
Planar Front Growth of Single Crystal Ni-Based Superalloy ...
“Analysis of surface scale on the
Ni-based superalloy CMSX-10N”
Presented by:
Scott Simmonds
Department of Engineering, University of Leicester, LE1 7RH, UK
Introduction
Ni based superalloys
Investment casting and directional solidification
Surface Scale
What is surface scale?
Surface characterisation techniques and compositional depth-profiling
Mould/metal separation
Mechanism of formation
Conclusions
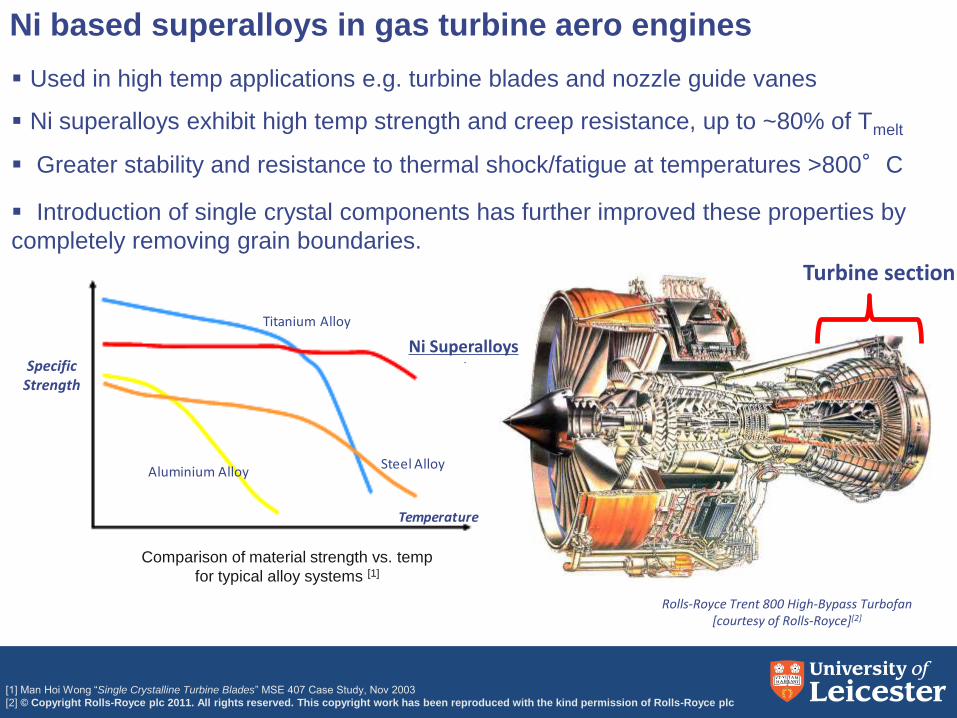
Used in high temp applications e.g. turbine blades and nozzle guide vanes
Ni superalloys exhibit high temp strength and creep resistance, up to ~80% of Tmelt
Greater stability and resistance to thermal shock/fatigue at temperatures >800°C
Introduction of single crystal components has further improved these properties by
completely removing grain boundaries.
