Aero Engine Test Experience With CMSX-4® Alloy Single Crystal ...
12
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 345 E. 47th St., New York, N.Y. 10017 jr The Society shall not be responsible for statements or opinions advanced in i papers or discussion at meetings of the Society or of its Divisions or Sections, m ® or printed in its publications. Discussion is printed only if the paper is pub- lished in an ASME Journal. Papers are available from ASME for 15 months after the meeting. Printed in U.S.A. 94-GT-169 AERO ENGINE TEST EXPERIENCE WITH CMSX-4 ® ALLOY SINGLE CRYSTAL TURBINE BLADES Keith P. L. Fullagar, Robert W. Broomfield, and Mark Hulands Aerospace Group Rolls-Royce plc Derby, United Kingdom Ken Harris, Gary L. Erickson, and Steven L. Sikkenga SPS Technologies Cannon -Muskegon Corporation Muskegon, Michigan ABSTRACT A team approach involving a turbine engine company [Rolls-Royce], its single crystal casting facilities and a superalloy developer and ingot manufacturer [Cannon- Muskegon], utilizing the concepts of simultaneous engineering, has been used to successfully develop CMSX- 4 alloy for turbine blade applications. CMSX-4 alloy is a second generation nickel-base single crystal superalloy containing 3% (wt) rhenium (Re) and 70% volume fraction of the coherent y precipitate strengthening phase. Its finely balanced composition offers an attractive range of properties for turbine airfoil applications. In particular the alloy's combination of high strength in relation to creep- rupture, mechanical and thermal fatigue, good phase stability following extensive high temperature, stressed exposure and oxidation, hot corrosion and coating performance, are attractive for turbine engine applications where engine performance and turbine airfoil durability are of prime importance. The paper details the single crystal casting process and heat treatment manufacturing development for turbine blades in CMSX-4 alloy. Competitive single crystal casting yields are being achieved in production and extensive vacuum heat treatment experience confirms CMSX-4 alloy to have a practical production solution heat treat / homogenization "window". The creep-rupture data-base on CMSX-4 alloy now includes 325 data points from seventeen heats including fourteen 3630 kg (8000 Ib) production size heats. An appreciable portion of this data was machined-from-blade (MFB) properties which indicate turbine blade component capabilities based on single crystal casting process, component configuration and heat treatment. The use of hot-isostatic-pressing (HIP) has been shown to eliminate single crystal casting micropores which along with the CMSX-2m. CMSX3°, CMSX<m and CMSX-60 are rogistemd trademarks of the Cannon. oskegon Corporation. Lamilloym and CastCooW are registered trademarks of Allison Engine Company. essential absence of y/y' eutectic phase, carbides, stable oxide, nitride and sulphide inclusions results in remarkably high mechanical fatigue properties, with smooth and particularly notched specimens. The Re addition has been shown to not only benefit creep and mechanical fatigue strength (with and without HIP), but also bare oxidation, hot corrosion (sulphidation) and coating performance. The high level of balanced properties determined by extensive laboratory evaluation has been confirmed during engine testing the Rolls-Royce Pegasus turbofan. NOMENCLATURE y - Gamma phase y' - Gamma prime phase MFB - Machined - from - blade HP - High pressure IP - Intermediate pressure EFH - Engine flight hours HCF - High cycle fatigue LCF - Low cycle fatigue TOP - Topologically - close - packed phase SEM - Scanning electron microscope TEM - Transmission electron microscope TTT - Transformation - time - temperature curve H, - Frequency in cycles per sec. KT - Stress concentration factor TFCIL - Thermal fatigue crack initiation life TF - Thermal fatigue SOT - Stator vane outlet gas temperature ASMET - Accelerated simulated mission endurance test C - Carbon S - Sulfur [N] - Combined nitrogen [O] - Combined oxygen ISA - International Standard Atmosphere (15°C) Presented at the International Gas Turbine and Aeroengine Congress and Exposition The Hague, Netherlands — June 13-16, 1994 This paper has been accepted for publication in the Transactions of the ASME Discussion of it will be accepted at ASME Headquarters until September 30, 1994 Copyright © 1994 by ASME Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
Transcript of Aero Engine Test Experience With CMSX-4® Alloy Single Crystal ...

THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS345 E. 47th St., New York, N.Y. 10017
jr The Society shall not be responsible for statements or opinions advanced ini papers or discussion at meetings of the Society or of its Divisions or Sections,m ® or printed in its publications. Discussion is printed only if the paper is pub-
lished in an ASME Journal. Papers are available from ASME for 15 monthsafter the meeting.
Printed in U.S.A.
94-GT-169
AERO ENGINE TEST EXPERIENCE WITH CMSX-4 ®ALLOY SINGLE CRYSTAL TURBINE BLADES
Keith P. L. Fullagar, Robert W. Broomfield, and Mark HulandsAerospace Group
Rolls-Royce plcDerby, United Kingdom
Ken Harris, Gary L. Erickson, and Steven L. SikkengaSPS Technologies
Cannon-Muskegon CorporationMuskegon, Michigan
ABSTRACTA team approach involving a turbine engine company
[Rolls-Royce], its single crystal casting facilities and asuperalloy developer and ingot manufacturer [Cannon-Muskegon], utilizing the concepts of simultaneousengineering, has been used to successfully develop CMSX-4 alloy for turbine blade applications. CMSX-4 alloy is asecond generation nickel-base single crystal superalloycontaining 3% (wt) rhenium (Re) and 70% volume fractionof the coherent y precipitate strengthening phase. Its finelybalanced composition offers an attractive range ofproperties for turbine airfoil applications. In particular thealloy's combination of high strength in relation to creep-rupture, mechanical and thermal fatigue, good phasestability following extensive high temperature, stressedexposure and oxidation, hot corrosion and coatingperformance, are attractive for turbine engine applicationswhere engine performance and turbine airfoil durability areof prime importance.
The paper details the single crystal casting process andheat treatment manufacturing development for turbineblades in CMSX-4 alloy. Competitive single crystal castingyields are being achieved in production and extensivevacuum heat treatment experience confirms CMSX-4 alloyto have a practical production solution heat treat /homogenization "window".
