Aqueous Dispersions from …Aqueous Dispersions from Biodegradable/Renewable Polymers Mika...
14
Aqueous Dispersions from Biodegradable/Renewable Polymers Mika Vähä-Nissi 1 , Christiane Laine 1 , Riku Talja 1 , Hannu Mikkonen 2 , Sari Hyvärinen 2 , Ali Harlin 1 VTT Technical Research Centre of Finland, 1 Espoo, 2 Rajamäki, Finland ABSTRACT Interest in sustainable materials is opening up possibilities for biopolymers. Decreasing environmental strain is the concept of today, and the trend to replace oil-based products with biopolymers is being emphasized. However, production capacity of biopolymers is limited, melt processing can be challenging and barrier properties, especially against moisture, are not yet on a sufficient level for demanding packaging applications. Aqueous polymer dispersions are used for coating of paper/board to provide barrier properties or binding potential. Dispersions today are based on synthetic polymers poorly degraded in a biological environment. Dispersions would allow alternative application techniques for biopolymers, thin coatings and freedom for the formulation. Unfortunately, there are only few biopolymer dispersions available. This article presents techniques for preparing dispersions from biopolymers to be used in barrier and pigment coatings. Even though polymers or processes were not optimized, visually stable (non-settling) dispersions with relatively high solids content were prepared from certain grades of polylactide, polyhydroxyalkaonates and polycaprolactone. Nanostarch dispersions and a dispersion prepared from wood xylan were also included in the study. However, further work is needed to improve the film formation, the coating composition and thus the performance of the biopolymer dispersions. INTRODUCTION Polymer dispersions find use in various applications, such as adhesives, inks, paints, coatings, etc. In this paper the focus is on binders for paper pigment coatings and on barrier dispersions. Polymer dispersions are stabilized water- borne emulsion polymers with colloidal particles in water [1]. Particle size is 50-300 nm for paper applications and solids content up to 70%. With polymer solutions such solids content would be impossible without a dramatic increase in viscosity. Unfortunately, many polymers are not amenable to emulsion polymerization. In such cases the dispersion must be prepared by dispersing the water insoluble preformed polymer into an aqueous phase. These "pseudo dispersions" – focus of this paper – contain often an emulsifying agent, which prevents or slows down agglomeration and settling. Dispersions of soft polymers are commonly used as binders for pigment coatings. Pigment coating provides paper with smoothness, optical properties and printability. The polymer dispersions are typically styrene-butadienes, styrene-acrylates and polyvinyl acetates [2]. The amount of binder is 10-15 parts compared to 100 parts of pigment per weight. The most important property of a binder is binding power to the pigment particles and to the substrate. Besides binding, binders affect rheology, coater runnability and drying behavior, and optical, viscoelastic and printing properties of coated paper. Film-forming dispersions are used to provide paper/board with barrier against water, water vapor, grease and oil and other permeants. The most common non-chlorine barrier polymers include modified styrene-butadienes, acrylates and methacrylates, polyvinyl acetate, polyolefins and various copolymers. Recently work has been done, for example, to utilize hydrophobic monomers and polyolefin resins [3,4]. Polymer dispersions are formulated into barrier coatings with fillers, waxes and additives. Talc, (nano)clays and filler blends are used to improve barrier performance, cost efficiency and runnability, to decrease blocking and to provide a surface for printing, glueing and for other surface treatments [5-8]. The coatings are non-porous and therefore the filler content has to be below the critical pigment volume concentration. The polymers used today in dispersions are derived from non-renewable crude oil. Polymer dispersions and coatings utilizing these polymers are usually regarded repulpable depending on their composition, which allows the reuse of production waste or material recycling of waste paper [9]. Likewise, they are often compostable in the sense that the coating breaks down into small pieces and becomes invisible [10]. Dispersion coated packaging waste can usually be incinerated [1]. However, the polymers are not biodegradable within a reasonable time frame unless such a
Transcript of Aqueous Dispersions from …Aqueous Dispersions from Biodegradable/Renewable Polymers Mika...

Aqueous Dispersions from Biodegradable/Renewable Polymers Mika Vähä-Nissi1, Christiane Laine1, Riku Talja1, Hannu Mikkonen2, Sari Hyvärinen2, Ali Harlin1 VTT Technical Research Centre of Finland, 1 Espoo, 2 Rajamäki, Finland ABSTRACT Interest in sustainable materials is opening up possibilities for biopolymers. Decreasing environmental strain is the concept of today, and the trend to replace oil-based products with biopolymers is being emphasized. However, production capacity of biopolymers is limited, melt processing can be challenging and barrier properties, especially against moisture, are not yet on a sufficient level for demanding packaging applications. Aqueous polymer dispersions are used for coating of paper/board to provide barrier properties or binding potential. Dispersions today are based on synthetic polymers poorly degraded in a biological environment. Dispersions would allow alternative application techniques for biopolymers, thin coatings and freedom for the formulation. Unfortunately, there are only few biopolymer dispersions available. This article presents techniques for preparing dispersions from biopolymers to be used in barrier and pigment coatings. Even though polymers or processes were not optimized, visually stable (non-settling) dispersions with relatively high solids content were prepared from certain grades of polylactide, polyhydroxyalkaonates and polycaprolactone. Nanostarch dispersions and a dispersion prepared from wood xylan were also included in the study. However, further work is needed to improve the film formation, the coating composition and thus the performance of the biopolymer dispersions. INTRODUCTION Polymer dispersions find use in various applications, such as