2009finalreportteam9 on Jatropha

of 118
Transcript of 2009finalreportteam9 on Jatropha
-
8/18/2019 2009finalreportteam9 on Jatropha
1/118
Team 9: Oil from [the] Soil
Biodiesel Production from Seed Oil of the
Jatropha Curcas Plant
Final Report
Authors: Brooke Buikema
Stephen Gabbadon
Hwok-Chuen Lee
Michael Workman
Date Submitted: May 15th, 2009
-
8/18/2019 2009finalreportteam9 on Jatropha
2/118
i
Executive Summary
Team Oil from [the] Soil is comprised of four Calvin College senior engineering students in the chemical
concentration who are proposing an alternative source for biodiesel production. This alternative entails
converting the oil found in the seeds from the Jatropha Curcas plant into biodiesel. Team Oil from [the]
Soil has designed and optimized a chemical process to produce biodiesel from the Jatropha Curcas plant.
With the use of UniSim design software, the team has simulated a chemical plant which produces two
million gallons of Jatropha Curcas biodiesel annually. Using Jatropha Curcas seed oil to produce
biodiesel was concluded to be a feasible alternative because:
The yield of biodiesel per hectare for Jatropha is more than four times as much fuel per hectare
as soybean, and up to ten times that of corn.
Jatropha is a non-food plant and does not consume any food stock.
The Jatropha plant can be grown in harsh, arid conditions, making it suitable for growth in a
variety of different locations and difficult environments.
Jatropha plantations have the potential to improve the economy of lesser-developed nations with
vast wastelands.
The production of biodiesel from Jatropha Curcas seeds is comprised of three major steps:
1.
Extraction of seed oil: A solvent extraction method is used to extract the oil from crushed
Jatropha seed flakes.
2.
Treatment of seed oil: The free fatty acid content in the seed oil is reduced by acid-catalyzed
transesterification to give a higher biodiesel yield product in the third and final step.
3.
Conversion of seed oil to biodiesel: This step utilizes base- catalyzed transesterification process
which effectively produces biodiesel from the treated Jatropha Curcas seed oil.
-
8/18/2019 2009finalreportteam9 on Jatropha
3/118
ii
Table of Contents
Executi ve Summary ____________________________________________________________ i
Table of Contents _____________________________________________________________ ii
L ist of F igures _______________________________________________________________ iv
L ist of Tables ________________________________________________________________ iv
1. Introduction _______________________________________________________________ 1
2. Backgr ound _______________________________________________________________ 1
2.1. Jatropha Curcas History ________________________________________________________ 1
2.2. Jatropha CurcasLife Cycle and Harvest ___________________________________________ 2
2.3. Jatropha Biodiesel for Retail _____________________________________________________ 3
2.3. Potential for Farmers and Developing Nations ______________________________________ 3
3. Chemistry Overview _________________________________________________________ 4
3.1. Extraction of Seed Oil __________________________________________________________ 4
3.2. Treatment of Jatropha Curcas Seed Oil ____________________________________________ 4
3.3. Conversion of Seed Oil to Biodiesel _______________________________________________ 5
3.4 Comparative Fuel Properties _____________________________________________________ 6
4. Process Descripti on _________________________________________________________ 7
4.1. Design Alternatives ____________________________________________________________ 7
4.1.1. Extraction of Seed Oil Alternatives ______________________________________________________ 7
4.1.2. Treatment of Seed Oil and Conversion of Seed Oil to Biodiesel Alternatives _____________________ 8
4.2. Area 100: Hexane Solvent Extraction and Recycle ___________________________________ 8
4.2.1. Section X-100 ______________________________________________________________________ 9
4.2.2. Section X-101 _____________________________________________________________________ 10
4.2.3. Section T-120 ______________________________________________________________________ 10
4.3. Area 200: Hexane Recovery ____________________________________________________ 11
4.3.1. Section E-200 ______________________________________________________________________ 11
4.3.2. Section T-210 ______________________________________________________________________ 12
