Appendices Appendix 1 - link.springer.com978-1-349-01312-8/1.pdf · 1·30 0·272532 3·30 0·036883...
20
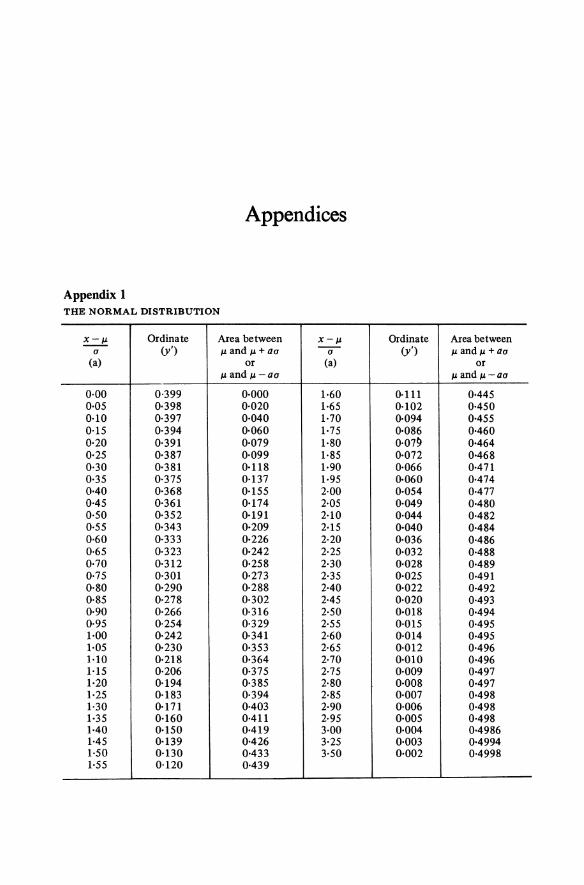
Appendices Appendix 1 THE NORMAL DISTRIBUTION x-p. Ordinate Area between X-p. Ordinate Area between (y') p. and p. +a a -- (y') p. and p. +a a a a (a) or (a) or p. and p.- a a p. and p. -aa 0·00 0·399 0·000 1-60 0·111 0·445 0·05 0·398 0·020 1-65 0·102 0·450 0·10 0·397 0·040 1·70 0·094 0·455 0·15 0·394 0·060 1·75 0·086 0·460 0·20 0·391 0·079 1-80 0·464 0·25 0·387 0·099 1-85 0·072 0·468 0·30 0·381 0·118 1·90 0·066 0·471 0·35 0·375 0·137 1·95 0·060 0·474 0·40 0·368 0·155 2·00 0·054 0·477 0·45 0·361 0·174 2·05 0·049 0·480 0·50 0·352 0·191 2·10 0·044 0·482 0·55 0·343 0·209 2·15 0·040 0·484 0·60 0·333 0·226 2·20 0·036 0·486 0·65 0·323 0·242 2·25 0·032 0·488 0·70 0·312 0·258 2-30 0·028 0·489 0·75 0·301 0·273 2·35 0·025 0·491 0·80 0·290 0·288 2-40 0·022 0·492 0·85 0·278 0·302 2-45 0·020 0·493 0·90 0·266 0·316 2·50 0·018 0·494 0·95 0·254 0·329 2·55 0·015 0·495 1·00 0·242 0·341 2·60 0·014 0·495 1·05 0·230 0·353 2-65 0·012 0·496 1·10 0·218 0·364 2·70 0·010 0·496 1·15 0·206 0·375 2·75 0·009 0·497 1·20 0·194 0·385 2-80 0·008 0·497 1·25 0·183 0·394 2-85 0·007 0·498 1-30 0·171 0·403 2·90 0·006 0·498 1·35 0·160 0·411 2·95 0·005 0·498 1·40 0·150 0·419 3·00 0·004 0·4986 1-45 0·139 0·426 3·25 0·003 0·4994 1·50 0·130 0·433 3·50 0·002 0·4998 1·55 0·120 0·439
Transcript of Appendices Appendix 1 - link.springer.com978-1-349-01312-8/1.pdf · 1·30 0·272532 3·30 0·036883...
Appendices
Appendix 1 THE NORMAL DISTRIBUTION
x-p. Ordinate Area between X-p. Ordinate Area between (y') p. and p. +a a -- (y') p. and p. +a a a a
(a) or (a) or p. and p.- a a p. and p. -aa
0·00 0·399 0·000 1-60 0·111 0·445 0·05 0·398 0·020 1-65 0·102 0·450 0·10 0·397 0·040 1·70 0·094 0·455 0·15 0·394 0·060 1·75 0·086 0·460 0·20 0·391 0·079 1-80 0·07~ 0·464 0·25 0·387 0·099 1-85 0·072 0·468 0·30 0·381 0·118 1·90 0·066 0·471 0·35 0·375 0·137 1·95 0·060 0·474 0·40 0·368 0·155 2·00 0·054 0·477 0·45 0·361 0·174 2·05 0·049 0·480 0·50 0·352 0·191 2·10 0·044 0·482 0·55 0·343 0·209 2·15 0·040 0·484 0·60 0·333 0·226 2·20 0·036 0·486 0·65 0·323 0·242 2·25 0·032 0·488 0·70 0·312 0·258 2-30 0·028 0·489 0·75 0·301 0·273 2·35 0·025 0·491 0·80 0·290 0·288 2-40 0·022 0·492 0·85 0·278 0·302 2-45 0·020 0·493 0·90 0·266 0·316 2·50 0·018 0·494 0·95 0·254 0·329 2·55 0·015 0·495 1·00 0·242 0·341 2·60 0·014 0·495 1·05 0·230 0·353 2-65 0·012 0·496 1·10 0·218 0·364 2·70 0·010 0·496 1·15 0·206 0·375 2·75 0·009 0·497 1·20 0·194 0·385 2-80 0·008 0·497 1·25 0·183 0·394 2-85 0·007 0·498 1-30 0·171 0·403 2·90 0·006 0·498 1·35 0·160 0·411 2·95 0·005 0·498 1·40 0·150 0·419 3·00 0·004 0·4986 1-45 0·139 0·426 3·25 0·003 0·4994 1·50 0·130 0·433 3·50 0·002 0·4998 1·55 0·120 0·439
App
endi
x 2
PO
ISS
ON
DlS
TR
lBU
TX
ON
P(x
.;;;
k)
k I
0 I
I I
2 I
3 I
4 I
5 I
6 I
7 I
8 I
9 I 1
0 I 1
1 I 1
2 I 1
3 I 1
4 I 1
5 I 1
6 1
17
I 1
8 1
19
I 2
0 I 2
1 I 2
2
m 0·
05 0
·951
0·9
99 1
·000
0·
10 0
·905
0·9
95
1·00
0 0·
15 0
·861
0·
990
0·99
9 1·
000
0·20
0·8
19 0
·982
0·9
99 1
·000
0·
25 0
·779
0·9
74 0
·998
1·0
00
0·30
0·7
41 0
·963
0·9
96 1
·000
0·
35 0
·705
0·9
51 0
·994
1·0
00
0·40
0·6
70 0
·938
0·9
92 0
·999
1·0
00
0·45
0·6
38 0
·925
0·9
89 0
·999
1·0
00
0·50
0·6
07 0
·910
0·9
86 0
·998
1·0
00
0·55
0·5
77 0
·894
0·9
82 0
·998
1·0
00
0·60
0·5
49 0
·878
0·9
77 0
·997
1·
000
0·65
0·5
22 0
·861
0·9
72 0
·996
0·9
99 1
·000
0·
70
0·49
7 0·
844
0·96
6 0·
994
0·99
9 1·
000
0·75
0·4
72 0
·827
0·9
59 0
·993
0·9
99 1
·000
0·
80 0
·449
0·8
09 0
·953
0·9
91 0
·999
1·0
00
0·85
0·4
27 0
·791
0·9
45 0
·989
0·9
98 1
·000
0·
90 0
·407
0· 7
72 0
·937
0·9
87 0
·998
1·0
00
0·95
0·3
87 0
·754
0·9
29 0
·984
0·9
97 1
·000
1·
00 0
·368
0·7
36 0
·920
0·9
81 0
·996
0·9
99 1
·000
1-
1 0·
333
0·69
9 0·
900
0·97
4 0·
995
0·99
9 1·
000
1·2
0·30
1 0·
633
0·87
9 0·
966
0·99
2 0·
998
1·00
0 1·
3 0·
273
0·62
7 0·
857
0·95
7 0·
989
0·99
8 1·
000
1-4
0·24
7 0·
592
0·83
3 0·
946
0·98
6 0·
997
0·99
9 1·
000
1·5
0·22
3 0·
558
0·80
9 0·
934
0·98
1 0·
996
0·99
9 1·
000
1-6
0·20
2 0·
525
0·78
3 0·
921
0·97
6 0·
994
0·99
9 1·
000
1-7
0·18
3 0·
493
0·75
7 0·
907
0·97
0 0·
992
0·99
8 1·
000
1-8
0·16
5 0·
463
0·73
1 0·
891
0·96
4 0·
990
0·99
7 0·
999
1·00
0 1·
9 0·
150
0·43
4 0·
704
0·87
5 0·
956
0·98
7 0·
997
0·99
9 1·
000
2·0
0·13
5 0·
406
0·67
7 0·
857
0·94
7 0
·983
0·9
95 0
·999
1·0
00
2·2
0·11
1 0·
355
0·62
3 0·
819
0·92
8 0·
975
0·99
3 0·
998
1·00
0 2-
4 0·
091
0·30
8 0·
570
0·77
9 0·
904
0·96
4 0·
988
0·99
7 0·
999
1·00
0 2·
6 0·
074
0·26
7 0·
518
0·73
6 0·
877
0·95
1 0·
983
0·99
5 0·
999
1·00
0 2·
8 0·
061
0·23
1 0·
469
0·69
2 0·
848
0·93
5 0·
976
0·99
2 0·
998
0·99
9 1·
000
3·0
0·05
0 0·
199
0·42
3 0·
647
0·81
5 0·
916
0·96
6 0·
988
0·99
6 0·
999
1·00
0 3·
2 0·
041
0·17
1 0·
380
0·60
3 0·
781
0·89
5 0·
955
0·98
3 0·
994
0·99
8 1·
000
3·4
0·03
3 0·
147
0·34
0 0·
558
0·74
4 0·
871
0·94
2 0·
977
0·99
2 0·
997
0·99
9 1·
000
3·6
0·02
7 0·
126
0·30
3 0·
515
0·70
6 0·
844
0·92
7 0·
969
0·98
8 0·
996
0·99
9 1·
000
3·8
0·02
2 0·
107
0·26
9 0·
473
0·66
8 0·
816
0·90
9 0·
960
0·98
4 0·
994
0·99
8 0·
999
1·00
0 4·
0 0·
018
0·09
2 0·
238
0·43
3 0·
629
0·78
5 0·
889
0·94
9 0·
979
0·99
2 0·
997
0·99
9 1·
000
k m
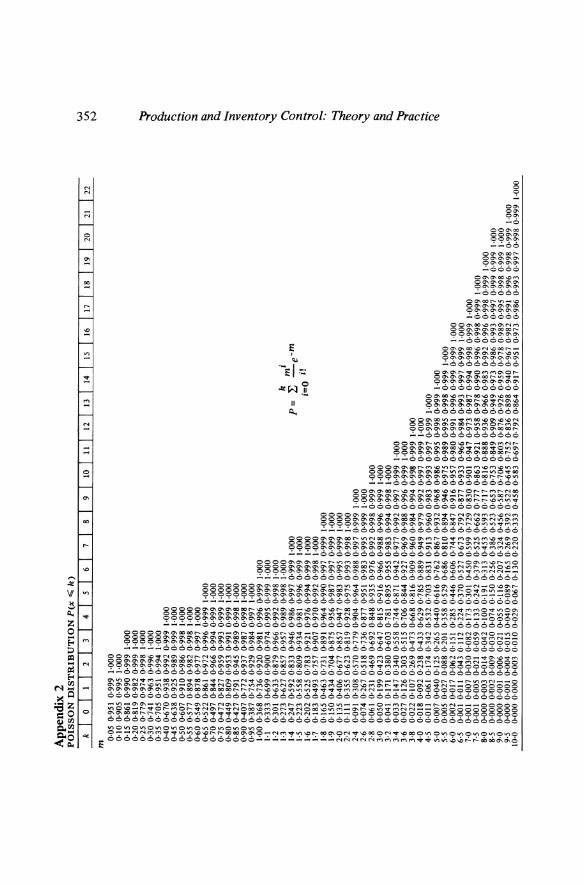
i P
= ~ -e
-m
i=O
i!
4·5
0·01
1 0·
061
0·17
4 0·
342
0·53
2 0·
703
0·83
1 0·
913
0·96
0 0·
983
0·99
3 0·
997
0·99
9 1·
000
5·0
0·00
7 0·
040
0·12
5 0·
265
0·44
0 0·
616
0·76
2 0·
867
0·93
2 0·
968
0·98
6 0·
995
0·99
8 0·
999
1·00
0 5·
5 0·
005
0·02
7 0·
088
0·20
1 0·
358
0·52
9 0·
686
0·81
0 0·
894
0·94
6 0·
975
0·98
9 0·
995
0·99
8 0·
999
1·00
0 6·
0 0·
002
0·01
7 0·
062
0·15
1 0·
285
0·44
6 0·
606
0·74
4 0·
847
0·91
6 0·
957
0·98
0 0·
991
0·99
6 0·
999
0·99
9 J.O
OO
6·
5 0·
001
0·01
1 0·
043
0·11
2 0·
224
0·37
0 0·
527
0·67
3 0·
792
0·87
7 0·
933
0·96
6 0·
984
0·99
3 0·
997
0·99
9 1·
000
7·0
0·00
1 0·
007
0·03
0 0·
082
0·17
3 0·
301
0·45
0 0·
599
0·72
9 0·
830
0·90
1 0·
947
0·97
3 0·
987
0·99
4 0·
998
0·99
9 1·
000
1·5
0·00
1 0·
005
0·02
1 0·
059
0·13
3 0·
242
0·37
9 0·
525
0·66
2 0·
777
0·86
3 0·
921
0·95
8 0·
978
0·99
0 0·
996
0·99
8 0·
999
J.OO
O
8·0
0·00
0 0·
003
0·01
4 0·
042
0·10
0 0·
191
0·31
3 0·
453
0·59
3 0·
717
0·81
6 0·
888
0·93
6 0·
966
0·98
3 0·
992
0·99
6 0·
998
0·99
9 1·
000
8·5
0·00
0 0·
"002
0·0
09 0
·030
0·0
74 0
·150
0·2
56 0
·386
0·5
23 0
·653
0·7
53 0
·849
0·9
09 0
·949
0·9
73 0
·986
0·9
93 0
·997
0·9
99 0
·999
1·0
00
9·0
0·00
0 0·
001
0·00
6 0·
021
0·05
5 0·
116
0·20
7 0·
324
0·45
6 0·
587
0·70
6 0·
803
0·87
6 0·
926
0·95
9 0·
978
0·98
9 0·
995
0·99
8 0·
999
1·00
0 9·
5 0·
000
0·00
1 0·
004
0·01
5 0·
040
0·08
9 0·
165
0·26
9 0·
392
0·52
2 0·
645
0·75
2 0·
836
0·89
8 0·
940
0·96
7 0·
982
0·99
1 0·
996
0·99
8 0·
999
1·00
0 10
·0
0·00
0 0·
000
0·00
3 0·
010
0·02
9 0·
067
0·13
0 0·
220
0·33
3 0·
458
0·58
3 0·
697
0·79
2 0·
864
0·91
7 0·
951
0·97
3 0·
986
0·99
3 0·
997
0·99
8 0·
999
1·00
0
w
Vt
N ~ tt "' .... g· [ ~
.:: § c ~ g ::s ~ :-:- ~
~ ~ [ ~ "' .... ~-