adhesives, inks, paints, coatings, etc. In this paper the focus is on binders for paper pigment coatings and on barrier dispersions. Polymer dispersions are stabilized water-borne emulsion polymers with colloidal particles in water [1]. Particle size is 50-300 nm for paper applications and solids content up to 70%. With polymer solutions such solids content would be impossible without a dramatic increase in viscosity. Unfortunately, many polymers are not amenable to emulsion polymerization. In such cases the dispersion must be prepared by dispersing the water insoluble preformed polymer into an aqueous phase. These "pseudo dispersions" – focus of this paper – contain often an emulsifying agent, which prevents or slows down agglomeration and settling. Dispersions of soft polymers are commonly used as binders for pigment coatings. Pigment coating provides paper with smoothness, optical properties and printability. The polymer dispersions are typically styrene-butadienes, styrene-acrylates and polyvinyl acetates [2]. The amount of binder is 10-15 parts compared to 100 parts of pigment per weight. The most important property of a binder is binding power to the pigment particles and to the substrate. Besides binding, binders affect rheology, coater runnability and drying behavior, and optical, viscoelastic and printing properties of coated paper. Film-forming dispersions are used to provide paper/board with barrier against water, water vapor, grease and oil and other permeants. The most common non-chlorine barrier polymers include modified styrene-butadienes, acrylates and methacrylates, polyvinyl acetate, polyolefins and various copolymers. Recently work has been done, for example, to utilize hydrophobic monomers and polyolefin resins [3,4]. Polymer dispersions are formulated into barrier coatings with fillers, waxes and additives. Talc, (nano)clays and filler blends are used to improve barrier performance, cost efficiency and runnability, to decrease blocking and to provide a surface for printing, glueing and for other surface treatments [5-8]. The coatings are non-porous and therefore the filler content has to be below the critical pigment volume concentration. The polymers used today in dispersions are derived from non-renewable crude oil. Polymer dispersions and coatings utilizing these polymers are usually regarded repulpable depending on their composition, which allows the reuse of production waste or material recycling of waste paper [9]. Likewise, they are often compostable in the sense that the coating breaks down into small pieces and becomes invisible [10]. Dispersion coated packaging waste can usually be incinerated [1]. However, the polymers are not biodegradable within a reasonable time frame unless such a

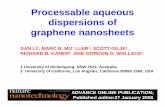
feature is built into the molecules. On the other hand, the molecules are large and stable thus not accumulating in ground water or ecosystem. However, biodegradation would be favorable for food-contaminated waste, especially in sparsely populated countries or where composting infrastructure exists. The goal of this study was to map out the techniques for preparing pseudo dispersions from biodegradable polymers and biopolymers from wood/agricultural sources (Fig. 1), and to test if stable dispersions can be prepared to replace the synthetic polymer dispersions in binder and barrier applications. There is need for renewable materials due to brand owners and consumers demanding sustainable products. In addition to price issues, the remaining oil resources are becoming less accessible. Biopolymers have become an interesting option to replace the oil-based products. However, these polymers face challenges, such as adhesion, melt processing and moisture sensitivity. Biodispersions would allow alternative application techniques, thinner coatings and freedom for the formulation.
BIOPOLYMERS
Extracted from biomass
Polysaccharides Starch, cellulose, hemicelluloses, pectins, gums,
chitosan, etc. and derivatives
Proteins
Plant - zein, soya, gluten
Animal - casein, whey, collagen
Lipids Cross-linked tri-glyceride Polylactic
acid (PLA) & copolymers
Polyhydroxyalkaonates (PHA) Polyhydroxybutyrate
(PHB)
Polyhydroxyvalerate(PH
V)
Polyhydroxyhexanoate(PH
H)
Bacterial cellulose,
etc.
Copolymers
Polymers produced by organisms
Bio-derived polymers
Synthetic non-renewables
Polysuccinates (PESU, PB
S, PBSA
)
Polycaprolactone(PC
L)
Modified PET
Aliphatic-A
romatic copolyester
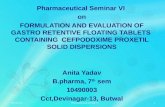
Figure 1. Classification of biopolymers (biodegradable and/or natural polymers) - modified from [11,12]. Key Properties of Polymer Dispersions Film formation arises from the coalescence of the individual particles normally held apart by the stabilizing forces. These forces are overcome by the evaporation of the continuous phase. A precondition for barrier properties is a uniform and pinhole free film, while the bonding in pigment coatings is more of “spot welding” type. There are numerous theories for film formation [13]. Figure 2 shows the main phases of film formation. Initially spherical particles are evenly distributed in a coating layer. The solid content increases resulting in flocculation. There are cavities between the particles with a water-air interface. This interfacial tension creates a capillary force which pulls the particles close to each other as water evaporates. Finally, water has evaporated and as a result the spherical particles are compacted. The dense packed particles begin to deform and fill the empty cavities. Boundaries between the particles start to disappear and polymer chains inter-diffuse. Even coating surface without pinholes has been obtained [14]. The rate of water removal during flocculation is often the critical step for obtaining good packing. The formation of a continuous film is dependent on the rate of drying and minimum film formation temperature (MFFT) of the polymer, which in turn depends on the elastic modulus of the polymer and the polymer viscosity. Both have negative effect on film formation. The MFFT relates to glass transition temperature (Tg) - or to the melting temperature (Tm) in case of semi-crystalline polymers. For example, Tg is 0-30 °C for binders used for offset papers. However, water can act as a plasticizer for hydrophilic monomers and decrease the MFFT to below the Tg [2,15,16]. Plasticizers act similarly with other polymers.

