ASPECTE TEHNICE ALE MEŞTEŞUGULUI ARGINTĂRIEI · prelucrarea metalelor încă din antichitate....
30
ASPECTE TEHNICE ALE MEŞTEŞUGULUI ARGINTĂRIEI Attila Andrásy, Diana Mihoc For a certain man named Demetrius, a silversmith, which made silver shrines for Diana, brought no small gain unto the craftsmen; Whom he called together with the workmen of like occupation, and said, Sirs, ye know that by this craft we have our wealth. Biblia, 19:24 Argintul, element metalic de greutate, flexibilitate şi maleabilitate medie, poate fi prelucrat într-o multitudine de forme şi decorat în diferite stiluri, printr-o varietate de tehnici, cu ajutorul unor instrumente de lucru neschimbate, în mare parte, de aproximativ 1000 ani. Minereurile de argint au fost cunoscute încă din Hallstadt şi au fost prelucrate începând cu mileniul al III-lea înainte de Hristos. Sursele principale de argint sunt aliajele care se găsesc în natură, de exemplu electrum, şi minereurile argentifere, alături de o cantitate mică de argint nativ. Acesta se poate găsi sub formă de cristale, de cele mai multe ori apare însă în forme alungite, reticulare, arborescente, combinate deseori cu cantităţi mici de aur, mercur şi alte elemente. În perioada modernă, argintul este extras din minereu prin cupelaţie sau prefacere în zgură, este rafinat prin diferite procedee şi este testat pentru analizarea conţinutului de metal preţios. Argintul poate suporta un grad mare de lustruire, reflectând 95% din lumina incidentală căzută pe suprafaţa sa. Metalul dobândeşte în timp o patină atractivă, cu toate acestea îşi poate pierde strălucirea în contact cu vaporii sulfurici din aer. Argintul este folosit, în general, în aliaj cu cuprul pentru a-i creşte duritatea (Newman 2000, pp.220-21, 284). Metalul are un punct de topire de 961º Celsius, greutatea sa atomică este de 107,88 amu, greutatea specifică de 10,53 N / m3 iar duritatea de 2,5-3 pe scara Mohs (Reitzner 1952, p.65) 1 . 1 Alte materiale folosite în prelucrarea argintului: Nume Simbol chimic Temperatură de topire(º Celsius) Greutate atomică (amu – atomic mass unit) Greutate specifică ( N / m3 ) Duritate* (valori pe scara Mohs) Plumb Pb 327 207,02 11,37 1-1,5 Fier Fe 1520 55,84 7,86 4-5
Transcript of ASPECTE TEHNICE ALE MEŞTEŞUGULUI ARGINTĂRIEI · prelucrarea metalelor încă din antichitate....
ASPECTE TEHNICE
ALE MEŞTEŞUGULUI ARGINTĂRIEI
Attila Andrásy, Diana Mihoc
For a certain man named Demetrius, a silversmith, which made silver shrines for Diana,
brought no small gain unto the craftsmen;
Whom he called together with the workmen of like occupation, and said,
Sirs, ye know that by this craft we have our wealth.
Biblia, 19:24
Argintul, element metalic de greutate, flexibilitate şi maleabilitate medie, poate fi
prelucrat într-o multitudine de forme şi decorat în diferite stiluri, printr-o varietate de tehnici, cu
ajutorul unor instrumente de lucru neschimbate, în mare parte, de aproximativ 1000 ani.
Minereurile de argint au fost cunoscute încă din Hallstadt şi au fost prelucrate începând cu
mileniul al III-lea înainte de Hristos. Sursele principale de argint sunt aliajele care se găsesc în
natură, de exemplu electrum, şi minereurile argentifere, alături de o cantitate mică de argint
nativ. Acesta se poate găsi sub formă de cristale, de cele mai multe ori apare însă în forme
alungite, reticulare, arborescente, combinate deseori cu cantităţi mici de aur, mercur şi alte
elemente. În perioada modernă, argintul este extras din minereu prin cupelaţie sau prefacere în
zgură, este rafinat prin diferite procedee şi este testat pentru analizarea conţinutului de metal
preţios. Argintul poate suporta un grad mare de lustruire, reflectând 95% din lumina incidentală
căzută pe suprafaţa sa. Metalul dobândeşte în timp o patină atractivă, cu toate acestea îşi poate
pierde strălucirea în contact cu vaporii sulfurici din aer. Argintul este folosit, în general, în aliaj
cu cuprul pentru a-i creşte duritatea (Newman 2000, pp.220-21, 284). Metalul are un punct de
topire de 961º Celsius, greutatea sa atomică este de 107,88 amu, greutatea specifică de 10,53 N/m3
iar duritatea de 2,5-3 pe scara Mohs (Reitzner 1952, p.65)1.
1 Alte materiale folosite în prelucrarea argintului: Nume Simbol chimic Temperatură de
topire(º Celsius) Greutate atomică (amu – atomic mass unit)
Greutate specifică (N/m3)
Duritate* (valori pe scara Mohs)
Plumb Pb 327 207,02 11,37 1-1,5 Fier Fe 1520 55,84 7,86 4-5

Atracţia exercitată de argint se va răsfrânge implicit şi asupra celor care îl prelucrează,
asupra meşterilor argintari. Prin urmare, argintăria a fost considerată o meserie separată de
prelucrarea metalelor încă din antichitate. Meşteşugul argintăriei ajunge în jurul anului 600 în
Germania prin intermediul preoţilor şi călugărilor care cunoşteau arta prelucrării metalelor şi
circulau din mănăstire în mănăstire, ajutând în acest fel la răspândirea argintăriei. Începând cu
secolul al XII-lea, după ce a început întemeierea oraşelor, argintăria apare peste tot în Germania,
răspândindu-se apoi în întreaga Europă (Reitzner 1952, p.86).
Un lucru esenţial în prelucrarea metalului era stabilirea purităţii acestuia. Din păcate,
documentele menţionează foarte puţine lucruri despre modul efectuării încercărilor pentru
stabilirea purităţii. În actele breslelor nu apare nimic despre încercări, deoarece tot ceea ce ţinea
de prelucrarea metalelor preţioase era ţinut secret de către bresle. Se pare că metoda cea mai
folosită de stabilire a purităţii metalului era metoda prin zgâriere. Materialele necesare erau:
piatra de probă, un set de bare de probă şi acizi care nu atacă metalul preţios (acid nitric HNO3
pentru aur şi acid sulfuric H2SO4 pentru argint). Piatra de probă nu trebuia să fie de duritate prea
mare pentru a nu zgâria metalul, trebuia însă să aibă o culoare închisă pentru contrast,
rugozitatea sa să fie potrivită pentru a permite probei de metal să rămână pe suprafaţa sa şi să fie
rezistentă la acidul cu care se făcea proba. Setul de bare de probă era constituit dintr-un număr de
bare din diferite aliaje, pornind de obicei de la 0 şi crescând progresiv cu ½ lothon (1 lothon
vienez = 17,5 grame). Încercarea se făcea în felul următor: se lua o probă din materialul care
trebuia analizat şi se zgâria piatra de probă. În acelaşi timp, se zgârie piatra şi cu barele de probă.
Pe urma lăsată de materialul care trebuia analizat se pune acid pur, de concentraţie 100%. Dacă
aceasta dispare complet, proba nu conţine deloc metal preţios. Dacă proba nu se dizolvă complet,
timpul în care acidul pur începe să dizolve proba ne dă o indicaţie grosieră referitoare la puritatea
metalului analizat şi anume, cu cât timpul în care acidul atacă proba este mai mare, cu atât
puritatea metalului este mai mare. De exemplu, aliajul de 6 carate este atacat de acid în 5-6
secunde, rămânând argintul, folosindu-se pentru comparare bara de probă de 6 carate. Pe măsură
Aur Au 1067 197,02 19,32 2,5-3 Cupru Cu 1084 63,57 8,92 3-3,5 Platină Pt 1780 195,02 21,5 4-4,5 Mercur Hg -39 200,6 13,59 - Zinc Zn 419 65,94 7,15 2,5-3 Staniu Sn 232 118,7 7,29 1-1,5 * am transformat valorile pentru duritate folosite de Reitzner într-o scară pe care nu o cunoaştem în valori pe scara Mohs

