
Aspecto Legal Norma Sanitaria para aplicación del Sistema ... · Contando con el formato del...
28
- 1 - Aspecto Legal Norma Sanitaria para aplicación del Sistema HACCP en la fabricación de alimentos y bebidas R.M. N° 449-2006/MINSA DESCRIPCION DEL PRODUCTO ALIMENTICIO FICHA TECNICA DEL PRODUCTO NOMBRE LECHE DE SOYA EVAPORADA EN ENVASE TETRABRIK- ASEPTICO Es leche de soya que ha sido evaporada, homogenizada, y sometida a proceso de esterilización, a la cual se le ha adicionado aditivos, vitaminas y minerales autorizados. DESCRIPCION DEL PRODUCTO Es un alimento que tiene como materia prima principal el frijol de soya (el contenidono debe exceder del 10% de humedad m/m), que posteriormente es convertido en harina de soya integral y a través de varios procesos industriales se convierte en bebida protéica a base de soya, con una gran fuente de proteína aislada de soya vitamina B y hierro, 9 aminoácidos esenciales, rica en isoflavonas. INGREDIENTES PRINCIPALES Proteína aislada del Frijol de soya de alta calidad (glycine max l), azúcares, agua tratada, maltodextrina E1405, aceite de soya hidrogenado, lecitina de soya E322, fructuosa, calcio, sal, vitaminas A E169,C E300,D aditivos: estabilizantes E332, saborizantes E407, enturbiante E171, fosfato tricálcico E341, citrato de calcio E333 , minerales fósforo y calcio, carreginina E407,colorante E160 Sin Lactosa 0%, Colesterol 0%, Sin conservantes químicos CARACTERISTICAS FISICAS Y QUIMICAS Aspecto, líquido uniforme Color, blanco cremoso Olor, aroma agradable característico Sabor, característico Textura, líquido cremoso Densidad: a 25° C (1.050-1.060 g/cm3) Sólidos No grasos pH: (6.0 – 7.0). Sólidos totales min 15%
Transcript of Aspecto Legal Norma Sanitaria para aplicación del Sistema ... · Contando con el formato del...

- 1 -
Aspecto Legal Norma Sanitaria para aplicación del Sistema HACCP en la fabricación de alimentos y bebidas R.M. N° 449-2006/MINSA
DESCRIPCION DEL PRODUCTO ALIMENTICIO
FICHA TECNICA DEL PRODUCTO
NOMBRE
LECHE DE SOYA EVAPORADA EN ENVASE TETRABRIK- ASEPTICO Es leche de soya que ha sido evaporada, homogenizada, y sometida a proceso de esterilización, a la cual se le ha adicionado aditivos, vitaminas y minerales autorizados.
DESCRIPCION DEL PRODUCTO
Es un alimento que tiene como materia prima principal el frijol de soya (el contenidono debe exceder del 10% de humedad m/m), que posteriormente es convertido en harina de soya integral y a través de varios procesos industriales se convierte en bebida protéica a base de soya, con una gran fuente de proteína aislada de soya vitamina B y hierro, 9 aminoácidos esenciales, rica en isoflavonas.
INGREDIENTES PRINCIPALES
Proteína aislada del Frijol de soya de alta calidad (glycine max l), azúcares, agua tratada, maltodextrina E1405, aceite de soya hidrogenado, lecitina de soya E322, fructuosa, calcio, sal, vitaminas A E169,C E300,D aditivos: estabilizantes E332, saborizantes E407, enturbiante E171, fosfato tricálcico E341, citrato de calcio E333 , minerales fósforo y calcio, carreginina E407,colorante E160 Sin Lactosa 0%, Colesterol 0%, Sin conservantes químicos
CARACTERISTICAS FISICAS Y QUIMICAS
Aspecto, líquido uniforme Color, blanco cremoso Olor, aroma agradable característico Sabor, característico Textura, líquido cremoso Densidad: a 25° C (1.050-1.060 g/cm3) Sólidos No grasos pH: (6.0 – 7.0). Sólidos totales min 15%
- 2 -
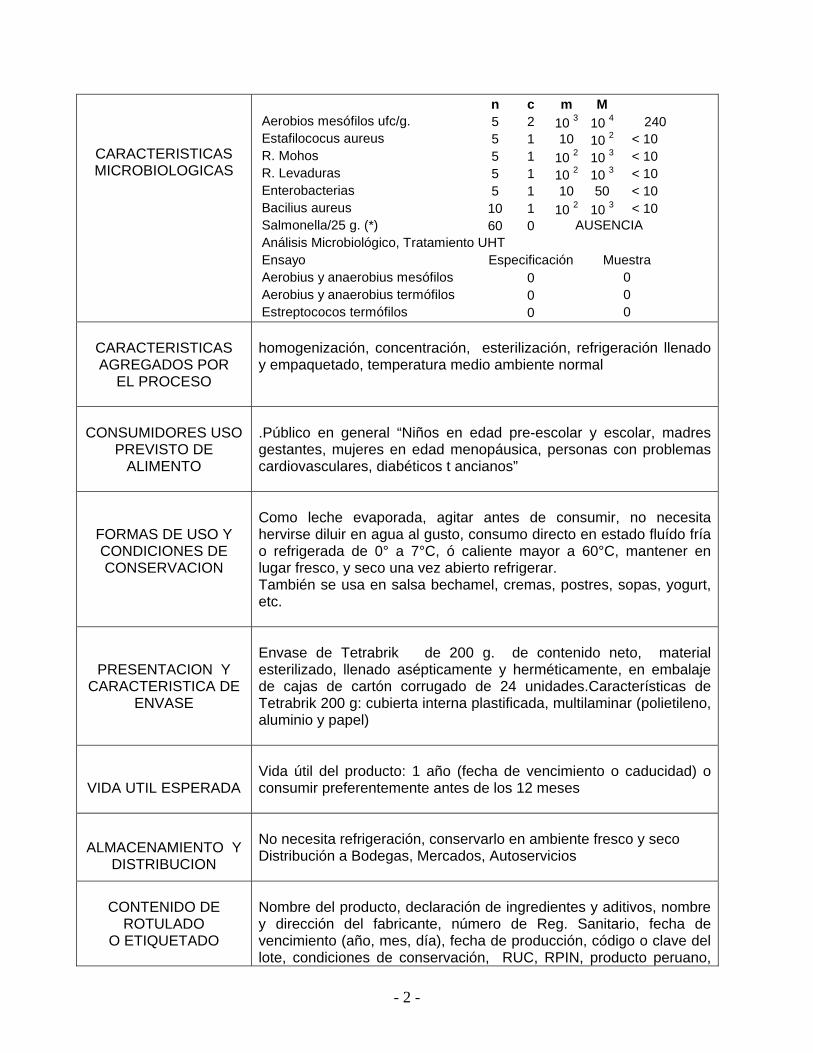
CARACTERISTICAS MICROBIOLOGICAS
n c m M5 2 10 3 10 4 2405 1 10 10 2 < 105 1 10 2 10 3 < 105 1 10 2 10 3 < 105 1 10 50 < 1010 1 10 2 10 3 < 1060 0
000 0
AUSENCIAAnálisis Microbiológico, Tratamiento UHT
MuestraEspecificación
Estreptococos termófilos
Ensayo
Aerobios mesófilos ufc/g.Estafilococus aureusR. MohosR. LevadurasEnterobacteriasBacilius aureusSalmonella/25 g. (*)
Aerobius y anaerobius mesófilosAerobius y anaerobius termófilos
00
CARACTERISTICAS AGREGADOS POR
EL PROCESO
homogenización, concentración, esterilización, refrigeración llenado y empaquetado, temperatura medio ambiente normal
CONSUMIDORES USO
PREVISTO DE ALIMENTO
.Público en general “Niños en edad pre-escolar y escolar, madres gestantes, mujeres en edad menopáusica, personas con problemas cardiovasculares, diabéticos t ancianos”
FORMAS DE USO Y CONDICIONES DE CONSERVACION
Como leche evaporada, agitar antes de consumir, no necesita hervirse diluir en agua al gusto, consumo directo en estado fluído fría o refrigerada de 0° a 7°C, ó caliente mayor a 60°C, mantener en lugar fresco, y seco una vez abierto refrigerar. También se usa en salsa bechamel, cremas, postres, sopas, yogurt, etc.
PRESENTACION Y CARACTERISTICA DE
ENVASE
Envase de Tetrabrik de 200 g. de contenido neto, material esterilizado, llenado asépticamente y herméticamente, en embalaje de cajas de cartón corrugado de 24 unidades.Características de Tetrabrik 200 g: cubierta interna plastificada, multilaminar (polietileno, aluminio y papel)
VIDA UTIL ESPERADA
Vida útil del producto: 1 año (fecha de vencimiento o caducidad) o consumir preferentemente antes de los 12 meses
ALMACENAMIENTO Y
DISTRIBUCION
No necesita refrigeración, conservarlo en ambiente fresco y seco Distribución a Bodegas, Mercados, Autoservicios
CONTENIDO DE ROTULADO
O ETIQUETADO
Nombre del producto, declaración de ingredientes y aditivos, nombre y dirección del fabricante, número de Reg. Sanitario, fecha de vencimiento (año, mes, día), fecha de producción, código o clave del lote, condiciones de conservación, RUC, RPIN, producto peruano,

- 3 -
idioma español.
DATOS CONSTITUYENTES
EN 100 g
Composición de leche de soya 90.0 % de agua,Sólidos 10%, Cal (energía) 47%, proteinas de g. 4.5% grasa g. 3.5%, carbohidratos g. 3.4%, fibra cruda 0.14g, cenizas 0.6g, calcio 52 mgrs, fósforo 53 mgrs, fierro 1.1 mgrs Sodio 59.0 mgrs, potasio 123.0 mgrs, vitamina A 173 IU, tiamina 0.1 mgrs, bi¿niacina 0.9 mgrs, vitamina D 2.0 IU, Viscosidad cps (20°C)
Fuente Base de Datos Nutrientes Nacional del USDA – 17/2004

- 4 -
DIAGRAMA DE FLUJO
RECEPCION Materia prima
PESADO
IRRADIACION Ultra Violeta
PRE MEZCLA
CONCENTRACION Acondicionamiento
HOMOGENIZACION
ENFRIAMIENTO
ALMACENAMIENTO
NORMALIZADO
ESPESANTE
EMBALAJE
ALMACEN
ESTERILIZACION UHT
ENVASADO Producto Final
Etiquetado impreso
Proveedores calificados Resultado análisis físico químico y microbiológico.