Figure 2. Different stages of dispersion drying and film formation based on [1,13}. The MFFT is affected by particle size [17-19]. Small particles lead to somewhat lower MFFT. The smaller the particle size the lower the high shear viscosity and the better the binding potential. In order to obtain high solids with pigment coatings, small particles and a broad particle size distribution is favourable. High viscosity at high shear rates leads to poor coater runnability. Particle size also affects how fast coating looses water to the paper. Dispersions have to be stabilized by ionic charges or protective colloids [2]. Destabilization leads to agglomeration. Polymer and water may also separate due to different densities. Therefore, dispersions should be mixed before use [20]. Mechanical destabilisation can take place under extensive shear during coating. Chemicals added together with other coating components may also destabilize the dispersion. Dispersions also face biological attacks. Morphology of polymer should remain the same for a practical period of time [21]. To put it short, the stability of dispersion is dependent on the size and the charge of the particles as well as composition and pH of the medium [22]. Means to Prepare Biopolymer Dispersions In the following chapters the techniques for preparing pseudo dispersions are divided into two groups: volatile organic solvent –based and thermo/mechanical methods. However, things are rarely so easy, and different combinations can be found. The properties of the polymer, e.g. solubility, affect which process and parameters can be used. Soft polymers not prone for hydrolyses can be melted and dispersed in water at high temperature and pressure [23]. A hard polymer can be predispersed in water with plastisizer and other additives prior to heating. Several processes can be applicable for a specific polymer. As pointed out earlier, the polymer morphology affects the film formation. An example of a challenging group of polymers is polyhydroxyalkaonates (PHA). The goal is to keep the PHA particles amorphous in dispersion. PHA granules are originally amorphous, but the dispersion obtained from the separation process has a certain amount of crystalline particles leading to a poor film formation. Crystallization rate, Tm, Tg and thus film formation and polymer properties of PHA are affected by the copolymer composition and molecular weight [24,25]. Small particles slow down crystallization and low Tg favor film formation [21]. PHA dispersions have been prepared with both of the techniques presented below [21,26-30]. PHA can e.g. be dissolved at elevated temperatures and then dispersed with hot water under shear. Another method is to heat a dispersion of small crystalline particles at above Tm or crystallization temperature, and then to chill the dispersion. Third type of method to isolate native granules of PHA after cell lysis involves two phases formed by two selected water soluble polymers [24]. When PHA granules are added to such a system, they are distributed in one of the phases based on their surface energy. Separation of the phases can then be performed by centrifugation. Volatile organic solvent -based techniques There are several solvent-based techniques for preparing pseudo dispersions [31]. The techniques include emulsification-evaporation, precipitation, salting-out and emulsification-diffusion. These involve the use of an
1. Evaporation, slowest phase
2. Irreversible contacts, flocculation
3. Dense packing
4. Coalescence5. Inter‐diffusion (Autohesion)
6. Final film

organic solvent containing the particle components, and of an aqueous solution containing stabilizers, constituting the aqueous medium. Mechanical stirring and type of solvent/polymer/stabilizer system define the particle size and initial solids content of the dispersions. In the simplest method a polymer solution in a water-immiscible organic solvent is emulsified in water with an emulsifier [32]. This premixture is submitted to mixing to reduce the droplet size followed by the solvent removal. As each droplet will form a particle the homogenization step is crucial in obtaining small particles. In addition to high energy mixing, relatively large amounts of emulsifiers are needed [33]. An alternative technique is to use an organic solvent of low solubility having boiling point lower than that of water [33]. As before, the polymer is added in this solvent to water that contains emulsifiers and stabilizers followed by mixing in a vessel or continuously in a pipeline. The emulsion is passed through porous membranes creating a miniemulsion. Then solvent is removed e.g. at lower pressure than the previous process steps. In (nano)precipitation polymer and additives are dissolved in a semipolar water-miscible solvent [34]. This solution is added into an aqueous solution containing a stabilizer under stirring. Particles are formed by the diffusion of the solvent into the aqueous phase. Solvent is eliminated from the suspension under e.g. reduced pressure. Compared to the previous techniques the choice of solvent is more limited and complicated. Small-sized starch granules can be prepared by precipitation [35-37]. Starch esters can also be precipitated to produce nanoporous material. The salting-out technique is based on the separation of at least partly water-miscible solvent from aqueous solutions via a salting-out effect [38]. The solution with the polymer is emulsified under stirring in an aqueous gel containing the salt and a colloidal stabilizer. This emulsion is then diluted in order to enhance the diffusion of solution into the aqueous phase, thus inducing the formation of polymer particles through phase separation but without precipitation. In the emulsification-diffusion technique a partly water-miscible solvent saturated with water and containing a polymer is emulsified in an aqueous phase saturated with the solvent and containing a stabilizer [31]. A further addition of water to the system, or removal of solvent, results in the aggregation of particles. This method does not require similar forces than water-immiscible solvents. The higher the polymer content the higher the particle size. Monodisperse particles can be prepared by adjusting the viscosity ratio of the aqueous and polymeric phases [39]. The formed coarse emulsion is exposed to laminar shear in e.g. a Couette device. Turbulent conditions would lead to a polydisperse particle size distribution. The viscosity ratio between the phases present, the rate of rotation of the rotor and the rate of injection of the emulsion into the device define the size of the spheres obtained. Thereafter the solvent is removed. Preferably the method used is precipitation or emulsification-diffusion. Challenges related to the organic solvent -techniques include toxicity, cost, need for leak-prevention devices and tools for removing/recovering the salt or solvent from water, and the possible environmental impact. In addition, finding a suitable solvent for a specific polymer/process combination requires extensive pretesting. Furthermore, these techniques can lead to dispersions with low solids with additives. Stabilizing agents are often required e.g. to allow the formation of stable dispersion preventing coalescence during solvent removal. Thermo/mechanical techniques An alternative route for using solvents is to utilize shearing at elevated temperatures [40]. This process has been employed e.g. for semicrystalline polymers (e.g. PHA) to prepare amorphous particles. The idea is to heat the polymer to a temperature above the crystallization temperature, maintaining the temperature for a specific time and then chilling the polymer by feeding it in a medium below crystallization temperature. Starch ester can be mixed with a plasticizer to obtain a blend [41]. This blend is further mixed with dispersion auxiliaries and water at elevated temperature to form dispersion. This can be performed in an extruder. A small amount of water is first added dropwise into the melt. The addition is interrupted for some time to make sure that the mass is homogeneous. Next, the adding can be continued. In the case of other biopolymers, no interruption is needed. Homogenization, small particles and stability can be achieved e.g. by means of a pressure homogenizer. Biopolymers can also be formed into dispersion by first forming a paste-like blend of the polymer, a plasticizer (e.g. alkenyl succinic anhydride), dispersion auxiliaries and water, heating up this premixture (20-100 °C), maintaining the temperature for a while, and then dispersing it in water [42-44]. It is an advantage to allow the paste to cool

