[American Institute of Aeronautics and Astronautics 43rd AIAA/ASME/ASCE/AHS/ASC Structures,...
7
1 American Institute of Aeronautics and Astronautics AIAA-2002-1367 RIGIDIZABLE MEMBRANES FOR SPACE INFLATABLE STRUCTURES Hiroaki Tsunoda*and Yumi Senbokuya † NTT Network Innovation Laboratories, NTT Corporation 1-1 Hikari-no-oka, Yokosuka-shi, Kanagawa, 239-0847, JAPAN Telephone: +81-468-59-8054, Facsimile: +81-468-59-3351, e-mail: [email protected] Copyright ©2002 by the American Institute of Aeronautics and Astronautics, Inc. All rights reserved. * Senior Research Engineer, Space Structure Research Group, Wireless Systems Innovation Laboratory, Senior Member AIAA. † Engineer, Space Structure Research Group, Wireless Systems Innovation Laboratory, Member AIAA. ABSTRCT Space inflatable structures are being researched and developed to construct large, lightweight structures that are also low-cost. Rigidizing a space inflatable structure after inflation allows it to resist thermal deformation due to temperature variation and the damage caused by space debris or meteoroids. This presaged the need for lightweight and high-flexible rigidizable inflatable structures with good preservability before inflation. This paper proposes two types of rigidizable membranes, both are easy to fold and both retain their properties in storage. One is a one-layer rigidizable membrane that uses triaxial woven fabric impregnated with a long-shelf-life matrix resin. The other is a rigidizable membrane that has very long-term shelf life over a wide temperature range that uses co- woven fabrics. Inflatable structures are fabricated for trial purposes using the two proposed rigidizable membranes. It is confirmed that the inflatable structures achieve inflation deployment and rigidization. To clarify the situations of packing and deployment, inflatable tubes about 9.6 m long are manufactured that are creased specifically to ensure uniform deployment. 1. INTRODUCTION There is an increasing demand for constructing large structures in space due to the increasing rate of space utilization. Space inflatable structures are being researched and developed to construct large, lightweight structures that are also low-cost. In particular, there are several plans to apply inflatable structures to sun shields, solar arrays, and solar sails 1-3 . Another trend is the move towards large antennas, from tens of meters to several kilometers in diameter, for geo-stationary mobile communication satellites, space solar power satellites, and space observation satellites 4-6 . Planar antennas stretched by inflatable support structures offer significant advantages including lightweight, high packaging efficiency, and low development cost. Space inflatable structures make it possible to construct large space structures that strongly differ from the current deployable structures because the inflation approach allow us to dispense with complex deployment mechanisms and mechanical actuators. Rigidizing a space inflatable structure after inflation allows it to resist thermal deformation due to temperature variation and the damage caused by space debris or meteoroids. Truly effective rigidizable space inflatable structures would stimulate the development of new long-term missions. This background explains the recent interest in such structures 7-9 . Rigidizable space inflatable structures must have long shelf lives and excellent foldability. Moreover, it is necessary to clarify the rigidization methods that can achieve the required levels of strength and rigidity. In addition, it is necessary to confirm the validity of membrane design and construction by rigidization experiments, and clarify the influence of membrane construction on stowability and deployment characteristics. From these viewpoints, membrane designs based on thermosetting composite materials, thermoplastic composite materials, and thin aluminum/ polymer laminates have been examined 10 . Most rigidizable membranes are laminates of composite materials and so suffer damage when being folded for storage and being unfolded for deployment. Therefore, it was necessary to find lightweight and high-flexible rigidizable inflatable structures that offered good long shelf lives. This paper proposes two types of rigidizable membranes, both are easy to fold and well retain their 43rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Con 22-25 April 2002, Denver, Colorado AIAA 2002-1367 Copyright © 2002 by the American Institute of Aeronautics and Astronautics, Inc. All rights reserved.
Transcript of [American Institute of Aeronautics and Astronautics 43rd AIAA/ASME/ASCE/AHS/ASC Structures,...