Balanza calibrada, digitales
19º 22º C 30 watts mínimo 30 minutos
Dosimetría % comprobada
100% sellado hermético Límites Legales Sacos higiénicos especificados durante almacenamiento
Dosimetría % comprobada
50º - 55º C por 10 minutos Tanque con agua blanda controlada mas mezcla
140 – 150 Kg. / cm.² 200 Bar
Menor ó = 10º C
Menor ó = 10º C
15% ST
MEZCLA
60º C 2 – 3%
DISTRIBUCION
24 unidades x 200 g. Tetrabrik aséptico
17 – 19º C y baja humedad
Clientes
137 140º C por 5 seg.
24° C En envasadora concentración de desinfectante y temperatura baño de peroxido Check list. Envase esterilizado prueba de hermeticidad cada 20 a 30 minutos. 100% EFECTIVIDAD Cuarentena análisis microbiológico
PCC 1
PCC 2
PCC 3
ENVASADO
- 5 -
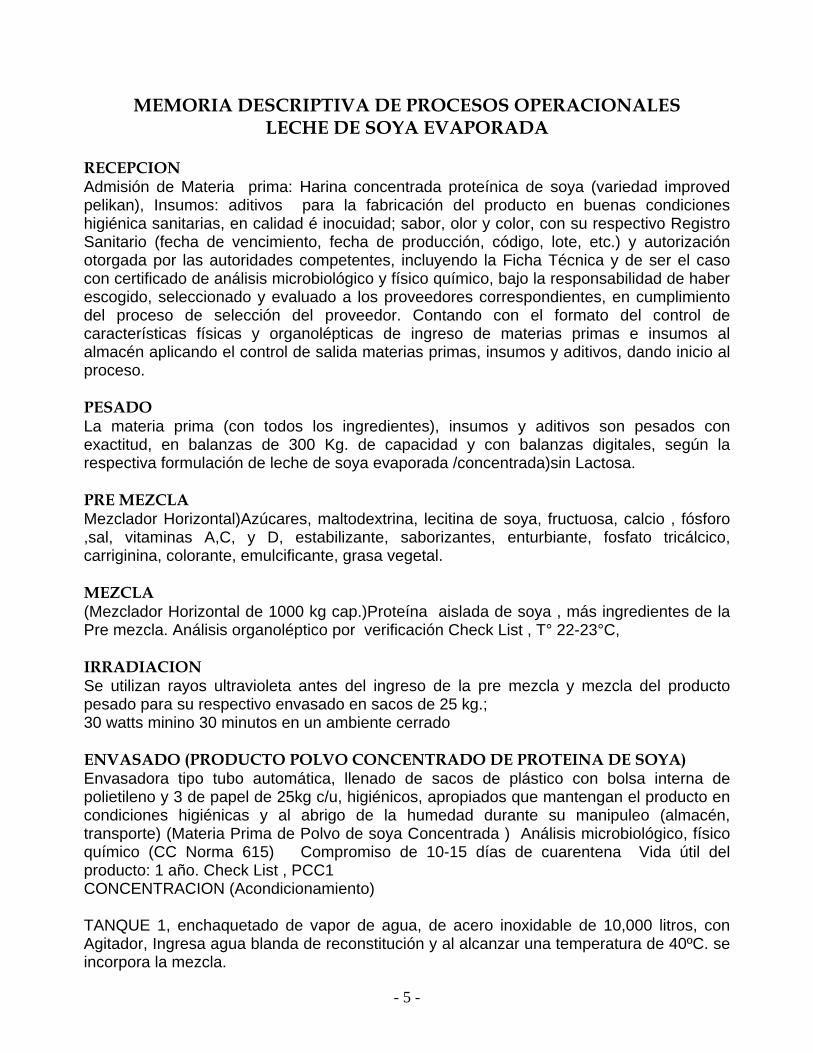
MEMORIA DESCRIPTIVA DE PROCESOS OPERACIONALES LECHE DE SOYA EVAPORADA
RECEPCION Admisión de Materia prima: Harina concentrada proteínica de soya (variedad improved pelikan), Insumos: aditivos para la fabricación del producto en buenas condiciones higiénica sanitarias, en calidad é inocuidad; sabor, olor y color, con su respectivo Registro Sanitario (fecha de vencimiento, fecha de producción, código, lote, etc.) y autorización otorgada por las autoridades competentes, incluyendo la Ficha Técnica y de ser el caso con certificado de análisis microbiológico y físico químico, bajo la responsabilidad de haber escogido, seleccionado y evaluado a los proveedores correspondientes, en cumplimiento del proceso de selección del proveedor. Contando con el formato del control de características físicas y organolépticas de ingreso de materias primas e insumos al almacén aplicando el control de salida materias primas, insumos y aditivos, dando inicio al proceso. PESADO La materia prima (con todos los ingredientes), insumos y aditivos son pesados con exactitud, en balanzas de 300 Kg. de capacidad y con balanzas digitales, según la respectiva formulación de leche de soya evaporada /concentrada)sin Lactosa. PRE MEZCLA Mezclador Horizontal)Azúcares, maltodextrina, lecitina de soya, fructuosa, calcio , fósforo ,sal, vitaminas A,C, y D, estabilizante, saborizantes, enturbiante, fosfato tricálcico, carriginina, colorante, emulcificante, grasa vegetal. MEZCLA (Mezclador Horizontal de 1000 kg cap.)Proteína aislada de soya , más ingredientes de la Pre mezcla. Análisis organoléptico por verificación Check List , T° 22-23°C, IRRADIACION Se utilizan rayos ultravioleta antes del ingreso de la pre mezcla y mezcla del producto pesado para su respectivo envasado en sacos de 25 kg.; 30 watts minino 30 minutos en un ambiente cerrado ENVASADO (PRODUCTO POLVO CONCENTRADO DE PROTEINA DE SOYA) Envasadora tipo tubo automática, llenado de sacos de plástico con bolsa interna de polietileno y 3 de papel de 25kg c/u, higiénicos, apropiados que mantengan el producto en condiciones higiénicas y al abrigo de la humedad durante su manipuleo (almacén, transporte) (Materia Prima de Polvo de soya Concentrada ) Análisis microbiológico, físico químico (CC Norma 615) Compromiso de 10-15 días de cuarentena Vida útil del producto: 1 año. Check List , PCC1 CONCENTRACION (Acondicionamiento) TANQUE 1, enchaquetado de vapor de agua, de acero inoxidable de 10,000 litros, con Agitador, Ingresa agua blanda de reconstitución y al alcanzar una temperatura de 40ºC. se incorpora la mezcla.
- 6 -
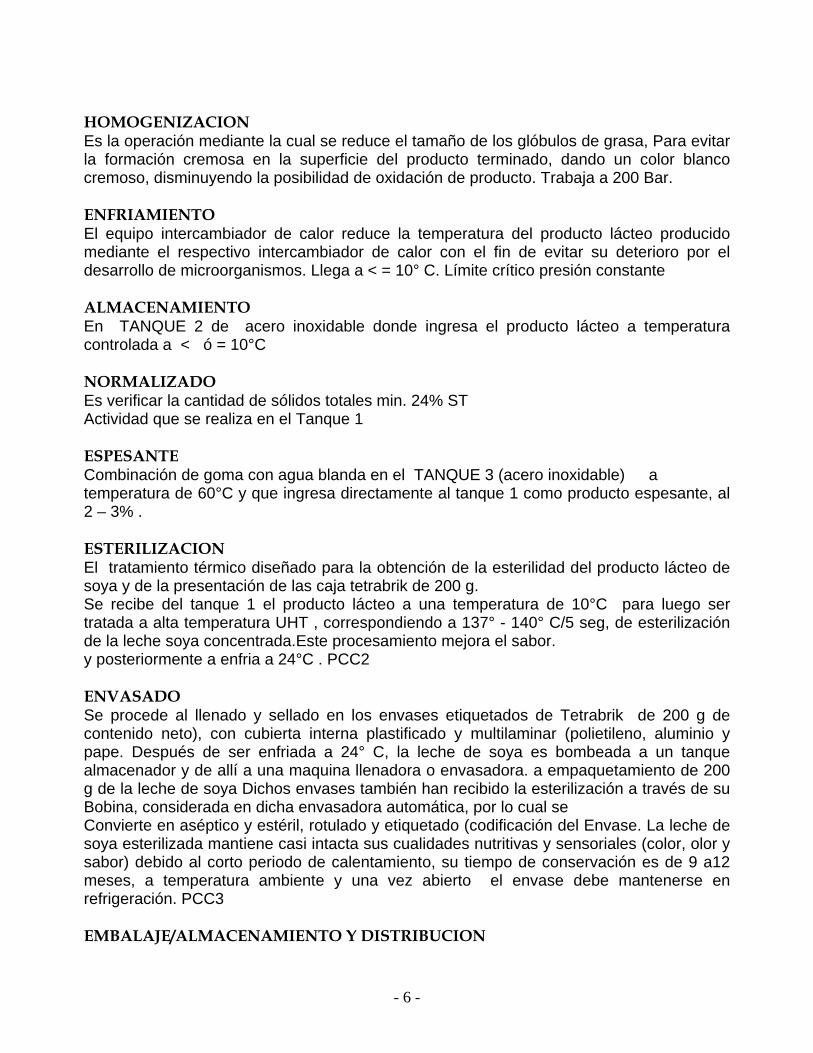
HOMOGENIZACION Es la operación mediante la cual se reduce el tamaño de los glóbulos de grasa, Para evitar la formación cremosa en la superficie del producto terminado, dando un color blanco cremoso, disminuyendo la posibilidad de oxidación de producto. Trabaja a 200 Bar. ENFRIAMIENTO El equipo intercambiador de calor reduce la temperatura del producto lácteo producido mediante el respectivo intercambiador de calor con el fin de evitar su deterioro por el desarrollo de microorganismos. Llega a < = 10° C. Límite crítico presión constante ALMACENAMIENTO En TANQUE 2 de acero inoxidable donde ingresa el producto lácteo a temperatura controlada a < ó = 10°C NORMALIZADO Es verificar la cantidad de sólidos totales min. 24% ST Actividad que se realiza en el Tanque 1 ESPESANTE Combinación de goma con agua blanda en el TANQUE 3 (acero inoxidable) a temperatura de 60°C y que ingresa directamente al tanque 1 como producto espesante, al 2 – 3% . ESTERILIZACION El tratamiento térmico diseñado para la obtención de la esterilidad del producto lácteo de soya y de la presentación de las caja tetrabrik de 200 g. Se recibe del tanque 1 el producto lácteo a una temperatura de 10°C para luego ser tratada a alta temperatura UHT , correspondiendo a 137° - 140° C/5 seg, de esterilización de la leche soya concentrada.Este procesamiento mejora el sabor. y posteriormente a enfria a 24°C . PCC2
ENVASADO Se procede al llenado y sellado en los envases etiquetados de Tetrabrik de 200 g de contenido neto), con cubierta interna plastificado y multilaminar (polietileno, aluminio y pape. Después de ser enfriada a 24° C, la leche de soya es bombeada a un tanque almacenador y de allí a una maquina llenadora o envasadora. a empaquetamiento de 200 g de la leche de soya Dichos envases también han recibido la esterilización a través de su Bobina, considerada en dicha envasadora automática, por lo cual se Convierte en aséptico y estéril, rotulado y etiquetado (codificación del Envase. La leche de soya esterilizada mantiene casi intacta sus cualidades nutritivas y sensoriales (color, olor y sabor) debido al corto periodo de calentamiento, su tiempo de conservación es de 9 a12 meses, a temperatura ambiente y una vez abierto el envase debe mantenerse en refrigeración. PCC3
