ATMP PROCESS: IMPROVED ENERGY EFFICIENCY IN TMP REFINING UTILIZING
132
i Thesis for the degree of Doctor of technology, Sundsvall 2011 ATMP PROCESS: IMPROVED ENERGY EFFICIENCY IN TMP REFINING UTILIZING SELECTIVE WOOD DISINTEGRATION AND TARGETED APPLICATION OF CHEMICALS Dmitri Gorski Supervisors: Prof. Per Engstrand MSc. Jan Hill Dr Lars Johansson FSCN ‐ Fibre Science and Communication Network Department of Natural Sciences Mid Sweden University, SE‐851 70 Sundsvall, Sweden Norske Skog Industries, nsiFOCUS AS, Pulp Team NO‐1756 Halden, Norway ISSN 1652‐893X Mid Sweden University Doctoral Thesis 108 ISBN 978‐91‐86694‐34‐0
Transcript of ATMP PROCESS: IMPROVED ENERGY EFFICIENCY IN TMP REFINING UTILIZING

i
Thesis for the degree of Doctor of technology, Sundsvall 2011
ATMP PROCESS: IMPROVED ENERGY EFFICIENCY IN TMP REFINING UTILIZING SELECTIVE WOOD DISINTEGRATION AND
TARGETED APPLICATION OF CHEMICALS
Dmitri Gorski
Supervisors: Prof. Per Engstrand
MSc. Jan Hill Dr Lars Johansson
FSCN ‐ Fibre Science and Communication Network
Department of Natural Sciences Mid Sweden University, SE‐851 70 Sundsvall, Sweden
Norske Skog Industries, nsiFOCUS AS, Pulp Team
NO‐1756 Halden, Norway
ISSN 1652‐893X Mid Sweden University Doctoral Thesis 108
ISBN 978‐91‐86694‐34‐0

ii
Akademisk avhandling som med tillstånd av Mittuniversitetet i Sundsvall framläggs till offentlig granskning för avläggande av teknologie doktorsexamen torsdagen den 5 maj 2011, klockan 13.15 i sal M102, Mittuniversitetet Sundsvall. Seminariet kommer att hållas på engelska. ATMP PROCESS: IMPROVED ENERGY EFFICIENCY IN TMP REFINING UTILIZING SELECTIVE WOOD DISINTEGRATION AND TARGETED APPLICATION OF CHEMICALS
Dmitri Gorski © Dmitri Gorski, 2011 FSCN ‐ Fibre Science and Communication Network Department of Natural Sciences Mid Sweden University, SE‐851 70 Sundsvall Sweden Telephone: +46 (0)771‐975 000 Printed by Kopieringen Mittuniversitetet, Sundsvall, Sweden, 2011

iii
Dr. Alf de Ruvo – I would like to ask you, dr. Atack, about the relationship between energy and properties that we have in refining. As you know we have improved the properties of mechanical pulps due to TMP, CTMP, etc., but the disadvantages seem to be that we always increase the energy input. Do you think there is any chance that we can break this vicious circle, so as to reduce the amount of energy and still get better properties in refining?
Dr. Douglas Atack – Yes, I do think this can be done. But we need to do further work to be certain. Fibre‐Water Interactions in Papermaking Symposium, Oxford, UK, 1977

iv
ATMP PROCESS: IMPROVED ENERGY EFFICIENCY IN TMP REFINING UTILIZING SELECTIVE WOOD DISINTEGRATION AND TARGETED APPLICATION OF CHEMICALS
Dmitri Gorski
FSCN ‐ Fibre Science and Communication Network, Department of Natural Sciences, Mid Sweden University, SE‐851 70 Sundsvall, Sweden ISSN 1652‐893X, Mid Sweden University Doctoral Thesis 108; ISBN978‐91‐86694‐34‐0
ABSTRACT
This thesis is focused on the novel wood chip refining process called Advanced Thermomechanical Pulp (ATMP) refining. ATMP consists of mechanical pre‐treatment of chips in Impressafiner and Fiberizer prior to first stage refining at increased intensity. Process chemicals (this study was concentrated on hydrogen peroxide and magnesium hydroxide) are introduced into the first stage refiner. It is known that the use of chemicals in TMP process and first stage refining at
elevated intensity can reduce the energy demands of refining. The downside is that they also alter the character of the produced pulp. Reductions in fibre length and tear index are usually the consequences of refining at elevated intensity. Addition of chemicals usually leads to reduction of the light scattering coefficient. Using statistical methods it was shown that it is possible to maintain the TMP character of the pulp using the ATMP process. This is explained by a separation of the defibration and the fibre development phases in refining. This separation allows defibration of chips to fibres and fibre bundles without addition of chemicals or increase in refining intensity. Chemicals are applied in the fibre development phase only (first stage refiner). The energy demand in refining to reach tensile index of 25 Nm/g was reduced by up to 1.1 MWh/odt (42 %) using the ATMP process on Loblolly pine. The energy demand in refining of White spruce, required to reach tensile index of 30 Nm/g, was reduced by 0.65 MWh/odt (37%). Characterizations of individual fibre properties, properties of sheets made from
long fibre fractions and model fibre sheets with different fines fractions were carried out. It was established that both the process equipment configuration (i.e. the mechanical pre‐treatment and the elevated refining intensity) and the addition of process chemicals in the ATMP process influence fibre properties such as

v
external and internal fibrillation as well as the amount of split fibres. Improvement of these properties translated into improved properties of sheets, made from the long fibre fractions of the studied pulps. The quality of the fines fraction also improved. However, the mechanisms of improvement in the fines quality seem to be different for fines, generated using improved process configuration and addition of process chemicals. The first type of fines contributed to better bonding of model long fibre sheets through the densification of the structure. Fines which have been influenced by the addition of the process chemicals seemed in addition to improve bonding between long fibres by enhancing the specific bond strength. The improved fibre and fines properties also translated into better air
permeability and surface roughness of paper sheets, properties which are especially important for supercalendered (SC) printing paper. The magnitude of fibre roughening after moistening was mainly influenced by the process equipment configuration while the addition of process chemicals yielded lowest final surface roughness due to the lowest initial surface roughness. There was no difference in how fines fractions from the studied processes influenced the fibre roughening. However, fines with better bonding yielded model fibre sheets with higher PPS, probably due to their consolidation around fibre joints. Hence, the decrease in PPS can probably be attributed to the improvements in the long fibre fraction properties while the improvement of fines quality contributed to the reduction of air permeability. The process chemicals, utilized in the ATMP process (Mg(OH)2 and H2O2) also
proved to be an effective bleaching system. Comparable increases in brightness could be reached using the ATMP process and conventional tower bleaching. Maximum brightness of the pulp was reached after approximately 10 minutes of high‐consistency storage after refining or 40 minutes of conventional bleaching. This study was conducted using a pilot scale refiner system operated as a batch
process. Most of the experiments were performed using White spruce (Picea glauca). In Paper I, Loblolly pine (Pinus taeda) was used. It is believed that the results presented in this thesis are valid for other softwood raw materials as well, but this limitation should be considered.
Keywords: ATMP, TMP, Hydrogen Peroxide, Magnesium Hydroxide, Mechanical Pre‐Treatment, Fibre Characterisation, Refiner Bleaching, SC paper, Newsprint

vi
SAMMANFATTNING
Avhandlingen är fokuserad på massaegenskaper och energiförbrukning hos den nya processen för raffinering av mekanisk massa, ATMP (Advanced Thermomechanical Pulp). Processen består av mekanisk förbehandling av flis med Impressafiner och Fiberizer före förstastegsraffinering. Intensiteten i förstastegsraffineringen har ökats genom att använda matande raffinörsegment och/eller högre rotationshastighet hos raffinören. Processkemikalier (här har främst väteperoxid och magnesium hydroxid använts) satsas i förstastegsraffinören efter defibrering av flis. Det är känt att tillsats av kemikalier och förstastegsraffinering vid högre
intensitet leder till sänkt energiförbrukning i raffineringen. Nackdelen är dock att de samtidigt förändrar karaktären hos producerad massa. Reducerad fiberlängd och rivindex är vanliga vid raffinering med högre intensitet. Tillsats av kemikalier i raffineringsprocessen leder vanligen till att producerad massa får mer ”CTMP‐karaktär”, det vill säga minskad ljusspridning jämfört med TMP vid samma dragindex. Med hjälp av statistisk databehandling (varians‐ och principalkomponentsanalys) har det visats att det är möjligt att behålla TMP‐karaktären hos ATMP massan även när kemikalier och högre raffineringsintensitet används. Det beror på att defibrering av flis och utvecklingen av fibrer sker i olika processteg. Separationen medger att genomföra defibrering av flis till fibrer och fiberknippen under TMP‐liknande förhållanden utan tillsats av kemikalier eller ökning av raffineringsintensiteten. Kemikalierna appliceras endast under fiberutveckligsfasen (förstastegsraffinören och vidare). Med bibehållen TMP‐karaktär hos producerad ATMP‐massa minskade energiförbrukningen till dragindex 25 Nm/g med 1.1 MWh/odt (42 %) när ATMP processen tillämpades på sydstatstall (Pinus Taeda). Energiförbrukningen vid raffinering av gran för att nå dragindex 30 Nm/g minskade med 0.65 MWh/odt (37 %) när White spruce (Picea glauca) användes. Karaktärisering av fibrer och ark inklusive långfiberfraktions‐ och
finfraktionsark – de senare tillverkade med en blandning av TMP‐långfiber och olika finfraktioner – har utförts. Både processutformningen för ATMP (det vill säga mekanisk förbehandling och raffinering vid högre intensitet) och kemikalietillsats påverkar fiberegenskapsutvecklingen exempelvis intern‐ och externfibrillering samt andel splittrade fibrer. Bättre fiberegenskaper hos ATMP gav bättre arkegenskaper hos ark tillverkade av långfiberfraktion från ATMP än från TMP. Både processutformning och kemikalietillsats påverkade och förbättrade kvaliteten

vii
hos ATMP finfraktion. Förbättringarna till följd av ändrad processutformning respektive kemikalietillsats tyder på att olika mekanismer bidrar. Förbättrade egenskaper hos fibrer och finmaterial leder också till minskning av
luftpermeabilitet och ytråhet hos pappersark. Dessa egenskaper är viktiga för SC tryckpapper. Graden av fiberresning i pappersytan vid förhöjd fukthalt (mätt som ytråhetsdifferens före och efter befuktning) påverkas främst av processutformningen. Ark, tillverkade av ATMP med kemikalietillsats, har dock lägst ytråhet efter befuktning till följd av lägsta ytråheten för torrt ark. Både TMP och ATMP finmaterial hade samma inverkan på fiberresning. Inblandning av finfraktion med bättre bidningsförmåga leder till högre ytråhet. Förmodligen kan detta förklaras med förhöjd koncentration av finmaterial kring bindningspunkter mellan fibrerna. Följaktligen är minskningen i ytråhet för ATMP‐massor sannolikt relaterad till de förbättrade långfiberegenskaperna samtidigt som den bättre finfraktionen bidrar till viss reduktion av luftpermeabilitet. ATMP tillverkad med bruk av peroxid och magnesiumhydroxid i
förstastegsraffineringen visade sig ge ett effektivt system för massablekning. Jämförbar ökning i ljushet kunde nås med ATMP processen och konventionell peroxidblekning i torn vid samma kemikaliesatsning. Maximal massaljushet nås för ATMP efter cirka 10 minuters lagring vid hög massakoncentration respektive efter 40 minuter för konventionell tornblekning vid laboratoriestudium. De rapporterade försöken genomfördes i pilotskala med ett raffinörsystem som
kördes satsvis. White spruce (Picea glauca) användes som råvara för de flesta försöken. Sydstatstall (Pinus taeda) användes i försöken beskrivna i Paper I. Det är sannolikt att resultaten som presenterats här, gäller för de flesta barrvedssorter. Denna begränsning bör dock tas i beaktning.

viii
TABLE OF CONTENTS ABSTRACT......................................................................................................................... IV
SAMMANFATTNING..................................................................................................... VI
LIST OF PAPERS................................................................................................................. X
AUTHOR’S CONTRIBUTIONS TO THE MANUSCRIPTS....................................XI
RELATED PUBLICATIONS.......................................................................................... XII
ABBREVIATIONS..........................................................................................................XIII
1 INTRODUCTION............................................................................................................. 1
1.1 BACKGROUND ................................................................................................................. 1 1.2 OBJECTIVES OF THE STUDY............................................................................................. 2 1.3 HYPOTHESES ................................................................................................................... 2 1.4 OUTLINE OF THE THESIS.................................................................................................. 3
2 LITERATURE OVERVIEW............................................................................................. 4
2.1 RAW MATERIAL............................................................................................................... 4 2.1.1 Wood ultrastructure ................................................................................................ 5 2.1.2 Chemistry and reactivity of wood........................................................................... 8
2.2 CONVENTIONAL CHIP REFINING ...................................................................................... 9 2.2.1 Softening of wood.................................................................................................... 9 2.2.2 Mechanisms of chip refining................................................................................. 11 2.2.3 Character and quality of refined pulp .................................................................. 15
2.3 MECHANICAL PRE-TREATMENT .................................................................................... 18 2.4 REFINING AT INCREASED INTENSITY............................................................................. 20 2.5 COMBINATION OF MECHANICAL PRE-TREATMENT WITH HIGH-INTENSITY REFINING... 23 2.6 PEROXIDE AND MAGNESIUM HYDROXIDE CHEMISTRY ................................................. 23 2.7 USE OF CHEMICALS IN REFINING................................................................................... 26 2.8 RELATIONSHIP BETWEEN FIBRE AND FINES PROPERTIES AND PAPER PROPERTIES........ 28
2.8.1 Fibre development and paper quality................................................................... 28 2.8.2 Contribution of fines to the paper quality ............................................................ 29
3 MATERIALS AND METHODS................................................................................... 32
3.1 PILOT SCALE TRIALS ..................................................................................................... 32 3.1.1. Conditions during the trials................................................................................. 33 3.1.2. Accuracy of the specific energy demand measurement....................................... 34 3.1.3. The ATMP process ............................................................................................... 35
3.2 STATISTICAL METHODS................................................................................................. 36

ix
3.2.1 ANOVA.................................................................................................................. 36 3.2.2. PCA ...................................................................................................................... 37
3.3 LABORATORY TESTING ................................................................................................. 37 3.3.1 Whole pulp testing................................................................................................. 37 3.3.2 Physical testing of laboratory sheets.................................................................... 38 3.3.3. Fibre characterisation ......................................................................................... 39 3.3.5. Laboratory bleaching........................................................................................... 40
3.4 ATMP PROCESS IN MILL SCALE .................................................................................... 41 4 RESULTS AND DISCUSSION.................................................................................... 42
4.1 MECHANICAL PRE-TREATMENT .................................................................................... 42 4.2 CHARACTER OF ATMP ................................................................................................. 47 4.3 FIBRE AND FINES PROPERTIES ....................................................................................... 54
4.3.1. Properties of individual fibres ............................................................................. 54 4.3.2. Physical properties of long fibre sheets .............................................................. 58 4.3.3. Influence of fines on the paper quality ................................................................ 60
4.4 ENERGY EFFICIENCY IN REFINING................................................................................. 66 4.5 OPTICAL PROPERTIES AND BLEACHING EFFICIENCY ..................................................... 72
4.5.1. Brightness improvement....................................................................................... 72 4.5.2. COD generation................................................................................................... 74 4.5.3. Light scattering .................................................................................................... 77
5 SUMMARY AND CONCLUSIONS ........................................................................... 79
6 RECOMMENDATIONS FOR FUTURE WORK...................................................... 81
7 ACKNOWLEDGEMENTS............................................................................................ 83
8 REFERENCES................................................................................................................... 85
APPENDIX 1: DATA FROM PILOT TRIALS AND LABORATORY TESTING.............................................................................................................................................. 105

x
LIST OF PAPERS
This thesis is mainly based on the following six papers, herein referred to by their Roman numerals: Paper I Review: reduction of energy consumption in refining through
mechanical pretreatment of wood chips Gorski D., Hill J., Engstrand P., Johansson L. International Mechanical Pulping Conference, Sundsvall, Sweden, 2009 Nordic Pulp and Paper Research Journal, 25(2), 2010, p. 156 Paper II Improvement of energy efficiency in TMP process through selective
wood disintegration and targeted addition of chemicals Johansson L., Hill J., Gorski D., Axelsson P.
Nordic Pulp and Paper Research Journal, 26(1), 2011, p. 31 Paper III Peroxide‐based ATMP refining of spruce: influence of chemical
conditions on energy efficiency, fibre properties and pulp quality Gorski D., Mörseburg K., Axelsson P., Engstrand P. Nordic Pulp and Paper Research Journal, 26(1), 2011, p. 47
Paper IV Role of equipment configuration and process chemicals in peroxide‐
based ATMP refining of spruce Gorski D., Mörseburg K., Johansson L. Nordic Pulp and Paper Research Journal, 26(2), 2011
Paper V Using ATMP technology to improve energy efficiency and pulp
quality in production of SC magazine paper Gorski D., Kure K.‐A., Hill J.
Submitted to Nordic Pulp and Paper Research Journal Paper VI Brightness improvement in peroxide‐based ATMP process
compared to conventional bleaching Gorski D., Johansson L., Engstrand P. Submitted to Holzforschung

xi
AUTHOR’S CONTRIBUTIONS TO THE MANUSCRIPTS
The author’s contributions to the papers in this thesis are as follows: Paper I Literature survey, review of the literature and writing the paper Paper II Literature survey, analyzing the results in cooperation with the
other authors and writing the paper Paper III Literature survey, planning the trials together with Lars Johansson,
Patrik Axelsson and Jan Hill, helping to conduct the trials, analyzing the results in cooperation with the other authors and writing the paper
Paper IV Literature survey, planning the trials together with Lars Johansson
and Jan Hill, helping to conduct the trials, analyzing the results in cooperation with the other authors and writing the paper
Paper V Literature survey, planning the trials together with Lars Johansson
and Jan Hill, helping to conduct the trials, analyzing the results in cooperation with the other authors and writing the paper
Paper VI Literature survey, planning the trials together with Lars Johansson
and Jan Hill, helping to conduct the trials, analyzing the results in cooperation with the other authors and writing the paper

xii
RELATED PUBLICATIONS
Mg(OH)2‐based hydrogen peroxide refiner bleaching: influence of extractives content in dilution water on energy efficiency Gorski D., Engstrand P., Hill J., Axelsson P., Johansson L. 64th Appita Conference, Melbourne, Australia, 2010 Appita Journal, 63(3), 2010, p. 218 Combining selective bleaching chemistries and ATMP technology for low energy mechanical pulping at higher brightness Hill J., Sabourin M., Johansson L., Mörseburg K., Axelsson P., Aichinger J., Braeuer P., Gorski D. 7th International Symposium on Fundamental Mechanical Pulping, Nanjing, China, 2010, p. 164 On the relationship between improved energy‐efficiency in high consistency refining, fibre and fines properties and critical paper properties Gorski D., Mörseburg K., Kure K.‐A. International Mechanical Pulping Conference, Xi’an, China, 2011

xiii
ABBREVIATIONS
TMP Thermo Mechanical Pulping CTMP Chemo Thermo Mechanical Pulping RTS© TMP, where first stage refining is conducted at elevated intensity
by using higher refiner rotational speed ATMP Advanced Thermo Mechanical Pulping, a novel thermo mechanical
pulping process consisting of the following modifications to the conventional TMP process:
‐ Mechanical pre‐treatment of chips in Impressafiner and Fiberizer units ‐ Elevated first stage intensity (using higher refiner rotational speed and/or feeding segment pattern) ‐ Addition of process chemicals after chip defibration
ATMP (aq.) No process chemicals added into the dilution water ATMP (B) With the addition of NaHSO3 into the first stage refiner ATMP (Mg+P) With the addition of Mg(OH)2 and H2O2 into the first stage refiner ATMP (Na+P) With the addition of NaOH and H2O2 into the first stage refiner ATMP (AA) With the addition of CH3COOH into the first stage refiner ATMP (AA+P) With the addition of CH3COOH and H2O2 into the first stage
refiner ATMP (P) With the addition of H2O2 into the first stage refiner SEC Specific Energy Consumption (also specific energy demand) S3A Surface area index, used in this study to estimate the external
development of individual fibres COD Chemical Oxygen Demand SC‐paper Super Calenderd printing paper usually used for heatset‐offset and
rotogravure printing wish especially high demand on the surface quality
LWC‐paper Light Weight Coated printing paper PPS Parker Print Surface, a measure of surface roughness of paper odt Oven Dry Tonne PFI Paper and Fibre Research Institute

1
1 INTRODUCTION
1.1 Background TMP (Thermo Mechanical Pulp) refining is a very energy‐intensive process. For
example, the electrical energy demand in mechanical pulping mills in Sweden, most of it utilized in TMP refining, amounts to approximately 5% of the total electrical energy used in the country (www.skogsindustrierna.org). Substantial improvement of electrical energy efficiency in refining is needed in order to secure the long term operation of many TMP mills. With rapidly growing energy costs the problem of high energy demand has become acute in recent years. Norske Skog ASA is a major producer of mechanical pulp in Norway. It has
cooperated with institutes and universities in the areas of energy‐efficient mechanical pulp production for more then ten years (Kure 1999, Reme 2000). During a pre‐study for a new pulping line at Norske Skog Pisa mill in Brazil in
2002, a decision was made to look into a refiner‐based solution that would satisfy the mill’s pulp quality specifications using local raw material (Pinus taeda). Earlier trials showed that the conventional TMP process produced pulp with inadequate strength properties at too high energy demands. The research conducted by Norske Skog, Paper and Fibre Research Institute (PFI) and the equipment manufacturer Andritz resulted in the idea of a novel mechanical pulping process named ATMP (Advanced Thermomechanical Pulp). A partial ATMP process is operational in the Pisa mill since 2006. The ATMP process consists of three main features:
Defibration of chips into fibres and fibre bundles, achieved during mechanical pre‐treatment in Impressafiner and Fiberizer units.
Utilization of elevated refining intensity during primary refining using higher rotational speed and a high‐intensity segment pattern.
Selective addition of chemicals after pre‐treatment during primary refining, aimed at improving the fibre development while not influencing the chip defibration.
FSCN (Fibre Science and Communication Network) is a multi‐disciplinary
research centre at Mid Sweden University (Sundsvall, Sweden) which has an aim of creating leading‐edge knowledge and foresights for innovative products and production systems for the forest products industry. In 2007, cooperation was established between FSCN, Andritz, PFI and Norske Skog ASA resulting in a PhD

2
project related to the ATMP process. The ATMP technology was commercialized for softwood in 2010 and the first full scale line has now been built in the Steyrermühl paper mill in Austria (UPM Kymmene Corporation).
1.2 Objectives of the study The goal of this thesis is to find a way to produce mechanical pulp fibres with
improved quality suitable for printing papers while at the same time minimizing the energy demand in mainline high‐consistency refining. Large improvements in refining energy efficiency were shown to be possible using the ATMP process (Hill et al. 2009, 2010). The main objectives of this study were:
To evaluate the potential for energy reduction using the ATMP process compared to the conventional TMP process for pine and spruce raw materials.
To investigate if significant energy demand reduction is possible while preserving important mechanical pulp and printing paper properties such as strength combined with optical properties and surface characteristics on similar level for the ATMP and the TMP.
To study how fibre and fines properties, important for printing paper quality, were developed in the mainline refining in the ATMP process compared to the TMP reference.
To evaluate the bleaching efficiency of ATMP process with hydrogen peroxide and magnesium hydroxide as process chemicals and to compare it to conventional high‐consistency tower bleaching simulated in laboratory.
1.3 Hypotheses
By separation of chip defibration and fibre development process it is possible to optimize those two phases of TMP refining separately. Thereby it is possible to achieve better energy‐efficiency in the development of the fibre properties and produce pulp with better quality at lower energy demand.
First stage refining of wood material, which is fiberized during compressive pre‐treatment, can be conducted using higher intensity and chemical treatment without altering the character of the produced pulp, i.e. preserving strength and optical properties typical for TMP.
The chemical system used to soften the fibre material is also able to bleach the pulp with efficiency, comparable to conventional high‐consistency tower bleaching.

3
1.4 Outline of the thesis Chapter 1 includes introduction, objectives of the study, hypothesis and the
outline of the thesis. In Chapter 2, literature related to this study is reviewed. This chapter also includes results from Paper I, which is a literature review of mechanical pre‐treatment, one of the key unit operations in ATMP refining Chapter 3 describes the experimental methods, used in this study. Detailed
description of statistical methods can be found in Paper II and fibre characterisation methods in Paper III. In Chapter 4, main findings in this study are presented. The influence of the
ATMP process on the energy efficiency and pulp quality in pilot scale refining of Loblolly pine (Pinus taeda) and White spruce (Picea glauca) is described. An attempt is made to link the influence of different mechanisms, employed in the ATMP process, on individual fibre properties to pulp quality and electrical energy efficiency in refining. The influence of long fibre fractions and fines from different pulps, produced in this study, on properties of laboratory sheets is also described. Further, a possibility to use the ATMP refining process for production of pulp for SC printing paper with its specific demands on pulp quality is explored. Finally, the bleaching efficiency and COD (Chemical Oxygen Demand) generation in ATMP process is studied and compared to conventional high‐consistency tower bleaching. Chapter 5 contains a summary and conclusions and Chapter 6 recommendations
for future work.
4
2 LITERATURE OVERVIEW
In this chapter, a review of related literature is conducted. The choice of reviewed literature is based on its relevance for the ATMP process and this thesis. In‐depth descriptions of wood raw material, refining and papermaking processes can be found elsewhere (Panshin and de Zeeuw 1980, Fellers and Norman 1992, Sundholm 1999, Fengel and Wegener 2003). 2.1 Raw material Wood consists of highly heterogeneous anisotropic elements with a lot of
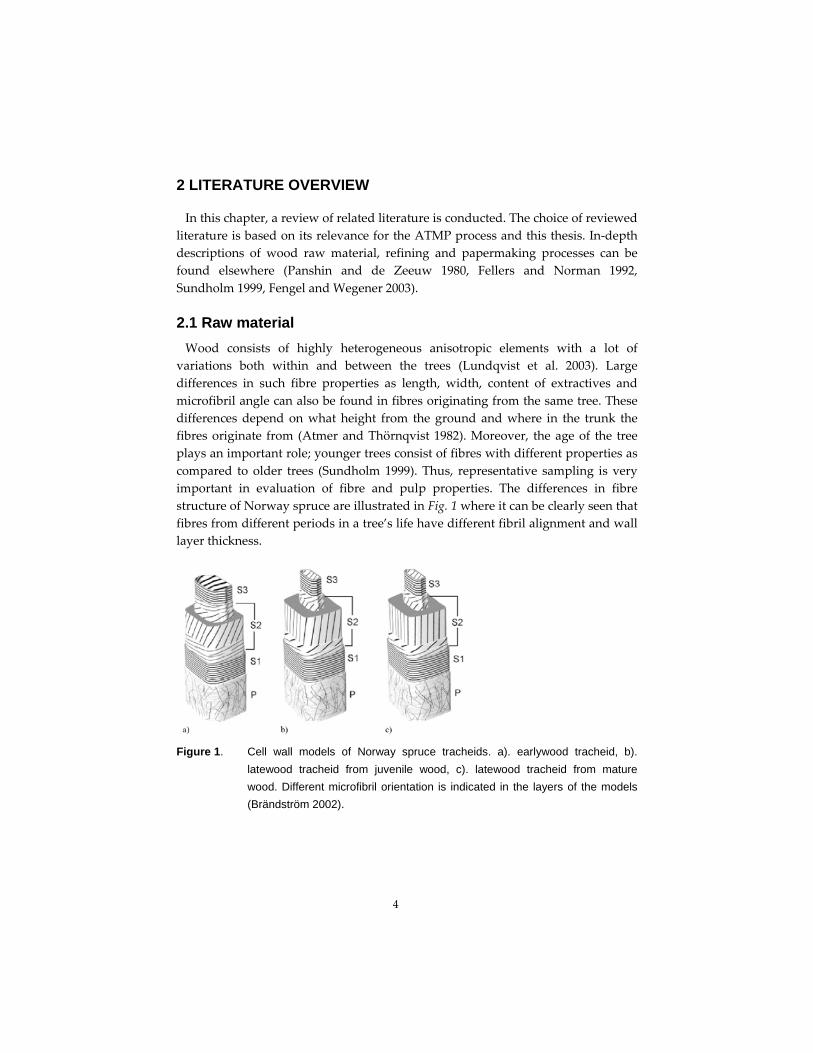
variations both within and between the trees (Lundqvist et al. 2003). Large differences in such fibre properties as length, width, content of extractives and microfibril angle can also be found in fibres originating from the same tree. These differences depend on what height from the ground and where in the trunk the fibres originate from (Atmer and Thörnqvist 1982). Moreover, the age of the tree plays an important role; younger trees consist of fibres with different properties as compared to older trees (Sundholm 1999). Thus, representative sampling is very important in evaluation of fibre and pulp properties. The differences in fibre structure of Norway spruce are illustrated in Fig. 1 where it can be clearly seen that fibres from different periods in a tree’s life have different fibril alignment and wall layer thickness.
Figure 1. Cell wall models of Norway spruce tracheids. a). earlywood tracheid, b).
latewood tracheid from juvenile wood, c). latewood tracheid from mature wood. Different microfibril orientation is indicated in the layers of the models (Brändström 2002).

5
This thesis is based on trials performed using softwood raw material, mainly White spruce. In one of the trials, Loblolly pine was used. There are some differences between those two softwood species, see Table 1. As can be seen, pine and spruce fibres have approximately similar length but there are considerable differences in fibre width, cell wall thickness and specific gravity. Pine fibres are thus more rigid and coarse, have higher ratio of latewood (thick‐walled) fibres to earlywood (thin‐walled) fibres as well as higher amount of extractives (Sundholm 1999).
Table 1. Properties of White spruce and Loblolly pine (Sundholm 1999)
Property White spruce Loblolly pine Average fibre length (mm) 3.5 3.6 Average fibre width (μm) 25‐30 35‐45 Cell wall thickness (μm) 2.4 3.3 Specific gravity (odg/cm3) 0.42 0.54 Extractives content, EtOH‐Benz. (%) 2.0 3.2‐5.4 2.1.1 Wood ultrastructure Wood is a highly hierarchical composite material, Fig 2. 90‐95% of softwood
material consists of tracheids, commonly referred to as fibres (Huber and Prütz 1938). The tracheids function as mechanical support structure for the wood trunk and also transport liquid and minerals up the stem. This transport is more important during the initial phase of a tree’s life (fibres have higher fibril angles, thinner walls and larger inner diameters), while mechanical support of the growing trunk is more important in the later phase (fibres have smaller fibril angles and thicker walls). This is one of the reasons for juvenile wood fibres having different fibre dimensions compared to mature wood fibres. In the centre of each fibre there is a cavity, called the lumen. A thin layer of the secondary wall called S3 separates the lumen and S2. The main function of the S3 is to withstand the negative pressure in the lumen caused by the transport of liquid upwards in the trunk, which can be up to 20 bars (Booker and Sell 1998). This conclusion is supported by a study which showed that S3 layer thickness and fibril orientation are important for the transverse properties of fibres (Bergander and Salmén 2000). S2 is the thickest layer of the secondary wall and contributes with as much as 70‐80% to the total fibre mass (Vehniäinen 2008). It determines most of the stiffness and other mechanical characteristics of the fibre due to its high cellulose content and axially oriented fibrils. The S1 layer separates S2 layer from the primary wall, P. Middle lamellae (M) is the amorphous layer separating wood fibres from each other. Middle lamellae determines most of the rheological characteristics of wood due to its low glass transition temperature.

6
Figure 2. Schematic illustration of a softwood fibre (Persson 2000)
Approximate content of the different polymers contained in wood fibres is
shown in Fig. 3. This is historically the figure used most often to describe the polymer composition of the fibres; however, considerable advances have been made in characterisation of wood fibre wall polymer structure since this figure was produced in the 1970‐s.
Figure 3. Different polymers, contained in wood fibre wall (Panshin and de Zeeuw 1980)

7
It was recently proposed that a double fibre wall should be considered as fundamental building block of wood (Booker and Sell 1998, Corson 2001). The double wall layer acts as an effective energy dissipation structure when a tree is subjected to mechanical stresses. The main source of mechanical stress in a tree is the swaying of the trunk due to wind, which causes axial compressions and vibrations. The stiff cellulose matrix in the S2 layer provides mechanical support. This matrix, with fibrils oriented at an angle from the fibre axis, flexes upon the axial compression of the tree, see Fig. 4.
Figure 4. Flexing of the cellulose microfibril matrix upon axial compressions, caused by
swaying of a tree (Corson 2001).
The flexing of the S2 layers of two adjustent fibres causes shearing of the middle
lamellae, which dissipates this energy as heat due to its amorphous structure. Stresses, activating this naturally evolved mechanism of energy dissipation in a tree, are similar in many ways to the stresses originating from refining of wood chips. In mechanical pulp refining, the wood structure is also subjected to repeated stressing aimed at liberating individual fibres (i.e. breaking up the material). It is thus important to optimize the frequency and intensity of this cyclic stress so that the liberation of fibres from the wood matrix happens in an energy‐efficient way, not trigging the natural defensive mechanisms which took millions of years to evolve.