ce timpul în care acidul atacă proba creşte progresiv, puritatea metalului este mai mare; va urma
compararea cu barele de probă corespunzătoare: de 8,10,12,13,14,15 lothoni. Prin această
metodă de încercare se poate afla puritatea metalului cu o aproximaţie de ~ 0,1 lothon. Toleranţa
maximă admisă era de ¼ lothon (Rosenberg 1922, pp.XXIII, XXVII; Kőszeghy 1936, XX; Pallai
1975, pp.63-8).
Meşterul de verificare al breslei decidea puritatea argintului brut care urma să fie
prelucrat, în timp ce meşterul de marcare al breslei controla calitatea şi puritatea
produsului finit. El preleva o probă de material cu un instrument numit grabstichel, daltă
de gravor, formând o linie în zig-zag şi controla compoziţia materialului. Dacă proporţia
elementelor componente ale aliajului (argint şi cupru) era corectă, meşterul marca piesa
cu marca de probă (Kronbichler 2003, p.15). Aceasta era un poanson de formă
cilindrică cu o imagine la capăt iar urma era lăsată prin lovirea cu ciocanul. Din anul 1790, proba
prin zgâriere dispare la Viena, iar din 1806 şi în Austria (Reitzner 1952, pp.105,192).
Puritatea se afla de obicei în interiorul mărcii de probă însă putea fi bătută şi lângă
aceasta. În epoca gotică, renaştere şi baroc puritatea aurului trebuia să fie de cel puţin 20 carate.
Pentru argintăria Alt-Wien (obiectele anterioare anului 1866) se folosea
argint de 15 lothoni în perioada Renaşterii, în baroc (1630-1720) se
folosea argint de 15 lothoni, la care se adaugă din 1659 şi argint de 14
lothoni, iar din 1691 şi argint de 13 lothoni. În perioadele următoare:
baroc târziu, rococo, perioada iosefină (1720-1784), perioada
directoratului şi empire timpuriu (1785-1806), perioada empire (1806-
1824) şi în biedermeier (1825-1866) se folosea argint de 15 lothoni sau de 13 lothoni (Reitzner
1952, pp.106,121,135,140,152,168,192,202,213).
Se va prefera folosirea argintului de 13 lothoni datorită culorii sale
galben-argintie şi a temperaturii sale de topire de 820º Celsius (faţă de 960º a
argintului pur), ceea ce înseamnă o prelucrare mai facilă a sa. De altfel,
temperatura de topire cea mai mică a aliajului argint-cupru este a argintului de
11,5 lothoni; nu se foloseşte însă datorită culorii cu o tentă spre roşu, dată de cupru. La 13
lothoni este, prin urmare, proporţia cea mai convenabilă dinte temperatura de topire a aliajului şi
culoarea argintie dorită (Pallai 1975, p.25). Puritatea argintului pleacă de la 1000,0‰ (24 carate
reprezentând echivalentul a 16 lothoni), urmând 937,5‰ (22 carate ~ 15 lothoni), 875‰ (21
daltă de gravor
marcă probă Viena 15 lothoni
marcă probă Viena 13 lothoni

carate ~ 14 lothoni), 812,5 ‰ (20 carate ~ 13 lothoni), 750‰ (18 carate ~ 12 lothoni), 625 ‰
(15 carate ~ 10 lothoni) şi 500‰ (12 carate ~ 8 lothoni) (Pallai 1975, p.49). Argintăria de 15
lothoni are reprezentate litere pe marca de probă şi nu cifre (Reitzner 1952, p.194)2.
În ceea ce priveşte uneltele argintarilor, acestea nu s-au modificat de
aproximativ 1000 ani, cele patru instrumente de lucru de bază fiind:
nicovala, ciocanul, cleştele şi foalele. La acestea se adaugă numeroase
alte unelte cum ar fi: matriţe pentru batere, matriţe pentru turnătorie,
planator, coş de tiraj, filieră, răzuitor, seturi de dalte, dorn, pile, compas,
cântar, creuzet de topire, instrumente pentru şlefuire, maşină de
rectificat cu perie, maşină de găurit. Ulterior apar alte instrumente
cum ar fi: menghina şi maşina de filetat (Reitzner 1952, p.87).
Nu doar instrumentele de lucru ale meşterilor argintari ci şi
metodele de prelucrare şi decorare a argintului au rămas, în esenţă, neschimbate până
în epoca modernă, una sau alta dintre ele fiind preferate în anumite locuri sau epoci, meşterii
adaptând mereu formele generaţiilor anterioare pentru a satisface gustul clientelei.
Stilul în argintărie şi modul în care meşterii argintari îl pot sau nu influenţa, situarea
argintarilor la limita dintre artă şi meşteşug sau, uneori, dincolo de această limită, sunt subiecte
extrem de controversate. În ultimă instanţă, doar cei mai talentaţi dintre argintari au fost în
poziţia de a interpreta stilul epocii lor în funcţie de propria creativitate, rezultatul muncii lor
devenind modelele de urmat. Aceştia sunt adevăraţii artişti din rândurile meşterilor argintari. Cei
mai puţin talentaţi dintre argintari nu au fost atât de creativi. Fără îndoială, puteau fi extremi de
pricepuţi din punctul de vedere al meşteşugului însă urmau instrucţiunile şi modelele, lucrând în
orice stil dorea clientul fără o implicare personală majoră. Un adevăr aproape universal valabil
pentru toţi argintarii este faptul că, indiferent de talentul lor, sunt în primul rând meşteşugari şi
doar într-o măsură mult mai mică propagandiştii noilor tendinţe stilistice (Hernmarck 1977,
pp.67-8).
Înainte de a executa o piesă, argintarii realizau o schiţă pe hârtie a obiectului şi un model
al său din cupru, lemn, ceară sau talc, modelul reprezentând o etapă importantă în executarea
pieselor. Dacă argintarul nu putea realiza singur piesa, cerea ajutorul unui ornamentist, care
2 Literele pentru Ag. de 15 lothoni: W – Viena, B – Brünn, G – Graz (până în 1800), K – Klagenfurt, L – Linz, P – Praga, S – Steyr, T – Triest (până în 1804), V – Venţia (până în 1804), Є - Schärding
nicovală
ciocan
cleşti
foale

exista în fiecare oraş. Importanţa desenelor pentru argintărie poate fi documentată, desenul
reprezentând o etapă importantă în ucenicia argintarilor. Regulile breslei vieneze din anul 1773
precizau că viitorii meşteri erau obligaţi să dea un examen de desen la Academie. Şi până la
această dată, şcolile de manufactură dădeau posibilitatea ucenicilor şi, în special, calfelor să
înveţe să deseneze şi să modeleze, argintarul devenind, prin aceasta, independent de alţi artişti.
Meşterii argintari erau nevoiţi să-şi prelucreze singuri toate materialele pe care le
foloseau. Materia primă folosită era aurul pur, argintul pur, aurul pentru monezi, argintul pentru
monezi, nisipul aurifer şi aurul brut. Argintarul nu făcea doar aliajele de aur şi argint, el îşi
fabrica singur acizii şi culorile, fiind deci şi chimist. Mai mult decât atât, meşterul îşi făcea
singur şi uneltele (Reitzner 1952, p.89; Kronbichler 2003, p.21).
Atât aurul cât şi argintul sunt materiale maleabile care se pot ciocăni la rece, pentru a
obţine forma dorită. Ciocănirea (cat.1) a fost procedeul de prelucrare a metalului preţios folosit
încă din antichitate de către romani, va cunoaşte o perioadă de maximă înflorire în baroc şi
rococo, fiind folosit apoi până în perioada biedermeier. Procesul consta în ciocănirea, pe o
matriţă, a unei table de metal tăiată la dimensiunea şi forma dorită. Loviturile de ciocan scurte
care se succedau rapid modelau tabla de argint până se ajungea la forma dorită. Metalul pregătit
pentru decorare se întinde pe un stat de material elastic (lemn, plumb, sac de piele umplut cu
nisip sau răşină) după ce desenul a fost zgâriat cu un instrument de desen. Prin ciocănirea şi
poansonarea tablei metalice din spate, desenul dorit este reliefat pe partea din faţă, cu încălzirea
periodică a metalului pentru a-l împiedeca să devină sfărâmicios. Ciocănirea este efectuată fără a
se tăia în metal sau a se îndepărta orice parte a lui, aşa cum este cazul gravurii. În cazul în care
desenul în relief este intensificat din partea frontală pentru a accentua detaliile şi umbrele,
procedeul se numeşte reliefare, repoussé (cat.2).
Când ciocănirea este folosită pentru a executa un desen pe o suprafaţă plată, în loc de a
face o execuţie în relief, tehnica se numeşte relief plat (cat.3). Relieful plat este un proceu al
cărui efect este asemănător gravurii prin faptul că liniile, în loc să fie gravate pe suprafaţa
argintului, sunt ciocănite cu o daltă. Procedeul se mai poate folosi şi în cazul pieselor turnate,
pentru a accentua din faţă un desen făcut prin turnare, prin accentuare sau adăugare de detalii
neformate în mod satisfăcător prin turnare. Deşi tehnica reliefului plat este destul de răspândită
este rareori folosită ca tehnică în sine, preferându-se folosirea sa pentru accentuarea contururilor
ornamentelor repoussé. Câteodată, pentru a imita adevărata execuţie repoussé, desenul decorativ

