Analysis And Comparison Of I-Beam And Solid Wing...
5
Analysis And Comparison Of l-Beam And Solid Wing Spars By Paul E. Best, EAA 2441 Drawings by Don Cookman T he other day while discussing amateur aircraft con- struction costs with some EAA friends, the subject of spar materials came up. As anyone who has built a plane realizes, spruce spar stock is not only somewhat hard to find but is rather expensive. It has to be ordered from one of a handful of firms which still carry this wood, and since commercial airplanes today use metal far more often, there is today not too much incentive for the com- mercial production and distribution of airplane spruce. Spar stock in sizes suitable for many light airplanes of about 30-foot span brings a price of a dollar or more per running foot, which means a total of from $50 to $100 per airplane. If this cost could be reduced, it would be a worthwhile saving. Before World War One, spars were solid wood so slim as to warrant the label of "toothpick spars". During that war, most airplanes had finely routed I-beam spars, box spars and at times small solid spars. Between that time and the beginning of the second World War, the use of solid spars gradually became almost universal in small airplanes. The greatest single reason for this was manufacturers' interest in lowering the labor cost. Spruce trees are grown by Nature, not made in factories, and the cost of the wood to the ultimate consumer is due to the labor involved in felling the trees, cutting them up, working the wood and incorporating it into the finished airplane. The plain solid spar requires fewer manufacturing steps than any other kind. After the wood has been select- ed and dried, about all that is required is to surface it on four sides to the required dimensions and drill it for bolt holes, and it is ready to go into an airplane wing. It is well worth noting that the structural efficiency of a plain solid spar is somewhat on the low side, not too important in smaller planes but important enough in larger ones to force designers to use built-up and routed spars of various kinds as airplane size goes above the smallest and lightest. In regard to that statement, let us look at popular wooden-winged airplanes of the late 1930's. You would find plain solid spars in the popular little two-seaters of all makes, and in airplanes such as Waco biplanes where spar sizes were naturally small. But as soon as you looked at four-seaters such as the Fairchilds, Stinsons, Cessnas and others, you would find that it was standard practice to use either routed I-beams or built-up box beams. It is also highly significant to remember that when lightplane production increased in volume, the cost and difficulty of obtaining good spruce in large quantities forced lightplane makers to change to other methods. For a while some popular makes used plain "solid" spars made by laminating together several pieces of short, cheap spruce. It is hard to find wood in long pieces that is truly perfect, so the laminating process allowed several shorter pieces to be assembled into an equivalent "solid" beam with less waste and material-hunting. In the end, aluminum spars were extruded for use in small planes like the Pipers. It was easier to extrude metal to the desired length, than to comb the forests for a few perfect trees, and of course the labor cost was kept low. But, the amateur airplane builder is under far less pressure than the manufacturer to shave labor costs. He is.. .or should be.. .more concerned with the cost of the materials and their weight. In both these respects, the built-up I-beam excells. Routed I-beams may cost less as regards labor because of being made out of one piece of wood which is merely machined, but the materials cost is certainly high because of the thick plank which forms the raw material. In Fig. 1 is shown the stress distribution in a spar. Maximum tension and compression occur at the outer ^ ? / / MwcSnKEg——— W ' ' —•—— ——_ '•~^y^ (——"~ ri-i-ik I—T Fig. 1 edges, with no bending at all in the center. The only function of the wood in the center of a spar is to keep the outer areas separated. This load takes the form of a shear force as shown by the small vertical arrows. The depth and thickness of a solid wood spar are chosen to give the amount of wood required to resist tension and compression at the edges. These forces are much greater than the shear load, so in the center area of the spar there is really more wood than is needed. The I-beam spar places most of its material at the flanges where tension and compression require it, and in the center part eliminates all except that which is needed to resist shear forces. The distribution of material is more efficient. The box beam follows the same principle, but is often slightly heavier than the I-beam because it has more web material and internal blocking. Two one-six- teenth-inch shear webs are not equal in strength to one, one-eighth-inch web, due to the mathematics of sheet materials. A box spar has the advantage of having a smooth external surface, which facilitates installation of wing ribs and compression members. But we must always remember that it has one great objection — it is not nearly so easy to inspect the interior to make absolutely sure there is no dry rot. As an airplane ages this point becomes ever more important. In contrast, practically nothing is hidden in a built-up I-beam. In practice a built-up I-beam consists of five pieces, the four flange strips and the central web. Almost always there are a series of vertical stiffening strips, which pre- vent buckling of the web and at the same time provide handy rib attachment points. A spar of usual length has its flange strips highly stressed by the bending loads, so a high-strength, light- weight material is wanted. Many materials and combi- nations of materials have been used in the past, such as oak, birch, maple, mahogany, fir, spruce, cypress, steel and aluminum. Each individual flange strip is likely Continued on next page SPORT AVIATION 27
Transcript of Analysis And Comparison Of I-Beam And Solid Wing...