1American Institute of Aeronautics and Astronautics
AIAA-2002-1367RIGIDIZABLE MEMBRANES FOR SPACE INFLATABLE STRUCTURES
Hiroaki Tsunoda*and Yumi Senbokuya†
NTT Network Innovation Laboratories, NTT Corporation
1-1 Hikari-no-oka, Yokosuka-shi, Kanagawa, 239-0847, JAPAN
Telephone: +81-468-59-8054, Facsimile: +81-468-59-3351, e-mail: [email protected]
Copyright ©2002 by the American Institute of Aeronautics and Astronautics, Inc. All rights reserved.
* Senior Research Engineer, Space Structure Research Group, Wireless Systems Innovation Laboratory, SeniorMember AIAA.† Engineer, Space Structure Research Group, Wireless Systems Innovation Laboratory, Member AIAA.
ABSTRCT
Space inflatable structures are being researchedand developed to construct large, lightweight structuresthat are also low-cost. Rigidizing a space inflatablestructure after inflation allows it to resist thermaldeformation due to temperature variation and thedamage caused by space debris or meteoroids. Thispresaged the need for lightweight and high-flexiblerigidizable inflatable structures with good preservabilitybefore inflation. This paper proposes two types ofrigidizable membranes, both are easy to fold and bothretain their properties in storage. One is a one-layerrigidizable membrane that uses triaxial woven fabricimpregnated with a long-shelf-life matrix resin. Theother is a rigidizable membrane that has very long-termshelf life over a wide temperature range that uses co-woven fabrics. Inflatable structures are fabricated fortrial purposes using the two proposed rigidizablemembranes. It is confirmed that the inflatable structuresachieve inflation deployment and rigidization. To clarifythe situations of packing and deployment, inflatabletubes about 9.6 m long are manufactured that are creasedspecifically to ensure uniform deployment.
1. INTRODUCTION
There is an increasing demand for constructinglarge structures in space due to the increasing rate ofspace utilization. Space inflatable structures are beingresearched and developed to construct large, lightweightstructures that are also low-cost. In particular, there areseveral plans to apply inflatable structures to sun shields,solar arrays, and solar sails1-3. Another trend is the movetowards large antennas, from tens of meters to severalkilometers in diameter, for geo-stationary mobilecommunication satellites, space solar power satellites,and space observation satellites4-6. Planar antennas
stretched by inflatable support structures offersignificant advantages including lightweight, highpackaging efficiency, and low development cost.
Space inflatable structures make it possible toconstruct large space structures that strongly differ fromthe current deployable structures because the inflationapproach allow us to dispense with complex deploymentmechanisms and mechanical actuators. Rigidizing aspace inflatable structure after inflation allows it to resistthermal deformation due to temperature variation andthe damage caused by space debris or meteoroids. Trulyeffective rigidizable space inflatable structures wouldstimulate the development of new long-term missions.This background explains the recent interest in suchstructures7-9.
Rigidizable space inflatable structures must havelong shelf lives and excellent foldability. Moreover, itis necessary to clarify the rigidization methods that canachieve the required levels of strength and rigidity. Inaddition, it is necessary to confirm the validity ofmembrane design and construction by rigidizationexperiments, and clarify the influence of membraneconstruction on stowability and deploymentcharacteristics. From these viewpoints, membranedesigns based on thermosetting composite materials,thermoplastic composite materials, and thin aluminum/polymer laminates have been examined10. Mostrigidizable membranes are laminates of compositematerials and so suffer damage when being folded forstorage and being unfolded for deployment. Therefore,it was necessary to find lightweight and high-flexiblerigidizable inflatable structures that offered good longshelf lives.
This paper proposes two types of rigidizablemembranes, both are easy to fold and well retain their
43rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Con22-25 April 2002, Denver, Colorado
AIAA 2002-1367
Copyright © 2002 by the American Institute of Aeronautics and Astronautics, Inc. All rights reserved.