Ni based superalloys in gas turbine aero engines
Rolls-Royce Trent 800 High-Bypass Turbofan [courtesy of Rolls-Royce][2]
[1] Man Hoi Wong “Single Crystalline Turbine Blades” MSE 407 Case Study, Nov 2003
[2] © Copyright Rolls-Royce plc 2011. All rights reserved. This copyright work has been reproduced with the kind permission of Rolls-Royce plc
Comparison of material strength vs. temp
for typical alloy systems [1]
Temperature
Nickel Alloy
Titanium Alloy
Steel AlloyAluminium Alloy
Specific
Strength
Specific Strength
Turbine section
Ni Superalloys
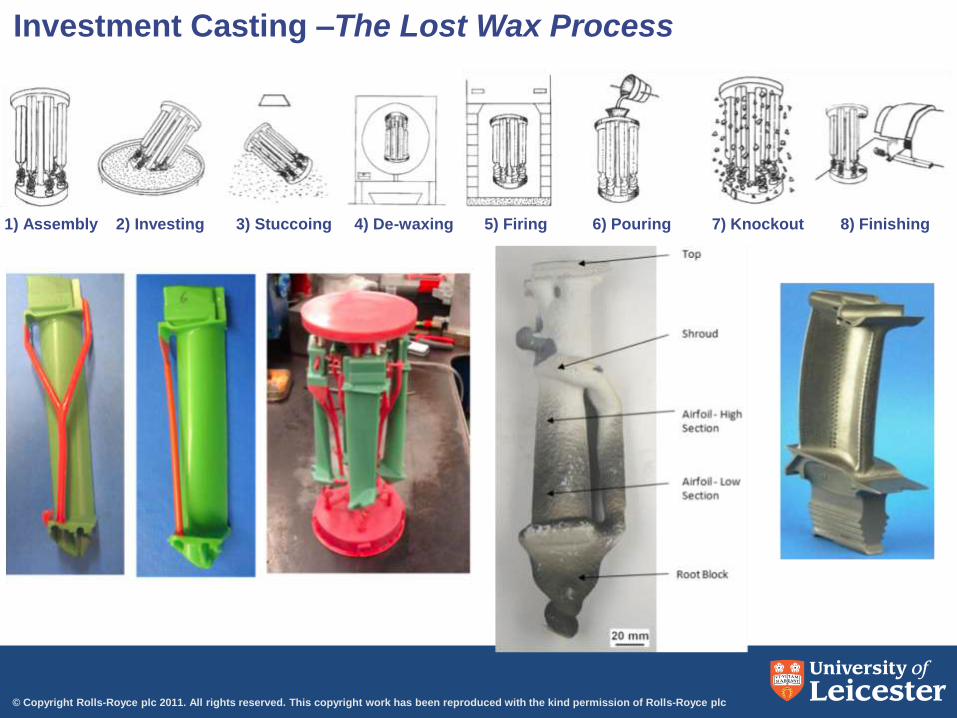
1) Assembly 2) Investing 3) Stuccoing 4) De-waxing 5) Firing 6) Pouring 7) Knockout 8) Finishing
© Copyright Rolls-Royce plc 2011. All rights reserved. This copyright work has been reproduced with the kind permission of Rolls-Royce plc
Investment Casting –The Lost Wax Process
H. Dai “A Study of Solidification Structure Evolution during Investment Casting of Ni-based Superalloy for Aero-Engine Turbine Blades” PhD Thesis, University
of Leicester, 2008.
