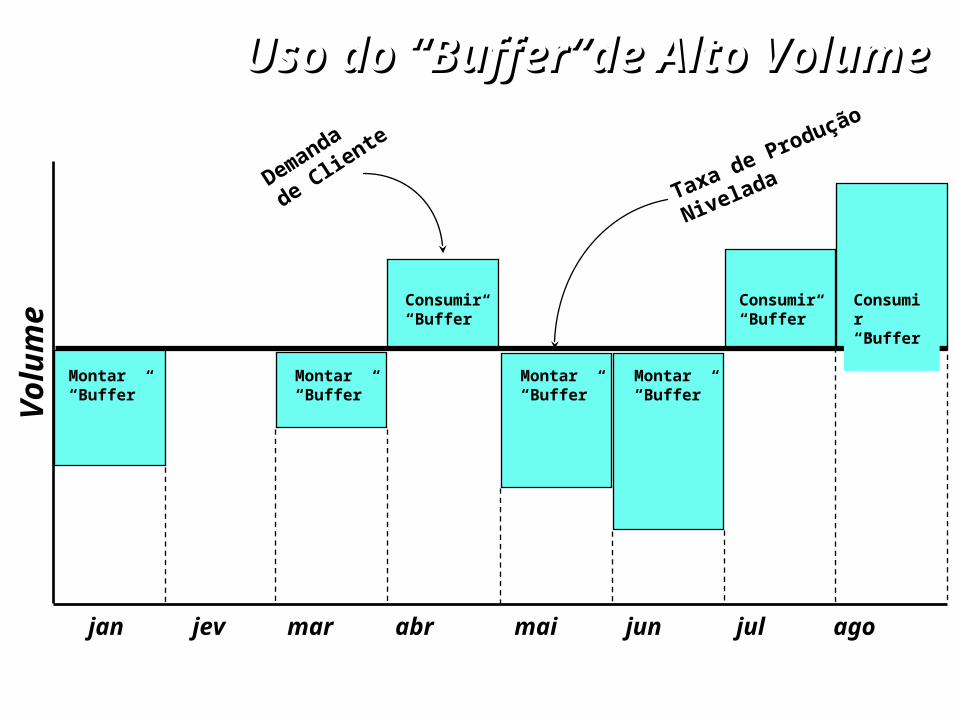
Uso do “Buffer”de Alto VolumeUso do “Buffer”de Alto Volume
jan jev mar abr mai jun jul ago
Montar“Buffer”
Montar“Buffer”
Consumir“Buffer”
Montar“Buffer”
Montar“Buffer”
Consumir“Buffer”
Consumir“Buffer”
Taxa de Produção
NiveladaDemanda
de Cliente
Volu
me

““Takt Time” e Tempo de CicloTakt Time” e Tempo de Ciclo
“Takt Time” = Define o ritmo da produção para combiná-lo com a demanda do cliente. É o prazo para produzir um único componente ou o produto inteiro com base na demanda.
Tempo de Produção Disponível Necessidade de Produção
Define o Ritmo da Produção paraDefine o Ritmo da Produção paraCombiná-lo à Demanda do ClienteCombiná-lo à Demanda do Cliente
=
Tempo de Ciclo = Significa tempo para que o operador complete o ciclo de trabalho para uma unidade.

““Takt Time”Takt Time”
“Takt Time” 2
“Takt Time” 3
•O “Takt Time” pode ser aplicado à fábrica inteira ou às linhas deproduto / cursos de fluxo
“Takt Time” 1
Coisas que Contribuem para Coisas que Contribuem para “Desbalancear” as Condições“Desbalancear” as Condições
Dentro de um Processo– Layout inadequado– Operadores sem treinamento
adequado– Tempos de ciclo flutuantes– Confiabilidade dos equipamentos– Práticas diferentes entre os
turnos - falta de trabalho padronizado
Entre Processos– Programas de produção
diferentes– O suporte é diferente entre
turnos/dias – Falta de Confiabilidade dos
equipamentos/processos– Falta de operadores treinados– Transporte não-padronizado

