
Additive Manufacturing and 3D Printing LENS · PDF fileAdditive Manufacturing and 3D Printing...
52
Additive Manufacturing and 3D Printing LENS ® Technology ADDITIVE MANUFACTURING OF METAL COMPONENTS CONFERENCE AT IK4-LORTEK NOV. 27 th, 2013 Presented by: Matej Balažic -Manager Engineering & Applications © EFESTO LLC MI, USA W: www.efesto.us E: [email protected]
Transcript of Additive Manufacturing and 3D Printing LENS · PDF fileAdditive Manufacturing and 3D Printing...

Additive Manufacturing and 3D Printing LENS® Technology
ADDITIVE MANUFACTURING OF METAL COMPONENTS CONFERENCE AT IK4-LORTEKNOV. 27 th, 2013
Presented by: Matej Balažic -Manager Engineering & Applications
© EFESTO LLC MI, USA
W: www.efesto.usE: [email protected]

Your LogoLASER ENGINEERED NET SHAPING
The LENS 3D printer can process a wide variety of metals including titanium, nickel-base super alloys, stainless steels and tool steels - all of which are commercially available in the required powder form. The results from LENS consistently demonstrate better metallurgical and mechanical properties than other processes due to an improved microstructure.

Your Logo 3
Who is Efesto?
2
Hephaestus, the God of Metallurgy, Sculpture, Engineering, Technology and Fire.
The name is derived from and inspired by EFESTO High energy enterprise focused on 3D Metal Printing Solutions Active in Europe, Asia Pacific, Russia, and Americas Very close business partnership with Optomec Inc. Global leader on industrializing Laser Metal Deposition (Blown Powder Laser Deposition)
technology and applications Visionary team of industry “thought leaders” & business professionals Modular systems, diverse applications in repair, hybrid manufacturing, Prototyping,
materials R&D Targeting all key industrial segments + academia Plan – Aggressive organic and acquisitive growth Plan – Dedicated repair/prototyping/service bureaus with joint venture partners Plan – Deliver more than 200 LMD standard and custom engineered systems by 2018 Primary Mission – Delight Its Customers!

4
Efesto – Primary Focus and Markets
3
INDUSTRIES – Truly Global Footprint Aviation Defense – Army, Navy, Air Force, R&D Oil and Gas/Energy Tooling/Die and Mould Academia – advanced R&D including Bio-Medical Mining and Construction Space (Launchers and Satellites) Automotive
APPLICATIONS – Value Addition to Conventional as well as to Additive Manufacturing MRO – maintenance, repair and overhaul Hybrid manufacturing, remanufacturing, redesign Gradient metals, multi-alloy, alloy discovery Prototyping – medium and large sizes Advanced materials R&D Education and training

5
POSSIBLY THE LARGEST 3D PRINTED PARTS MADE TODAY
4
Keep in mind, building such parts can cost > $ 100,000, and what if:
A mistake is made near the end of the process
A small feature needs to be changed once part is made
The part needs to be made of several dis-similar metals

6
POSSIBLY THE LARGEST 3D PRINTED PARTS MADE TODAY
5
Keep in mind, building such parts can cost > $ 100,000, and what if:
A mistake is made near the end of the process
A small feature needs to be changed once part is made
The part needs to be made of several dis-similar metals

7
THIS COULD BE A REALITY TOMORROW
6

Spain:
Efesto
represenatative
Slovenia:
7

9
Slovenian LENS® Instalation (Optomec 850R)
8
LENS® IN INDUSTRIALENVIRONMENT, DIFFERENT TOOL APPLICATIONS

10
The LENS® Process Schematic
9“Courtesy Optomec Inc. All Rights Reserved”

11
LENS® 450 System
10
Standard LENS® 450 Features 100mm x 100mm x 100mm process work area 400W IPG Fiber Laser Class 1 laser enclosure, hermetically sealed 3 axis motion control X,Y,Z Single powder feeder CE Certification available
“Courtesy Optomec Inc. All Rights Reserved”
EDUCATION, R&D, SMALL FABRICATION/REPAIRS