4.3.3. Section T-211 ______________________________________________________________________ 12
4.4. Area 300: Treatment and Conversion of Seed Oil to Biodiesel ________________________ 12
4.4.1. Section X-300 _____________________________________________________________________ 13
4.4.2. Section V-310 _____________________________________________________________________ 14
4.4.3. Section X-301 _____________________________________________________________________ 14
4.4.4. Section V-311 _____________________________________________________________________ 14
4.5. Area 400: Biodiesel Treatment and Methanol Recovery _____________________________ 15
-
8/18/2019 2009finalreportteam9 on Jatropha
4/118
-
8/18/2019 2009finalreportteam9 on Jatropha
5/118
iv
9.4. Michael Workman ____________________________________________________________ 30
12. Acknowledgments_________________________________________________________ 30
APPENDIX ________________________________________________________________ 31
Appendix A: Hand Calculations ____________________________________________________ 32
Appendix B: Infrared Spectroscopy Results for Untreated Oil ___________________________ 41
Appendix C: Infrared Spectroscopy Results for Treated Oil _____________________________ 42
Appendix D: Infrared Spectroscopy Results for Glycerol Byproduct ______________________ 43
Appendix E: Gas Chromatography Results for Untreated Jatropha Oil ___________________ 44
Appendix F: Gas Chromatography Results for Treated Jatropha Oil ______________________ 48
Appendix G: Bibliography _________________________________________________________ 52
Appendix H: Full Process Flow Diagram _____________________________________________ 53
Appendix I: Material Safety Data Sheets _____________________________________________ 55
Appendix J: UniSim Design Summary _______________________________________________ 78
List of Figures
F igure 2.1 - Matur e Jatr opha Curcas Plant ________________________________________ 2
F igure 2.2 - Ripe Fru it of the Jatropha Curcas Plant ________________________________ 3
F igure 3.1 - F ree Fatty Acid Treatment with Methanol _______________________________ 5
F igure 3.2 - Transester if ication of a Tr iglycer ide (JCO) with M ethanol _________________ 6
F igure 4.1 - Equi pment design for Hexane Solvent Extraction and Recycle, Area 100 ______ 9
F igure 4.2 - Hexane Recovery System, Area 200 ___________________________________ 11
F igure 4.3 - Treatment and Conversion, Area 300 __________________________________ 13
F igure 4.4 - Methanol Recovery and Biodiesel Wash, Area 400 _______________________ 15
List of TablesTable 3.1 - Fuel Properties of Jatropha Biodiesel ___________________________________ 6
Table 4.1 - Industr y Standards for Corrosion Contr ol _______________________________ 20
Table 6.1 - Free Fatty Acid Content of the Untreated Oil ____________________________ 21
Table 6.2 - Free Fatty Acid Content of the Tr eated Oil ______________________________ 22
-
8/18/2019 2009finalreportteam9 on Jatropha
6/118
v
Table 8.1 - Energy Return on I nvestment, in K il owatts ______________________________ 25
Table 8.2 - Dai ly Cost for Chemical Materials _____________________________________ 25
Table 8.3 - Equipment Cost of Heavy Equipment __________________________________ 26
-
8/18/2019 2009finalreportteam9 on Jatropha
7/118
1
1. Introduction
With a promise of energy independence and decreased environmental impact, the popularity, production,
and use of biodiesel has seen great increase in recent years. Not only has biodiesel been proved as safe
and biodegradable, it also aids in the reduction of harmful air pollutants released during the combustion of
conventional fuels. Biodiesel is a combination of medium to long chain esters that are stable at ambient
temperatures, burn cleanly, and have low sulfur content in comparison to petroleum diesel. Blends of
20% biodiesel with 80% petroleum (B20) diesel are generally acceptable for use in readily-available
diesel engines currently sold in several popular vehicle models.
The primary objectives of this project were to design and optimize a chemical process for the production
of biodiesel from the seed oil of the Jatropha Curcas plant. A simulation of the chosen process was then
devised using UniSim design software and a basis of two million gallons of annual biodiesel production.
This volume of fuel is approximately equivalent to 2.8x1011 Btu. The optimized simulation incorporates
industrial equipment and design for a continuous operation involving seed oil extraction, treatment, and
conversion to biodiesel.