Quadro de Programação da Produção(Nivelamento - Heijunka)
X
Y
Z
Tempo
Prod
utos

Definição de One-piece-flow Definição de One-piece-flow (fluxo unitário)(fluxo unitário)
Materiais Produtos Finais
A CB
•Vantagens do One-piece-flow: Vantagens do One-piece-flow:
•Erros detectados antecipadamente ; Inexistência de buffers;
•Redução de múltiplos manuseios; Menor lead time;
•Menor espera (até lotes são terminados)
Definição de One-piece-flow: Em operações one-piece-flow, os materiais movem-se em lotes unitários (1 peça), passando de maneira contínua pelas diversas etapas do processo.
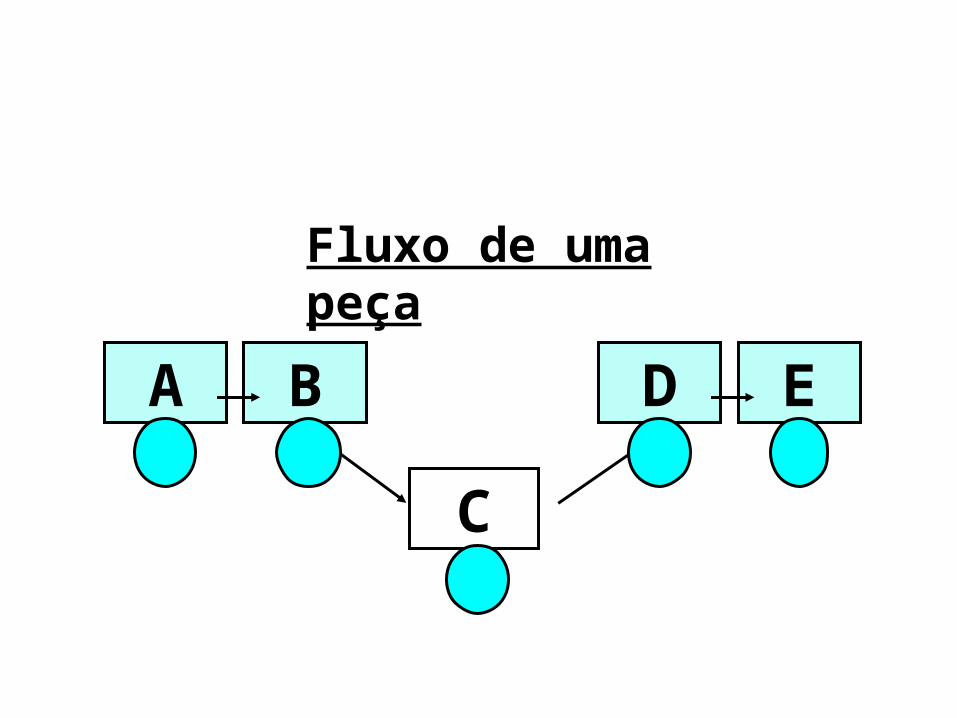
A
C
B D E
Fluxo de uma peça

O Sistema “Pull”

ClienteLoja de maçãsCentro de processamento de maçãs
Puxar
Fluxo de informaçãoFluxo de informação
Fluxo de materiaisFluxo de materiais
Puxar
Necessidade no processo seguinte Necessidade no processo seguinte dispara o pedido para reabastecimentodispara o pedido para reabastecimento
“Meu cliente levou (puxou) 10 maçãs de meu centro de distribuição. É melhor eu pedir e repôr estas maçãs”
“10 maçãs foram adquiridas (puxadas) de minha loja pelo meu cliente. Eu devo pegar 10 maçãs de meu fornecedor, assim meu próximo cliente pode adquirir mais maçãs”
“Eu preciso de 10 maçãs hoje. Vou ao shopping comprar (puxar) 10 maçãs do supermercado”