12
LENS® MR-7 System
11
Standard LENS MR-7 Features 300mm x 300mm x 300mm process work area 500W IPG Fiber Laser Class 1 laser enclosure, hermetically sealed 3 axis motion control X,Y,Z Gas purification system maintains O2 < 10ppm Dual powder feeders with gradient capability 380 mm diameter ante chamber CE Certification available
“Courtesy Optomec Inc. All Rights Reserved”
R&D, MEDIUM SIZE FABRICATION/REPAIRS

13
LENS® 850R System
12
Standard LENS 850R Features 900mm x 1500mm x 900mm process work
area Class 1 laser enclosure, hermetically sealed 5 axis motion control X,Y,Z with tilt & rotate
table Gas purification system maintains O2 <
10ppm 2 powder feeders 380 mm ante chamber 1kW IPG Fiber Laser
“Courtesy Optomec Inc. All Rights Reserved”
LARGER FABRICATIONS/REPAIR,& HIGH POWER
14
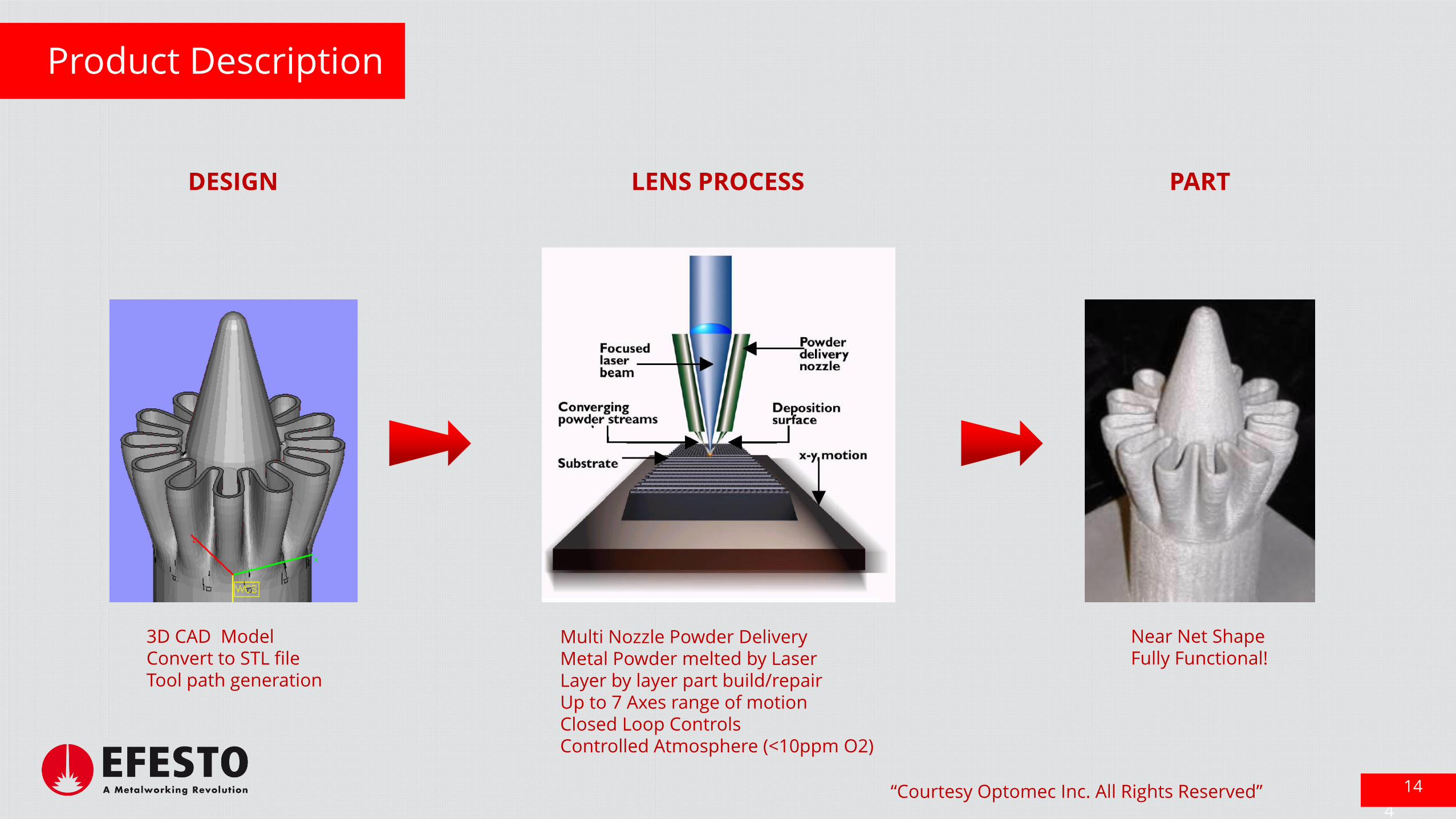
Product Description
14
Near Net ShapeFully Functional!
3D CAD ModelConvert to STL fileTool path generation
Multi Nozzle Powder DeliveryMetal Powder melted by LaserLayer by layer part build/repairUp to 7 Axes range of motionClosed Loop ControlsControlled Atmosphere (<10ppm O2)
DESIGN LENS PROCESS PART
“Courtesy Optomec Inc. All Rights Reserved”