EMBALAJE/ALMACENAMIENTO Y DISTRIBUCION
- 7 -
se realiza en cajas de cartón corrugado conteniendo 24 unidades de 200g c/u. .y distribuido a bodegas, mercados de abasto y autoservicios
- 8 -
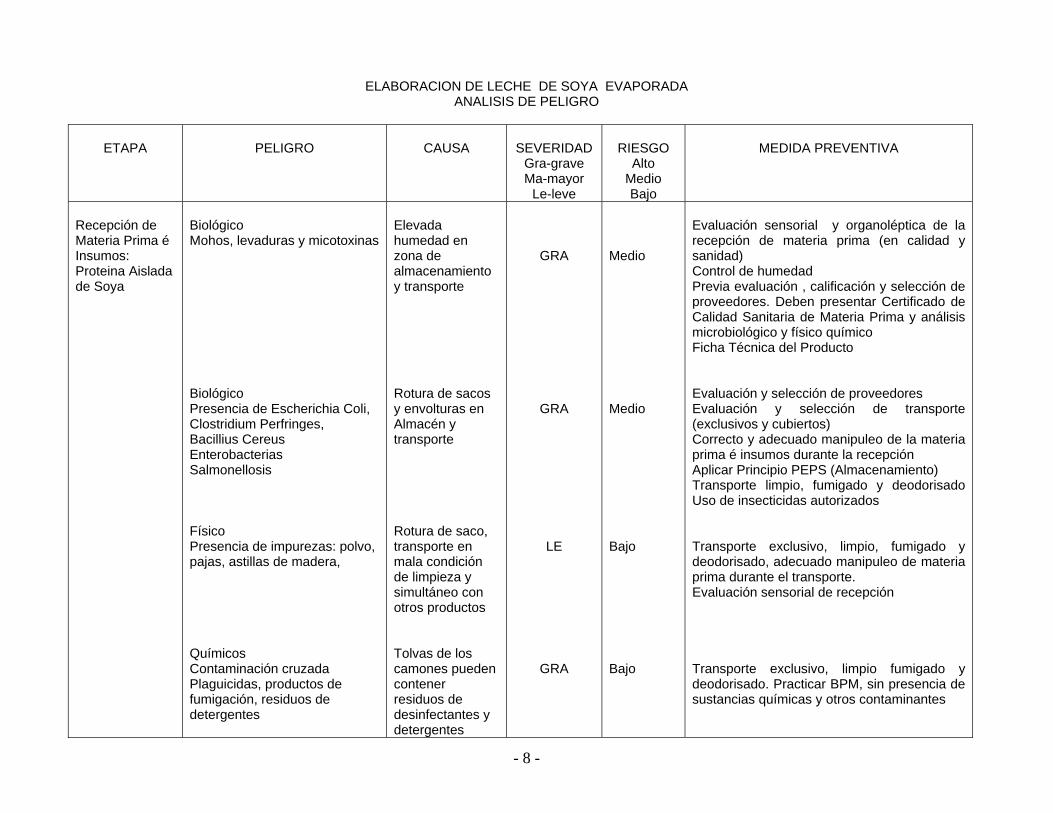
ELABORACION DE LECHE DE SOYA EVAPORADA
ANALISIS DE PELIGRO
ETAPA
PELIGRO
CAUSA
SEVERIDAD
Gra-grave Ma-mayor
Le-leve
RIESGO
Alto Medio Bajo
MEDIDA PREVENTIVA
Recepción de Materia Prima é Insumos: Proteina Aislada de Soya
Biológico Mohos, levaduras y micotoxinas Biológico Presencia de Escherichia Coli, Clostridium Perfringes, Bacillius Cereus Enterobacterias Salmonellosis Físico Presencia de impurezas: polvo, pajas, astillas de madera, Químicos Contaminación cruzada Plaguicidas, productos de fumigación, residuos de detergentes
Elevada humedad en zona de almacenamiento y transporte Rotura de sacos y envolturas en Almacén y transporte Rotura de saco, transporte en mala condición de limpieza y simultáneo con otros productos Tolvas de los camones pueden contener residuos de desinfectantes y detergentes
GRA
GRA
LE
GRA
Medio Medio Bajo Bajo
Evaluación sensorial y organoléptica de la recepción de materia prima (en calidad y sanidad) Control de humedad Previa evaluación , calificación y selección de proveedores. Deben presentar Certificado de Calidad Sanitaria de Materia Prima y análisis microbiológico y físico químico Ficha Técnica del Producto Evaluación y selección de proveedores Evaluación y selección de transporte (exclusivos y cubiertos) Correcto y adecuado manipuleo de la materia prima é insumos durante la recepción Aplicar Principio PEPS (Almacenamiento) Transporte limpio, fumigado y deodorisado Uso de insecticidas autorizados Transporte exclusivo, limpio, fumigado y deodorisado, adecuado manipuleo de materia prima durante el transporte. Evaluación sensorial de recepción Transporte exclusivo, limpio fumigado y deodorisado. Practicar BPM, sin presencia de sustancias químicas y otros contaminantes
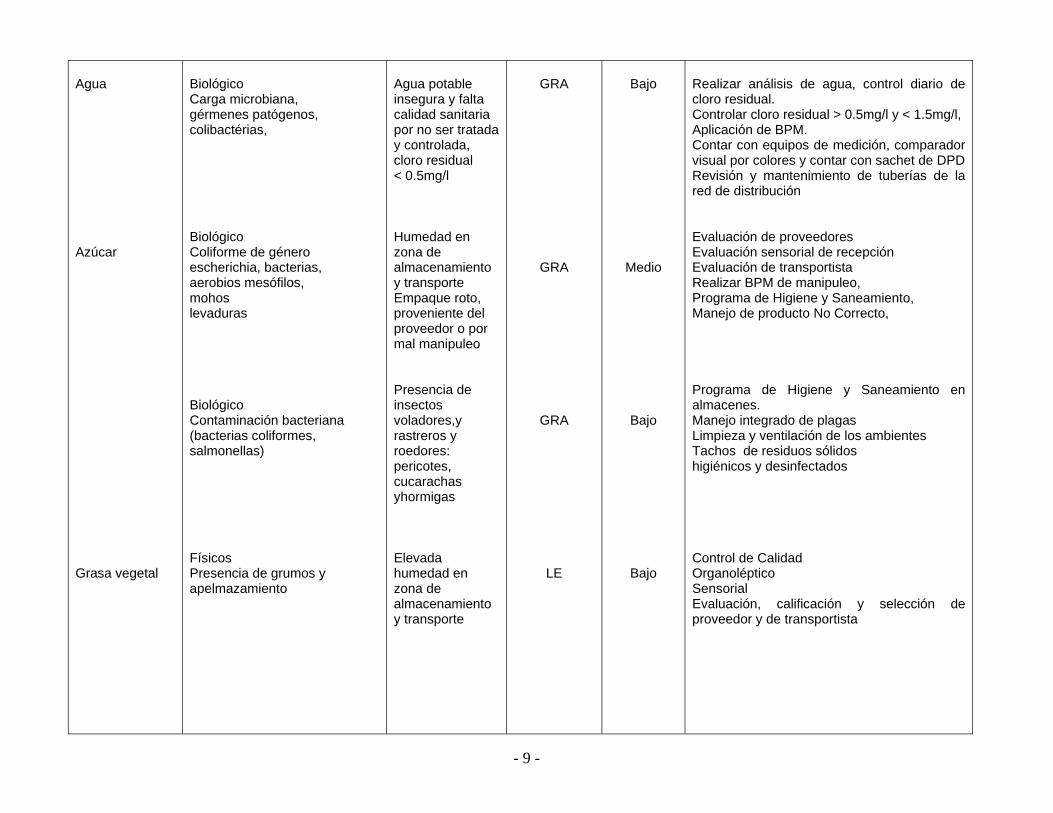
- 9 -
Agua Azúcar Grasa vegetal
Biológico Carga microbiana, gérmenes patógenos, colibactérias, Biológico Coliforme de género escherichia, bacterias, aerobios mesófilos, mohos levaduras Biológico Contaminación bacteriana (bacterias coliformes, salmonellas) Físicos Presencia de grumos y apelmazamiento
Agua potable insegura y falta calidad sanitaria por no ser tratada y controlada, cloro residual < 0.5mg/l Humedad en zona de almacenamiento y transporte Empaque roto, proveniente del proveedor o por mal manipuleo Presencia de insectos voladores,y rastreros y roedores: pericotes, cucarachas yhormigas Elevada humedad en zona de almacenamiento y transporte
GRA
GRA
GRA
LE
Bajo
Medio
Bajo
Bajo
Realizar análisis de agua, control diario de cloro residual. Controlar cloro residual > 0.5mg/l y < 1.5mg/l, Aplicación de BPM. Contar con equipos de medición, comparador visual por colores y contar con sachet de DPDRevisión y mantenimiento de tuberías de la red de distribución Evaluación de proveedores Evaluación sensorial de recepción Evaluación de transportista Realizar BPM de manipuleo, Programa de Higiene y Saneamiento, Manejo de producto No Correcto, Programa de Higiene y Saneamiento en almacenes. Manejo integrado de plagas Limpieza y ventilación de los ambientes Tachos de residuos sólidos higiénicos y desinfectados Control de Calidad Organoléptico Sensorial Evaluación, calificación y selección de proveedor y de transportista
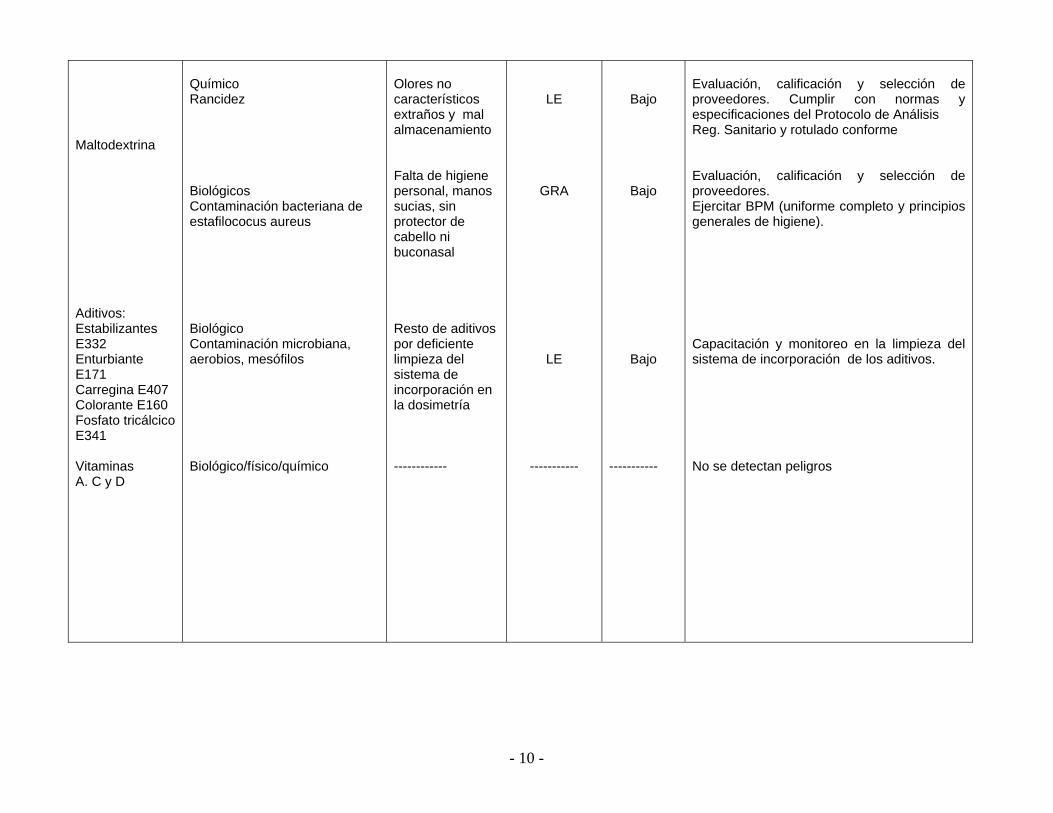
- 10 -
Maltodextrina Aditivos: Estabilizantes E332 Enturbiante E171 Carregina E407 Colorante E160 Fosfato tricálcico E341 Vitaminas A. C y D
Químico Rancidez Biológicos Contaminación bacteriana de estafilococus aureus Biológico Contaminación microbiana, aerobios, mesófilos Biológico/físico/químico
Olores no característicos extraños y mal almacenamiento Falta de higiene personal, manos sucias, sin protector de cabello ni buconasal Resto de aditivos por deficiente limpieza del sistema de incorporación en la dosimetría ------------
LE
GRA
LE
-----------
Bajo
Bajo
Bajo
-----------
Evaluación, calificación y selección de proveedores. Cumplir con normas y especificaciones del Protocolo de Análisis Reg. Sanitario y rotulado conforme Evaluación, calificación y selección de proveedores. Ejercitar BPM (uniforme completo y principios generales de higiene). Capacitación y monitoreo en la limpieza del sistema de incorporación de los aditivos. No se detectan peligros

- 11 -
Pesado Pre-Mezcla
Biológico Contaminación con microorganismos patógenos (coliformes fecaleis, estafillococus aureus. Químico Residuos de detergente en los equipos Presencia de insumos químicos en cantidades no permitidas Físico Contaminación con materias extrañas procedente del personal Biológico Mohos y levaduras, aereus, Contaminación bacteriana mesófilos y coliformes
Deficiente é inadecuado manipuleo en la limpieza y desinfección de utensilios,mesas y balanzas Equipos pueden contener residuos de detergentes. Dosificación incorrecta de insumos químicos Personal sin conocimiento sobre BPM Falta de principios generales de higiene personal (lavado de manos). Falta de Capacitación en higiene de alimentos y contaminación cruzada indirectamente a través de equipos y maquinarias contaminadas
LE
LE
LE
GRA
Bajo Medio Medio Medio