during the gradual water addition under intensive stirring. With some polymers no heating is required. The process for preparing biopolyester dispersion comprises melting the polymer in extruder and then introducing the aqueous emulsifier to the melt [45]. The mixture is blended at a temperature of ≤ 100 °C. High pressure or plasticizers is to be used in case of high Tm. The viscosity-reducing agent is chosen from heavy organic solvents with a capacity to form hydrogen bonds with the polymer. Polyester dispersions can be prepared by reacting the prepolymer with a crosslinking agent, and dispersing the polyester by adding an aqueous mixture of ammonia and amine [46] or a sulfonate-containing compound [47] to the melt (≥ 150°). Half of the hot water can be added prior to these neutralizing agents, and half at the end of the process. The polyester dispersion is then stirred at from 95 to 35 °C and cooled down to ambient temperature. The free hydroxyl groups promote crosslinking [48]. Another process comprises melting together a thermoplastic polymer with a plasticizing composition of carboxylic acid or salt, contacting the mixture with water under shear and pH such that heat plasticized mixture is dispersed and carboxylic acid is converted to salt to emulsify and stabilize the particles, and then cooling the dispersion below the Tm of the plasticized polymer [49]. Any means for dispersing the melt into water may be employed, such as batch-type mixers, static or rotary mixers, etc. The plastized polymer should melt at low temperature so that it can be easily dispersed and processed without degradation. Dispersion contains no surfactants spoiling its’ properties. There are several patents concerning preparing biopolymer nanoparticles with reactive extrusion [50-54]. The idea is first to plasticize the polymer under high shear with a plasticizer, and a reversible/non-reversible crosslinking agent(s) is then added later under conditions of lower shear. The idea is to remove the crystalline structure of the polymer prior to crosslinking. There are various designs for the extruder - the plasticizer can be added separately or together with the polymer, while the crosslinking agent is added downstream the feed zone. The plasticizer can be e.g. water added after the crosslinking reaction. In addition, a slight depolymerisation by acid or enzymatic treatment is advantageous. Water can be added to the mixture or the formed dry particles can be milled to smaller particle size and dispersed in water later to form dispersion. Extrusion parameters have an effect on the viscosity of the dispersions. This is determined largely by the number and size of the particles, the particle size distribution, and by the amount of soluble polymer. Soluble polymer acts as a stabilizer in the dispersion. There are also examples, where crosslinking of starch-polymer graft is done by increasing the temperature of the aqueous emulsion [55]. MATERIALS AND METHODS Polymers The reference polymer dispersions were Synthemul 18106 (carboxylated SA-dispersion) from Dow Reichhold Specialty Latec LLC for barrier dispersions and SB latex DL 966 from Dow for pigment coatings. The biopolymers tested and their suppliers were: PHA 1 Polyhydroxybutyrate/hydoxyvalerate Unknown PLA 1 Polylactide polymer NatureWorks PLA 2 Polylactide polymer 3051D NatureWorks PCL Polycaprolactone Capa(R) 6506 Perstorp PLA 3 Low MW lactic acid based polymer Confidential PBSA Polybutylenesuccinate/adipate #3020 Showa Highpolymer PHA 2 Polyhydroxyalkaonate copolymer Confidential PHA 3-5 Polyhydroxyalkaonate copolymer Kaneka Corp. N1 and N2 Starch nanoparticles EcoSynthetix Methods Testing of dispersions and coating colors The stability of dispersions was evaluated visually and in some cases based on turbidity. Particle size distribution was measured with the NanoSight particle size meter. Coating colors for pigment coating were also tested for low to medium or high shear viscosity and water retention. Both viscosity and water retention affect the runnability of coating colors.

Preparation and testing of films Pseudo dispersions were tested as such or mixed with the reference synthetic dispersion. Model films were prepared on plastic film using a draw-down coater and drying in an air-circulating oven. The property of interest was water absorption measured with KCL’s internal method. The sample is immersed in water for a specific time after which it is removed from the water and wiped clean of water. The weight gain as % is then provided as the water absorption. Coating tests and analyses of coated samples Coatings were performed on a LWC base paper or 170 g/m2 board with a sheet coater utilizing a metering blade, the draw-down coater used also for the films and with KCL Saukko. The KCL Saukko is a laboratory coater equipped with a blade metering unit and IR dryers. The web can be accelerated to full speed (1200 m/min) in 0.1 s. The coated sheets were dried – depending on the device – in an oven, in a drying tunnel or with IR dryers. The coated samples were also calendered in some cases. The important properties of coated papers intended for printing purposes were: • Optical properties – brightness (ISO 2470), opacity (ISO 2471), light scattering (ISO 9416) and gloss • Surface strength – picking resistance (IGT AIC2-5, ISO 3783:1980), wet surface strength (ISIT Passes-to-pick)
In ISIT Passes-to-pick method an ink layer printed on the sample with a printing cylinder is split ten times. The printing speed is 2 m/s. Between the printings there is a 1 s break for surface analyses. Before the first printing, 0.7 g/m² water is applied on the surface to lower the surface strength. Water absorption test for coated samples was performed with a Cobb tester based on standards SCAN P12:64, ISO 535 and DIN 53132. The amount of water which penetrated into the sample during a specific time is measured and expressed as g/m2. Water vapor transmission rate (WVTR) was measured from flat samples according to modified SCAN PP22:68. Unhydrous CaCl2 is placed on the bottom of an aluminum dish of specific size. Sample is sealed tightly against the dish with wax. The constant rate of weight increase due to water vapor penetrating the sample is given as the WVTR and expressed as g/(m2,d) together with the test conditions. RESULTS Case 1: Renewable hemicellulose dispersions Hemicelluloses are natural polymers present in plants. Currently hemicelluloses are not used for food applications. Beside cellulose they are the most abundant natural polymers: depending on plant, 20-30% is formed by hemicelluloses and 3 x 1010 tons of hemicelluloses are photosynthetized each year. Hemicelluloses have so far found limited application in industry, and they are mainly used as raw-materials for the production of fine chemicals. Otherwise, hemicelluloses are precipitated on fibers after cooking and partly leached into the cooking liquor of alkaline pulping processes and combusted. The low calometric value of hemicelluloses favors finding alternative end-uses. One interesting material is