Analysis And Comparison Of l-Beam And Solid Wing SparsBy Paul E. Best, EAA 2441
Drawings by Don Cookman
T he other day while discussing amateur aircraft con-struction costs with some EAA friends, the subject of
spar materials came up. As anyone who has built a planerealizes, spruce spar stock is not only somewhat hard tofind but is rather expensive. It has to be ordered fromone of a handful of firms which still carry this wood, andsince commercial airplanes today use metal far moreoften, there is today not too much incentive for the com-mercial production and distribution of airplane spruce.Spar stock in sizes suitable for many light airplanes ofabout 30-foot span brings a price of a dollar or more perrunning foot, which means a total of from $50 to $100 perairplane. If this cost could be reduced, it would be aworthwhile saving.
Before World War One, spars were solid wood soslim as to warrant the label of "toothpick spars". Duringthat war, most airplanes had finely routed I-beam spars,box spars and at times small solid spars. Between thattime and the beginning of the second World War, theuse of solid spars gradually became almost universal insmall airplanes. The greatest single reason for this wasmanufacturers' interest in lowering the labor cost. Sprucetrees are grown by Nature, not made in factories, andthe cost of the wood to the ultimate consumer is due tothe labor involved in felling the trees, cutting them up,working the wood and incorporating it into the finishedairplane.
The plain solid spar requires fewer manufacturingsteps than any other kind. After the wood has been select-ed and dried, about all that is required is to surface it onfour sides to the required dimensions and drill it for boltholes, and it is ready to go into an airplane wing. It iswell worth noting that the structural efficiency of a plainsolid spar is somewhat on the low side, not too importantin smaller planes but important enough in larger ones toforce designers to use built-up and routed spars ofvarious kinds as airplane size goes above the smallestand lightest.
In regard to that statement, let us look at popularwooden-winged airplanes of the late 1930's. You wouldfind plain solid spars in the popular little two-seaters ofall makes, and in airplanes such as Waco biplanes wherespar sizes were naturally small. But as soon as you lookedat four-seaters such as the Fairchilds, Stinsons, Cessnasand others, you would find that it was standard practiceto use either routed I-beams or built-up box beams.
It is also highly significant to remember that whenlightplane production increased in volume, the cost anddifficulty of obtaining good spruce in large quantitiesforced lightplane makers to change to other methods.For a while some popular makes used plain "solid" sparsmade by laminating together several pieces of short,cheap spruce. It is hard to find wood in long pieces thatis truly perfect, so the laminating process allowed severalshorter pieces to be assembled into an equivalent "solid"beam with less waste and material-hunting. In the end,aluminum spars were extruded for use in small planeslike the Pipers. It was easier to extrude metal to thedesired length, than to comb the forests for a few perfecttrees, and of course the labor cost was kept low.
But, the amateur airplane builder is under far lesspressure than the manufacturer to shave labor costs. He
is . . .or should be. . .more concerned with the cost of thematerials and their weight. In both these respects, thebuilt-up I-beam excells. Routed I-beams may cost less asregards labor because of being made out of one piece ofwood which is merely machined, but the materials costis certainly high because of the thick plank which formsthe raw material.