2American Institute of Aeronautics and Astronautics
properties during storage. One is a one-layer rigidizablemembrane that uses triaxial woven fabric impregnatedwith a long-shelf-life (at room temperature) matrix resin;the fabric has quasi-isotropic characteristics. The otheris a rigidizable membrane that has a very long-term shelflife over a wide temperature range. It uses co-wovenfabric; woven fibrous thermoplastics (the matrix resin)are interlayered with reinforcement fibers such as thoseof glass, carbon, or aramid. Inflatable structures werefabricated using these two types of membranes for thetest purposes, and the results of an evaluation of theirrigidization characteristics are described.
2. PROPOSED RIGIDIZATION METHOD OFSPACE INFLATABLE STRUCTURES
2.1 Requirements for Rigidizable Membranes
Methods of rigidizing inflatable structures fallinto two categories. One method is filling the inside ofthe inflatable structure with a permanent foaming agent.The other method is rigidizing the membrane of theinflatable structure by chemical reaction or metaldeformation. The use of urethane foam is a typicalexample of the former type. Inflation and rigidizationcan be done continuously with this approach.Unfortunately, the filled volume and mass can becomeexcessive when applied to large inflatable structures.Moreover, it is difficult to control filling the urethanefoam uniformly in a complex inflatable structure. Forthis reason, it is difficult to achieve space structuresthat are highly accurate. It seems that the foamingapproach suits only small simple space structures.Therefore, we have decided to focus on the latter typeof rigidization method.
With the goal of rigidizing inflatable structureswith rigidizable membranes, various rigidizationmethods have been proposed such as thermally curedthermosetting composites, cool rigidization, UV-curedthermosetting composites, and aluminum/ polymerlaminates. Each rigidization method has its own meritsand demerits. If, however, the structure has dimensionsof the order of tens of meters, foldability and shelf lifeat room temperature become important evaluationparameters. Current rigidization methods assume alaminated rigidizable membrane of composite materialbecause such membranes generally require isotropiccharacteristics. However, this causes the difficulty infolding because the membrane becomes too thick.Moreover, most composite materials with standard resinhave significant surface tack and so tend to resistunfolding. Another problem is that most matrix resinshave short shelf life at room temperature. Therefore,satellites that use inflatable structures have severehandling restrictions, from storage to assembly andlaunch. From such a viewpoint, space inflatablestructures are required to be folded easily for launch,
and to offer a long-shelf-life at room temperature.
2.2 Rigidizing Membrane Using Triaxial Woven FabricComposite
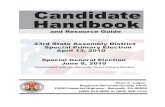
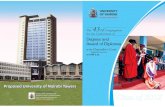
Using single layer materials could solve severalproblems with rigidizable membranes. However, theconventional composite, which is the biaxial wovenfabric composite (see Fig. 1), is distorted during foldingand unfolding due to the anisotropic characteristics.Moreover, single layer membranes are generally toothin to achieve the desired rigidity and the strength afterrigidization. We solved this problem by using the triaxialwoven fabrics impregnated with matrix resin (see Fig.2) to realize the rigidizing membranes. The triaxialwoven fabrics are woven bundles of carbon fibers withintersection angles of 60 degrees. Therefore, they showquasi-isotropic characteristics.
In this study, a one layer 0.56 mm- thick prepregwas constructed by using a thermosetting matrix resinto be impregnated with a woven fabric consisting of 16gauge thread, each of which contained six thousand 7µm carbon fibers. This triaxial woven fabric compositeyields a lighter structure than can be achieved withbiaxial woven fabrics of the same thickness because
Fig. 1 Biaxial woven fabric composite.
Fig. 2 Triaxial woven fabric composite.

3American Institute of Aeronautics and Astronautics
this fabric is a mesh (see Fig. 2)11. Areal density of 293g/m2 was achieved in a trial manufacturing run. A longshelf-life thermosetting matrix resin (epoxy resin) thatsets at temperatures from 150 to 180 °C was used to beimpregnated with the triaxial woven fabric. Heating timeis over 90 minutes. This prepreg has very low tack.