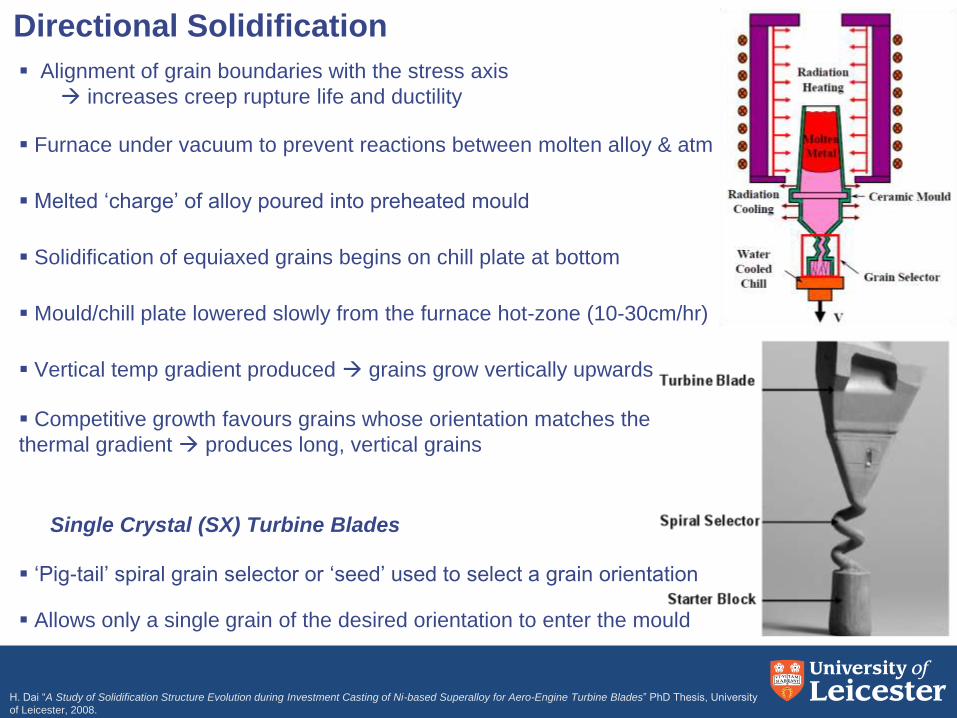
Directional Solidification
Alignment of grain boundaries with the stress axis
increases creep rupture life and ductility
Furnace under vacuum to prevent reactions between molten alloy & atm
Melted „charge‟ of alloy poured into preheated mould
Solidification of equiaxed grains begins on chill plate at bottom
Mould/chill plate lowered slowly from the furnace hot-zone (10-30cm/hr)
Vertical temp gradient produced grains grow vertically upwards
Competitive growth favours grains whose orientation matches the
thermal gradient produces long, vertical grains
Single Crystal (SX) Turbine Blades
„Pig-tail‟ spiral grain selector or „seed‟ used to select a grain orientation
Allows only a single grain of the desired orientation to enter the mould
Surface Scale
© Copyright Rolls-Royce plc 2011. All rights reserved. This copyright work has been reproduced with the kind permission of Rolls-Royce plc
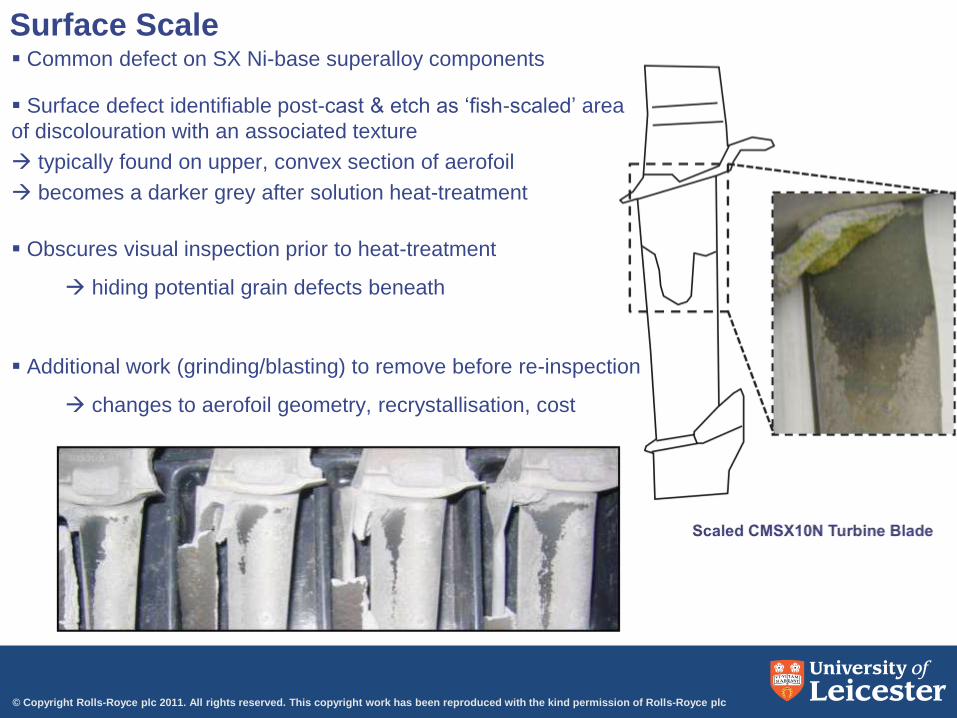
Common defect on SX Ni-base superalloy components