16
Examples
16
1. APU AND OTHER SYSTEM/ENGINE ACCESSORIES
2. JET ENGINE AND ITS SUBPARTS
3. FUSELAGE COMPONENTS
4. UNDERCARRIAGE
1
2
2 3 4 4

17
Examples
17
Repair Process used by MTU including Electron Beam Welding
Aerospace Tools for Hydroforming Produced in EMO/TIC-LENS; EADS A320 fuselage components

18
ADVANTAGES AND APLICATIONS
18
Advantages: Near Net Shape Thin Layers/Less Weld Clean-up Low Heat Input/less part distortion Automated process / Precision control Small heat effected zone/low dilution Simple Low Cost Tooling/Fixture Shorter remanufacturing time Cost saving
Applications: Blade tip repair and build-up Seal replacement and build-up Knife edge seals Unlimited alloys

19
LENS® BENEFITS FOR REPAIR
19
Less heat inputLess distortionLess propensity to crackExcellent density & adhesionMinimal effect on the componentPowder Fusion has better integrity than weldingLENS® allows re-commission of parts deemed
non-repairable via other processes.
“Courtesy of Optomec Inc. All Rights Reserved”
Small Heat Affected Zone (HAZ)
LENS® Deposit Weld Deposit

20
LENS® AS PART OF MANUFACTURING PROCESS
20
Side/contact surfaces of the Jet Engine Turbine Assembly have to provide bigger wear resistance which is achieved by Stellite 6 and Stellite 12 material.
Stellite material (4-5mm which wire) is manually welded to parts (T.I.G.)
To achieve final dimension and geometry tolerances parts have to be finished (grinded). Due to removal of a large hard material quantity, grinding wheels wear extensively.
LENS® technology has been introduced to provide greater Near Net Shape of cladded Stellite layers, faster machining times, lower manufacturing costs and higher level of the process automation.

21
LENS® USE FOR REPAIR AIRFOILS
21
Case Study: Ti Airfoil RepairTip RepairLeading Edge RepairSurface defect (scratch) repair
Time for Tip RepairSet-up and toolpath <1 minuteDeposition 30 seconds for 2.5mm tall repair
Tip Repair and Coating
Leading Edge Repair
Scratch Repair

22
Free form Application – Critical Component Repair
1 2 3
Effective and time-saving repair process of jet engine compressor parts (dented blades)
5th compressor stage blade (Ti 6-4),
10th compressor stage (Inconel 718).
Reduce repair times up to 50%* Reduced repair costs up to 30%* Total costs of repair regarding to
new part price: 13% Ti 6-4 (300 EUR new part / 40
EUR LENS® repair) 42% Inconel 718 (200 EUR new part /
80 EUR LENS® repair)*(regarding to wire surface welding process)
LENS® system from Optomec Ti and Ni (Inconel) powder
material of adequate quality
22
General Electrics CF34-3B1
Dented Blades

23
Material Structure
23
CAD model5th stage blade
LENS® claddingTi6-4 powder
Material structureLENS® cladded layers
Material structureLENS® cladded layers
Material structure-coreLENS® cladding Inconel 718 powder
CAD model10th stage blade
Material structure-core