Appendices 353
Appendix 3
TABLE OF POWERS OF e
X e-x X e-x X e-x
0·00 1·000000 0·05 0·951229 2·05 0·128735 4·05 0·017422 0·10 0·904837 2·10 0·122456 4-10 0·016573 0·15 0·860708 2·15 0·116484 4·15 0·015764 0·20 0·818731 2·20 0·110803 4·20 0·014996 0·25 0·778801 2·25 0·105399 4·25 0·014264
0·30 0·740818 2·30 0·100259 4·30 0·013569 0·35 0·704688 2-35 0·095369 4·35 0·012907 0·40 0·670320 2·40 0·090718 4·40 0·012277 0·45 0·637628 2·45 0·086294 4·45 0·011679 0·50 0·606531 2·50 0·082085 4·50 0·011109
0·55 0·576950 2·55 0·078082 4·55 0·010567 0·60 0·548812 2·60 0·074274 4·60 0·010052 0·65 0·522046 2-65 0·070651 4·65 0·009562 0·70 0·496585 2·70 0·067206 4·70 0·009095 0·75 0·472367 2·75 0·063928 4·75 0·008652
0·80 0·449329 2·80 0·060810 4·80 0·008230 0·85 0·427415 2·85 0·057844 4·85 0·007828 0·90 0·406570 2·90 0·055023 4·90 0·007447 0·95 0·386741 2·95 0·052340 4·95 0·007083 1·00 0·367879 3·00 0·049787 5·00 0·006738
1·05 0·349938 3·05 0·047359 5·25 0·005248 1·10 0·332871 3·10 0·045049 5·50 0·0040868 1·15 0·316637 3·15 0·042852 5·75 0·0031828 1·20 0·301194 3·20 0·040762 6·00 0·0024788 1·25 0·286505 3·25 0·038774 6·25 0·0019305
1·30 0·272532 3·30 0·036883 6·50 0·0015034 1·35 0·259240 3·35 0·035084 6·75 0·0011709 1·40 0·246597 3·40 0·033373 7·00 0·0009119 1·45 0·234570 3·45 0·031746 7·25 0·0007102 1·50 0·223130 3·50 0·030197 7·50 0·0005531
1·55 0·212248 3·55 0·028726 7·75 0·0004307 1·60 0·201897 3·60 0·027324 8·00 0·0003355 1·65 0·192050 3·65 0·025991 8·25 0·0002613 1·70 0·182684 3·70 0·024724 8·50 0·0002035 1·75 0·173774 3·75 0·023518 8·75 0·0001585
1·80 0·165299 3·80 0·022371 9·00 0·0001234 1·85 0·157237 3·85 0·021280 9·25 0·0000961 1·90 0·149569 3·90 0·020242 9·50 0·0000749 1·95 0·142274 3·95 0·019255 9·75 0·0000583 2·00 0·135335 4·00 0·018316 10·00 0·0000454