The creep-rupture data-base on CMSX-4 alloy nowincludes 325 data points from seventeen heats includingfourteen 3630 kg (8000 Ib) production size heats. Anappreciable portion of this data was machined-from-blade(MFB) properties which indicate turbine blade componentcapabilities based on single crystal casting process,component configuration and heat treatment. The use ofhot-isostatic-pressing (HIP) has been shown to eliminatesingle crystal casting micropores which along with the
CMSX-2m. CMSX3°, CMSX<m and CMSX-60 are rogistemd trademarks of the Cannon. oskegon Corporation.Lamilloym and CastCooW are registered trademarks of Allison Engine Company.
essential absence of y/y' eutectic phase, carbides, stableoxide, nitride and sulphide inclusions results in remarkablyhigh mechanical fatigue properties, with smooth andparticularly notched specimens. The Re addition has beenshown to not only benefit creep and mechanical fatiguestrength (with and without HIP), but also bare oxidation, hotcorrosion (sulphidation) and coating performance.
The high level of balanced properties determined byextensive laboratory evaluation has been confirmed duringengine testing the Rolls-Royce Pegasus turbofan.
NOMENCLATUREy - Gamma phasey' - Gamma prime phaseMFB - Machined - from - bladeHP - High pressureIP - Intermediate pressureEFH - Engine flight hoursHCF - High cycle fatigueLCF - Low cycle fatigueTOP - Topologically - close - packed phaseSEM - Scanning electron microscopeTEM - Transmission electron microscopeTTT - Transformation - time - temperature curveH, - Frequency in cycles per sec.KT - Stress concentration factorTFCIL - Thermal fatigue crack initiation lifeTF - Thermal fatigueSOT - Stator vane outlet gas temperatureASMET - Accelerated simulated mission endurance testC - CarbonS - Sulfur[N] - Combined nitrogen[O] - Combined oxygenISA - International Standard Atmosphere (15°C)
Presented at the International Gas Turbine and Aeroengine Congress and ExpositionThe Hague, Netherlands — June 13-16, 1994
This paper has been accepted for publication in the Transactions of the ASMEDiscussion of it will be accepted at ASME Headquarters until September 30, 1994
Copyright © 1994 by ASME
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

INTRODUCTIONIncreased operating temperatures and higher rotational
speeds resulting in increased component stresses, areprimary goals in the continuing development of the gasturbine to provide improved fuel efficiency and power-to-weight performance. Cost reduction, from improvements inturbine component producibility and process yield, andthrough gains in airfoil component durability, is an additionalobjective.
During the last 15 years, turbine inlet temperatures haveincreased by 278 °C (500°F). About half of this increase isdue to a more efficient design for the air cooling of turbineblades and vanes, while the other half is due to improvedsuperalloys and casting processes (1).
The greatest advances in metal temperature and stresscapability for turbine blades in the last 30 years has beenthe result of the development of single crystal superalloy,casting process and engine application technologypioneered by Pratt and Whitney Aircraft (PWA) (2 through20 inclusive).
PWA reports (21) that the Fl00-PW-220 fighter enginehas an increased durability core section which makes amajor contribution to the PW-220's record of safety andreliability, with a shop visit rate of only 2.2 occurrences per1000 engine flight hours (EFH) [U.S. Air Force Service], in-flight shutdowns of 0.026 per 1000 EFH, 95% fully missioncapable, 0.6 maintenance manhours (base level) per EFH,proven in seven and a half years and greater than 750,000EFH of service. The engine core which features 1st and2nd stage single crystal blades and vanes in PWA 1480alloy (2), is approved and has demonstrated 4000 cyclesbefore required hot-section inspection. The Turbo-Union[Rolls Royce, MTU & Fiat] RB-199 engine now utilizes SRR99 alloy (6, 7) for the single crystal HP and IP turbineblades which have demonstrated excellent performance inservice in arduous desert conditions.
The compositions of the first generation single crystalsuperalloys which have attained turbine engine applicationstatus are shown in Table I. These alloys are characterizedby similar creep-rupture strength. However, they exhibitdiffering single crystal castability, residual gamma/gammaprime (y/y') eutectic phase content following solutioning,propensity for recrystallization during solution heattreatment, absence or presence of carbides, impact andmechanical fatigue properties (HCF & LCF), environ mentaloxidation and hot corrosion properties and density.
Turbine engine experience with the first generation singlecrystal alloys has resulted in process developments beingcombined with second generation alloy development, toimprove and maximize overall properties of the turbineairfoil components (23). Microstructures can be optimizedto be fully solutioned and HIP'ed, to contain neither y/y'eutectic phase, nor regions of incipient melting, carbides,nor microporosity (23, 24). The published compositions ofthe second generation single crystal alloys are shown inTable II.
First Generation Single Crystal SuperalloysNominal Composition, wt. %
Alloy Cr Co Mo W Ta V Cb(Nb)
AI Ti HI Ni kg/dm°
PWA 1480 (2) 10 5 - 4 12 - - 5.0 1.5 - BAL 8.70
Ren6 N-4 (3,4) 9 8 2 6 4 - .5 3.7 4.2 - BAL. 8.56
SRR 99 (6,7) 8 5 . 10 3 - - 5.5 2.2 - BAI. 8.56
RR 2000 (6,7) 10 15 3 - 1 - 5.5 4.0 - BAL 7.87
AM1 (9) 8 6 2 6 9 - - 5.2 1.2 - BAL 8.59
AM3 (20) 8 6 2 5 4 - - 6.0 2.0 BAL 825
CMSX-2 (12,15) 8 5 .6 B 6 - - 5.6 1.0 - BAL 8.56
CMSX-r (12,15) 8 5 .6 8 6 - - 5.6 1.0 .1 BAL 8.56
CMSX-6 (16) 10 5 3 - 2 - - 4.8 4.7 .1 BAL 7.98
AF 56 (8) 12 8 2 4 5 - - 3.4 4.2 • BAL 825
TABLE
Second Generation Single Crystal Alloys
Nominal Composition, wt. % DensityAlloy Cr Co Mo W Ta Re Al Ti HI Ni kg/r°
CMSX-4' (23.24) 6.5 9 .6 6 6.5 3 5.6 1.0 .1 SAL 8.70
PWA 1484 (18) 5 10 2 6 9 3 5.6 - .1 BAL 8.95
SC 180(34) 5 10 2 5 &5 3 5.2 1.0 .1 BAL 8.84
MC2 (35) 8 5 2 8 6 - 5.0 1.5 - SAL 8.63
Rene N-5 (22) 7 8 2 5 7 3 6.2 - .2 BAL NA
TABLE II
The Rolls-Royce Pegasus vectored-thrust turbofanpowers all variants of the British Aerospace / McDonnellDouglas Harrier short take-off and vertical landing (STOVL)aircraft (Fig 1). It features high thrust-to-weight ratio, singleengine simplicity, fast throttle response, contra-rotating HPand LP spools to minimize gyroscopic couple, high flow HPair bleed for the aircraft reaction control system andswivelling exhaust nozzles for vectored thrust - swept arc of98° and other important design features shown in Fig. 2.