24
CERTIFICATION PROCESS
24
In order to use specific Repair or Manufacture Process all needed approvals has to be given by Engine/Aircraft Manufacturer and appropriate State Authority.
Engine/Aircraft Manufacturer has to evaluate proposed technology with its internal standards. This can lasts from few months in case of simple parts/components till few years in case of “important“ components.
Some Repair work of non-flying components can be done by authorized MRO (Maintenance and Repair Organization) without approval of the Manufacturer.
Efesto/Balmar has established strong relations with Engine/Aircraft Manufacturers and regional MROs worldwide in order to support them at LENS® technology implementation.

25
REPAIR AND MAINTENANCE IN JET ENGINE SECTION-MRO
25
Engine Casing/Surface Forms Repair
Disk Surface Wear RepairBlades Repair and Surface Improvement

26
THE LENS® PROCESS – PROTOTYPING OF NOVEL DESIGN
26
Bell Helicopter Mixer (Ti-6-4)9 weeks “classic manufacture“; LENS® 3 weeksRapid Prototype (Fully Functional)Unmanned Combat Armed Rotorcraft (UCAR)
“Courtesy of Optomec Inc. All Rights Reserved”
27
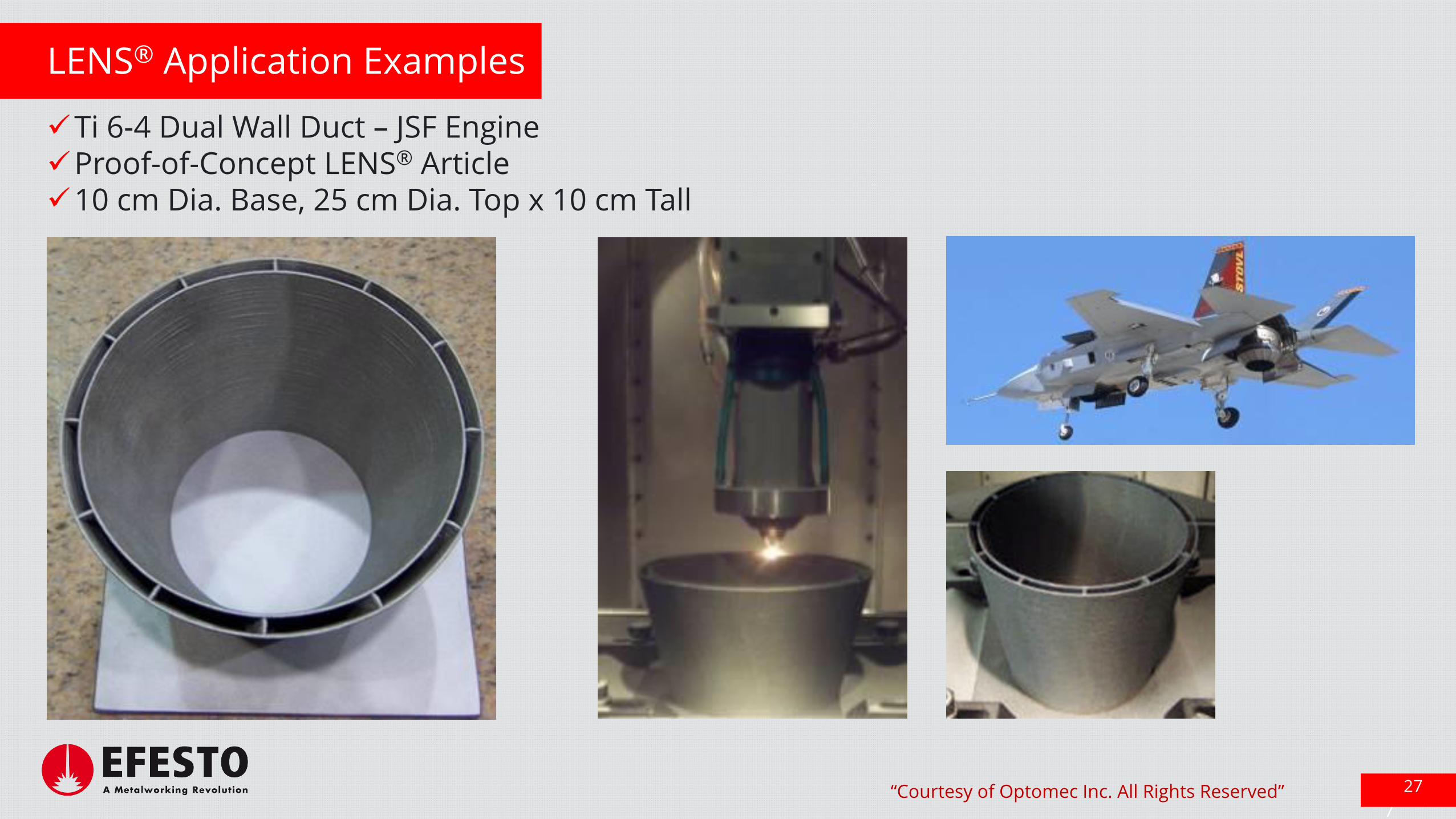
LENS® Application Examples
27
Ti 6-4 Dual Wall Duct – JSF EngineProof-of-Concept LENS® Article10 cm Dia. Base, 25 cm Dia. Top x 10 cm Tall
“Courtesy of Optomec Inc. All Rights Reserved”