354 Production and Inventory Control: Theory and Practice
Appendix 4 PERCENTAGE POINTS OF THE x2-DISTRIBUTION
'Biometric tables for statisticians', Volume I of E. S. Pearson and H. 0. Hartley
Q 0·995 0·990 0·975 0·950 0·900 0·750 0·500
v
1 392704·1o-'0 157088·1o-9 982069-Hr" 393214·10-9 0·0157908 0·101530& 0·454937 2 0·0100251 0·0201007 0·0506356 0·102587 0·210720 0·575364 1·38629
3 0·0717212 0·114832 0·215795 0·351846 0·584375 1·212534 2·36597
4 0·206990 0·297110 0·484419 0·710721 10·63623 1·92255 3·35670
5 0·411740 0·554300 0·831211 1-145476 1·61031 2·67460 4·35146
6 0·675727 0·872085 1·23747 1-63539 2·20413 3·45460 5·34812
7 0·989265 1·239043 1·68987 2-16735 2·83311 4·25485 6·34581 8 1-344419 1·646482 2-17973 2·73264 3·48954 5·07064 7·34412 9 1·734926 2·087912 2·70039 3·32511 4·16816 5·89883 8·34283
10 2·15585 2·55821 3·24697 3·94030 4·86518 6·73720 9·34182 11 2·60321 3·05347 3-81575 4·57481 5·57779 7·58412 10·3410 12 3·07382 3·57056 4·40379 5·22603 6·30380 8·43842 11·3403 13 3·56503 4·10691 5·00874 5·89186 7·04150 9·29906 12·3398 14 4·07468 4·66043 5·62872 6·57063 7·78953 10·1653 13·3393 15 4·60094 5·22935 6·26214 7·26094 8·54675 11·0365 14·3389 16 5·14224 5·81221 6·90766 7·96164 9·31223 11·9122 15·3385 17 5·69724 6·40776 7·56418 8·67176 10·0852 12·7919 16·3381 18 6·26481 7·01491 8·23075 9·39046 10·8649 13·6753 17·3379 19 6·84398 7-63273 8·90655 10·1170 11·6509 14·5620 18·3376 20 7·43386 8·26040 9·59083 10·8508 12·4426 15·4518 19·3374 21 8·03366 8·89720 10·28293 11·5913 13·2396 16·3444 20·3372 22 8·64272 9·54249 10·9823 12·3380 14·0415 17·2396 21·3370 23 9·26042 10·19567 11·6885 13·0905 14·8479 18·1373 22·3369 24 9·88623 10·8564 12-4011 13·8484 15·6587 19·0372 23·3367 25 10·5197 11·5240 13-1197 14·6114 16·4734 19·9393 24·3366 26 11-1603 12-1981 13·8439 15·3791 17·2919 20·8434 25·3364 27 11-8076 12·8786 14·5733 16·1513 18·1138 21·7494 26·3363 28 12·4613 13·5648 15·3079 16·9279 18·9392 22·6572 27·3363 29 13-1211 14·2565 16·0471 17·7083 19·7677 23·5666 28·3362 30 13·7867 14·9535 16·7908 18·4926 20·5992 24·4776 29·3360 40 20·7065 22·1643 24·4331 26·5093 29·0505 33·6603 39·3354 50 27·9907 29·7067 32·3574 34·7642 37·6886 42·9421 49·3349 60 35·5346 37-4848 40·4817 43·1879 46·4589 52·2938 59·3347 70 43·2752 45·4418 48·7576 51·7393 55·3290 61-6983 69·3344 80 51·1720 53·5400 57-1532 60·3915 64·2778 71-1445 79·3343 90 59-1963 61·7541 65·6466 69·1260 73·2912 80·6247 89·3342
100 67·3276 70·0648 74·2219 77-9295 82·3581 90·1332 99·3341
X -2·5758 -2·3263 -1·9600 -1-6449 -1·2816 -0·6745 0·0000
Q = Q(x2 /v) = 1- P(x 2 /v) = 2- 1/•v{r<tv>}-1 J;e-1/2X x 11•v-1 dx
Conversion to the terminology of this book: Q=a v = 2n