xylan extractable from hardwood and hardwood products. [56] Hemicellulose based coating with a MW < 50.000 g/mol together with plasticizers, cellulose and synthetic oligomer/polymer has been patented [57]. Also the application of the coating as an oxygen barrier has been included. Formulations can contain additives to increase moisture resistance (cross-linking or hydrophobizing agent, or phyllosilicate) [58]. Heat treatment improves barrier properties. Typically, fragmented or brittle films are created from hemicellulose depending on the structure of the hemicellulose, which in turn is affected by the source and the extraction method [57]. It is possible to use a mixture of low and high MW hemicelluloses, or hemicelluloses of different structures. Other options are to add low MW plasticizers or finely divided cellulose. A third procedure to obtain films is by blending xylan with e.g. PVA. Dispersions are mentioned, but no route how to prepare these. Hemicelluloses contain hydroxyl groups capable of interacting with water and making them moisture sensitive. Therefore, some of the hydroxyl groups should be replaced by hydrophobic substituents. Xylan has to be plasticized with external or internal (substituent covalently bonded into xylan) plasticizers. Water as such is a good plasticizer for plain hemicelluloses, starch and other polysaccharides, decreasing their Tg. Unfortunately, the Tg will gradually increase with decreasing water content during drying. At the point where particle coalescence should occur the Tg has increased to a level making particle deformation and inter-diffusion challenging. Although unmodified xylan

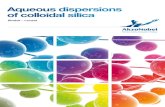
seems to be insoluble in cold water, it does absorb water and swell. This can cause problems with stability and runnability. On the other hand, adding moisture during calendering could be beneficial. A process has been developed for isolation of hemicelluloses, mainly high molar mass and pure xylan from bleached hardwood pulp [59-61]. The isolation is carried out by alkaline extraction followed by recovery of xylan e.g. by ultrafiltration or precipitation by alcohol or CO2. The white-colored isolated xylan has been tested in laboratory as bonding agent in paper and as a surface sizing agent. In addition, hemicellulose dispersions are being developed for adhesive and barrier applications – one option being hemicellulose ester dispersion [56]. The esterified hemicellulose is dissolved in an alkanoic acid to produce a solution and the solution is dispersed into water. Water is added until the cloud point is reached. After this point, flash dilution is carried out in order to disperse the polymer into water under mixing. Finally, the dispersion can be concentrated and washed. Xylan can also be hydroxypropylated prior to esterification. This provides better film formation (Fig. 3). We have achieved significantly lower Tg e.g. with this hydrophobic xylan derivative compared to plain xylan. Particle size was comparable to synthetic dispersion. Strength of the relatively porous coatings was higher with the xylan derivatives as binder than with plain xylan providing good basis for further work.
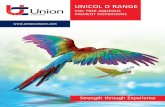
Figure 3. Coatings from xylan dispersion (left) and dispersion of hydroxypropylated and acetylated xylan (right). Case 2: Biopolymer dispersions as partial replacement of synthetic binders in pigment coatings PLA 1, PHA 1 and two biodispersions from starch nanoparticles (N1 and N2) were tested as partial replacement for synthetic binders in pigment coatings. The biodispersions from starch, unlike the reference starch R, did not require cooking before use and they were added to the coating color as dry powders. Synthetic dispersion DL966, abbreviated L, was used as a reference and as the partly replaced material in the coating colors. Pseudo dispersions were prepared from PHA 1 and PLA 1: PHA 1 dispersion had a solid content of approximately 44% and PLA 1 dispersion 20%. Both were milky white – like synthetic latex – and stable as no settling was observed within at least two weeks. A thermo/mechanical process was used for PHA 1. A mixture is formed from the polymer, a plasticizer, additives and water. This mixture is heated to form a paste, and then diluted in water. The non-volatile components were PHA 1, triethyl citrate/n-octenyl succinic acid anhydride, and polyvinyl alcohol as dispersant. Figure 4 shows SEM image of PHA 1 dispersion. Some fine structure in the size range of 1-2 μm can be observed. The thermo/mechanical process was not applicable for PLA 1 due to degradation. Therefore, a solvent-based process was used. PLA 1 was first dissolved into tetrahydrofuran. The solution was then brought into contact with water to precipitate PLA. The solvent was then removed. No additional dispersion agents or plasticizers were used and the process was carried out at temperature < 20 °C to avoid degradation and agglomeration. The primary particle size of PLA dispersion was approximately 500 nm or smaller (Fig. 4). Film formation was first tested with a 50/50 blend of PHA 1 and L, but no films were obtained. A 25/75 blend of PHA 1 and L gave good films as did the 50/50 blend of PLA 1 and L. Dispersing of N1 and N2 was carried out

using an ultrasound bath. While the reference film L absorbed only 1.2% of water in five minutes, the blends (50/50) with N1 and N2 were dissolved. The 50/50 blend of PLA 1 and L was similar to plain L. Blend of PHA 1 and L (25/75) had higher water absorption probably due to the additives in the PHA 1 dispersion
Figure 4. SEM images of PHA 1 (left) and PLA 1 (right) dispersions. One coating color was prepared from PHA 1 dispersion with the referece L (50% PHA 1) and two from PLA 1 dispersion (50% and 25% PLA 1). For PLA containing coating colors a mixture of carbonate and clay pigments was used and pH was adjusted to 8.5. With PHA 1 only clay was used and pH was 6.8 due to foaming at alkaline conditions. Coatings were performed on LWC base paper with the sheet coater. Coat weight was adjusted to 10 g/m2. The coated sheets were dried at a drying tunnel (2 min, 150 °C). The coated samples were calendered. All colors had a shear thinning behavior. PLA 1 dispersion lowered this behavior but PHA 1 increased it. Both provided lower water holding capacity compared to the reference L. It might be advisably to use CMC in the PLA formulations. As a whole, these values were acceptable or near to such values that runnability would not be an issue. Table 1. Coating colors prepared from PLA 1, PHA 1 and latex L.
10 L 2.5 PLA 1 / 7.5 L 5 PLA 1 / 5 L 10 L 5 PHA 1 / 5 L HC-90, carb. 50 50 50 Capim SP, clay 50 50 50 100 100 PLA 1 disp. 2.5 5 PHA 1 disp. 5 DL 966, latex 10 7.5 5 10 5 Finnfic 10, CMC
0.6 0.6
The effect of both biodegradable polymers on the optical properties of coated papers was small or slightly positive at low addition levels (Fig. 5). At high addition levels (50% PLA 1) the light scattering surprisingly dropped to values below the reference formulation. This could be due to calendering. Low levels of PLA 1 could also be added without compromising the dry surface strength of the coated paper. When half of the L was replaced by the biopolymer, the picking resistance decreased. However, the clay coating with PHA 1 had the highest wet surface strength and even higher than with the reference dispersion L. It seems that the dry surface strength was not at a critical level. Based on the tested coatings it can be concluded that at least 25% of L in pigment coating can be replaced with PLA 1 or PHA 1 dispersions without negative effects on runnability, optical and surface properties, and surface strength of coated paper. Possibly up to 50% of dispersion could be replaced, but this requires further studies concerning e.g. formulations and calendering parameters.