Surface defect identifiable post-cast & etch as „fish-scaled‟ area
of discolouration with an associated texture
typically found on upper, convex section of aerofoil
becomes a darker grey after solution heat-treatment
Obscures visual inspection prior to heat-treatment
hiding potential grain defects beneath
Additional work (grinding/blasting) to remove before re-inspection
changes to aerofoil geometry, recrystallisation, cost
Surface Scale
© Copyright Rolls-Royce plc 2011. All rights reserved. This copyright work has been reproduced with the kind permission of Rolls-Royce plc
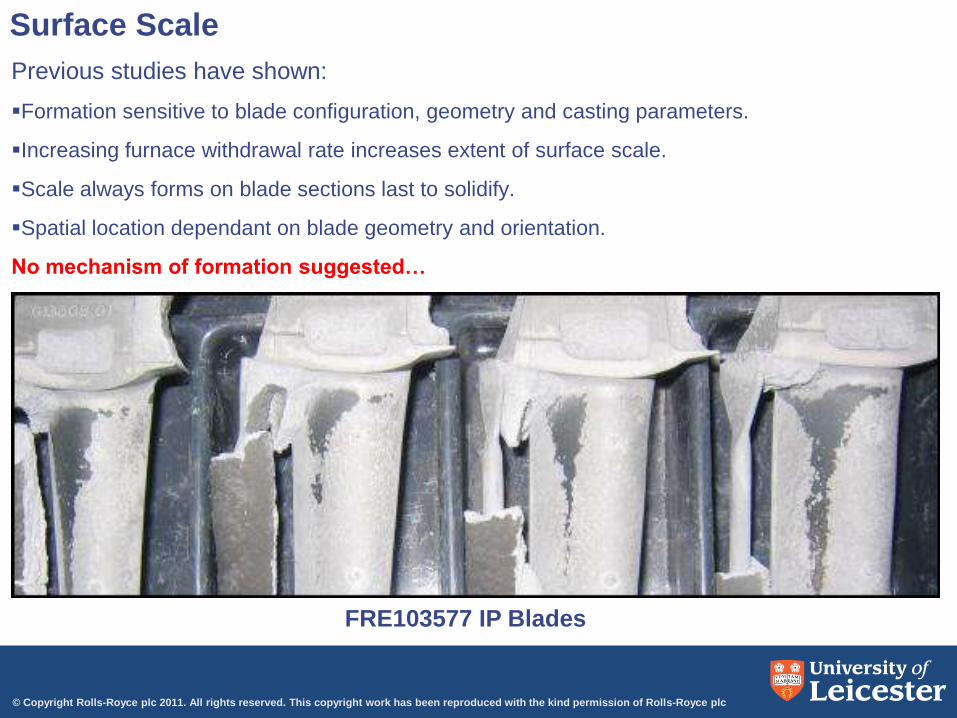
Previous studies have shown:
Formation sensitive to blade configuration, geometry and casting parameters.
Increasing furnace withdrawal rate increases extent of surface scale.
Scale always forms on blade sections last to solidify.
Spatial location dependant on blade geometry and orientation.
No mechanism of formation suggested…
FRE103577 IP Blades
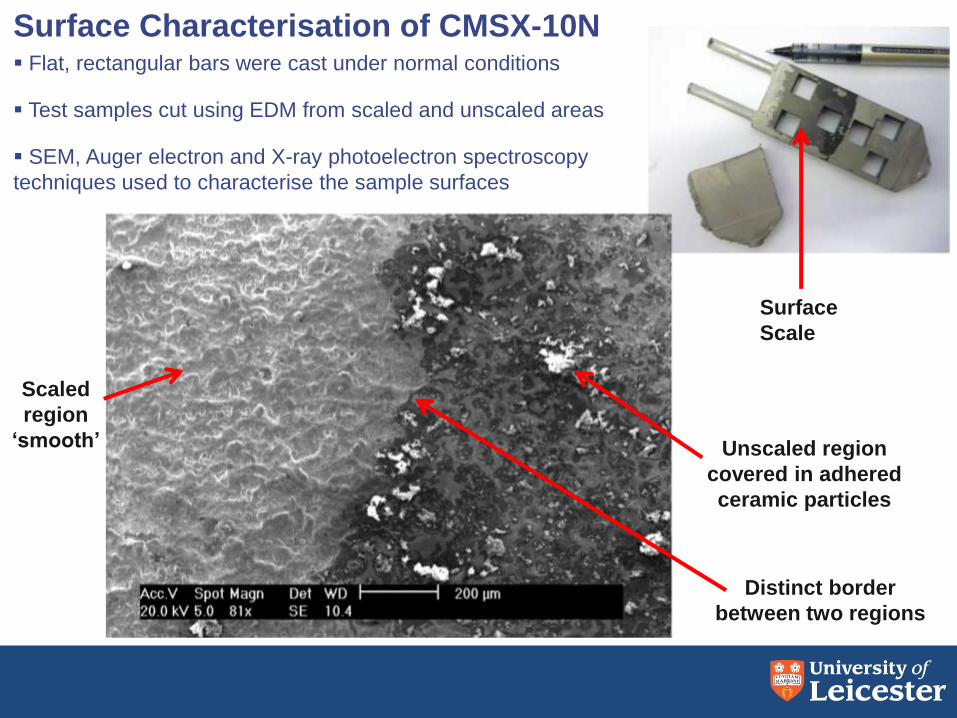
Surface Characterisation of CMSX-10N Flat, rectangular bars were cast under normal conditions