8
2.1.2 Chemistry and reactivity of wood Wood polymer composition, previously described in Fig. 3, has been
characterized in a lot more detail in the previous 30 years. Therefore, an updated version, based on the literature data, is suggested, see Fig. 5.
Figure 5. Approximate distribution of different polymers in wood fibre wall (drawn based
upon Lindgren and Mikawa 1957, Marton and Adler 1961, Panshin and DeZeeuw 1970, Sorvari et al. 1986, Westermark et al. 1986, Heitner and Min 1987, Bacic et al. 1988, Suckling 1991, Peng and Westermark 1997, David and Hon 2001, Fengel and Wegener 2003, Rowell 2005, Stevanic 2008)
The main difference, compared to Fig. 3, is a much more detailed composition of
the polymer group, previously named “hemicellulose”. An increased concentration of the coniferyl‐type lignin structures in the P1 and S1 fibre wall layers is also accentuated. The main purpose of the figure is not to depict all details in cell wall composition, but to illustrate that there is considerable difference in reactivity of the different areas in the fibre wall. Coniferyl lignin structures, pectin and protein, which are all highly reactive compounds compared to relatively inert cellulose, are all concentrated to the P1 and S1 fibre wall layers, i.e. the outer layers in the fibre structure. Thus, the outer fibre layers can be considered to be the most reactive parts of the fibres. Reactions of fibre components with hydrogen peroxide and alkali are described later in this thesis. The reactivity of different chemicals towards fibre components is also influenced
by the transport mechanisms of those chemicals in the fibres. As far as traditional

9
chemical and chemi‐mechanical pulping is concerned, there are two possible mechanisms of chemical penetration into the chip and fibre structure, see Fig. 6:
Penetration into the fibre lumen and then to the middle lamellae through the pit pores (Westermark et al. 1987, Peng et al. 1992).
Penetration into the fibre lumen and then through S3, S2, S1 and P1 fibre wall layers, perpendicular to the fibre axis.
Figure 6. The two different ways of penetration of chemicals into fibre wall structure:
through the secondary wall layers and through the pit pores (Konn 2006)
Note that both of these mechanisms imply penetration of chemicals firstly
through the lumen of the fibres and then outwards, through S3, S2, S1 and P1 fibre walls. Penetration of chemicals through pit pores and into the amorphous middle lamellae regions was previously reported to be faster compared to penetration through the secondary fibre wall layers (Konn 2006). 2.2 Conventional chip refining 2.2.1 Softening of wood Wood at room temperature is brittle and stiff; all three main groups of polymers
are below their glass transition points. In order to process wood material without damaging it, the wood structure needs to be softened so that relatively intact fibres can be liberated from the wood matrix. In a traditional TMP process, this is done by means of increasing temperature. Increased moisture content was found to influence the softening temperature of lignin and hemicellulose but not cellulose, due to its crystallinity (Goring 1963). The plastization of lignin by water was proposed to happen due to the replacement of intramolecular hydrogen bonding within the lignin by lignin‐water bonding linkages (Irvine 1984). Both the

10
hemicellulose and amorphous phases of the cellulose matrix are above their softening points under wet conditions already at 20 °C (Cousins 1978). Thus, it is proposed that the softening behaviour of lignin influences the refining process and the quality of produced pulp at the conditions under which mechanical and chemimechanical pulps are manufactured (Norgren 2008). Wood is a viscoelastic material, thus its softening properties are influenced by the
frequency of the mechanical action it is subjected to. The softening temperature of lignin is around 90 °C under normal conditions. However, at higher loading frequencies, the lignin softening is shifted towards higher temperature. In a chip refiner, where frequency can be around 30‐40 kHz, the softening temperature of lignin is approximately 130 °C (Becker et al. 1977). The softening temperature of lignin is influenced by chemical modifications. The
mechanism is thought to be swelling of the polymer structure through the introduction of charged groups, which leads to higher moisture content. Water uptake in native lignin is restricted to approximately 5% (Back and Salmén 1982). Chemical modifications, such as sulphonation, carboxylation and introduction of other types of ionic groups, lead to increased charge and increased swelling (Salmén and Berthold 1997). The softening temperature of a polymeric material can thereby be lowered in proportion to the extent of the chemical treatment, see examples in Figs. 7 and 8 (Atack and Heitner 1979, Corson and Fontebasso 1990, Salmén 1995).
Figure 7. Softening temperature of residual lignin in spruce as a function of the degree of sulphonation (Atack and Heitner 1979).

11
Figure 8. The softening index for wood having different counterions to the charged
groups as a function of the content of charged groups in wood subjected to sulphonation or peroxide treatment (Salmén 1995)
The wood softening also depends on the counter ion to the charged groups
(Scallan 1983, Salmén 1995, Hammar et al. 1995). More then 50% of the carboxylic groups in softwood were shown to be bound to metallic ions (Hammar et al. 1995). In the natural state of the wood the counter ions are calcium, if the wood was treated with chemicals they can for example be sodium (conventional peroxide beaching) or magnesium (bleaching using magnesium hydroxide). Swelling of wood fibres is influenced by the counter ions in the following order:
Li+ > Na+ > K+ > Ca2+ > Al3+
A metal counter ion with higher charge generally leads to less softening, less swelling and also an increased energy demand in refining (Hammar et al. 1995). 2.2.2 Mechanisms of chip refining Refining of wood chips into pulp can be described by three distinct events
(Luhde 1962):
Decomposition of wood chips into a coarsely reduced form, at the entrance of the refining zone, to ensure uninterrupted feeding
Disintegration of those coarse fibre bundles into papermaking fibres Refining of the separated fibres
The conventional TMP refining process can be concluded to consist of two
distinct phases: defibration of wood chips into fibres and fibrillation (internal and

12
external) of those fibres (Campbell 1934, Koran 1981, Kano et al. 1982, Marton and Eskelinen 1982). Thus, the goals of the refining process are (Atack 1981):
To reduce wood into its constituent fibres To retain the integrity of a considerable fraction of these fibres To induce a desired amount of flexibility and fibrillation into the separated fibres and fine fibre fragments
In conventional refining, defibration occurs in the breaker bar zone of primary
refiner, where wood chips are transformed into coarse fibre bundles. This process involves large plastic deformations where fibres are liberated from the wood matrix. Only a small fraction of the total refining energy is converted during defibration of chips into fibres and the energy demand in defibration was reported to be almost the same for all raw materials (Corson 1989). Conditions during defibration are crucial for determining the final properties of the produced pulp (Miles and Karnis 1995). There are two main aspects of how defibration influences the final pulp properties. The magnitude of the plastic deformations during defibration (i.e. refining intensity) influences the particle size distribution of the liberated fibres. A certain intensity is required to initiate the plastic deformations and separate the fibres from the wood matrix. Increased intensity leads to increased amount of plastic deformations but also to a decrease in average fibre length of liberated fibres (Strand 1997). Where in the chips defibration occurs also has a strong influence on the final pulp properties. If defibration proceeds mainly through the middle lamellae, coarse thick fibres with intact lignin layers on the surfaces will be liberated from the wood matrix. If the defibration proceeds deeper inside the fibre structure, through S1 or S2 fibre walls, the resulting fibres are thinner and more fibrillated. At the same time, more fine material, originating from the outer parts of the fibres is created. Thus, the mode of defibration influences the starting material for further fibre development in refining. Different modes of chip defibration are depicted in Fig. 9. Softening of wood material prior to defibration has major influence on where the fracture zones will be located. In a conventional TMP process, where increased moisture content and temperature are the mechanisms of wood softening, the fracture zones are located within the secondary walls of the fibres (Kibblewhite 1981, Franzén 1984, Johnsen et al. 1995). If wood chips are impregnated with chemicals, as in the CTMP process, the softening due to swelling of the reactive middle lamellae and the primary wall regions is predominant and the defibration fracture zones are located there. Thus it can be concluded that softening of wood has a major influence on the properties of fibres liberated from the wood matrix during the defibration of chips.

13
Figure 9. Fracture zones forming upon defibration of wood chips under different
conditions (Franzén 1984, modified by Htun and Salmén 1996).
When wood chips are separated into individual fibres, the second phase of refining called fibre development can start, Fig. 10. Those two stages overlap to some extent. The vast majority of the energy applied in the refining process is converted during fibre development (Campbell 1934, Neill and Beath 1963, May 1973, Höglund et al. 1976, Leider and Nissan 1977, Kurdin 1979, Atalla and Wharen 1980, Koran 1981, Eskelinen et al. 1982, Kano et al. 1982, Jackson 1985, Karnis 1994). During the fibre development phase, P and S1 layers are peeled off the surface of individual fibres, exposing the S2 layer (Reme 2000). This has two implications; firstly, the fines fraction is created from the peeled‐off material and secondly, fibrils are created on the surfaces of the long fibres which also decrease in their transverse dimensions. Fibre wall thickness was shown to be reduced through progressive refining (Jang et al. 1995, Johnsen et al. 1995, Kure 1997, Mohlin 1997). Fibres are also developed internally through induction of small cracks and delamination points within the fibre wall structure. Internal fibre development proceeds through elastic, viscoelastic and small plastic straining (Reme 2000). All of the mechanisms mentioned above lead to development of fibre properties needed in papermaking. Flexible, easily conformable and collapsible fibres with good bonding surface are created. The fines fraction formed in the refining process contributes to the papermaking properties of the pulps through increasing the bonding and light scattering power of produced paper.

14
Figure 10. Phases of mechanical pulp refining (Sundholm 1993)
First stage refining was on many occasions claimed to create a “fingerprint” in
the final pulp quality (Leask 1981, Corson 1989, Höglund and Wilhelmsson 1993, Karnis 1994, Heikkurinen et al. 1993, Stationwala et al. 1993, Høydahl et al. 1995). Since it is the defibration phase that influences both the particle size distribution and the character of fibres, liberated from wood matrix, it can probably be claimed that it is more precisely the defibration phase that creates that “fingerprint”. Although both defibration and fibre development are today conducted in the same equipment (first stage refiner) it would seem beneficial to separate these two refining phases. When defibration and fibre development are considered separately, they can be optimized independently to reach better energy‐efficiency and quality of produced pulp at the same time as the “fingerprint” or, rather, character of the final pulp can be controlled in a more efficient way. It was earlier concluded that the degree of softening of wood matrix has a major
influence on the properties of fibres liberated during defibration of chips. Softening of already liberated fibres should also influence their development in the process of refining. This has not been studied so extensively in the past due to the simple reason that, as mentioned earlier, both defibration and fibre development proceeds today in the same equipment. It was therefore difficult to obtain fibres that were liberated from the wood matrix (i.e. defibrated chips), but where the development of their properties had not yet started. The energy needed for defibration, was calculated to be in the order of magnitude of 0.05‐0.4 MWh/odt or about 10‐20% of the total refining energy (Van der Akker 1958, Atack et al. 1961, Lamb 1962, Neill and Beath 1963, Leider et al. 1977, Kano et al. 1982, Karnis 1994). In an earlier study, where development of already separated fibres in a PFI beater was enhanced with the help of different chemicals, reduction of energy demand in

15
beating by over 50% was reported (Chang et al. 1979). Fibres were liberated from wood matrix using 470 kWh/odt of energy, which is in the range of the theoretical estimation of defibration energy demand. Studies where fibre softening was increased prior to reject refining can also offer a clue as to how much effect increased softening has on energy demand in fibre development. Both chemicals which introduce sulphonic acid groups (Gummerus 1987, Goel 1987, Nurminen and Sundholm 1995) and carboxylic acid groups (Sferrazza 1988, Strunk et al. 1986, 1990) as well as increased refining temperature (Höglund et al. 1997, Norgren 2008) can be used to increase fibre softening. Results suggest improvement in energy efficiency in refining by 0.2‐0.5 MWh/odt or 10‐25 % and improvement in the quality of produced pulp. It can be concluded that softening of individual fibres after chip defibration has a positive effect on refining energy‐efficiency. Carboxylation during hydrogen peroxide bleaching usually increases the content of carboxylic groups in the pulp from approximately 100 to 150‐200 μekv/g. This increase should reduce the softening index from 97 to 94‐96 RH° depending on the counter‐ion in the wood (Salmén 1995). In order to selectively influence the softening of wood material prior to fibre development but after defibration, those two refining phases obviously need to be conducted in separate process stages. This has been suggested on multiple occasions in the literature during the last 30 years (Salmén 1982, Sabourin 2003), but no such process exists today. 2.2.3 Character and quality of refined pulp Paper made from mechanical pulps can be characterized by high light scattering
ability, good strength and smoothness, fairly high brightness and high bulk (Sundholm 1999). The combination of good strength and very high light scattering ability is what makes thermo‐mechanical pulp unique. High light scattering ability is obtained through a high content of fine material, produced during refining of chips into pulp. Figs. 11 and 12 illustrate the difference between different mechanical and chemical pulps. Increased content of fine material leads to increased light scattering ability due to increase in the amount of available surface. Note that the light scattering ability of pulps produced using purely mechanical methods (TMP, PGW and GW) is considerably higher compared to CTMP, which was also produced using refining. The reason for this difference was previously illustrated in Fig. 9. Impregnation of chips with chemicals leads to defibration in the middle lamellae; this is unfavourable from the printing paper point of view due to decreased fines content and therefore also light scattering ability. It can be suggested that in mechanical pulping, the conditions under which the defibration of chips is carried out defines the character of produced pulp.

16
Figure 11. Fibre fraction distributions of different mechanical pulps (Sundholm 1999)
Figure 12. Relationships between the light scattering coefficient and freeness for various pulps (Sundholm 1999).
Mechanical pulps are mainly used for production of printing papers. These papers can be characterized by good opacity and printability at low basis weight. The major grades are newsprint, LWC (light weight coated) and SC (supercalendered) papers. CTMP is mainly used for board grades, soft tissue and
17
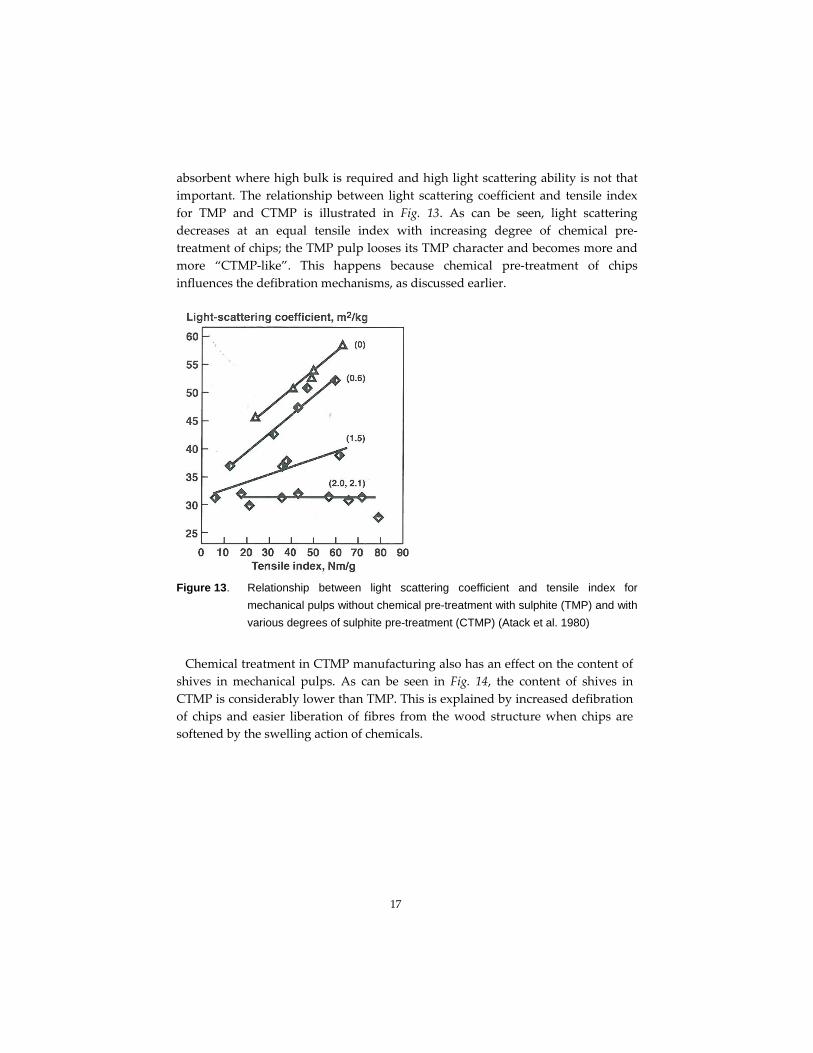
absorbent where high bulk is required and high light scattering ability is not that important. The relationship between light scattering coefficient and tensile index for TMP and CTMP is illustrated in Fig. 13. As can be seen, light scattering decreases at an equal tensile index with increasing degree of chemical pre‐treatment of chips; the TMP pulp looses its TMP character and becomes more and more “CTMP‐like”. This happens because chemical pre‐treatment of chips influences the defibration mechanisms, as discussed earlier.
Figure 13. Relationship between light scattering coefficient and tensile index for
mechanical pulps without chemical pre-treatment with sulphite (TMP) and with various degrees of sulphite pre-treatment (CTMP) (Atack et al. 1980)
Chemical treatment in CTMP manufacturing also has an effect on the content of
shives in mechanical pulps. As can be seen in Fig. 14, the content of shives in CTMP is considerably lower than TMP. This is explained by increased defibration of chips and easier liberation of fibres from the wood structure when chips are softened by the swelling action of chemicals.

18
Figure 14. Development of shive content as a function of pulp freeness in mechanical
(TMP) and chemimechanical (CTMP) pulping (Åkerlund and Jackson 1984).
The most common raw material used for production of mechanical pulps today is
spruce. Pine has several disadvantages when compared to spruce as a raw material for mechanical pulping: it requires 10‐30 % more energy to refine and paper produced from it has 10‐25 % lower tensile and tear strength (Lindström et al. 1977, Härkönen et al. 1989). These properties can be explained by thick‐walled fibres (Yuan et al. 2006, Fernando and Daniel 2008) and higher extractives content (Reme 2000). In an earlier study, it was discovered that the initial defibration mechanisms differ significantly for spruce and pine (Fernando and Daniel 2008). Pine defibrates easier, but further out in the fibre wall towards the middle lamellae while spruce requires more energy to defibrate, but the fracture occurs closer to the lumen. 2.3 Mechanical pre-treatment There are a number of publications dealing with compressive pre‐treatment prior
to refining but few of them give a comprehensive overview of what has been done in this field. A review paper (Paper I) was written on this subject. There exists a certain contradiction in the description of the goals of conventional
chip refining. In the defibration phase, large plastic deformations in the chips are desired since these are the mechanism of chip defibration. During the fibre development, on the other hand, large plastic deformations often mean that fibres are damaged and average fibre length is decreased (Koran 1980). Carefully induced small plastic and elastic cyclic deformations are better suited for fibre development (Salmén et al. 1985, 1997). This is called fatigue and it is the main mechanism of refining used today both for defibration and fibre development (Hartler 1980). However, fatigue is obviously not the most effective way to induce

19
large plastic deformations (i.e. to defibrate chips) since a lot of energy is converted to heat in a cyclic fashion. It would be theoretically possible to achieve defibration in a more effective process than refining, via a process that would utilize a lower number of stressing cycles (thereby minimizing energy conversion to heat) and higher stress amplitude to induce permanent plastic deformations. This would also probably be more energy‐efficient in respect to the natural energy‐dissipation mechanism that exists in a tree and prevents the structure from being damaged by low‐amplitude high‐frequency stresses originating from swaying of the tree trunk. Effects of compressive pretreatment on wood morphology and energy demand in
refining were first described in a study of axial pre‐compression of Western hemlock blocks (Frazier and Williams 1982). Reductions in energy demand by 0.16 MWh/odt (9 %) for TMP and 0.7 MWh/odt (40 %) for CTMP were achieved. Energy‐efficient separation of chips through cracks within S1 or S2 fibre walls, resulting from the pre‐compression, was thought to explain the better pulp properties and reduction of energy demand observed. If the fibres are more separated from one another already at the refiner inlet, more of the refiner energy can be directed to developing fibre properties instead of separating the fibres in a less efficient way. Formation of cracks within the S1 and S2 fibre walls as a result of compressive pre‐treatment was described also in later studies (Sabourin 1998, Kure et al. 1999, Johansson and Dahlqvist 2001), see example in Fig. 15.
Figure 15. Cross-sectional SEM images of wood chips subjected to compressive pre-
treatment. The chips in image “b” and “d” are treated with bromium, making the lignin-rich middle lamellae to appear bright compared to the rest of the fibre wall (Kure et al. 1999)

20
Axial pre‐compression was proposed to lead to shearing of S1, P and middle lamellae between the S2 layers of adjacent cell walls (Booker and Sell 1998). Upon the shearing action, fibre wall delamination occurs at the weakest point which depends on fibril angle, chemical composition, fibre wall thickness and ambient conditions. Other studies, where reduction of electrical energy demand was achieved, were conducted using different equipment such as plug screw feeder (Thornton and Nunn 1978), Bi‐Vis twin screw (de Choudens and Anglier 1987, Kurdin and Tantalo 1987, de Choudens et al 1989) and PREX impregnator (Peng and Granfeldt 1996, Johansson et al 1999). A number of studies of compressive pre‐treatment were conducted using the Andritz RT Impressafiner, Fig. 15, which was also used as part of compressive pre‐treatment in this study (Kure et al. 1999, Robertsen et al. 2001, Sabourin 1998, Sabourin et al. 2003). Reduction of energy demand in subsequent refining by 5‐15 % or 0.1‐0.3 MWh/odt could be achieved. Better results were reported to be obtained with pine raw material compared to spruce (Robertsen et al. 2001). This could have been explained by the differences in defibration behaviour between pine and spruce chips (Fernando and Daniel 2008). Other advantages of using the compressive pre‐treatment of chips prior to refining include more even moisture content (Johansson et al. 1999), more homogeneous chip size distribution (Kurdin and Tantalo 1987) and improved mass transfer of chemicals (de Choudens et al. 1985). Compressive pre‐treatment of wood chips is also an effective way of removing extractives (Tanase 2009). Extractives in wood are contained in resin canals and in parenchyma cells. Compressive pre‐treatment of wood leads to a release of extractives from the wood structure (Thornton and Nunn 1978). It was earlier determined that more then 70% of the parenchyma cells were intact after compression of wood, while more then 90% were damaged after 1st stage refining (Cisneros and Drummond 1995). Thus, pre‐compression of wood leads to a release of extractives, contained mainly in the resin canals (Tanase 2009). Extractives are known to interfere with refining and possibly have a negative impact on energy consumption in refining and pulp quality (Engstrand et al. 1995, Reme 2000, Svensson 2007).
Figure 16. RT Impressafiner (Andritz AG).
2.4 Refining at increased intensity The most common quantitative description of refining action is the Specific
Energy, i.e. applied net power per fibre mass throughput. However, this

21
measurement is not enough to characterize the refining action since the energy can be expended in different ways; a large number of low energy impacts or a small number of high energy impacts give the same net power. Thus, the net specific energy in refining, E, can be described by Eq. 1 where N is the number of impacts on fibres and S is the intensity of each impact (i.e. energy expended by bar movement over fibre calculated as force multiplied by sliding distance).
SNE ×= (1)
In pioneering work by Miles and May, S was estimated using the residence time inside a refiner. The calculation was based on the radial force balance where acceleration was calculated from a balance between centrifugal force, frictional force and steam flow drag inside the refiner gap. This balance can be solved by using the Miles and May equation (May et al. 1988, Miles and May 1990, Miles 1991). Intensity can also be calculated using a floc‐based Fan‐Jeffrey approach based on
a kinematic stochastic model (Fan 1987, Fan et al. 1994). Another way to calculate the intensity is with the help of various computer simulations (Härkönen et al. 1997, 2000, Huhtanen 2004). The number of impacts applied to the fibres, is determined by their residence time inside the refiner gap, the rotational speed of the refiner and the refiner plate geometry. Residence time can be predicted theoretically, but the existing models do not take into consideration the phenomena of recirculation of fibres inside the refiner gap, i.e. that a fibre might circulate inside the refiner gap several times before exiting it. This phenomenon has been illustrated using different means to empirically track fibres inside the refiner gap. It was studied using high‐speed photography (Atack et al. 1989, Stationwala et al. 1992, Alahautala et al. 1999) and measured using tracer dye materials (Ouellet et al. 1995, 1996, Senger et al. 1998), radioactive tracing (Härkönen et al. 1997, 2000, Murton et al. 2002) as well as dynamic sensor monitoring (Senger et al. 2006). The last study is of special interest for this work, since measurements of refiner residence time and intensity calculations were performed on the same refiner using plates with the same pattern as in this study. The results of the residence time measurements can be seen in Fig. 16 where residence time of fibres in refining zone is shown for holdback (low‐intensity pattern) and expel (high‐intensity pattern) segments at several different rotational speeds of the refiner.

22
Figure 16. Inner to outer sensor delays and 95% confidence intervals, by rotational
speed/direction combination. Data pooled over all specific energy levels (Senger et al. 2006).
The residence time increases dramatically when switching the direction of rotation from expel to holdback (i.e. when low‐intensity plates are used). When the rotational speed is increased over a range from 1800 to 2300 rpm, only a small effect on the intensity could be observed when refining with plates in holdback mode. Under expel mode no decrease in the residence time could be measured. Measured residence times were also found to be significantly longer compared to theoretically calculated residence times. Wood and wood fibres are visco‐elastic materials. It means that when they are
subjected to mechanical impacts, both the magnitude of each individual impact (force) and how often the impacts are delivered (frequency) will have an affect on how the materials are influenced, i.e. on the quality of the produced pulp. Refining at increased intensity was shown to improve pulp quality development, i.e. reduce the energy demand to reach a certain quality in refining. A typical reduction of energy demand in refining of pine and spruce raw materials was approximately 0.25‐0.40 MWh/odt or 10‐20 % when rotational speed was increased by 300‐800 rpm (Muenster and Dahlqvist 1995, Kure et al. 1999, Sabourin 2000, Sabourin 2003). This has also been confirmed at mill scale (Aregger 1997, Fuglem et al. 2001). Reduction of energy demand by 0.1‐0.5 MWh/odt or 10‐20% has been reported when more aggressive (pumping) refiner plates were used (Huhtanen et al. 2004, Muhić 2010). Improved energy efficiency at elevated refining intensity is proposed to be the result of more energy‐efficient straining of the lignin component of the fibre wall (Goring 1963, Höglund 1976, Salmén et al 1985, 1997, Sabourin et al. 2003) which dissipates energy in a less efficient way if the impact frequency is increased (Booker and Sell 1998, Corson 2001). The challenge with elevating the

23
intensity of conventional refining is that it has a negative influence on the chip defibration phase. Elevated refining intensity leads to a higher level of plastic deformations in the material and decreased average length of the liberated fibres. In other words, defibration at elevated intensity damages the fibres because of too harsh mechanical action. In a conventional refining process, both defibration and fibre development proceed concurrently in the first stage refiner and thus it is not possible to conduct them at different intensities.
2.5 Combination of mechanical pre-treatment with high-intensity refining
Elevated refining intensity combined with mechanical pre‐treatment in Impressafiner was reported to yield reduction in refining energy demand by approximately 0.3‐0.8 MWh/odt or 10‐30 % (Kure et al. 1999, Sabourin 2000, Johansson and Dahlqvist 2001, Sabourin et al. 2003). When Impressafiner pre‐treatment was used and rotational speed of the refiner was increased from 1800 to 2600 rpm, reduction in energy demand by 0.2‐0.3 MWh/odt or 16‐17 % was reported (Sabourin 2001, Sabourin et al. 2003). It can be concluded that the two methods of reducing the energy demand seem to be rather additive. Mechanical pre‐treatment was also suggested to make the chips more susceptible to harsher conditions at high intensity thus leading to less fibre shortening and higher tear index (Sabourin 1998, Kure et al. 1999). This was explained by a more homogeneous feed with reduced average particle size. Further opportunities were reported if a Fiberizer unit was added to the
mechanical pre‐treatment. A Fiberizer is essentially a small moderately pressurized refiner where defibration of pre‐treated chips into fibre bundles takes place (Sabourin et al. 2003, Hill et al. 2009, 2010). The energy demand in subsequent refining was reported to be reduced by up to 0.8 MWh/odt or 30% when a combination of Impressafiner and Fiberizer pre‐treatment was used with elevated first stage refining intensity. Comparison was made to a TMP reference. Reduction in energy demand was 0.35 MWh/odt or 15% when compared to a TMP with Impressafiner pre‐treatment. It is known that high intensity refining leads to smaller refining gap. Thus, a uniform feed is crucial to achieve stable and effective refiner operation. This could be one of the reasons for increased energy‐efficiency when pre‐treatment is expanded with a Fiberizer unit in addition to an Impressafiner.
2.6 Peroxide and magnesium hydroxide chemistry Hydrogen peroxide (H2O2) and magnesium hydroxide (Mg(OH)2) are used for
bleaching of pulp. Under alkaline conditions, the predominant form of hydrogen

24
peroxide is hydroperoxide anion, a strong nucleophile with nucleophilic constant 7.8 (Carey and Sundberg 1990). The bleaching action of hydrogen peroxide is attributed to its nucleophilic character (Andrews and Singh 1979, Pan et al. 1994). Hydrogen peroxide reacts differently depending on the pH interval. This is because pH determines which of the species formed in the equilibrium of hydrogen peroxide dominates. If hydrogen peroxide solution contains water (which it most often does), consideration must also be taken to the deprotonation of water at higher temperatures, since this will lead to formation of hydroxyl anions and influence the equilibrium of hydrogen peroxide. In order to determine the composition and reactivity of hydrogen peroxide solution, several factors must be taken into consideration. Temperature, pH, metal content and chemical purity of the system are important (Rämö 2003). It is well‐known that in order to optimize the stochiochemistry of conventional peroxide bleaching, the initial pH should be in the range of 11.2‐11.7. Thus, without an alkali source, the pH in conventional bleaching is too low and stable perhydroxyl anions are not formed in sufficient quantities (Agnemo 1981, Moldenius 1983). The dependence of hydrogen peroxide equilibrium on temperature is illustrated in Fig. 17. It can be concluded that the behavior of hydrogen peroxide is specific to the system of other chemicals it is used together with, and the conditions it is used at.
Figure 17. pH interval, where formation of perhydroxyl anion (HO2
-) is possible during normal tower bleaching temperature, is shifted when the temperature is increased (Presley and Hill 1996).
The most common chemical used as an alkali source together with hydrogen
peroxide for pulp bleaching is sodium hydroxide. Recently, however, the use of magnesium hydroxide has increased. Its advantages are lower levels of COD, higher light scattering coefficient of produced pulp and no need for stabilizers by contrast to when sodium hydroxide is used (Johnson et al. 2002, Leduc et al. 2008,