Appendices 355
Appendix 4 - continued.
Q 0·250 0·100 0·050 0·025 0·010 0·005 0·001
v
1 1·32330 2·70554 3·84146 5·02389 6·63490 7·87944 10·828 2 2·77259 4·60517 5·99147 7·37776 9·21034 10·5966 13-816 3 4·10835 6·25139 7·81473 9·34840 11·3449 12-8381 16·266 4 5·38527 7·77944 9·48773 11·1433 13·2767 14·8602 18·467 5 6·62568 9·23635 11-0705 12·8325 15·0863 16·7496 20·515 6 7·84080 10·6446 12·5916 14·4494 16·8119 18·5476 22-458 7 9·03715 12·0170 14·0671 16·0128 18·4753 20·2777 24·322 8 10·2188 13·3616 15·5073 17·5346 20·0902 21·9550 26·125 9 11·3887 14·6837 16·9190 19·0228 21·6660 23·3893 27-877
10 12·5489 15·9871 18·3070 20·4831 23·2093 25-1882 29·588 11 13-7007 17·2750 19·6751 21·9200 24·7250 26·7569 31·264 12 14·8454 18·5494 21-0261 23·3367 26·2170 28·2995 32·909 13 15·9839 19·8119 22·3621 24·7356 27-6883 29·8194 34·528 14 17·1170 21·0642 23·6848 26·1190 29·1413 31·3193 36·123 15 18·2451 22·3072 24·9958 27·4884 30·5779 32·8013 37-697 16 19·3688 23·5418 26·2962 28·8454 31·9999 34·2672 39·252 17 20·4887 24·7690 27·5871 30·1910 33·4087 35·7185 40·790 18 21-6049 25·9894 28·8693 31·5264 34·8053 37-1564 42·312 19 22·7178 27·2036 30·1435 32·8523 36·1908 38·5822 43·820 20 23·8277 28·4120 31·4104 34·1696 37·5662 39·9968 45·315 21 24·9348 29·6151 32·6705 35·4789 38·9321 41·4010 46·797 22 26·0393 30·8133 33·9244 36·7807 40·2894 42·7956 48·268 23 27-1413 32·0069 35·1725 38·0757 41·6384 44·1813 49·728 24 28·2412 33-1963 36·4151 39·3641 42·9798 45·5585 51-179 25 29·3389 34·3816 37·6525 40·6465 44·3141 46·9278 52-620 26 30·4345 35·5631 38·8852 41·9232 45·6417 48·2899 54·052 27 31·5284 36·7412 40·1133 43·1944 46·9630 49-6449 55·476 28 32·6205 37·9159 41·3372 44·4607 48·2782 50·9933 56·892 29 33·7109 39·0875 42·5569 45·7222 49·5879 52·3356 58·302 30 34·7998 40·2560 43·7729 46·9792 50·8922 53-6720 59·703 40 45·6160 54·8050 55·7585 "49·3417 63-6907 66·7659 73·402 50 56·3336 63·1671 67·5048 71·4202 76·1539 79·4900 86·661 60 66·9814 74·3970 79·0819 83·2976 88·3794 91·9517 99-607 70 77·5766 85·5271 90·5312 95·0231 100·425 104·215 112·317 80 88·1303 96·5782 101·879 106·629 112·329 116·321 124·839 90 98·6499 107·565 113·145 118·136 124·116 128·299 137·208
100 109·141 118·498 124·342 129·561 135·807 140·169 149·449 X +0·6745 +1·2816 +1·6449 +1·9600 +2·3263 +2·5758 +3·0902
For v > 100 take
x2 =v{1-~+X A~r or x' = 1-{N + .J(2v- 1)}2 ,
according to the degree of accuracy required. X is the standardized normal deviate corresponding toP= 1 - Q, and is shown in the bottom line of the table.

356 Production and Inventory Control: Theory and Practice
Appendix 5 DERIVATION OF THE GENERAL EQUATION IN THE QUASI-POISSON PROCESS
(see page 36)
Given: the number of orders per period .A_ is a draw from the discontinuous probability distribution (JJ.A, a A)·
The size of each individual order Jl. is a draw from the probability distribution (considered continuous) (JJ.n, a8 ).
The problem is to determine J.lc and ac of the probability distribution for the quantity required per period, indicated by G
Proof For the probability distribution of A itself, we have
00
J.lA =E(A)= LAP[d =A] 0
P(A) = P [d =A]
Subject to the condition P[A =A] = 1, the following would apply
£ = Jl. + ll. + ... + ll. (sum of A draws from (JJ.B aB) E(C) = JJ.c = AJJ.B (expectation sum= sum of the expectations) ac2 = aB2A (square law standard deviation)
Therefore E(C. 2 ) = J.1c2 + ac2 = AJ.L~ +A a~ since expectation of the sum= sum of the (provisional) expectations.
However, A itself is following probability distribution, thus
00 00
J.lc = LP[d =A]AJJ.B = J.lB LAPfA =A] = J.lAJ.lB 0 0
E(C2 ) = ~P[A =A](A 2JJ.B2 + AaB2) = J.1B2 ~A 2P[A =A] + aB2 ~AP[A =A]
= J.lB2(JJ.A2 + aA2) + aB2J.1A = J.1c2 + ac2
Thus
Appendices
Appendix 6
CALCULATION OF [(e)
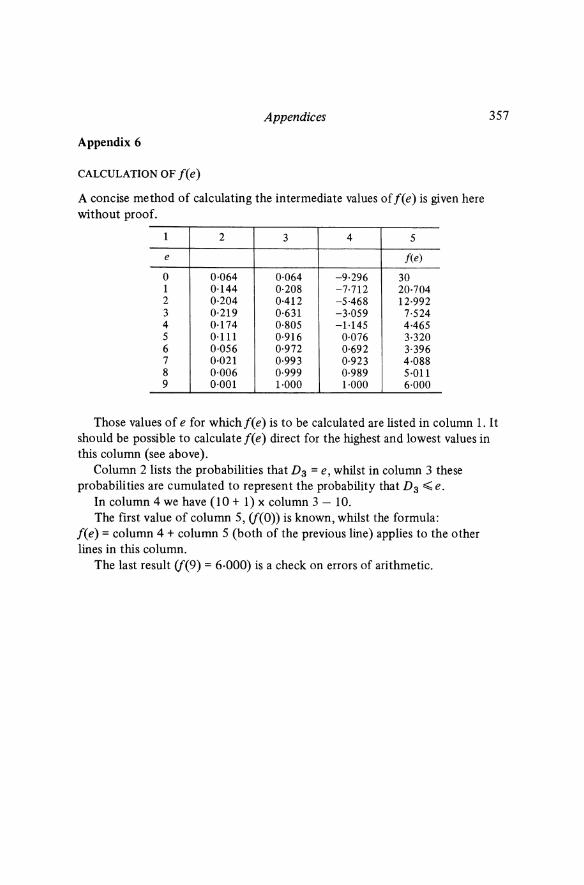
A concise method of calculating the intermediate values of f(e) is given here without proof.
1 2 3 4 5
e [(e)
0 0·064 0·064 -9·296 30 1 0·144 0·208 -7·712 20·704 2 0·204 0·412 -5·468 12·992 3 0·219 0·631 -3·059 7·524 4 0·174 0·805 -1·145 4·465 5 0·111 0·916 0·076 3·320 6 0·056 0·972 0·692 3·396 7 0·021 0·993 0·923 4·088 8 0·006 0·999 0·989 5·011 9 0·001 1·000 1·000 6·000
357
Those values of e for whichf(e) is to be calculated are listed in column 1. It should be possible to calculate [(e) direct for the highest and lowest values in this column (see above).
Column 2 lists the probabilities that D 3 = e, whilst in column 3 these probabilities are cumulated to represent the probability that D 3 ..;;; e.
In column 4 we have (1 0 + 1) x column 3 - 10. The first value of column 5, (f(O)) is known, whilst the formula:
f( e) = column 4 + column 5 (both of the previous line) applies to the other lines in this column.
The last result ([(9) = 6·000) is a check on errors of arithmetic.