TPS TRADICIONALTPS TRADICIONAL
FAZER PARA USO
ELIMINAR DESPERDÍCIOS
AS PESSOAS SUSTENTAM O SISTEMA
FAZER PARA ESTOQUE
OS DESPERDÍCIOS SÃO “EMBUTIDOS” E AMPLAMENTE ACEITOS
AS HABILIDADES TOTAIS DAS PESSOAS SÃO SUBUTILIZADAS
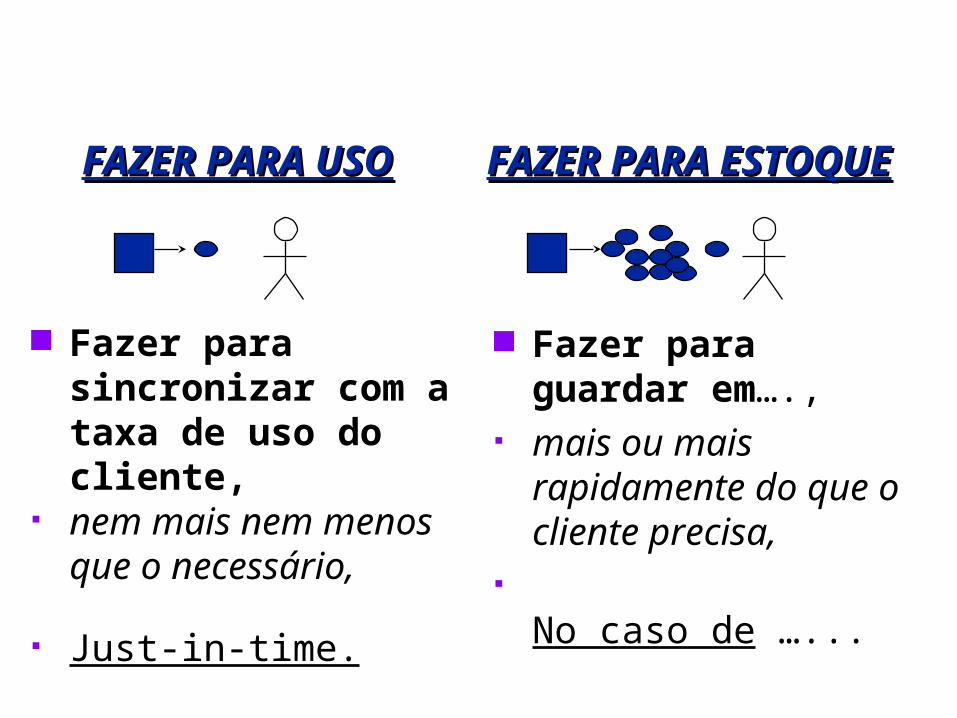
FAZER PARA USOFAZER PARA USO FAZER PARA ESTOQUEFAZER PARA ESTOQUE
Fazer para sincronizar com a taxa de uso do cliente,
nem mais nem menos que o necessário,
Just-in-time.
Fazer para guardar em….,
mais ou mais rapidamente do que o cliente precisa,
No caso de …...

KANBANKANBANKANH KANH (cartão)(cartão) BANH BANH (controle)(controle)
•UMA TÉCNICA PARA: Programar e controlar a produção que é responsável pela produção puxada. •UMA FERRAMENTA PARA: Administrar o “Just-in-Time”

O Sistema KanbanO Sistema Kanban
Processo Processo Processo PAMP
Programação da Produção
Empurrar a produção
Processo Processo Processo PAMP
Programação da Produção
Puxar a produção
OC OF OF OM
OM

Tipos de Cartões KanbanTipos de Cartões Kanban
Existem normalmente três tipos de cartões Kanban utilizados na Indústria.
O Kanban de Produção
O Kanban de Transporte
O Kanban de Fornecedor
No. prateleiraestocagem
Processo Centro de trabalho
No. de item
Nome do item
capacidade docontenedor
No. deemissão
Tipo decontenedor
Materiais necessárioscodigo locação

Painel Porta-KanbanPainel Porta-Kanban O sistema kanban tradicional emprega painéis ou quadros de sinalização
junto aos pontos de armazenagem espalhados pela produção, com a finalidade de sinalizar o fluxo de movimentação e consumo dos itens a partir da fixação dos cartões kanban nestes quadros.
peça 1 peça 2 peça 3 peça 4 peça n
Condições normaisde operação
Atenção
Urgência

Regras do KanbanRegras do Kanban
Kanban de produção
Loja de material emprocessos
Loja de material emprocessos
PROCESSO1
PROCESSO2
Loja dematérias primas
Kanban deretirada
7 107 loja
Kanban de retirada
Kanban de produção
Regra 1: O processo subseqüente (cliente) deve retirar no processo precedente (fornecedor) os itens de sua necessidade apenas nas quantidades e no tempo necessário.

Funcionamento do Sistema KanbanFuncionamento do Sistema Kanban
O processo precedente (fornecedor) deve produzir seus itens apenas nas quantidades requisitadas pelo processo subseqüente (cliente).
Produtos com defeito não devem ser liberados para os clientes.
O sistema kanban deve adaptar-se a pequenas flutuações na demanda.

•É uma miopia introduzir o Kanban para “não ter problemas”.
•Procure eliminar as causas e não culpar o Kanban pelos problemas.
• Kanban é simplicidade, visibilidade e controle visual
•O objetivo inicial do Sistema Kanban é mostrar onde está o problema (setups, gargalos, qualidade, manutenção, layout etc.)
• Kanban não é Inventário Zero.
• Kanban e “Just-in-Time não são sinônimos.
KANBANKANBAN
QUESTÕESQUESTÕES
2- Defina o layout da fábrica? 5- Qual é a o Takt Time?
6- Qual é a o Tempo de ciclo total? 7- Faça o 5s e Gestão Visual da empresa?
1- Quais são os desperdícios que podemos identificar na tomada de tempo antes do Kaizen?
8- Se for utilizar Buffer, defina onde e quantas peças serão necessárias?
PEDIDO DO CLIENTE = 30 BALASDURAÇÃO DO TURNO = 5 MIN (300 SEGUNDOS)