Capacitación en Principios generales de salud, en BPM y Manipuleo y conocimiento del Programa de Higiene y Saneamiento Programa de Higiene y Saneamiento, Programa preventivo de calibración y mantenimiento de equipos. Capacitación de personal en el proceso Mantenimiento preventivo de equipos Programa de Higiene y Saneamiento, Programa preventivo de calibración Capacitación de personal en el proceso Control de procesos Mantenimiento preventivo de equipos y maquinarias Calibración de equipos y maquinarias Programa de Higiene y Saneamiento Usar protectores de cabello, buconasal

- 12 -
Mezcla Mezcla
Químico Residuos de detergentes en los equipos Fisico Contaminación con materias extrañas procedentes de los manipuladores Biológico Mohos y levaduras, aereus, Contaminación bacteriana mesófilos y coliformes Químico Residuos de detergentes en los equipos Fisico Contaminación con materias extrañas procedentes de los manipuladores
Los equipos pueden contener residuos de desinfectantes y detergentes Probabilidad dejar caer objetos extraños proveniente de los manipuladores de alimentos Falta de principios generales de higiene personal (lavado de manos). Falta de Capacitación en higiene de alimentos y contaminación cruzada indirectamente a través de equipos y maquinarias contaminadas Los equipos pueden contener residuos de desinfectantes y detergentes Probabilidad dejar caer objetos extraños proveniente de los manipuladores de alimentos
LE
LE
GRA
LE
LE
Bajo
Medio
Medio
Bajo
Medio
Programa de Higiene y Saneamiento Capacitación en BPM Programa de Higiene y Saneamiento Conocimiento y control de procesos Mantenimiento preventivo de equipos y maquinarias Calibración de equipos y maquinarias Programa de Higiene y Saneamiento Usar protectores de cabello y, buconasal Irradiación Ultravioleta Programa de Higiene y Saneamiento Capacitación en BPM Programa de Higiene y Saneamiento Conocimiento y control de procesos Aislamiento completo de sustancias tóxicas en ambientes diferentes Verificación del uso correcto en la dosimetría Mantener controlada temperatura y humedad relativa en los ambientes de mezcla
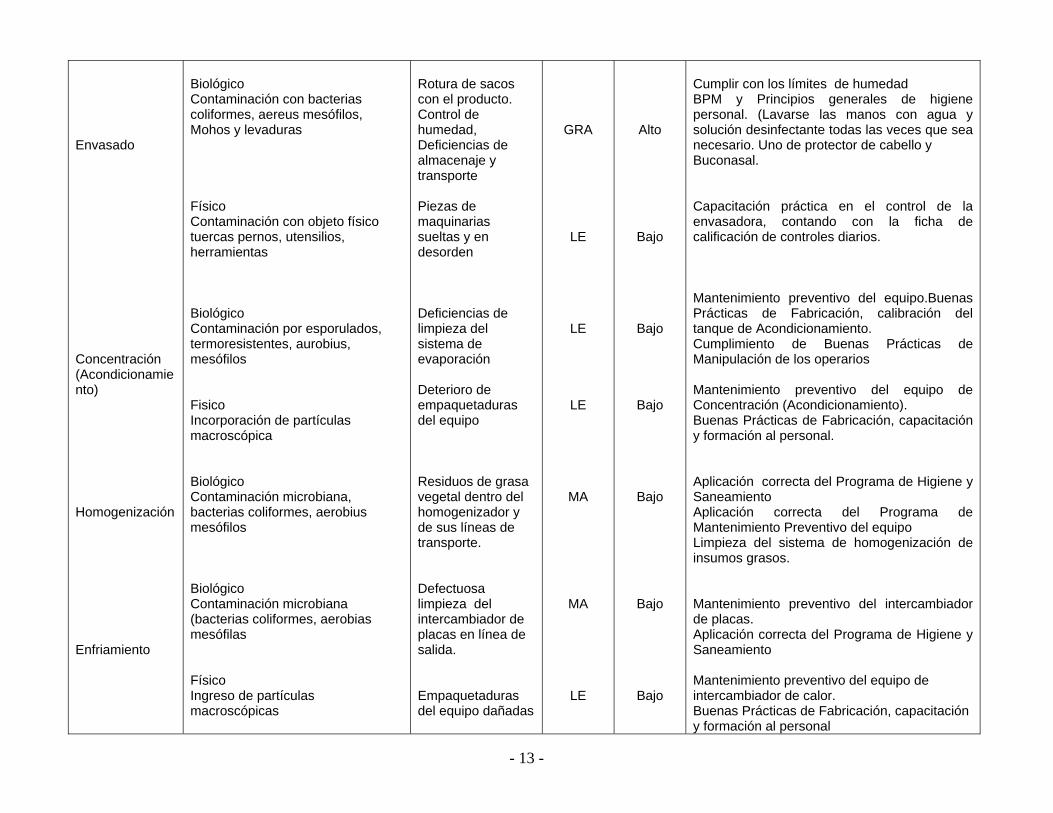
- 13 -
Envasado Concentración (Acondicionamiento) Homogenización Enfriamiento
Biológico Contaminación con bacterias coliformes, aereus mesófilos, Mohos y levaduras
Físico Contaminación con objeto físico tuercas pernos, utensilios, herramientas
Biológico Contaminación por esporulados, termoresistentes, aurobius, mesófilos
Fisico Incorporación de partículas macroscópica
Biológico Contaminación microbiana, bacterias coliformes, aerobius mesófilos Biológico Contaminación microbiana (bacterias coliformes, aerobias mesófilas Físico Ingreso de partículas macroscópicas
Rotura de sacos con el producto. Control de humedad, Deficiencias de almacenaje y transporte Piezas de maquinarias sueltas y en desorden Deficiencias de limpieza del sistema de evaporación Deterioro de empaquetaduras del equipo Residuos de grasa vegetal dentro del homogenizador y de sus líneas de transporte. Defectuosa limpieza del intercambiador de placas en línea de salida. Empaquetaduras del equipo dañadas
GRA
LE
LE
LE
MA
MA
LE
Alto
Bajo
Bajo
Bajo
Bajo
Bajo
Bajo
Cumplir con los límites de humedad BPM y Principios generales de higiene personal. (Lavarse las manos con agua y solución desinfectante todas las veces que sea necesario. Uno de protector de cabello y Buconasal. Capacitación práctica en el control de la envasadora, contando con la ficha de calificación de controles diarios. Mantenimiento preventivo del equipo.Buenas Prácticas de Fabricación, calibración del tanque de Acondicionamiento. Cumplimiento de Buenas Prácticas de Manipulación de los operarios Mantenimiento preventivo del equipo de Concentración (Acondicionamiento). Buenas Prácticas de Fabricación, capacitación y formación al personal. Aplicación correcta del Programa de Higiene y Saneamiento Aplicación correcta del Programa de Mantenimiento Preventivo del equipo Limpieza del sistema de homogenización de insumos grasos. Mantenimiento preventivo del intercambiador de placas. Aplicación correcta del Programa de Higiene y Saneamiento Mantenimiento preventivo del equipo de intercambiador de calor. Buenas Prácticas de Fabricación, capacitación y formación al personal

- 14 -
Almacenamiento Normalizado Espesante Esterilización UHT
Biológico Salmonella, colifornes y aerobios mesófilos Físicos Polvo, insectos voladores, Biológico Aerobios mesófilos, Biológico Aerobios mesófilos, coliformes, y entero bacterias Químico Toxinas de clostridium Botulinum
Malas y deficientes condiciones de almacenamiento del producto lácteo. Contaminación cruzada indirecta a través del personal con artículos, utensilios o herramientas. Mal diseño del tanque de almacenamiento Falla en el procesamiento de la evaporación que lleva al producto lácteo a la concentración de sólidos totales Falta de limpieza y desinfección del tanque de recepción de goma Temperatura de esterilización por debajo de los parámetros considerados para la eliminación de esporas del clostridium botulinum Velocidad de esterilización por encima de lo normado
GRA
MA
LE
MA
GRA
Bajo
Bajo
Bajo
Bajo
Bajo