25
Ni 2005, Ni et al. 2009). One important difference is that magnesium hydroxide is not fully dissolved in water and thus is added as slurry. Hydroxyl ions are consumed first by the peroxide and then successively by the wood material while the slurry is gradually dissolved. The native charge of softwood raw material is approximately 80‐100 μeq/g.
Carboxylic groups are ionized already at pH 5‐7 (Scallan 1983). Both hydrogen peroxide and alkali can introduce more charge. Charged groups in fibres are predominantly located in hemicelluloses and they can be titrated by alkali. Peroxide, however, is known to induce additional charged carboxylic end‐groups (approximately 50 μeq/g) in lignin (Sjöström 1989, Thornton 1993, Sundberg 1999). Formation of charged groups is much faster in the presence of hydrogen peroxide. The final charge in the presence of peroxide was reported to be up to 255 μeq/g compared to 195 μeq/g when only alkali is used (Pranovich 2003). The main chemical reactions of hydrogen peroxide and alkali with wood are shown in Fig. 18. Carboxylic acid groups are introduced in fibres by following mechanisms:
Hydroperoxide anions react with quinonoid and other enone structures of lignin, leading to formation of carboxylic type end groups (Gierer and Imsgard 1977, Gellerstedt and Agnemo 1980).
Hydroxyl radicals, superoxide anion radicals and oxygen that arise from transition‐metal‐ion‐catalyzed decomposition of hydrogen peroxide form carboxylic end groups in lignin structures (Gierer and Imsgard 1977, Gierer et al. 1992, Agnemo and Gellerstedt 1979).
Carboxylic acid esters and lactones in the hemicellulose constituent of the pulp are hydrolised by alkali, yielding free carboxylic acid groups (Sjöström et al. 1965). The increase in carboxyl acid content arises from demythylation of galacturonic acid methyl ester groups in pectins (Holmbom 1997, Holmbom and Pranovich 1998).
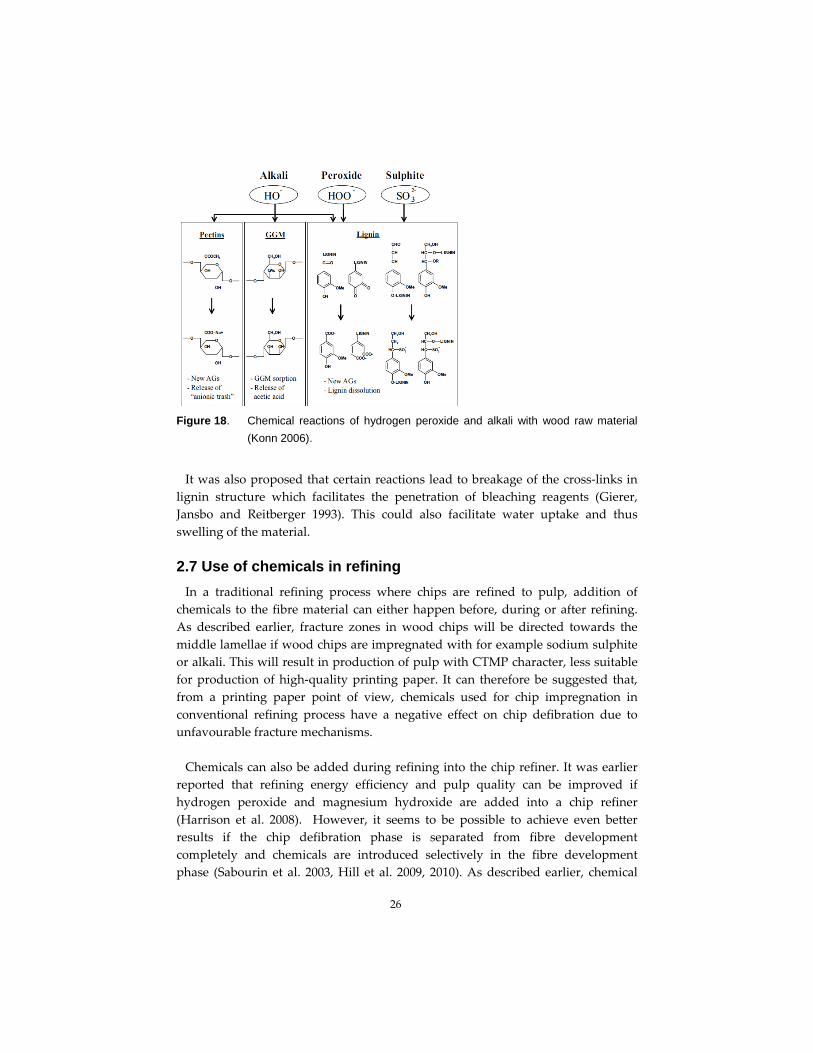
26
Figure 18. Chemical reactions of hydrogen peroxide and alkali with wood raw material
(Konn 2006).
It was also proposed that certain reactions lead to breakage of the cross‐links in
lignin structure which facilitates the penetration of bleaching reagents (Gierer, Jansbo and Reitberger 1993). This could also facilitate water uptake and thus swelling of the material. 2.7 Use of chemicals in refining In a traditional refining process where chips are refined to pulp, addition of
chemicals to the fibre material can either happen before, during or after refining. As described earlier, fracture zones in wood chips will be directed towards the middle lamellae if wood chips are impregnated with for example sodium sulphite or alkali. This will result in production of pulp with CTMP character, less suitable for production of high‐quality printing paper. It can therefore be suggested that, from a printing paper point of view, chemicals used for chip impregnation in conventional refining process have a negative effect on chip defibration due to unfavourable fracture mechanisms. Chemicals can also be added during refining into the chip refiner. It was earlier
reported that refining energy efficiency and pulp quality can be improved if hydrogen peroxide and magnesium hydroxide are added into a chip refiner (Harrison et al. 2008). However, it seems to be possible to achieve even better results if the chip defibration phase is separated from fibre development completely and chemicals are introduced selectively in the fibre development phase (Sabourin et al. 2003, Hill et al. 2009, 2010). As described earlier, chemical

27
reactions, inducing charge and swelling into fibre material, seem to facilitate a more energy‐efficient fibre development. Use of hydrogen peroxide and alkali in the refining process was previously
reported to yield pulp bleaching. Brightness improvement suggested to be on the same level as conventional high‐consistency tower bleaching (Solinas 1976, Loras et al. 1976, Ryrberg 1978, Strunk and Meng 1986, Haynes et al. 2001, Harrison et al. 2008). There are several principal differences between conventional tower bleaching and refiner bleaching with hydrogen peroxide:
The temperature during refiner bleaching is normally much higher compared to conventional tower bleaching. Most refiners today operate in the casing temperature range of 110‐160 ºC (Ryrberg 1978, Strunk and Meng 1986) and even higher temperatures (150‐200 ºC) are reached at the peak of the pressure profile (Engstrand et al. 1995, Backlund et al. 2003, Illikainen et al. 2006).
Consistency in full scale refiner bleaching is normally very high, around 40% (Strunk and Meng 1986, Harrison et al. 2008).
Pulp residence time during refiner bleaching is considerably lower (a couple of seconds) compared to tower bleaching (up to several hours) (Loras 1976, Ryrberg 1978, Härkönen 2000, Senger et al. 2006).
Mixing is much more vigorous in a refiner (Ryrberg 1978, Strunk and Meng 1986, Sharpe and Rothenberg 1988, Harrison et al. 2008).
Less capital expenditure is required for refiner bleaching due to simpler process layout (Ryrberg 1978, Soteland et al. 1981, Strunk and Meng 1986, Sharp and Rothenberg 1988, Nye and Fluet 1995, Springer et al. 1997).
Bleaching results depend on the balance between brightening and darkening
reactions. Brightness increase is favoured by high consistency, vigorous mixing and high temperature, though too short residence time can be limiting. Darkening reactions accelerate at high temperature and can lead to brightness loss if the residence time is too long. If chemicals are added into a refiner, they may influence refining variables. For
example, decreased gap at constant hydraulic force was reported upon addition of magnesium hydroxide (Gorski et al. 2010) and increased gap was reported upon sulphonation of fibres (Engstrand et al. 1995). These effects can only be studied in a system with very precise gap monitoring, which usually means in full scale. Use of chemicals in TMP refining could have a physical effect on equipment. If the pH of the used chemicals is very low (below 4), metal corrosion and equipment damage can occur. Sodium hydroxide based refiner bleaching was reported to cause scaling
28
problems in the equipment (Åkerlund et al. 1979, Strunk and Meng 1986, Harrison et al. 2008). This problem was reported to be solved in mill scale operation when the alkali source was changed to magnesium hydroxide (Harrison et al. 2008). 2.8 Relationship between fibre and fines properties and paper
properties As discussed earlier, the goal of TMP refining is to develop the properties of
fibres, coming from the raw material. Thus a relationship between fibre and fines properties development and quality of produced paper needs to be established. 2.8.1 Fibre development and paper quality Development of fibre properties in refining proceeds through the development of
their external and internal fibrillation, i.e. the amount and character of the external surface and the flexibility of the fibres. External fibrillation, flexibility and cross‐sectional characteristics have been shown to be suitable indicators for effects of refining process on fibres and paper (Atack 1981, Koran 1981, Karnis 1994, Kure 1999, Reme 2000, Corson 2001). External fibrillation, i.e. formation of thin fibrils on the surface of the fibres,
contributes to the bonding strength through increasing the total bonded area within a fibre‐to‐fibre joint. The area of such joint also plays an important role for the fibre network properties and can be increased by making the fibres, which form the joint, more conformable through increasing their flexibility. Naturally, the cross‐sectional characteristics also play an important role since coarse thick fibres have a poor ability to conform to each other and form a strong joint. Good printability of paper, based on mechanical pulp, depends on how well the
surface properties are developed. Several studies showed that the development of fibre properties in refining govern the development of paper surface properties (Bradway 1956, Hoc 1989, Corson 1989 and 2003, Aspler and Beland 1994, Forseth et al. 1997, Remé et al. 1998, Kure 1999). Such variables as for example the amount of split fibres (Remé et al. 1998, Kure 1999), fibre flexibility (Corson 1989), fibre wall thickness (Braaten 2000, Ferluc et al. 2010), fibre bonding (Remé et al. 1998, Skowronski 1990) and the collapsibility of fibres (Forseth et al. 1997, Remé et al. 1998, Kure 1999) all influence the surface properties of the final printing paper product. Surface roughness of a printing paper sheet is closely related to collapsibility of coarse fibres near its surface, Fig. 19. Fibres with thinner walls and fibres with axial fibre wall splits are easier to collapse during refining and papermaking. It was earlier discovered that axial splits in fibre walls, Fig. 20, effectively prevent de‐collapse of the fibres on the paper surface, so called surface

29
roughening. Collapsed fibres de‐collapse due to release of stresses in their structure; an axial split in the fibre wall weakens the integrity of the fibre and its ability to de‐collapse to its original shape (Kure 1999, Reme 2000, Norgren 2008).
Figure 19. Fibre de-collapse when internal stresses in fibres near the paper surface are
released upon wetting (Norman and Höglund 2003).
Figure 20. SEM micrograph of intact and split fibres from the same pulp (Reme et al.
2002).
2.8.2 Contribution of fines to the paper quality The contribution of fines fraction to sheet properties has been thoroughly studied
earlier. The fines fraction plays an important role in sheet consolidation and affects important paper properties such as tensile strength, elongation and light scattering ability of paper (Holl and Brecht 1939, Brecht and Klemm 1953, Giertz 1977,

30
Lindholm 1980a, 1980b, Mohlin 1980, Corson 1980, Heikkurinen and Hattula 1993, Rundlöf 1996). Decrease in fibre mass upon refining is approximately 30% which correlates well
with the fraction of fines in a typical mechanical pulp (Höglund and Wilhelmsson 1993, Rundlöf 1996). The fines fraction in mechanical pulps is not uniform; a distinction is made between flaky fines and fibrillar fines, also referred to as primary fines and secondary fines (Giertz 1977, Luukko et al. 1997), see Fig. 21. Primary, or flaky, fines originate from the outermost parts of fibre wall within the middle lamellae. These are created upon defibration of chips to fibres and contribute to improved light scattering but not so much to strength of paper. Secondary, or fibrillar, fines originate from within the S2 fibre wall. They contribute to improved strength but so much to light scattering compared to the flaky primary fines (Luukko and Paulapuro 1999). Secondary fines are created by peeling off fibre wall layers in refining (Heikkuranen and Hattula 1993, Karnis 1994, Kure 1999). It was earlier shown that secondary fines have greater bonding ability compared to primary fines (Corson 1989). Chemical composition of flaky and fibrillar fines differs as well. Flaky fines contain pectins and have higher lignin content compared to fibrillar fines (Kangas et al. 2004, Vehniäinen 2008). The transition of fines formed in refining from flaky to fibrillar is continuous, with gradually decreasing lignin content and changing shape (Kangas 2007, Vehniäinen 2008). It seems to follow the gradual alteration of the exposed fibre surface in refining, with more ordered fibril structure, less lignin and more cellulose (Kangas 2007).
Figure 21. Difference between fibrillar (secondary) fines to the left and flaky (primary)
fines to the right (Luukko and Paulapuro 1999).
Addition of a fines fraction to a model long fibre fraction was shown to lead to an
increase in density, tensile index, light scattering and decrease in air permeability of laboratory sheets (Brecht and Klemm 1953, Lindholm 1980a, Corson 1980, Retulainen et al. 1993, Moss and Retulainen 1995, Rundlöf 1996). The mechanism of densification and improved strength is considered to be formation of new bonds

31
between long fibres by fines through covering the area around fibre joints (Retulainen and Nieminen 1992). Fines also fill out the space between the fibres, thereby contributing to decreased air permeability through the fibre network (Brecht and Klemm 1953). Fines also behave as loosely bonded filler material and this, together with large external surface area, improves light scattering (Luukko 1999). A schematic illustration of how fines contribute to the properties of TMP sheets can be found in Fig. 22. Differences were found in the influence of fines with different morphological origins (Heikkurinen and Hattula 1993), fines originating from different mechanical pulping processes (Lindholm 1980b) and fines, produced using different intensities in refining (Kangas 2004, Vehniäinen 2008).
Figure 22. A schematic illustration of how TMP fines contribute to bonding by settling in
the corners of bonded areas; and to activation by decreasing the effective length of free segments between interfibre bonds (Vainio 2007).

32
3 MATERIALS AND METHODS
3.1 Pilot scale trials Production of ATMP in this study was performed in pilot scale since, at the time
of the study, there was no full scale facility in existence. An overview of the pilot trials can be seen in Table 2. Table 2. Overview of the pilot trials and their goals
Trial Wood Published Goals
1 Loblolly pine (Pinus taeda)
Paper II
- Study energy‐efficiency and pine pulp quality of the ATMP process, where different chemicals were used
2 White spruce (Picea glauca)
Paper III
‐ Compare energy‐efficiency and spruce pulp quality of TMP process to ATMP, where H2O2 and NaOH/Mg(OH)2 were used
‐ Evaluate the effect of TMP and ATMP processes on individual fibre properties
Paper IV
- Separate the effects of mechanical pre‐treatment and high‐intensity refining from the effects of H2O2 and Mg(OH)2 on energy demand in refining, pulp quality, fines and long fibre fraction properties as well as individual fibre properties
Papers V
- Study the effects of different process solutions described in Paper IV on sheet surface and bulk properties, important for SC paper (PPS, air permeability and fibre roughening).
3 White spruce (Picea glauca)
Papers VI
- Compare the bleaching efficiency and the COD generation in the ATMP process (Paper IV) to conventional laboratory bleaching.
There are both advantages and disadvantages with pilot scale trials compared to
full scale trials. It is well known that refiner size has a major influence on the

33
refining process, mainly through changes in the centrifugal force due to smaller or larger plate diameter. Typical full scale refiner size today is 60‐80 inches while the trials in this study were performed in a 36‐inch refiner. The effects of decreased size and centrifugal force were to some degree counteracted by decreasing the consistency of the pulp to approximately 20% (pulp, refiner in full scale, has approximately 35‐45 % consistency) which increased the weight of the fibres, increasing the centrifugal force. One disadvantage of pilot scale trials is the difficulty in optimization of some
conditions in separate trial runs in relation to each other. It was not possible to change the amount of chemicals, introduced into the refiner with dilution water during each refining run. Thus, chemical dosages could only be changed between the runs which would complicate the evaluation of their influence on pulp quality Accuracy of production measurement on the other hand, and thus also the
calculation of the specific energy demand, can be significantly higher in pilot scale compared to full scale. Accuracy in this study was calculated to be approximately 1.5 % defined as coefficient of variation. Errors of approximately 10 % are not uncommon in full scale measurements. 3.1.1. Conditions during the trials A total of three refining trials were performed in the Andritz pilot plant in Springfield, OH, USA. In the first trial, Loblolly pine (Pinus taeda) was used as raw material. In the rest of the trials, White spruce (Picea glauca) was used. Trial conditions are given in Appendix 1. Slightly different conditions were used in the three trials:
In the first trial, refining was conducted in three stages and the first stage intensity was elevated using higher rotational speed and feeding segments.
In the second trial, refining was conducted in three stages and the first stage intensity was elevated using feeding segments only
In the third trial, refining was conducted in two stages and the first stage intensity was elevated using higher rotational speed and feeding segments.
Information on equipment configuration and refining variables from all three trials can be found in Appendix 1. Chemical recipes used in the ATMP trials can be found in Tables 3, 4 and 5.

34
Table 3. Chemical recipes, used in the first pilot trial using Loblolly pine (Paper II)
Trial Chemical recipes Residual pH (1st stage pulp)
ATMP (AA) AcOOH 4% 4.8 ATMP (M+P) Mg(OH)2 1.5% + H2O2 2.5% 7.0 ATMP (AA+P) AcOOH 4.2% + H2O2 2.2% 4.7 ATMP (B) NaHSO3 1.7% 4.4 TMP No chemicals added 5.8 Table 4. Chemical recipes, used in the second pilot trial using White spruce (Paper III)
Trial Chemical recipes Residual pH (1st stage pulp)
ATMP (Mg+P) 3.5 bar 1.4% Mg(OH)2 + H2O2 2.8% 7.3 ATMP (Mg+P) 5.2 bar 1.3% Mg(OH)2 + H2O2 2.8% 7.2 ATMP (Na+P) 0.5% NaOH + 3.5% H2O2 7.0 ATMP (P) 2.8% H2O2 5.2 TMP No chemicals added 5.4 Table 5. Chemical recipes, used in the third pilot trial using White spruce (Papers IV, V
and VI)
Pulp Chemical recipe Residual pH (1st stage pulp)
TMP No chemicals used 5.4 ATMP (aq.) No chemicals used 5.5 ATMP (Mg+P) 1.4% Mg(OH)2 + 2.6% H2O2 7.4 3.1.2. Accuracy of the specific energy demand measurement Specific energy demand (or Specific Energy Consumption, SEC) in the pilot trials
was calculated according to Eq. 2.
productiontimepowerSEC ×
= (2)
The numerator consists of the logged motor power multiplied by the time it took
to produce a batch of pulp during the trial (typically 15‐20 minutes). Gauge error in the measurement of power is approximately 1% and is an independent variable. Time can be assumed to be measured accurately. The production calculation was based on the dry weight of a raw material sample. Prior to sampling, a careful homogenization of the raw material was carried out to minimize the sampling
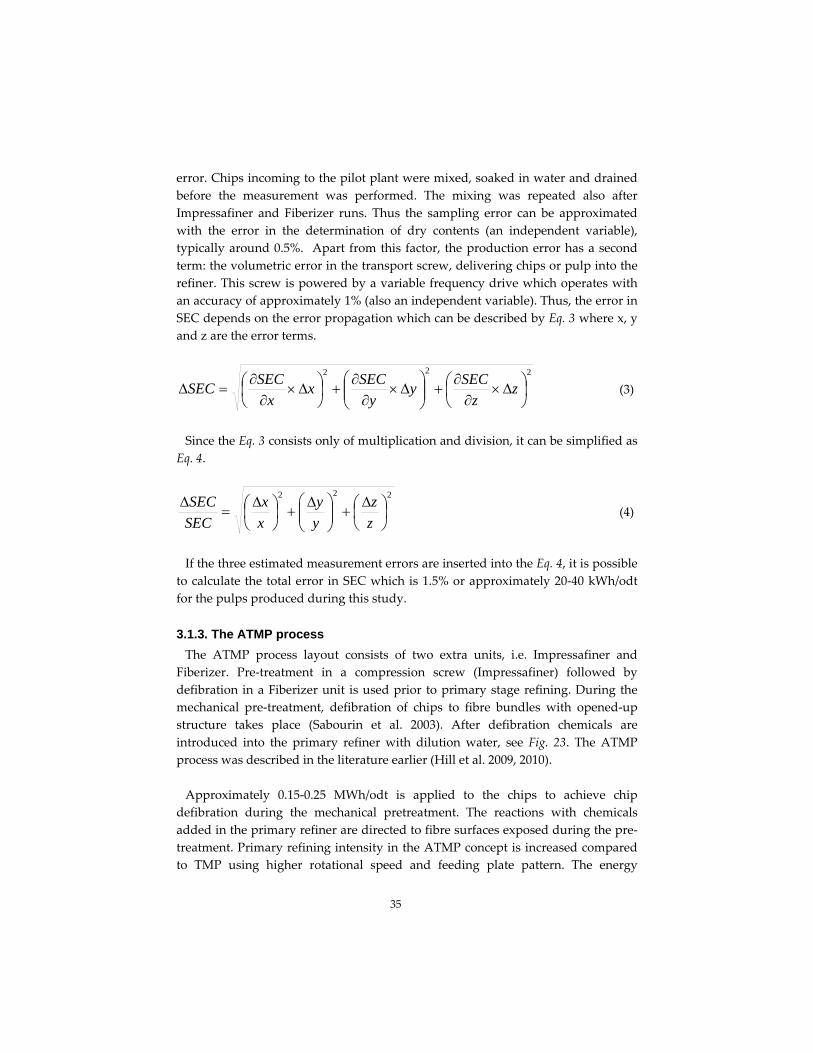
35
error. Chips incoming to the pilot plant were mixed, soaked in water and drained before the measurement was performed. The mixing was repeated also after Impressafiner and Fiberizer runs. Thus the sampling error can be approximated with the error in the determination of dry contents (an independent variable), typically around 0.5%. Apart from this factor, the production error has a second term: the volumetric error in the transport screw, delivering chips or pulp into the refiner. This screw is powered by a variable frequency drive which operates with an accuracy of approximately 1% (also an independent variable). Thus, the error in SEC depends on the error propagation which can be described by Eq. 3 where x, y and z are the error terms.
222
⎟⎠⎞
⎜⎝⎛ Δ×
∂∂
+⎟⎟⎠
⎞⎜⎜⎝
⎛Δ×
∂∂
+⎟⎠⎞
⎜⎝⎛ Δ×
∂∂
=Δ zz
SECyy
SECxx
SECSEC (3)
Since the Eq. 3 consists only of multiplication and division, it can be simplified as Eq. 4.
222
⎟⎠⎞
⎜⎝⎛ Δ+⎟⎟
⎠
⎞⎜⎜⎝
⎛ Δ+⎟
⎠⎞
⎜⎝⎛ Δ=
Δzz
yy
xx
SECSEC
(4)
If the three estimated measurement errors are inserted into the Eq. 4, it is possible
to calculate the total error in SEC which is 1.5% or approximately 20‐40 kWh/odt for the pulps produced during this study. 3.1.3. The ATMP process The ATMP process layout consists of two extra units, i.e. Impressafiner and
Fiberizer. Pre‐treatment in a compression screw (Impressafiner) followed by defibration in a Fiberizer unit is used prior to primary stage refining. During the mechanical pre‐treatment, defibration of chips to fibre bundles with opened‐up structure takes place (Sabourin et al. 2003). After defibration chemicals are introduced into the primary refiner with dilution water, see Fig. 23. The ATMP process was described in the literature earlier (Hill et al. 2009, 2010). Approximately 0.15‐0.25 MWh/odt is applied to the chips to achieve chip
defibration during the mechanical pretreatment. The reactions with chemicals added in the primary refiner are directed to fibre surfaces exposed during the pre‐treatment. Primary refining intensity in the ATMP concept is increased compared to TMP using higher rotational speed and feeding plate pattern. The energy

36
demand in pulp production using ATMP process configuration is defined in this thesis as including the energy input in the Impressafiner and Fiberizer units.
Figure 23. Outline of the ATMP process showing combination of selective wood
disintegration and targeted addition of chemicals 3.2 Statistical methods Two methods for statistical evaluation of data were used in this study to compare
the character of the studied pulps, ANOVA (Papers II, III and IV) and PCA (Paper II). These are standard methods and their description can be found in books on statistics (Box et al.2005). 3.2.1 ANOVA ANOVA is an abbreviation for “Analysis of Variations” and is an algorithm that
is used to determine if there are any statistically significant differences between values in a given data set. In this study, it is used as a basis for statistical analysis to show if the specified ATMP processes are different in character (i.e. differ significantly) to a control TMP. The character of the pulp is here defined by 8 important properties such as the light scattering coefficient, sheet density, elongation and average fibre length, Table 6. Those properties are evaluated using tensile index as evaluation criteria (i.e. if ATMP and TMP have significant difference in one of the properties when compared at equal tensile index, it will be shown in ANOVA). Tensile index is used as an evaluation criteria since it is used to evaluate the energy demand in refining of the pulp.

37
Data sets obtained in refining trials are relatively small and comparison can often be made by simply looking at the graphical plots. Nevertheless, a proper statistical analysis with ANOVA helps to obtain more conclusive results. Since only one treatment is evaluated in this study (application of the ATMP process instead of the conventional TMP process), one‐way ANOVA analysis could be considered. However, several energy levels are used for refining and thus a two‐way analysis is necessary in this study since the pulps are not refined applying exactly equal amounts of energy. P‐value, the outcome of ANOVA, indicates how certain it is that all values belong to the same dataset (cluster). P‐value of, for example, 0.03 indicates that there is only a 3% chance that there is a statistical difference between values in a data set. Since 95% confidence interval is considered to be enough, P‐value must be smaller then 0.05 for the differences to be considered insignificant. ANOVA analysis is often used in other disciplines to prove significant difference of data within a data set (Moen et al. 2010). 3.2.2. PCA PCA, or Principal Component Analysis, is a way to reduce the dimensions of the
data. Pre‐processed data is projected onto a line forming the first principal component. The second component is derived from the data left after extraction of the first component. The components are orthogonal to each other and are therefore independent. The score plot represents the samples and the load plot, the derived decomposition. Ideally, the score and load matrixes contain information on all systematic variations in the data and all the noise is contained in the residual matrix. In this study, PCA is used to confirm if the data used for ANOVA and linear regression analysis form any distinct clusters which would suggest that there is a significant difference between pulps contained in those clusters. Thus, if ATMP and TMP samples would form distinct clusters in score and loading plots, this could be interpreted as statistical difference between them. Instead, they form a random pattern in both cases. PCA is described in more detail elsewhere (Wold 1987, Martens and Naes 1993, Jackson 1991). 3.3 Laboratory testing Pulps and standard laboratory sheets for Papers III and IV were tested in the
Andritz pilot plant lab in Springfield, Ohio, USA. Pulps and standard laboratory sheets for Paper II, calandered laboratory sheets for Paper V and fraction sheets for Papers IV and V were tested in the Norske Skog lab in Halden, Norway. 3.3.1 Whole pulp testing In the Halden lab, CSF (Canadian Standard Freeness) was measured on pulp
using ISO 5267:2:2001 and average fibre length was determined using PQM1000

38
(Sunds Defibrator). In the Springfield lab, CSF was determined according to T227 standard. Pulp was fractionated in a Bauer McNett according to T233. Shive content was determined using a Pulmac Fractionator with a 0.10 mm slot screen. To estimate the available surface in different types of chips and fiberized
material, their ability to absorb water was measured. This was done by placing samples (10‐15 odg), contained in sealed water‐filled plastic bags, in a water bath set to 60 °C. Samples were taken out after controlled periods of time (10, 30, 60, 180 and 240 minutes) and were allowed to drain for one hour on a metal netting. Their dry‐matter content was then measured according to SCAN CN 39:94 standard. A difference between final water content and initial water content was considered to be an indication of water absorption, proportional to the available surface. Triple samples were measured to provide an estimation of accuracy. 3.3.2 Physical testing of laboratory sheets Standard laboratory sheets (approximately 60 g/m2) with recirculated white
water were manufactured in Halden lab according to ISO 5269:2:1998. The sheets were dried restrained. Optical properties of the sheets were tested according to ISO 2470:1999 and ISO 2471:1999. Strength properties were tested according to ISO 1924:2‐1994. The sheets for Paper V were calendered in a laboratory calendar (Enfoplan OY EP‐210) at 150 kPa nip load (3 nips on each side). PPS was measured according to SCAN P21:67 and air permeability according to SCAN P19:78. PPS measurement was also used to evaluate surface roughening. Water was
applied in a laboratory printing press, see Fig. 24. This resembles the situation in full scale HSWO (heatset offset) printing. PPS was first measured in marked places and after that 0.028g of water was applied to the sheets using Prufbau Offset Attachment to a Multi Purpose Printability Tester followed by a heater. PPS was then measured again in the same places on the sheets and a measure of fibre rising could be obtained by comparing PPS before and after the press nip where water was applied to the sheet surface.
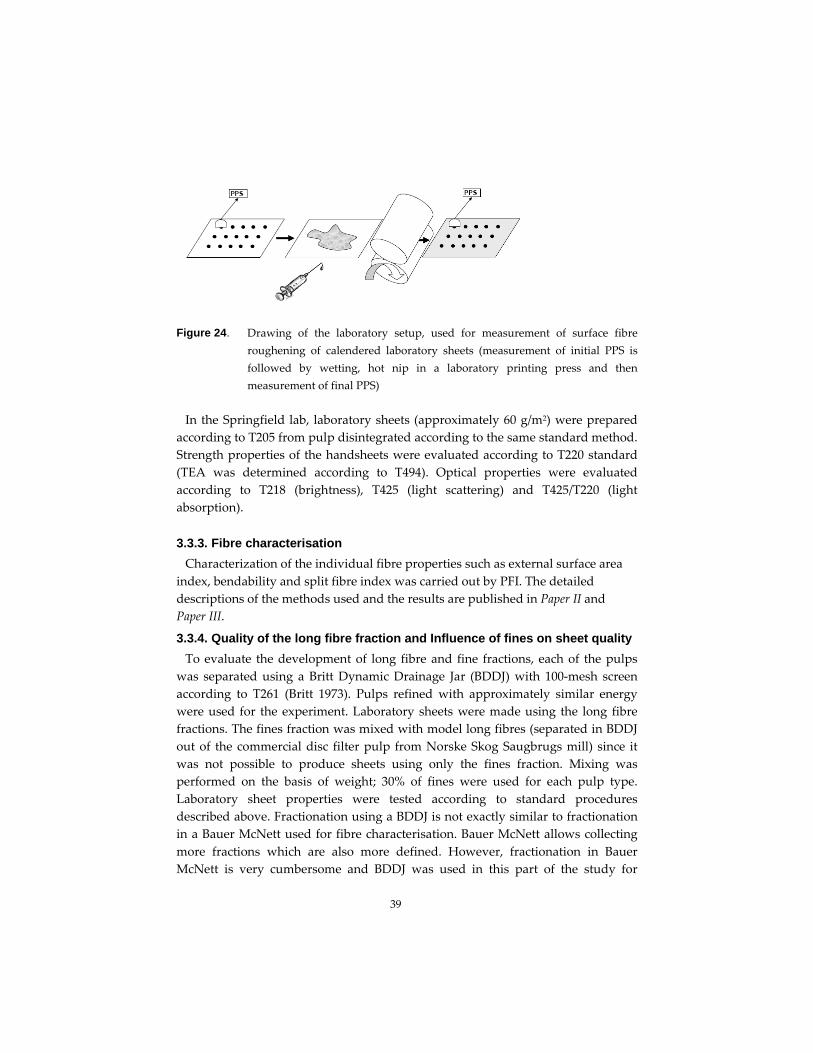
39
Figure 24. Drawing of the laboratory setup, used for measurement of surface fibre
roughening of calendered laboratory sheets (measurement of initial PPS is followed by wetting, hot nip in a laboratory printing press and then measurement of final PPS)
In the Springfield lab, laboratory sheets (approximately 60 g/m2) were prepared
according to T205 from pulp disintegrated according to the same standard method. Strength properties of the handsheets were evaluated according to T220 standard (TEA was determined according to T494). Optical properties were evaluated according to T218 (brightness), T425 (light scattering) and T425/T220 (light absorption). 3.3.3. Fibre characterisation Characterization of the individual fibre properties such as external surface area
index, bendability and split fibre index was carried out by PFI. The detailed descriptions of the methods used and the results are published in Paper II and Paper III.
3.3.4. Quality of the long fibre fraction and Influence of fines on sheet quality To evaluate the development of long fibre and fine fractions, each of the pulps
was separated using a Britt Dynamic Drainage Jar (BDDJ) with 100‐mesh screen according to T261 (Britt 1973). Pulps refined with approximately similar energy were used for the experiment. Laboratory sheets were made using the long fibre fractions. The fines fraction was mixed with model long fibres (separated in BDDJ out of the commercial disc filter pulp from Norske Skog Saugbrugs mill) since it was not possible to produce sheets using only the fines fraction. Mixing was performed on the basis of weight; 30% of fines were used for each pulp type. Laboratory sheet properties were tested according to standard procedures described above. Fractionation using a BDDJ is not exactly similar to fractionation in a Bauer McNett used for fibre characterisation. Bauer McNett allows collecting more fractions which are also more defined. However, fractionation in Bauer McNett is very cumbersome and BDDJ was used in this part of the study for