Test samples cut using EDM from scaled and unscaled areas
SEM, Auger electron and X-ray photoelectron spectroscopy
techniques used to characterise the sample surfaces
Surface
Scale
Scaled
region
„smooth‟ Unscaled region
covered in adhered
ceramic particles
Distinct border
between two regions
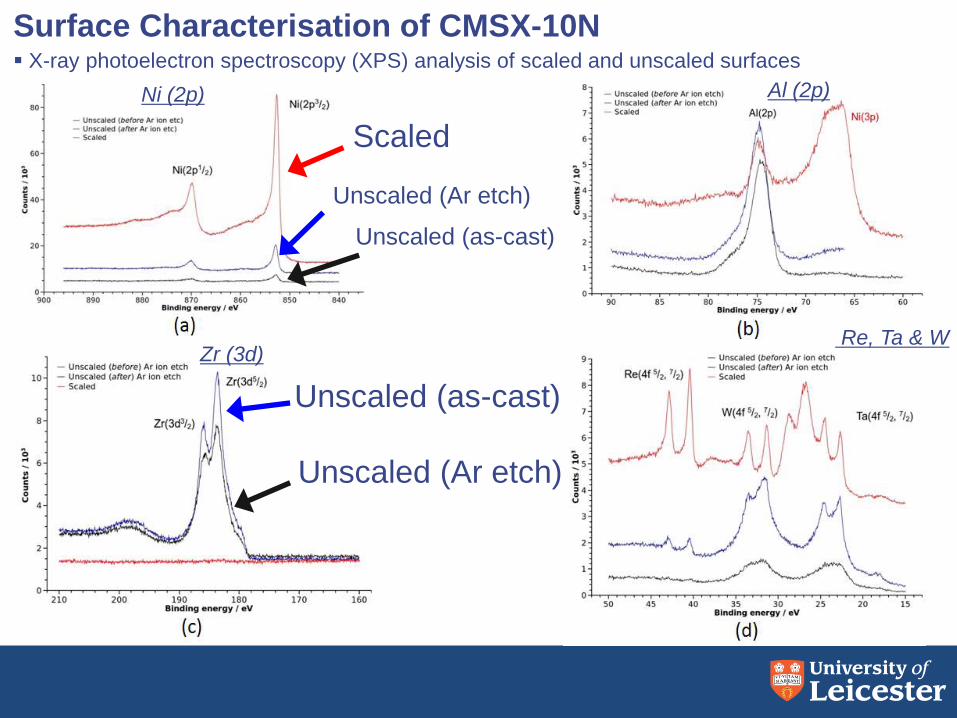
Surface Characterisation of CMSX-10N X-ray photoelectron spectroscopy (XPS) analysis of scaled and unscaled surfaces
Scaled
Unscaled (as-cast)
Unscaled (Ar etch)
Ni (2p)
Zr (3d)
Al (2p)
Re, Ta & W
Unscaled (as-cast)
Unscaled (Ar etch)
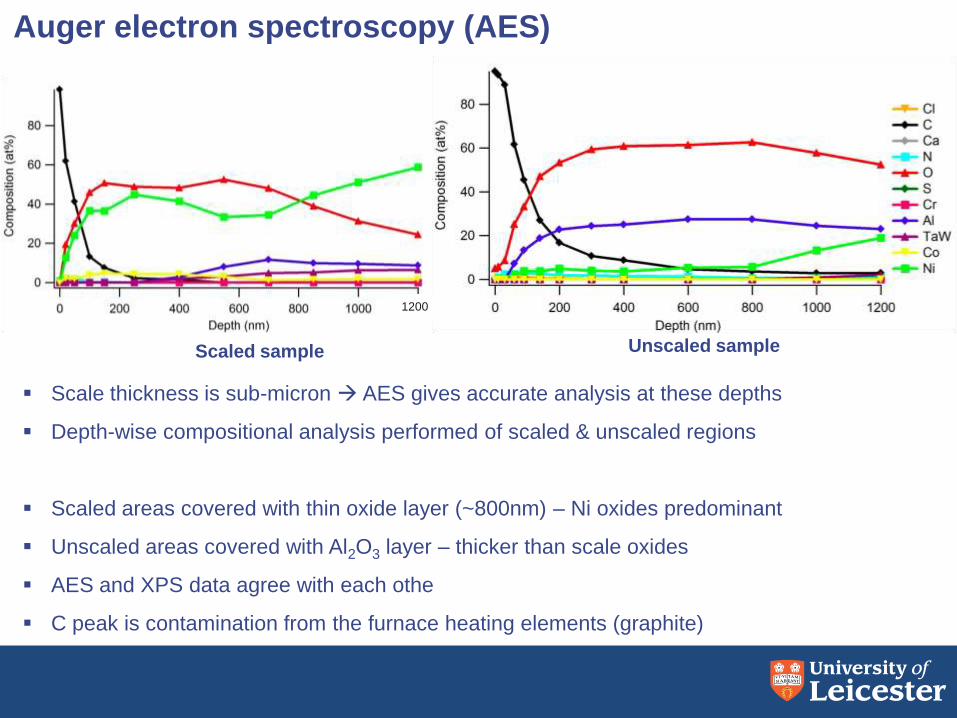
Scaled sample Unscaled sample
Auger electron spectroscopy (AES)
1200
Scale thickness is sub-micron AES gives accurate analysis at these depths
Depth-wise compositional analysis performed of scaled & unscaled regions
Scaled areas covered with thin oxide layer (~800nm) – Ni oxides predominant
Unscaled areas covered with Al2O3 layer – thicker than scale oxides
AES and XPS data agree with each othe