The Pegasus 11-61 (designated the F 402-RR-408 in theU.S.) is the latest and most powerful variant of the engine.Rated at 105.3 KN (23,690 lb.) thrust at ISA + 15°C, thesignificant thrust increase over earlier variants improves theshort take-off performance of the Harrier II particularly in hotand high conditions by over 20%, specific excess power at1524 meters (5000 ft)/Mach 0.75 by 85% and verticallanding (VL) payload on a tropical day by 100% with a 10%improvement in VL aircraft weight.
The Harrier II [AV-8B] STOVL close support mission isparticularly arduous for the engine with mufti-cycle, hightemperature lift conditions with some hot gas ingestion,combined with high power combat maneuvering. Theturbine blades and coatings are given a "hard ride" in termsof high temperature creep, thermal and mechanical fatigue,oxidation and hot corrosion (sulphidation). Hot corrosion isof concern to ship-embarked Harrier operations. This
2
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

Radar-equipped Harrier II Plus
FIG.1
Pegasus Vectored-thrust Powerplant• Thrust from front and rear nozzles approximately equal• Engine thrust centre close to aircraft centre of gravity
IuI:igir
Front nozzle Reaction Thrust Rear nozzlethrust control centre thrust
duct
FIG. 2
application seemed ideal to evaluate the single crystalturbine blade capabilities of CMSX-4 alloy (13, 23, 24, 25).CMSX-4 was selected by Rolls-Royce on the basis of bothoverall combination of properties and the performance of asingle uncoated blade in an early Adour enginedemonstrator unit. This single crystal, complex cooledblade ran for 8745 idle-max. cycles at a 1st stage vaneoutlet max. gas temperature of 1800-1850°K [1527°C(2781°F) - 1577°C (2871°F)] and was deemed suitable forfurther running based on post-engine test examination.
ALLOY MELTINGThe optimized vacuum induction refining procedures
developed for CMSX-2© and CMSX-3® alloys and discussedin (12), were used to produce the twenty-three V-3 furnace8000 lb. (3630 kg) heats of CMSX-4 alloy, melted to date(November 1993). Table III shows the C, S, [N] and [0]contents of these heats which include three 50% revert/50%virgin heats. Studies by several single crystal castersdemonstrate that high [N] and [0] levels in single crystalsuperalloy ingot adversely affect single crystal casting yielddue to grain defects (26). The presence of [0], [N] and Smaster alloy impurities are known to transfer non-metallicinclusions, such as aluminum oxide, and nitrides andsulfides of tantalum and titanium, to single crystal parts(27).
The extensive development of the vacuum inductionrefining process for the CMSX-4 alloy ingot combined withclean single crystal casting processes have resulted in both
3
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

CMSX-4`*' Alloy 8000 lb. (3630 kg)V-3 Furnace 100% Virgin Heats
C, S, [N] & [0] Contents (wt. ppm)C S [N] [O]
Heat ppm ppm ppm ppm
V7927 20 6 3 1V8053 19 5 2 1V5054 15 6 3 1
V 8154 21 3 2 2V8194 17 4 2 2V 8195 18 4 2 2V8256 15 2 1 1V8276 19 2 1 2V8277 20 2 1 2V 8291 14 2 1 2V 8311 17 2 1 2V8312 19 2 1 2V8330 24 2 2 1V 8331* 18 2 2 2V 8351 21 2 1 1V8393 24 3 1 2V8394° 32 4 1 2V8432 19 2 1 2V8433 19 2 1 2V8455 23 2 1 2V8479 21 2 1 2V 8480 17 1 1 1V8481* 17 2 2 1
*50% virgin/50% foundry revert heats
TABLE III
clean alloy and airfoil castings in terms of stable oxidedross or refractory inclusions. This is confirmed byproduction of over 30,000 single crystal turbine airfoilcastings ranging from 0.25 mm (0.010) thick Lamilloy©crystalfoils, hybrid CastCool® blades and vanes, to largeshrouded turbine blades up to 160 mm (6.3 ins.) in lengthfor the new 80,000 lb. thrust commercial turbofan engines,with attendant high process yields and low levels of graindefects (23).
MANUFACTURING DEVELOPMENTThe Rolls-Royce (RR) Company Research &
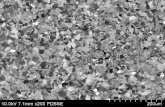
Development Foundry (CRDF) collaborated with Cannon-Muskegon (CM) during the engineering development stageof CMSX-4 alloy (circa 1987) through to finalizing the aimchemistry in 1989. The aim chemistry optimization phasetargeted maximization of creep-rupture response of the alloyutilizing multi-step 99% + solution heat treatmentprocedures (28), optimized high temperature ageing heattreatment (29) and ensuring alloy microstructural phasestability following extensive high temperature, stressedexposure. The desired fully heat treated y microstructureis shown in Fig. 3.
The CRDF work encompassed all aspects of alloyevaluation from assessing its single crystal castabilityperformance on a range of development military/c[vil engineturbine blades and vanes, to development of product ionizedvacuum heat treatment processes (solution & hightemperature age) and the provision of single crystal testbars for determination of the mechanical and physicalproperty design data-base.
CMSX-411 Alloy (V 8154) 2nd Stage Solid Blade
CM 99%+ Soln. AC + 6 hrs/1140°C (2085°F) AC+ 20 hrs/871°C (1600°F) AC.
LE Airfoil Upper Longitudinal
HMI1µm
Laboratory Fully Heat Treated Airfoily' Microstructure (SEM)
FIG. 3
ble and;e
MeltingChamber
MouldChamber
WithdrawalChamber
FIG. 4 Configuration of the Single Crystal Furnace (6)
-r Cooledletting
WeLanceing Element
!r Cooledand Ram
mbty
4
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

FIG. 4 (Cont.) Typical Single Crystal Turbine BladesCast in CMSX-4 Alloy
The CRDF used small bore (140 mm (5.5 in) dia. coolingplate), withdrawal type furnaces (6), with additionalinstrumentation, for the single crystal castability studies.These furnaces have high frequency electric inductionmelting in single shot, rigidized ceramic fibre crucibles withautomatic bottom pouring (Fig. 4).