40
practical reasons. Even if fractions obtained using BDDJ are not the same as used in the fibre characterisation study, the general behaviour of the fractions would still be very similar and the results are helpful in understanding the overall changes to pulp quality and energy demand in refining. Standard laboratory sheets were prepared according to ISO 5269:2:1998 (using
recirculated white water in the case of mixed fines sheets and direct drain in case of long fibre sheets). The sheets were dried restrained. Optical properties of the sheets were tested according to ISO 2470:1999 and ISO 2471:1999. Strength properties were tested according to ISO 1924:2‐1994. 3.3.5. Laboratory bleaching Refiner bleaching was compared to conventional high consistency tower
bleaching, simulated in laboratory, in Paper VI. Unbleached second stage pulp from the pilot trial, described in Paper IV, was used for laboratory bleaching. The same mechanical pre‐treatment (including a DTPA dosage) and the same (high) intensity as in the ATMP process was used during its production. The pulp was mixed with H2O, Mg(OH)2 and H2O2 in a Kenwood Major kitchen coffee grinder (bleaching consistency was 20 %, the same as blowline consistency of pilot scale ATMP), sealed in plastic bags and put in a heated water bath (75 ºC) for determined periods of time (15‐150 min). After that, it was cooled down, diluted and buffered with acetate to control the pH before making ISO pads. Magnesium hydroxide, Mg(OH)2 (62 % slurry, same batch as for pilot trials from Univar USA Inc.) and hydrogen peroxide, H2O2 (40 % solution, Merck) were used for the laboratory trials. Brightness was measured according to ISO 2470:1999. The amount of residual peroxide was determined by titration. To evaluate the rate of consumption of chemicals during the storage between
refining stages in the trials described in Papers III and IV, a batch of first‐stage blowline pulp was collected and stored in an insulated box at 80‐90 ºC and approximately 20 % consistency. Samples were taken out after 0, 1, 3, 10 and 30 minutes, squeezed in a potato‐press to collect filtrate, quenched in cold acidic water and transported to the laboratory, where ISO brightness was measured according to Tappi T218 standard. Residual peroxide and pH in the collected filtrate were also measured. There is no well‐accepted standard method for measuring generation of COD by
a pulp. In this study, the STFI‐method “wash of COD” was used. Approximately 12‐15 oven‐dry grams of pulp and 500 ml of deionised 70ºC water were mixed in a hand mixer for 30 seconds. After that, another 400 ml of deionised 70ºC water were

41
added, and the suspension was dewatered on a Buchner funnel with paper machine wire cloth until approximately 800 ml of filtrate had accumulated. The filtrate was collected and recirculated though the pulp to avoid loss of fines. The whole procedure was repeated one more time, and the combined filtrate was used to measure the Chemical Oxygen Demand according to the Dr. Lange method, ISO 6060‐1989 standard. A batch of pulp was additionally washed with DTPA before bleaching to study
the influence of metal removal on the bleaching efficiency. The wash of the pulp was performed by adding DTPA solution to pulp (3 kg/odt), stirring at 50 °C for 30 minutes and dewatering on a wire cloth with recirculation of fines. After that, pulp was washed with deionized water. Metal content in the pulps was determined by ICP analysis according to the ISO 11885 standard. 3.4 ATMP process in mill scale When this study was performed, no full scale ATMP installation existed. A
partial ATMP process utilizing mechanical pre‐treatment in Impressafiner and addition of bisulphite had been operational in Norske Skog Pisa mill, Brazil, since 2006. First full scale ATMP installation was under construction in the Steyrermühl mill, Austria, and was due to be ready in 2011. In Fig. 25, a principal model drawing of a full scale ATMP process can be seen.
Figure 25. Principal model drawing of a full scale ATMP process (Andritz AG)

42
4 RESULTS AND DISCUSSION
4.1 Mechanical pre-treatment The mechanical pre‐treatment in the ATMP process consists of Impressafiner and
Fiberizer units. Wood chips are macerated in the Impressafiner (a high‐compression screw) and then fed into the Fiberizer (small moderately pressurized refiner) where the chips are defibrated into fibres and fibre bundles. Optimization of the mechanical pre‐treatment was not in the scope of this study. However, a few conclusions and suggestions can still be made, based on operational experience and other observations. One of the purposes of the pre‐treatment in the Impressafiner is to induce cracks
along desired interfaces (within the S1/S2 fibre wall layers) in the chips. These cracks are induced in an energy‐efficient way and were previously proposed to lead to increased energy efficiency in sub‐sequent refining. Chips, macerated at low impact frequency, are also better prepared for the increased frequency of impacts delivered by treatment in the Fiberizer unit. Cracks in the chips, induced by the Impressafiner treatment should lead to a more efficient and uniform pre‐heating before Fiberizer. Removal of extractives from the chips in the Impressafiner could also influence the efficiency of subsequent refining. It should be noted that chips still retain their basic structure after Impressafiner pre‐treatment. They still, in spite of the induced cracks, consist of a matrix of wood fibres, connected together by middle lamellae. On the other hand, after pre‐treatment in the Fiberizer the material can no longer be described as chips but is rather a very coarse pulp. In other words, fiberized material consists of fibres, which are separated from each other to a certain degree but their papermaking properties are not yet developed. The Fiberizer is a refiner operated with very low energy input. The exact amount energy to be used for Fiberizer pre‐treatment is one of the questions best answered by performing optimization on a full‐scale continuous process. Mechanisms for how chemicals penetrate the fibres in traditional TMP and
CTMP processes were described earlier. These mechanisms imply impregnation of whole chips and are not completely valid in ATMP refining, where chemicals are added after chip defibration. Instead, the chemical reactions in ATMP refining probably proceed with little limitation from the transport of chemicals in the chips. The reactions happen directly on the exposed surfaces of fiberized material, entering the first stage refiner. Thus, the influence of chemicals on the defibration stage is minimized and it is mainly the fibre development stage that is influenced, Fig. 26.
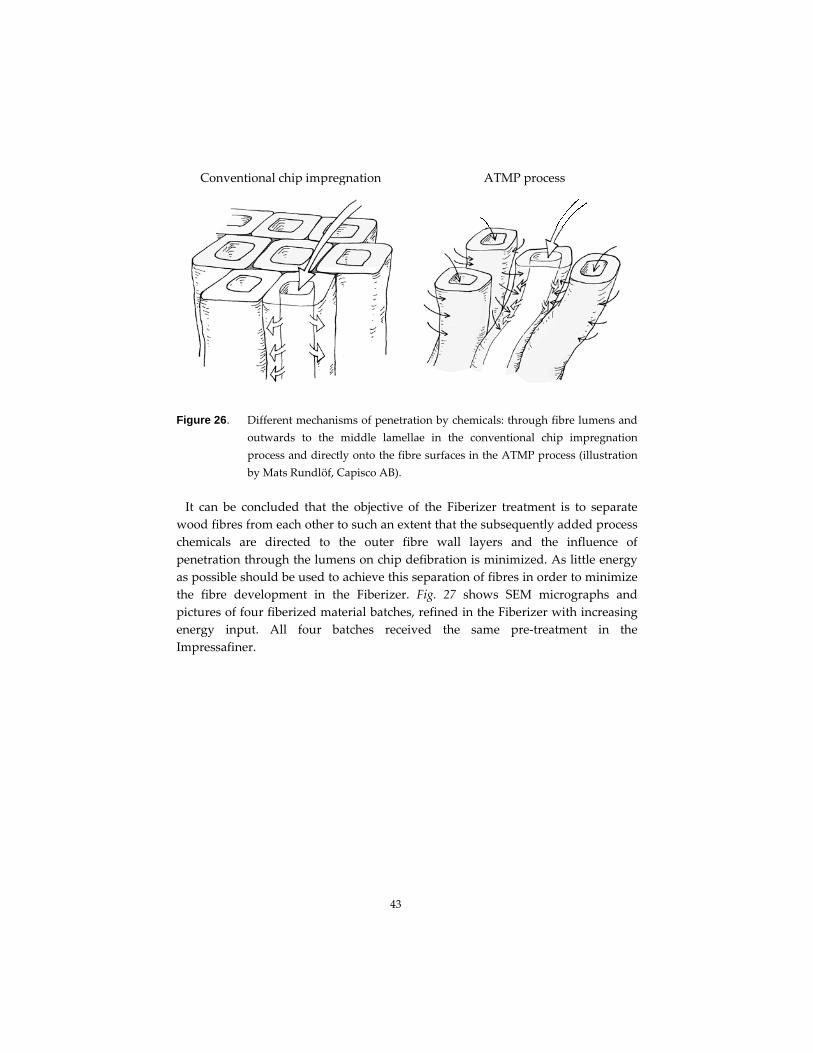
43
Conventional chip impregnation
ATMP process
Figure 26. Different mechanisms of penetration by chemicals: through fibre lumens and
outwards to the middle lamellae in the conventional chip impregnation process and directly onto the fibre surfaces in the ATMP process (illustration by Mats Rundlöf, Capisco AB).
It can be concluded that the objective of the Fiberizer treatment is to separate
wood fibres from each other to such an extent that the subsequently added process chemicals are directed to the outer fibre wall layers and the influence of penetration through the lumens on chip defibration is minimized. As little energy as possible should be used to achieve this separation of fibres in order to minimize the fibre development in the Fiberizer. Fig. 27 shows SEM micrographs and pictures of four fiberized material batches, refined in the Fiberizer with increasing energy input. All four batches received the same pre‐treatment in the Impressafiner.

44
a). 100 kWh/odt (36 kWh/odt in the Impressafiner and 64 kWh/odt in the Fiberizer)
b). 241 kWh/odt (36 kWh/odt in the Impressafiner and 205 kWh/odt in the Fiberizer)
c). 375 kWh/odt (36 kWh/odt in the Impressafiner and 339 kWh/odt in the Fiberizer)
d). 729 kWh/odt (36 kWh/odt in the Impressafiner and 693 kWh/odt in the Fiberizer)
Figure 27. Four fiberized material batches with different energy input in the Fiberizer. All four are from the same batch of chips and had the same Impressafiner pre-treatment (The SEM images are taken by Per Olav Johnsen, PFI)

45
On the SEM micrographs and even on normal images, it can be clearly seen how fibre separation proceeds further and further upon increased energy input in the Fiberizer. The last batch of fiberized material with energy input of 693 kWh/odt in can be considered to be a coarse first stage pulp. It should be noted, that even at such a high energy input, the material is not defibrated completely. In an attempt to estimate the available surface of fiberized material, defibrated using different energy inputs in the Fiberizer unit, the kinetics of water absorption were measured, see Fig. 28.
Figure 28. Kinetics of water absorption by chips, chips after Impressafiner pre-treatment
and fiberized material with four different energy inputs (64-693 kWh/odt).
Results show that untreated chips have the lowest rate of water absorption,
followed by chips, which were macerated in the Impressafiner. Of all fiberized material batches, only one, defibrated using the lowest energy input (64 kWh/odt in the Fiberizer) shows signs of slower rate of water absorption compared to others. How this difference would have influenced the efficiency of the ATMP process was not studied. However, it can be proposed that it took between 64 and 205 kWh/odt applied in the Fiberizer to defibrate the chips to the point where absorption kinetics were no longer significantly influenced by additional energy input. Hence, keeping in mind that as little energy as possible should be used for defibration, approximately 100‐150 kWh/odt seems to be an appropriate energy input for chip defibration in the Fiberizer. This conclusion is also supported by the fact that almost no decrease in the average fibre length (1.75 and 1.74 mm respectively) was measured during Fiberizer pre‐treatment using 100 kWh/odt, Fig. 29. Average fibre length decreased somewhat (from 1.75 to 1.66 mm) during

46
pre‐treatment in the Fiberizer using 205 kWh/odt. Mechanical pre‐treatment in the ATMP process seems to accomplish separation of chip defibration and fibre development in chip refining, allowing them to proceed under different conditions.
Figure 29. Average fibre length in untreated chips, chips after Impressafiner pre-
treatment and fiberized material with four different energy inputs in the Fiberizer (64-693 kWh/odt). The fibre length was measured using FiberMaster in macerated material according to an earlier described method (Mörseburg 2000).
Average fibre length decreased by 13 % after Impressafiner pre‐treatment.
However it remained constant after subsequent pre‐treatment in the Fiberizer using the lowest energy input in this study, 100 kWh/odt. When somewhat more energy, 205 kWh/odt, was applied in the Fiberizer the average fibre length was reduced by additional 4 %, i.e. 17 % less than untreated chips. Energy inputs of 339 kWh/odt and 693 kWh/odt in the Fiberizer yielded average fibre length reduction by 21 % and 29 % respectively. Keeping in mind the fact that Fiberizer is used to achieve chip defibration and that the lowest energy input seemed to be enough for that purpose, it can be suggested that the defibration of chips into fibres and fibre bundles in the Fiberizer is very efficient when it comes to preserving the average fibre length. There could be several reasons for that. Chips, pre‐treated in the Impressafiner, are macerated and their structure is more opened‐up compared to the untreated chips. An opened‐up structure allows for a more efficient heat transfer into the chips in the Fiberizer. As a result, the chips are probably more uniformly heated and can withstand defibration without damage to the fibres. The

47
low energy input and intensity in the Fiberizer certainly also have a positive influence on fibre length preservation.
4.2 Character of ATMP The TMP process became dominant for production of wood containing printing
paper because pulp produced with this process has good strength properties, combined with a high light scattering ability which provides good opacity even at low basis weight (Höglund and Wilhelmsson 1993, Heikkurinen et al. 1993). It is thus essential to preserve this character of TMP when attempting to reduce the energy demand in refining. In this work, energy demand was evaluated at equal tensile index (the dependent variable) since it is usually the target variable for newsprint paper machine operations. Pulps produced in this study were considered to be of similar character if other important properties change in similar way with increasing tensile index (i.e. increasing energy demand). If the statistical analysis shows that there is, for example, no significant difference in light scattering coefficient at equal tensile index for ATMP and TMP, the conclusion is that ATMP and TMP have similar character of the light scattering index development. In practice it means that light scattering is preserved in ATMP compared to TMP while a reduction of electrical energy demand is achieved. A typical case of when pulps do not have the same character was shown in Fig. 13, where TMP and CTMP have clearly different development when it comes to light scattering coefficient compared at equal tensile index. Such figures could be used for description of all properties, studied with the help of analysis of variations in this thesis. However, such an approach is much less efficient if many pulps are to be compared, a total of 24 figures would be required instead of a single table. It would not include a statistical evaluation either, only a visual assessment. To establish the character of produced ATMP, some important properties of the
pulps were chosen, Table 6. Their development was compared at equal tensile index for ATMP together with the TMP reference. The properties are not independent – a change in the size of fines fraction for example would lead to changes in average fibre length (Forgacs 1963). Each of the properties was assessed using analysis of variations (ANOVA). P‐values were calculated using ANOVA analysis to determine the significance of the results. For example, a P‐value of 0.01 means that there is a 1% of variation in the studied variable, that does not correlate with the variation in the dependent variable (tensile index). Since a confidence interval of 95% was used to determine the significance, P‐values had to be higher than 0.05 for the difference to be considered significant.

48
Table 6. Chemical recipes, used in ATMP refining during the second pilot trial (paper III) ANOVA results for data from testing of all pulps, produced during this study (tensile index is used as dependent variable).
P‐values Property Unit
Paper II Paper III Paper IV Density kg/m3 3.4*10‐8 4.0*10‐14 1.7*10‐11 Light scattering coefficient m2/kg 2.6*10‐4 7.8*10‐10 8.1*10‐8 Z‐strength kPa 7.7*10‐8 ‐ ‐ Canadian Standard Freeness ml 4.6*10‐6 1.1*10‐17 5.9*10‐13 Fibre length (PQM1000) mm 1.2*10‐2 2.9*10‐4 8.1*10‐5 BMN P200 fraction (fines) % 2.6*10‐2 1.2*10‐4 1.2*10‐7 Elongation % 8.8*10‐5 1.8*10‐8 4.6*10‐13 Tensile Energy Absorption J/m2 5.4*10‐9 1.8*10‐15 3.5*10‐18 There are no significant differences in any of the pulp properties shown in Table 6. The low P‐values show that over 99% of variation in the studied properties correlate with the changes in the tensile index. The fact that ATMP and TMP have similar fractional compositions is probably what causes the preserved light scattering ability, illuminating the importance of conducting the defibration of chips prior to the addition of chemicals. Earlier, reduction of the fines and middle fraction content has almost always been reported for pulps made from impregnated chips (Argyropoulos and Heitner 1991, Stationwala 1994) exhibiting CTMP‐like defibration which is unfavourable for printing papers. Earlier studies showed that refining at increased intensity leads to fibre
shortening, i.e. the character of the pulp is altered. TMP and ATMP in this study were shown to have very similar character with respect to average fibre length and fines content. This could indicate that mechanical pre‐treatment makes the material more suitable for refining at higher intensity. This has been proposed in earlier studies (Kure et al. 1999, Sabourin et al. 2003). A possible reason could be that fiberized material has much less variation in size distribution compared to wood chips. This should improve the stability of the feed to the primary refiner which is very important at high‐intensity refining, known to lead to a smaller refiner segment gap compared to low‐intensity TMP refining. It was also concluded earlier in this thesis that mechanical pre‐treatment in the Impressafiner and Fiberizer is an efficient way to conduct chip defibration in respect to preservation of the average fibre length. This is because the separation of chip defibration and fibre development allows optimization of those phases separately.

49
Figure 30. Development of tear index in ATMP refining of Loblolly pine, compared to a
TMP reference at equal tensile index (Paper II).
Figure 31. Development of tear index in ATMP refining of White spruce, compared to a
TMP reference at equal tensile index (Paper III). Development of tear index as a function of tensile index can be seen in Figs. 30 and 31. The results show that there is no significant difference between TMP, ATMP (aq.) and ATMP. This confirmed that all three pulp types had the same basic character.

50
Figure 32. Decrease in the shives content with refining for ATMP and TMP pulps,
Loblolly pine (Paper II).
Figure 33. Decrease in the shives content with refining for ATMP and TMP pulps, White
spruce (Paper IV). The content of shives decreases dramatically for ATMP compared to the TMP
process, Figs. 32 and 33. Results from Paper IV indicate that the decrease in the shives content comes from using compressive pre‐treatment and high intensity refining and not chemicals since the contents of shives in ATMP (aq.) and ATMP (Mg+P) were approximately equal and very low. High intensity refining was shown to decrease the content of shives earlier. When the rotational speed of the refiner was increased from 1800 rpm to 2600 rpm, the content of shives in Norway

51
spruce pulp decreased from 3.1 to 0.2 measured using the same Pulmac screen as in this study (Kure et al. 1999). Similar results were reported refining a mix of spruce and pine (Sabourin 2000). Introduction of Impressafiner pre‐treatment prior to the high‐intensity refining did not decrease the content of shives further (Kure et al. 1999). This is consistent with later findings where the introduction of Impressafiner pre‐treatment prior to TMP refining did not contribute to decreasing the shives content significantly (Sabourin et al. 2003). The influence of a combined pre‐treatment using both Impressafiner and Fiberizer on the shives content has not been reported earlier. Since very low shives contents were measured in the ATMP (aq.) and ATMP (Mg+P) pulps in this study, it is possible that Fiberizer has positive effect on shive content reduction. This would be logical since increasing the uniformity of size distribution of incoming material should increase the stability of refiner operation and thus possibly also lead to decreased content of shives in the pulp. Air permeability and surface roughness of paper are important for SC‐paper
since they influence the performance of paper in printing and final print quality. These two variables are often used as target variables in SC paper machine operation and thus it is important to investigate if the use of the ATMP process has any influence on them. The influence of the process configuration (mechanical pre‐treatment and the use of higher intensity in refining) was separated from the influence of the added process chemicals during trials, described in Paper VI. In Figs. 34 and 35 it is shown that both the process configuration and the addition of process chemicals have an effect on air permeability and surface roughness. The effect of process chemicals on the air permeability was not statistically significant and neither was the effect of the specific energy nor equipment configuration on the PPS. The measurement results show a large variation, probably due to the inaccuracy of the standard methods used in this study. In the future, it would be helpful to conduct a more thorough analysis of the paper surface using, for example, laser profilometry.

52
Figure 34. Air permeability of calendered laboratory sheets. By using a multivariate linear
regression (R2=0.96) it was verified that the affects of the equipment configuration and the specific energy demand were significant on 90 % confidence level whereas the addition of the process chemicals was not (Paper VI)
Figure 35. PPS of calendered laboratory sheets. By using a multivariate linear regression
(R2=0.72) it was verified that the addition of the process chemicals was significant on 90% confidence level, whereas the affects of specific energy and equipment configuration were not (Paper VI)

53
The surface roughening was significantly higher for TMP compared to ATMP (aq.) and ATMP (Mg+P), Fig. 36. The lowest initial surface roughness was achieved using the ATMP (Mg+P) process and it also gave the lowest final surface roughness of calendered laboratory sheets. The magnitude of roughening, however, seems to have been similar for ATMP (Mg+P) and ATMP (aq.) processes.
Figure 36. Surface roughening of calendered laboratory sheets after the application of
water on the surface and rapid drying in a laboratory printing press. By using a multivariate linear regression (R2=0.76) it was verified that the affects of specific energy and equipment configuration were significant on 90% confidence level, whereas the affect of addition of process chemicals was not (Paper VI).
When evaluating final papermaking properties of pulp produced for SC paper, it
is important to consider that a pulping line in an SC paper mill normally includes extensive fractionation and selective reject refining. The scope of this study was to compare mainline pulps and thus aspects connected to reject refining were not covered. Selective refining of pulp produced for SC paper is aimed at thick and coarse fibres. These are the kind of fibres which are known to increase surface roughness of paper and thus they would be treated much more in a typical SC pulping line compared to mainline pulp. Considering that ATMP fibres were found to be more developed at a similar energy input, ATMP would probably behave differently when subjected to fractionation and selective refining. Less energy application would be needed in the mainline refining to achieve a certain fibre quality and fewer fibres would need the selective treatment. To study the

54
significance of this for the final paper quality and the total energy demand in refining pulp, fractionation should be included in the scope of future experiments. 4.3 Fibre and fines properties 4.3.1. Properties of individual fibres The goals of treatment of pulp fibres in a refiner after the defibration of chips can
be summarized as:
Reducing the dimensions of the fibres to promote the desired functional properties in paper structure (strength and opacity).
Making the fibres flexible so that their surfaces are able to come into close enough contact with each other for realization of their bonding potential.
Creating the desired level of external (surface) fibrillation that would promote bonding to other fibres upon contact during sheet consolidation.
Inducing enough axial splits into the walls of the thicker fibres to prevent their de‐collapse on the paper surface after sheet consolidation.
Characterization of individual fibre properties was carried out by PFI and
published in Paper II and Paper III. Fibre development in TMP and ATMP refining was compared in Paper II. The difference between TMP and ATMP consisted of several modifications to the refining process:
Mechanical pre‐treatment of ATMP in Impressafiner and Fiberizer. Elevated ATMP refining intensity by using feeding segment pattern. Introduction of process chemicals in the ATMP concept.
The individual influences of these process modifications were not separated from
each other in that study. An attempt to separate the influence of the process configuration from the influence of process chemicals was made in Paper III. There, two pulp references were refined without the addition of chemicals and compared to the ATMP (Mg+P) process. One of the references was the standard low‐intensity TMP process, used as the reference also in Paper II. The other reference was an ATMP process without the addition of process chemicals, ATMP (aq.). The differences between the ATMP (aq.) and the TMP were:
Mechanical pre‐treatment in Impressafiner and Fiberizer Elevated refining intensity by using feeding segment pattern and elevated rotational speed of the refiner (from 1800 to 2300 rpm)

55
The only difference between ATMP (Mg+P) and ATMP (aq.) was the addition of process chemicals (Mg(OH)2 and H2O2) into the first stage refiner. When ATMP (Mg+P) was compared to the TMP reference, the difference of 1.1
m2/g in the specific surface area index (S3A) was set already after the first stage refining (Paper II). This difference in the S3A index was extended to 2.5 m2/g after the third refining stage. An initial difference of 1.7‐1.8 m2/g in the specific surface area index (S3A) was
also measured after first stage refining between the TMP reference and ATMP (aq.) pulp (Paper III). The difference between TMP and ATMP (aq.) increased slightly upon further refining and was 2.2 m2/g after the third refining stage. ATMP (Mg+P) had similar specific surface area (S3A) index as ATMP (aq.) pulp at lower energy input. However, the difference between ATMP (aq.) and ATMP (Mg+P) increased significantly and was 1 m2/g after the third refining stage. This suggests that the process configuration had most effect on external fibre development in the first refining stage whereas the added process chemicals had a gradual impact, improving the fibre surface area development throughout all stages of refining. It is also possible that the use of elevated refiner speed during trials in Paper III caused the additional increase in the difference between S3A index of TMP and ATMP of approximately 0.6‐0.7 m2/g. However, such a conclusion should be drawn with a certain element of caution since different batches of raw material were used in the trials, described in those two papers. ATMP (Mg+P) had third stage pulp fibres with approximately 0.7 units higher
bendability than the reference TMP fibres, compared at about the same level of specific energy demand (Paper II). The bendability of the ATMP (Mg+P) fibres was already higher after the first refining stage, but the flexibilization seemed to progress at a faster rate upon second and third stage refining for ATMP compared to TMP. It was earlier proposed that internal fibrillation in mechanical pulps develops later in the refining process because it is restricted by the lignin‐rich structure of the outer fibre walls (Stone et al. 1968, Eriksson et al. 1991). In Paper III, no significant differences were found between flexibility of the TMP, ATMP (aq.) and ATMP (Mg+P) after the first refining stage. The difference between well‐refined TMP and ATMP (aq.) was 0.2 units and process chemicals seemed to have contributed with another 0.4 units to the flexibility of ATMP (Mg+P) fibres. In this case the difference between the fibres due to altered process configuration seemed to be already set after the first refining stage, whereas the process chemicals acted gradually, contributing to the improved fibre development exhibited later in the refining process.

56
Third stage ATMP (Mg+P) contained nearly 1.3 times as much split fibre material as the reference TMP in the first study, Paper II. The level of fibre splitting was set at the first refining stage and additional splitting appeared to progress throughout subsequent stages at the same rate for ATMP and TMP. Both the TMP and ATMP were refined at 1800 rpm in the primary refining stage. However, high intensity directional feeding segments were used for the ATMP and low intensity segments for the TMP series which lead to decreased residence time in the refiner from approximately 3.5 to approximately 1 second (Senger et al. 2006). Increased intensity of first stage refining was earlier found to cause increased fibre splitting (Kure and Dahlqvist 1998, Kure et al. 1999, 2000, Reme 2000, Johansson and Dahlqvist 2001, Sabourin et al. 2003). Of all characterized ATMP pulps, only ATMP (Mg+P) showed significant increase in the split fibre amount compared to TMP. It thus appears likely that the increase was a result of the addition of magnesium hydroxide and hydrogen peroxide rather than the higher intensity plates used in ATMP refining. This contradicts to some extent earlier findings where bidirectional plates with the same pattern (Durametal 36004) operated in expel mode were found to produce significantly more fibres with split circumferences compared to operation in holdback mode (Kure et al. 2000). The proportion of split fibres was shown to be more then doubled when a combination of higher intensity expel plates and increased rotational speed of the refiner (from 1800 rpm to 2300 rpm) was used compared to a conventional TMP process where the refiner was operated at holdback mode with 1800 rpm rotational speed (Johansson and Dahlqvist 2001). Since hydrogen peroxide was used for several ATMP series, it seems to be the
addition of Mg(OH)2 and not peroxide that increased the amount of split fibre material in the pulp. The effect is somewhat unexpected and not previously encountered in the literature. One explanation could be that Mg(OH)2 which is not entirely dissolved in the pulp suspension causes some kind of abrasive treatment of fibres due to its crystalline form. Abrasive treatment of fibres during refining with the help of for example grits on the segments has been previously shown to increase the degree of fibre splitting (Samboon 2009). However, the mechanical action must be very different when abrasive particles are used in a refiner compared to an abrasive segment surface and this matter should be studied more closely to be able to draw any firm conclusions. The results from the second study correlate to some extent with those results.
Increased amount of split fibre material was measured in both the ATMP (aq.) and the ATMP (Mg+P) compared to the TMP reference (Paper III). The increase was approximately 1.3 times using the ATMP (aq.) process configuration and 1.5 times using the ATMP (Mg+P) process configuration. The difference was measureable in

57
the second stage refining, but not in the first stage refining. Thus, the results support the hypothesis that chemicals have impact on the fibre development only after a certain reaction time and not directly in the first stage refiner. It was earlier shown that PPS and density, and therefore also probably air
permeability, decreased with increased amount of split fibres (Kure and Dahlqvist 1998). Increased amount of split fibres was shown to lead to decreased surface roughness (Hallamaa and Heikkurinen 1997) and improved surface properties (Braaten 1997). Apart from the amount of split fibres, increased surface smoothness was also correlated to improved fibre bonding (Amiri et al. 1996, Hallamaa and Heikkurinen 1997, Braaten 1997, Nesbakk and Helle 2002). The bonding ability of ATMP (Mg+P) fibres was improved compared to ATMP (aq.) and TMP fibres since they had higher degree of internal and external development (Papers II and III). Improved bendability (internal fibre development) was earlier shown to improve surface roughness (Nesbakk and Helle 2002). The improvements in PPS and air permeability due to the use of the ATMP concept can probably be explained by the more energy‐efficient development of fibre properties in refining. It can also be concluded, based on the fibre characterisation, that both the equipment configuration and the addition of chemicals seem to have a positive affect. It was earlier shown that an increase in the amount of split fibres correlates well
with reduced surface roughness of calendered sheets (Kure 1999). This correlation was also found to be good in the present study, Fig. 37.
Figure 37. Correlation of surface roughness of calendered sheets with the split fibre
index of corresponding pulps (R2 = 0.80).

58
4.3.2. Physical properties of long fibre sheets Laboratory paper sheets were made using the BDDJ 100 mesh long fibre fraction.
Tensile index, light scattering and elongation of BDDJ fibre fraction sheets from TMP, ATMP (aq.) and ATMP (Mg+P) are shown as functions of apparent sheet densities in Figs. 38, 39 and 40. Fibre fraction sheets, made of the ATMP (aq.) pulp, had 40 kg/m3 (12%) higher apparent sheet density compared to the fibre fraction of TMP. Sheets made of ATMP (Mg+P) fibre fraction had 15 kg/m3 (4%) higher apparent sheet density compared to ATMP (aq.). Fibre fraction sheets made of the ATMP (aq.) pulp had 5 Nm/g (26%) higher
tensile index compared to the fibre fraction sheets from TMP. Sheets made of ATMP (Mg+P) fibre fraction had 2.2 Nm/g (10%) higher tensile index compared to ATMP (aq.) sheets. These results agree with the fibre characterisation results. Specific surface area of the fibres increased by 12 % for ATMP (aq.) and 17 % for ATMP (Mg+P) compared to the TMP reference. The corresponding increase for flexibility was 3 % and 8 %. Measured differences in fibre specific surface area index and bendability between TMP and ATMP pulps were thus translated into improved sheet properties and reflected the enhanced efficiency in fibre development due to the use of mechanical pre‐treatment, higher intensity refining and addition of chemicals. The effect of the equipment configuration (mechanical pre‐treatment and higher refining intensity) seems to be more pronounced than the effect of process chemicals. The increase in light scattering was 2 m3/kg for ATMP (aq.) compared to TMP
and another 1 m3/kg for ATMP compared to ATMP (aq.). This was probably caused by increased external and internal fibrillation of the fibres as a result of refining (which also led to increased sheet density due to more flexible fibres). Elongation of the sheets increased with density for TMP, ATMP (aq.) and ATMP (Mg+P) as well. This suggests that even when the sheet structure became denser, a more flexible network was created through increased flexibility of fibres and higher bond strength, which is supported by individual fibre characterisation.

59
Figure 38. Development of the tensile index of BDDJ R100 long fibre fraction sheets as a
function of apparent sheet density (Paper III).
Figure 39. Development of the light scattering coefficient of BDDJ R100 long fibre
fraction sheets as a function of apparent sheet density (Paper III).

60
Figure 40. Development of the elongation of BDDJ R100 long fibre fraction sheets as a
function of apparent sheet density (Paper III). These results confirm significant differences in fibre quality as developed in TMP,
ATMP (aq.) and ATMP (Mg+P) processes. The mechanical pre‐treatment and refining at elevated intensity in the ATMP (aq.) concept contributed to significantly improved fibre properties, which were additionally enhanced by the addition of process chemicals in the ATMP (Mg+P) concept. 4.3.3. Influence of fines on the paper quality It is well‐documented in the literature that the addition of fines to long fibre
sheets leads to increased fibre bonding and sheet strength. In this study, the effect of the amount of added fines was not studied, but rather the relative effects of addition of fines, originating from the three different process concepts. ATMP (aq.) and ATMP (Mg+P) fines increased the tensile index of model fibre sheets more compared to TMP fines, Fig. 41. Tensile index increased with 3.5 Nm/g (6 %) when ATMP (aq.) fines were added instead of TMP fines and another 1.5 Nm/g (10% in total) when ATMP (Mg+P) fines were added. At the same time, the density of sheets made with addition of ATMP (aq.) fines, was 14 kg/m3 higher compared with sheets made with addition of TMP fines. When ATMP (Mg+P) fines were added, no increase in density could be measured compared to sheets with ATMP (aq.) fines. Light scattering increased less with addition of fines from ATMP compared to TMP, Fig. 42. Differences in elongation between sheets made with addition of the three different fines types were not significant, Fig. 43.