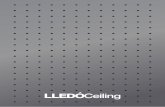
In Fig. 1 is shown the stress distribution in a spar.Maximum tension and compression occur at the outer
?̂//
MwcSnKEg ——— W
' '— • ——
—— _'•~^y^ ( —— "~
ri-i-ik I—T
Fig. 1
edges, with no bending at all in the center. The onlyfunction of the wood in the center of a spar is to keepthe outer areas separated. This load takes the form ofa shear force as shown by the small vertical arrows. Thedepth and thickness of a solid wood spar are chosen togive the amount of wood required to resist tension andcompression at the edges. These forces are much greaterthan the shear load, so in the center area of the sparthere is really more wood than is needed. The I-beamspar places most of its material at the flanges wheretension and compression require it, and in the centerpart eliminates all except that which is needed to resistshear forces. The distribution of material is moreefficient. The box beam follows the same principle, butis often slightly heavier than the I-beam because it hasmore web material and internal blocking. Two one-six-teenth-inch shear webs are not equal in strength to one,one-eighth-inch web, due to the mathematics of sheetmaterials.
A box spar has the advantage of having a smoothexternal surface, which facilitates installation of wingribs and compression members. But we must alwaysremember that it has one great objection — it is notnearly so easy to inspect the interior to make absolutelysure there is no dry rot. As an airplane ages this pointbecomes ever more important. In contrast, practicallynothing is hidden in a built-up I-beam.
In practice a built-up I-beam consists of five pieces,the four flange strips and the central web. Almost alwaysthere are a series of vertical stiffening strips, which pre-vent buckling of the web and at the same time providehandy rib attachment points.
A spar of usual length has its flange strips highlystressed by the bending loads, so a high-strength, light-weight material is wanted. Many materials and combi-nations of materials have been used in the past, such asoak, birch, maple, mahogany, fir, spruce, cypress, steeland aluminum. Each individual flange strip is likely
Continued on next pageSPORT AVIATION 27

ANALYSIS AND COMPARISON . . .Continued /rom preceding pageto be of fairly small cross-sectional area, hence ratherlittle material is needed with a lowering of cost. Oldwing spars from some airplane, or a few dollars worth ofmahogany planking, will provide the flange materialneeded for most amateur designs. The web piece doesnot experience concentrated loads and slight flaws needbe no great concern. Perfectly safe, low-cost webs couldbe sawn from sheets of waterproof, clear-grain, knot-free marine grade mahogany plywood, which costs farless than aircraft plywood.
By now, some readers may be of doubtful mind, sowe shall refer to some actual figures. In Fig. 2 is a com-parison of one solid and two I-beam spars as regardsweight, cost and dimensions for equivalent strength. Seehow the cost goes down — down — down! And see howthe weight does likewise! At the cost of only a fewnights' extra labor the amateur can gain very tangiblebenefits by using I-beams.
To compute the strength in bending of a spar ofsolid, I-, or box beam cross section, the formula BendingStress^ M x Y/I, is used. These letters are: M = bend-ing moment in inch pounds, Y = half the spar depthwhen the upper and lower flanges are of equal size, and
I = the section Moment of Inertia, which is derived fromthe formula I = B x H3/12 minus b X h3/12. In thelast formula the letters are: B = total spar widthchordwise, b = total spar width minus web thickness,H = total spar height, h = total spar height minusthe two flange heights or the gap between the flanges.The figure 3 after the letter H means to multiply H byitself 3 times.
The above bending stress formula computes the max-imum bending stress in pounds per square inch andthe spar material must have an equal or larger yield orproportional limit bending stress. It will be noted thatwood is the only material for which static bendingstresses are tabulated. Therefore if the spar material ismetal the material tensional yield stress is applied. (The"yield stress" is that which the material will withstandwithout developing a permanent bend. The "ultimatestress" for a material is that at which failure occurs, andthis stress is always higher than the yield stress.)
To illustrate the use of these formulae we will com-pute the width of a spar of I-beam section, assuming thespar length to be 60 inches from the lift strut attachmentor other support to the wing tip, and the spar load to beeven along the span as in Fig. 3. The total spar load in
Solid SpruceI = 33.75
Lbs. per ft. . . . . . . . . . . . . . 1 . 8 2 7Cost per ft. . . . . . . . . . ...$1.05Bending Strength 60,000 in. Ibs.