To prove the effectiveness of the process design, bench-scale laboratory experiments were performed.
Intermediate and final products of these lab trials were collected and analyzed with gas chromatography
and infrared spectroscopy.
2. Background
2.1. Jatropha Curcas History
Originating in the Caribbean and in Central America, the Jatropha genus includes over 100 plants,
shrubs, and trees. The genus has also become neutralized to many tropical and subtropical areas,
including India and North America, being spread to Africa and Asia through its trade as a valuable hedge
plant.
Since Jatropha was introduced into the subcontinents over 500 years ago, hundreds of sub-species have
developed through cross-fertilization and adaptation to the subcontinents with varied climatic conditions.
As a result, the yields and growing characteristics of Jatropha oil vary between each region. Research
concerning the qualities and characteristics of Jatropha varieties that flourish in different locations has
-
8/18/2019 2009finalreportteam9 on Jatropha
8/118
2
been performed, with studies focusing especially on the micro-propagation of seedlings exhibiting the
necessary characteristics for mass plantings in a variety of locales.1
2.2. Jatropha Curcas Life Cycle and Harvest
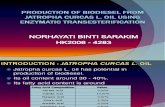
Standing as high as five meters tall, the mature Jatropha plant bears separate male and female flowers.
The size of each plant is generally controlled by hedging to remain under one meter tall, a convenient
height for the collection of seeds by hand. Jatropha plants are typically harvested between December and
January. Plants reach maturity and begin producing seeds in one to five years, depending on soil fertility
and rainfall, and continue to produce seeds for more than 20 years.2 Each seed contains a high oil
content in the range of 30-40%. The Jatropha plant is hardy, and can grow in harsh conditions, low
fertility soils, and both low- and high-rainfall areas. Figure 2-1 shows a developed, four-year-old
Jatropha Curcas plant.
Figure 2.1 - Mature Jatropha Curcas Plant3
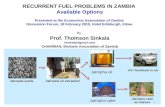
Figure 2-2 depicts the ripe fruit of the Jatropha plant, with each fruit containing two seeds. The Jatropha
plant yields more than four times as much fuel per hectare as soybean crops, and more than ten times that
of corn. One hectare of Jatropha produces approximately 1,900 liters of biofuel.4
1,2 Lele, Satish. Biodiesel and Jatropha Cultivation. India: Agrobios, 2006.3 "The World is Green." Word Press. .4 Michael Fitzgerald. India’s Big Plans for Biodiesel. Technology Review; Massachusetts Institute of Technology. 2007. 3 May.
.
-
8/18/2019 2009finalreportteam9 on Jatropha
9/118
3
Figure 2.2 - Ripe Fruit of the Jatropha Curcas Plant5
2.3. Jatropha Biodiesel for Retail
In June of 2008, the ASTM International D02 Main Committee approved a trio of revised specifications
for biodiesel blends. The committee modified the existing pure biodiesel blend stock specification
(ASTM D6751), increased limit specifications to allow for 5% biodiesel (B5) in conventional petroleum
diesel (ASTM D975), and approved blending limits between 6% (B6) and 20% (B20) biodiesel for use in
on- and off-road diesel engines. Each of these specifications greatly aide in the growing market for
biodiesel production.6
The average resale value of biodiesel varies between states but is currently $4.20/gallon nationally, an
attractive price for potential producers. Its cost depends greatly on the market price for Jatropha Curcas
seed oil and the overall efficiency of the production process. In general, a 20% biodiesel-petroleum blend
costs $0.20/gallon more than unblended diesel. However, by increasing the efficiency of production and
decreasing the overhead costs of Jatropha plantations, the price of Jatropha-based biodiesel can be
reduced to a more competitive rate.7
2.3. Potential for Farmers and Developing Nations
Since the planting, harvesting, and care of of Jatropha seeds require manpower, its cultivation has the
potential to generate a wealth of jobs in areas of low employment. As a perennial crop, Jatropha also
serves as a dependable source of income to communities which are typically subject to income
fluctuations.