No significant single crystal casting problems were foundwith either 181 kg (400 Ib) or 3630 kg (8000 lb) vacuuminduction refined heats of CMSX-4 alloy, in terms of graindefects such as "freckles", high angle boundaries (HAB's),recrystallization (RX), alloy - core/shell reactions or stableoxide dross-type inclusions. The CMSX-4 single crystalturbine blades manufactured by the CRDF have performedsatisfactorily in rig and development engine testing out to5000 cycles. Extensive cut-up microstructural assessmentof single crystal airfoils in the alloy cast by the CRDF andvacuum heat treated under CRDF control, ensured thesolution heat treatment was developed to achieve full y andy/y' eutectic solutioning within a temperature "window"suitable for production vacuum heat treatment furnaceloads. Additionally, the incorporation of the optimized hightemperature (1140°C (2085°F)) primary age into the solutionheat treat cycle, commensurate with the quench rate fromthe solution temperature (24), generated an electro-etchresponse permitting surface grain defects to be detectedwith high sensitivity.
Transfer to production of the single crystal casting andheat treatment technology for CMSX-4 from the CRDF tothe RR Precision Casting Facility (PCF) was initiated in1989. This proceeded without any major problemsculminating in the "buy-off" of CMSX-4 alloy and the singlecrystal airfoil castings by RR Manufacturing and thegeneration of a full material specification, MSRR 7248, inJune 1992.
The PCF single crystal casting process utilizes the samesmall bore furnaces as in the CRDF and an ethyl silicatebonded Zircosil (zirconium silicate) mould system applied byautomated conveyers and robots. The moulds incorporateceramic filters. The majority of blades are produced usinga grain selector system. However, double orientationcontrolled blades are now being produced using seedingtechniques to maximize the material properties to specificengine applications. After casting, the CMSX-4 blades areprocessed to remove the mould materials and ceramiccores prior to solution heat treatment. New handlingtechniques have been developed at all stages prior to heattreatment, so as to eliminate causes of recrystallization.
The production solution heat treatment/homogenizationcycle has been developed and optimized in conjunction withCM and vacuum heat treatment subcontractors to ensurethat optimum microstructure/micro-chemistry andmechanical property response is achieved. Following PCFLaboratory evaluation, this has led to temperature andcooling rate control limits which confidently ensure thatmicrostructure/homogenization and mechanical propertycriteria are met. Once a solution heat treatment furnace'scharacteristics have been established, mechanical testingis relaxed and heat treatments are monitored by controllimits and microstructure. Over 180 such solution heattreatments have been accumulated to date without arejection.
The blades produced have low grain defect reject ratesas CMSX-4 alloy is not prone to "freckle" formation. Thesmall diameter high gradient furnaces allow accurate andrepeatable control of the solidification conditions. Specificblades are also HIP'ed in order to reduce the sites forfatigue initiation, in particular the micropores. Such bladesare solution heat treated prior to HIP'ing and given a shorttime solution treatment following HIP to achieve optimum y'precipitate size. This cycle has been developed andoptimized to minimize cost whilst ensuring the mechanicalproperties are achieved.
Including the manufacturing development program, nearly40 tons (88,000 Ibs) of CMSX-4 alloy from 20 different CMheats have been cast by the PCF into 18,000 blades(November 1993). The range of blades manufactured varyfrom solid to complex cored parts for the RR Tay, RB 211,Trent, Pegasus and EJ 200 engine applications. The heatshave demonstrated very tight aim chemistry control whichhas contributed to the consistent performance CMSX-4 alloyhas achieved within the PCF.
The PCF experience with CMSX-4 has shown it to becapable of achieving high yields with the manufacturing
5
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

CMSX-4"Alloy Average (001)CM 98% + / 99% + Sotn. AC 19 MFB+ 6hrs/ 1140°C AC + 20hrs .070'dia/ 871°C AC 33 DL-10r52 Data Points 0 .250-.188" diaCM Heats
p (V-1) : V7927. V8053, V8057, V, V(V-3) V7927. V8053, V8054, V8854/54, V8794
8194 .
(14. 36)
_
CM 247 LC"° Alloy AvgeeraDS LongitudinalCM -Super' Solutioned AC+ 4 hrs / 10800C AC or16 hrs / 1050°C AC + 20 his/870°C AC MFS IN 738 LC Average8 Data Points 3.20mm dia Equiexed Fine and CoarseCM Heat : V6692 4.06mm dia Grain CTS and Dumbelt
Soln. 2 his / 1121°C AC+ 24 his / 843'C AC
- 11111111
[INCO Data]
I 1111111 1111111
1000
500
Stress - Rupture i982°C (1800°F)
100at
to 50
1010 / 50
FIG. 5
process. New turbine blade components have beenlaunched with initial yields in excess of 85%. The behaviorof CMSX-4 under the PCF casting conditions is now wellunderstood.
MATERIAL PROPERTIESThe main difference between CMSX-4 alloy and first
generation single crystal alloys such as CMSX -2 (12), PWA1480 (2) and SRR 99 (6, 7) is the addition of 3% Re, anda corresponding reduction in tungsten (W) and chromium(Cr) levels, to ensure the essential absence of topologically-close-packed (TCP) phases following extended high-temperature, stressed exposure in turbine airfoilapplications. It is known that Re partitions mainly to the ymatrix, reduces rates of diffusion and thus retardscoarsening of the y strengthening phase, and increasesY/Y' misfit (30). Atom-probe micro-analyses of Recontaining modifications of PWA 1480 and CMSX-2 alloysreveal the occurrence of short range order in the y matrix(31, 32). Small Re clusters (approximately 1.0 nm in size)are detected in the alloys. The Re clusters act as efficientobstacles to dislocation movement in the y matrix channelscompared to isolated solute atoms in solid solution andthereby play a significant role in improving alloy strength.The benefits of Re to mechanical properties are seen insituations where dislocation movement within the y phasematrix channels is controlling. Where dislocations passreadily through both y and y' phases, the strengthadvantage of CMSX-4 is smaller. Dislocations travel mainlywithin the y matrix channels at higher temperatures z850°C (1562°F). A consistent benefit for CMSX-4 istherefore seen in tensile strength, creep and stress-rupturestrength over the temperature range 850-1050°C (1562-1922°F). The temperature capability advantage is at least30°C (54°F) over SRR 99.