2.3 Rigidizing Membrane Using Thermally PlasticizingCo-woven Fabric
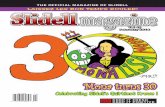
One method that offers a longer shelf life thanusing thermosetting matrix resin involves the use ofthermoplastic materials. Such materials must besoftened by heating before inflation because they arerigid at room temperature. To solve this problem, ourproposed method uses co-woven fabrics; thermoplasticsare, as fibrous strings, interwoven with reinforcementfibers as shown in Fig. 3. This structure has a very long-term shelf life over a wide temperature range. Co-wovenfabrics offer several advantages: they fold freely becausethey are as flexible as regular cloth, they have no tack,and folding does not damage the rigidizable membrane.Therefore, co-woven fabrics are suitable for use in spaceinflatable structures. On the other hand, laminates withmore than three layers are necessary because each clothbecomes a uni-directional material after rigidization.
The co-woven fabrics consist of glass fibers andthermoplastic polymer in a continuous multifilamentform. The co-weave technique unites the glass andpolyamide multifilament yarns during the weavingoperation. Thermoplastic yarns are woven with glassyarns to form a fabric. After melting the thermoplasticyarns, uni-directional fabric composite was obtained forthe rigidized membrane. Therefore, uni-directionalfabric was investigated in this study. In uni-directional
fabric, only glass filaments are woven in the warpdirection while polyamide filaments are used in the woofdirection.
This study examined the co-woven fabric shownin Fig. 3. The woof was 15 strings of glass fiber whilethe warp was 25 strings of polyamide fiber. It isnecessary to heat the co-woven fabrics above themelting point of polyamide (225 °C) before cooling toachieve rigidization. During rigidization, it is necessaryto pressurize the membrane to force the melting resininto the glass fiber12.
3. MEMBRANE CONSTRUCTION OFRIGIDIZABLE INFLATABLE STRUCTURES
3.1 Membrane Construction Using Triaxial WovenFabric Composite
A simple 2-m long inflatable tube was fabricatedusing the triaxial woven fabric described in section 2.2for trial purposes. As shown in Fig. 4, the membraneconsisted of, from the inside, a gas barrier layer, therigidizing layer, separation sheet, and thermal insulationblankets; the rigidizing layer is not expected to be gasbarrier. Figure 5 shows the inner two layers before andafter the inflation and the rigidization. Using a one plyrigidizing layer makes dimensional stability easier toachieve during deployment. Details of the fabricatedinflatable tubes are listed in Table 1.
3.2 Membrane Construction Using ThermallyPlasticizing Co-woven Fabric
An inflatable tube with longer shelf life before
Fig. 3 Thermally plasticizing co-woven fabric.
Woof: Polyamide fiberWarp: Glass fiber
Fig. 4 Membrane construction of inflatable structureusing triaxial woven fabric composite11.
Rigidizing layer (one layer)(Triaxial woven fabric composite; 0.56 mm-thick)
Thermal insulation blankets (10 layers)
Separation sheet
Gas barrier layer(Polyimide film; 50 µm-thick)
Rigidizing layer (one layer)(Triaxial woven fabric composite; 0.56 mm-thick)

4American Institute of Aeronautics and Astronautics
inflation was fabricated using the thermally plasticizingco-woven fabric described in section 2.3 for trialpurposes. Figure 6 shows that the membrane of theinflatable tube consisted of a gas barrier layer (0.05 mmthick FEP (Perfluoroethylenepropylene copolymer), therigidizing layer (4 layers of co-woven fabric with fiber
directions of 0°, ± 45°, and 90°), and an outer restraininglayer (0.1 mm thick glass fiber fabric impregnated witha Teflon resin). The restraining layer is slightly smallerthan the gas barrier layer so that the latter pushes againstthe former when pressurized.