28
Inconel Freeform Build – Too large to build in most contemporary SLM/SLS machines
“Courtesy of RPM Innovations Inc. All Rights Reserved” 28
Inconel Laser Freeform 24 tall x 24” long

29
Inconel Freeform Build – too large to build in most contemporary SLM/SLS machines
29
Inconel 625 Freeform approximately 17” OD.
“Courtesy of RPM Innovations Inc. All Rights Reserved”


31
SOME FACTS ABOUT SPACE PRODUCTS
31
To send 1kg of Space Vehicle or Satellite or any other product into Orbit it costs 10.000 USD $ To send 1kg of Space Vehicle or Satellite or any other product to the Moon it costs 100.000
USD $ (x 10) To send 1kg of Space Vehicle or Satellite or any other product to the Mars or any other near
planet it would cost 1kg = 1kg of Diamonds. International Space Station (ISS) weights 450.000 kg For all space applications it is known 1 EUR investment brings back 7 EUR benefit.
Weight of Space Products is very important. Reduction of weight at same performance characteristics can be achieved by AM technologies like LENS® technology.

32
From Invention to Product Innovation
32

33
USAGE OF LENS® FOR SPACE APPLICATIONS
33
Direct from CAD to part – no tooling required Superior material properties – full functionality (Novel Microstructures) Near-net-shape build or repair – minimal finishing Single-step process – reduced time and cost (Time Compression) Low heat input – low distortion and heat-affected-zone Closed loop for precision deposition control High efficiency lasers for reduced cost of ownership Novel 3D Shapes Functional Gradients Simplified Supply Chain Manufacturing Agility High level of Technology Readiness

34
SPACE APPLICATIONS - Satellite structures, solar panels, on-ground equipment
34
Design, development, manufacturing and qualification of high performance satellite structures (good volume/weight ratio),
Introduction of Function-gradient metal materials and shape effect into the structure, Light and high performance solar panels housing, Advanced method of metal elements joining

35
Prototyping and Manufacture of Specials Components for Satellites
35
Joint Elements
Support Elements for Solar Panels
Thruster Nozzles
Support Elements for Antennas
Satellite Housing
Housing Panels

36
SPACE APPLICATIONS - Satellite structures, solar panels, on-ground equipment
36
Advanced Nozzles shapes for exhaust systems (rocket engine), Advanced cooling channels for rocket engine, Prototyping of advanced rotor (impeller) for cooling liquid in the rocket engine, Introduction of Function-gradient metal materials and shape effect into the launcher
structure, Reducing weight of the launcher for 20% or more, Effective and advanced repair of existent space vehicles and launchers, Introduction of special additional protective coatings for the structure Prototyping of novel elements with laser manufacturing technology supports new concepts of
space vehicles and engine propulsions.