Figure 5. Brightness & light scattering (left), and picking resistance (dry) & passes-to-pick (wet strength) (right). Table 2 shows the coating colors used for testing the two biodispersions from starch. These coating colors were tested with the KCL Saukko and the LWC base paper as the substrate. pH was adjusted to 8.5 and solids to 63%. CMC (Finnfix 10) addition was 0.6 parts. The order of addition was the following: water + dispersant – carbonate – clay – N1/N2 powder – dispersion L – CMC. Pigments and N1/N2 were dispersed by mechanical mixing. The target coat weight was again 10 g/m2. As above the coated papers were calendered. Table 2. Coating colors prepared from biodispersions from starch, reference starch R and latex L.
10L 5R/5L 5N1/5L 7.5N1/2.5L 5N2/5L 7.5N2/2.5L HC-90, carb. 50 50 50 50 50 50 Capim SP, clay 50 50 50 50 50 50 Latex L 10 5 5 2.5 5 2.5 Nanostarch N1 5 7.5 Nanostarch N2 5 7.5 Starch R 5
Runnability of the biodispersion/latex mixtures was estimated to be acceptable. Biodispersions from starch increased viscosity, as did the reference starch, but the coating colors were shear-thinning. At least part of the biodispersions was thus soluble or the particles swell. Coating colors with starch had higher water retention than coatings with plain dispersion L as binder. Changes in viscosity and water retention could allow lower CMC addition. Coating trials succeeded with all the formulations. Pure N1 and N2 films were light brown. However, this had no negative effect on the optical properties of the coated paper. Papers with the coating color containing starch had higher brightness and light scattering but somewhat lower gloss than coated paper with L as the sole binder (Fig. 6). Differences in ink setting between the paper samples were insignificant and the coated papers were estimated suitable for offset printing. Based on this study the coating colors with up to 75% of biodispersion and 25% of latex L as binders seem to be potential. However, we recommend pilot trials, to compare performance against cold-soluble starches and to perform printability evaluations in larger scale.
Figure 6. Brightness and gloss (left), and picking resistance (dry strenght) and passes-to-pick (wet strength) (right).

Case 3: Biopolymer dispersions as barrier coatings The purpose was to map out the possibility to prepare pseudo dispersions from a series of polymer samples. Development of dispersing technology was not the scope of this study; therefore the biopolymer samples were treated by applying the known methods. Some of the polymers were confidential and detailed polymer structures were not known. While the focus was on the volatile organic solvent –based techniques, we also studied PHA 5 dispersion prepared with the technique described in EP1566409. First step of polymer dispersing includes finding out suitable solvent for the polymer. Most attention was paid on technical solvents, such as acetone and toluene. In most cases acetone alone did not dissolve the polymers but could be used in combination with tetrahydrofuran (THF). Halogenated hydrocarbons, like methylene dichloride (MEC), were also tested and these were observed to be suitable solvents for aliphatic polyesters. After dispersing the polymer in water using a volatile organic solvent -based method solvent was evaporated in vacuum. Table 3. Polymer dissolving tests. Symbols: (1) = best; (2) additional/diluting solvent; (nc) = not complete.
Polymer Soluble Solvent (1) Solvent (2) Initial conc. (%) Remarks PLA 2 THF THF Acetone 2 Clear PCL (I) THF, toluene Toluene 2 Clear PCL (II) THF THF Acetone 2 Clear PLA 3 Not complete solubility in toluene 1.5 Turbid PBSA MEC MEC 1 High viscosity PHA 2 THF THF Acetone 1 Clear/viscous PHA 3 Not soluble in THF or toluene, 3 days at 20 °C PHA 4 Not soluble in THF or toluene, 3 days at 20 °C
Preparation of PLA pseudo dispersion is difficult due to the need for using low temperatures during dispersing process. However, there is no need to use additives for good stability. Same method for preparing pseudo dispersions can be used for other biopolymers when there is an appropriate solvent for the polymer. Best results regarding the solids content of dispersion (> 40%) was obtained with PCL by using the conventional emulsion-evaporation process. This method was also used for PBSA. Unfortunately, neither method worked properly with PHA 2. Difference in solubility between PLA 2 and PLA 3 demonstrates the effect of polymer structure. The challenge with PHA 5 dispersion prepared with the mechanical technique was stability. However, we found a suitable surfactant making it possible to prepare a stable dispersion with solids content of 50%. Table 4. Results from dispersing experiments. Good dispersions from PLA 2 and PCL.
Polymer Additives t (°C) Solid contents Stability Method PLA 2 - 4-20 20% Good Precipitation PCL (I) PVA 20 44.9% Good Emul./evap. PCL (II) - 4-20 4.2% Flocks Precipitation PBSA Tween21, PVA 20 13.3% Stable Emul./evap. PHA 2 - 20 4.5% Stable Precipitation
The best pseudo dispersions (PCL (I), PLA 2 and PHA 5) were visually stable for at least 1-2 weeks. The particle size distribution of these pseudo dispersions was wider than that of the reference synthetic dispersion prepared by emulsion polymerization. This means that the contribution of the large particles from the volume of polymer is higher than with the reference dispersion. Large particles and wide particle size distribution are typical challenges of pseudo dispersions. In addition, PHA 2 dispersion contained fiber-like agglomerates. PHA 5 had two different types of particles, which could indicate the presence of both crystalline and amorphous particles. PBSA particles where in the μm class i.e. much too large for more detailed analysis. Plastic film was then coated with the pseudo dispersions, and the obtained film was then removed from the base film. PHA 2 and PBSA did not work, and PHA 5 dispersion produced too fragile films when dried at 105-160 °C

supporting the idea that either there were crystalline particles or the film formation is otherwise disturbed. PLA 2 produced films when dried at 175 and 200 °C, and PCL (I) after drying at 80 and 105 °C for 20-30 min. Reference dispersion was dried longer time at 80 °C. Board was then coated with 10 g/m2 of pseudo dispersions and dried for 1 min at specific temperatures. Unfortunately, PLA 2 dispersion had run out at this point. The results indicated that if film formation takes place, PLA provided relatively good water barrier. Unfortunately, this specific polymer requires quite high drying temperature. Likewise, PCL seemed to have moderate water vapor barrier. The behavior of PHA 5 indicated a film formation related challenges. Table 5. Properties of films and coated boards.