In long-time or high-temperature creep tests, variousaspects of metallurgical stability become important. It was
100 500 1000 5000 10000Rupture Life Hrs
that between 1050°C (1922°F) and 1150°C (2102°F),the temperature capability advantage of CMSX-4 alloy overSRR 99 in terms of creep, is increased from 30°C (54°F) to50°C (90°F). This is due to the fact that the rafted y'structure which develops during creep at high temperatures(z 1093°C (2000°F) for CMSX-4) in all practical singlecrystal alloys, is stable to 1163 °C (2125°F) in CMSX-4, butonly to 1100°C (2012°F) in SRR 99. This benefit probablyarises from two factors; the low y/y' mismatch (29) and lowdiffusion rates due to Re in CMSX-4 alloy.
The long-time phase stability of CMSX-4 in terms of itsresistance to TCP phase formation, was a major aspect inall stages of the development of the alloy. Specifically theCr content was fixed at a level and the overall chemistrybalanced, to give phase stability with the presence of 3%Re and 6.4% W and also to give acceptable hot corrosion(sulphidation) resistance. TCP phase stability of CMSX-4alloy has been proven by creep-rupture testing out to 8810hrs. life at 114 MPa/982°C (16.5 ksi/1800 °F) and 5613 hrs.life at 100 MPa/1038°C (14.5 ksi/1900 ° F), where there areno fall-offs in log-stress to log-life linear property plots at thelonger lives due to undesirable microstructural changes(Figs. 5 & 6), such as the significant occurrence of TCPphases. Also, following stress-rupture testing between1100 °C (2012°F) and 1150°C (2102°F), no TCP phaseswere detected following 700 hrs. at 1100 °C (2012° F) andjust a small amount of TCP needle phase was observedwithin the dendrite cores after 850 hrs. at 1120°C (2048° F)and 1750 hrs. at 1121°C (2050 ° F). The TCP phase hasbeen analyzed on the SEM and TEM to be W + Re + Crrich. TCP phases are potentially damaging for two reasons;they tie up y and y' strengthening elements in non-usefulform, thus reducing creep strength. They also can act ascrack initiators because of their brittle nature and reduceimpact and fatigue strength. CMSX-4 has excellent long-term creep-rupture strength at 1121 °C (2050°F) [the "knee"of the stressed TTT curve for TCP phase]. To investigate
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

1000
500
Stress - Rupture1038°C (1900°F)
ata2N 100at
N50
CMSX-4"Alby AverageCM 99% + Sot,,. AC + 6 hrs/1140°C AC + 20 hrs 1871'C AC19 Data Points • DL-10CM Heats .188. dia(V-1) VF706, VF861(V-3) V8311, V831Z V8330, V8351
1010
50 100 500 1000 5000 10000Rupture Life Hrs
FIG. 6
the other aspects, a set of fully heat treated single crystaltest bars were furnace soaked for 930 hrs. at 1050°C(1922°F) before being machined to plain impact and lowcycle fatigue (LCF) test pieces. Impact strength wasimproved and LCF strength at 950°C (1742 ° F) was onlyreduced by 10% due to coarsening of the y' particlesbeyond their optimum size. The high temperature phasestability of the alloy is considered good for all Rolls-Royceturbine engine airfoil applications.
The final mechanical property to be reviewed is fatiguestrength, both low cycle (LCF) and high cycle (HCF).Single crystals show two modes of fatigue failure: a time-dependent mode with fracture perpendicular to the stressaxis, which occurs under low frequency / high temperature/ mean tensile stress conditions where a creep componentis important, and cycle-dependent mode withcrystallographic failure on {111} planes. This mode ispromoted by the opposite conditions ie. high frequency / lowtemperature / zero mean stress. To take one example, at950°C (1742°F) the time - dependent mode occurred at 0.25HZ /R=O and at 100 H Z /R=O, but at 100 H Z /R=-1, thefailure mode changed to crystallographic.
CMSX-4 shows a benefit over non-Re containing alloyswhen the time-dependent mode is in operation wheredislocation activity and crack growth are mainly confined tothe y matrix phase. If the LCF data are plotted as stressfor a given cyclic life vs temperature, the temperatureadvantage of CMSX-4 over SRR 99 is about 45°C (81°F)which is similar to the creep strength advantage at hightemperatures.
Under cycle-dependent conditions, where dislocationsand cracks slice through y and y phases alike, theimprovement for CMSX-4 is less. However, if an improvedfatigue performance is required in this regime, there is asolution: HIP'ing. In both plain specimens and notchedspecimens (KT = 2.2), fatigue failures initiate at singlecrystal casting microporosity and the fatigue life at a givencyclic stress and temperature can be related to the size and
of the micropores [one 100 Itm interdendriticmicropore is more damaging than hundreds of 30 µmspherical pores at their normal uniform spacing in singlecrystal castings.]
By using an appropriate solution treatment + HIP cycle,it is possible to remove all the casting microporosity asidefrom those micropores which are surface linked, withoutoccurrence of internal recrystallization problems. The HIPprocess provides a dramatic increase in HCF strength,particularly in the lower temperature range of 500-750°C(932 - 1382 ° F). For instance, in plain specimen rotatingbend HCF testing at 550°C (1022°F), the 107 cycle strengthis increased by 95%; in notched (KT = 2.2) axial HCFtesting at 750°C (1382°F), it is increased by 60%. It is truethat the scope for fatigue improvement using HIP is muchgreater at lower temperatures. At 950°C (1742°F) / R = 0/ KT = 1, the ratio of 107 cycle HCF strength to 0.2% proofstrength in Non-HIP CMSX-4 single crystal test pieces is0.82, at 750°C (1382°F) it is only 0.55. HIP'ing increasesthe fatigue strength at 750°C (1382°F) so that the ratio isnow 0.79, similar to the 950°C (1742°F) ratio. HIP'ing istherefore not so beneficial at ^ 950°C (1742°F) because thescope for improvement is less and oxidation commences toproduce surface initiation nuclei for cracks at either pits orcracks in the adherent oxide scale.
Since HIP'ing makes fatigue crack initiation more difficult,but probably has a much smaller influence on fatigue crackpropagation, the benefit of HIP will diminish as notchseverity increases to the point where crack nucleationoccurs at the root of the notch. This transition has not yetbeen precisely defined for HIP CMSX-4, but it is betweenKT = 2.2 and K1 =4.