5 6ASTM Approves New Biodiesel Blend Specifications, Including B20. Green Car Congress, 2008. 12 Nov. 2008
.7 Dehue, Bart, and Willem Hettinga. GHG Performance Jatropha Biodiesel. Www.d1plc.com. 2 June 2008. Ecofys. 10 May 2009
.
-
8/18/2019 2009finalreportteam9 on Jatropha
10/118
4
Nations that choose to pursue Jatropha farming can utilize large areas of marginal and degraded land that
have fallen out of production or become unsuitable for agriculture. As mentioned, Jatropha crops can
potentially create millions of rural jobs, increasing farm-based incomes and also enabling developing
countries to obtain supplies of local biodiesel. These actions reduce lesser-developed nations’
dependence on expensive imports of mineral diesel while producing surpluses of refined biodiesel for
export.
3. Chemistry Overview
The production of biodiesel from Jatropha Curcas has been designed using three main steps:
1.
Extraction of seed oil via hexane solvent extraction
2.
Treatment of seed oil via acid-catalyzed transesterification3.
Conversion of the seed oil to biodiesel via base-catalyzed transesterification
The following outlines the background information and chemistry occurring in each step of the process.
Material safety data sheets (MSDS) for each relevant compound are available at the conclusion of the
Appendix.
3.1. Extraction of Seed Oil
Hexane solvent extraction provides an effective method of extraction for Jatropha Curcas seed oil. This
solid-liquid method is often referred to as ―leaching‖. In this extraction technique, where hexane is
miscible only with the seed oil, allowing the oil to diffuse from the seed flakes upon introduction to the
surrounding hexane solvent.
To increase the efficiency of this step of the overall process, remaining hexane is stripped from the
hexane-seed husk slurry, recovered, and recycled to the extraction process. Care is to be taken to prevent
any emission of hexane from the closed system due to concerns of its toxicity and flammability, as well as
increased raw material costs.
3.2. Treatment of Jatropha Curcas Seed Oil
Another technique for increasing the yield of biodiesel and decreasing material costs is the pre-treatment
of extracted seed oil. The presence of Free Fatty Acids (FFAs) in the extracted seed oil presents the
possibility of saponification during a later step. Saponification, a side reaction involving FFAs,
ultimately causes valuable catalyst to be consumed for the production of glycerol rather than the desired
-
8/18/2019 2009finalreportteam9 on Jatropha
11/118
5
biodiesel product. Freshly-extracted Jatropha Curcas seed oil contains between 10-20% FFAs by weight,
depending on both the age of the plant when harvested as well as its growing conditions. To reduce the
FFA content of the solution, the seed oil is treated using sulfuric acid in an acid-catalyzed
transesterification reaction, which proceeds as follows:
Methanol Free Fatty Acid Water Methyl Ester (Biodiesel)
Figure 3.1 - Free Fatty Acid Treatment with Methanol
The FFAs are reacted with methanol in the presence of a sulfuric acid (H2SO4) catalyst and heat,
producing water and methyl esters.
3.3. Conversion of Seed Oil to Biodiesel
The Jatropha Curcas plant oils are composed almost entirely of mono-, di-, and tri-glycerides, which
react during a second transesterification step to produce biodiesel. Transesterification for producing the
final biodiesel product is conducted using a sodium hydroxide (NaOH) base-catalyzed reaction with
methanol. NaOH is first solvated in the methyl alcohol and is then added to the purified seed oil. The
solvated NaOH must be added first, so as to deprotonate the alcohol prior to insertion in the medium, and
also to aid in mixing the basic catalyst and the immiscible Jatropha Curcas oil. Once the methanol-
NaOH mixture has been added to the seed oil, the reaction proceeds as follows:
NaOH (catalyst)
Methanol Triglyceride Methyl Ester (Biodiesel) Glycerol
-
8/18/2019 2009finalreportteam9 on Jatropha
12/118
6
Figure 3.2 - Transesterification of a Triglyceride (JCO) with Methanol
The water content of raw Jatropha Curcas seed oil has been found to contain between 5% and 20% water
by mass.8 However, the transesterification reaction described here requires the water content of reactants
to remain under 1% by weight; if the water content exceeds this limit, emulsification may occur and the
reaction likely will not reach completion. Care must be taken that the hexane recycle streams in the
process are free of water to minimize risks.