C peak is contamination from the furnace heating elements (graphite)
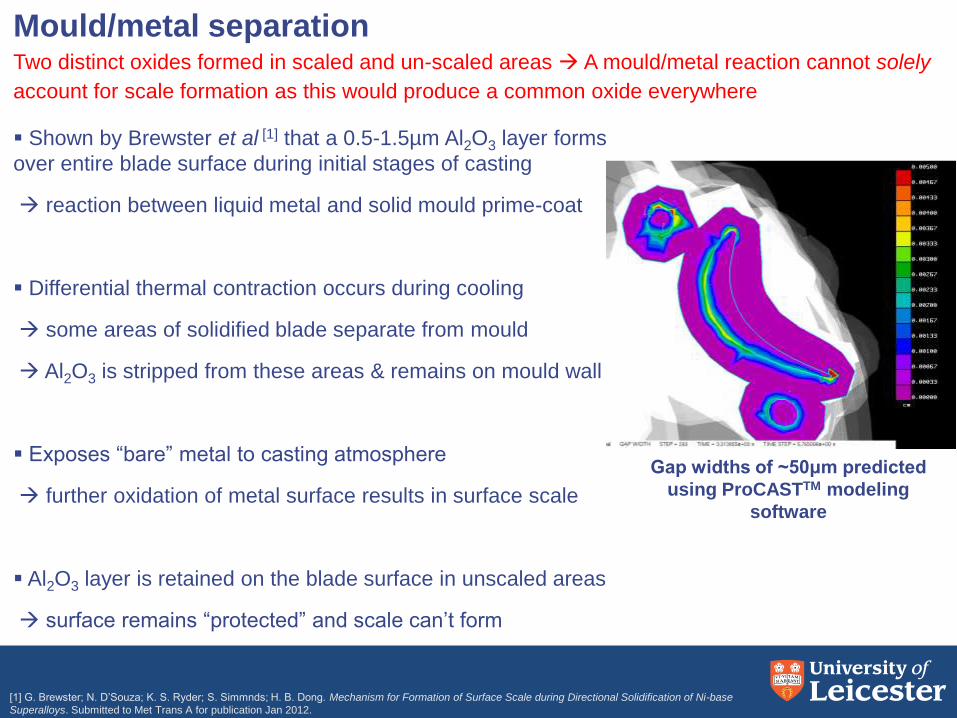
Two distinct oxides formed in scaled and un-scaled areas A mould/metal reaction cannot solely
account for scale formation as this would produce a common oxide everywhere
Mould/metal separation
Shown by Brewster et al [1] that a 0.5-1.5µm Al2O3 layer forms
over entire blade surface during initial stages of casting
reaction between liquid metal and solid mould prime-coat
Differential thermal contraction occurs during cooling
some areas of solidified blade separate from mould
Al2O3 is stripped from these areas & remains on mould wall
Exposes “bare” metal to casting atmosphere
further oxidation of metal surface results in surface scale
Al2O3 layer is retained on the blade surface in unscaled areas
surface remains “protected” and scale can‟t form
[1] G. Brewster; N. D‟Souza; K. S. Ryder; S. Simmnds; H. B. Dong. Mechanism for Formation of Surface Scale during Directional Solidification of Ni-base
Superalloys. Submitted to Met Trans A for publication Jan 2012.