61
It was earlier shown that an equal proportion of TMP and SGW (Stone Groundwood) fines contribute to tensile strength of laboratory sheets in slightly different ways due to the different peeling mechanisms involved in forming of fines in TMP and SGW processes (Lindholm 1980b). In this study, all three fines types were probably of similar origin, since the starting material was the same and so were the dimensions of refined pulp fibres. Fines in this study came from pulps refined using approximately equal energy input. It is known that the energy efficiency in refining of these three pulps differed. Compared at equal tensile index, no differences in the fines content and average fibre length were found – later in this paper, it is shown that different amounts of energy were required to produce TMP, ATMP (aq.) and ATMP (Mg+P) with equal strength properties. Tensile index was used to compare the energy demand in refining of pulps in this study and it would be interesting to compare the properties of fines originating from pulps with equal tensile index. Unfortunately, pulp samples with equal tensile index were not manufactured. Comparison at equal energy demand could potentially mean that ATMP (aq.) and ATMP (Mg+P) fines contain a larger proportion of fibrillar fines, since they were produced in a more energy‐efficient way. This would certainly impact the results and should be kept in mind.
Figure 41. Development of the tensile index of model long fibre (BDDJ R100) sheets with
added fines fraction (BDDJ P100) as a function of apparent sheet density (Paper III).
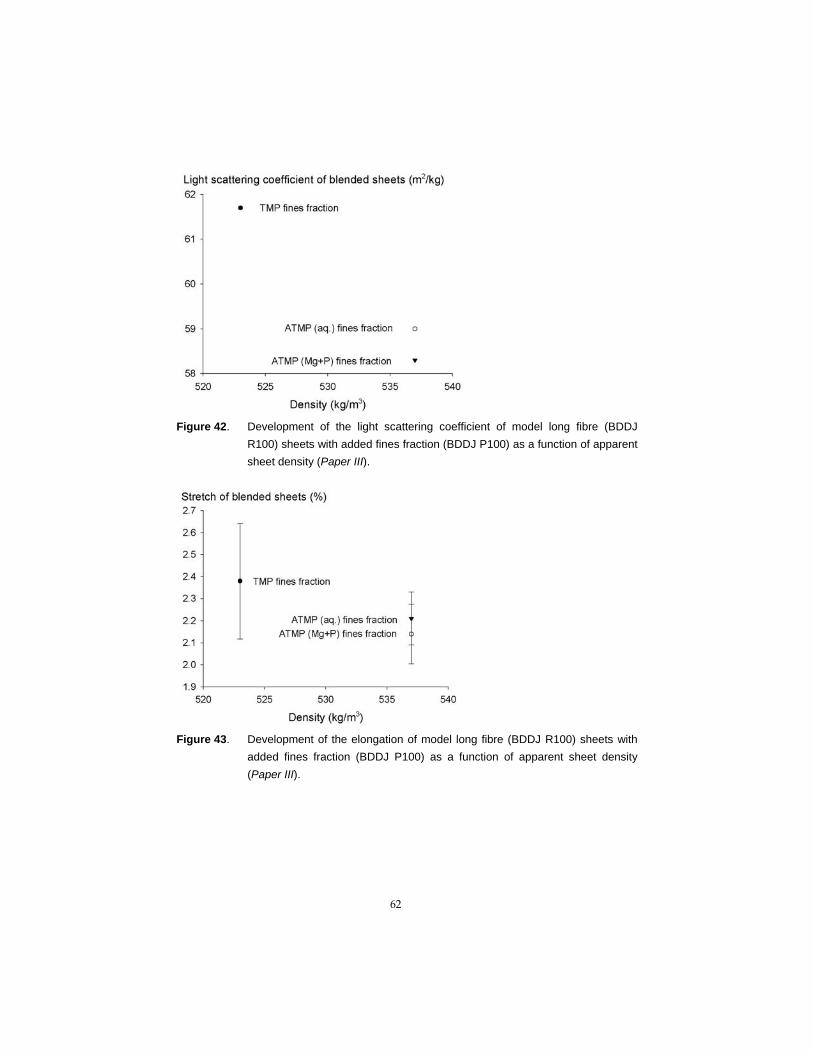
62
Figure 42. Development of the light scattering coefficient of model long fibre (BDDJ
R100) sheets with added fines fraction (BDDJ P100) as a function of apparent sheet density (Paper III).
Figure 43. Development of the elongation of model long fibre (BDDJ R100) sheets with
added fines fraction (BDDJ P100) as a function of apparent sheet density (Paper III).

63
. Figure 44. Total charge of the BDDJ fines (P100) and fibre (R100) fractions of the pulps
(Paper III). It was earlier shown that addition of fines with poor bonding ability leads to
lower tensile index in model sheets compared to fines with good bonding ability (Rundlöf 1996). Thus, it is possible that the increase in tensile index seen in this study is caused by an improved bonding ability of ATMP (Mg+P) fines. Carboxylation of the fines fraction, which caused higher charge, could have contributed to better bonding ability of the fines fraction. The total charge of ATMP (Mg+P) fines was found to be 30 μeq/g higher compared to TMP and ATMP (aq.) fines, Fig. 44. Total charge is somewhat lower for ATMP (aq.) when compared to TMP, although no process chemicals were used in both cases. This could be caused by the Impressafiner pre‐treatment, where extractives and other compounds which could contribute with higher charge were squeezed out. Temperature in refining and pre‐heating in ATMP (aq.) production was also higher which could have caused changes in the total charge of both the fines and the fibre fraction. It was earlier found that addition of TMP fines to model long fibre sheets
increased the tensile index and density of the sheets, while addition of polyelectrolyte (for example C‐PAM) improved the tensile index, but did not affect the density of the sheets or their elastic modulus (Koljonen et al. 2003, Lindström et al. 2005, Vainio 2007). It is interesting that the effect of ATMP fines on the model fibre sheets is analogous to the effect polyelectrolytes were reported to have on the sheet properties. Increasing density was earlier found to increase the bond strength, with improvement in bonding caused by higher bonded area and number of bonds (Retulainen et al. 1993, Retulainen et al. 1998). This seems to be true for TMP and ATMP (aq.) fines produced in refining conducted without addition of chemicals. Addition of the highly charged ATMP (Mg+P) fines, on the other hand, seems to lead to additional improvement of sheet properties which is more

64
consistent with influence of an electrolyte. Electrolytes were earlier proposed to influence the behaviour of bonded areas within the paper network, resulting in a structure which is more able to resist straining. This effect was proposed to arise from the changes in bond structure and water removal from the bonded area upon drying (Vainio 2007). A possible explanation could be that charged ATMP (Mg+P) fines form a layer inside the bonded area between the fibres, improving the bond strength. This would also explain the fact that density of the sheets seems to be affected less by ATMP (Mg+P) fines; while fibres are drawn closer to each other, forming new bonds, the presence of ATMP fines in the bonded area between the fibres would counteract the increase in density. It could also be that ATMP fines form complexes with other fine fragments around fibre bonds, making these stronger. The mechanism of this is not yet understood and more detailed studies of this phenomenon should be undertaken in the future. Earlier, it was reported that TMP fines primarily affect the size of the bonded area between the fibres with a secondary effect on the strength of the bonded area, while polyelectrolytes and dry‐strength additives primarily impact the strength of the bonded area with a secondary effect on the size of the bonded area (Vainio 2007). The findings in this study seem to show that ATMP fines behave in a comparable way. Possible mechanisms of how TMP and ATMP fines contribute to the sheet strength are illustrated in Fig. 45. TMP fines ATMP (aq.) fines ATMP (Mg+P) fines
Figure 45. Possible mechanism of how TMP and ATMP fines influence the long fibre
sheet structure. TMP and ATMP (aq.) fines contribute to the sheet strength through the densification while ATMP (Mg+P) fines also contribute by improved specific bonding strength (illustration by Mats Rundlöf, Capisco AB)
An interesting effect of the different types of fines on PPS and fibre roughening
was discovered in this study. When these properties were measured for model fibre sheets with TMP, ATMP (aq.) and ATMP (Mg+P) fines, it turned out that fines with improved bonding also gave higher PPS but did not have any effect on the
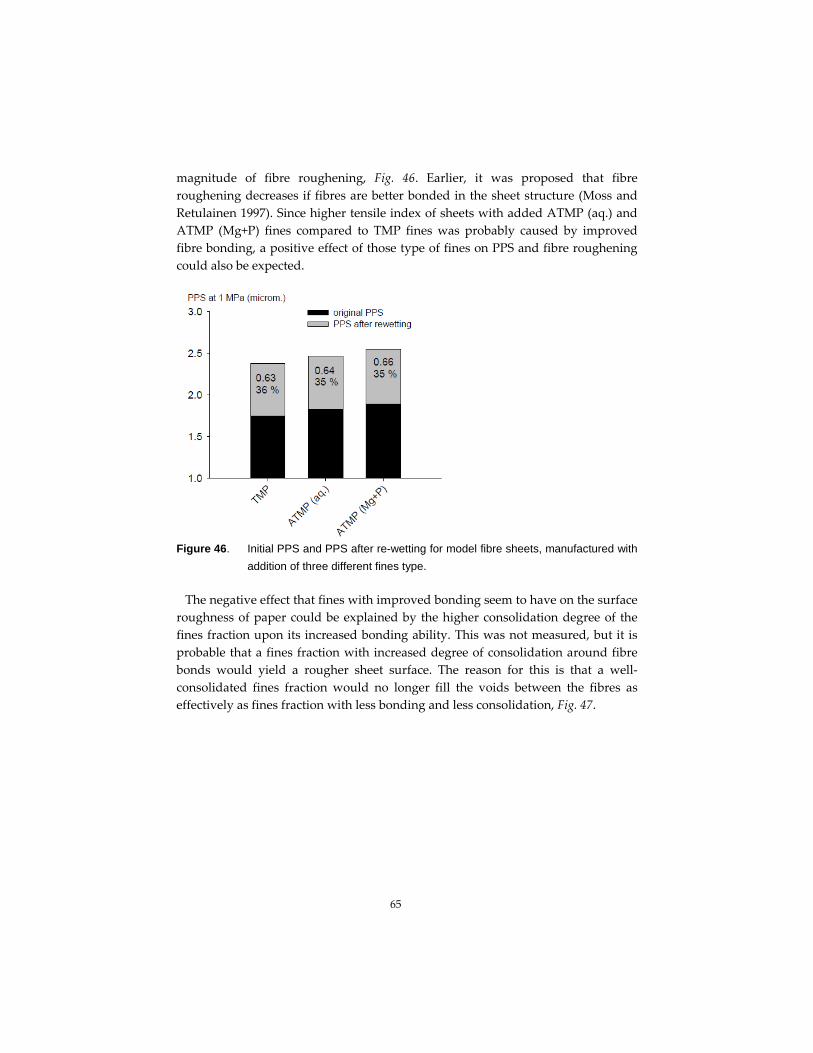
65
magnitude of fibre roughening, Fig. 46. Earlier, it was proposed that fibre roughening decreases if fibres are better bonded in the sheet structure (Moss and Retulainen 1997). Since higher tensile index of sheets with added ATMP (aq.) and ATMP (Mg+P) fines compared to TMP fines was probably caused by improved fibre bonding, a positive effect of those type of fines on PPS and fibre roughening could also be expected.
Figure 46. Initial PPS and PPS after re-wetting for model fibre sheets, manufactured with
addition of three different fines type. The negative effect that fines with improved bonding seem to have on the surface
roughness of paper could be explained by the higher consolidation degree of the fines fraction upon its increased bonding ability. This was not measured, but it is probable that a fines fraction with increased degree of consolidation around fibre bonds would yield a rougher sheet surface. The reason for this is that a well‐consolidated fines fraction would no longer fill the voids between the fibres as effectively as fines fraction with less bonding and less consolidation, Fig. 47.

66
TMP fines
ATMP (aq.) fines
ATMP (Mg+P) fines
Figure 47. Possible mechanism, leading to higher surface roughness upon addition of
the fines fraction with improved bonding ability to a model fibre sheet. Increased surface roughness is caused by increased consolidation of the fines fraction, leading to lower filling degree in the voids between the fibres close to the sheet surface (illustration by Mats Rundlöf, Capisco AB)
4.4 Energy efficiency in refining Improvement of electrical energy efficiency in refining was assessed in three pilot
trials, one on Loblolly pine (Paper II) and two on White spruce (Papers III and IV). Tensile index of laboratory paper sheets was used as the target variable for the estimation of energy efficiency. This is because tensile index of produced paper is the target variable of most mills, producing newsprint. However, mechanical pulp is also extensively used in production of SC and LWC paper. Thus, such characteristics as paper surface roughness and air permeability, used as important quality variables in SC and LWC mills, were studied as well and are described earlier in this thesis. Canadian Standard Freeness (CSF) is very commonly used for evaluation of
energy demand in refining. This is despite the fact that it has been known for more than a century that freeness is not suitable for accurate description of pulp properties (Maartmann‐Moe 1924, Clarke 1970, Joris 2007) but gives, at its best, an indication of the particle size reduction in refined pulp, saying almost nothing about its quality. It is also mistakenly considered that the freeness value serves as a good prediction of dewatering properties on the paper machine. Since a pulp suspension is a non‐Newtonian fluid, its drainage properties will vary depending on the applied stresses. Thus, dewatering behaviour in a freeness test does not correlate with dewatering behaviour on a paper machine, where high level of stress and shear is applied there. In this study, dewatering characteristics of ATMP were not evaluated. However, it can be assumed that the dewatering is similar for TMP and ATMP, compared at equal tensile index, since the characters of the pulps were shown to be similar.

67
Refining curves from trials on Loblolly pine (Paper II) and White spruce (Paper III) can be seen in Figs. 48 and 49. Refining energy demand, interpolated at equal tensile index (25 Nm/g for pine and 30 Nm/g for spruce) can be seen in Table 7. Results showed that a reduction of energy demand by 1.1 MWh/odt or 42% is possible in refining of pine. The corresponding figure for spruce is 0.65 MWh/odt or 37%.
Figure 48. Energy efficiency in ATMP refining, compared to a TMP reference, Loblolly
pine (Paper II)
Figure 49. Energy efficiency in ATMP refining, compared to a TMP reference, White
spruce (Paper III).
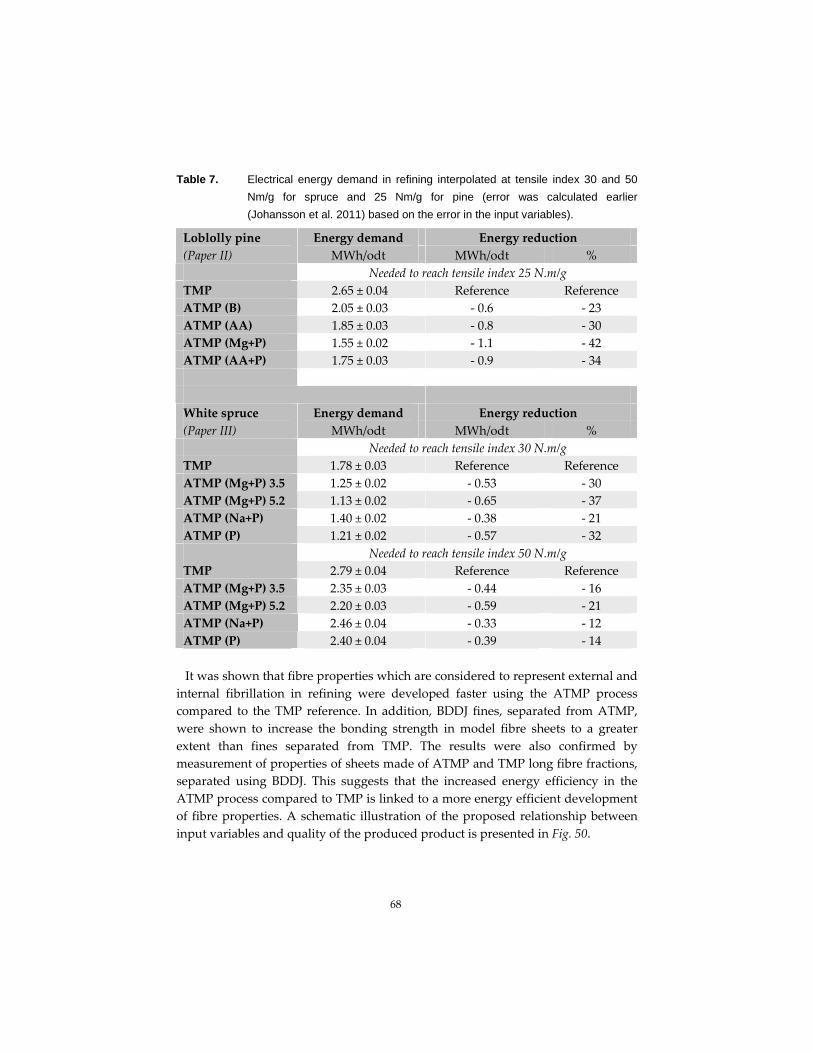
68
Table 7. Electrical energy demand in refining interpolated at tensile index 30 and 50 Nm/g for spruce and 25 Nm/g for pine (error was calculated earlier (Johansson et al. 2011) based on the error in the input variables).
Energy reduction Loblolly pine (Paper II)
Energy demand MWh/odt MWh/odt %
Needed to reach tensile index 25 N.m/g TMP 2.65 ± 0.04 Reference Reference ATMP (B) 2.05 ± 0.03 ‐ 0.6 ‐ 23 ATMP (AA) 1.85 ± 0.03 ‐ 0.8 ‐ 30 ATMP (Mg+P) 1.55 ± 0.02 ‐ 1.1 ‐ 42 ATMP (AA+P) 1.75 ± 0.03 ‐ 0.9 ‐ 34
Energy reduction White spruce (Paper III)
Energy demand MWh/odt MWh/odt %
Needed to reach tensile index 30 N.m/g TMP 1.78 ± 0.03 Reference Reference ATMP (Mg+P) 3.5 1.25 ± 0.02 ‐ 0.53 ‐ 30 ATMP (Mg+P) 5.2 1.13 ± 0.02 ‐ 0.65 ‐ 37 ATMP (Na+P) 1.40 ± 0.02 ‐ 0.38 ‐ 21 ATMP (P) 1.21 ± 0.02 ‐ 0.57 ‐ 32 Needed to reach tensile index 50 N.m/g TMP 2.79 ± 0.04 Reference Reference ATMP (Mg+P) 3.5 2.35 ± 0.03 ‐ 0.44 ‐ 16 ATMP (Mg+P) 5.2 2.20 ± 0.03 ‐ 0.59 ‐ 21 ATMP (Na+P) 2.46 ± 0.04 ‐ 0.33 ‐ 12 ATMP (P) 2.40 ± 0.04 ‐ 0.39 ‐ 14 It was shown that fibre properties which are considered to represent external and
internal fibrillation in refining were developed faster using the ATMP process compared to the TMP reference. In addition, BDDJ fines, separated from ATMP, were shown to increase the bonding strength in model fibre sheets to a greater extent than fines separated from TMP. The results were also confirmed by measurement of properties of sheets made of ATMP and TMP long fibre fractions, separated using BDDJ. This suggests that the increased energy efficiency in the ATMP process compared to TMP is linked to a more energy efficient development of fibre properties. A schematic illustration of the proposed relationship between input variables and quality of the produced product is presented in Fig. 50.

69
Figure 50. Illustration of cause-and-effect relationships in mechanical pulp refining: the
effect of input variables on the outcome of the refining process. It is proposed that altered refining conditions, such as elevated refiner speed or
more aggressive segments, influence the behaviour of the fibre material inside the refiner. Shorter residence time, altered frequency of impacts etc. aim at minimizing the elastic and viscoelastic deformations of the fibre material, which lead to dissipation of energy as heat. Instead, plastic deformations leading to creation of new surfaces are maximized. This leads to less energy demand in the process and improved quality of the final product. Chemical softening of fibres inside the refiner may also influence the refining conditions by, for example, swelling or de‐swelling the fibre material which leads to changes in the plate gap due to altered properties of the fibre mat. There is also a possibility that chemical softening makes fibres more susceptible to energy transfer from the refiner, either through softer structure or by increasing the coefficient of friction. This also leads to reduced energy demand in refining and better quality of the final product. When it comes to chemical softening, a distinction should be made between whole chip impregnation, where defibration of chips is influenced, and a process such as ATMP, where only fibre development phase is influenced by chemicals. There are clearly several mechanisms contributing to the energy‐efficiency in
ATMP process: Mechanical pre‐treatment in Impressafiner and Fiberizer First stage refining at increased intensity Addition of process chemicals to the fibre development stage

70
Mechanical pre‐treatment and refining at elevated intensity impacts the residence time inside the refiner and the refiner gap. Process chemicals influence the swelling characteristics of the fibre material and thus also its behaviour in the refiner gap (Engstrand et al. 1995, Gorski et al. 2010). These mechanisms together promote a more energy‐efficient development of fibre and fines properties in the ATMP process. The exact mechanism of this influence was not studied; however, certain proposals can be made. It was earlier shown that more than 95 % of the energy used in refining was converted in enthalpy‐related processes and only less than 5 % in entropy‐related (Karlström et al. 2008, Eriksson and Karlström 2009). In other words, more then 95 % of the energy could be attributed to conversion of energy to heat and only 5 % to the development of fibre properties. It is obvious that even if the energy needed for fibre development could be reduced to zero in the ATMP process, a reduction of energy consumption by over 40 % would not be reached. Thus, it can be concluded that most of the energy reduction in ATMP process probably comes from minimizing the energy loss in heat generation. Several different mechanisms can be proposed for this. Refining at higher intensity could lead to less elastic and visco‐elastic and more plastic deformations of the fibre material. The amount of heat that is generated in elastic and visco‐elastic deformations is probably reduced in the ATMP process compared to TMP. Mechanical pre‐treatment in the Impressafiner and Fiberizer allows preserving the character of the pulp even when the number of plastic deformations is increased. Process chemicals added to the first stage refiner are known to influence the coefficient of friction in the refiner gap (Engstrand et al. 1995, Svensson 2007). This could allow more energy‐efficient refining by maximizing the energy transfer from the refiner to the fibre material inside. Alkali and hydrogen peroxide are known to induce charge into the fibres by introducing new carboxylic groups to hemicellulose (mainly by alkali) and lignin (mainly by hydrogen peroxide) thus inducing swelling of the material. This effect is well‐documented, but previous studies have focused on wood chips. Thus it has not been possible to separate the effect of increased charge on defibration from the effect on fibre development. An additional trial was made on White spruce (paper IV) in order to separate the
effects of the equipment configuration from the effect of chemicals, Fig. 51. Unfortunately, the effectiveness of the process chemicals was poor in that trial due to reasons which could not be established. It was earlier shown that the residual content of hydrogen peroxide in first stage ATMP from trials, described in paper IV, is only half of what could be measured during trials, described in paper III. This seems to have influenced the energy‐efficiency improvement due to the action of chemicals and only minor improvement of the energy demand in refining by 100 kWh/odt could be measured. However, this difference was verified by

71
measurement of fibre characteristics and fines quality. Raw material in the second trial generally required less energy, both in TMP and in ATMP refining. Since the batches of raw material used for trials in Paper III and Paper IV were collected with half a year interval, it is highly probable that they did not have exactly the same morphological properties, which could have caused difference in refining energy demand between the batches (Lundqvist et al. 2003, Fuglem et al. 2003).
Figure 51. Energy efficiency in ATMP refining, compared to TMP and ATMP (aq.)
references (Paper IV). Table 8. Electrical energy demand in refining interpolated at tensile index 30 and 50
N.m/g (error was calculated earlier (Johansson et al. 2011) based on the error in the input variables).
Energy reduction White spruce (Paper IV)
Energy demand MWh/odt MWh/odt %
Needed to reach tensile index 30 N.m/g TMP 1.49 ± 0.02 Reference Reference ATMP (aq.) 1.07 ± 0.02 ‐ 0.42 ‐ 28 ATMP (Mg+P) 1.00 ± 0.02 ‐ 0.49 ‐ 33 Needed to reach tensile index 50 N.m/g TMP 2.32 ± 0.03 Reference Reference ATMP (aq.) 2.00 ± 0.03 0.32 ‐ 14 ATMP (Mg+P) 1.91 ± 0.03 0.41 ‐ 18

72
If an assumption is made that ATMP (aq.) refining gave approximately the same procentual reduction in the energy demand in both trials, it can be proposed that the reduction in energy demand due to the addition of chemicals in Paper III was approximately 20% or in the order of magnitude of 0.4 MWh/odt. In some cases, tensile index is not enough to evaluate the energy consumption in
refining. Surface roughness and air permeability are often used as papermaking process target variables when manufacturing SC and LWC paper. This means that roughness and air permeability of paper made from ATMP has to be on a lower level compared to TMP for the energy reduction to be realized. This was shown to be the case earlier in this thesis. It should also be taken into consideration that the energy demand in mainline TMP refining is approximately similar for newsprint and SC paper production. The difference is mainly in extensive refining of screen and cyclone rejects in SC paper production. Evaluation of fractionated pulp was not in the scope of this thesis. The mechanism of energy‐efficiency improvement in the ATMP process,
compared to conventional TMP, is clearly dual. Both the altered mechanical treatment, due to differences in the equipment configuration (i.e. mechanical pre‐treatment in the Impressafiner and Fiberizer and refining at higher intensity using feeding plates and elevated refiner speed), and the action of added chemicals improve the energy‐efficiency of the process. To determine the full potential of energy reduction using ATMP process more accurately, an optimization of the continuous process, preferably in full scale, is needed.
4.5 Optical properties and bleaching efficiency To study the efficiency of bleaching, a comparison was made between pulps,
bleached using ATMP process and conventional laboratory high‐consistency bleaching process. Pulps from the trials, described in Paper IV were used. ATMP (aq.) pulp was bleached using a conventional bleaching process and brightness development, final brightness, hydrogen peroxide residual and COD generation were compared to the results obtained using the ATMP process on the same raw material batch. The results of the bleaching efficiency study are described in Paper VI. 4.5.1. Brightness improvement For refiner bleached pulp, (ATMP (Mg+P)), a dosage of 1.4% Mg(OH)2 and 2.6%
H2O2 resulted in approximately 10 ISO% increase in brightness compared to the unbleached ATMP (aq.) reference. A similar increase in brightness could also be
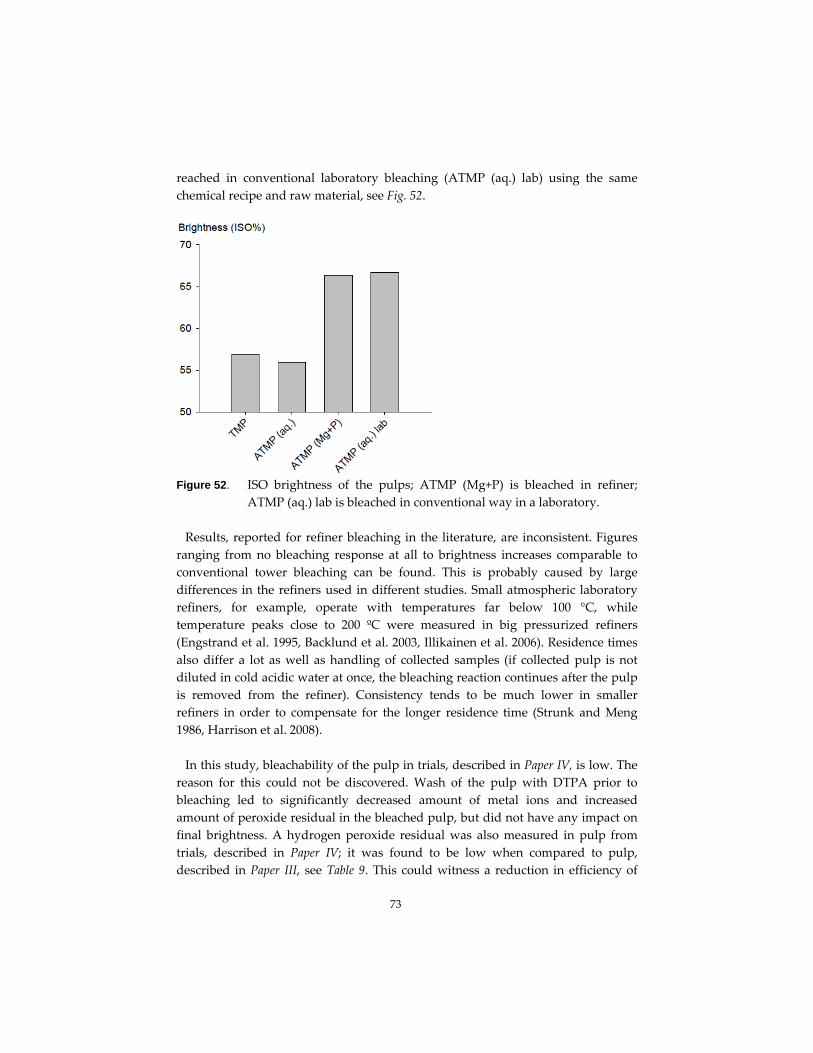
73
reached in conventional laboratory bleaching (ATMP (aq.) lab) using the same chemical recipe and raw material, see Fig. 52.
Figure 52. ISO brightness of the pulps; ATMP (Mg+P) is bleached in refiner;
ATMP (aq.) lab is bleached in conventional way in a laboratory. Results, reported for refiner bleaching in the literature, are inconsistent. Figures
ranging from no bleaching response at all to brightness increases comparable to conventional tower bleaching can be found. This is probably caused by large differences in the refiners used in different studies. Small atmospheric laboratory refiners, for example, operate with temperatures far below 100 °C, while temperature peaks close to 200 ºC were measured in big pressurized refiners (Engstrand et al. 1995, Backlund et al. 2003, Illikainen et al. 2006). Residence times also differ a lot as well as handling of collected samples (if collected pulp is not diluted in cold acidic water at once, the bleaching reaction continues after the pulp is removed from the refiner). Consistency tends to be much lower in smaller refiners in order to compensate for the longer residence time (Strunk and Meng 1986, Harrison et al. 2008). In this study, bleachability of the pulp in trials, described in Paper IV, is low. The
reason for this could not be discovered. Wash of the pulp with DTPA prior to bleaching led to significantly decreased amount of metal ions and increased amount of peroxide residual in the bleached pulp, but did not have any impact on final brightness. A hydrogen peroxide residual was also measured in pulp from trials, described in Paper IV; it was found to be low when compared to pulp, described in Paper III, see Table 9. This could witness a reduction in efficiency of

74
process chemicals in trials, described in Paper IV. This hypothesis is supported by low improvement of energy efficiency in refining due to addition of chemicals, described in Paper IV. Table 9. Peroxide consumptions and brightness levels at 10 minutes storage time after
refiner bleaching (hydrogen peroxide dosage 2.6-2.8 % and magnesium hydroxide dosage 1.4 %).
Brightness (ISO %) H2O2 residual (%) pH Paper IV 62 1.0 7.5 Paper III 65 1.9 7.7 Bleaching efficiency in the ATMP process was found to be similar to conventional
tower bleaching, simulated in the lab. The same maximum brightness response (10 ISO %) could be achieved after 50 minutes of conventional bleaching and after 10 minutes of high‐consistency storage after refiner bleaching. Brightness increase measured directly after refiner bleaching without storage was approximately 5 ISO%. The high brightness improvement rate in the refiner bleaching can probably be explained by high temperature inside the refiner (> 160 ºC), which enhanced the formation of hydroperoxide anion. 4.5.2. COD generation Generation of COD in the bleaching process is interesting to study since it has an
impact on production economy. The more COD is produced, the less the yield of the pulp will be. It can be expected that COD generation will differ between refiner and tower bleaching because of large differences in temperature and residence time between these two processes. 52 kg/odt COD is generated during ATMP refining when hydrogen peroxide and magnesium hydroxide are used for refiner bleaching, Fig. 53. Less COD (31 kg/odt) is generated in ATMP (aq.) compared to TMP (39 kg/odt) due to the Impressafiner pre‐treatment where COD‐rich filtrate is squeezed out (Tanase 2009). Conventional laboratory bleaching of ATMP (aq.) seems to generate somewhat less COD (46 kg/odt) compared to refiner bleaching with the same chemical recipe to equal brightness.