BPM, Programa de Higiene y Saneamiento, Programa de Mantenimiento Preventivo del equipo Programa de mantenimiento preventivo de los tanques de almacenamiento. BPM, y PHS Correcta distribución de las instalaciones técnicas del respectivo tanque BPM, Programa de mantenimiento preventivo del equipo de evaporación Programa de Higiene y Saneamiento. BPM, Programa de mantenimiento preventivo del equipo de evaporación Programa de Higiene y Saneamiento. Programa de Mantenimiento preventivo de del esteriizador. Esterilizar el producto lácteo de acuerdo a los parámetros de velocidad normado Dar mantenimiento a la línea de esterilización según controles determinados. Dar mantenimiento de la relación temperatura/tiempo adecuada Aplicación correcta de PHS Verificación del uso de vapor de agua de calidad alimentaria.
- 15 -
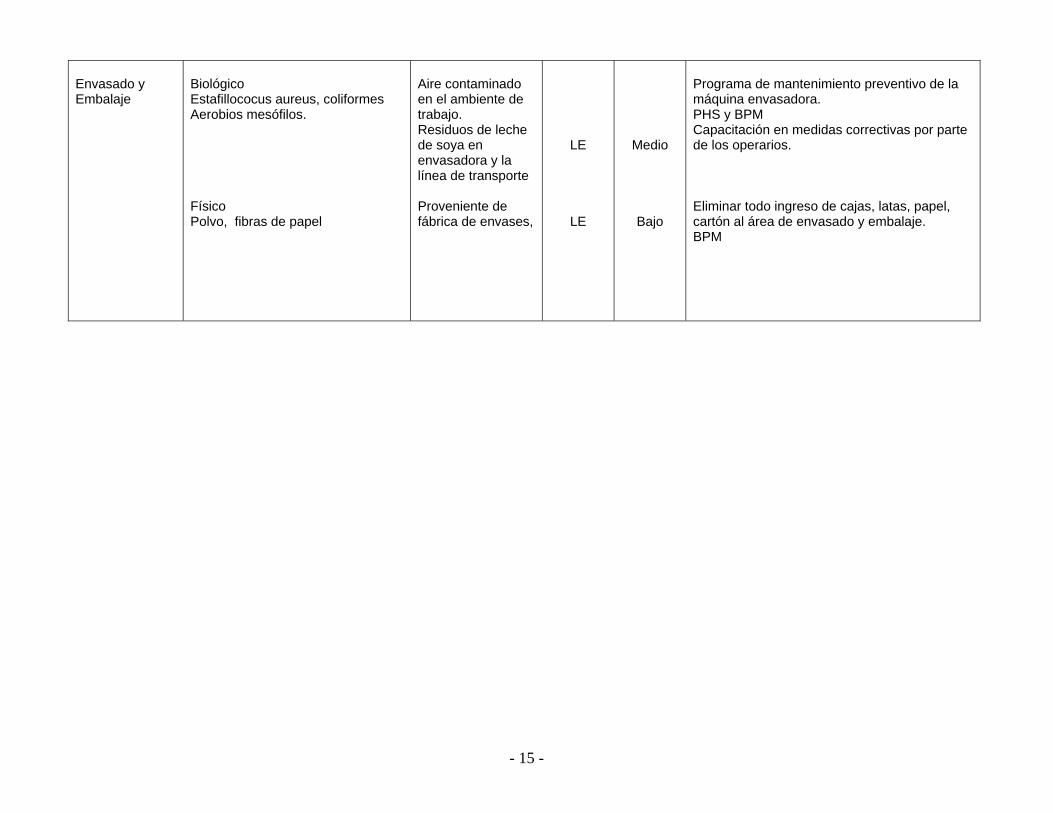
Envasado y Embalaje
Biológico Estafillococus aureus, coliformes Aerobios mesófilos. Físico Polvo, fibras de papel
Aire contaminado en el ambiente de trabajo. Residuos de leche de soya en envasadora y la línea de transporte Proveniente de fábrica de envases,
LE
LE
Medio
Bajo
Programa de mantenimiento preventivo de la máquina envasadora. PHS y BPM Capacitación en medidas correctivas por parte de los operarios. Eliminar todo ingreso de cajas, latas, papel, cartón al área de envasado y embalaje. BPM

- 16 -
MATRIZ DE DECISIONES SOBRE PCC (DETERMINACION DE LOS PCC)
ETAPA PELIGRO P! P2 P3 P4 PCC
RECEPCION Contaminación físico/química SI SI NO NO NO Materia prima Biológico P E S A D O Biológico, Físico químico SI SI NO NO NO IRRADIACION Biológico SI SI NO NO NO Ultra violeta PRE MEZCLA Biológico, físico SI SI NO SI NO M E Z C L A Biológico, físico SI SI NO SI NO
ENVASADO Biológica, físico SI SI SI SI SI polvo concentrado proteína de soya CONCENTRACION Biológico, SI SI NO NO NO (acondicionamiento) HOMOGENIZACION Biológico SI SI NO NO NO ENFRIAMIENTO Biológico, Físico SI SI NO NO NO ALMACENAMIENTO Biológico, físico SI SI NO NO NO NORMALIZADO Biológico SI SI NO NO NO ESPESANTE Biológico SI SI NO NO NO Goma , ESTERILIZACION Químico SI SI SI SI SI UHT ENVASADO Biológico, Físico, SI SI SI SI SI Etiquetado impreso
- 17 -
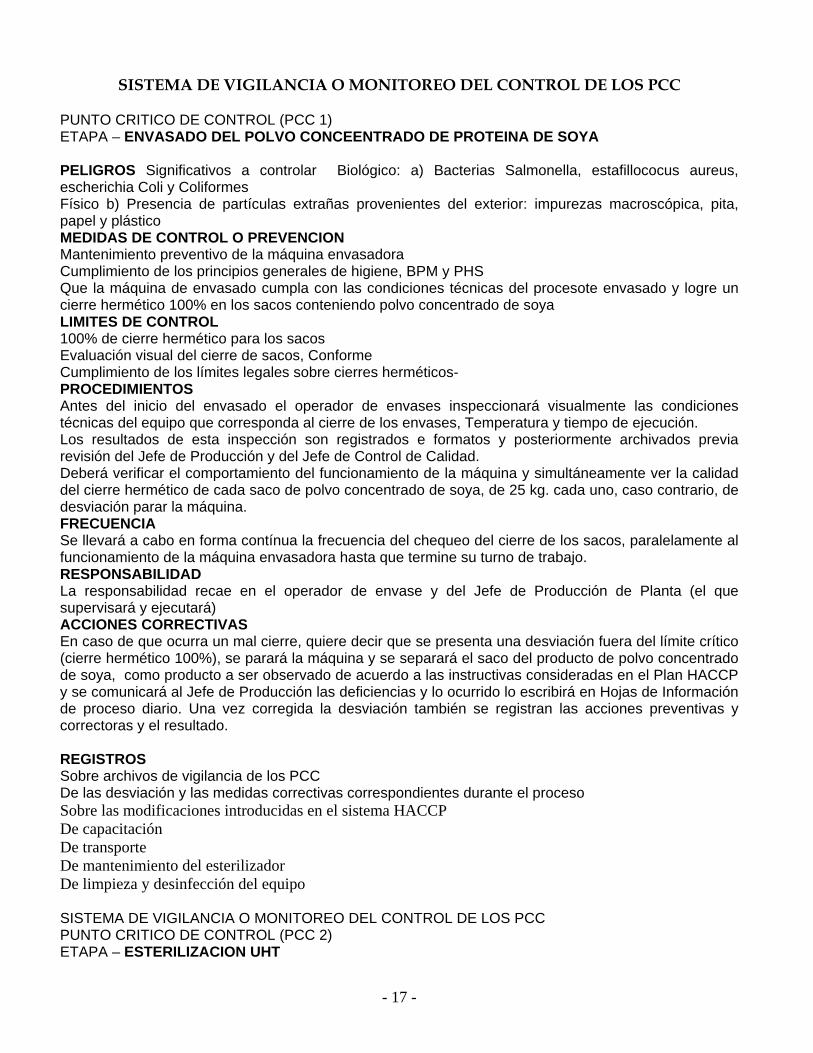
SISTEMA DE VIGILANCIA O MONITOREO DEL CONTROL DE LOS PCC PUNTO CRITICO DE CONTROL (PCC 1) ETAPA – ENVASADO DEL POLVO CONCEENTRADO DE PROTEINA DE SOYA PELIGROS Significativos a controlar Biológico: a) Bacterias Salmonella, estafillococus aureus, escherichia Coli y Coliformes Físico b) Presencia de partículas extrañas provenientes del exterior: impurezas macroscópica, pita, papel y plástico MEDIDAS DE CONTROL O PREVENCION Mantenimiento preventivo de la máquina envasadora Cumplimiento de los principios generales de higiene, BPM y PHS Que la máquina de envasado cumpla con las condiciones técnicas del procesote envasado y logre un cierre hermético 100% en los sacos conteniendo polvo concentrado de soya LIMITES DE CONTROL 100% de cierre hermético para los sacos Evaluación visual del cierre de sacos, Conforme Cumplimiento de los límites legales sobre cierres herméticos- PROCEDIMIENTOS Antes del inicio del envasado el operador de envases inspeccionará visualmente las condiciones técnicas del equipo que corresponda al cierre de los envases, Temperatura y tiempo de ejecución. Los resultados de esta inspección son registrados e formatos y posteriormente archivados previa revisión del Jefe de Producción y del Jefe de Control de Calidad. Deberá verificar el comportamiento del funcionamiento de la máquina y simultáneamente ver la calidad del cierre hermético de cada saco de polvo concentrado de soya, de 25 kg. cada uno, caso contrario, de desviación parar la máquina. FRECUENCIA Se llevará a cabo en forma contínua la frecuencia del chequeo del cierre de los sacos, paralelamente al funcionamiento de la máquina envasadora hasta que termine su turno de trabajo. RESPONSABILIDAD La responsabilidad recae en el operador de envase y del Jefe de Producción de Planta (el que supervisará y ejecutará) ACCIONES CORRECTIVAS En caso de que ocurra un mal cierre, quiere decir que se presenta una desviación fuera del límite crítico (cierre hermético 100%), se parará la máquina y se separará el saco del producto de polvo concentrado de soya, como producto a ser observado de acuerdo a las instructivas consideradas en el Plan HACCP y se comunicará al Jefe de Producción las deficiencias y lo ocurrido lo escribirá en Hojas de Información de proceso diario. Una vez corregida la desviación también se registran las acciones preventivas y correctoras y el resultado. REGISTROS Sobre archivos de vigilancia de los PCC De las desviación y las medidas correctivas correspondientes durante el proceso Sobre las modificaciones introducidas en el sistema HACCP De capacitación De transporte De mantenimiento del esterilizador De limpieza y desinfección del equipo SISTEMA DE VIGILANCIA O MONITOREO DEL CONTROL DE LOS PCC PUNTO CRITICO DE CONTROL (PCC 2) ETAPA – ESTERILIZACION UHT

- 18 -