Spruce Capsand
Birch PlywoodI = 30.0 approx.
Lbs. per ft. . . . . . . . . . . . . 1 . 3 4 0Cost per ft. . . . . . . . . . . . . .$0.97Bending Strength 60,000 in. Ibs.
3Z9 Pty
MahoganyCaps and PlywoodI = 23.0 Approx.
Lbs. per ft. . . . . . . . . . . . . 1 .200Cost per ft. . . . . . . . . . . . . . $ 0 . 6 5Bending Strength 60,000 in. Ibs.
Fig. 2Beam Section
-60
«00
-3o-
i.
LIFT
Fig. 3
the 60-inch span is 200 lbs. at the aircraft gross weight,and the load factor desired is 4 Gs, therefore the totalspar load is 200 lbs. x 4 = 800 lbs. The bending mo-ment will be the total load times the half span since theequal load distribution balances the load at the span midpoint; 800 lbs. x 30 inches = 24,000 inch pounds. Theairfoil selected will permit the spar depth to be 6 inches.We have '4 in. mahogany plywood for the web, andmahogany plank of one inch thickness, finished, whichcan be cut for spar caps. Referring to ANC bulletin #18we find mahogany static bending fiber stress at propor-tional limit to be 8,800 pounds per sq. in. For somestructural reason we decide the spar caps must be 3/4in. high and we know their width will be the total sparwidth minus the web of Vs in. divided by two. From the
M x Yformula BS (8800PSI) = —————— we see that I is still
Iunknown therefore we start with the formula
M X Y M X YBS x I - ———— or I = ————— .
BS24000 X 3
Substituting our figures, I = —————— I = 8.188800
and now we use this to find our spar width or "B", fromB x H3 b X h3
the formula I =12 12
28 APRIL 1961

8.18 =B x 63
8.18 =
12B x 216
b x (6—1.5)3
12b X 91.125
12 1218 B — 7.593 b.
Now since b = B minus the web or .125 inches, wehave 8.18 = 18B — 7.593B + 7.593 x .125 or + .9498.18 minus .949 = 7.231 = 10.407B
B =7.231
= .694 in.10.407
In further explanation of the above conversion from7.593b to 7.593B plus .949 — 7.593b = a minus quantity,therefore when multiplying the quantity (B minus .125)the product of the negative 7.593 times the negative .125becomes a positive .949.
Now to proceed with the original problem. The totalspar width computed is .694 inches, or .012 in. over11/16 in. This is not very practical for wood workingso we may increase it to .750 or % in. The cap strip
% minus Vswidth will be ————————, or 5/16 in., and the height
2can remain at % in.
In addition to the above problem, we must selectthe plywood web material for the required vertical shearstrength, which is the panel lift force developed by thearea outboard of any station desired to be checked andoutboard of any wing support. From the data in ANC-18the allowable shear forces for plywood beam webs hasbeen computed and tabulated by type of material, thick-ness, web stiffener spacing and direction of the facegrain. Reference to table No. 1. The three columns
— B
Table 1
Material Thickness3 PlyBirchBirchBirch
3 PlyYellow PoplarYellow PoplarYellow Poplar
.035
.070
.100
.125
.070
.100
.1253-ply (or Douglas fir)Mahogany .070Mahogany .100Mahogany .125
A/B = l(4"x4")6 Deg 45t Deg120* 175*423* 478*600* 815*741* 1440*
266*378*450*
280*395*457*
333*580*960*
434*743*
1250*
A/B(4"x
0 Deg118*340*570*732*
216*360*450*
225*37S*457*
5=35?45t Deg.
172*435*770*
1270*
302*546*870*
395*702*
1130*
A/B =0 Deg101*254*550*682*
160 if346*450*
168*362*457*
.5(4x8")45t Deg
151*374*592*
1170*
262*422*745*
338*540*970*
listed as A/B = 1., etc., reflect the ratio between thevertical inside distance between spar caps (A dimension)and the spanwise distance between web stiffeners (Bdimension). The two columns of shear forces allowableunder each A/B ratio headed by O deg. and 45t deg.reflect the values for the pertinent plywood with theface grain located parallel to the span (O deg.) and at 45deg. to the span.