The inflatable tube was heated in a furnace andthe temperature at three points on the inflatable tubewas measured to maintain the tube temperature at 230°C or above. After the lowest temperature rose over 230°C, the inflatable tube was left in the furnace for tenminutes after which the furnace was switched off andthe inflatable tube was left to cool down to roomtemperature. During this process, the inflatable tube waspressurized at 1 atmosphere ambient pressure. Innerpressure was monitored by a pressure gauge. Theinflatable tube had a diameter of 140 mm and length of160 mm as shown in Fig. 7. A summary of theprocessing conditions used is shown in Table 2. Afterthis rigidization process, complete rigidization wasconfirmed over the entire inflatable tube; allthermoplastic fibers melted and wetted out the glassfibers. The test results indicate that this method iseffective for this type of inflatable tube. We note,however, that this test used a furnace, not the film heater
Fig. 6 Membrane construction of inflatable structureusing co-woven fabric.
Fig. 5 Rigidizable inflatable tube using triaxial wovenfabric composite.
Table 1 Parameters and rigidizing condition ofrigidizable inflatable tube using triaxial woven fabric
composite.
Tube diameter, mmTube length, mmMass, gAreal density of rigidizing layer, g/m2
Rigidization conditionTemperature, °CTime, minutes
Inflation pressure, kPa
1502000415293
160-180
1204
Rigidizing layer: triaxial woven fabric composite(0.56 mm-thick)
Gas barrier layer: polyimide film (50 µ m-thick)
Before inflation and rigidization
After inflation and rigidization
Restraining layer(Glass fiber fabric impregnated with a Teflon resin; 0.1 mm-thick)
Rigidizing layer (4 layers)(Thermally plasticizing co-woven fabric)
Gas barrier layer(FEP film; 50 µm-thick)
Fig. 7 Rigidizable inflatable tube using thermallyplasticizing co-woven fabric12.
160
mm
After rigidization
Before rigidization
φ 140 mm

5American Institute of Aeronautics and Astronautics
that would have to be used in space.
4. Inflatable Tube with Length of 9.6 m
The conditions of each rigidization method wereclarified by the trials described in the preceding chapter.It is remained to assess the durability and foldability ofthe corresponding inflatable structures. This chapterdescribes the folding and unfolding conditions ofinflatable tubes of about 9.6 m in length and 300 mm indiameter.
4.1 Inflatable Tube Using Triaxial Woven FabricComposite
An inflatable tube with length of 9.6 m was madeby using a single layer of triaxial woven fabriccomposite as the rigidizing membrane. Figure 8 showshow the gas barrier layer and rigidizing layer werefolded. In the trial, the gas barrier layer was formed bya single 0.05 mm thick polyimide film with the longseam joined by polyimide adhesive tape. The use ofthis tape distorts the overall shape of the inflated tube
Tube diameter, mmTube length, mmMass, gAreal density of rigidizing layer, g/m2
Heating condition Maximum Temperature, °C Holding Time, minutesInflation pressure, kPa
14016070
995
255
519.6
Table 2 Parameters and rigidizing condition ofrigidizable inflatable tube using thermally
plasticizing co-woven fabric.
9628
939
Unit: mm
Mountain fold Valley fold Overlap: Silicone rubber adhesive
(b) Rigidizing layer.
Fig. 8 Folding pattern of 9.6 m-long inflatable tube using triaxial woven fabric composite.
(a) Gas barrier layer (0. 05 mm-thick polyimide film).
because the tube is thicker through the taped join. Threesimilar polyimide tapes were added to the outside ofthe barrier at symmetrical locations (90 degree spacing)to make the cross-section of the barrier moresymmetrical. The rigidizing layer is sized so that thegas barrier layer pushes against it strongly at the inflationpressure of 4 kPa. The long seam of the rigidizing layeris secured by silicon adhesive. Figure 9 shows how theridigizing layer with the gas barrier layer was folded.