37
Development, Prototyping and Manufacture of Specials Components for Space Launchers
37
Nozzle Elements
Elements for Propulsion System
Light weight Structures: Diffusion Bonded Titanium Honeycomb
Turbine Blades

38
TOPICS THAT WE ARE INTERESTED IN
38
Space technology Critical technology Space robotics Satellite technology Launcher In Space propulsion Small scale satellitesSatellite Communication Satellite manufacturingSpace Exploration Propulsion system Protection systems (thermal, radiation)
Targeted field of cooperation Development, prototyping and
manufacture of special components for satellites and space launchers,
Production of component prototypes with LENS® technology with parallel technology development and optimization,
Laser welding of components for satellites and space launchers,
Final machining of prototypes and components.
Reference in Space projects:
ESA/PECS Programme (2011-2014): Project title: Development, Prototyping and Manufacture of special Metal Components for Space Applications with Advanced Laser Technology LENS® (LENS® FOR SPACE)

Your Logo

40
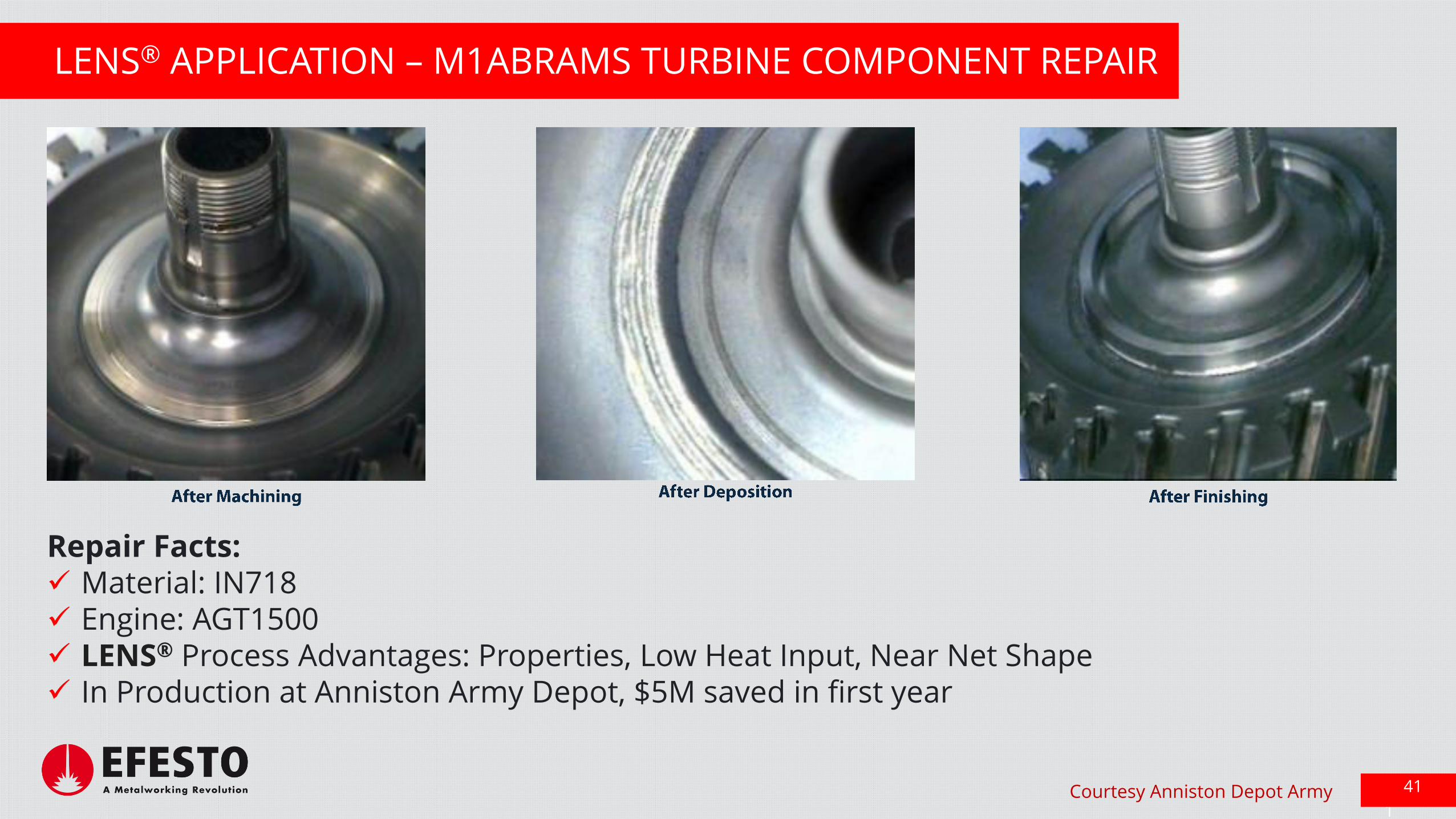
LENS® APPLICATION – M1ABRAMS TURBINE COMPONENT REPAIR
40Courtesy Anniston Army Depot
41
LENS® APPLICATION – M1ABRAMS TURBINE COMPONENT REPAIR
41Courtesy Anniston Depot Army
Repair Facts: Material: IN718 Engine: AGT1500 LENS® Process Advantages: Properties, Low Heat Input, Near Net Shape In Production at Anniston Army Depot, $5M saved in first year