nu este bătut de pe spatele piesei, în loc de aceasta fiind ataşate pe partea din faţă a obiectului
bucăţi de metal tăiate separat şi lucrate în relief. Munca este făcută cu ajutorul unui număr mare
de unelte de lăsat urme de diferite forme, a poansoanelor şi a ciocanelor de batere. Ciocănirea
este un procedeu mai dur decât gravura, diferenţiindu-se de aceasta prin urmele neclare lăsate pe
partea din spate a piesei (Reitzner 1952, pp.90-1; Hernmarck 1977, p.365; Florea 1991, p.575;
Simion 1997, p.105; Kremlin Gold 2000, p.37; Newman 2000, pp.69-70,261).
Imperfecţiunile rezultate în urma celorlalte procedee se rectifică prin cizelare, procedeu
realizat în exclusivitate pe partea din faţă a piesei pentru accentuarea detaliilor şi a umbrelor şi
definitivarea motivelor decorative. Alte procedee destinate atenuării imperfecţiunilor rezultate în
urma ciocănirii, sudării sau lipirii, sunt şlefuirea şi lustruirea (de fapt o şlefuire mai fină)
(Reitzner 1956, pp.93,97; Simion 1997, p.105; Newman 2000, p.261).
O altă tehnică de prelucrare a argintului este gravura (cat.4), procedeu care aparţine, de
fapt, tot cizelării. Gravura constă în incizarea de linii, figuri sau modele, pe suprafaţa metalului
prin îndepărtarea unei părţi a acestuia. Gravura a fost folosită din mileniul al III-lea înainte de
Hristos, fiind făcută cu unelte de bronz sau de cupru, iar ulterior cu unelte de fier. Decorarea
argintului prin folosirea unui instrument cu care se gravează suprafaţa plană a acestuia a fost
extrem de apreciată în goticul târziu, fiind depăşită ca popularitate doar de realizarea detaliilor
arhitectonice şi sculpturale a piesei de argintărie.
Gravura în argint ocupă un loc important în apariţia şi dezvoltarea gravurii în cupru.
Acest proces a început la începutul secolului al XV-lea şi se consideră că a plecat de la obiceiul
argintarilor de a-şi păstra desenele făcute pentru lucrările de gravură pe obiectele de argint,
făcând un fel de „şpalturi” pe hârtie după acestea. Aceste foi de modele le ofereau argintarilor
posibilitea de a reproduce în detaliu decoraţia gravată. Începând cu sfârşitul secolului al XV-lea
există o relaţie mutuală interesantă între argintul gravat şi ilustraţiile gravate. Gravurile anumitor
artişti vor fi, în mod mai mult sau mai puţin evident, modele pentru alţii. Mai puţin întâlnite sunt
cazurile în care unul dintre artiştii unui oraş furniza un model individual ca punct de pornire
pentru munca argintarului. Astfel, în perioada goticului târziu, decoraţia gravată care foloseşte
foile de modele accesibile argintarilor va deveni generală în Germania, atât ca tehnică pur
ornamentală, cât şi ca tehnică figurativă. Faptul că argintarii trebuia să ştie şi meşteşugul gravurii
reprezintă o certitudine. Cu toate acestea, îndemânarea lor era diferită de la caz la caz şi nu se
putea compara cu cea a gravorilor profesionişti.

Cea de-a doua jumătate a secolului al XVI-lea a marcat o creştere a preferinţei pentru
decoraţia repoussé în detrimentul gravurii. Cu toate acestea, se cunosc şi cazuri în care gravurile
vor înlocui relieful, însă doar ocazional. În Germania, secolul al XVII-lea va cunoaşte un declin
general în ceea ce priveşte nivelul artistic; în privinţa gravurii fiind preferate ornamentele simple,
executate de argintari şi nu de gravori, tendinţă comună întregului imperiu german şi a ţărilor
aflate sub influenţa stilistică a acestuia. Ocazional, apar şi obiectele executate de gravorii
profesionişti, dar aceştia nu mai sunt artiştii de marcă ai profesiunii lor. În cele din urmă, gravura
va fi tot mai mult înlocuită cu alte tehnici de ornamentaţie, în special odată cu apariţia stilului
rococo care necesita un tip de decor mult mai plastic (Hernmarck 1977, pp.362-365).
Un alt procedeu tehnic de realizare a gravurii este reprezentat de gravura cu acid, tehnică
prin care se obţin adâncituri în obiect cu ajutorul unui acid. Pentru ca acidul să producă efectul
dorit, desenul realizat pe suprafaţa piesei trebuie acoperit cu un strat protector de substanţă
rezistentă la acid, piesa fiind apoi scufundată în acid, care va coroda porţiunile neacoperite;
pentru decorul liniilor fine piesa este acoperită în totalitate cu substanţa respectivă şi desenul este
realizat cu un instrument ascuţit, piesa fiind apoi introdusă în acid. Substanţa cu care se acoperă
obiectul este un anumit tip de ceară sau de lac iar acidul folosit de obicei pentru argint şi cupru
este acidul nitric, HNO3. De la începutul secolului al XVI-lea gravura cu acid va fi frecvent
folosită de ateliere celebre de armurieri din Augsburg şi Nuremberg. Colaborarea strânsă dintre
armurieri şi argintari va duce la adoptarea tehnicii de către cei din urmă. În ceea ce priveşte
argintarii din aceste oraşe, ei vor folosi gravura cu acid doar pentru ornamentaţia de inspiraţie
maură. În Renaşterea germană gravura maură va avea doar un rol limitat, excepţiile constituindu-
le aceleaşi centre de argintărie: Augsburg şi Nuremberg. Ornamentaţia maură va fi răspândită în
Europa, în special în Germania, prin intermediul caietelor de modele gravate care prezentau
compoziţii ale unor celebrii artişti ornamentali. În afara Germaniei, Europa nu pare să adopte
tehnica maură în varianta sa de gravare cu acid ci doar în cea a gravurii propriu-zise (Hernmarck
1977, pp.366-67; Newman 2000, p.126).
Un procedeu tehnic care are aceleaşi rezultate cu gravura, însă nu constă din îndepărtarea
de material, este trasarea. Gravura se face cu acul, linia rezultată fiind mai vizibilă decât în
cazul trasării, procedeu care constă în baterea metalului (Reitzner 1956, p.94; Newman 2000,
p.124). În schimb, ajurarea (cat.5) este o altă metodă de prelucrare a metalului preţios prin care
se îndepărtează o parte din material, rezultând traforarea propriu-zisă a obiectului pentru