75
Figure 53. COD generation after a wash of the bleached pulps from trial II (error bars are
deviation from average for two measurements) The difference in COD between ATMP bleached in the refiner and in the
laboratory corresponds to yield increase from 96.2 % to 96.6 % (COD discharges from the Impressafiner and plug screw are not taken into account). The yield was calculated according to Eq. 5 which is based on previous studies (Åkerlund 1978, Bertolotti et al. 1982). This probably happens due to the harsher conditions in refiner bleaching. However, the need of less alkali in refiner bleaching compared to conventional bleaching has been reported earlier. In this study, no alkali optimization was performed for the refiner bleaching trial. Since alkali is the bleaching recipe component causing most of the COD generation (Pranovich et al. 1994, Konn 2006), it is possible that a lower COD discharge can be achieved in refiner bleaching after alkali optimization. Pulp yield (%) = 1000 / (COD [kg/t] x 0.75 + 1000) (5)
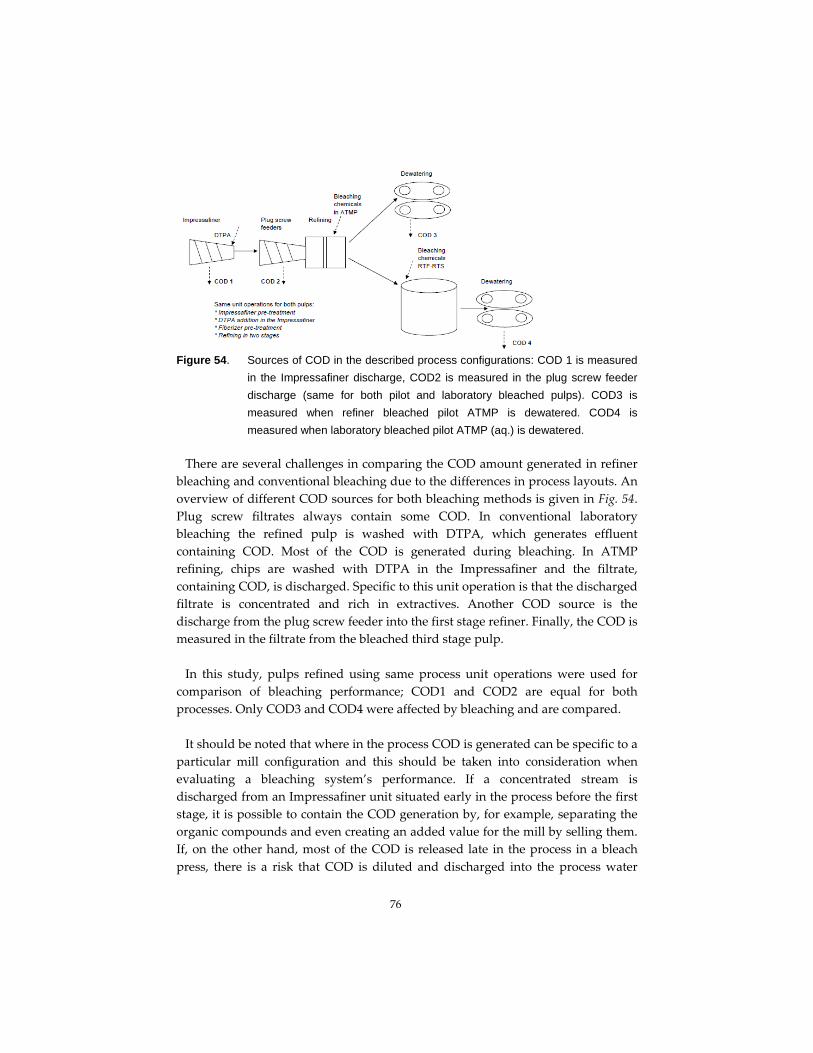
76
Figure 54. Sources of COD in the described process configurations: COD 1 is measured
in the Impressafiner discharge, COD2 is measured in the plug screw feeder discharge (same for both pilot and laboratory bleached pulps). COD3 is measured when refiner bleached pilot ATMP is dewatered. COD4 is measured when laboratory bleached pilot ATMP (aq.) is dewatered.
There are several challenges in comparing the COD amount generated in refiner
bleaching and conventional bleaching due to the differences in process layouts. An overview of different COD sources for both bleaching methods is given in Fig. 54. Plug screw filtrates always contain some COD. In conventional laboratory bleaching the refined pulp is washed with DTPA, which generates effluent containing COD. Most of the COD is generated during bleaching. In ATMP refining, chips are washed with DTPA in the Impressafiner and the filtrate, containing COD, is discharged. Specific to this unit operation is that the discharged filtrate is concentrated and rich in extractives. Another COD source is the discharge from the plug screw feeder into the first stage refiner. Finally, the COD is measured in the filtrate from the bleached third stage pulp. In this study, pulps refined using same process unit operations were used for
comparison of bleaching performance; COD1 and COD2 are equal for both processes. Only COD3 and COD4 were affected by bleaching and are compared. It should be noted that where in the process COD is generated can be specific to a
particular mill configuration and this should be taken into consideration when evaluating a bleaching system’s performance. If a concentrated stream is discharged from an Impressafiner unit situated early in the process before the first stage, it is possible to contain the COD generation by, for example, separating the organic compounds and even creating an added value for the mill by selling them. If, on the other hand, most of the COD is released late in the process in a bleach press, there is a risk that COD is diluted and discharged into the process water

77
loops connected with the paper machines, causing problems there. In addition, it is probable that different types of COD are generated depending on where in the process the discharge is located. In the Impressafiner, it is mostly resin channels in the chips that are opened up causing a discharge of mainly resin acids (Tanase et al. 2009) while later in the process, other types of extractives situated in parenchyma cells and also compounds generated during bleaching are discharged. 4.5.3. Light scattering As described in the literature review, one of the challenges when using chemicals
to reduce the energy demand in TMP refining is the loss of light scattering coefficient and thus opacity. This happens due to the negative influence of increased wood softening in the initial refining phase, the defibration of chips. When wood chips are softened using elevated temperature or chemicals, inducing charged groups, the defibration occurs in the middle lamellae between the fibres, leading to more “CTMP‐like” pulp with less fines material and decreased light scattering. In the ATMP process, this challenge is solved by conducting the defibration in separate equipment by mechanical pre‐treatment in the Impressafiner and the Fiberizer. This happens without increasing the wood softening since the chemicals are only introduced afterwards, in the first stage refiner. It was earlier shown using statistical analysis that TMP and ATMP have the same relationship between the developments of light scattering coefficient and the tensile index of sheets. An example can be seen in Fig. 55, where light scattering of TMP, ATMP (aq.) and ATMP (Mg+P) is plotted against their tensile index.
Figure 55. Development of light scattering coefficient of TMP and ATMP with and without
addition of process chemicals plotted vs. tensile index of the sheets.

78
Undissolved magnesium hydroxide in ATMP (Mg+P) could act as filler and be one of the reasons for higher light scattering of this pulp. However, no differences in the relationship between light scattering and tensile index were earlier found for ATMP where magnesium hydroxide, bisulphite or acetic acid were used (Paper II). It should also be kept in mind that very little magnesium hydroxide is added to the pulp in ATMP refining. The dosage used in this study varied between 1.2 % and 1.5 % and the magnesium content in pulp was measured to be approximately 0.5 % (Paper V). This suggests that the preservation of light scattering in ATMP refining is the result of separation of defibration and fibre development and not the presence of magnesium hydroxide particles in the pulp. ATMP also has a similar amount of fines compared to TMP at equal tensile index, which is the probable cause of preserved light scattering coefficient. An increase in light scattering could be a result of higher surface are of fibres due
to increased proportion of split fibre material. However, light scattering was earlier found to have poor correlation with the amount of split fibre material in the pulp (Kure 1999). This was also the case in this study, Fig. 56.
Figure 56. Development of light scattering coefficient of TMP and ATMP with and without
addition of process chemicals plotted vs. tensile index of the sheets (R2 = 0.46).

79
5 SUMMARY AND CONCLUSIONS
Statistical analysis showed that the characters of pulps produced using ATMP and TMP concepts in this study were very similar. Mechanical pre‐treatment, during which the defibration of chips was accomplished, allowed the use of higher intensity refining and addition of chemicals to enhance fibre development, at the same time as the character of the produced pulp was fully preserved. This was confirmed during three separate pilot trials using two wood species (pine and spruce) as raw materials. In this study pulp character was defined as the ability of the pulp to maintain such properties as light scattering coefficient, density, fibre length and elongation compared at equal tensile index. Reduction of energy demand of up to 1.1 MWh/odt (42 %) compared to a TMP
reference at equal tensile index (25 Nm/g) was reached in this study using pine raw material (Pinus taeda) when the ATMP concept with hydrogen peroxide and magnesium hydroxide was utilized. The corresponding figure using spruce raw material (Picea glauca) was 0.65 MWh/odt (37 %) in one trial and 0.49 MWh/odt (33 %) in another trial (compared at 30 Nm/g). Improvement of refining energy efficiency using ATMP concept could be linked
to a more energy‐efficient development of individual fibre properties such as fibre flexibility, external surface area and the amount of split fibres in the pulp. Both the long fibre fraction and the fines fraction contributed to improvement of laboratory sheet quality. However, the mechanisms for the contribution were slightly different. Fibres in the long fraction were better developed and could form a denser network with higher tensile index both when higher intensity refining was used with mechanical pre‐treatment (ATMP (aq.)) and when chemicals were added to enhance the fibre development (ATMP (Mg+P)). The fines fraction, added to a model long fibre, contributed to sheet densification and higher tensile index when high intensity refining and mechanical pre‐treatment were used (ATMP (aq.)). However, ATMP (Mg+P) fines did not contribute to the densification of the sheet above the levels of ATMP (aq.) fines. Instead, higher specific bonding strength of ATMP (Mg+P) fines seemed to additionally increase the tensile strength of the model fibre sheets without further densification of the sheet structure. Paper sheets with lower air permeability, surface roughness (PPS) and fibre
roughening could be produced using the ATMP concept compared to TMP refining at equal SEC. Improvement in PPS was mainly due to improvement in the properties of the long fibre fraction. Addition of the fines fraction from ATMP to a model long fibre fraction resulted in higher PPS and lower air permeability compared to the addition of TMP fines. The fact that model fibre sheet PPS increased with increased bonding ability of the added fines fraction suggests that

80
the better bonding ability a fines fraction has, the higher its consolidation degree in the sheet will be. Higher consolidation around fibre joints is what probably causes rougher sheet surface and higher PPS. Bleaching efficiency in ATMP (Mg+P) refining was found to be similar to
conventional tower bleaching efficiency. Similar final brightness levels could be reached after 40 minutes of conventional bleaching or 10 minutes of high‐consistency storage after refiner bleaching. Slightly more COD was generated during refiner bleaching. Alkali levels in the bleaching systems were not optimized in this study.

81
6 RECOMMENDATIONS FOR FUTURE WORK
There is certainly more left to study when it comes to the mechanisms involved in ATMP refining. By separating the defibration and fibre development phases, a whole new opportunity for addition of process chemicals in order to achieve improved fibre development without influencing chip defibration opens up. Chemicals used in this study, are known to induce charge into wood fibres by creating new carboxylic and sulphonic acid groups. This led to swelling of the material and more energy‐efficient refining. However, other chemical treatments are certainly possible and should be attempted in the future. The fact that the chemical system used in this study was not optimized suggests that even larger improvements in the energy‐efficiency than those demonstrated in this thesis could be achievable. It is known that chemicals introduced in the refiner affect refining variables such
as gap, temperature, friction etc. With different types of sensors mounted in the refiner gap it would be possible to study these changes. This could give valuable information about the mechanisms involved in the refining of fibres, assisted by chemicals. The role of extractives on fibre surfaces should also be studied; a layer of extractives on fibre surfaces was shown to decrease refining efficiency in one of the papers related to this study. Friction between the refiner plates and the material inside the gap probably plays an important role for the energy‐efficiency in refining. It is likely to be influenced by both the presence of extractives and the addition of process chemicals to the refiner. It is possible that changes in friction are the key to minimizing the undesired conversion of energy to heat. There are also several new possibilities to be studied when it comes to process
and equipment configuration. It was earlier proposed that mechanical pre‐treatment makes it possible to apply high intensity in first stage refining without sacrificing fibre length. It was confirmed in this thesis, but there is still a question of how far we can push the first stage intensity in the ATMP concept without damaging the fibres. The question of refiner plate design should also be addressed. It is possible that a different design is optimal for a process like ATMP, where the first stage refiner is fed with fiberized material and not wood chips. Fractionation of pulp was not in the scope of this study. However, it is well‐
known that the main difference between refining of pulp for newsprint and SC‐paper production is in pulp fractionation and selective refining. The ATMP process was shown to be very efficient at elimination of shives and development of fibre properties, which would impact the efficiency of fractionation and reject refining.

82
The impact of ATMP refining on the subsequent low consistency refining should also be studied. Temperature and pressure in the first stage refiner could probably also be elevated in ATMP refining, compared to conventional TMP refining. Increased softening of wood due to increased temperature in the first stage refiner could have positive influence on the pulp quality in the ATMP process since the defibration of chips would not be affected. An optimization of wood softening, both with respect to process chemicals and refining temperature, should be carried out. Finally, the bleaching efficiency in ATMP concept was studied only briefly in this
thesis. More thorough trials should be made since there is a possibility that a refiner bleaching concept, with its high temperature and efficient mixing, could improve the bleachability ceiling of mechanical pulp and thus open new possibilities for its use in high‐bright product grades.

83
7 ACKNOWLEDGEMENTS
Many people and organisations have contributed to this thesis – without their help and advice, this work would not have been possible. Even more people have shown indirect support and here, I would like to thank all my family and friends. Especially my mother, who wrote a thesis of her own some time ago, helped me with her guidance and advice – from all the way back in 1982 to the present time. This project was a collaboration between Norske Skog, PFI, Andritz and Mid
Sweden University and I am grateful to those organisations for giving me the opportunity to complete this thesis. Naturally, my supervisors Jan Hill, Lars Johansson and Per Engstrand deserve a special gratitude for putting up with me during the last four years and for sharing all their inspiration, knowledge and guidance. Mark Sabourin (Andritz) is acknowledged for running the refining pilot trials and, together with Johann Aichinger (Andritz), for discussions concerning mechanical pulping. Several more people contributed to my progress in understanding the mechanical
pulping process. Kjell‐Arve Kure and Patrik Axelsson (Norske Skog Saugbrugs) shared a wealth of their knowledge in the subject and were co‐authors of some of the articles in this thesis. Everyone else at Saugbrugs (Karl, Hanne and others) gave me an introduction to mill work and were excellent colleagues during the work with this thesis. My co‐workers in nsiFOCUS (Sofia, Max, Peter, Aanon, Hans‐Erik and others) provided me with a very pleasant working environment and spirit of collaboration. Everyone at PFI, whom I already knew from my master thesis work, continued to support me during my time as a PhD student. Kathrin Mörseburg is especially acknowledged for her introduction to mechanical pulp fibres and co‐authoring some of the articles in this thesis. Berit Leinsvang and Kenneth Aasarød are gratefully acknowledged for performing the fibre characterization which was so useful in understanding the principles behind ATMP refining. Everybody at Mid Sweden University and FSCN helped me out a lot during my
visits there and showed a good spirit of companionship and cooperation. Discussions with, for example, Myat Htun, Per Gradin and Hand Höglund led to a lot of thinking and re‐evaluating the results from a different point of view. The much appreciated discussions of the refining process with Mats Ullmar (Metso Paper) had the same influence. Anna Sundberg (Åbo Academy) is acknowledged for sharing her knowledge of extractives and Leena‐Sisko Johansson for helping me with the ESCA measurements, which were included in one of the related articles. Magnus Paulsson (Eka Chemicals) shared some of his vast knowledge of

84
pulp bleaching with me and is acknowledged for that. Mats Rundlöf (Capisco AB) is acknowledged for discussions about the properties and behaviour of fines in mechanical pulp and also for providing illustrations in this thesis. Elisabet Brännvall and Per Stenius are acknowledged for their help with publishing the results obtained in this study in the Nordic Pulp and Paper Research Journal. Gunnar Magnusson (Innventia Library) is acknowledged for his help with the literature search. During the work on this thesis, I enjoyed the cooperation with my fellow
industrial PhD students, working at other companies. I would like to thank Erik Nelson, Dino Muhic and Stefan Andersson at Holmen Paper and also their mentor Christer Sandberg for all the fruitful discussions we had and also for giving me an opportunity to use some of their equipment I otherwise had no access to for fractionation of my pulps. Sofia Reyier (Stora Enso Kvarnsveden) is acknowledged for all the discussions of fibres and for her help with the analysis of some of my samples, which unfortunately was not published. Anette Karlsson and Kerstin Andersson as well as others at SCA R&D Centre are acknowledged for letting me use the equipment for VRW and charge determination. Troedssons Papperstekniska Stiftelse and Anders Pettersson (Innventia) are
acknowledged for providing the additional financing, which made it possible to conduct a longer trip to Australia and New Zealand with presentation at the Appita Conference and study trips to paper mills and universities. A lot of knowledge was acquired during my project work at Norske Skog Tasman mill in New Zeeland. John Richardson, Steve Brine and others at the Tasman mill are acknowledged for their support, guidance and companionship during my time there. Mark de Young, Roger Hare and everyone else at the Albury and Boyer paper mills are acknowledged for their hospitality during my visits there. Mark Dougherty (Dalarna University) is acknowledged for the linguistic
supervision of this manuscript and Kaarlo Niskanen (Mid Sweden University, FSCN) for providing valuable comments on its content. Last, but by no means the least, May Nilsen (nsiFOCUS) and Anna Haeggström (FSCN, Mid Sweden University) are gratefully acknowledged for all the help with practical matters during my time as PhD student.

85
8 REFERENCES
Agnemo R. (1981): Reactions of lignin with alkaline hydrogen peroxide (in Swedish), PhD thesis, Umeå University, Sweden Agnemo R., Gellerstedt G. (1979): The reactions of lignin with alkaline hydrogen peroxide. Part II: factors influencing decomposition of phenolic structures, Acta Chem. Scan., B33, p. 337 Van der Akker J.A. (1958): Energy considirations in the beating of pulp, Fundamentals of papermaking fibers, Bolam F. (ed.), Tech. Sect. British Pap. And Board Makers Ass., p. 435 Argyropoulos D. S., Heitner C. (1991): Ultra‐high yield pulping. Part VII. The effect of pH during impregnation on the quality of lightly sulphonated CTMP, J. Pulp Pap. Sci., 17(2), p. 137 Alahautala T., Vattulainen J., Hernberg R. (1999): Quantitative visualisation of pulp refining in a production line refiner, Int. Mech. Pulp Conf., Tappi, Houston, USA, p. 87 Amiri, R., Stephen, G., Wood, J. (1996): TMP processing conditions to produce pulps for mechanical printing papers‐ effects on surface properties, Tappi Pulping Conf., Nashville, TN, USA, p. 265 Andrews D.H., Singh R.P. (ed.) (1979): The bleaching of pulp, TAPPI press, Atlanta, USA, p. 211 Aregger H.J. (1997): The TMP system at Perlen using the RTS process, Int. Mech. Pulp. Conf., SPCI, Stockholm, Sweden, p. 251 Aspler J.S., Bèland M.‐C. (1994): A review of fibre rising and surface roughening effects in paper, J. Pulp Paper Sci., 20(1), p. 27 Atack D., May D., Morris E.L., Sproule R.N. (1961): The energy of tensile and cleavage fracture of black spruce, Tappi J., 44(8), p. 555 Atack D., Heitner C. (1979): Dynamic mechanical properties of sulphonated Black spruce, Int. Mech. Pulp. Conf., Toronto, Canada, p. 1

86
Atack D., Heitner C., Karnis A. (1980): Ultra‐high yield pulping of eastern black spruce: part 2, Svensk Papperstidn., 83(5), p. 133 Atack D. (1981): Fundamental differences in energy consumption between the mechanical pulping processes, Int. Mech. Pulp. Conf., PTF, Oslo, Norway, p. 1 Atack D., Stationwala M.I., Fontebasso J., Huusari E., Perkola M., Ahlqvist P. (1989): High‐speed photography of pulp flow patterns in a 5 MW pressurized refiner, Paperi Puu, 71(6), p. 690 Atalla, R.H., Wahren, D. (1980): On the energy requirement in refining, Tappi J., 63(6), p.121 Atmer B., Thörnqvist T. (1982) (in Swedish): The properties of tracheids in spruce (Picea abies Karst.) and pine (Pinus silvestris L.), Swedish University of Agricultural Sciences, Department of Forest Products, Uppsala, Sweden, Report 134 Åkerlund G. (1978): Pulp yield measurement simplified with new technique, Defibrator News, 78(2) Åkerlund G., Danielsson B., Falk B., Ryrberg G. (1979), Defibrator bleaching – a new concept in TMP, Int. Mech. Pulp Conf., CPPA, Toronto, Ontario, Canada, p. 237 Åkerlund G., Jackson M. (1984): CTMP – the pulp of the future, World Pulp Pap. Week, SPCI, Stockholm, Sweden, p. 42 Bacic A., Harris P.J., Stone B.A. (1988): Structure and Function of Plant Cell Walls, Preiss J. (ed.), Academic Press, New York, p. 297 Back E.L., Salmén L. (1982): Glass transitions of wood components hold implications for molding and pulping processes, Tappi J., 65(7), p. 107 Backlund H.‐O., Höglund H., Gradin P. (2003): Study of tangential forces and temperature profiles in commercial refiners, Int. Mech. Pulp. Conf., Paptac, Quebec, Canada, p. 379 Becker H., Höglund H., Tistad G. (1977): Frequency and temperature in chip refining, Paperi Puu, 59(3), p. 123
87
Bergander A., Salmén L. (2000): Variations in transverse fibre‐wall properties: relations between elastic properties and structure, Holzforschung, 54(6), p. 654 Bertolotti H., Lüttgen W., Göttsching L. (1982): Definition and determination of the loss of yield in mechanical pulping, Das Papier, 36(3), p. 105 Box G.E.P., Hunter J.S., Hunter E.G. (2005): Statistics for experimenters: design, innovation and discovery, 2nd edition, Hoboken, New Jearsy, Wiley, UK, ISBN 0‐471‐71813‐0 Booker R.E., Sell J. (1998): The nanostructure of the cell wall of softwoods and its functions in the living trees, Holz als Roh‐ und Wekstoff, 56(1), p. 1 Braaten K. R. (1997): The impact of fibre geometry, fibre splitting and fibrillation on the light scattering, Int. Mech. Pulp. Conf., SPCI, Stockholm, Sweden, p. 349 Braaten K.R. (2000): Fibre and fibril properties versus light scattering and surface smoothness for mechanical pulps, Pulp Paper Can., 101(5), p. 122 Bradway K.E. (1956): Factors which affect printing smoothness of handsheets, Tappi J., 56(8), p. 118 Brecht W., Klemm K. (1953): The mixture of structures in a mechanical pulp as a key to the knowledge of its technological properties, Pulp Pap. Can., 51(1), p. 72 Britt K.W. (1973): Mechanisms of retention during paper formation, Tappi J., 56(10), p. 46 Brändström J. (2002): Morphology of Norway spruce tracheids with emphasis on cell wall organization, PhD thesis, Swedish University of Agricultural Sciences, Department of Wood Science, Uppsala, Sweden Campbell W.B. (1934): Groundwood studies. Theoretical efficiency, Pulp Pap. Can., 35(4), p. 218 Carey F.A., Sundberg R.J. (1990): Advanced organic chemistry part A: structure and mechanisms, 3rd edition, Plenum Press, New York and London, p. 286
88
Chang H.M., Abson D., Pan G.Y. (1979): Improving the bond strength of TM pulps by physical and chemical treatments, Int. Mech. Pulp. Conf., Toronto, Canada, p. 269‐275 Cisneros H.A., Drummond J.G. (1995): Release of resins during mechanical pulping, 81st Annual Meeting, CPPA Technical Section, Montreal, Canada, p. B97 Clark J.D. (1970): Freeness fallacies and facts, Tappi J., 53(1), 1970 de Choudens C., Lombardo G., Michalowicz G., Robert A. (1985): Destruction of wood chips in a cylinder press”, Paperi ja Puu, 67(3), p. 108 de Choudens C., Angelier R. (1987): Improvement of kinetics of the sulphonation and bleaching action in the manufacture of bleached chemomechanical pulps, Int. Symp. Wood and Pulp Chem., Paris, France, p. 37 de Choudens C., Angelier R., Devic M., Kervennal J. (1989): Chemithermomechanical pulps at high level of brightness obtained by the BiVis process associated with a sulphonation in reducing medium, Int. Mech. Pulp Conf., Helsinki, Finland., p. 226 Corson S.R. (1980): Fibre and fines fractions influence strength of TMP, Pulp Pap. Can., 81(5), p. T108 Corson, S.R. (1989): Aspects of mechanical pulp fibre separation and development in a disc refiner, Paperi Puu 71(7), p.801 Corson S.R., Fontebasso J. (1990): Viscoelastic energy absorption of sulphonated Radiata pine, Appita J., 43(3), p. 300 Corson S. (2001): Fibre – redefining the boundaries, Int. Mech. Pulp. Conf., Helsinki, Finland, KCL, p. 275 Corson S.R., Flowers A.G., Morgan D.G., Richardson J.D. (2003): Manipulation of paper structure and printability by control of the fibrous elements, Int. Mech. Pulp. Conf., PAPTAC, Quebec, Canada, p. 33 Cousins W.J. (1978): Young’s modulus of hemicellulose as related to moisture content, Wood. Sci. Tech., 12(1), p. 161

89
David N.S. (ed.), Hon N.‐S. (ed.) (2001): Wood and cellulosic chemistry. Chemistry of Cell Wall Polysaccharides, Marcel Dekker Inc., Basel, Switzerland, p. 175, ISBN 978‐0824700244 Engstrand P., Karlström A., Nilsson L. (1995): The impact of chemical addition on refining parameters, Int. Mech. Pulp Conf., CPPA, Ottawa, Canada, p. 281 Eriksson, I., Haglind, I., Lidbrandt, O., Salmén, L. (1991): Fiber swelling favoured by lignin softening. Wood Sci. Technol., 25(2), p. 135 Eriksson K., Karlström A. (2009): Modelling approaches for critical process limitations in the operation of thermomechanical pulp refiners, Nord. Pulp Pap. J., 24(2), p. 231 Eskelinen E., Hu S.H., Marton R. (1982): Wood mechanics and mechanical pulping, Appita J., 36(1), p.32 Fan X. (1987): Material flows in a wood‐chip refiner, M.Eng. thesis, McGill University, Montral, Canada Fan X., Jeffrey D.J., Ouellet D. (1994): A stochastic model for the flow of pulp in a singe‐disc chip refiner, J. Pulp Pap. Sci., 20(11), p. J343 Fellers C., Norman B. (1998) (In Swedish): Pappersteknik, Institutionen för pappersteknik, Kungliga Tekniska Högskolan, Stockholm, Sverige, ISBN 91‐7170‐741‐7 Fengel D., Wegener G. (2003): Wood chemistry, ultrastructure, reactions, Verlag Kessel, Remagen, Germany, ISBN 3935638‐39‐6 Ferluc A., Lanouette R., Bousquet J.‐P., Bussiere S. (2010): Optimum refining of TMP pulp by fractionation after the first refining stage, Appita J., 63(4), p. 308 Fernando D., Daniel G. (2008): Exploring Scots pine fibre development mechanisms during TMP processing: impact of cell wall ultrastructure (morphological and topochemical) on negative behaviour, Holzforschung, 62(5), p. 597 Forgacs O. (1963): The characterization of mechanical pulps, Pulp Pap. Can. 64, p. 89

90
Forseth T., Wiik K., Helle T. (1997): Surface roughening mechanisms for printing paper containing mechanical pulp, Nordic Pulp Paper J., 12(1), p. 67 Franzén R. (1984): General and selective upgrading of mechanical pulps, Nord. Pulp Pap. Res. J., 3(1), p. 4 Fuglem G., Kure K.‐A., Løbben O.P., Helle T. (2001): Full scale comparison of TMP fibre properties – RTS and conventional conditions, Pulp Pap. Can., 102(8), p. 31 Fuglem G., Sabourin M., Lundqvist S.O. (2003): Influence of spruce wood properties on thermomechanical pulping – pilot scale, Int. Mech. Pulp. Conf., Quebec, Canada, p. 75 Gellerstedt G., Agnemo R. (1980): The reactions of lignin with alkaline hydrogen peroxide. Part III: the oxidation of conjugated carbonyl structures, Acta Chem. Scand., B34(4), p.275 Gierer J., Imsgard F. (1977): Reactions of lignin with oxygen and hydrogen peroxide in alkaline media, Svensk Papperstidning – Nord. Cell., 80(16), p. 510 Gierer J., Yang E.Q., Reitberger T. (1992): The reactions of hydroxyl radicals with aromatic rings in lignins, studied with creosol and 4‐methylveratrol, Holzforschung, 46(6), p. 495 Gierer J., Jansbo K., Reitberger T. (1993): Formation of hydroxyl radicals from hydrogen peroxide and their effect on bleaching of mechanical pulps, J. Wood Chem. Tech., 13(4), p. 561 Giertz H. (1977): Basic wood material properties and their significance in mechanical pulping, Int. Mech. Pulp. Conf., Helsinki, Finland, p 1 Goring, D. (1963): Thermal softening of lignin, hemicellulose and cellulose, Pulp Paper Mag. Canada, 64(12), T517‐T528. Gorski D., Hill J., Engstrand P., Johansson L. (2010): Mg(OH)2‐based hydrogen peroxide refiner bleaching: influence of extractives content in dilution water on pulp quality energy efficiency, Appita J., 63(3), p. 218

91
Goel K., (1987): Upgrading mechanical pulps by chemical treatment of rejects prior to refining, Pulp Pap. Mag. Can., 1987, 88(11), p. T415 Gummerus M., (1987): Studies on upgrading mechanical pulp through chemical modification of the long fiber fraction or screen rejects, PhD thesis, Helsinki University of technology, Helsinki, Finland Hallamaa T., and Heikkurinen A. (1997): Effect of fiber properties on sheet surface roughening, Int. Mech. Pulp. Conf., SPCI, Stockholm, Sweden, p 361 Hammar L.‐Å., Htun M., Ottestam C., Salmén L., Sjögren B. (1995): Utilising the ionic properties of the wood polymers in mechanical pulping, Int. Mech. Pulp. Conf., CPPA, Ottawa, Canada, p. 183 Harrison R., Parrish T., Gibson A., Knapp C., Wajer M., Johnson D. (2008): Refiner bleaching with magnesium hydroxide (Mg(OH)2) and hydrogen peroxide, Tappi J., 7(9), p. 16 Hartler N. (1980): How energy can be reduced in refiner mechanical pulping, Pulp Pap. Can., 81(6), p. 119 Haynes K., Campbell R., Brooks Z., Parrish A., Hamilton R. (2001): High temperature bleaching of mechanical pulps, US patent 6,743,332 B2 Härkönen E.J., Heikkurinen A., Nederström R. (1989): Comparison between different species of softwood as TMP raw material, Int. Mech. Pulp. Conf., KCL, Helsinki, Finland, p. 390 Härkönen E., Ruottu S., Ruottu A., Johansson O. (1997): A theoretical model for a TMP refiner, Int. Mech. Pulp. Conf., SPCI, Stockholm, Sweden, p. 95 Härkönen E., Huusari E., Ravila P. (2000): Residence time of fibre in a single disc refiner, Pulp Pap. Can., 101(11), p. 45 Heikkurinen A., Hattula T. (1993): Mechanical pulp fines, characterisation and implication for defibration mechanisms, Int. Mech. Pulp. Conf., PTF, Oslo, Norway, p. 294 Heikkurinen, A., Vaarasalo, J., Karnis, A. (1993): Effect of Initial defiberization on the properties of refiner mechanical pulp”, J. Pulp Pap. Sci., 19(3), p. J119