A space inflatable structure might experienceanomalous deployment in space if there is residual gaswithin the structure, so it is preferable to exhaust theinternal gas when folding and stowing the inflatablestructure. The absolute minimum stowed volume wasobtained by putting the inflatable tube into a vacuumbag and applying a negative pressure of -10 kPa. Table3 shows the measured size. It is clarified that the packingfactor (folding volume/ unfolding volume) is 1.60 %.The measured mass of the gas barrier layer andrigidizing layer was 3711 g.
4.2 Inflatable Tube Using Thermally Plasticizing Co-Woven Fabric
Another 9.6 m inflatable tube was made for trialpurposes by using the co-woven fabric previouslydescribed as the rigidizing layer. The fold patternsfollowed those described in section 4.1. Figure 10 showsthe assembly drawing of the gas barrier layer and therigidizing layer. The rigidizing layer is mounted onlyon the part of 4 meters among the total lengths of 9.6meters. In this trial, the gas barrier layer was 0.05 mmthick FEP film. Because this structure requires highertemperature to be rigidized, the long seam of the gasbarrier layer was thermally welded. The rigidizing layer
9670
939
Unit: mm
Polyimide adhesive tape
Mountain fold Valley fold

6American Institute of Aeronautics and Astronautics
Fig. 9 Folding and unfolding conditions of 9.6 m-long inflatable tube using triaxial woven fabric
composite.
Folded Size, mm Height, mm Volume, mm3
Unfolded Diameter, mm Length, mm Volume, mm3
Mass (estimated) Gas barrier layer, g Rigidizing layer, g Others, g Total, gMass (measured) Total, g
335 x 33597.1
1.09 x 107
3009670
6.83 x 108
67328331883694
3711
Table 3 Size and mass of 9.6-m long inflatable tubeusing triaxial woven fabric composite.
Folded
Unfolded
9670 mm
φ 300 mm
Folded
Unfolded
Rigidizing layer
Gas barrier layer
End fitting
Restraining layer
9670 mm
4000 mm
φ 300
mm
(Restraining layer is not drawn in this figure.)
Fig. 10 Configuration of 9.6 m-long inflatable tubeusing thermally plasticizing co-woven fabric.
consisted of four-layers of heat plasticizing co-wovenfabrics. The co-woven layers were attached by pointwelding. They have no tack at room temperature.Polyimide film, which simulates the restraining layerwith the film heater, was attached to the rigidizing layer.Figure 11 shows folding and unfolding configurationof the fabricated inflatable structure. Table 4 shows themeasured size. It is clarified that the packing factor is4.2 % when the rigidizing layer is mounted on the wholelength.
5. CONCLUSIONS
This paper proposed two kinds of rigidizablemembranes for space inflatable structures; both offerlow tack and long shelf life. One is a single layer oftriaxial woven fabric consisting of carbon fiberimpregnated with thermosetting matrix resin; the fabricis quasi-isotropic. The other is a thermally plasticizingco-woven fabric that combines polyamide fibers withglass fibers. This second membrane offers excellentflexibility with an extremely long shelf life. Simpleinflatable structures were constructed using both typesof membranes and tested to ensure completerigidization. The inflatable structure, a 2-m longinflatable tube, used the triaxial woven fabric; it wasformed by pressurization and rigidized by heating. Thistrial showed that the temperature and time needed forcomplete deployment. The inflatable structure, a 160-mm long inflatable tube, used co-woven fabric wasinflated and held at a uniform temperature in a furnaceand then cooled. The complete rigidization wasachieved. The durability and foldability of the inflatablestructures based on these two membranes wereevaluated in the trials. Folding and unfolding conditionswere evaluated by constructing 9.6-m long inflatabletubes. The inflatable tubes were found to be deployed

7American Institute of Aeronautics and Astronautics
Folded
Unfolded
9670 mm
φ 300 mm
Fig. 11 Folding and unfolding conditions of 9.6 m-long inflatable tube using thermally plasticizing co-
woven fabric.
Table 4 Size and mass of 9.6-m long inflatable tubeusing thermally plasticizing co-woven fabric.
smoothly, and no damage was observed. These resultslead us to the conclusion that these two rigidizingmembranes are suitable for inflatable structures.