obţinerea unui motiv ornamental şi a unor efecte de culoare (Nicolescu 1973, p.23; Florea 1991,
p.572).
Piesele de argintărie puteau fi obţinute şi prin turnare (cat.6), prin procesul de realizare
şi formare a unui obiect prin turnarea de metal lichid într-un tipar, creat dintr-un model al piesei
dorite. Turnarea reprezintă alt procedeu tehnic cunoscut din antichitate, când se folosea o formă
de piatră cioplită manual, apoi o formă de lut executată în jurul unui obiect solid. Ulterior, erau
realizate tipare scobite prin suspendarea unui obiect asemănător celui dorit în interiorul tiparului.
Metalul topit curgea între tipar şi pereţii formei obţinându-se, în acest fel, piesa. Alte metode
cunoscute din antichitate erau turnarea cu nisip sau metoda cerii pierdute. Obiectul dorit se
modela din ceară cu toate detaliile sale, apoi se modela o matriţă de lut lăsându-se două orificii la
extremităţi. Prin unul dintre acestea se va turna metal lichid care topeşte ceara, evacuată apoi
prin orificiul opus. Dezavantajul metodei este faptul că permite realizarea unui singur obiect.
Turnarea deschisă era folosită pentru a produce unele obiecte complete (cum ar fi suporturile de
lumânări) dar şi părţi mici ale obiectelor (mânere, finiale, ciocuri). În cazul acestui procedeu
modelul era realizat în negativ, iar metalul topit se turna în matriţă obţinându-se forma pozitivă.
Majoritatea obiectelor realizate prin turnare erau produse de specialişti care le furnizau
argintarilor (Reitzner 1956, p.92; Simion 1997, p.105; Newman 2000, p.65).
Ultima etapă a procesului de prelucrare a argintului o reprezintă aurirea (cat.7),
procedeu cunoscut, la rândul său, din antichitate. Aurirea este procesul de suprapunere sau
acoperire a unei piese cu un strat subţire de aur sau aliaj de aur. Aurirea argintului se poate
realiza prin placare, aplicându-se o foiţă de aur foarte subţire pe o placă de argint, proporţia
dintre cele două plăci fiind de 1/12 (placa de aur este de 12 ori mai subţire decât cea de argint).
Procedeul constă în ciocănirea aurului pe argint, metalul rezultat fiind pe o parte auriu, pe
cealaltă argintiu. În cazul argintului, se folosea şi un alt procedeu, aurirea cu mercur, realizată
prin aplicarea cu pensula a unui amalgam de aur şi mercur pe obiectul de argint curăţat şi
degresat în prealabil. Urmează încălzirea metalului pentru evaporarea mercurului, lasând o
peliculă subţire de aur pe suprafaţa piesei. După un anumit număr de procese de aurire efectul
era accentuat prin ornamentare, prin incizarea suprafeţei de aur pentru a crea un desen sau o
textură. La anumite piese de argintărie era necesară aurirea interiorului pentru a preveni pătarea
argintului datorită anumitor lichide (vinul) sau alimente (gălbenuşul de ou). Majoritatea pieselor
erau însă aurite doar în scop decorativ. În cazul auririi cu mercur, care se făcea la temperaturi

înalte, exista pericolul topirii părţilor lipite (picioare sau mânere), astfel că acestea erau adăugate
după ce atât ele cât şi piesa au fost aurite (Reitzner 1956, p.97; Simion 1997, p.105; Newman
2000, p.148). Lipirea pieselor este procedeul care uneşte două bucăţi de metal prin folosirea
unui metal de legătură (boraxul este cel mai des utilizat) care se topeşte. După ce se întăreşte din
nou, metalul de legătură va lipi cele două piese (Reitzner 1956, p.95).
O parte dintre metodele de decorare a pieselor de argintărie vin din Orientul antic,
preluate apoi de romani şi, mai târziu, de bizantini, de unde ajung în Europa centrală. Dintre
acestea cele mai cunoscute sunt: filigranul, tehnica niello şi emailul.
Tehnica filigranului (cat.8) este o tehnică de decorare foarte rafinată care crează efecte
plastice remarcabile permiţând realizarea unei mari diversităţi de motive ornamentale. Filigranul
este tehnica de prelucrare care foloseşte fire şi granule de metal preţios lipite în aşa fel încât să
constituie un detaliu decorativ sau un întreg obiect. Cuvântul vine din Latină, de la filum – fir şi
granum – granulă. În general, termenul se foloseşte şi pentru piese decorate exclusiv din fire de
metal, fără granule. Filigranul se formează dintr-o sârmă de metal de 1-2 mm grosime care se
subţiază şi se întinde prin procedee repetate până ajunge la 1/50 mm. Prin răsucirea a două sârme
ajunse la grosimea dorită se obţine filigranul (Reitzner 1956, p.97; Nicolescu 1973, p.24; Florea
1991, p.574; Simion 1997, p.105; Kremlin Gold 2000, p.37).
Filigranul este o tehnică foarte specială de decorare a argintului şi a aurului şi se
întâlneşte în majoritatea culturilor în care arta argintăriei a atins un anumit nivel de dezvoltare,
obiectele rezultate formând un desen delicat şi complicat în egală măsură. Filigranul poate fi
aplicat în două tehnici diferite: ca element de decor în sine, adăugat ca o bordură deshisă
obiectului – tehnică folosită în special pentru execuţia bijuteriilor; sau filigranul poate fi lipit pe
un obiect plat de metal – tehnică folosită în principal în cazul unor obiecte precum ferecăturile de
carte, cutiuţe, portmonee (Newman 2000, p.133). Filigranul este cunoscut încă din Egiptul Antic
şi antichitatea clasică, supravieţuind în Europa şi în Orientul Apropiat pe parcursul Evului
Mediu. În perioada goticului pare să dispară aproape în totalitate din Europa, cu excepţia
Transilvaniei, a Rusiei şi a părţii islamice a Spaniei, în Renaştere va reveni în anumite regiuni
europene. Modul în care a avut loc acest proces de relansare a tehnicii filigranului este extrem de
discutat, elementul comun al tuturor teoriilor este că filigranul revine în Europa din Orient, unde
nu a existat o întrerupere a dezvoltării sale. Astfel, din Orient tehnica filigranului va ajunge în
Veneţia şi Germania sudică în timpul secolului al XVI-lea, în timp ce din India influenţa

filigranului se va simţi în Portugalia, de unde se va răspândi în Spania şi Olanda. În ceea ce
priveşte tipologia pieselor care vor rezulta în urma acestui nou val de folosire a tehnicii
filigranului ele se împart în principal în două mari categorii: tehnica care a ajuns în Europa din
Est prin Transilvania şi Rusia se va regăsi în principal în monturi ornamentale, în timp ce tehnica
care vine din India prin Portugalia se va folosi pentru compoziţia unor piese realizate în
întregime din filigran (Hernmarck 1977, pp.368-71).
Tot din Orient vine şi tehnica niello, folosită în Egiptul antic de unde a fost preluată în
imperiul roman. Numele procedeului vine din Latină, din nigellum – ciment negru. Tehnica a
fost apoi folosită şi în Bizanţ, în secolele XVIII şi XIX fiind întâlnită în Rusia şi Balcani, chiar în
Anglia, mai puţin însă în Europa centrală. Procedeul constă din gravarea adâncă a motivului
decorativ pe suprafaţa metalului, în liniile astfel obţinute turnându-se un aliaj de pudră neagră
mată de sulfuri metalice (sulfură de argint, cupru şi plumb). Piesa este apoi încălzită până când
aliajul se topeşte (la 1200°) şi este încorporat în desene realizate în adâncime; după răcire piesa
va fi lustruită până când surplusul de niello va fi îndepărtat şi desenul propriu-zis contrastant va
fi pus în valoare. Desenul obţinut prin această metodă este de culoare neagră, contrastând
puternic pe fondul argintiu al obiectului decorat, dând efectul unei gravuri (Nicolescu 1973, p.24;
Pallai 1975, p.114; Burda 1979, p.5; Simion 1997, p.106; Newman 2000, p.225).
Emailul este un pigment de natură sticloasă compus din pulbere de siliciu (incoloră) şi
oxizi metalici pentru obţinerea culorii dorite: staniu pentru a obţine culoarea albă, seleniu sau
clorid de aur pentru roşu, antimon pentru galben, cobalt pentru albastru, antimon şi clorid de aur
pentru portocaliu, mangan şi cobalt pentru violet, cupru, crom, fier pentru verde, nichel pentru
verde smarald, fier pentru maro, oxid de mangan şi cobalt, cupru pentru negru. Toate acestea
sunt culori translucide, ele pot deveni opace în cazul în care se adaugă oxid de staniu. Pulberea
de email se aplică, prin arderea la temperatură scăzută (aproximativ 750º C), pe diferite
materiale, inclusiv pe argint. Emailurile sunt, de regulă, amestecate cu un fondant (metal lichid)
pentru a facilita topirea la această temperatură. Emailul se sparge într-un recipient, până se obţine
un praf care se amestecă cu apă şi ceară, obţinându-se în acest fel o pastă. Cu pasta astfel
obţinută se unge piesa şi se aşteaptă să se întărească, apoi se introduce în cuptor. La 750º C
emailul se vitrifică, se scoate din cuptor şi se răceşte. Este nevoie de repetarea acestui procedeu
de mai multe ori, deoarece emailul se contractă după răcire (Pallai 1975, pp.112-13; Simion
1997, pp.105-6, Newman 2000, p.123).

