
3 d printing construction technology additive manufacturing with acm’sb
31
3D Printing Construction Technology Additive Manufacturing with ACM’s Claudio Manissero President, ChemCognition LLC ACI SDC Technology Forum # 39 May 11-12, 2016
-
Upload
claudio-manissero -
Category
Engineering
-
view
325 -
download
0
Transcript of 3 d printing construction technology additive manufacturing with acm’sb

3D Printing Construction Technology Additive Manufacturing with ACM’s
Claudio Manissero President, ChemCognition LLC
ACI SDC Technology Forum # 39
May 11-12, 2016
Introduction • 3D Manufacturing is an incipient technology that is revolutionizing
how we manufacture products.
• The industry was reported to have grown from its inception in 1982 to an estimated $ 1.7 B/annual in 2015 and double this year.
• Focus to date has been in manufacturing small objects or prototypes with plastic, but significant progress has been made in expanding technology to a variety of markets for industrial production using a variety of other materials such as ceramics and metals.
• Significant work is being conducted around the world to evaluate 3D printing technologies for applications in the construction industry.
• Focus of this presentation on a developing technique being pioneered in Europe that holds promise as a practical, industrial strength process for construction utilizing new ACM technologies.
Foreword • Technology is launched by Desamanera SRL in Italy, an innovative startup
company in the process of establishing itself as a global market leader in large scale 3D printing technology for the construction market.
• The company is constituted by a team of experts and researchers that include Dr. Paolo Colombo, PE (Professor of Science and Technology of Materials at the University of Padua, Italy and Adjunct Professor of Materials Science and Engineering at Penn State, PA).
• Basis of initial technology development is technology developed and patented by Italian Civil Engineer Enrico Dini and assigned to D-Shape.
• Desamanera has significantly improved ACM based chemistries and design and flexibility of equipment in order to provide a practical methodology.
• Information and data in this presentation was provided by courtesy of Desamanera and University of Padua.

Overview • 3D Printing technology has been evolving since its inception in
1982 through a variety of approaches: − Stereo Lithography Apparatus (1982) − Selective Laser Sintering (1986) − Fused Deposition Modeling (1988) − Selective laser melting (1995) − Contour crafting (2013-14)
• Additive Manufacturing is the preferred model for contour crafting that is the most popular approach for construction.
• Additive manufacturing is defined by ASTM F2792-12a(Standard Terminology for Additive Manufacturing Technologies) as the “process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologies, such as traditional machining.”

Additive Manufacturing Direct AM Manufacturing: characterized by the direct deposition of a fully formulated “cement” mixture in only in the places dictated by a 3D rendering file to provide the desired object.
A. Zocca,, P. Colombo, C.M. Gomes, J. Guenster., “Additive Manufacturing of Ceramic-Based Materials,” J. Am. Ceram. Soc., 98(2015) 1983–2001

Additive Manufacturing Indirect AM Manufacturing: Characterized by the initial deposition of a powdered material in a layer, followed by formation of a “cement” in a cross section of the object in the layer deposited by chemical reaction till the full object is printed. At the end the unreacted powder is removed.
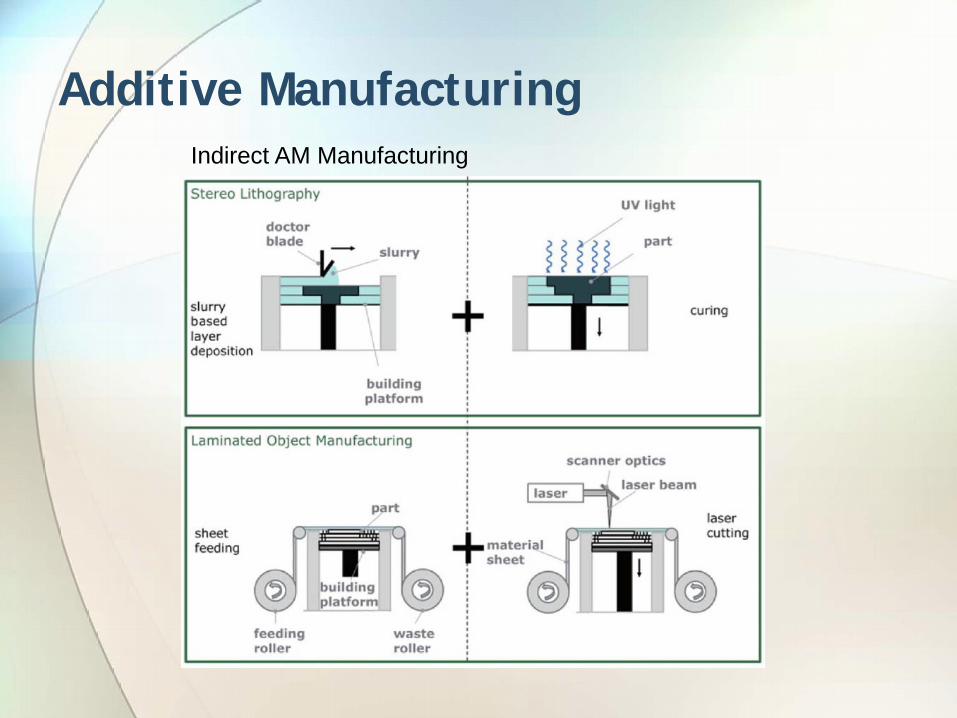
Additive Manufacturing Indirect AM Manufacturing