Gap widths of ~50μm predicted
using ProCASTTM modeling
software
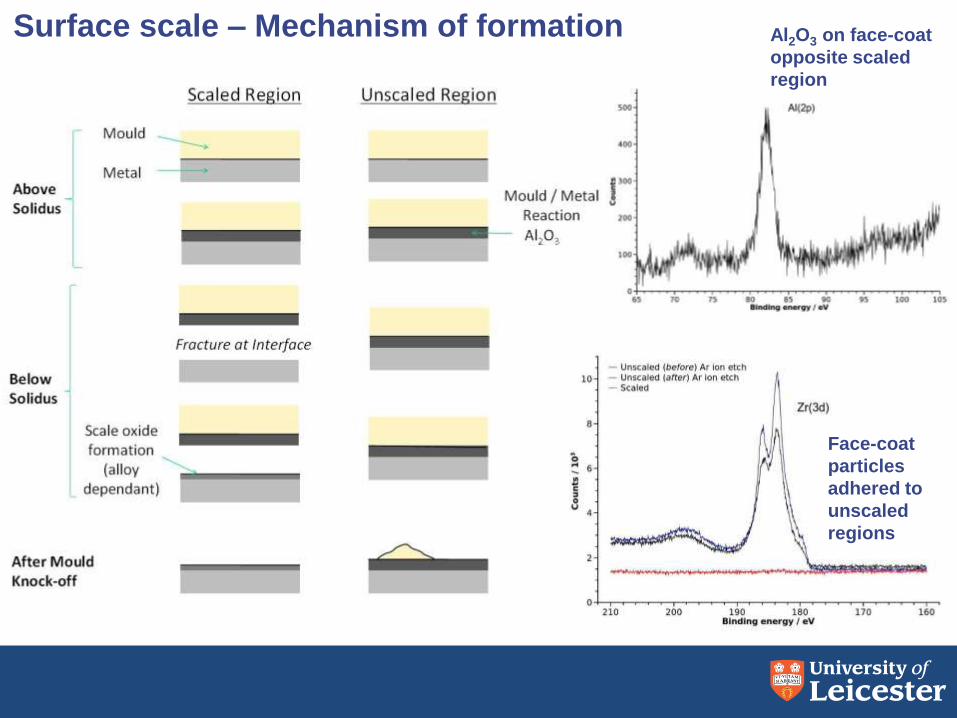
Surface scale – Mechanism of formation
RR3010
Face-coat
particles
adhered to
unscaled
regions
Al2O3 on face-coat
opposite scaled
region
Formation of surface scale has been presented
Surface scale constitutes the oxides that form on the surface regions that have detached
from the mould wall.
The scale on CMSX-10N components is predominately Ni rich oxide (likely to be NiO).
In the un-scaled regions, where the metal has not detached from the mould, the Al2O3
layer formed via the mould-metal reaction remains adhered to the solid metal.
Conclusions
Questions?
Thanks to:


