42
Labyrinth Seal (Air Seal Restoration)
42“Courtesy Optomec Inc. All Rights Reserved”
Undersized Air Seals

43
Labyrinth Seal (Air Seal Restoration)
43“Courtesy Optomec Inc. All Rights Reserved”
Pre- Machine

44
Labyrinth Seal (Air Seal Restoration)
44“Courtesy Optomec Inc. All Rights Reserved”
LENS® Build-Up

45
Labyrinth Seal (Air Seal Restoration)
45
LENS® Procedure:Pre-machine undersized air seals.LENS® Build-Up utilizing Inconel
718 material.Vacuum heat-treat (Aging).Final machine.Non-Destructive Testing
LENS® Cycle Time: 60 minutes per part
“Courtesy Optomec Inc. All Rights Reserved”
Finished Machined

46
LENS® Application Examples – MR7 in container)
46“Courtesy Optomec Inc. All Rights Reserved”
The Mobile Parts Hospital (MPH) is a compact communications and manufacturing unit. It is designed for deployment to remote locations for emergency repair of non-operational equipment. A combination of advanced technologies enables the MPH to quickly and efficiently produce new parts or repair parts on demand.
ISO CONTAINER - DEPLOYED BY LAND, SEA OR AIR

47
Ti-6Al-4V Feature Addition To A New Forging
47“Courtesy RPM Innovations Inc. All Rights Reserved”
Ti-6Al-4V Boss Added
Ti-6Al-4V atomizer wheel.
Ti-6Al-4V bosses are Laser Free Form Manufactured To reduce forging thickness and machining costs.
Ti-6Al-4V Boss Added
Final Machined Atomizer Wheel

48
Industrial Applications: Feature Addition
48
Hybrid Manufacturing gives Time Compression & 30% Cost Reduction
Tough to cast, long lead time: 52 weeks to cast Hybrid route: machined disk with details added by LENS® process Delivery Time: 3 Weeks. Superior Design: reduced weight Design changes implemented during development
“Courtesy Sandia National Laboratories. All Rights Reserved”
Electronics Housing in 310SS

49
Dual Thin Wall Cooling Channel Test Part
49
IN625 Freeform Dual Wall Cooling Channel a = 0.065” b = 0.065” c = 0.180” Approximately 0.06” Wall Thickness
Final Deposition Final Deposition
10.5” a b c
Channel Dimensions
“Courtesy Optomec Inc. All Rights Reserved”

50
Ti-6Al-4V Freeform Geometry Capabilities (too large to build in SLM/SLS)
50
Ti-6Al-4V Laser Freeform 28 inch tallThe part shows internal piping various overhangs along with tying in walls to one another
“Courtesy of RPM Innovations Inc. All Rights Reserved”

51
ECS Duct Example
“Courtesy of RPM Innovations Inc. All Rights Reserved” 51
Ti-6Al-4V ECS Duct PrototypeUtilizing Free Form Manufacturing Drastically Reduces Welds per Conventional Techniques
Multi Axis LaserFree Form Manufacturing
Finished Part
Your Logo
"Today EFESTO will do what others won't, so that tomorrow our customers can do what others can't"


