PELIGROS Significativos a controlar Bacteria patógena gram positiva Toxina de clostridium botulinum anerobia Biológico: Salmonella, aerobio mesófilo (dentro de la etapa de enfriamiento) MEDIDAS DE CONTROL O PREVENCION Programa de Mantenimiento preventivo del equipo de la línea de esterilización Esterilizar el producto lácteo de proteína de soya concentrada envasado de acuerdo a los parámetros de temperatura, tiempo y velocidad. Cumplimiento de los principios generales de higiene, BPM y PHS Capacitación periódica en aplicación de las medidas correctivas para los operarios Verificación del uso correcto del vapor de agua de calidad en el proceso LIMITES DE CONTROL Calentamiento hasta de 140-150° C en 5 seg Cumplimiento al 100% PROCEDIMIENTOS Antes del inicio de la esterilización el operador responsable, inspeccionará visualmente las condiciones técnicas del equipo y la maquinaria de la esterilizadora, tiempo temperatura y velocidad.. Los resultados de este procedimiento de vigilancia PCC2, son registrados en la Hoja de Registro y posteriormente archivados previa revisión del Jefe de Producción y del Jefe de Control de Calidad FRECUENCIA Se llevará a cabo en forma contínua la frecuencia del chequeo cada 5 seg.. RESPONSABILIDAD La responsabilidad recae en el operador de esterilización y del Jefe de Producción de Planta (el que supervisará y ejecutará) y pondrá de conocimiento al equipo del Plan HACCP ACCIONES CORRECTIVAS Proceder de acuerdo a lo indicado en las instrucciones en cuanto al método de productos observados por desviaciones presentadas. Realizar acciones de control, de mantenimiento, reajuste de los instrumentos, equipos de medición y de registro y de análisis y de medición en cuanto al procesamiento de esterilización. REGISTROS Sobre archivos de vigilancia de los PCC De las desviación y las medidas correctivas correspondientes durante el proceso Sobre las modificaciones introducidas en el sistema HACCP De capacitación De transporte De limpieza y desinfección del esterilizador

- 19 -
SISTEMA DE VIGILANCIA O MONITOREO DEL CONTROL DE LOS PCC PUNTO CRITICO DE CONTROL (PCC3) ETAPA – ENVASADO TETRABRIK 200g PELIGROS Significativos a controlar Biológico:Estafillococus aureus, coliformes, aerobios mesófilos Físico: Partículas macroscópicas de Polvo, fibras de papel, plástico, cartón, contaminación cruzada. DIDAS DE CONTROL O PREVENCION Programa de Mantenimiento preventivo del equipo de la línea de envasado Llevar a cabo el proceso de llenado y sellado del producto lácteo de proteína de soya concentrada envasado en Tetrabrik de 200g., aséptico de acuerdo a los parámetros de temperatura, tiempo y velocidad. Cumplimiento de los principios generales de higiene, BPM y PHS Capacitación periódica en aplicación de las medidas correctivas para los operarios en el proceso de envasado. LIMITES CRITICOS Límites legales Cierre hermético y aséptico al vacío, 100% de efectividad PROCEDIMIENTOS Antes del inicio del proceso de llenado y sellado de los envases, el operador responsable, inspeccionará visualmente las condiciones técnicas de la maquinaria envasadora, tiempo temperatura y velocidad.. Los resultados de este procedimiento de vigilancia PCC3, son registrados en la Hoja de Registro y posteriormente archivados previa revisión del Jefe de Producción y del Jefe de Control de Calidad FRECUENCIA Se llevará a cabo en forma contínua paralela con el proceso de envasado para detectar en caso se presente alguna desviación en cuanto al envasado. RESPONSABILIDAD La responsabilidad recae en el operador del envasado y del Jefe de Producción de Planta (el que supervisará y ejecutará) y pondrá de conocimiento al equipo del Plan HACCP. ACCIONES CORRECTIVAS El operario procederá de acuerdo a lo indicado en las instrucciones de uso en cuanto se presente una desviación y se proceda de acuerdo al método de productos observados por desviaciones presentadas, comunicar al Inspector de línea y al Jefe de Producción, para esto deben llenar la Hoja de Registro del proceso. Realizar acciones de control, de mantenimiento, reajuste de los instrumentos, equipos de medición y de registro y de análisis y de medición en cuanto al procesamiento de envasado. REGISTROS De calibraciones Sobre archivos de vigilancia de los PCC De la desviación y las medidas correctivas correspondientes durante el proceso De retención, seguimiento o retirada de los productos Sobre las modificaciones introducidas en el sistema HACCP De mantenimiento de la envasadora

- 20 -
PROCEDIMIENTO DE VERIFICACION A IMPLEMENTAR PARA COMPROBAR SI EL SISTEMA HACCP FUNCIONA CORRECTAMENTE Una de las acciones sería contratar a Terceros como consultores expertos en el sistema HACCP Por nuestro lado la acción que haríamos informarnos a través de la documentación y de los registros tales como: Verificación de los pre-requisitos del HACCP (BPM y PHS) Registro sobre capacitación Control de transporte materia prima Control de distribución de producto terminado Programa de mantenimiento preventivo de todos los equipos y maquinarias que incluye el proceso Registro de calibración de equipos é instrumentos Registro de limpieza y desinfección de ambientes Registro de las actividades por Terceros de saneamiento (fumigación, desinsectación, desratización Registro de control de plagas por Terceros Registro de almacén de materias primas é insumos Registro de control de higiene y signo de enfermedad personal Registro de reclamos y quejas Cronograma de verificación HACCP (frecuencia y responsables) Registro de acciones correctivas Registro de análisis de productos Registro de análisis de materias primas Registro de puntos críticos de control Registro sobre procedimiento para retirar alimentos Verificar procedimiento de vigilancia de los PCC Registro sobre medición de equipos Registro de desviaciones y medidas correctivas correspondientes firmadas por el responsable Modificaciones introducidas en el Plan HACCP Comprobación físico químico de producto terminado (leche de soya evaporada en envase tetrabrik) Después de esta minuciosa evaluación técnica, previa revisión del Sistema y del Plan HACCP se puede decir que en caso afirmativo, el Sistema/Plan HACCP funciona correctamente