Each transesterification reaction takes place in one of two batch reactors. Upon creation, the final
biodiesel product is passed through a water wash to remove reaction byproducts and any unreacted
reagents.
3.4 Comparative Fuel Properties
The following table shows a comparison between the properties of Jatropha oil, Jatropha biodiesel,
conventional diesel, and established biodiesel standards.
Table 3.1 - Fuel Properties of Jatropha Biodiesel9
Using the chemical procedures outlined in this report, an overall biodiesel yield of 99% can be expected
from the seed oil of the Jatropha Curcas plant.
8 Gubitz, G. M, M Mittelbach, and M Trabi. Exploitation of the tropical oil seed plant Jatropha Curcas L. Vol. 67. Oxford:Elsevier Science, 1999.
9 Kumar Tiwari, Alok; Kumar, Akhilesh; Raheman, Hifjur. Biodiesel production from jatropha oil (Jatropha curcas)
with high free fatty acids: An optimized process. Biomass and Bioenergy (2007), 31(8), 569-575.
ASTM D 6751-02 DIN EN 14214
Density at 15
̊
C kg m -3
940 880 850 - 860-900
Viscocity at 15
̊
C mm2 s
-124.5 4.8 2.6 1.9-6.0 3.5-5.0
Flash point
̊
C 225 135 68 > 130 >120
Pour point
̊
C 4 2 -20 - -
Water content % 1.4 0.025 0.02 < 0.03 < 0.05
Ash content % 0.8 0.012 0.01 < 0.02 < 0.02Carbon residue % 1 0.2 0.17 - < 0.30
Acid value mg KOH g-1
28 0.4 - < 0.8 < 0.50
Calorific value MJ kg-1
38.65 39.23 42 - -
Property Unit Jatropha Oil Jatropha biodiesel Diesel Biodiesel standards
-
8/18/2019 2009finalreportteam9 on Jatropha
13/118
7
4. Process Description
As previously mentioned the proposed method for biodiesel production requires three main steps. These
steps include hexane solvent extraction, acid-catalyzed transesterification, and base-catalyzed
transesterification, each of which is well-known and widely-utilized in today’s biodiesel industry. These
steps also allow for a high yield of the final biodiesel product, the primary goal of process optimization,
and each has been classified into one of four areas of the resulting simulation. Extraction of seed oil via
hexane solvent extraction takes place in Area 100, treatment and conversion via transesterification occurs
in Area 300, and biodiesel treatment and methanol recovery take place in Area 400. Hexane recovery,
another important step, occurs in Area 200. Simulation of this process was based on an annual biodiesel
production of two million gallons. However, finalizing the choice of mechanisms and methods for each
step required all possible choices and alternatives to be proposed, researched, and discussed.
4.1. Design Alternatives
There are several design alternatives for the production of biodiesel from Jatropha Curcas seed oil.
Alternatives for the main steps of the production process are as follows.
4.1.1. Extraction of Seed Oil Alternatives
Alternatives methods for extracting the oil within Jatropha seeds include mechanical pressing and
ultrasonification. Of these, mechanical pressing with either manual or electrical power is most common.
This technique lacks in efficiency, though, as only 50-60% of the oil is able to be extracted from the seedhusks. Also, heat generated during pressing can damage the oil and reduce the overall quality and yield.10
Ultrasonification, another method considered, entails the use of high-intensity acoustic energy and
specialty equipment.11 Neither of these two methods provided a feasible, efficient option for extraction.
Accordingly, each was eliminated and other alternatives were considered.
The chosen method, solvent extraction, utilizes a solvent to extract oil from the seed husks. Many
chemicals can serve as the solvent for this process, including hydrocarbon solvents like hexane,
halogenated solvents like trichloroethylene, and supercritical solvents such as supercritical CO2. Hexanewas chosen as the best solvent for this process due to two favorable characteristics — an extraction grade
of 48-98% and a narrow distillation range.
8,9 Thijs, Adriaans . Suitability of solvent extraction for Jatropha Curcas. FACT Foundation, 2006. 20 Nov.