358 Production and Inventory Control: Theory and Practice
Appendix 7
TABLE OF ITERATIONS
iteration iteration iteration iteration 1 2 59 60
e V(e) W(e) V(e) W(e) V(e) W(e) V(e) W(e) V(e)
-10 0·000 130·000 100·000 230·000 100·000 230·000 100·000 230·000 100·000 - 9 0·000 120·000 100·000 220·000 100·000 220·000 100·000 220·000 100·000 - 8 0·000 110·000 100·000 210·000 100·000 210·000 100·000 210·000 100·000 - 7 0·000 100·000 *96·680 198·672 100·000 200·000 100·000 200·000 100·000 - 6 0·000 90·000 86·680 183·676 100·000 190·000 100·000 190·000 100·000 - 5 0·000 80·000 76·680 166·012 100·000 180·000 100·000 180·000 100·000 - 4 0·000 70·000 66·680 146·680 100·000 170·000 100·000 170·000 100·000 - 3 0·000 60·000 5'6·680 126·680 100·000 160·000 100·000 160·000 100·000 - 2 0·000 50·000 46·680 106·680 100·000 150·000 100·000 150·000 100·000 - 1 0·000 40·000 36·680 86·680 *82·604 140·000 100·000 140·000 100·000
0 0·000 30·000 26·680 66·680 62·604 130·000 100·000 130·000 100·000 1 0·000 20·704 17 ·384 47·666 43·590 120·704 100·000 120·704 100·000 2 0·000 12-992 %72 3~·080 27·004 112·088 *97·731 112·085 *97·708 3 0·000 7·524 4·204 18·252 14·176 101·838 87·481 101·836 87-460 4 0·000 4·465 1·145 9·857 5·781 90·844 76·488 90·851 76·474 5 0·000 3-320 *0·000 5·471 1·396 79·616 65·260 7%40 65·263 6 0·000 3·396 0·076 4·076 *0·000 68·717 54·360 68·764 54·387 7 0·000 4·088 0·768 4·532 0·457 58·804 44·447 58·875 44·499 8 0·000 5·011 1·691 5·933 1·857 49·842 35·485 49·937 35·561 9 0·000 6·000 2·680 7·740 3·665 41·860 27·504 41·973 27·596
10 0·000 7·000 3-680 9·691 5·615 34·883 20·526 35·003 20·627 11 0·000 8·000 4·680 11·681 7·605 28·910 14·553 29·028 14·652 12 0·000 9·000 5-680 13·680 9·604 23·953 9·596 24·060 9·684 13 0·000 10·000 6·680 15·680 11·604 20·018 5·661 20·106 5·730 14 0·000 11·000 7·680 17·680 13·604 17·108 2·752 17·173 2·797 15 0·000 12·000 8·680 19·680 15·604 15·223 0·866 15·264 0·887 16 0·000 13·000 %80 21-680 17·604 14·357 *0·000 14·376 *0·000 17 0·000 14·000 10·680 23-680 19·604 14·502 0·145 14·507 0·130 18 0·000 15·000 11·680 25·680 21·604 15·649 1·293 15·647 1·271 19 0·000 16·000 12-680 27-680 23·604 17·789 3·432 17·790 3·413 20 0·000 17·000 13-680 29·680 25·604 20·911 6·554 20·924 6·548

Appendices
Appendix 8
Optimum batch, with due regard to risk of obsolescence
A. R. W. Muyen gives the following derivation. Let:
Q =lot size in units; F =ordering costs per lot; D = annual usage in units; K =purchase price per unit;
8K =inventory (carrying) costs per unit per year; {3 = average number of modifications per year.
Also suppose that:
a. the variability of demand is negligible; b. the lead time is constant; in other words the inventory level is the same whenever a replenishment lot arrives; c. modifications are equally probable in every time interval D.t;
359
d. whenever a modification occurs all the items in stock at once become wholly unusable.
The expected costs per year can be calculated as the quotient of expected costs per batch and expected period of usage per batch, that is
Since the probability of modification is the same in every time interval D.t, namely {311 t, the time t from the arrival of a batch to the next modification follows a negative exponential distribution. The probability that this interval will be between t and t + d t is
f(t) dt = {3e-f3t d t
The time required to consume the entire batch Q is
to =g_ D
Immediately after the arrival of a replenishment batch there are two possible courses of events: the entire batch may be steadily consumed without interruption (t > t0 ) or a modification introduced at some point during the consumption of the batch may render the remainder of the stock unuseable (t < t0 ).

360 Production and Inventory Control: Theory and Practice
Batch used up without modification (t > t0 )
The time interval for usage of the batch is t0 = Q/D. The average stock is Q/2. Hence the inventory costs of the batch are
Q X Q X 8K = Q2 x 8K D 2 2D
Because the ordering costs are F, the overall costs, designated C0 , amount to
Q2 C0 = 2D x8K+F
Batch subject to modification (t;;:. t0 )
-----stock i Q
Q-Dt/2
Q-Dt
-ttme Fig. 101 The stock variation where a modification is intro
duced after time t.
The time until the modification is t; that is the usage period of the batch. The stock falls from Q to Q- Dt whereupon it becomes entirely valueless.
The average stock is Q-Dt/2. Therefore the inventory costs of the batch are
t(Q-~t)8K Added to this are the ordering costs F and the costs of obsolescent stock, amounting to (Q- Dt)K.
Thus the total costs Ct become
Expected costs per year
To determine CQ and tQ we integrate the expressions found in t with respect to twith weightf(t).

Appendices
The expected costs per batch are t 00
CQ = [o Ctf(t) dt + C0 J f(t) dt
to
The expected period of usage in years per batch is t 00
tQ = J tf(t) dt + t 0 J f(t) dt 0 t 0
Therefore the expected costs per year are
C=CQ tQ
Elaboration and substitution of mD/~ for Q gives
~ 2F+KD(e-m -I +m)(<'i +~) c = ------,....,.--~~_:_..:..._.:....;_ ~(I - e m)
Quantity m is introduced to simplify the formula and in fact represents the average number of modifications within a time interval t 0 •
Optimum lot size
To determine the optimum lot size Q* let
dC =O dQ
However, we may also write
dC _ dC dm _ ~ dC --- x ---x-dQ dm dQ D dm
so that there evidently also applies dC/dm = 0. Finally, from dC/dm = 0 we have
m - ~2F e - I - m - KD(<'i + ~)
whilst Q = mD/~.
361
From this m* and Q* can be determined. A multi-stage method is most convenient for calculating Q* from the derived formula in practice.
To find a first approximation of m', substitute I + m + ~m2 for em.