This entire table is based on a value of four in. for"A", the distance between flanges. The values listed ifdivided by four will be reasonably correct for thestrength of each inch of web height between flanges,thereby allowing computation of web strength if an "A"dimension of other than four inches is required.
I-beam areas where root or lift strut fittings areattached, require the addition of filler blocks to give asolid section. The fillers must be tapered spanwise andcarefully fitted and glued to the web and cap strips, tocompensate for the material and strength removed by boltholes. The filler length should be not less than the dis-tance between web stiffeners, and the taper ratio notless than 8 to 1.
Vertical web stiffeners of square section and asthick as the cap strips are ample. The stiffener-to-cap-strip joint should preferably be made with corner glueblocks or plywood gussets on the sides to prevent anymovement of the stiffener or web, as shown in thesketch near Table No. 1.
So there you are. I've given you the idea, and all thefacts needed to put the idea to practical use. One wordof caution, though — calculate, don't guess. Don't takechances on spars. If a spar breaks, the plane can't beforce-landed because it is going to fall! £
ADDENDAMr. Best has made an important suggestion for all
of us who are interested in developing low-cost methodsof amateur airplane construction. Too often we merelycopy structural methods which were developed to fillproduction requirements! To make his article as valuableas possible we therefore include the following valuabledata from government publications.
ANC - 18, "Design of Wood Aircraft Structures", isan excellent but hard-to-get book published by the govern-ment in World War Two to help designers of all-woodairplanes. Here are pertinent quotes relative to built-upspars:
"The wood-plywood beams are generally more ef-ficient load-carrying member than the plain wood types(rectangular and routed). The box beam is often pre-ferred because of its flush faces which allow easy attach-ment of ribs. The interior of box beams must be finished,drained and ventilated. Inspection of interiors is usuallydifficult. The shear load in a box beam is carried by twoplywood webs. By checking shear web allowables it willbe seen that for the same panel size a plywood shearpanel half the thickness of another will carry less thanhalf the shear load which can be carried by the thickerpanel.
"The preceding statement points to an outstandingadvantage of the I-beam since its shear strength is fur-nished by a single shear web rather than the two websrequired of box or double-I beams. Also the I-beamproduces a more efficient connection between the weband flange material than the box beam in cases where theweb becomes buckled before the ultimate load is reached.This is because the clamping action on the webs tends toreduce the possibility of the tension component of thebuckled web cleaving it away from the flange.
"Plain rectangular beams are generally used wherethe saving in weight of the wood-plywood types is notgreat enough to justify the accompanying increase inmanufacturing trouble and cost.
"Routed beams are somewhat lighter than the plainrectangular type for the same strength but not so light aswood-plywood types. Usually the small weight savingdoes not justify the increase in fabrication effort and cost.
"In determining the relative efficiency of any beamtype, reduction in allowable modulus of rupture due toform factors must be considered.
"Since the tension strength of a wood member ismore adversely affected by any type of defect than isany other strength property, it is recommended that all
Continued on next pageSPORT AVIATION 29

ANALYSIS AND COMPARISON . . .Continued from preceding page
tension flanges be laminated in order to minimize the ef-fect of small hidden defects and to avoid the possibilityof objectionable defects remaining hidden in a solidmember of large cross section.
"Although square-laid plywood has been used ex-tensively as shear webs in the past, the trend is to usediagonal plywood because it is more efficient as a shear-carrying material. It is desirable to lay all diagonal ply-wood of an odd number of plies so that the face grain isat right angles to the direction of possible shear buckles.In this way the shear web will carry appreciably higherbuckling and ultimate loads because plywood is muchstiffer in bending in the direction of the face grain andoffers greater resistance to buckling if laid with theface grain across the buckles. This effect is greatest for3-ply material.
(EDITOR'S NOTE: Observe that the above para-graph does not say that square-laid plywood cannot beused; it says that diagonal plywood can be more ef-ficient. This kind of advanced engineering would beuseful in a large or fast airplane, but in an ultra-light,sight should not be lost of the very considerable priceand procurement advantages of square-laid plywood. Ob-viously, web material made of some such plywood as 5-ply marine grade would have very little buckling trouble.The use of vertical stiffeners for rib attachment alsodivides up the web and helps take care of buckling.)