Turning to the resistance of CMSX-4 to environmentalattack (oxidation and sulphidation), there was concern in thealloy development phase that bare hot corrosion(sulphidation) resistance might be marginal at the 6.5% Crcontent in the alloy. However, burner rig testing has shownthe resistance to both bare oxidation and hot corrosion has
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

400
EE
Jmm
Burner Rig (MACH 1)Bare Alloy Oxidation Data
0.7
0.6 -
0.s (36)MM 002 DS
0.4
0.3
0.2
• • CMS-4®o.i X
00 100 200 300
CyclesMetal loss Sata at 1100C (201YF)/025ppm Salt/ts min cycle
FIG. 7
Burner Rig (MACH 1)Bare Alloy Hot Corrosion Data
950°C (1742°F), 2ppm SALT, ISOTHERMAL
1.5
E
(36)E MM 002 DS
1
m
0.5
CMSX-4^
00 20
40 60 80 100 120 140
Time (Hours)
FIG. 8
been good (23, 24). Cylindrical single crystal test bars havebeen tested in the hot gas stream (Mach 1) from a Rolls-Royce Dart engine combustor using aviation kerosene,under two conditions:
1100°C (2012°F) peak temperature,cyclic (15 min. cycle), 0.25 ppm saltinjected into the combustor.
950°C (1742°F) peak temperature with arange down to a 700 °C (1292°F)minimum, isothermal, 2 ppm salt injectedinto the combustor.
The test samples were sectioned through the region ofmaximum attack and assessed in terms of "loss of usefulmetal" by measuring the diameter not from the oxidesurface or the oxide / metal interface, but from the base ofthe y depleted zone. Graphs showing the loss of usefulmetal vs cycles (1100 °C (2012°F) oxidation test) or hours(950°C (1742° F) - 700°C (1292°F) sulphidation test) arepresented in Figs. 7 & 8. It is apparent that CMSX-4compares very well with earlier directionally solidified,columnar grain (DS) superalloys. The burner rig test resultswith CMSX-4 have been borne out by engine testing onadvanced military demonstrator programs. The trailingedges of the CMSX-4 blades which had been machinedback and were therefore bare rather than coated, showedvery little oxidation, whereas blades in the same engine testin a first generation, non-Re containing single crystal alloyshowed much more oxidation attack.
Microprobe examination of the burner rig tested samplesdid not show any significant Re content in the oxide scale,but Re did tend to concentrate in the y' depleted zonebeneath the oxide scale. It is possible therefore that Re
reduces oxidation rates by slowing down the diffusion ofreactive elements into the oxide scale.
CMSX-4 alloy has proved to be compatible with bothdiffusion and overlay coatings. Aluminide and platinum -aluminide coatings were applied to the cylindrical Dartburner rig samples and tested in cyclic, dynamic burner rigoxidation at 1050°C (1922 °F). The life to coating failure(defined as a pit 0.75 mm (0.030") wide which penetratesthe coating) was 60-90% better than for the same coatingson SRR 99. Overlay coatings are less influenced by thesubstrate since their initial compositions are independent ofthe substrate composition. However the 1100°C (201 2°F)cyclic, dynamic oxidation life of an advanced overlaycoating on CMSX-4 was 10-15% greater than the samecoating (composition and thickness) on DS Mar M 002 (36).
The thermal fatigue behavior of bare single crystal SRR99 and CMSX-4 has been investigated and reported in (33).For the single crystal alloys studied, the thermal fatiguecrack initiation life (TFCIL) constitutes about 70-90% of thetotal thermal fatigue (TF) life (defined as the number ofthermal cycles required to form a principal crack of 1 mm(.040") in length). For polycrystalline nickel and cobalt-basesuperalloys, the TFCIL is normally less than 50% of thetotal life. The higher TFCIL of CMSX-4 shown in Fig. 9(33) can be explained by the higher resistance of its oxide-scale to spalling combined with higher strength in thecorresponding y' depleted zone, probably due to increasedy' stability within this zone. In bare CMSX-4, cracks initiatefrom the micropores (NON-HIP). In bare SRR 99, crater-like regions are formed by a mechanism of successiveoxide-scale spalling and re-oxidation of the base metalduring TF. These regions are prone to crack initiation. Thefirst generation (non-Re containing) and Re containingsingle crystal superalloys provide significant progress in TFdurability and temperature capability in comparison toconventionally cast polycrystalline superalloys Fig. 10 (33).
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

TF Crack Initiation Life, Ni0.70
0.65 -
jF 0.60
EW SRR 99 CMSX-4'
0.55 -
0.50 -
0.45
10 3 10° 1Time
Vanuion of TF crack indiati°° life Ni, as a tunctlon of
FIG. 9 (33)
TF Crack Initiation Life, NiNickel-Based Superalloys
1200
1150
1100
E1050
1000
11 , „
10 100 1000 10000 100000
in durability and nmp.rawre c.^miIitr of ancf ryaw.baandsomMoys fi°m Pdyoy ON 10D) to angle aytnline.
FIG. 10 (33)
Additionally single crystal superalloys provide a lowerthermal fatigue crack growth rate as compared topolycrystalline alloys (33).
To summarize, CMSX-4 offers an improvement over firstgeneration non-Re containing single crystal alloys acrossvirtually the whole range of properties which are relevant toturbine blade and vane engine applications. CMSX-4 isalso compatible with advanced coating systems. Its fatigueproperties can be improved by HIP if the application, bladedesign and life cycle cost make this worthwhile.
PEGASUS ENGINE TEST RESULTSThe initial production standard for the HP 1 and HP 2
cored turbine blades for the Pegasus 11-61 (F 402-RR-408)engine (Fig. 11) were single crystal cast in first generationRR 2000 alloy (6, 7) Table I). Both stages of blades arefilm cooled and originally a CoCrAIY overlay coating wasused. More recently an additional aluminide coating hasbeen applied on top of the CoCrAIY for additional oxidationprotection.
One of the specification requirements for certification ofPegasus-408 engine [to demonstrate a 1000 hr. timebetween hot section repair] was to satisfactorily completean Accelerated Simulated Mission Endurance Test[ASMET]. This test was identical to that carried out on theearlier Pegasus - 406 engine and was derived from analysisof various Harrier II [AV-8B] aircraft missions, aimed atproducing a 530 hr. engine test that realistically simulates1000 hrs. of service usage in ISA + 5°C ambient conditions.