Decorarea pieselor prin emailare este un procedeu care vine tot din Orient, fiind apoi
utilizat pe scară largă în Bizanţ, de unde se va răspândi în Europa centrală. Procedeul permite
realizarea unor motive decorative de mare efect vizual, tehnica aplicării emailului fiind diferită în
funcţie de epocă. Procedeul cel mai vechi este emailul champlevé (însemnând literal „câmp
înălţat”). Desenul era făcut prin tăierea de linii sau celule în baza de metal şi umplerea lor cu
pulbere de email de diferite culori, piesa fiind apoi încălzită pentru a fuziona emailurile. Ultima
etapă a procedeului consta în netezirea şi îndreptarea suprafeţei cu piatră ponce şi, în cele din
urmă, în lustruirea ei. La primele piese decorate cu email champlevé, doar liniile desenului erau
incizate şi umplute, ulterior însă era îndepărtat mai mult metal, lăsându-se doar pereţii de metal
subţire pentru a forma desenul şi separa culorile, stimulând în felul acesta tehnica timpurie
cloisonné (cu diferenţa că separarea era parte a bazei în loc să fie ataşată acesteia). În acest
procedeu, emailul se aplică pe o bază metalică, desenul fiind reliefat de fire metalice, cloisons,
ataşate de metal, spaţiile asfel obţinute fiind umplute cu emailuri colorate care sunt încălzite
pentru a se obţine vitrificarea lor. Tehnica cloisonné ofera o rezistenţă mai mare emailului (Pallai
1975, pp.112-13; Florea 1991, p.573; Simion 1997, pp.105-6, Newman 2000, pp.68,77,123).
Următorul procedeu de emailare numit Drahtemail (draht – sârmă în germană) este tot o variantă
a tehnicii champlevé, compartimentarea făcându-se de această dată cu sârmă răsucită. Tot din
germană vine şi numele altui procedeu, Grubenemail (grube – groapă), tehnica presupunând
realizarea unor adâncituri în metal care se umplu cu email opac (Bieltz 1957, p.17; Pallai 1975,
pp.112-13). Un procedeu asemănător este relieful plat, cu diferenţa că emailul este, de această
dată transparent, permiţând modelului realizat pe metal să fie vizibil. Emailul în relief este
procedeul care constă în zgârierea metalului până ce devine zgrunţuros, permiţând emailului să
adere mai bine pe suprafaţa sa (Pallai 1975, pp.112-13). Emailul pictat (cat.9) este, aşa cum îi
spune şi numele, o pictură miniaturală pe o suprafaţă plană de email, tehnică ce va cunoaşte un
moment de apogeu în Europa secolului al XVIII-lea. Argintarii, în general, nu stăpâneau arta
picturii pe email care necesita pregătire specială şi, desigur, abilitatea desenului. De aceea,
medalioanele de email erau de obicei cumpărate sau comandate altor artişti (Simion 1997, p.106;
Kremlin Gold 2000, p.38; Newman 2000, p.123). O inovaţie a argintarilor transilvăneni este
emailul filigranat, sau Modo Transilvano, tehnică realizată prin asocierea emailului cu filigranul
şi folosită în Transilvania de către argintarii saşi începând cu secolul al XVI-lea. Specific acestui
procedeu este faptul că, după topirea pulberilor de email nu se mai poate interveni pentru

şlefuirea emailului, care rămâne sub nivelul filigranului. Uneori, se adaugă mici perle metalice
pe lamelele filigranului, obţinându-se filigranul perlat (Bieltz 1957, p.17; Nicolescu 1973, p.24;
Burda 1979, p.4; Simion 1973, p.24).
Sunt unele cazuri în care o anumită tehnică duce la schimbări stilistice care nu aparţin
principalelor tendinţe de dezvoltare şi a căror influenţă se opreşte la un anumit moment. Un
asemenea fenomen este stilul aparte cunoscut în mod special după numele său francez – le style
rustique. În secolul al XVI-lea termenul rustique însemna o competiţie directă cu natura, fără un
suport artistic. În cazul argintăriei, însemna turnarea de plante, peşti, broaşte, şopârle, şerpi,
crabi, etc. Această artă a turnării inspirată din natură apare în atelierele turnătorilor în bronz
italieni, de unde se va răspândi în alte locuri şi va cuprinde alte meşteşuguri. Turnătorii în bronz
din Nuremberg au deprins şi ei această abilitate; când însă tendinţa se va aplica şi argintăriei, la
jumătatea secolului al XVI-lea, ea va fi o adevărată noutate şi nu o reminiscenţă a naturalismului
goticului târziu. Cu toate acestea, le style rustique îşi are locul său în realismul anti-clasicist al
perioadei. Noua tehnică, adoptată pentru a urma un trend tradiţional a fost admirată la vremea
respectivă: What they cast in silver from small animals, plants and snails to decorate silver
vessles has never been heard of before. Pe măsură ce secolul al XVI-lea se apropia de sfârşit iar
secolul al XVII-lea începea, le style rustique a supravieţuit într-un alt mod, cel al plintelor şi
piedestalurilor ornamentate cu mici creaturi pentru a da un aspect natural decorului. De această
dată însă animalele sunt modelate, turnarea după modele din natură nemaifiind folosită. În cele
din urmă, le style rustique dispare odată cu barocul (Hernmarck 1977, pp.371-72).
Argintul şi aurul sunt metale atât de costisitoare încât a existat întotdeauna o tendinţă de a
încerca găsirea unui mod de înlocuire a lor cu o variantă mai puţin costisitoare, a unei metode
care să ofere un obiect asemănător ca înfăţişare, sau o variantă de a folosi metal preţios ca strat
de suprafaţă aplicat peste un material mai ieftin, economisind în acest fel banii clientului. Încă
din Evul Mediu o mare parte din argintăria religioasă era din cupru aurit şi doar o parte era din
metal preţios. Treptat însă regulamentele de breaslă s-au înăsprit iar asemenea combinaţii au fost
descurajate. Una dintre aceste tehnici, şi anume argintul aurit, era totuşi permisă şi a fost folosită
în mod frecvent. În multe cazuri scopul acestei tehnici era mai puţin de a copia un obiect de aur
masiv ci de a crea contraste de culoare interesante prin aurirea anumitor părţi a obiectului şi
lăsarea altor părţi de culoare argintie. Cu toate acestea, în secolul al XVII-lea şi în cel următor
multe piese au fost aurite în întregime, ele fiind considerate ca având o poziţie intermediară între

aurul pur şi argintul pur, atât în ceea ce priveşte valoarea lor cât şi rolul pe care îl aveau în
ceremonialul religios.
Argintarii vor căuta în continuare o metodă de a produce obiecte mai ieftine prin
suprapunerea unui metal preţios peste unul comun, de obicei peste cupru. În secolul al XVIII-lea
asemenea piese au început să fie la modă, de obicei în forma bronzului aurit sau a unui aliaj de
cupru, plumb şi cositor aurit. Cea mai mare problemă a experimentelor de acest gen a fost faptul
că argintul nu adera complet la metalul folosit ca bază. Problemele tehnice au fost rezolvate de
englezi prin realizarea obiectelor cunoscute sub numele de Sheffield plate. Metalul din care se
realizează aceste obiecte este obţinut prin lipirea unei foiţe subţiri de argint peste o foaie mai
groasă de metal folosit ca bază, de obicei cupru, iar apoi prin laminarea masei bimetalice
obţinute din formă de lingou în foiţe. Materialul rezultat în urma acestui procedeu îşi va păstra
proprietăţile originale, iar omogenitatea sa va creşte prin laminarea sub presiune pentru a ajunge
la grosimea dorită. Deşi metoda de bază era cunoscută încă din antichitate, ea va fi pusă în
practică doar după ce procedeul modern a fost descoperit în anul 1742 de Thomas Bolsover din
Sheffield şi va fi folosită pe scară comercială din a doua jumătate a secolului al XVIII-lea de
către Joseph Hancock. Piesele Sheffield erau de excelentă calitate, deosebindu-se de argint doar
prin culoarea pe care o aveau la lumina zilei, cu o uşoară tentă de albastru (Hernmarch 1977,
pp.372-73; Newman 2000, p.282). Începând cu a doua jumătate a secolului al XIX-lea Sheffield
plate vor fi tot mai mult înlocuite de obiectele realizate prin procedeul modern de galvanizare,
procedeu mult mai puţin costisitor.
Galvanizarea este tehnica prin care, cu ajutorul curentului electric, se modifică suprafaţa
unui obiect metalic prin depozitarea unui strat subţire de metal diferit. Obiectul şi metalul cu care
acesta se va placa sunt scufundate într-o baie de galvanizare şi sunt conectate la terminale
electrice; în momentul în care un curent de tensiune scăzută trece prin baia de galvanizare
particule de metal sunt depozitate sub formă de strat subţire pe obiect. Piesa este apoi ciocănită
pentru a securiza aderenţa argintului. Grosimea foiţei metalice poate varia în funcţie de cantitatea
de curent folosit şi de durata procesului propriu-zis şi se măsoară în microni. Uneori argintul este
placat cu rhodium pentru a preveni pierderea strălucirii acestuia. Procedeul de galvanizare cu aur
sau argint a fost descoperit în 1840 de John Wright din Birmingham şi patentat de G.R. şi H.
Elkington şi a fost folosit pe scară largă în epoca modernă. Piesele obţinute sunt absolut identice
cu originalul, inclusiv mărcile sau micile zgârieturi de pe obiecte. Procedeul este folosit în