"U splices must be made in the web material, asimple butt joint with backing plate is the poorest meth-od. A simple scarf joint is much better, while a diagonalscarf joint is much the best. If splices are not madebefore assembling the web to the beam, blocking must beprovided behind the splices to afford suitable backingfor the clamps needed to secure adequate gluing pres-sure.
"Shear webs should be reinforced at frequent in-tervals by vertical stiffeners, as the shear strength of theweb depends partly upon stiffener spacing. In additionto their function of stiffening the shear webs, the abilityof beam stiffeners to act as flange spreaders is veryimportant and care must be exercised to obtain a snugfit between the ends of the stiffeners and the beamflanges. External stiffeners for box spars are inefficientbecause of their inability to act as flange spreaders.Stiffeners are usually placed at every rib location to re-sist rib-assembly pressures. Any blocking used to carryfi t t ing loads should be tapered as much as possible toavoid stress concentrations. It is desirable to include afew cross-banded laminations (Plywood? - Ed.) in allblocking in order to reduce the possibility of checking ortearing."
In addition to the above data, much valuable infor-mation can also be found in NACA Report 344, "TheDesign of Plywood Webs for Airplane Wing Beams",1930, by G. W. Trayser. You can borrow a copy for ashort time from National Aeronautics and Space Admin-istration, Technical Information Division, Washington 25,D.C.
The editors of SPORT AVIATION feel that built-upI-beam spars offer distinct possibilities in lowering thematerials cost of light amateur-built airplane construc-tion, but for obvious reasons are publishing this articleprimarily as a thought-provoker. It is the responsibilityof designers to do their own engineering and to performany indicated strength tests before attempting flight inaircraft incorporating I-beam spars of experimental design.
How It Works Out ID PracticeA t about the seme time we received Sgt. Best's article
on I-beam spars, we also had a letter from memberKeith W. Wickett of Auburn, Wash., on the same subject.We print parts of it as a practical note on how built-upspars of carefully selected non-aircraft woods can prove tobe most economical. Readers must of course understandwe are not advocating complete and wholesale changeoverto such construction, but publish this material only tostimulate thought and experimentation.
Says Mr. Wickett:"I am still working on the design details of my pro-
ject, and in this connection I have built some test parts in-cluding an aileron and a box spar of fir. The spar weighs5Vz lbs. and the fir wood and plywood used cost me anestimated one dollar. The aileron is made of a % in. solidfir spar capped with Vs in. mahogany plywood and usingV* in. fir plywood ribs. It cost me sixty cents!
"I thought of wood as a likely material as we haveso much lumber here on the West Coast. Even so, spruceaircraft grades are higher than the proverbial horse'sback, and if I can develop my common-wood techniques toa point where FAA will allow their use, I believe wewould see a major breakthrough in material costs."
Editor's Note. Douglas fir plywood is of questionablesafety for aircraft use, because of the nature of the wood.The trees have many branches, hence many knots, andthe inner plies of fir plywood often contain knots. Inaddition, the several pieces of veneer which make up theinternal laminations are not always butted together per-fectly and you can see voids along the edge of commercialgrade for plywood. While some care is taken to avoidopen knots, splits and voids in the core plies of MarineGrade, you cannot be 100% sure there are no such faultshidden inside. Yet another matter is that when rough ply-wood is put through the finish-sanding drums, they takesome wood off one side, turn the sheets over and runthem through again to get the exact thickness. In a sam-ple of three-ply you are apt to find that one outer ply ismuch thinner than the other, therefore the material willbend or buckle unsymmetrically when used as a shear web.The many kinds of marine plywood made of African andPhilippine mahogany-type woods are so much more uni-form because the trees are less full of knots, and tropicaltrees have no distinct annual rings as do trees in temper-ate climates, hence the grain pattern is more uniform.One firm which specializes in plywoods of all kinds andparticulary the imported ones is Harbor Sales Company,1501 So. Warner St., Baltimore 30, Md. At regular inter-vals they issue a price list, and while they sell primarilyto the trade, sincere aircraft experimenters may find thislist available and a good starting place for hunting downdata on marine mahogany plywoods . . which seems ratherhard to get, as the prime consumers, outboard hull build-ers, have little interest in engineering data.