Desirable Characteristics Binder Cement
• Fast setting
• Sufficient early compressive strength
• Controllable rheological properties
• Good ability to bind to itself
• Low Porosity
Equipment
• Durability and practicality in construction
• Flexibility in thickness of layers, dimensions, and resolution
• Precision
• Seamless integration of software with hardware
• Portability
Cost – Combined cost of binder and equipment justifiable.

Binder “Cement” Development • OPC based materials impractical for application
• ACM’s − Geopolymers − Magnesium oxychloride cements (Sorel) − Magnesium phosphate cements − Choice of binder dependent on desired characteristics of manufactured
product
• Parameters affecting choice of additive manufacturing method and equipment design − Rheology characteristics − Fast to extremely fast set times − Magnesium phosphate cements − Exotherm (heat evolution) − Binder to binder interactions − Strength development

Additive Manufacturing Method Direct AM Manufacturing
PROS
• No issues with interlayer binding
• Optimization of mixing/rheology
• Allows manufacturing around reinforcement
• More spatial flexibility
CONS
• High risk of cement setting in equipment
• Limitations on design/complexity
• Issues with heat generation
Indirect Manufacturing
PROS
• Faster
• Lowered chance for equipment malfunction
• More flexible design/materials
• Unreacted powder heat sink
• Durable equipment structure
CONS
• Layer to layer binding
• Potential Porosity issues
• Less spatial flexibility

Additive Manufacturing Method
Additional Advantages
• Allows for deposition of different binder formulations in different layers (e.g. colored, density, conductivity etc.)
• Opportunity to have different aggregates/fillers in different layers at desired layer thickness.
• Ability to incorporate fibers without change of clogging
• Ability to embed steel or glass mesh in horizontal plane for reinforcement.
• Since powder acts as support much more flexibility in designing curvilinear objects, holes, etc.
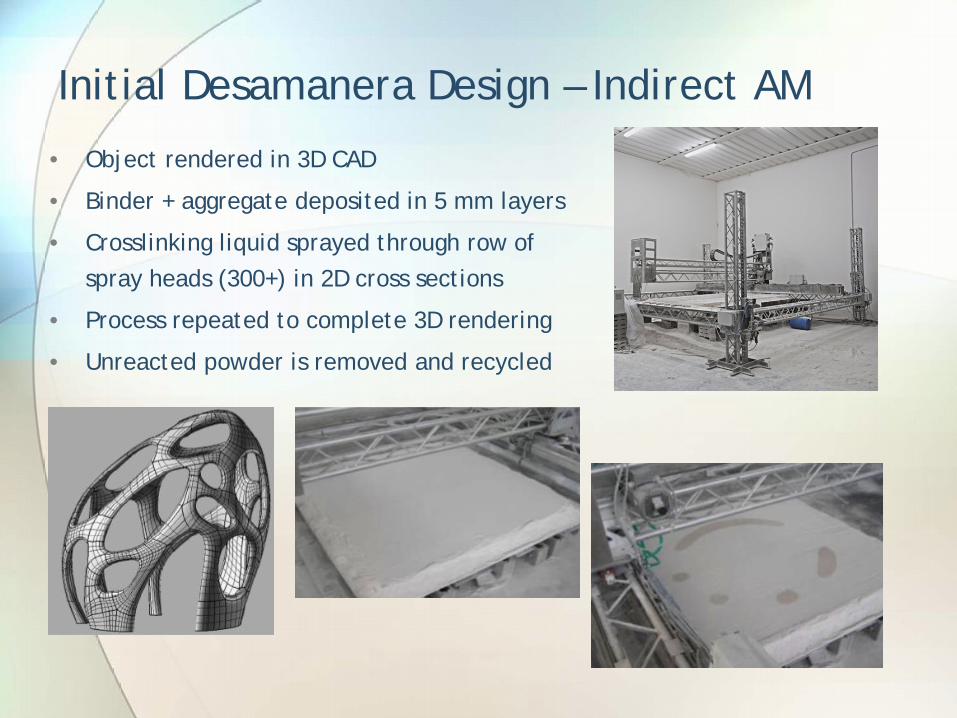
Initial Desamanera Design – Indirect AM
• Object rendered in 3D CAD
• Binder + aggregate deposited in 5 mm layers
• Crosslinking liquid sprayed through row of spray heads (300+) in 2D cross sections
• Process repeated to complete 3D rendering
• Unreacted powder is removed and recycled