92
Heitner C., Min T. (1987): The effects of sulphite treatment on the brightness and bleachability of chemithermomechanical pulp. 4th Int. Symp. Wood Pulp. Chem., Paris, France, Vol. 1, p. 327 Hill J., Sabourin M., Aichinger J., Johansson L. (2009): Enhancing fibre development at reduced energy consumption using TMP sub‐process and targeted chemical application – pilot and commercial scale results, Int. Mech. Pulp. Conf., Sundsvall, Sweden, SPCI, p. 36 Hill J., Sabourin M., Johansson L., Mörseburg K., Axelsson P., Aichinger J., Braeuer P., Gorski D. (2010): Combining selective bleaching chemistries and ATMP technology for low energy mechanical pulping at higher brightness, 7th Int. Symp. Fund. Mech. Pulp., Nanjing, China, p. 164 Hoc M. (1989): Fibre rising in papers containing mechanical pulp, Tappi J., 72(4), p. 165 Holl M., Brecht W. (1939): Standardized methods in gaging the quality of ground‐ wood pulps, Der Papier‐Fabrikant, 37(10), p. 74 Holmbom, B. (1997): Molecular interactions in wood fibre suspensions, 9th Int. Symp. Wood Pulp. Chem., Montreal, PL3, p. 1 Holmbom B., Pranovich A. (1998): Fibre Chemistry of alkaline treatment and peroxide bleaching of mechanical pulp, 5th European Workshop on Lignocellulosics and Pulp (EWLP), Aveiro, Portugal, p. 559 Höglund H., Sohlin U., Tistad G. (1976): Physical properties of wood in relation to chip refining, Tappi J., 59(6), p. 144 Höglund, H., Wilhelmsson, K. (1993): The product must determine the choice of wood type in mechanical pulping, Int. Mech. Pulp. Conf., PTF, Oslo, Norway, p. 1 Höglund H., Bäck R., Falk B., Jackson M. (1997): Thermopulp – a new energy efficient mechanical pulping process, Pulp Pap. Can., 98(6), p. T215 Høydahl, H.‐E., Solbakken, M., Dahlquist, G. (1995): TMP for SC‐grades ‐ a challenge in fiber modelling, Int. Mech. Pulp. Conf., CPPA, Ottawa, Canada, p. 233

93
Htun M., Salmén L. (1996): The importance of understanding the physical and chemical properties of wood to achieve energy efficiency in mechanical pulping”, Wochenblatt für Papierfabrikation, 124(6), p. 232 Huhtanen J.‐P. (2004): Modelling of fibre suspension flows in refiner and other papermaking processes by combining non‐newtonian fluid dynamics and turbulence, PhD thesis, Tampere University of Technology, Tampere, Finland, Publication 497, ISBN 952‐15‐1248‐2 Huber, B., Prütz, G. (1938): Über den Anteil von Fasern, Gefässen und Parenchym am Aufbau verschiedener Hölzer, Holz als Roh‐ und Werkstoff, 1(10), p.377 Illikainen M., Härkönen E., Ullmar M., Niinimäki J. (2006): Distribution of power dissipation in a TMP refiner plate gap, Paperi Puu, 88(5), p. 293 Irvine G.M. (1984): The glass transition of lignin and hemicellulose and their measurements by differential thermal analysis, Tappi J., 67(5), p. 118 Jackson M. (1985): The manufacture, physical properties and end uses of high yield pulps, Pap. Tech. Ind. 26(6), p.258 Jang, H.F., Amiri, R., Seth, R.S., Karnis, A. (1995): Fibre characterization using confocal microscopy ‐ collapse behaviour of mechanical pulp fibres, 81st Annual Meeting, CPPA Technical Section, Montreal, Canada, p. B147 Jackson J.E. (1991): A user’s guide to principal components, John Wiley and Sons, New‐York, NY Johansson L., Peng F.F., Simonson R., Granfeldt T. (1999): The effect of screw press pretreatment in CTMP pulping process, Paperi Puu, 81(8), p. 559 Johansson L., Dahlqvist G. (2001): Energy reduction in different refining concepts, Int. Mech. Pulp. Conf., Helsinki, Finland, p. 557 Johnsen, P.O., Skinnarland, I., Helle, T., Houen, P.J. (1995): Distribution of Lignin and other Materials on Particle Surfaces in Mechanical Pulps, Int. Mech. Pulp. Conf., CPPA, Ottawa, Canada, p. 93

94
Johnson D.A., Park S., Genco J.M., Gibson A., Wajer M., Branch B. (2002): Hydrogen peroxide bleaching of TMP pulps using Mg(OH)2, Tappi Fall Tech. Conf., San‐Diego, USA, p. 483 Joris G. (2007): Industrial refining process vs theory, Tappsa J. Kangas, H., Pöhler, T., Heikkurinen, A., Kleen, M. (2004): Development of mechanical pulp fibre surface as a function of refining energy. J. Pulp Pap. Sci., 30(11), p. 298 Kangas H. (2007): Surface chemical and morphological properties of mechanical pulps, fibres and fines, PhD thesis, KCL, Espoo, Finland, ISSN 1457‐6252 Kano T., Iwamida T., Sumi Y. (1982): Energy consumption in mechanical pulping”, Pulp Pap. Can., 83(6), p. 80 Karlström A., Eriksson K., Sikter D., Gustavsson M. (2008): Refining models for control purposes, Nord. Pulp Pap. J., 23(1), p. 129 Karnis, A. (1994): The Mechanism of fibre development in mechanical pulping, J. Pulp Pap. Sci., 20(10), p. J280 Kibblewhite, R.P. (1981): The fibres of mechanical pulps, Int. Mech. Pulp. Conf., PTF, Oslo, Norway, p. 1 Koljonen K., Vainio A., Hiltunen E., Laine J., Stenius P. (2003). The effect of polyelectrolyte adsorption on the strength properties of paper made from mixtures of mechanical and chemical pulps, 5th Int. Pap.Coat. Chem. Symp., Montreal, Canada, p. 223 Konn J. (2006): Process chemistry in thermomechanical pulping, Ph.D. thesis, Åbo Academy University, Åbo, Finland Koran Z. (1980): Energy consumption in mechanical fibre separation, 66th annual CPPA meeting, Montreal, Canada, p. 173 Koran Z. (1981): Energy consumption in mechanical fibre separation as a function of temperature, Tappi J., 7(2), p. 40

95
Kurdin J.A. (1979): Can energy costs for TMP and RMP be reduced?, Pap. Trade J., 163(11), p. 23 Kurdin J.A., Tantalo L. (1987): Mechanical pulping by extrusion, Int. Mech. Pulp Conf., CPPA, Vancouver, Canada, p. 105 Kure K.‐A. (1997): The alteration of the wood fibres in refining, Int. Mech. Pulp. Conf., SPCI, Stockholm, Sweden, p. 79 Kure, K.‐A., Dahlqvist, G. (1998): Development of structural fiber properties in high intensity refining, Pulp Pap. Canada, 99(7), p. T233 Kure K.‐A. (1999): On the relationship between process input variables and fibre characteristics in thermomechanical pulping, PhD thesis, NTNU, Trondheim, Norway Kure K.‐A., Dahlqvist G., Sabourin M.J., Helle T. (1999): Development of spruce fibre properties by a combination of a pressurized compressive pretreatment and high intensity refining, Int. Mech. Pulp Conf., Tappi, Houston, Texas, USA, p. 427 Kure K.‐A., Sabourin M., Dahlqvist G., Helle T. (2000): Adjusting refining intensity by changing refiner plate design and rotational speed – effects on structural fibre properties, J. Pulp Pap. Sci., 26(10), p. 346 Lamb G.E.R. (1962): Energy consumption in mechanical pulping, Tappi J., 45(5), p. 364 Leask R.A. (1981): The theory of chip refining ‐ a status report, Int. Mech. Pulp. Conf., PTF, Oslo, Norway, p. 1 Leduc C., Martel J., Deneault C. (2008): Use of magnesium hydroxide for the bleaching of mechanical pulps (softwood and hardwood) and deinked pulp – efficiency and environmental impact, Intl. Pulp Bleach. Conf., Quebec City, Canada, p. 1‐6 Leider P.J., Nissan A.H. (1977): Understanding the disk refiner. The mechanical treatment of the fibers, Tappi J., 60(10), p. 85 Lindgren B.O., Mikawa O. (1957): The presence of cynnamil alcohol groups in lignin, Acta Chem. Scand., 11, p. 826

96
Lindholm C.A. (1980a): Comparison of some papermaking properties of groundwood, pressure groundwood and thermomechanical pulps by means of artificial blends of pulp fractions. Part 1: primary results, Paperi Puu, 62(12), p.593 Lindholm C.A. (1980b): Comparison of some papermaking properties of groundwood, pressure groundwood and thermomechanical pulps by means of artificial blends of pulp fractions. Part 1: the fines fractions, Paperi Puu, 62(12), p. 803 Lindström C., Bovin A., Falk B., Lindahl A. (1977): Scots pine as raw material in mechanical pulping, Int. Mech. Pulp. Conf., Finnish Paper Engineers Association, Helsinki, Finland, p. 41 Lindström, T., Wågberg L., Larsson T. (2005): On the nature of joint strength in paper ‐ a review of dry and wet strength resins used in paper manufacturing. In: I’Anson, S. J. (ed.): Advances in Paper Science and Technology, Vol. 1, 13th Fund. Res. Symp., Pulp and Paper Fundamental Research Society, Cambridge, UK, p. 457 Loras V. (1976): Brightening of thermomechanical pulps, Tappi J., 59(11), p. 99 Luhde F. (1962): Der Aufschluβ des Holzes beim Schleifverfahren und beim Hackschnitzel‐Refinerverfahren, Das Papier, 16, p. 655 Lundqvist S.‐O., Ekenstedt F., Grahn T., Hedenberg Ö., Olsson T., Wilhelmsson L. (2003): Selective use of European resources of Spruce fibres for improved pulp and paper quality, Int. Mech. Pulp. Conf., Quebec, Canada, p. 59 Luukko K. (1999) Characterization and Properties of Mechanical Pulp Fines, Acta Polytech. Scand., Chem. Tech. Series No. 267, The Finnish Academy of Technology, Espoo, Finland, p. 60 Luukko K., Kemppainen‐Kajola P., Paulapuro H. (1997): Characterization of mechanical pulp fines by image analysis. Appita J., 50(5), p. 387 Luukko K., Paulapuro H. (1999): Mechanical pulp fines: effect of particle size and shape, Tappi J., 82(2), p. 95 Maartmann‐Moe K. (1924) (in Swedish): Modern sliperidrift oh moderna sliperimaskiner, Svensk Papperstidning, 27(4), p.2

97
Martens H., Naes T. (1993): Multivariate calibration, John Wiley and Sons, Chichester Marton, J., Adler, E. (1961): Carbonyl groups in lignin. III. Mild catalytic hydrogenation of Björkman lignin, Acta Chem. Scand., 15, p. 370 Marton R., Robie J.D. (1969): Characterisation of mechanical pulps by a settling technique, Tappi J., 52(12), p. 2400 Marton R., Eskelinen E. (1982): Impact testing in the study of chip refining, Tappi J., 65(12), p. 85 May W.D. (1973): A theory of chip refining ‐ the origin of fibre length, Pulp Pap. Mag. Can., 74(1), p. 70 May W.D., McRae M.R., Miles K.B., Lunan W.E. (1988): An approach to the measurement of pulp residence time in a chip refiner, J. Pulp Pap. Sci., 16(2), p. J47 Miles K.B, May W.D. (1990): The flow of pulp in chip refiners, J. Pulp Pap. Sci., 16(2), p. J63 Miles K.B. (1991): A simplified method for calculating the residence time and refining intensity in a chip refiner, Paperi Puu, 73(9), p. 852 Miles K.B., Karnis A. (1995): Wood Characteristics and Energy Consumption in Refiner Pulp. J. Pulp Pap. Sci., 21(11), p. J383 Moen G., Sprecht K., Taxt T., Sunndal E., Grønning M., Thorsen M., Troland K., Irgens Å., Gruner R. (2010): Cerebral diffusion and perfusion deficits in North Sea divers, Acta Radiologica, 51(9), p. 1050 Mohlin U.‐B. (1980): Properties of TMP fractions and their importance for the quality of printing properties. Part 2: the influence of particle properties and particle size distribution on pulp properties, Svensk Papperstidn., 83(18), p. 513 Mohlin U.‐B. (1997): Fibre development during mechanical pulp refining, J. Pulp Pap. Sci., 23(1), p. J28 Moldenius S. (1983): Peroxide bleaching affects the strength ans surface properties of mechanical pulps, Int. Mech. Pulp. Conf., Tappi, Washington, USA, p. 51
98
Moss P.A., Retulainen E. (1995): The effect of fines on fibre bonding: cross‐sectional dimensions of TMP fibres at potential bonding sites, Int. Pap. Phys. Conf., Ontario, Canada, p. 97 Moss P.A., Retulainen E. (1997): The effect of fines on fibre bonding: cross‐sectional dimensions of TMP fibres at potential bonding sites, J. Pulp Pap. Sci., 23(8), p. J382 Mörseburg K. (2000): Development and characterization of Norway spruce pressure groundwood fibres, PhD Thesis, Åbo Academy University, Åbo, Finland Muenster H., Dahlqvist G. (1995): Operating experience with the first commercial high speed refiner at Perlen Paper AG, Switzerland, Int. Mech. Pulp. Conf., Ottawa, Canada Muhić D. (2010): Improved energy efficiency in double disc chip refining, Licentiate Thesis, Mid Sweden University, Sundsvall, Sweden, ISBN 978‐91‐86073‐94‐7 Murton K., Duffy G., Corson S. (2002): Pulp residence time influence on refining intensity and pulp quality, 56th Appita Conf., Rotorua, New Zealand, p. 185 Neill M.T., Beath L.R. (1963): Supergroundwood: It’s manufacture from chips and use as sole newsprint furnish, Pulp Pap. Mag. Can., 64(7), p. T299 Nesbakk T., Helle T. (2002): The influence of the pulp fibre properties on supercalendered mechanical pulp handsheets, J. Pulp Pap. Sci., 28(12), p.406 Ni Y. (2005): A review of recent technological advances in the brightening of high‐yield pulps, Can. J. Chem. Eng., 83(4), p. 610 Ni Y., He Z. (2009): Magnesium hydroxide based peroxide bleaching of mechanical pulps: process chemistry and industrial implementation, Intl. Mech. Pulp. Conf., Sundsvall, Sweden, SPCI, p. 122 Norgren S. (2008): Effects of reject refining at high temperature on TMP fibre properties, PhD thesis, Mid Sweden University, Sundsvall, Sweden, ISBN 978‐91‐86073‐17‐6

99
Norman F., Höglund H. (2003): Moisture‐induced surface roughness in TMP‐based paper – the influence of fibre cross‐section dimenstions, Int. Mech. Pulp Conf., PAPTAC, Quebec, Canada, p. 57 Nurminen I., Sundholm J. (1995): Chemical treatments of coarse fibres – a way to reduce fibre roughening of TMP‐based LWC, Int. Mech. Pulp. Conf., Ottawa, Canada, p. 243 Nye J., Fluet A. (1995): In‐refiner bleaching with sodium hydrosulfite: thiosulfate, sulfur dioxide and corrosion control, Int. Mech. Pulp. Conf, Ottawa, Canada, p. 69 Ouellet D., Bennington C.P.J., Potkins D. (1995): Wood comminution and material flow in a laboratory chip refiner, J. Pulp Pap. Sci., 21(12), p. J415 Ouellet D., Bennington C.P.J., Potkins D. (1996): Measurement of pulp residence time in a high‐consistency refiner, J. Pulp Pap. Sci., 22(8), p. J301 Pan X., Lachenal D., Lapierre C., Monties B., Neirinck V., Robert D. (1994): On the behaviour os spruce thermomechanical pulp lignin during hydrogen peroxide bleaching, Holzforschung, 48(45), p. 429 Panshin A.J., de Zeeuw C. (1980): Textbook of wood technology: structure, identification, properties and uses of the commercial woods of the United States and Canada, McGraw‐Hill Book Company, New‐York, ISBN 0‐07‐048441‐4 Peng F., Granfeldt T. (1996): Changes in the microstructure of spruce wood chips after screw press treatment, J. Pulp Pap. Sci, 22(4), p. 140 Peng F., Westermark U. (1997): Distribution of coniferyl alcohol and coniferaldehyd groups in the cell wall of spruce fibres, Holzforschung, 51(6), p. 531 Persson K. (2000): Micromechanical modelling of wood and fibre properties, PhD thesis, Lund University, Department of Mechanics and Material, Lund, Sweden Pranovich A.V., Sundberg A., Holmbom B. (2003): Chemical changes in thermomechanical pulp at alkaline conditions, J. Wood Chem. Tech., 23(1), p. 89 Presley J.R., Hill R.T. (1996): Peroxide bleaching of (chemi) mechanical pulps, in Dence C.W. (ed.), Reeve D.W. (ed.), Pulp bleaching: principles and practice, Tappi press, Atlanta, USA, p. 459

100
Rämö J. (2003): Hydrogen peroxide – metals – chelating agents; interactions and analytical techniques, Ph.D. Thesis, University of Oulu, Oulu, Finland, ISBN 951‐42‐6975‐6 Reme P.A., Helle T., Johnsen P.O. (1998): Fibre characteristics of some mechanical pulp grades, Nordic Pulp Paper J., 13(4), p. 263 Reme P.A. (2000): Some effects of wood characteristics and the pulping process on mechanical pulp fibres, Ph.D. thesis, Department of Chemical Engineering, Norwegian University of Science and Technology, Trondheim Reme P.A., Johnsen P.O., Helle T. (2002): Assessment of fibre transverse dimensions using SEM and image analysis, J. Pulp Pap. Sci., 28(4), p. 122 Retulainen E., Nieminen K. (1992): The effects of starch and fines material on the strength of fibre networks, Pap. Phys. Sem., Otaniemi, Finland, p. 28 Retulainen E., Moss P., Nieminen K. (1993): Effects of fines on the properties of fibre networks, 10th Fund. Res. Symp., Oxford, UK, p. 727 Retulainen E., Niskanen K., Nilsen N. (1998): Fibers and bonds. In: Niskanen, K. (ed.), Paper Physics, Papermaking Science and Technology Book 16, Fapet Oy, Jyväskylä, p. 55 Robertsen L., Lukkonen S., Sabourin M. (2001): TMP from compressed pine and spruce chips, Int. Mech. Pulp Conf., Helsinki, Finland, p. 353 Rowell R.M. (ed.) (2005): Handbook of wood chemistry and wood composites, Taylor and Francis, CRC Press, Florida, USA, ISBN 0‐8493‐1588‐3 Rundlöf M. (1996): Quality of fines of mechanical pulp, licentiate thesis, Royal Institute of Technology (KTH), Stockholm, Sweden, ISSN 1104‐7003 Ryrberg G.K. (1978): Refiner bleaching looks promising, Pulp & Paper Int., p. 47 Sabourin M. (1998): Optimizing thermomechanical pulping of southern pine species using a compression pretreatment, TAPPSA annual conf., South Africa Sabourin M. (2000): Evaluation of a compressive pre‐treatment on TMP properties and energy requirements, Pulp Pap. Can., 101(2), p. 54

101
Sabourin M., Vaughn J., Wiseman N. (2001): Industrial scale evaluation of low retention, high temperature, high speed (RTS) TMP pulping of southern pine, Int. Mech. Pulp. Conf., Helsinki, Finland, vol. 2, p. 341 Sabourin M. (2003): Methods of reducing energy consumption in thermomechanical pulping, PhD thesis, UMIST, Manchester, England Sabourin, M., Aichinger, J., Wiseman, N. (2003): Effect of increasing wood chip defibration on thermomechanical and chemi‐thermomechanical refining efficiency, Int. Mech. Pulp. Conf., CPPA, Canada, Quebec City, p.163 Salmén L., (1982): Temperature and water induced softening behaviour of wood fibre based materials, PhD Thesis, The Royal Institute of Technology, Stockholm, Sweden Salmén L., Tigerström A., Fellers C. (1985): Fatigue of wood – characterisation of mechanical defibration, J. Pulp Pap. Sci., 11(3), p. 68 Salmén L. (1995): Influence of the ionic groups and their counterions on the softening properties of wood materials, J. Pulp Pap. Sci., 21(9), p. J310 Salmén L., Berthold J. (1997): The swelling ability of pulp fibres, Fundamentals of Papermaking Materials 2, p. 687 Samboon P. (2009): On the application of grits to thermomechanical pulp refining, PhD Thesis, Helsinki University of Technology, Espoo, Finland, ISBN 978‐951‐22‐9750‐4 Scallan A.M. (1983): The effect of acidic groups on the swelling of pulps: a review, Tappi J., 66(11), p. 73 Sell M., Doshi M.R., Hawes J.M. (1988): Sedimentation behavior of various pulp fibres, Chemical Engineering Communications 73, p. 217 Senger J., Ouellet D., Bennington C.P.J. (1998): Effects of pulp furnish and refiner speed on residence time in a high‐consistency refiner, Tappi J., 81(4), p. 152 Senger J., Ouellet D., Wild P., Byrnes P., Sabourin M., Olender D. (2006): A technique to measure residence time in TMP refiners based on inherent process fluctuations, J. Pulp Pap. Sci., 32(2), p. 83

102
Sferrazza, M., Strunk, W., McConnell, J.P., Hills, W.A., Klein, R. J., (1988): Alkaline peroxide treatment of Southern pine TMP rejects, TAPPI pulping conference, 1988, New Orleans, LA, USA, p. 617 Sharpe P.E., Rothenberg S. (1988): Refiner hydrogen peroxide bleaching of mechanical pulps, Tappi J., 71(5), p. 109 Sjöström E., Jansson J., Haglund P., Enström B. (1965): Acidic groups in wood and pulp as measured by ion exchange. J. Polym. Sci., Part C., 11, p. 211 Sjöström E. (1989): The origin of charge on cellulosic fibres, Nordic Pulp Pap. Res. J., 4(2) Skowronski J. (1990): Surface roughening of pre‐calendered basesheets during coating, J. Pulp Paper Sci., 16(3), p. 102 Solinas M. (1976): Brightening response of western refiner groundwood to hydrogen peroxide, Pulp Pap. Mag. Can., 77(3), p. 59 Sorvari J., Sjöström E., Klemola A., Laine J.E. (1986): Chemical characterization of wood consistuents, especially lignin, in fractions separated from middle lamellae and secondary wall of Norway spruce (Picea Abies), Wood Sci. Tech., 20(1), p. 35 Soteland N., Sandberg S., Morris J.A. (1981): Peroxide bleaching of TMP in refiner and flash dryer, Int. Mech. Pulp. Conf, Oslo, Norway p. 1 Springer R., Huang Y., Davies D., Kronis J., Heimburger S. (1997): Refiner peroxide bleaching at Daishova Port Angeles, TAPPI Pulp. Conf., San Francisco, California, USA, p. 463 Stationwala M.I., Atack D., Karnis A. (1992): Distribution and motion of pulp fibres on refiner bar surface, J. Pulp Pap. Sci., 18(4), p. J131 Stationwala, M.I., Miles, K.B., Karnis, A. (1993): The Effect of First‐Stage Refining Conditions on Pulp Properties and Energy Consumption, J. Pulp Pap. Sci., 19(1), p. J12 Stationwala M. I. (1994): Production of high quality and low energy chemithermomechanical pulp, Tappi J., 77(2), p. 113

103
Stevanic J. (2008): Ultrastructure of the primary cell wall of softwood fibres studied using dynamic FT‐IR spectroscopy, Licentiate thesis, STFI‐Packforsk/KTH, Stockholm, Sweden Stone, J.E., Scallan, A.M. and Abrahamson, B. (1968): Influence of beating on cell wall swelling and internal fibrillation. Svensk Papperstidn., 19(10), p. 687 Strand B. (1997): Quality control of high‐consistency refiners, Int. Mech. Pulp. Conf., SPCI, Stockholm Sweden, p. 127 Strunk W.G., Meng T. (1986): Status report: pulp bleaching with hydrogen peroxide during refining, Pulp & Paper, 60(11), p. 111 Strunk, W., Sferrazza, M., Pourciau, J. (1989): Treating groundwood screen rejects with alkaline peroxide ups pulp value, Pulp Pap., 63(11), p. 99 Strunk, W., Sferrazza, M., Pourciau, J., (1990): High alkalinity peroxide treatment of groundwood screen rejects, 76th CPPA Annual meeting, Montreal, Canada, p. 71 Suckling, I.D. (1991): The effects of coniferaldehyde sulphonation on the brightness and absorption spectra of chemithermomechanical pulps, Int. Symp. Wood Pulp. Chem., Appita, Melbourne, Australia, Vol. 1, p. 587 Sundberg A. (1999): Wood resin and polysaccharides in mechanical pulp, PhD Thesis, Åbo Academy University Press, Åbo, Finland Sundholm, J. (1993): Can we reduce energy consumption in mechanical pulping, Int. Mech. Pulp. Conf., PTF, Oslo, Norway, 1(2): p. 133 Sundholm J. (ed.) (1999): Papermaking science and technology, mechanical pulping, Fapet Oy, Helsinki, Finland, ISBN 952‐5216‐00‐4 Svensson B. (2007): Frictional studies and high strain rate testing of wood under refining conditions”, PhD thesis, Mid Sweden University, Sundsvall, Sweden Tanase M., Stenius P., Johansson L., Hill J., Sandberg C. (2009): Mass balance of extractives around Impressafiner in mill and pilot scale, Int. Mech. Pulp Conf., SPCI, Sundsvall, Sweden, p. 22
104
Thornton D.S., Nunn B.E. (1978): The effect of a plug screw feeder on ether‐solubles removal and power reduction during TMP manufacture, Tappi Eng. Conf., San‐Francisco, USA, p. 341 Thornton J., Ekman R., Holmbom B., Eckerman C. (1993): Release of potential anionic trash in peroxide bleaching of mechanical pulp, Paperi Puu, 75(6), p. 426 Wakelin R.F., Dahlqvist G.K., Isaksen J.E. (1999): Balancing the roles of refiners, screens and hydrocyclones in the production of high quality mechanical pulps, 53rd Appita annual conference, Rotorua, New Zealand, vol. 2, p. 509 Wakelin, R.F. (2004): Evaluation of pulp quality through sedimentation measurements, 58th Appita conf., Canberra, ACT, Australia, p. 9 Westermark U., Hardell H.‐L., Iversen T. (1986): The content of protein and pectin in the middle lamella/primary wall from spruce wood, Holzforschung, 40(2), p.65 Wold S. (1987): Principal component analysis, Chemomech. Intel. Lab. Syst., 2, p. 27 Vainio A. (2007): Interfibre bonding and fibre segment activation in paper – observations on the phenomena and their influence on paper strength properties, PhD thesis, Helsinki University of Technology, Helsinki, Finland, ISBN 978‐951‐22‐9057‐4 Vehniäinen A. (2008): Single fibre properties – a key to characteristic defibration patterns from wood to paper fibres, PhD thesis, KCL, Helsinki, Finland, ISSN 1457‐6552 Yuan Z., Heitner C., McGarry P. (2006): Evaluation of APMP process for mature and juvenile lobloly pine, Tappi J., 5(7), p. 24
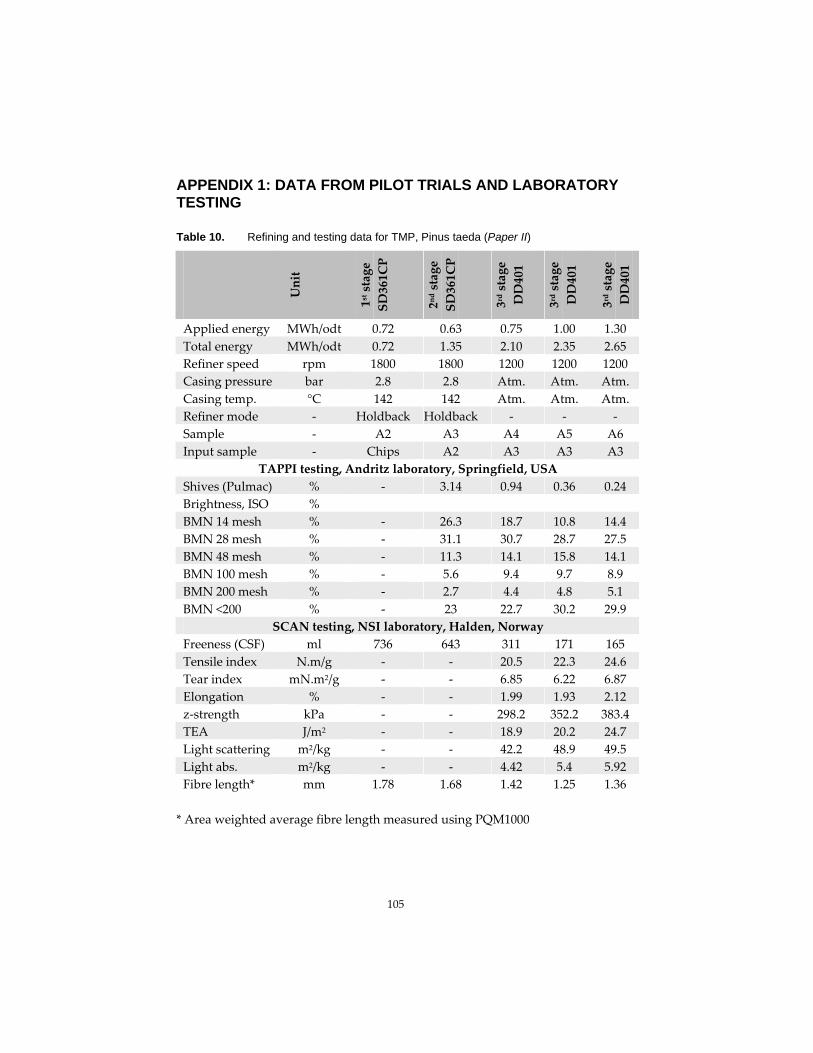
105
APPENDIX 1: DATA FROM PILOT TRIALS AND LABORATORY TESTING
Table 10. Refining and testing data for TMP, Pinus taeda (Paper II)
Unit
1st stage
SD361CP
2nd stage
SD361CP
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.72 0.63 0.75 1.00 1.30 Total energy MWh/odt 0.72 1.35 2.10 2.35 2.65 Refiner speed rpm 1800 1800 1200 1200 1200 Casing pressure bar 2.8 2.8 Atm. Atm. Atm. Casing temp. °C 142 142 Atm. Atm. Atm. Refiner mode ‐ Holdback Holdback ‐ ‐ ‐ Sample ‐ A2 A3 A4 A5 A6 Input sample ‐ Chips A2 A3 A3 A3
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % ‐ 3.14 0.94 0.36 0.24 Brightness, ISO % BMN 14 mesh % ‐ 26.3 18.7 10.8 14.4 BMN 28 mesh % ‐ 31.1 30.7 28.7 27.5 BMN 48 mesh % ‐ 11.3 14.1 15.8 14.1 BMN 100 mesh % ‐ 5.6 9.4 9.7 8.9 BMN 200 mesh % ‐ 2.7 4.4 4.8 5.1 BMN <200 % ‐ 23 22.7 30.2 29.9
SCAN testing, NSI laboratory, Halden, Norway Freeness (CSF) ml 736 643 311 171 165 Tensile index N.m/g ‐ ‐ 20.5 22.3 24.6 Tear index mN.m2/g ‐ ‐ 6.85 6.22 6.87 Elongation % ‐ ‐ 1.99 1.93 2.12 z‐strength kPa ‐ ‐ 298.2 352.2 383.4 TEA J/m2 ‐ ‐ 18.9 20.2 24.7 Light scattering m2/kg ‐ ‐ 42.2 48.9 49.5 Light abs. m2/kg ‐ ‐ 4.42 5.4 5.92 Fibre length* mm 1.78 1.68 1.42 1.25 1.36 * Area weighted average fibre length measured using PQM1000

106
Table 11. Refining and testing data for ATMP (B), Pinus taeda* (Paper II)
Unit
1st stage
SD361CP
2nd stage
SD361CP
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.47 0.86 0.83 1.07 1.26 Total energy MWh/odt 0.69 1.55 2.38 2.62 2.81 Refiner speed rpm 2300 1800 1200 1200 1200 Casing pressure bar 5.8 2.8 Atm. Atm. Atm. Casing temp. °C 163 142 Atm. Atm. Atm. Refiner mode ‐ Expel Holdback ‐ ‐ ‐ Sample ‐ A8 A9 A10 A11 A12 Input sample ‐ A7 A8 A9 A9 A9
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 2 0.78 0.24 0.14 0.06 Brightness, ISO % 46.3 50.7 52.1 53.1 53.4 BMN 14 mesh % 21.5 20.8 12.6 11.4 12 BMN 28 mesh % 37.5 29.5 28.5 27.1 26.5 BMN 48 mesh % 16.7 13.5 14.4 14.6 15.1 BMN 100 mesh % 10.3 9.2 9.7 9.7 10 BMN 200 mesh % 3.6 4.2 4.5 5.3 6.5 BMN <200 % 10.4 22.8 30.3 31.9 29.9
SCAN testing, NSI laboratory, Halden, Norway Freeness (CSF) ml 748 399 141 102 80 Tensile index N.m/g ‐ 20.5 26.2 31.1 33.4 Tear index mN.m2/g ‐ 6.96 6.76 6.74 6.80 Elongation % ‐ 1.96 2.13 2.33 2.55 z‐strength kPa ‐ 315.9 439.4 499.3 515.4 TEA J/m2 ‐ 18.8 25.6 34.1 39.9 Light scattering m2/kg ‐ 41.1 48.2 51.4 52.8 Light abs. m2/kg ‐ 3.95 5.28 5.80 5.89 Fibre length** mm 1.53 1.38 1.25 1.28 1.21 * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 779 ml CSF
** Area weighted average fibre length measured using PQM1000