Some Comparative FiguresAlthough Sitka spruce is considered standard for air-
craft work, there is no law that says it must be used. Thegovernment has and still will approve other species whenit can be shown that a satisfactory level of uniformity,strength and glue adhesion can be maintained. Douglas firand mahogany (a name actually applying to severalspecies of wood from Central America, Africa and thePhilippines) are among the kinds which appear in listsof acceptable substitute, and it is informative to studythis table of characteristics.
Continued on next page30 APRIL 1961

Flying AboutWith EAA
Ardo Maricucci, 1503 Cook St., DePere, Wis., saysthat a strong group of EAA men are in his area and areplanning to start a chapter. In the mill are three SmithMiniplanes which are all well on their way. The fellowsplan to cover them with Ceconite 101 and would like tohear from others who are using it.
Gene Aull, 2085 Elliot St., Merrick, N.Y., is lookingfor a source of USAF crash helmets with visor to usewhile flying his Waco. He also reports that SweebrockAviation Company, Baer Field, Ft. Wayne, Ind., is makingpre-sewn fabric envelopes for the Tailwind, Flut-R-Bug,Cougar and Baby Ace.
In. The flag would bear the association emblem. Anyvolunteers? ? ? ? ?
Harry Dirgo, 613 No. 32nd St., Omaha, Neb., writesthat homebuilding around Omaha is on the increase, thatJack Rogers is building an Emeraude, Bob Schumackerhas the fuselage welded on his two-place Sky-hopper, andthat Jack Rathjun of Ft. Calhoun (9 miles north ofOmaha) is rebuilding a tank powered Curtiss Robin. BillKrechi has completed the wings for his Cougar whileHarry and his friend Ed Miller have been busy restoringtheir Fairchild C-8C of 1934 vintage and a 1933 WacoU.I.C.
Fred K. Harris, 1889 Granada Drive, Concord, Calif.,is compiling complete plans and details for the BleriotMonoplane and Curtiss Biplane. When completed he willoffer them at a nominal fee with a complete material list.He would appreciate hearing from all interested in thisproject.
It has been recommended that an EAA flag be madeso as to be available on the rostrum at the National Fly-
There are some good magazines on the news standsthat will interest you EAAers. The Spring 1961 editionof AIR PROGRESS features "World's Biggest Round-upof Homebuilt Beauties". Twenty seven pages of EAAactivities at the 1960 Rockford Fly-in. Price is 50 cents."The First War Planes", a Fawcett publication availableat 75c is a must if you are a World War I aircraft fan.One hundred and forty four pages jam packed withphotos and endless reading.
ANALYSIS AND COMPARISON . . . Continued /rom preceding page
Wood
Sitka SpruceDouglas Fir
African Mahogany
Wt. PerCH. Ft.
27
3432
FiberStress
6200 Ibs.
8000 Ibs.7900 Ibs.
ModulusRupture
9,400
11,50010,800
ModulusElasticity
130017001860
RatioWorking loadto Max. load
7.8
8.1
8.0
Comp.Parallel
to grain
840
13001400
ShearStrength
750810980
Hardness
440
620
720
As a handy aid for calculating relative weights, hereis a table of the average weight per foot for Sitka sprucestrips:
Size, inches
V4IXt
V8
vlV2
XxXXXXXXXXXX
Vi1/2
1 ...
1 ...2 ...2 ...3 ...4 ...5 ...6 ...
Wt. per ft.in Ibs.
. . .012 ^
. . .024 */<046 3/i
. . .024 s/
. . .092 3X
. . .184 3X
.. .184
. . .276368
.. .460
. . .552
. . .105
» x» XI X» xt x1 X
XXXXxX
1 ..2 ...3 ..4 ..5 ..6 ..1 ..2 ..34 ..5 ..6
. . .141
. . .282
. . .423
.. .564
. . .705
.. .846
. . .189
. . .378.567
.. .756
. . .9451 134 There might be a slight
weight factor to overcome.SPORT AVIATION 31