- 21 -
ESTRUCTURA DEL SISTEMA DE CALIDAD PARA EL SISTEMA HACCP
INTRODUCCION
Página
1 Política de Calidad.
2 Objetivo, Campo de acción.
3 Equipo HACCP.
4 Definiciones.
5 Documentos a consultar.
6 Responsabilidad, descripción de funciones.
7 Descripción del producto.
8 Descripción del proceso.
9 Uso final del producto.
10 Diagrama de Flujo del proceso.
11 Análisis de peligros y medidas preventivas.
12 Determinación de Puntos Críticos de control PPC, Límites Críticos.
13 Sistema de monitoreo de puntos críticos de control; acciones correctivas.
14 Programa de Higiene y Saneamiento.
15 Verificación Plan HACCP.
16 Sistema de registro y documentación.
17 Atención de quejas.
18 Anexos.
- 22 -
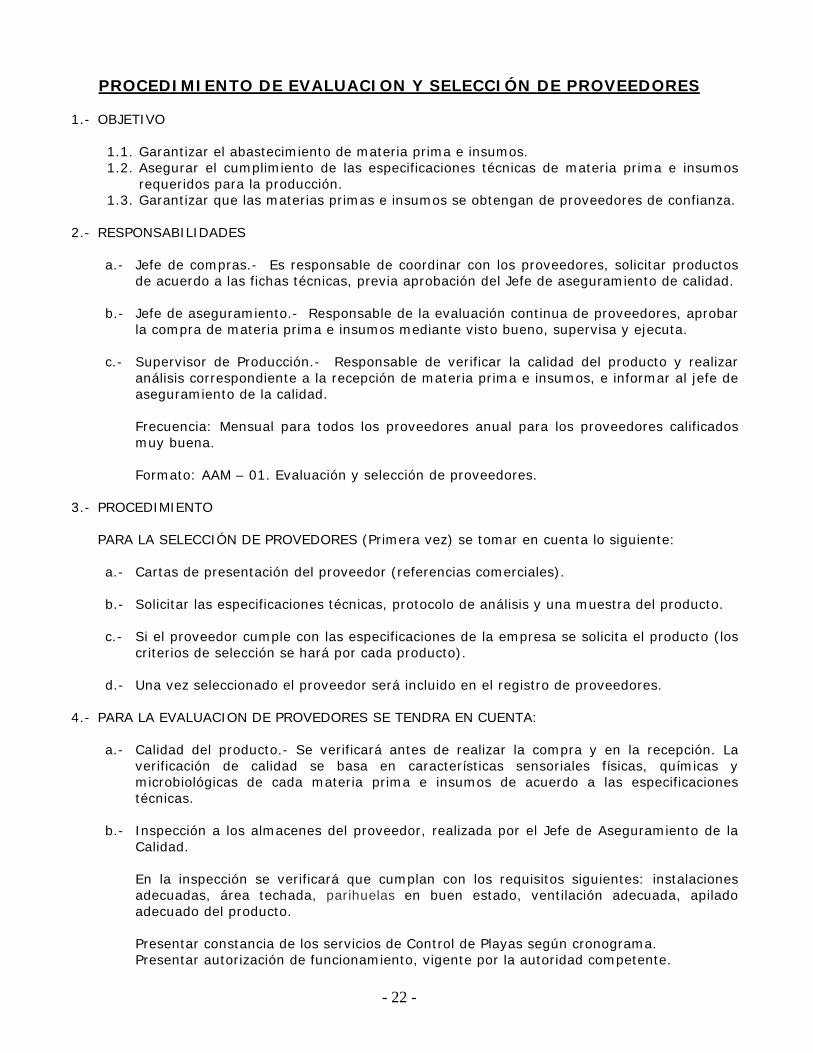
PROCEDIMIENTO DE EVALUACION Y SELECCIÓN DE PROVEEDORES
1.- OBJETIVO
1.1. Garantizar el abastecimiento de materia prima e insumos. 1.2. Asegurar el cumplimiento de las especificaciones técnicas de materia prima e insumos
requeridos para la producción. 1.3. Garantizar que las materias primas e insumos se obtengan de proveedores de confianza.
2.- RESPONSABILIDADES
a.- Jefe de compras.- Es responsable de coordinar con los proveedores, solicitar productos de acuerdo a las fichas técnicas, previa aprobación del Jefe de aseguramiento de calidad.
b.- Jefe de aseguramiento.- Responsable de la evaluación continua de proveedores, aprobar
la compra de materia prima e insumos mediante visto bueno, supervisa y ejecuta.
c.- Supervisor de Producción.- Responsable de verificar la calidad del producto y realizar análisis correspondiente a la recepción de materia prima e insumos, e informar al jefe de aseguramiento de la calidad.
Frecuencia: Mensual para todos los proveedores anual para los proveedores calificados muy buena. Formato: AAM – 01. Evaluación y selección de proveedores.
3.- PROCEDIMIENTO
PARA LA SELECCIÓN DE PROVEDORES (Primera vez) se tomar en cuenta lo siguiente:
a.- Cartas de presentación del proveedor (referencias comerciales). b.- Solicitar las especificaciones técnicas, protocolo de análisis y una muestra del producto.
c.- Si el proveedor cumple con las especificaciones de la empresa se solicita el producto (los
criterios de selección se hará por cada producto).
d.- Una vez seleccionado el proveedor será incluido en el registro de proveedores.
4.- PARA LA EVALUACION DE PROVEDORES SE TENDRA EN CUENTA:
a.- Calidad del producto.- Se verificará antes de realizar la compra y en la recepción. La verificación de calidad se basa en características sensoriales físicas, químicas y microbiológicas de cada materia prima e insumos de acuerdo a las especificaciones técnicas.
b.- Inspección a los almacenes del proveedor, realizada por el Jefe de Aseguramiento de la
Calidad.
En la inspección se verificará que cumplan con los requisitos siguientes: instalaciones adecuadas, área techada, parihuelas en buen estado, ventilación adecuada, apilado adecuado del producto. Presentar constancia de los servicios de Control de Playas según cronograma. Presentar autorización de funcionamiento, vigente por la autoridad competente.
- 23 -
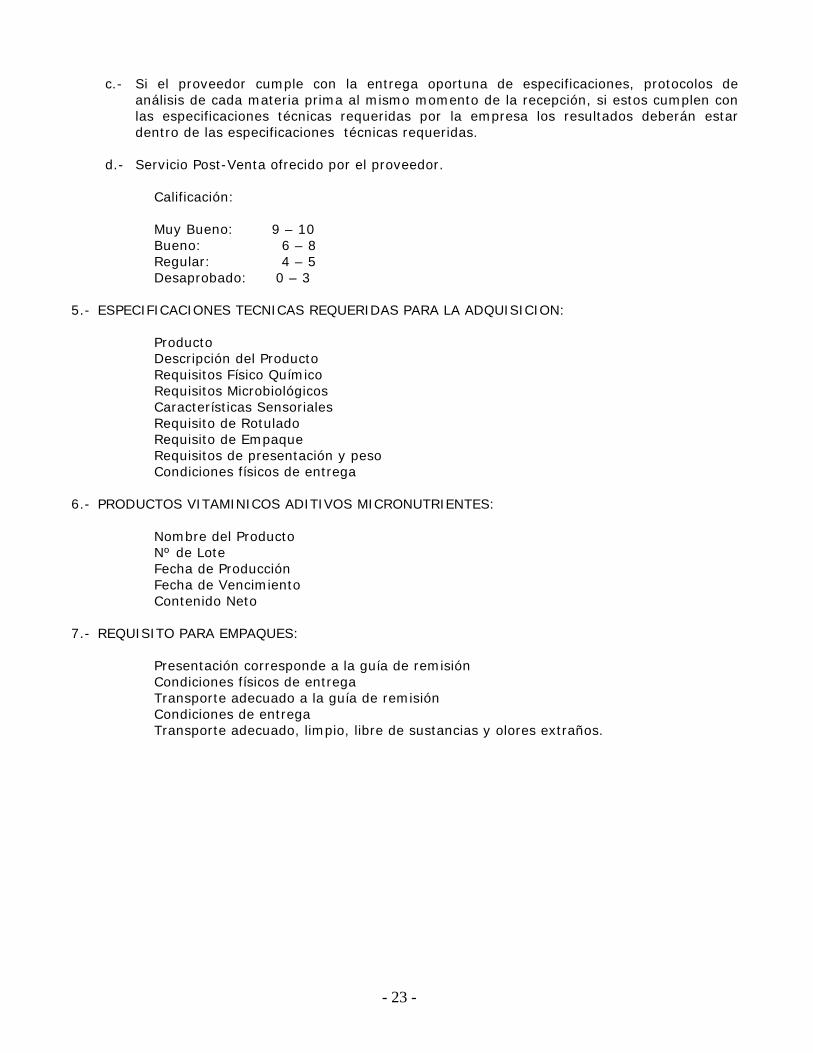
c.- Si el proveedor cumple con la entrega oportuna de especificaciones, protocolos de análisis de cada materia prima al mismo momento de la recepción, si estos cumplen con las especificaciones técnicas requeridas por la empresa los resultados deberán estar dentro de las especificaciones técnicas requeridas.
d.- Servicio Post-Venta ofrecido por el proveedor.
Calificación: Muy Bueno: 9 – 10 Bueno: 6 – 8 Regular: 4 – 5 Desaprobado: 0 – 3
5.- ESPECIFICACIONES TECNICAS REQUERIDAS PARA LA ADQUISICION:
Producto Descripción del Producto Requisitos Físico Químico Requisitos Microbiológicos Características Sensoriales Requisito de Rotulado Requisito de Empaque Requisitos de presentación y peso Condiciones físicos de entrega
6.- PRODUCTOS VITAMINICOS ADITIVOS MICRONUTRIENTES:
Nombre del Producto Nº de Lote Fecha de Producción Fecha de Vencimiento Contenido Neto
7.- REQUISITO PARA EMPAQUES:
Presentación corresponde a la guía de remisión Condiciones físicos de entrega Transporte adecuado a la guía de remisión Condiciones de entrega Transporte adecuado, limpio, libre de sustancias y olores extraños.