Initial Desamanera Design – Indirect AM

Determination of Binder Properties • Compressive Strength – non-homogeneous behavior – layer
interphase
• Porosity (as vol %) – dependent on ACM used, filler used and ratio of binder/filler

Geopolymer Studies

Geopolymer Studies

Geopolymer Studies Example of properties obtained:
• Compressive strength – longitudinal - 16.45 ±3.50 MPa (2400 psi)
• Compressive strength – transverse - 6.56 ±2.16 MPa (950 psi)
• Average (open) porosity - 30.4 ±2.5 Volume %
Magnesium Oxychloride Cement • Binder most commonly used in indirect additive manufacturing
• In process MgO is premixed with a semi-inert filler (commonly a marble powder (CaCO3+MgCa(CO3)2) up to 80% of powder
• Crosslinking solution fed through spray heads is magnesium chloride solution of appropriate concentration.
• Exothermic reactions when the two components react
• The main bonding phases found in hardened MOC pastes are Mg(OH)2 (magnesium hydroxide), 3Mg(OH)2•MgCl2•8H2O (3-form) and 5Mg(OH)2•MgCl2•8H2O (5-form). The 5-form exhibits superior mechanical properties
• Studies conducted using present binder mix (MOC low) and doubling binder content (MOC High)

Magnesium Oxychloride Cement
MOC Low

Magnesium Oxychloride Cement MOC High

Magnesium Oxychloride Cement Properties Obtained
MOC Low
• Compressive strength – longitudinal – 3.08 ±1.01 MPa (450 psi)
• Compressive strength – transverse – 2.40 ±0.62 MPa (350 psi)
• Average (open) porosity – 47.0 ±1.3 Volume %
MOC High
• Compressive strength – longitudinal – 2.04 ±0.67 MPa (300 psi)
• Compressive strength – transverse – 2.09 ±0.27 MPa (305 psi)
• Average (open) porosity – 46.1 ±1.2 Volume %
Low compressive strength limits application of MOC

Magnesium Oxychloride Cement Example – Park Benches for Commemorative park in Amsterdam (Bench designed by Janjaap Ruijssenaars) – Note the three Saint Andrew's Crosses that are part of the coat of arms of the city

Magnesium Oxychloride Cement Example – Artificial Reefs – Monaco, Barhain

Magnesium Phosphate Cement • New cement binder under development (patent pending)
• In process MgO is premixed with a phosphate salt and a semi-inert filler
• MgO grades used are materials with high reactivity (light-burned MgO)
• Crosslinking solution fed through spray heads is water.
• Exothermic reactions when the two components react
• Final reaction product is identified as magnesium potassium phosphate hexahydrate (MgKPO4•6H2O)
• Results reported are with low levels of binder to filler. Studies are continuing adjusting ratios and with additives to further increase strengths and improve on layer interface binding.

Magnesium Phosphate Cement Properties Obtained with Current Formulations
• Compressive strength – longitudinal – 9.29 ±1.88 MPa (1350 psi)
• Compressive strength – transverse – 8.26 ±1.61 MPa (1200 psi)
• Average (open) porosity – 28.2 ±0.6 Volume %
• While strength is still low for structural type applications, current development is yielding increasing strength and interphase bonding getting closer to structural requirements.
• Strength increases are obtained by increasing binder ratios (not observed with MOC)
• Reaction rate significantly faster than MOC significantly decreasing manufacturing time.

Magnesium Phosphate Cement This image cannot currently be displayed.