362 Production and Inventory Control: Theory and Practice
Thence it follows that
Then let m* =Am'.
, II 2{3 2F l m = .J ~o + {3)KDJ
The specified method of calculation thus becomes
1st step. Calculate
and
Q' Jl 2FD l = .J Leo + f3)KJ
m'={3Q D
This is a first approximation of Q*. 2nd step. Read A from Fig. 102.
This chart shows the relationship between m' and A.
3rd step.
A
r
1·00
(}90
0·80
0.70
().60
()50
().40
0·30
0·20
0·15 ().1
eA.m' = 1 +'Am'+ ~(m')2
Calculate Q* from Q* = 'A.Q'.
--'r--
"' ""-, I :
"' " I I I i
1\[\ i I iiI I I I
~ --
i i'-. ' ().2 0·3 (}4 05 0·7 1·0 2 345710 20 30 40 50 70 100
-m'
Fig. 102.

Bibliography page
Ac 1 ACKOFF, R. L., Production and inventory control in a chemical pro-cess, Operations Research, August 1955. 152
Ac 2 ACKOFF, R. L., and SASIENI, M. W., Fundamentals of operations research, Wiley, 1968.
Bl1 BLUCK, P.M., SMITH, P. G. and. THACKRAY, G., Production plan-ning and inventory control on a chemical plant, O.R. Quarterly, 11, No.4. 152
Bo 1 BOOTHROYD, H. and TOMLINSON, R. C., The stock control of engineering spares, Operational Research Quarterly. 284
Bo 2 BORGNANA, R., Het A.B.C.-voorraadbeheer, internal report, N.Y. Philips' Gloeilampenfabrieken, October 1968. 237
Bo 3 BOSCH, H., Optimaal voorraadniveau van reserve-onderdelen (Optimum re-order level of spare parts), Sigma, 7 (1961), No.1, p. 9. 35, 284, 290
Br 1 BROWN, R. G., Smoothing ,forecasting and prediction of discrete time series, Prentice-Hall, Englewood Cliffs (N.Y.), 1963. 18, 212, 317
Br 2 BROWN, R. G., Statistical forecasting for inventory control, McGraw-Hill, 1959. 39, 48, 236, 294
Bu 1 BURBIDGE, J. L., The principles of production control, MacDonald & Evans, London, 1962. 5
Ca 1
Cl1
Cl2 Co 1
CAMP, W. E., Determining the production order quantity, Management Engineering, 2, No. 1. CLARK, A. J. and SCARF, H., Optimal policies for a multi-echelon inventory problem. Management Science, 6 (1960), pp. 475-490. CLARK, W.,De Gantt-kaart, Stenfert Kroese, 1952. COX, D. R. and SMITH, W. L., The superposition of several strictly periodic sequences of events, Biometrika, 40, 1 June 1953, pp. 1-11.
Do 1 DOBBEN DE BRUUN, C. S. VAN and MUIJEN, A. R. W., The effect of information delays in a production control system, International Journal
203
219 324
36
of Production Research, 3 (1964), No.3, p. 167. 263
Ei 1 EILON, S., Dragons in pursuit of the EBQ, Operational Research Quarterly, 15 (1964), No.4. 95
Fo 1 FORRESTER, J. W.,lndustrial Dynamics, Wiley, 1961. 18 Fr 1 FRASER, D. J. and VAN WINKEL, E. G. F., Tijdreeksvoorspellingen en
hun bewaking, Samsom, 1970. 64
Ga 1 GALLIHER, H. P., MORSE, P.M. and SIMOND, M., Dynamics of two classes of continuous inventory systems, Operations Research, 7, p. 362. 203
Ge 1 GEISLER, M.A. and KARR, H. W., The design of military supply tables for spare parts, Operations Research, 4 (1956), No.4, p. 431. 289
Go 1 GOUDRIAAN, J., Statistische bepaling van de veiligheidstoeslag in het bestelniveau (Statistical determination of the safety margin in the re-order level), T.E.D., 32 (1962), No.8. 34, 35, 154

364 Production and Inventory Control: Theory and Practice
Go 2 GOUDRIAAN, J., Een tegen drie in een discussie over de methode (One against three in a discussion of method), T.E.D., 33 (1963), No.5, p. 221. 67, 140
Go 3 GOUDRIAAN, J. and CAHEN, J. F., Turnover speed of stocks, Proc. of the C.I.O.S. Congres, 1932, Amsterdam. 144
Gr 1 GREENE, J. R., and SISSON, R. L., Dynamic management decision games. New York, Wiley; London, Chapman and Hall, 1959. 349
Ha 1 HADLEY, G. and WHITIN, T. M., Analysis of inventory systems, Prentice-Hall, 1963. 189
Ha 2 HARLING and BRAMSON, Level of protection by stocks, Proc. 1st Intern. Conf. on O.R., Oxford, 1957, p. 372. 178
He 1 VAN HEES N. and VAN DER MEERENDONK, H. W., Optimale betrouwbaarheid van parallelle meervoudige systemen (Optimum reliability of parallel multiple systems), Statistica Neerlandica, 13 (1959), pp.487-502. 207
Ho 1 HOLT, C. C., MODIGLIANI, F., MUTH, J. F. and SIMON, H. A., Planning production inventories and work force, Englewood Cliffs, 1960, p. 287 ff. 32, 37, 189, 234, 253
Ho 2 HOWARD, R. A., Dynamic programming and Markov processes, Techno-logy Press of M.l.T., 1960. 49
Hu 1 HURNI, M. L., Observations on the role of business research as an aid to managers, Cybernetica, vol. III (1960), No.3, p. 243. 347
I 1 l.C.l. Monographs No.2 and No. 3, Oliver & Boyd, Edinburgh, 1964. 64
Ka 1
Ka 2
Ke 1 Kll
Kl2
Ko 1 Kr 1
La 1
Le 1
KARR, H. W., A method of estimating spare-part essentiality, RAND paper P-1064, 17 April1957. KAUFMANN, A. and FAURE, R., Operationele Research, Marka 17, Spectrum, Utrecht. KENDALL, M. G., The advanced theory of statistics, Charles Griffin. KLEINMANN, MIASKIEVICZ and ZIMMERN,Methodes de determination des series economiques de fabrication, Revue de Recherche Operationelle, 1956, No. 1. KLERK-GROBBEN, G. 'De gammaverdeling' (Gamma Distribution), report S 250, Mathematical Centre, Amsterdam. KOSTEN, L., Simulatie in het algemeen, Informatie, 10 (1968), 3, p. 55. KRIENS, J ., Stochastische grootheden, kansverdelingen en momenten (Stochastic quantities, probability distributions and moments), Decision Theory Course, Chapter III, ReportS 265 (C13) Mathematical Centre, Amsterdam.
LAMPKIN, W. and FLOWERDEW, A. D. J., Computation of optimum re-order levels and quantities for a re-order level stock control system, Operational Research Quarterly, 14 (1963), No.3, p. 263. LEAVITT, H. J ., Information technology; an organizational framework, lnformatie, April/May 1965.
Ma 1 MAGEE, J. F., Production planning and inventory control, McGraw-Hill,
285
49 33
122
31 349
26
284
333
1958. 18, 98, 211, 218 Ma 2 MALOT AUX, P. C. A., Flexibiliteit en efficiency, algemene inleiding, De
lngenieur, 78 (1966), 35, p. 497. 16 Ma 3 MARSHALL, B. 0. and BOGGESS, W., The practical calculation of
recorder points, J.O.R.S.A., 5 (1957), No.4. 35 Ma 4 MARX, E. C. H., Een bijdrage tot organise ring van reorganiseringsmetho-
den, Openbare Les, Leiden, 1966. 334