107
Table 12. Refining and testing data for ATMP (AA), Pinus taeda* (Paper II)
Unit
1st stage
SD361CP
2nd stage
SD361CP
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.31 0.57 0.78 0.95 1.06 Total energy MWh/odt 0.55 1.11 1.89 2.07 2.18 Refiner speed rpm 2300 1800 1200 1200 1200 Casing pressure bar 5.8 2.8 Atm. Atm. Atm. Casing temp. °C 164 142 Atm. Atm. Atm. Refiner mode ‐ Expel Holdback ‐ ‐ ‐ Sample ‐ A14 A15 A16 A17 A18 Input sample ‐ A13 A14 A15 A15 A15
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 2.72 1.98 0.5 0.4 0.18 Brightness, ISO % 35.5 35.7 36.2 37 36.7 BMN 14 mesh % 31.2 19.9 14.9 13.7 13 BMN 28 mesh % 34.2 33.6 29.1 28.1 27.7 BMN 48 mesh % 15.4 15 13.4 14.2 14.3 BMN 100 mesh % 8.4 9.4 8.8 9.3 9.7 BMN 200 mesh % 3.1 4 4.1 4.7 5.1 BMN <200 % 7.7 18.1 29.7 30 30.2
SCAN testing, NSI laboratory, Halden, Norway Freeness (CSF) ml 748 507 200 146 108 Tensile index N.m/g ‐ 15.9 24.7 26.6 29.5 Tear index mN.m2/g ‐ 6.27 7.04 6.77 6.60 Elongation % ‐ 1.89 2.03 1.97 2.28 z‐strength kPa ‐ 241.5 373.8 438.0 484.2 TEA J/m2 ‐ 13.4 24.3 24.1 31.9 Light scattering m2/kg ‐ 35.4 45.4 52 49.3 Light abs. m2/kg ‐ 7.69 11.26 13.63 12.58 Fibre length** mm 1.63 1.42 1.35 1.28 1.23 * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 788 ml CSF
** Area weighted average fibre length measured using PQM1000

108
Table 13. Refining and testing data for ATMP (Mg+P), Pinus taeda* (Paper II)
Unit
1st stage
SD361CP
2nd stage
SD361CP
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.35 0.75 0.84 1.09 1.32 Total energy MWh/odt 0.60 1.35 2.19 2.44 2.67 Refiner speed rpm 2300 1800 1200 1200 1200 Casing pressure bar 5.8 2.8 Atm. Atm. Atm. Casing temp. °C 164 142 Atm. Atm. Atm. Refiner mode ‐ Expel Holdback ‐ ‐ ‐ Sample ‐ A20 A21 A22 A23 A24 Input sample ‐ A19 A20 A21 A21 A21
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % ‐ 1.06 0.22 0.04 0 Brightness, ISO % ‐ 58.6 59.8 60.5 61.1 BMN 14 mesh % ‐ 16.5 12.1 14.6 10.8 BMN 28 mesh % ‐ 29.5 26.4 25.1 24.3 BMN 48 mesh % ‐ 15.3 14 14 14.5 BMN 100 mesh % ‐ 10.3 10.4 8.9 9.8 BMN 200 mesh % ‐ 5.9 5.8 6.2 7.3 BMN <200 % ‐ 22.5 31.3 31.2 33.3
SCAN testing, NSI laboratory, Halden, Norway Freeness (CSF) ml ‐ 211 88 72 47 Tensile index N.m/g ‐ 23.6 31 33.3 37 Tear index mN.m2/g ‐ 6.61 6.81 6.63 6.29 Elongation % ‐ 2.03 2.09 2.41 2.46 z‐strength kPa ‐ 369.8 438.4 498.4 521.1 TEA J/m2 ‐ 22.3 29.6 37.8 41.3 Light scattering m2/kg ‐ 49.1 55.2 54.9 59.5 Light abs. m2/kg ‐ 2.12 2.56 2.42 2.62 Fibre length** mm 1.57 1.29 1.20 1.22 1.18 * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 774 ml CSF
** Area weighted average fibre length measured using PQM1000

109
Table 14. Refining and testing data for ATMP (AA+P), Pinus taeda* (Paper II)
Unit
1st stage
SD361CP
2nd stage
SD361CP
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.33 0.57 0.60 0.78 1.01 Total energy MWh/odt 0.55 1.12 1.72 1.90 2.13 Refiner speed rpm 2300 1800 1200 1200 1200 Casing pressure bar 5.8 2.8 Atm. Atm. Atm. Casing temp. °C 164 142 Atm. Atm. Atm. Refiner mode ‐ Expel Holdback ‐ ‐ ‐ Sample ‐ A26 A27 A28 A29 A30 Input sample ‐ A25 A26 A27 A27 A27
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % ‐ 0.1 0.28 0.12 0.1 Brightness, ISO % 36.9 39 38.4 38.6 BMN 14 mesh % ‐ 19.3 13 14.3 11.1 BMN 28 mesh % ‐ 29.3 26.5 29.9 26.3 BMN 48 mesh % ‐ 14.4 14.1 14.5 12.6 BMN 100 mesh % ‐ 8.5 8.9 10.2 9.4 BMN 200 mesh % ‐ 4.3 5.1 5.9 6.2 BMN <200 % ‐ 24.2 32.4 25.2 34.4
SCAN testing, NSI laboratory, Halden, Norway Freeness (CSF) ml ‐ 466 151 124 73 Tensile index N.m/g ‐ 17.6 25 27.6 30.8 Tear index mN.m2/g ‐ 6.36 6.24 6.36 5.95 Elongation % ‐ 1.81 2.11 1.97 2.22 z‐strength kPa ‐ 247.4 408.5 443.3 495.6 TEA J/m2 ‐ 14.6 24.4 25.2 31.6 Light scattering m2/kg ‐ 38.7 45.2 49.1 61.6 Light abs. m2/kg ‐ 6.06 9.21 9.91 13.15 Fibre length** mm 1.56 1.41 1.18 1.28 1.26 * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 782 ml CSF
** Area weighted average fibre length measured using PQM1000

110
Table 15. Refining and testing data for TMP, Picea glauca (Paper III)
Unit
1st stage
SD361CP
2nd stage
DD401
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.94 0.97 0.55 0.79 1.07 Total energy MWh/odt 0.94 1.90 2.45 2.69 2.97 Refiner speed rpm 1800 1200 1200 1200 1200 Casing pressure bar 2.8 Atm. Atm. Atm. Atm. Casing temp. °C 142 Atm. Atm. Atm. Atm. Refiner mode ‐ Holdback ‐ ‐ ‐ ‐ Sample ‐ A38 A39 A40 A41 A42 Input sample ‐ Chips A38 A39 A39 A39
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 19.6 3.34 1.22 0.68 0.62 Brightness, ISO % 50.2 55.4 55.9 56.2 56.3 BMN 14 mesh % 30 17 14.6 10.3 9.1 BMN 28 mesh % 11.9 31.8 30.3 30.6 29.2 BMN 48 mesh % 10.4 16.8 15.2 16.8 17.0 BMN 100 mesh % 1.4 8.7 8.6 9.5 9.6 BMN 200 mesh % 12.4 3.5 4.3 4.7 5.0 BMN <200 % 33.9 22.2 27 28.1 30.1 Freeness (CSF) ml 625 290 177 124 82 Tensile index N.m/g 11.4 35.3 45.3 48.6 50.6 Tear index mN.m2/g 6.8 16.7 11.9 12.7 10.2 Elongation % 1.06 2.20 2.49 2.81 3.07 TEA J/m2 4.04 29.9 41.8 55.0 59.1 Light scattering m2/kg 37.9 48.9 55.6 58.2 64.2 Light abs. m2/kg 3.68 3.60 3.90 4.08 4.95 Fibre length** mm ‐ 1.56 1.53 1.55 1.53 * Area weighted average fibre length measured using PQM1000
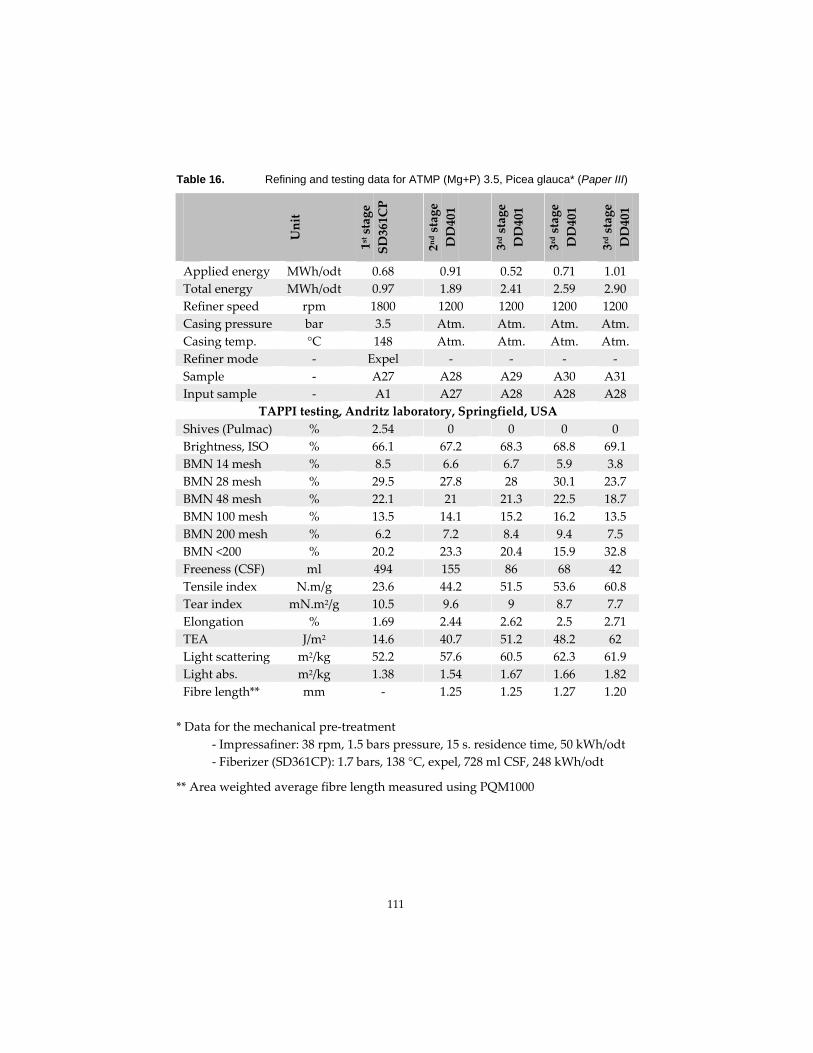
111
Table 16. Refining and testing data for ATMP (Mg+P) 3.5, Picea glauca* (Paper III)
Unit
1st stage
SD361CP
2nd stage
DD401
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.68 0.91 0.52 0.71 1.01 Total energy MWh/odt 0.97 1.89 2.41 2.59 2.90 Refiner speed rpm 1800 1200 1200 1200 1200 Casing pressure bar 3.5 Atm. Atm. Atm. Atm. Casing temp. °C 148 Atm. Atm. Atm. Atm. Refiner mode ‐ Expel ‐ ‐ ‐ ‐ Sample ‐ A27 A28 A29 A30 A31 Input sample ‐ A1 A27 A28 A28 A28
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 2.54 0 0 0 0 Brightness, ISO % 66.1 67.2 68.3 68.8 69.1 BMN 14 mesh % 8.5 6.6 6.7 5.9 3.8 BMN 28 mesh % 29.5 27.8 28 30.1 23.7 BMN 48 mesh % 22.1 21 21.3 22.5 18.7 BMN 100 mesh % 13.5 14.1 15.2 16.2 13.5 BMN 200 mesh % 6.2 7.2 8.4 9.4 7.5 BMN <200 % 20.2 23.3 20.4 15.9 32.8 Freeness (CSF) ml 494 155 86 68 42 Tensile index N.m/g 23.6 44.2 51.5 53.6 60.8 Tear index mN.m2/g 10.5 9.6 9 8.7 7.7 Elongation % 1.69 2.44 2.62 2.5 2.71 TEA J/m2 14.6 40.7 51.2 48.2 62 Light scattering m2/kg 52.2 57.6 60.5 62.3 61.9 Light abs. m2/kg 1.38 1.54 1.67 1.66 1.82 Fibre length** mm ‐ 1.25 1.25 1.27 1.20 * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time, 50 kWh/odt ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 728 ml CSF, 248 kWh/odt
** Area weighted average fibre length measured using PQM1000

112
Table 17. Refining and testing data for ATMP (Mg+P) 5.2, Picea glauca* (Paper III)
Unit
1st stage
SD361CP
2nd stage
DD401
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.62 0.89 0.52 0.72 0.90 Total energy MWh/odt 0.92 1.81 2.33 2.53 2.71 Refiner speed rpm 1800 1200 1200 1200 1200 Casing pressure bar 5.2 Atm. Atm. Atm. Atm. Casing temp. °C 161 Atm. Atm. Atm. Atm. Refiner mode ‐ Expel ‐ ‐ ‐ ‐ Sample ‐ A22 A23 A24 A25 A26 Input sample ‐ A1 A22 A23 A23 A23
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 0.52 0 0 0 0 Brightness, ISO % 66.8 68.3 69 69.6 70.3 BMN 14 mesh % 8.7 5.9 4.9 4.7 4.3 BMN 28 mesh % 28.6 27.1 24.8 24.9 23.2 BMN 48 mesh % 22.4 21.5 19.6 19.7 19.1 BMN 100 mesh % 15.2 6.9 14.6 15.1 14.8 BMN 200 mesh % 7.3 8.3 8 8.5 8.6 BMN <200 % 17.8 30.3 28.1 27.1 30.0 Freeness (CSF) ml 429 157 89 63 51 Tensile index N.m/g 26 46.5 51.6 53.5 59.4 Tear index mN.m2/g 10.1 9.8 8.5 8.6 8.0 Elongation % 1.67 2.17 2.33 2.64 2.55 TEA J/m2 17.7 41.4 40.0 52.2 60.3 Light scattering m2/kg 52.8 58.2 60.5 61.4 59.3 Light abs. m2/kg 1.20 1.31 1.33 1.42 1.29 Fibre length** mm ‐ 1.27 1.27 1.24 1.22 * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time, 50 kWh/odt ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 728 ml CSF, 248 kWh/odt
** Area weighted average fibre length measured using PQM1000

113
Table 18. Refining and testing data for ATMP (Na+P), Picea glauca* (Paper III)
Unit
1st stage
SD361CP
2nd stage
DD401
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.66 0.96 0.54 0.76 1.00 Total energy MWh/odt 0.96 1.92 2.46 2.68 2.92 Refiner speed rpm 1800 1200 1200 1200 1200 Casing pressure bar 5.2 Atm. Atm. Atm. Atm. Casing temp. °C 161 Atm. Atm. Atm. Atm. Refiner mode ‐ Expel ‐ ‐ ‐ ‐ Sample ‐ A3 A5 A9 A10 A11 Input sample ‐ A1 A3 A5 A5 55
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 1.84 0.16 0 0 0 Brightness, ISO % 64.3 66.2 68 69 69.9 BMN 14 mesh % 14.1 9.9 9.4 8.9 6 BMN 28 mesh % 33.4 30.8 30.2 28.4 24.2 BMN 48 mesh % 20.8 19.7 19.2 18.3 16.8 BMN 100 mesh % 11.3 12.1 12.3 11.9 11.2 BMN 200 mesh % 4.6 5.3 5.8 5.9 5.7 BMN <200 % 15.8 22.2 23.1 26.6 36.1 Freeness (CSF) ml 586 244 141 110 73 Tensile index N.m/g 20.4 41.9 50.9 52.2 58.5 Tear index mN.m2/g 8.9 10.3 10.1 10.0 9.1 Elongation % 0.7 2.19 2.49 2.40 2.46 TEA J/m2 12.9 34.7 56.1 49.9 60.6 Light scattering m2/kg 46 54.8 55.3 57.7 59.1 Light abs. m2/kg 1.35 1.37 1.38 1.36 1.51 Fibre length** mm ‐ 1.43 1.46 1.35 1.38 * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time, 50 kWh/odt ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 728 ml CSF, 248 kWh/odt
** Area weighted average fibre length measured using PQM1000

114
Table 19. Refining and testing data for ATMP (P), Picea glauca* (Paper III)
Unit
1st stage
SD361CP
2nd stage
DD401
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Applied energy MWh/odt 0.59 0.96 0.48 0.73 0.95 Total energy MWh/odt 0.88 1.84 2.33 2.57 2.80 Refiner speed rpm 1800 1200 1200 1200 1200 Casing pressure bar 5.2 Atm. Atm. Atm. Atm. Casing temp. °C 161 Atm. Atm. Atm. Atm. Refiner mode ‐ Expel ‐ ‐ ‐ ‐ Sample ‐ A12 A14 A15 A16 A17 Input sample ‐ A1 A12 A14 A14 A14
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 1.06 0.16 0 0 0 Brightness, ISO % 57.5 61.0 61.0 61.3 61.8 BMN 14 mesh % 6.0 4.2 4.8 3.7 3.4 BMN 28 mesh % 28.6 25.4 25.7 23.3 10.1 BMN 48 mesh % 23.2 21.7 21.1 20.7 19.7 BMN 100 mesh % 15.7 15.7 15.6 15.3 14.7 BMN 200 mesh % 7.8 7.8 5.3 7.9 7.5 BMN <200 % 25.2 25.2 27.5 29.1 34.6 Freeness (CSF) ml 461 164 105 84 78 Tensile index N.m/g 23.6 41.8 49.0 55.6 53.4 Tear index mN.m2/g 7.9 9.7 9.3 8.9 8.4 Elongation % 1.77 2.19 2.18 2.46 2.31 TEA J/m2 15.0 34.3 42.6 57.2 55.0 Light scattering m2/kg 47.5 52.0 58.8 60.0 59.5 Light abs. m2/kg 2.39 2.42 2.71 2.97 2.69 Fibre length** mm ‐ 1.33 1.27 1.22 1.27 * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time, 50 kWh/odt ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 782 ml CSF, 248 kWh/odt
** Area weighted average fibre length measured using PQM1000

115
Table 20. Fibre characterisation data, Picea glauca (Paper III)
Unit
1st stage
SD361CP
2nd stage
DD401
3rd stage
DD401
3rd stage
DD401
3rd stage
DD401
Fibre characterisation, PFI laboratory, Trondheim, Norway TMP A38 A39 A40 A41 A42 S3A index m2/g 9.43±0.92 12.67±1.12 ‐ ‐ 17.81±1.60 Bendability % 5.17±0.06 6.38±0.4 ‐ ‐ 6.68±0.12 Coarseness ug/m 160±59 152±41 ‐ ‐ 90±7.5 Wall thickn. μm 2.21±0.06 2.12±0.05 ‐ ‐ 1.99±0.05 Split fibre index % 5.1 6.5 ‐ ‐ 7.9 ATMP (Mg+P) A27 A28 A29 A30 A31 S3A index m2/g 10.53±0.41 14.03±0.95 ‐ ‐ 19.55±0.82 Bendability % 5.39±0.2 6.98±0.16 ‐ ‐ 7.31±0.13 Coarseness ug/m 128±10.7 120±7.0 ‐ ‐ 99±3.7 Wall thickn. μm 2.08±0.05 2.08±0.05 ‐ ‐ 2.04±0.05 Split fibre index % 8.3 8.0 ‐ ‐ 11.0 ATMP (Na+P) A3 A5 A9 A10 A11 S3A index m2/g ‐ ‐ ‐ ‐ 19.05±1.65 Bendability % ‐ ‐ ‐ ‐ 7.07±0.21 Coarseness ug/m ‐ ‐ ‐ ‐ 92±7.5 Wall thickn. μm ‐ ‐ ‐ ‐ 2.05±0.05 Split fibre index % ‐ ‐ ‐ ‐ 8.2 ATMP (P) A12 A14 A15 A16 A17 S3A index m2/g ‐ ‐ ‐ ‐ 19.68±1.72 Bendability % ‐ ‐ ‐ ‐ 6.61±0.07 Coarseness ug/m ‐ ‐ ‐ ‐ 96±3.8 Wall thickn. μm ‐ ‐ ‐ ‐ 2.09±0.05 Split fibre index % ‐ ‐ ‐ ‐ 8.5

116
Table 21. Refining and testing data for TMP, Picea glauca (Papers IV, V and VI)
Unit
1st stage
SD361CP
2nd stage
DD401
2rd stage
DD401
2rd stage
DD401
2rd stage
DD401
Applied energy MWh/odt 1.17 0.97 1.10 1.22 1.52 Total energy MWh/odt 1.17 2.14 2.26 2.39 2.68 Refiner speed rpm 1800 1200 1200 1200 1200 Casing pressure bar 2.8 Atm. Atm. Atm. Atm. Casing temp. °C 142 Atm. Atm. Atm. Atm. Refiner mode ‐ Holdback ‐ ‐ ‐ ‐ Sample ‐ A1 A2 A3 A4 A5 Input sample ‐ Chips A1 A2 A2 A2
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 15.05 2.48 2.22 2.20 1.98 Brightness, ISO % 54.1 56.2 56.1 56.3 56.9 BMN 14 mesh % 26.6 14.9 11.2 11.2 9.2 BMN 28 mesh % 22.9 26.9 26.5 25.1 24.9 BMN 48 mesh % 15.7 16.5 17.2 17.0 17.2 BMN 100 mesh % 9.1 10.3 10.9 10.5 11 BMN 200 mesh % 5.3 5.6 5.8 5.7 6.5 BMN <200 % 20.4 25.8 28.4 30.5 31.2 Freeness (CSF) ml 356 108 84 76 44 Tensile index N.m/g 21.1 48.6 51.7 49.1 57.2 Tear index mN.m2/g 8.5 9.4 9.2 9.1 8.2 Elongation % 1.57 2.36 2.50 2.36 2.60 TEA J/m2 11.8 42.2 47.7 43.2 56.8 Light scattering m2/kg 46.0 55.4 57.0 55.2 62 Light abs. m2/kg 4.21 4.60 4.60 4.76 5.35 Fibre length* mm 1.2 1.1 1.09 1.05 1.01
Calendered sheets testing (150 kN/m), NSI laboratory, Halden, Norway Density kg/m3 ‐ ‐ 897 917 929 PPS μm ‐ ‐ 1.59 1.59 1.52 PPS (rewetted) μm ‐ ‐ 2.43 2.19 2.18 Air perm. ml/min ‐ ‐ 11.7 8 5.1 * Area weighted average fibre length measured using PQM1000

117
Table 22. Refining and testing data for ATMP (aq.) Picea glauca* (Papers IV, V, VI)
Unit
1st stage
SD361CP
2nd stage
DD401
2rd stage
DD401
2rd stage
DD401
2rd stage
DD401
Applied energy MWh/odt 0.59 0.90 1.09 1.26 1.45 Total energy MWh/odt 0.83 1.73 1.92 2.09 2.28 Refiner speed rpm 2300 1200 1200 1200 1200 Casing pressure bar 5.2 Atm. Atm. Atm. Atm. Casing temp. °C 161 Atm. Atm. Atm. Atm. Refiner mode ‐ Expel ‐ ‐ ‐ ‐ Sample ‐ A10 A12 A13 A14 A15 Input sample ‐ A6 A10 A10 A10 A10
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 3.26 0.08 0.06 0.04 0.04 Brightness, ISO % 52.7 54.9 54.9 55.0 55.9 BMN 14 mesh % 14.8 7 8.3 8.1 6.8 BMN 28 mesh % 28.5 27.4 26.7 25.8 25.1 BMN 48 mesh % 18.8 19.1 17.4 17.2 17.1 BMN 100 mesh % 11.5 12.2 13 13.4 12.8 BMN 200 mesh % 6.5 7.3 7.4 7.7 7.6 BMN <200 % 19.9 27 27.2 29.8 30.8 Freeness (CSF) ml 501 164 116 76 52 Tensile index N.m/g 24.1 44.9 48.6 53.8 54.3 Tear index mN.m2/g 8.4 10.2 9.4 8.5 8.1 Elongation % 1.41 2.24 2.32 2.44 2.29 TEA J/m2 13.3 40.7 45.9 52.9 50.6 Light scattering m2/kg 51.2 54.3 58.6 57.4 58.1 Light abs. m2/kg 3.98 3.99 4.35 4.32 4.34 Fibre length** mm 1.12 1.06 1.04 1.03 0.98
Calendered sheets testing (150 kN/m), NSI laboratory, Halden, Norway Density kg/m3 ‐ ‐ 923 933 946 PPS μm ‐ ‐ 1.58 1.48 1.53 PPS (rewetted) μm ‐ ‐ 2.14 2.02 2.00 Air perm. ml/min ‐ ‐ 15.5 11.6 8.5 * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time, 36 kWh/odt ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 770 ml CSF, 205 kWh/odt
** Area weighted average fibre length measured using PQM1000

118
Table 23. Refining and testing data for ATMP (Mg+P) Picea glauca* (Papers IV- VI)
Unit
1st stage
SD361CP
2nd stage
DD401
2rd stage
DD401
2rd stage
DD401
2rd stage
DD401
Applied energy MWh/odt 0.66 0.96 1.13 1.32 1.50 Total energy MWh/odt 0.90 1.86 2.03 2.22 2.39 Refiner speed rpm 2300 1200 1200 1200 1200 Casing pressure bar 5.2 Atm. Atm. Atm. Atm. Casing temp. °C 161 Atm. Atm. Atm. Atm. Refiner mode ‐ Expel ‐ ‐ ‐ ‐ Sample ‐ A23 A24 A25 A26 A27 Input sample ‐ A6 A23 A23 A23 A23
TAPPI testing, Andritz laboratory, Springfield, USA Shives (Pulmac) % 1.22 0.1 0.04 0.02 0 Brightness, ISO % 58.9 63.1 64.9 66.1 66.3 BMN 14 mesh % 12.0 9.0 7.8 7.3 6.2 BMN 28 mesh % 28.9 27.2 25.4 25.1 23.8 BMN 48 mesh % 19.2 18.1 17.6 18.0 17.6 BMN 100 mesh % 11.9 13.6 12.5 13.0 12.9 BMN 200 mesh % 6.3 7.6 7.7 8.1 8.4 BMN <200 % 21.7 24.5 29.0 28.5 31.1 Freeness (CSF) ml 460 111 76 51 48 Tensile index N.m/g 26.9 50.2 53.4 58.8 57.3 Tear index mN.m2/g 9.0 9.4 8.5 8.1 7.9 Elongation % 1.58 2.41 2.47 2.75 2.51 TEA J/m2 17.2 46.5 50.5 62.4 55.1 Light scattering m2/kg 51.3 57.7 57.9 57.4 60.2 Light abs. m2/kg 1.82 1.63 1.55 1.47 1.59 Fibre length** mm 1.14 1.05 1.02 0.99 0.97
Calendered sheets testing (150 kN/m), NSI laboratory, Halden, Norway Density kg/m3 ‐ 938 922 938 ‐ PPS μm ‐ 1.55 1.50 1.44 ‐ PPS (rewetted) μm ‐ 2.16 2.04 1.92 ‐ Air perm. ml/min ‐ 14.8 11.8 8.1 ‐ * Data for the mechanical pre‐treatment
‐ Impressafiner: 38 rpm, 1.5 bars pressure, 15 s. residence time, 36 kWh/odt ‐ Fiberizer (SD361CP): 1.7 bars, 138 °C, expel, 770 ml CSF, 205 kWh/odt
** Area weighted average fibre length, measured using PQM1000
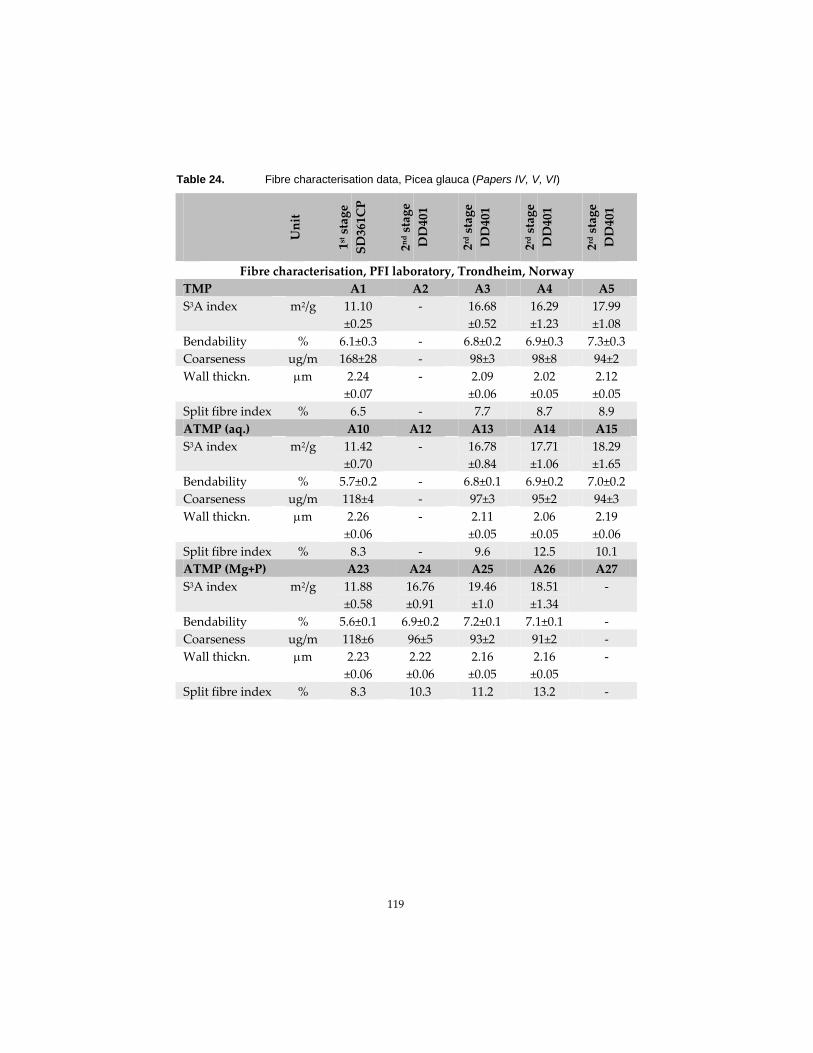
119
Table 24. Fibre characterisation data, Picea glauca (Papers IV, V, VI)
Unit
1st stage
SD361CP
2nd stage
DD401
2rd stage
DD401
2rd stage
DD401
2rd stage
DD401
Fibre characterisation, PFI laboratory, Trondheim, Norway TMP A1 A2 A3 A4 A5 S3A index m2/g 11.10
±0.25 ‐ 16.68
±0.52 16.29 ±1.23
17.99 ±1.08
Bendability % 6.1±0.3 ‐ 6.8±0.2 6.9±0.3 7.3±0.3 Coarseness ug/m 168±28 ‐ 98±3 98±8 94±2 Wall thickn. μm 2.24
±0.07 ‐ 2.09
±0.06 2.02 ±0.05
2.12 ±0.05
Split fibre index % 6.5 ‐ 7.7 8.7 8.9 ATMP (aq.) A10 A12 A13 A14 A15 S3A index m2/g 11.42
±0.70 ‐ 16.78
±0.84 17.71 ±1.06
18.29 ±1.65
Bendability % 5.7±0.2 ‐ 6.8±0.1 6.9±0.2 7.0±0.2 Coarseness ug/m 118±4 ‐ 97±3 95±2 94±3 Wall thickn. μm 2.26
±0.06 ‐ 2.11
±0.05 2.06 ±0.05
2.19 ±0.06
Split fibre index % 8.3 ‐ 9.6 12.5 10.1 ATMP (Mg+P) A23 A24 A25 A26 A27 S3A index m2/g 11.88
±0.58 16.76 ±0.91
19.46 ±1.0
18.51 ±1.34
‐
Bendability % 5.6±0.1 6.9±0.2 7.2±0.1 7.1±0.1 ‐ Coarseness ug/m 118±6 96±5 93±2 91±2 ‐ Wall thickn. μm 2.23
±0.06 2.22 ±0.06
2.16 ±0.05
2.16 ±0.05
‐
Split fibre index % 8.3 10.3 11.2 13.2 ‐