Water sorption (1 and 10 min) into films Cobb 10 min (g/m2) and WVTR - 23°C, 50% (g/d/m2) of dispersion coated (10 g/m2) board
Reference dried at 80 °C: 2 and 3% PCL (I) dried at 80 °C: 35 and 34 % PCL (I) dried at 105 °C: 41 and 35% PLA 2 dried at 175 °C: 0.6 and 0.9% PLA 2 dried at 200 °C: 0.7 and 0.8%
Reference dried at 105 °C: 4.4 and 110 PCL (I) dried at 105 °C: 56 and 59 PCL (I) dried at 140 °C: 55 and 64 PHA 5 dried at 140 °C: 64 and 446 PHA 5 dried at 160 °C: 73 and 461
CONCLUSIONS The goal was to map out the techniques for preparing pseudo dispersions from biodegradable and natural polymers from wood/agricultural sources, and to test if stable dispersions can be prepared to replace the synthetic polymer dispersion in pigment coatings and barrier applications. There are numerous methods for preparing pseudo dispersions from biodegradable and/or renewable polymers. These methods can be roughly divided into volatile organic solvent based and thermo/ mechanical techniques. However, feasibility of a specific biopolymer for a certain process has to be evaluated carefully. This may be challenging as different polymer structures even within one polymer family can lead to dramatically different properties. On the other hand, several processes can also be suitable for a specific polymer. Dispersions of relatively high solids and good stability were prepared both from typical biodegradable polymers, such as PLA, PHA and PCL, and from polysaccharides, such as starch and xylan. Binder and barrier applications require binding potential and good film formation, respectively. Some samples were commercial examples, and the results were accordingly promising. Without having the polymer nor the process yet fully optimized, also the other pseudo dispersions prepared had specific properties making them interesting in the future as total or partial replacement of synthetic dispersion in pigment and barrier coatings. ACKNOWLEDGEMENTS This paper is based on several studies performed at KCL and VTT during 2006-2009. The authors wish to thank all the polymer suppliers, BASF, Metsäliitto Group, Myllykoski Corporation, Stora Enso Oyj, UPM-Kymmene Oyj and TEKES (Finnish Funding Agency for Technology and Innovation) for their funding and valuable support. REFERENCES 1. Kimpimäki, T., Lahtinen, K. and Avellan, J., Dispersion coating in Paper and Paperboard Converting (Ed. Jurkka Kuusipalo), 2nd Edition, Finnish Paper Engineers’ Association/Paperi ja Puu Oy, 2008, p. 60-105. 2. Schmidt-Thümmes, J., Lawrenz, D. and Kröner, H., Binders in Pigment Coating and Surface Sizing of Paper (Ed. Jouni Paltakari), 2nd Edition, Finnish Paper Engineers’ Association/Paperi ja Puu Oy, 2009, p. 192-225. 3. Vähä-Nissi, M., Kervinen, K., Savolainen, et. al., Hydrophobic polymers as Barrier Dispersion Coatings, J. Appl. Pol. Sci., Vol. 101, no. 3, 2006.

4. Wevers, R. and Vyörykkä, J., Polyolefin dispersions, an aqueous moisture barrier, 12th TAPPI European PLACE Conference, 2009, Budapest, Hungary. 5. Santamäki, K., Highly filled dispersions as barriers, 1st Int. Polym. Disp. Coat. Conf., Tampere Univ. of Tech., Tampere, Finland, 1998. 6. Vähä-Nissi, M. and Savolainen, A., Filled barrier dispersion coatings, TAPPI Coat. Conf., Toronto, Canada, 1999. 7. David I. Gittins, D., Skuse, D., et al., Engineered performance pigments for moisture vapour barrier coatings, TAPPI 2008 PLACE Conference, Portsmouth, VA, USA. 8. Sun, Q., Schork, F. and Deng, Y., Water-based polymer/clay nanocomposite suspension for improving water and moisture barrier in coating, Comp. Sci. Technol., Vol. 67, no. 9, 2007, p. 1823-1829. 9. Vähä-Nissi, M., Taskinen, S.-M. and Savolainen, A., Repulpability of Dispersion-Coated Substrates, TAPPI Coat. Conf., Washington DC, USA, 2000. 10. Vähä-Nissi, M., Lahti, J., Savolainen, et al., T., New water-based barrier coatings for paper and paperboard, Appita J., Vol. 54, no. 2, 2001, p. 106-115. 11. Anon., in Biodegradable Plastics – Developments and Environmental Impacts, NOLAN-ITU Pty Ltd, Melbourne, Australia, 2002, p. 7. 12. Van Tuil, R., Fowler, P., Lawther, M. et al.., in Biobased Packaging Materials for the Food Industry - Status and Perspectives (Ed. C. Weber), EU concerted action project: Food Biopack, 2000, p. 15. 13. Steward, P., Literature review of polymer latex film formation and particle coalescence, 1998, available at: http://www.initium.demon.co.uk/filmform.htm. 14. Pekurovsky L. and Scriven L., On capillary forces and stress in drying latex coating, Iin Film Formation in Coatings -Mechanisms, Properties, and Morphology, Eds. T. Provder and M.W. Urban, American Chemical Society, Washington DC, USA, 2001, p. 27-40. 15. Brodnyan J. and Konen T., Experimental study of the mechanism of film formation, J. Appl. Polym. Sci., Vol. 8, no. 2, 1964, p. 687-697. 16. Kast H., Aspects of Film Formation with Emulsion Copolymers, Makromol. Chem., Suppl. 10/11, 1985, p. 447-461. 17. Eckersley, S. T. and Rudin, A., Mechanism of Film Formation from Polymer Latices, J. Coatings Technol., Vol. 62, no. 780, 1990, p. 89-100. 18. Jensen, D. and Morgan L., Particle size as it relates to the minimum film formation temperature of lattices, J. Appl. Polymer Sci., Vol. 42, no. 10, 1991, p. 2845-2849. 19. Sperry P., Snyder B., O'Dowd M., et al., Role of Water in Particle Deformation and Compaction in Latex Film Formation, Langmuir, no. 10, 1994, p. 2619-2628. 20. Holmberg, K.. Surface chemistry in paints. In Handbook of Applied Surface and Colloid Chemistry Vol. 1. Eds. K. Holmberg, D.O. Shah and M.J. Schwuger, John Wiley & Sons, Ltd, Chichester, UK, 2002, pp. 105- 122. 21. WO9964498, Methods and apparatus for the production of amorphous polymer suspensions, Metabolix Inc., 1999.