Desamanera New Design • Customizable sizes – basic model 3m X
4m X 3m • Allows production of large objects or
multiple medium sized objects • Adjustable layer thickness • Highly transportable allowing portable
manufacturing. • Flexibility with binders – adjustment
to local materials, recycle of materials
SPECIFICATIONS (Research Model) • Max object size: 3 X 3 X 3 m • Speed of production: 150 sec/layer • Layer thickness: Adj 3-20 mm • Resolution: 2000 μm • Weight: 1300 kg • 3D format: *.stl (stereolithography)

Desamanera “Marmo LiquidoTM” • Desamanera “Marmo Liquido”
(liquid marble) product developed as a coating to provide a marble like finish to 3D manufactured items
• Material is applicable to a wide variety of substrates and cements.
• Available in multiple natural stone colors and textures
• Impervious to water.
• Formulations supplied that provide “glow in the dark” features
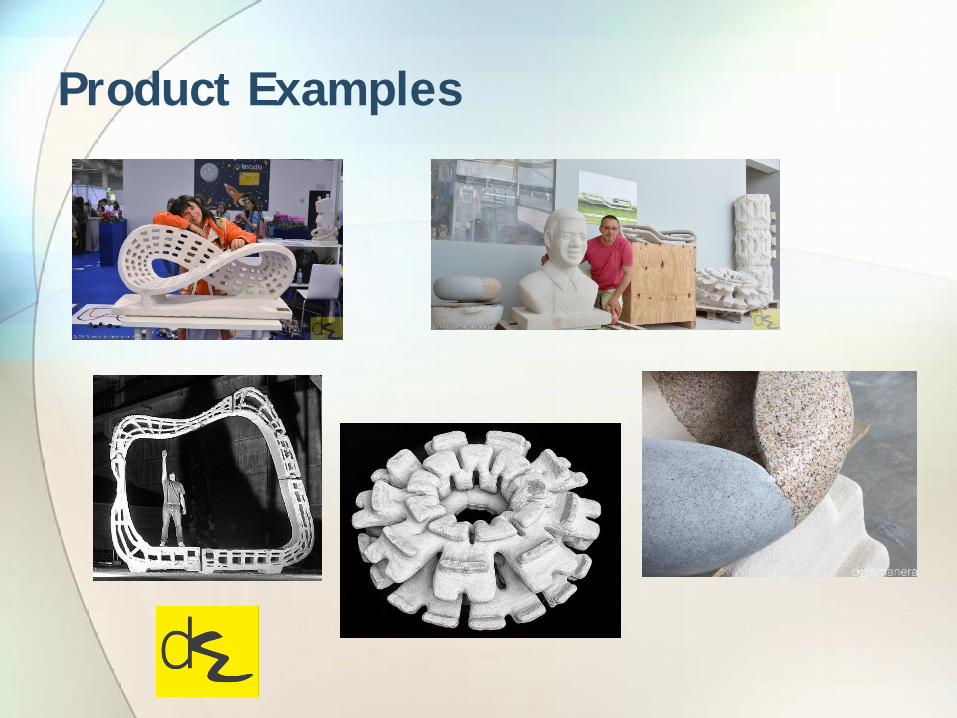
Product Examples

Summary • Practical, field-tested 3D printing (additive manufacturing)
technology is available now and being launched in the market.
• Current binder technology limits its applications to non-structural applications: − Residential – Stamped concrete, outdoor living area, fountains, pool areas. − Non-residential – precast-type construction including architectural/artistic
uses. Includes parking structures, universities, amusement parks, etc. − Commercial buildings – architectural/artistic, complex precast portions of
buildings, and fire/security areas. − Historical Preservation − Artificial Reefs
• Development is underway for structural applications
• 3D Printing Market estimated to grow to $230 B to $550 B per year by 2025 – What portion of this will be in the construction market?

Acknowledgements Special Thanks for providing data, pictures and drawings to:
Antonino Italiano, Desamanera SRL, Viale Maestri del Lavoro, 1/D, 45100 Borsea (Rovigo), Italy
Dr. Paolo Colombo, Professor of Science and Technology of Materials at the University of Padua, Italy and Adjunct Professor of Materials Science and Engineering at Penn State, PA
Giorgia Franchin, Hamada Elsayed, Alberto Conte, Paolo Scanferla, Anna De Marzi, Luca Grossi, Department of Industrial Engineering,
University of Padua, 35131 Padova, Italy


