- 24 -
PROCEDIMIENTOS DE QUEJAS
1. OBJETIVO
1.1. Contar con un canal de comunicación entre la Empresa con los clientes y público en general.
1.2. Solucionar los reclamos de clientes, consumidores y público en general de forma oportuna y justa.
1.3. Recibí sugerencias de mejoras en la calidad del producto que ofrecemos.
2. ALCANCE
Se aplica al producto que elaboramos y comercializamos en el territorio nacional.
3. DEFINICIONES
a. QUEJA.- Disconformidad manifestada verbal o escrita por clientes y/o consumidores, relacionada con la calidad del producto que ofrecemos.
b. RECLAMO.- Solicitud de solución a las quejas de clientes y/o consumidores. c. CONSULTA.- Solicitud de información respecto a las características propias y calidad
del producto. 4. DOCUMENTOS DE CONSULTA
Quejas anteriores 5. RESPONSABLES
Área de Relaciones Públicas es responsable de la recepción y evaluación de quejas, reclamos y consultas; atención e información de la solución hacia los dientes y consumidores. Todas las áreas son responsables de brindar información y apoyo para dar solución a las quejas, reclamos y consultas recibidas.
6. PROCEDIMIENTO
6.1. El área de Relaciones Públicas recepcionará todas las quejas, reclamos y consultas,
realizará la caducación para su atención y canalización de la solución respectiva, con la participación de las áreas involucradas según flujo grama (Anexo 1) y registrará de lo actuado en el formato (Anexo 2).
6.2. Las quejas relacionadas con la producción de un lote requerirá de la revisión que
incluirá el análisis de muestras de ese lote, para este fin usará las muestras testigo, de no ser posible la evaluación se basará en la revisión de los registros de la misma fecha de producción del lote.
6.3. Concluida la revisión el área de Relaciones Públicas con las conclusiones realizará un
informe detallado y sustentado con los registros de las fechas de elaboración del producto motivo de queja, incluyendo los análisis de laboratorio del producto final.
6.4. En caso de que en el almacén de la planta se encuentre parte del lote problema, se
notificará a los integrantes del equipo HACCP para la identificación correcta del lote,
- 25 -
detenga su salida hasta que se hayan tomado las correspondientes decisiones respecto a las quejas.
Si se detectara algún defecto en el producto el lote detenido será reprocesado o eliminado según el procedimiento correspondiente (recolecta).
6.5. Si se detecta un procedimiento defectuoso cuando el producto ya está en el mercado,
el gerente general reunirá al equipo HACCP, para tener conocimiento de la gravedad del riesgo que representa, decidirá si se procede o no la recolecta del producto.
Si la decisión es si la gerencia general notificará a: Maskenting, Ventas para establecer las coordinaciones necesarias para la ejecución de la recolecta.
7. REGISTROS
La aplicación de este procedimiento generará un registro de quejas, reclamos y consultas por tipo de producto y en orden cronológico es cargo del área de Relaciones Públicas (Anexo 3)
- 26 -
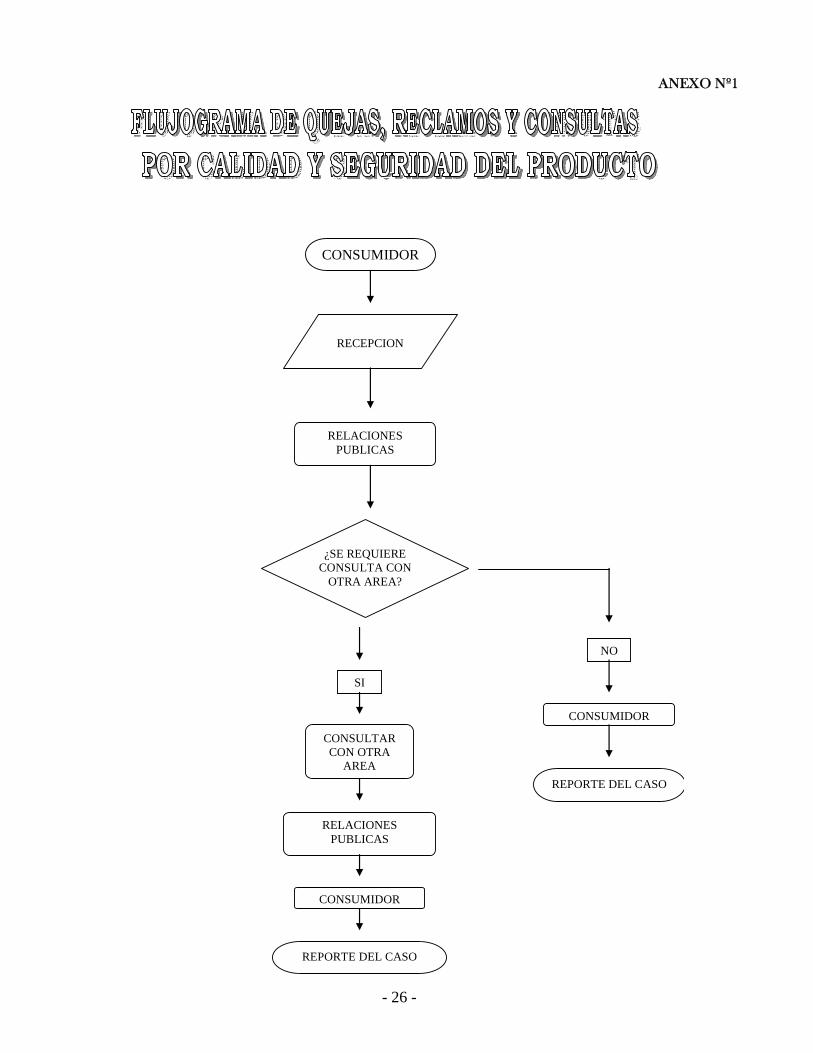
ANEXO Nº1
CONSUMIDOR
REPORTE DEL CASO
REPORTE DEL CASO
RECEPCION
RELACIONES PUBLICAS
¿SE REQUIERE CONSULTA CON
OTRA AREA?
SI
CONSULTAR CON OTRA
AREA
RELACIONES PUBLICAS
CONSUMIDOR
NO
CONSUMIDOR
- 27 -
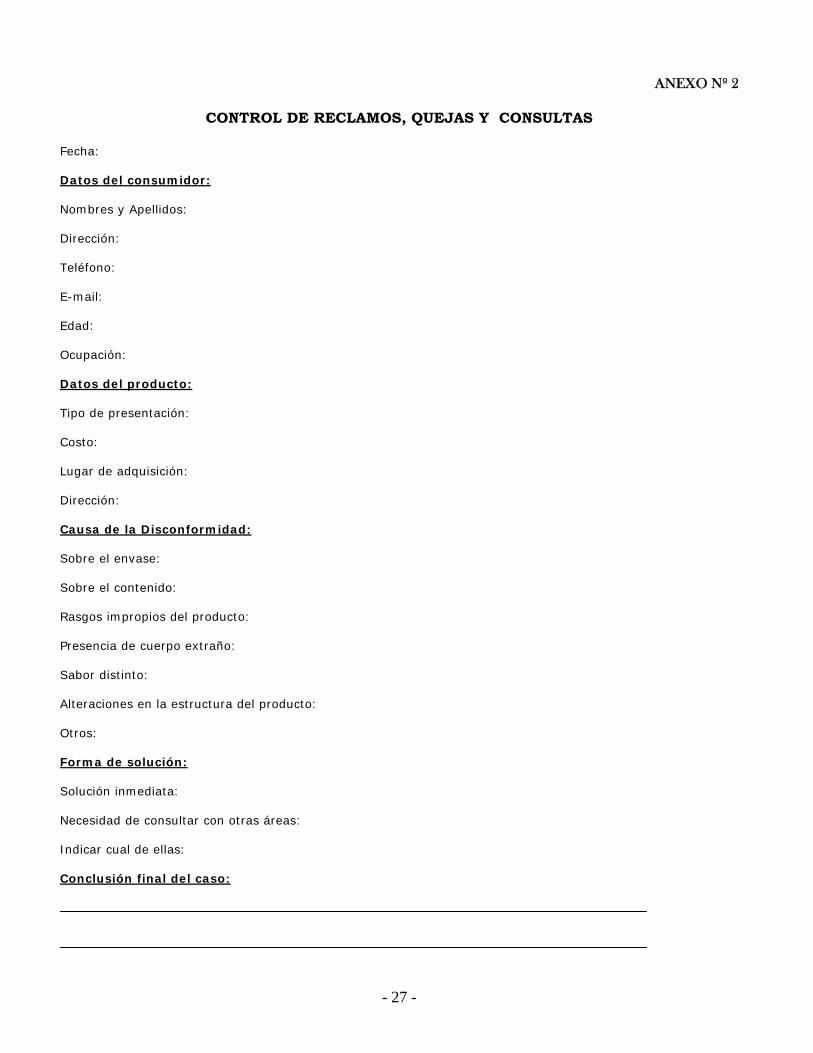
ANEXO Nº 2
CONTROL DE RECLAMOS, QUEJAS Y CONSULTAS
Fecha: Datos del consumidor: Nombres y Apellidos: Dirección: Teléfono: E-mail: Edad: Ocupación: Datos del producto: Tipo de presentación: Costo: Lugar de adquisición: Dirección: Causa de la Disconformidad: Sobre el envase: Sobre el contenido: Rasgos impropios del producto: Presencia de cuerpo extraño: Sabor distinto: Alteraciones en la estructura del producto: Otros: Forma de solución: Solución inmediata: Necesidad de consultar con otras áreas: Indicar cual de ellas: Conclusión final del caso:
- 28 -
ANEXO Nº 3
REGISTROS HACCP
CONTROL DE QUEJAS
CLIENTE: ____________________________________________________ FECHA: _______________ PRODUCTO: CAUSA DE LA QUEJA: ______________________________________________ ACCIONES CORRECTIVAS: __________________________________________
RESPONSABLES
Nombre y Apellido:_____________________________
Firma: ___________________________


