22. Guo, H.X., Heinämäki, J. and Yliruusi, J. (2008). Stable aqueous film coating dispersion of zein. Journal of Colloid and Interface Science, Vol. 322, no. 2, 2008, p. 478-484. 23. US5993530, Aqueous dispersion of biodegradable resin composition, JAPAN CORN STARCH CO LTD, 1999. 24. US5451456, Latex of poly-beta-hydroxyalkaonates for treating fiber constructs and coating paper, Pulp and Paper Research Institute of Canada, 1995. 25. EP1566409, Aqueous dispersion of biodegradable polyester and method for production thereof, KANEKA Corp., 2003. 26. EP0776371, Production of polymers of hydroxyalkanoic acids, Monsanto Co., 1997. 27. EP0809669, Production of a polymer composition, Monsanto Co., 1997. 28. WO9707229, Solvent extraction of polyhydroxyalkanoates from biomass facilitated by the use of a marginal nonsolvent for PHA, Procter & Gamble, 1997. 29. US5599891, Polymer composition, Zeneca Ltd., 1997. 30. WO9625452, Production of a polymer composition, Zeneca Ltd, Liddell, J., McDonald, G., et al., 1996. 31. WO9933558, Method for producing an aqueous colloidal dispersion of nanoparticles, Univ. of Geneve, Quintanar, G. D., Allemann, E., Gurny, et al., 1999. 32. US4177177, Polymer emulsification process, El Aasser, M. S., Ugelstad, J. Vanderhoff, J. W., 1979. 33. US20080200605, Method for producing an aqueous polymer dispersion, BASF, 2006. 34. EP0274961, Process for preparing a colloidal and disperse system in the shape of nanocapsules, Centre Nat. Rech. Scient., 1988. 35. EP1685185, Pigment and filler and a method of manufacturing it, VTT, 2006. 36. WO2005030844, Pigment and filler and a method of manufacturing it, VTT, Peltonen, S., Mikkonen, H., et al., 2005. 37. WO2008037844, Coated paper or board product and process for the preparation thereof, VTT, Raukola, J., Peltonen, S., et al., 2008. 38. US4968350, Process for preparing a powder of water-insoluble polymer which can be redispersed in a liquid phase, the resulting powder and utilization thereof, Bindschaedler, C., Gurny, R., Doelker, E., 1990. 39. US2008233201, Method for Preparing Calibrated Biodegradable Microspheres, Royere, A., Bazile, D. and Bibette, J., 2008. 40. US4602082, Propylene-base random copolymer particles and production thereof, Japan Styrene Paper Corp., 1986. 41. WO9749762, Hydrophobic polymer dispersion and process for the preparation thereof, Polymer Corex Kuopio Ltd Oy, Haasmaa, K., Paronen, T., et al., 1997. 42. WO9829477, Process for the preparation of polymer dispersions, VTT Technical Research Centre of Finland, Peltonen, S., Heikkila, M., et al., 1998. 43. WO2004029097, Polymer solution and dispersion and a process for the preparation thereof, VTT Technical

Research Centre of Finland, Mikkonen, H., Tarvainen, et al., 2004. 44. US2001021733, Process for the preparation of polymer dispersions, VTT Technical Research Centre of Finland, 2001. 45. JP2005089751, Aqueous dispersions of at least one biodegradable polymer, Roquette Freres, 2005. 46. EP0332980, Process for preparing aqueous polyester dispersions and their use, BASF AG, 1989. 47. US6413292, Use of an aqueous dispersion from a biodegradable polyester as a sheathing material for granulated fertilizer, BASF AG, 2002. 48. US5280062, Aqueous polyesters for high solids stoving varnishes, Bayer AG, 1992. 49. US4502888, Aqueous dispersions of plasticized polymer particles, Dow Chemical Co., 1985. 50. WO2008022127, Process for producing biopolymer nanoparticles, Ecosynthetix Inc., Wildi. R., van Egdom, E., Bloembergen, S., 2008. 51. US6677386, Biopolymer nanoparticles, ATO BV, 2004. 52. WO0069916, Biopolymer nanoparticles, ATO BV, Giezen, F., Jongboom, R., et al., 2000. 53. US2004014844, Use of starch dispersions as binder in coating compositions and process for preparing the starch dispersions, Helbling, A, Hills, M., Stollmaier, F., et al., 2004. 55. US5116890, Non-formaldehyde self-crosslinking latex, Sequa Chemicals Inc., 1992. 56. FI20075399, Novel dispersions and method for the production thereof, Oy Keskuslaboratorio – Centrallaboratorium Ab, VTT Technical Research Centre of Finland, 2008. 57. WO2004083286, Polymeric film or coating comprising hemicellulose, Gatenholm, P., Bodin, A., Groendahl, M., et al., 2004 58. WO2008103123, Polymeric film or coating comprising hemicellulose, Xylophane Ab, Groendahl, M., Eriksson, L., et al., 2008. 59. FI20051256, Method for producing paper and cardboard, Pekkala, O., 2006. 60. Krogerus, B and Fuhrmann, A., Isolation of xylan and use as wet-end and binder chemical, 15th International Symposium on Wood, Fibre and Pulping Chemistry, Oslo, Norway. 61. Fuhrmann, A., Krogerus, Xylan from bleached hardwood pulp – new opportunities”, TAPPI Engineering, Pulping and Environmental Conf., 2009, Memphis, USA.