Bibliography
Mo 1 MORONEY, M. J. Facts from figures. Penguin, 1953. Mo 2 MOONEN, H. J. M., Het bepalen van bestelniveaus wanneer afname en
levertijd gamma-verdeeld resp. normaal-verdeeld zijn (The determination of re-order levels when the demand and the lead time follow gamma and normal distributions respectively), Statistica Neerlandica, 16, No. 1, pp.113-120. 177
Mu 1 MUIJEN, A. R. W., De 20-80 regel verklaard, Doelmatig Bedrijfsbeheer, 13 (1961), No.8, p. 315. 46
Mu 2 MUIJEN, A. R. W., Optimum lot size policy if tools break down frequently, Proc. 2nd Intern. Conf., Aix en Provence, 1960. 117
011 OLDENDORFF, A., Samenwerking in het bedrijf. Utrecht, Bijleveld, 1966. 334
Pe 1 PETERSEN, J. W. and GEISLER, M.A., The costs of alternative air base stocking and requisitioning policies, TDCK OR179. 287
Pr 1 PRINS, G., Voorraadbeheersing, Stenfert Kroese, 1966. 349 Pr 2 PRINS, H. J., Transformations for finding probabilities and variate values
of a distribution function in tables of a related distribution function, Statistica Neerlandica, 14 (1960), No.1, pp. 1-18. 31
Ra 1 RAYMOND, F. E., Quality and economy in manufacture, McGraw-Hill, New York, 1931. 110
Ri 1 RIVETT, P., Measurement and integrated systems- the main areas for O.R. development, O.R. Quarterly, 15 (1964), No.1, p. 4. 347
Sc 1 VANDER SCHROEF, H. J., Kosten en kostprijs (Cost and cost price), Amsterdam, 1963. 83
Se 1 SEEBACH, G., Langfristige Liefervertriige in der Industrie, Diss, Nuremburg, 1963. 140
Sh 1 SHANTY, J. A. and VAN COURT HAVE, JR., An airline provisioning-problem, Management Technology, December 1960. 288
Si 1 SIMPSON, K. F., A theory of allocation of stocks to warehouses, Operations Research, 8 (1960), pp. 797-805. 206
Si 2 SIMPSON, K. F.,In process inventories, Operations Research, 7 (1959), pp. 863-873. 220
St 1 STARR, M. K. and MILLER, D. W.,Inventory Contrrl Theory and
365
Practice, Prentice-Hall, 1962. 133, 136, 235
To 1 TOCHER, K. D., The Art of Simulation, London, 1963. To 2 TORN, R. VANDER, Planning, DeHaan, 1953.
Ve 1 VEEN, B. VAN DER,Introduction to the themy of operational research,
349 346
Philips Technical Library, 1967. 49 Ve 2 VERBURG, P., Enige aspecten van de organisatie van de vernieuwing,
Stenfert Kroese, 1966. 16 Ve 3 VERBURG, P., Organiseren en Organisatieonderzoek, Stenfert
Kroese, Leiden, 1959. 334
Wa 1 WALLIS, W. A., and ROBERTS, H. V., Statistics as a new approach, Free Press, New York. 1956. 241
Wi 1 WINTERS, P.R., Multiple triggers and lot sizes, Operations Research, 9 (1961), pp. 621-634.

366 Production and Inventory Control: Theory and Practice
SOME OTHER BOOKS ON PRODUCTION AND INVENTORY CONTROL
ARROW, K. J ., KARLIN, S. and SCARF, H., Studies in the mathematical theory of inventory and production, Stanford, California, Standford University Press, 1958. BATTERSBY, A., A guide to stock control, Pitman, 1962. BROWN, R. G.,Decision rules for inventory management, Holt, Rinehard Winston, 1967. BUCHAN, J. and KOENIGSBERG, E., Scientific inventory management, Prentice-Hall, 1963. BURBIDGE, J. L., The principles of production control, McDonald & Evans, London, 1962. DALLECK, W. C. and FETTER, R. B., Decision models for inventory management, Irwin, 1961. EILON, S., Elements of production planning and control, Macmillan, 1962. ELMAGHRABY, S. E., The design of production systems, Reinhold, 1966. GREEN, J. H. (editor), Production and inventory control handbook. Prepared under the supervision of the Handbook Editorial Board of APICS. McGraw-Hill, New York, 1970. HADLEY, G. and WITHIN, T. M.,Analysis of inventory systems, Prentice-Hall, 1963. HANNSMAN, F., Operations research in production planning and inventory control, Wiley, 1962. I.C.I. Monograph nr. 4, editor A. J. H. MORRELL, Problems of stocks and storage, 1967. MAGEE, J. F., Production planning and inventory control, McGraw-Hill, 1958. MAGEE, J. F., Physical distribution systems, McGraw-Hill, 1967, MELESE, J., La pratique de Ia recherche operationelle, Dunod, 1967. NADDOR, E.,Inventory systems, Wiley, 1966. NILAND, P., Production planning, scheduling and inventory control, Macmillan, London, 1970. PRINS, G., Voorraadbeheersing, Stenfert Kroese, 1966. SCARF, H. E. e.al., Multistage inventory models and techniques, Stanford University Press, 1963. STARR, M. K. and MILLER, D. W., Inventory control, theory and practice, Prentice-Hall, 1962. VAN HAM, C. J. (editor), Planning en besturing in de praktijk, Markareeks nr 98, 1969. WAGNER, H. M., Statistical management of inventory systems, New York, Wiley, 1962. WHITIN, T. M., The theory of inventory management, rev. ed., Princeton, N.J., Princeton University Press, 19 57.

Index
ABC system 237 Absent-minded executive (example) 336 Allegation and fact, in approaches 344 Annual programme, calculation of 80 Approaches, human element 335, 336
process method 335, 338 structural 3 3 5 technological 3 3 5 training method 335
Assembly, fixing parts for 291 demand, analysis of records 292 demand forecasting 294 re-ordering 296-303 stock norms 304
Autocorrelation 39 of forecasts 39 negative 39 patterns of 40 in stock problems 39
(B, Q) method 5, 314 (B, Q) system, optimum Band Q for 184 (B, S) method 5 Base-stock system 217, 218, 223-4
location of stock in 219 Batch size 81, 82, 85, 86, 88, 229
calculation aids 124 charts 129-31 discount effects 112 insensitivity of model 95 limiting factors 231
capital 231 change-overs 234 space 233
Muyen method 131 nomograms for 126-8 optimum 7, 92-3
with obsolescence 359 slide rule for 128-9 table method 124 variations of simple formula 102 with periodic re-ordering 122 with tool breakages 117
Bellman's principle of optimality 49
Camps' formula 75, 76, 90 cost factors 81 D/P not zero 103 factors in 79 labour costs 98 machine costs 99 obsolescence in 106-7 optimum batch size from 7 order quantity costs 100 receipt costs 86 re-order costs 85 storage costs 83, 95-6 tool costs 1 00
Capacity, calculation of 273 long-term 274 production and 276 short-term 27 3
Chain problems 16, 18 preliminary studies Simpson's, branched
unbranched Change-over costs 228
203, 212-3 222
221
Clothing Company (example) 342 Communication, in change-over of systems
305 Components, specific and universal 17 Computers (See also Electronic data
processing) 1 0 calculation and control functions
10 characteristics of 19
Control systems, intermittent, proportional and two-step 4
Co-operation, securing with operators 333 Cost factors, in planning 14 Critical path planning 14, 15 Cumulative charts, in production planning
312 Customers, categories of 67
and stocks kept 67
Decisions, multi-stage 49 Decision levels, in project analysis 337