general de muzee pentru a obţine cópii ale obiectelor originale, pe care le vor expune, în timp ce
piesele originale vor fi păstrate în condiţii de siguranţă (Reitzner 1956, p.229; Newman 2000,
p.120).
O incursiune în interiorul atelierului meşterului argintar nu poate fi completă fără o scurtă
menţionare a pietrelor preţioase folosite pentru ornamentarea pieselor. Pietrele preţioase sau
semipreţioase au fost întoteauna extrem de apreciate, fiind folosite de argintari în completarea
ornamentaţiei obiectelor. Nu se poate preciza cu exactitate momentul în care începe sau se
încheie preferinţa pentru o piatră sau alta, atât perioada istorică cât şi beneficiarul final al piesei
impunându-şi preferinţa în alegerea pietrelor. Montarea lor pe piesele de argintărie antică se face,
în principal, în caboşoane (cat.10).
Ideea de bază a lucrării noastre a fost să ofere o prezentare generală a principalelor
tehnici de prelucrare şi decorare a argintului, convingerea noastră fiind că înţelegerea acestora
este absolut necesară pentru o analiză corectă şi competentă a pieselor de argintărie. De
asemenea, prezentarea, chiar la un nivel elementar, a acestor procedee tehnice este esenţială
pentru aprecierea muncii deosebit de complexe a acestor meşteşugari şi a pieselor executate de ei
situate undeva la limita dintre meşteşug şi artă. Şi poate, dincolo de tehnică, vom reuşi să
înţelegem mai bine efortul continuu al argintarilor de a-şi depăşi condiţia de meşteşugari şi de a
accede la cea de artişti autentici.

Catalog 1. Naviculă Johann Kheytten, Johann Krembser sau Joseph Kransch, Viena 1741 Marcat: Reitzner 1952, p.172 cat.580 Joh. Kheytten 1727-înainte 1748; cat.596 Joh. Krembser 1729-1752; cat.602 Jos. Kransch 1729-înainte 1748
Argint, 13 lothoni, ciocănit H. 19 cm, Ф talpă 12 x 10 cm, Ф vaporaş 16 x 10 cm Stare de conservare foarte bună Bibliografie: Mihoc 2006, p.90 cat.21 Episcopia Romano-Catolică Timişoara

2. Platou ornamental Hans Jacob Schech, Augsburg între 1668-1692 Marcat: Rosenberg 1922, p.139 cat.654 Hans Jacob Schech căs.1668 †1692
Argint, 13 lothoni, ciocănit, repoussé Ф 32 x 29 cm, G. brută/fină 367/293,6 g Stare de conservare bună Bibliografie: Mihoc 2004, p.39 cat.8 Episcopia Ortodoxă Sârbă, inv.1020. Loc provenienţă: Biserica sârbească Timişoara-Fabric 3. Platou ornamental Paul Solanier (Sallanier), Augsburg între1666-1725 Marcat: Rosenberg 1922, p.136 cat.648 Paul Solanier (Sallanier) căs.1666 †1725
Argint, 13 lothoni, ciocănit, relief plat Ф 29 x 25,8 cm Stare de conservare bună Bibliografie: Mihoc 2004, p.40 cat.9 Biserica sârbească Timişoara-Fabric, inv.40
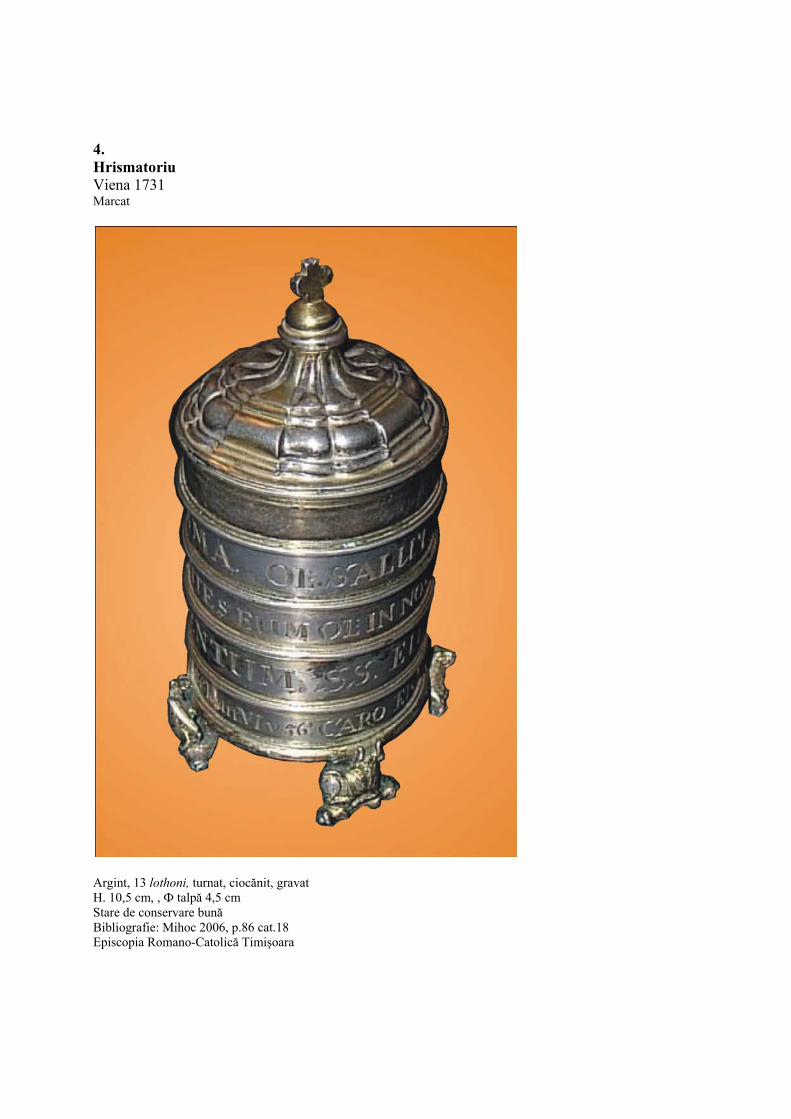
4. Hrismatoriu Viena 1731 Marcat
Argint, 13 lothoni, turnat, ciocănit, gravat H. 10,5 cm, , Ф talpă 4,5 cm Stare de conservare bună Bibliografie: Mihoc 2006, p.86 cat.18 Episcopia Romano-Catolică Timişoara

5. Candelă Michael Wiener, Viena (?) între 1807-1824 Marcat: Reitzner 1952, p.208 cat.1167 Michael Wiener (silberm.) 1817-1853; p.205 – vorratsstempel
Argint, 13 lothoni, ciocănit, ajurat H. cu lanţ 90 cm, H. 29 cm, G. brută/fină 1182/945,6g Stare de conservare mediocră Bibliografie: Mihoc 2004, p.50 cat.19 Episcopia Ortodoxă Sârbă, inv. 1520. Loc provenienţă: biserica Dejan

6. Sfeşnic de altar Europa centrală, 2/2 sec. XVIII Nemarcat
Argint, turnat, ciocănit H. 45 cm Stare de conservare bună Bibliografie: Mihoc 2006, p.93 cat.23 Episcopia Romano-Catolică Timişoara

7. Relicvar Sfântul Gheorghe Joseph Moser, Viena 1754 Marcat: Reitzner 1952, p.175 cat.697 Jos. Moser 1747-1800
Argint aurit, 13 lothoni, ciocănit. H. 46 cm, , Ф talpă 19 x 14,5 cm, Ф expositorium 28 x 18,5 cm Stare de conservare bună Bibliografie: Catalog 1992, p.76 cat.232; Kronbichler 2003, p.46 fig.20, p.149 nr.18, Mihoc 2006, pp.69-70 cat.6 Episcopia Romano-Catolică Timişoara. Loc provenienţă: Domul romano-catolic, Timişoara.