References
1Fang, H. and Lou, M. C., "Analytical Characterizationof Space Inflatable Structures - An Overview,"Proceedings of 40th AIAA/ASME/ASCE/AHS/ASCStructures, Structural Dynamics, and Materials
Conference, AIAA-99-1272, (1999), pp. 718-728, St.Louis, MO.2Grahne, M. S., Cadogan, D. P., and Lin, J. K.,"Inflatable Solar Arrays - Concept to Reality," 50thInternational Astronautical Congress, IAF-99-I.1.09,Oct. 4-8 (1999), Amsterdam, The Netherlands.3Greschik, G. and Mikulas, M. M., "Design Study of aAquare Solar Sail Architecture," Proceedings of 42ndAIAA/ASME/ASCE/AHS/ASC Structures, StructuralDynamics, and Materials Conference, AIAA-2001-1259, (2001), Seattle, WA.4Njoku, E. G., Rahmat-Samii, Y., Sercel, J., Wilson,W. J, and Moghaddam, M., "Evaluation of an InflatableAntenna Concept for Microwave Sensing of SoilMoisture and Ocean Salinity," IEEE Transactions onGeoscience and Remote Sensing, Vol. 37, No. 1, (1999),pp. 63-78.5Kaya,N., "New Retrodirective Antenna for SPS ofSandwich Type," 48th International AstronauticalCongress, IAF-97-R.2.07, (1997), Turin, Italy.6Tsunoda, H. and Senbokuya, Y., "Shape Measurementof a Flat Stretched Lightweight Membrane for PlanarAntenna Structure," Proceedings of 42nd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, andMaterials Conference, AIAA-2001-1597 (2001-4).7Cadogan, D. P., and Scarborough, S. E., "RigidizableMaterials for Use in Gossamer Space InflatableStructures," Proceedings of 42nd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, andMaterials Conference, AIAA-2001-1417, (2001),Seattle, WA.8Higuchi, K., Natori, M. C., Hatta, H., and Yokota, T.,"Inflatable Space Rigidized Structure: Adaptivity andFundamental Experiment," Proceedings of 20thInternational Symposium on Space Technology andScience, ISTS-96-b-11v (1996), pp. 396-401, Gifu,JAPAN.9Alfred, R., Harran, L., Hoyt, A., McElroy, R., Wise,R., and Michael, L., "Inflatable Spacecraft usingRigidization-on-Command Concept," Proceedings of41st AIAA/ASME/ASCE/AHS/ASC Structures,Structural Dynamics, and Materials Conference, AIAA-2000-1637, (2000), Atlanta, GA.10Cadogan, D., Grahne, M., and Mikulas, M., "InflatableSpace Structures: A New Paradigm for Space StructureDesign," 49th International Astronautical Congress,IAF-98-I.1.02, (1998), Melbourne, Australia.11Watanabe, A., Kubomura, K., Senbokuya, Y., andTsunoda, H., "A Study of Triaxial Woven Fabrics forthe Space Inflatable Structure," Proceedings of 7th JapanInternational SAMPE Symposium & Exhibits, pp. 287-290, Tokyo, JAPAN.12Matsuoka, S., Nakamura, H., Senbokuya, Y., andTsunoda, H., "Applying Thermoplastic Composite toSpace Inflatable Structure," Proceedings of 7th JapanInternational SAMPE Symposium & Exhibits, pp. 291-294, Tokyo, JAPAN.
Folded Size, mm Height, mm
Volume, mm3
Unfolded Daimeter, mm Length, mm
Volume, mm3
Mass (estimated) Gas barrier layer, g Rigidizing layer, g Outer layer, g Total, gMass (measured) Total, g
330 x 335215 (260)a
2.38 (2.87)a x 107
3009670
6.83 x 108
10352934 (7062)a
12355204 (9332)a, b
5548 (10015)a, b
aIn case of applying rigidizing layer over total length.bWithout end fitting.