368 Index
Decision rules 3, 4 dynamic programming 253 linear 253 on delivery from stock 5
Deliveries, late, losses from 187 sales lost 189
rush 206 from single warehouse, and ordering
204 169
48 3
Demand, analytical methods for average, and standardisation characteristics and forecasting feedback from 3 fluctuations 33 formula for 36 frequency distribution 37 in lead time 170 non-stationary situation 37-8 Poisson process 33 pseudo-Poisson 36 stable situation 33 per time unit, to lead time for change-
over 169 Design changes, and obsolescence 107 Discount, and batch size 112
minimum limit 114 Division of labour 320 Dynamic programming, in multi-stage
decisions 4 9 policy iteration method 53 S and s levels 190 value determination method 50
Economic stock 7 Efficiency, growth of 12 Electronic components (example) 317
control system, original 318 revised 320
decision rules 3 24 stock chart 3 21
Electronic data processing 19
Flexibility 15 definition 16 inverse relationship to forecasting
accuracy 17 Flyaway kit 289 Forecasting, accuracy of, and flexibility 17
and prediction 60 error in 61 explosion method 65 extrapolation method 65, 66 horizons in 6 3 mathematics in 60
Forecasting (contd.) need for 59 period covered 59, 62 reliabilities 61
Forrester effect 341 Fusion process 335
Graphical-empirical method 144 lead time in 144
Goudriaan's formula 153-6 correlations 157-60, 163-4 mean and standard deviations
166-8 Monte Carlo calculation 163
165-6 simple test for 163-4
'Hardware', queries on 344
Income stability, need for 273 Inventory control 14
ABC system 237-40 as buffer 3 averages 245 charts 4, 243 costs 89
product costs sensitive to 96 for one article, stock points in parallel
203 stock points in series
in cabinet-making factory norms in 236 total variances 245
211 306
with intermittent production 7 Inventory game 349
Labour costs 98 Lagrange multiplie; 84 Lead time, agreements 139, 140
measurement 147 shortening 1 7 standard deviations in 17 5
calculations 17 5, 17 8 general 175 re-order level from 177 use during 139, 141
Linear programming 13 Logistic curves 60 Lognormal distribution 43, 240 Lorenz curve 46, 240
nomogram for 4 7
Machine costs 99 Machines, and batch size
specific and universal 99
99

Index 369
'Manageability comes first' 323 Markets, total and shares in 11-12 Mechanization, and production costs 12
introduction of 19 Muyen method 131
Obsolescence, changes in time 110 risk of 106
One-off projects 14 Operational research, wartime 34 7 Opportunity costs 136 Orders, categories 67 Ordering (See also Re-ordering)
costs 89 administrative order budget comparisons change-over 87 machine set-up 87 restarting 87, 88
Ordering game 349 Ordering policy, from factory 205
from single warehouse 204 in chain problem 103
Organization, definition 9 processes in 3 35
Pareto curve 46 Periodic system, of production and
inventory control 318 Philips table 286, 28 7 Planning, general remarks 9
long and short term 11 principal rules 8 short term, approach to 14
87, 88 87
deterministic approach 15 Planning games 256
spread of results 25 8 Plant scheduling 259 Poisson distribution, of demand 153 Poisson process 33 Priority rules, in production 14 Probability distribution 26
chi-squared 31 gamma 31 negative exponential 29
Product classification 275 Production, for order or stock 4
incidental variations 13 Production control 12, 13 Production and inventory control, ability of
administrative staff 339 approach to 3 31 decision rules 3 3 7 existing system 340, 345, 346
Production and inventory control (contd.) initiating users in to 3 3 9 model construction 34 7 preliminary research 343 starting point 242 steering committee and work group
343 step-by-step 340 support from management 338 technical aspects 340 testing solutions 34 8
Production level, cross-shipment costs 263 determination of 249 forecast structure 263 game results 256 in several factories 26 2 tables ~65-9
Production planning 12 with cumulative charts 312
Production rate, and costs 3 effect on stock level 102
Profitability 89 Programme controlled systems 5 Project analysis 337 Proportional control 4
Quantity forecasting 12
R -series 125 Re-order level 7, 13 3
approximations to 148 delivery reliability 14 2-3 empirical and graphical determination
144 establishing 7 factors in 136 gamma-distributions 171-4, 177 Goudriaan and Cahen's study 149-52 lead time·estima ted sales table 145 newsvendor (example) 133-5, 138 no-demand periods 148 spare parts (example) 137, 138 use per time unit or per lead time
141 Re-ordering 71
dates and quantities 71 fixed interval 180
stock paints in series 219 forms of contract 140 periodic, effect on batch size 122
lead times in 139, 141 Retraining 250, 260, 264
alternatives to 264 costs 25 2 giving and receiving types in 252

370 Index
Right approach, definition 332 Run-out list method 5
(s, Q) method and (s, S) method 5 (s, S) system, approximating s 180
dynamic programming 190 re-ordering in 123, 296
highest S 298 lowest s 296
strategy iteration method 200 Safety stock 7 (See also Stock, buffer) Selling plan, con tent 12 Simulation, in investigation and training
349 Smoothing, single and double 294 'Software' queries on 344 Spares, demand distribution frequency 286
demand forecasting 288 inventory control 279
alternatives 283 (B, Q) system 27 9
mechanical engineering works (example) 280, 282
model for 284 re-order level 282 socket nuts (example) 281 stock-out costs 285, 286
Specialization, in planning 334 in production 9
Statistics, definition 23 importance of 23 in planning 13
Stochastic quantities 26 Stock, buffer 7, 230
costs of 104 effects on batch size 104
105 build-up of 13 delivery from, and flexibility 17 economic 7 excessive, retained by action at shop
floor level 3 31 exhaustion of, loss from 138, 184
probability of 178-9 parallel, allocation 206
problems of 203-6 with rush deliveries 206, 210 without rush deliveries 209
Stock (contd.) production rate effects 102 safety 7 size and location 9-10 technical 7
Stock administration, effects of change of system 305, 326
Stock-out (See Stock, exhaustion of) Stock points 71
in parallel 204-6 for several articles 225
in series 211 Stock replenishment 71
batch quantities 71 Storage, costs of 83, 95
materials in, specific and universal 96
Storage tank capacity, and alleged ordering system 344-5
Strategy iteration method 200 Suppliers, good and bad 142
Technical stock 7 Three-bin system 217, 218 Throughput times, shortening 17 Time saving and flexibility 16 Tools, with limited standing time 117
grinding effects 121 Tool costs 100 Training, facilities 10
games and simulation in 349 Turnover, lognormal distribution 43
cumulative 43-4
Unilever tables Unit of demand Upsweep effect
Wage rates 273
284, 289 36 217
Woodworking factory (example) 306 automation 314 capacity calculation 308 components planning, (B, Q) system
314 materials and components 313
Work content, forecasting 275 Work measurement 273