8. Potir Frantz Wöscherer sau Friedrich Wirth (Würth), Viena 1699 Marcat: Reitzner 1952, p.157 cat.390 Franz Wöscherer 1674-1706; p.160 cat.463 Friedrich Wirth (Würth) 1697-1728
Argint aurit, 13 lothoni, ciocănit, filigranat, email pictat, caboşoane roşii, verzi, albastre H. 25,5 cm, Ф talpă 17,5 cm, H.cupă 9,5 cm, Ф cupă 10 cm Stare de conservare foarte bună Bibliografie: Mihoc 2006, pp.76-7 cat.11 Episcopia Romano-Catolică Timişoara

9. Potir Johann Georg Baptist Letie, Viena 1731 Marcat: Reitzner 1952:172 cat.609 Joh. Georg Baptist Letie 1730-1776
Argint aurit, 13 lothoni, ciocănit, email pictat, caboşoane roşii, albe H. 25,5 cm, , Ф talpă 16,5 cm, H.cupă 9,5 cm, Ф cupă 10 cm Stare de conservare foarte bună. Bibliografie: Catalog 1992, p.75 cat.229, Mihoc 2006, pp.78-9 cat.12 Episcopia Romano-Catolică Timişoara

10. Monstranţă Joseph Moser, Viena 1783 Marcat: Reitzner 1952:175 cat.697 Jos. Moser 1747-1800
Argint aurit, 13 lothoni, ciocănit, caboşoane roşii, albe, una galbenă H. 65 cm, , Ф talpă 25 x 19 cm, Ф coroană raze 40 x 30 cm Stare de conservare foarte bună Bibliografie: Kronbichler 2003, p.35 fig.14, p.154 nr.127, Mihoc 2006, pp.62-3 cat.2 Episcopia Romano-Catolică Timişoara. Loc provenienţă: biserica Sfânta Katharina, Timişoara-Cetate

BIBLIOGRAFIE
Bieltz 1957 Julius., Arta aurarilor saşi din Transilvania, Bucureşti, 1957
Burda 1979 Ştefan, Tezaure de aur din România, Bucureşti, 1979
Catalog 1992 Barocul în Banat, Catalog de expoziţie, Timişoara, 1992
Florea 1991 Vasile, Istoria artei româneşti veche şi medievală, 3, Chişinău: Hyperion, 1991
Hernmarck 1977 Carl, The Art of the European Silversmith 1430-1830, vols.I-II, London: Sotheby Parke
Bernet, 1977
Kőszeghy 1936 Elemér, Magyarországi ötvösjegyek a középkortól 1867-ig, Budapest: Királyi Magyar
Egyetemi Nyomda, 1936
Kremlin Gold 2000 1000 Years of Russian Gems and Jewels, New York: Harry N. Abrams Inc., 2000
Kronbichler 2003 J., Seipel, W. (eds.), Glanz des Ewigen. Der Wiener Goldschmied Joseph Moser 1715-
1801, Wien: Kunsthistorische Museum, 2003
Mihoc 2004 Andrásy, Diana, Piese de argintărie din mediul ortodox bănăţean al secolului al XVIII-
lea/18th Century Silverwork Objects in the Orthodox Setting of Banat, Timişoara:
Artpress, 2004
Mihoc 2006 Andrásy, Diana, Banatul catolic al secolului al XVIII-lea ilustrat în argintăria
barocă/18th Century Catholic Banat Illustrated in Baroque Silverwork, Timişoara:
Mirton, 2006
Newman 2000 Harold, An Illustrated Dictionary of Silverware, London: Thames & Hudson Ltd., 2000
Nicolescu 1973 Corina, Arta metalelor preţioase în România, Bucureşti, 1973
Pallai 1975 Sándor, Nemesfémipari zsebkönyv, Budapest: Műszaki Könyvkiadó, 1975
Reitzner 1952 Victor, Alt-Wien-Lexicon für Österreichische und Süddeutsche Kunst und Kunstgewerbe.
3. Edelmetalle und deren Punzen, Wien, 1952
Rosenberg 1922 Marc, Der Goldschmiede Merkzeichen, R3, Band I-III, Frankfurt Am Main: Frankfurter
Verglas – Anstalt A-G., 1922-1925
Simion 1997 Victor, Masterpieces of the Precious Metalwork Art in Romania, Bucureşti: Ed. Tehnică,
1997

TECHNICAL ASPECTS OF SILVERSMITHING
Abstract
Silver is a medium heavy, ductile, and malleable metallic element that can be processed
in various ways and decorated in a variety of styles, using a diversity of techniques and,
approximately, the same tools for the last 1000 years. The appeal of the silver is implicitly
reflected upon those who work with it: the silversmiths. That is why, starting with antiquity,
silverwork has been considered a different craft from metalwork.
An essential step in silver processing was assaying its purity. Unfortunately, the
documents contain very few things about the tests used for determining purity. Nothing has been
mentioned about these tests in the guilds’ documents because everything about gold- and
silversmithing was kept secret by the guilds. It seems that the scratch testing was largely used for
assaying the purity of the metal. The necessary tools were: the test stone, a set of test bars and
acids that had no impact on the precious metal. The testing master of the guild decided the purity
of the raw silver to be processed while the punching master controlled the quality and purity of
the final product. If the proportion of the elements in the alloy (silver and cooper) was a correct
one, the master punched the object with the punch mark or hallmark.
Regarding the silversmiths’ working tools they have been practically unchanged for the
last 1000 years, the four basic tools being: the anvil, the hammer, the tongs, and the bellows.
Along with the silversmiths’ tools, the methods of manufacturing and decorating silver have
been preserved to the modern period, one or another being preferred in some places or ages, the
silversmiths continuously adapting the forms of prior generations in order to please their patrons.
Style in silverwork and the way in which silversmiths may or may not have had a certain
influence on it, their own positioning between art and craft – sometimes even beyond the thin
edge that separates the two – are extremely controversial topics. In the end, only the most
eminent silversmiths were in position to interpret the style of their age according to their own
creativity, the result of their work becoming real models. The less talented between them were
not so independently creative. They could be extremely able as craftsmen but they could just
followed instructions and patterns, working in whatever style the client desired, without any deep
personal commitment. A fact which is valid for virtually all silversmiths is that, no matter their

talent, they are first and foremost craftsmen, and only to a less extent propagandists for new
styles.
Silversmiths were required to process all materials by themselves. The raw material used
was pure gold, pure silver, gold for coins, silver for coins, auriferous sand, and raw gold. The
silversmiths made the gold and silver alloys as well as acids and colours, being chemists as well.
More than that, they made their own working tools. The creation of an object started by
sketching it on paper and executing a model of it made of cooper, wood, wax, or mineral talc.
The model was an important step in the process of creation. Sometimes, when the silversmith
was unable to complete the object by himself, the help of an ornamentalist was needed.
Both gold and silver are malleable metals that can be chased for transforming them into
the desired shape. Chasing (cat.1) is the technique of decorating precious metal that has been
used since ancient Rome. The technique involves hammering a metal plate of certain size and
form placed on a mould. Using rapid hammer blows, the metal plate is worked into the desired
shape. By chasing and punching the metal plate from the back the required design is raised on
the front, with periodic annealing, to prevent the metal becoming brittle. Chasing is applied
without cutting into the metal or removing any part of it, as in the case of engraving. When used
to enhance the relief from the front, for emphasizing the details and shadows of the design, the
technique is called repoussé chasing (cat.2). When chasing is used to make a design on a flat
surface, rather than to develop relief work, the technique is called flat chasing (cat.3).
The remaining imperfections are rectified by chiselling, technique exclusively applied on
the front of the object for enhancing the details and shadows and finalizing the ornamental
patterns. Other methods of reducing the imperfections resulted from chasing or soldering are
polishing and buffing.
Another technique of decorating silver is engraving (cat.4) of lines, figures or patterns
on the metal’s surface, with consequential removal of metal. An alternative method of engraving
is acid engraving, using an acid in order to obtain the desired pattern. For acquiring comparable
results with engraving, yet without the actual removal of metal, another technical procedure is
involved, namely grooving. Engraving is executed by means of scratch awl, the resulted line
being more visible as in case of tracing, method that consists in chasing the metal. Piercing
(cat.5) is another technique of decorating precious metal by removing a part of it, the result
being an openwork decoration and various colour effects.