The ASMET for specification compliance was carried outat the Rolls-Royce [Bristol] test facilities using Pegasusbench engine #964 build 3 with standard RR 2000 alloysingle crystal blades. After a total run time of 580 hrs.,including 454 hrs under endurance conditions, at amaximum 1st stage HP vane outlet gas temperature (SOT)of 1585° K [1312°C (2395°F)], oxidation / sulphidationresulting in base alloy attack was seen on the HP 1 and HP2 blades.
A program was subsequently initiated to validateimproved blade cooling and coating options. Additionally amaterial change to the second generation single crystalalloy CMSX-4 was to be engine tested and validated. EightCMSX-4 single crystal HP 1 blades were successfully castin the CRDF using the existing wax and core tooling andmachined to the existing cooling configuration. No airfoiloverlay coatings were applied to the CMSX-4 blades.
All of the improved standards to HP 1 and HP 2 turbineblades were fitted to Pegasus bench engine #964 build 4for a condensed ASMET. A total run time of 265 hrs. (200hr endurance) and 2850 major lift cycles was completed,with turbine temperatures simulating both ISA + 5°C andISA + 35°C ambient conditions [Max. SOT of 1640°K[1367°C (2492°F)]. Engine strip examination showed theuncoated CMSX-4 HP 1 blades to be in visually goodcondition. Radial (blade longitudinal) creep growthsmeasured following the engine test were half that seen onthe other HP 1 RR 2000 blades. Laboratory cut-upexamination of the uncoated CMSX-4 blades showed slightevidence of oxidation and sulphidat ion in the airfoil, up to adepth of 0.08 mm (0.0032'). Metallographic examination ofthe post-engine test y structure in the airfoils indicated thatmetal temperatures in the range 1050-1100°C (1922-2012°F) had been experienced.
Full design and manufacturing activity was initiated in mid1991 to introduce single crystal HP 1 and HP 2 turbineblades in CMSX-4 alloy for the Pegasus-408 engine, with a2000 hr. service life, incorporating sand tolerant film coolingfeatures. Concurrent engineering between the Pegasusdesign team, the PCF, machining and coating groups wasinitiated from the outset of this phase of the program toensure maximum single crystal castability, casting yield,blade quality and minimized overall cost. The HP 1 bladeutilizes the existing ceramic core with three longitudinalairfoil cooling passages. The HP 2 is a new design movingfrom a solid single crystal casting to a ceramic coredcasting with two longitudinal airfoil cooling passages. A
1175
1150
Ii1125
1100
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

Pegasus 11-61(F402 - RR - 408)Vectored-thrust Turbofan
t y ^^
'^ r
r ^_
FIG. 11
new advanced overlay coating is planned to be used. Thisnew coating has a good match to CMSX-4 base materialthermal expansion properties and has demonstrated a 10:1life advantage over platinum-aluminide diffusion coatingsduring cyclic, high temperature burner rig oxidation testing.
In the meantime, a further half set of HP 1 single crystalblades in CMSX-4 were manufactured incorporating thesand tolerant film cooling features and the CoCrAIY +aluminide coating. These blades were fitted to Pegasusbench engine #964 build 5 for further ASMET testing. Thiscommenced in late 1992 and completed a total run time of200 hrs. (160 hr. endurance) and 1220 major lift cycles upto a SOT of 1615°K [1342°C (2448°F)]. Examination of theCMSX-4 blades after the engine test showed them to bevisually in very good condition (Fig. 12), with creep growthhalf that seen on the RR 2000 blades. Cut-up laboratorymetallographic examination showed there to be no signs ofcoating deterioration.
Manufacture of the production standard CMSX-4 HP 1and HP 2 blades for the main Pegasus engine validationprogram (4 engine sets) is complete as of December 1993.No problems have been encountered, with good singlecrystal casting yields of over 75% achieved on both blades.The validation program has begun (October 1993) andincludes a successfully completed blade thermal paintengine test, two endurance tests; a 530 hr. ASMET (50 hr.completed as of early December) and a 150 hr. DurabilityProof Test (DPT), together with spool strain gauging and rigtesting [Fatigue, torsion, impact and spin]. Completion ofproduction standardization is due in Spring 1994 withproduction single crystal CMSX-4 HP 1 and HP 2 bladesbeing available for engine build at the same time.
Pegasus - 408 HP1Single Crystal Coated Blade - CMSX-4- Alloy- Following ASMET Engine Testing
FIG. 12
10
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

CONCLUSIONSThe high level of balanced properties determined by
extensive laboratory evaluation has been confirmed duringengine testing the Rolls-Royce Pegasus vectored thrustturbofan particularly during multi-cycle, high temperature liftconditions and accelerated endurance running. Post-engine test examination of the CMSX-4 blades (HP 1)including cut-up metallographic examination, demonstratethe durability features including high temperature impactproperties, resistance to over-temperature excursion, creepand oxidation resistance, and coating performance.
ACKNOWLEDGEMENTSThe authors wish to acknowledge the significantcontributions to this work from the following colleagues:
Rolls-Royce: Colin P. Beesley, David A. Ford,Tony D. Hill, Tony Denton,Hamish C. Low, Mike J. Gouletteand David A. Hopkins.