Silver objects are also realized by casting (cat.6), the process of making and shaping an
object by pouring molten metal into a hollow mould – a model of the desired article. Casting is
another technical method known since ancient times, a hand-carved stone mould and, later on, a
clay mould made around a solid object being used in the process. Other ancient methods were:
sand casting or cire perdue technique.
The final stage in decorating silver is represented by gilding (cat.7), another technique
that has been used since ancient times. Gilding is the method of attaching or overlaying a thin
layer of gold or golden alloy on a piece. Gilding may be realized by plating that is by attaching a
thin gold leaf onto a silver plate, the proportion between the two metals being 1/12. The method
involves chasing the gold leaf onto the silver plate, the resulted material being golden on a part,
silvery on the other one. In case of silver another method was also used, that is mercury gilding.
It is realized by applying, with the help of a brush, an amalgam of gold and mercury on the silver
object, then heating the object to cause the mercury to vaporize and to leave a thin film of gold.
After a number of gilding processes the effect was enhanced by ornamentation, specifically by
incising the gold surface to create a design or a textured surface.
Various methods of decorating silverwork came from ancient East, were adopted by the
Romans and, later on, by the Byzantines, eventually arriving in central Europe. The most
documented of these are: filigree ornamentation, niello technique and enamelling.
Filigree (cat.8) is an extremely refined method of decoration that creates remarkable
ornate effects, allowing the creation of a large diversity of ornamental patterns. Filigree
technique uses affixed wires and beads of precious metal to create a decorative detail or an entire
object. Filigree is made of a metal wire of 1-2 mm width, repeatedly refined and drawed until it
reaches the proportion of 1/50 mm. Filigree is obtained by twisting two wires of desired width.
Filigree is a remarkable technique of decorating silver and gold, being present in most of
the cultures where silversmithing has reached a certain level of development, the objects created
being both delicate and intricate. Filigree is applied either as sheer ornamentation affixed like an
openwork border, technique mostly used in case of jewellery, or by soldering cast filigree onto a
flat metal plate, technique largely used for book-covers, small boxes, and purses.
Another method of ornamentation coming from the East is the so-called niello technique,
used in ancient Egypt, then in the Roman Empire. The process involves deep engraving of the
design into the metal surface and filling the indented portions with a powdered black matt alloy

of metallic sulphides. After that, the object is heated until the alloy melted and became fused in
the grooves and depressions of the design; the piece, when cooled, is polished until the niello is
removed except the actual contrasting design. The design created by this procedure has a black
colour, hence creating a powerful contrast on the silver object, resembling an engraving.
Enamel is the name given to a pigment of a vitreous nature composed of powdered silica
coloured with metallic oxides. Enamel powder is applied, by low-temperature firing, on various
materials including silver. Enamels are usually mixed with a flux (liquid metal) to facilitate
melting at this temperature. The enamel is crushed into a container; the powder obtained in this
way being mixed with water, thus turning into a paste. This paste is applied on the object and set
onto it. Later on, the piece is introduced in the furnace and fired at 750º C, the procedure being
repeated several times.
The technique of decorating objects by enamelling has come from the East as well, being
largely applied in the Byzantium, subsequently spreading into central Europe. The method
allows the creation of ornamental motifs of great visual impact, the technique being different
according to the corresponding period of time. The earliest procedure is champlevé enamelling.
The design was made by cutting lines or cells into the metal base and filling them with powdered
enamel of various colours, the piece being afterwards fired to fuse the enamels and develop the
colours. The last stage consisted of smoothing and levelling the surface of the object with
pumice, eventually polishing it. In early objects, only lines of the design were incised and filled,
but later more of the metal was cut away, leaving only walls of thin metal to form the design and
separate the colours, thus stimulating early cloisonné enamelling (except that the partitions were
part of the base rather than being affixed to it). The enamel is applied on a metal base in this
technique; the design is outlined by metal strips, cloisons, secured to the metal, the enclosed
spaces being filled with coloured enamels which are then fired. The cloisonné enamelling offers
a greater resistance to the enamel. Another enamelling technique is Drahtemail (draht – wire in
German), an alternative for champlevé enamelling, the partitions being made with twisted wire.
Another enamelling technique is Grubenemail (grube – cavity in German), method which
involves cutting into the metal, then filling the cells with opaque enamel. A similar procedure is
flat chasing, the difference being the fact that enamel is translucent, allowing the design created
into the metal to be distinguished. Repoussé enamelling is the technique consisting of grating the
metal until it became rough allowing a better adherence of the enamel to the base. Painted

enamel (cat.9) is a miniature painting on a plane enamel surface, technique that would reach its
highest point in 18th century Europe. Normally silversmiths did not excel in painting on enamel,
technique that requires a special training and design skills. Consequently, the enamel medallions
were bought or commissioned from other artists.
An innovation of silversmiths from Transylvania is filigree enamel, or Modo
Transilvano, technique based by the association of enamel with filigree. The method was used in
Transylvania by the local Saxons since the 16th century. Typical for this technique is the fact that
no intervention can be made for smoothing the enamel after melting the powders, the enamel
remaining under the filigree. Sometimes, small metallic pearls are affixed on the foliated filigree,
the result being pearled filigree.
Silver and gold are so costly that it has always been a temptation to try and find some
way of replacing them at less expense, some method which will produce a similar appearance, or
which, by using them as an overlay on some cheaper material, will save the client’s money. Even
in the Middle Ages, a good deal of church plate was partly copper gilt, and only partly solid gold
or silver. Gradually the guild regulations were tightened up and such blends were discouraged.
One technique, silver gilt, was, however, still permitted and was used frequently. In many cases
the aim was less to emulate a solid gold object than, by gilding certain sections and leaving the
rest white, to create interesting colour contrasts. Nonetheless in the 17th and 18th centuries, many
silver pieces were fully gilded. In this way, both in value and in ceremonial status, they occupied
an intermediary position between pure gold and pure silver.
Silversmiths still sought a means of producing a cheaper form of objects by overlaying a
cheaper material, usually copper. In the 18th century such plate became steadily more
fashionable, usually in the form of gilt bronze or ormolu. The major problem of these
experiments was that the silver failed to stick properly to the base metal. The English eventually
solved those technical problems and realized the objects known as Sheffield plate. The metal
used for these objects was made by fusing a thin silver plate onto a thicker plate of base metal,
usually copper, and then laminating the bimetallic mass, in ingot form, into sheets. The resulting
metal retained the original proportions throughout, expanding in unity when laminated under
pressure to the desired thickness. The basic method had been used since antiquity but became
practicable only after the modern process was discovered in 1742 by Thomas Bolsover of
Sheffield, being used on a larger scale by Joseph Hancock starting with the second half of the

18th century. Sheffield plate was of excellent quality distinguishable in appearance from solid
silver only by its colour in bright daylight, when it reveals a faint bluish tinge. Starting with the
second half of the 19th century, Sheffield plate was more and more being substituted by silver-
plated ware, objects made by the modern procedure of electroplating, a much less costly
technique.
Electroplating is the technique of changing the surface of a metal object by depositing a
thin layer of a different metal by means of an electric current. The object and the plating metal
are immersed in a plating bath after being connected to electric terminals and, when a low-
voltage current is passed through, particles of the plating metal are deposited as a thin film on the
object. The piece is then hammered to secure the adhesion of the silver. The thickness of the
plating varies according to the amount of current and the duration of the process, and is
measured in microns. Sometimes silver is plated with rhodium to prevent tarnishing. The process
of plating with gold or silver was discovered in 1840 by John Wright of Birmingham and was
patented by G.R. şi H. Elkington, being extensively used in modern times. Electroplated objects
are totally identical with the originals, including the hallmarks or the small incidental incisions.
The technique is generally used by museums for creating copies of the authentic objects, the
original pieces being safely kept in this way.
An incursion in the interior of a silversmith’s workshop cannot be concluded without a
brief reference to the precious stones used for decorating the objects. The precious or
semiprecious stones were constantly appreciated, being used by silversmiths to complete the
ornamentation of silverwork. The moment when the preference for a certain stone begins or
ends cannot be precisely determined, both the period of time and the final beneficiary of the
object impressing a predilection regarding the choice of stones employed. Setting the stones in
ancient silverwork is largely made in forms of cabochons (cat.10).
The main idea of our paper has been to offer a general presentation of the major
techniques in processing and decorating silver, considering that their understanding is a vital
process for a correct and competent analysis of silverwork. In the same time, even a basic
presentation of the technical processes is essential in assessing the exceedingly complex work of
these craftsmen and of their creations, objects to be found somewhere between art and craft. And
maybe, clear of technique, we will be able to recognize silversmiths’ continuous endeavour to go
beyond their own condition of craftsmen and to turn into true artists.