Cannon-Muskegon: John M. Eridon, Tom A.Versalle,Gary DeWind and Jack DeHorn
REFERENCES1. F.E. Pickering (GE), "Advances in Turbo machinery",
Cliff Garrett Award Lecture, Aerosp. Eng., Jan. 1986, pp.30-35.2. M. Gell, D.N. Duhl, A.F. Giamei (PWA), "The
Development of Single Crystal Superalloy Turbine Blades",4th Int. Symp. *Sept. 1980, pp. 205-214.3. C.S. Wukusick [GE (AE)], Fnl. Rep., "Directional
Solidification Alloy Development", NAVAIR Contr. N62269-78-C-0315, 25 Aug. 1980.4. J.W. Holmes, et al (MIT), K.S. O'Hara [GE (AE)],
"Thermal Fatigue Testing of Coated MonocrystallizeSuperalloys", ASTM STP 942, Phil., 1988, pp. 672-691.5. T.E. Strangmen, et al (Garrett), "Development ofExothermically Cast Single Crystal MAR M 247 andDerivative Alloys", 4th Int. Symp. * Sept. 1980, pp. 215-224.6. M.J. Goulette, P.D. Spilling, R.P. Arthey (RR), "Cost
Effective Single Crystals", 5th Int. Symp. * Oct. 1984, pp.167-176.7. D.A. Ford, R.P. Arthey (RR), "Development of Single
Crystal Alloys for Specific Engine Applications", 5th Int.symp. * Oct. 1984, pp. 115-124.8. M. Doner, J.A. Heckler (Allison, "Effects of Section
Thickness and Orientation on the Creep-Rupture Propertiesof Two Advanced Single Crystal Alloys", Aerospace Tech.Conf. Lng. Bch., CA, Oct. 1985.9. E. Bachelet and G. Lamanthe (Snecma), Nat. Symp. -
Single Crystal Superalloys, Viallard-de-Lans (France), 26-28Feb. 1986.10. M. Yamazaki, et al (NRIM), "Alloy Design for HighStrength Nickel-Base Single Crystal Alloys", 5th Int. Symp.* Oct. 1984, pp. 157-166.11. D.A. Petrov, A.T. Tumanov, "The use of Single CrystalBlades", Aircraft Engineering, 1973, No. 9.12. K. Harris, G.L. Erickson, R.E. Schwer (CM),"Development of the Single Crystal Alloys CMSX-2 andCMSX-3 For Advanced Technology Turbines", ASME Paper#83-GT-244.13. K. Harris, G.L. Erickson, R.E. Schwer (CM), VerbalPresentation, TMS Mtg, Phil., PA, 3 Oct. 1983.14. K. Harris, G.L. Erickson, R.E. Schwer (CM), "MAR M247 Derivations - CM 247 LC DS Alloy, CMSX© SingleCrystal Alloys, Properties and Performance", 5th Int. Symp.* Oct. 1984, pp. 221-230.15. K. Harris, G.L. Erickson, R.E. Schwer (CM), "CMSX©Single Crystal, CM DS and Integral Wheel Alloys -Properties and Performance", Cost 50/501 Conf. Liege, Oct.6-9, 1986, Proc., pp. 709-728.16. J. Wortmann, R. Wege (MTU), K. Harris, G.L.Erickson, R.E. Schwer (CM), "Low Density Single CrystalSuperalloy CMSX-6a', 7th World Conf. on Inv. Casting,Munich, 29 June 1988. Proc.17. N. Yukawa, et al (Toyohashi Univ.), "High PerformanceSingle Crystal Superalloys Developed By The d-ElectronsConcept", 6th Int. Symp. *Sept. 1988, pp. 225-234.
11
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use

18. A.D. Cetel, D.N. Duhl (PWA), "Second-GenerationNickel-Base Single Crystal Superalloy", 6th Int. Symp.Sept. 1988, pp. 235-244.19. M. Gell, D.N. Duhl, K.K. Gupta, K.D. Sheffler (PWA),JOM, July 1987, pp. 11-15.20. T. Khan (Onera), M. Brun (Turbomeca), Symp. onSingle Crystal Alloys, MTU/SMCT, Munich, June 1989.21. PWA Publication, "F100-PW-220", The Standard ofExcellence," June 1993.22. U.K. Patent Application #GB 2 235 697 A, publishedMarch 13, 1991 [C.S. Wukusick, L. Buchakjian, Jr. [GE(AE)]"Improved Property - Balanced Nickel-Base Superalloys forProducing Single Crystal Articles".23. K. Harris, G.L. Erickson, R.E. Schwer (CM), D.J.Frasier, J.R. Whetstone (Allison), "Process and AlloyOptimization for CMSX-4 Superalloy Single Crystal Airfoils",Cost Conf. Liege, Sept. 24-27 1990, Proc. Part II, pp. 1281-1300.24. K. Harris, G.L. Erickson, S.L. Sikkenga (CM), W.D.Brentnall, J.M. Aurrecoechea, K.G. Kubarych (Solaro),"Development of the Rhenium Containing SuperalloysCMSX-4© and CM 186 LC© For Single Crystal Blade andDirectionally Solidified Vane Applications in AdvancedTurbine Engines", 7th Int. Symp. * Sept. 1992, pp. 297-306.25. K.G. Kubarych, J.M. Aurrecoechea (Solar), "PostField Test Evaluation of an Advanced Industrial GasTurbine First Stage Turbine Blade", TMS/ASM Materials Wk'93 Proc., Pittsburgh, PA., 17-21 Oct. 1993.26. D.C. Pratt, D.H. Wilkinson (AETC), 6th WId. Conf. onInv. Casting, Wash. DC., Oct 1984.27. S. Isobe, et at (Daido), "The Effects of Impurities onDefects in Single Crystals of Nasair 100", Int. Gas TurbineConf., Tokyo, Oct. 1983 Proc..28. K. Harris, CM Report - "Status CMSX-4 Alloy", 31 Oct.1989.29. K. Harris, CM Report - "High Temperature AgeingHeat Treatment CMSX-4 Alloy", 14 Dec. 1989.30. A.F. Giamei, D.L. Anton (UTRC) "Rhenium Additionsto a Ni-Base Superalloy: Effects on Microstructure", Met.Trans. A, 16A, pp. 1997-2005, Nov. 1985.31. D. Blavette (Faculte des Sciences de Rouen), P.Caron, T. Khan (Onera), Scripta Met. Vol. 20 No. 10, Oct1986.32. D. Blavette (Faculte des Sciences de Rouen), P.Caron, T. Khan (Onera), "An Atom-Probe Study of SomeFine Scale Microstructural Features in Ni-Base SingleCrystal Superalloys", 6th Int. Symp. * Sept. 1988, pp. 305-314.33. F. Meyer-Olbersleben, F. Rezai - Aria (Swiss Fed. Inst.of Technology), D. Goldschmidt (MTU), "Investigation of theThermal Fatigue Behaviour of Single Crystal Nickel-BasedSuperalloys SRR 99 and CMSX-4" 7th Int. Symp. * Sept.1992, pp. 785-794.34. U.S. Patent #4,935,072 (Garrett).
35. M. Pessah, P. Caron, T. Khan (Onera), "Effect of lPhase on The Mechanical Properties of a Nickel-BaseSingle Crystal Superalloy", 7th Int. Symp. * Sept. 1992,pp. 567-576.36. K. Harris, G.L. Erickson, R.E. Schwer (CM),"Directionally Solidified and Single-Crystal Superalloys",ASM International Metals Handbook, Vol. 1, 10th Edition:Properties & Selection, pp. 995-1006, 1989.
* Superalloys, Seven Spring, PA., TMS Proc..
12
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 04/10/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use