2008
-
8/18/2019 2009finalreportteam9 on Jatropha
14/118
8
4.1.2. Treatment of Seed Oil and Conversion of Seed Oil to Biodiesel Alternatives
Various transesterification mechanisms were researched and considered, including ultra-shear inline and
ultra-sonic methods, as well as the use of supercritical methanol or microwave reactors. Each seeks either
to maximize the contact between the two immiscible liquids within the reactor or to increase localized
heat found at their interface.
However, each alternative was eliminated due to unsatisfactory characteristics. The use of supercritical
methanol includes several risks associated with running at high-pressure, high-temperature conditions.
Unfortunately, ultrasonic reactors have very little reference in literature. Despite potential for future
development, microwave reactors remain an unproven technology. Additionally, ultra-shear reactors are
not economically feasible of this project. Thus, transesterification through the use of methanol and
catalyst reaction emerged as the method of choice.
4.2. Area 100: Hexane Solvent Extraction and Recycle
With each mechanism having been chosen and all underlying principles confirmed, the overall biodiesel
production process was designed as follows, beginning with the extraction of the raw seed oil.
First, raw Jatropha Curcas seeds are crushed in a grinder. The Jatropha Curcas oil (JCO) is then
removed from the seed flakes using hexane solvent extraction. The hexane solvent extraction and recycle
system is comprised of a rotocel extractor, a stripper column, a rotary dryer, and a decanter. The recycle
system effectively separates the hexane from both the extracted flakes and the hexane-JCO mixture, also
known as the ―miscella‖.
This extraction system consists of the equipment required to separate the hexane from the miscella and
wet seed cake, as shown in Figure 4.1.
-
8/18/2019 2009finalreportteam9 on Jatropha
15/118
9
Figure 4.1 - Equipment design for Hexane Solvent Extraction and Recycle, Area 100
Hexane found in the miscella exiting the rotocel extractor is recovered by stripping it from the JCO. This
takes place in the steam-fed stripping column, and hexane is recovered from the hexane-wet flake slurry
by evaporating it with steam in the rotary dryer. The water-hexane mixtures are condensed and sent to the
decanter, where the water is separated and the hexane is recycled. Hand calculations performed for thesizing of relevant equipment is included in Appendix A.
4.2.1. Section X-100
The heart of the solvent extraction process, the extractor, must transport the Jatropha Curcas flakes as
intended but still allow adequate exposure of the flakes to the hexane stream. The extraction of JCO from
seed husks begins by feeding ground Jatropha Curcas seed flakes into the extractor of choice for this
design, a continuous rotocel extractor (X-100). This device resembles a carousel, with walled, annular
sectors that lie on a horizontal plane and are slowly rotated by a motor. The cells, which catch and holdthe solids, have perforated undersides to allow for solvent drainage. Each cell successively passes
through a solids feed area, a series of solvent sprays, a final spray and drainage area, and a solids
discharge area. Fresh solvent is supplied to the cell at a rate of 2373 L/hr, with flakes being supplied at a
rate of 2760kg/hr. The wet seed cake is then fed into a discharge hopper and sent to the rotary dryer,
while the miscella is sent to the stripper for hexane recovery.
-
8/18/2019 2009finalreportteam9 on Jatropha
16/118
10
4.2.2. Section X-101
The wet seed cake exiting the rotary extractor contains 25-30 wt% hexane.12 To recover this hexane, the
cake is fed directly into a rotary dryer (X-101). This dryer consists of a rotating cylindrical shell that is
slightly inclined. This incline is specified as having a slope of less than 8cm/m from the horizontal
plane.13 The wet seed cake is fed into the dryer at the high end of the shell, and the dry cake is discharged
from the low end. A steam stream flows counter-current to the solids at a rate of 250L/hr, thus
evaporating the hexane from the seed cake. The bulk solids occupy 10-18% of the cylinder volume with
a residence time of 30 minutes. The dry cake exiting the rotary dryer is then sent to an incinerator, with
hexane-water vapors being condensed and collected into a decanter. Heat produced from dry cake
incineration is used for heat exchange and to preheat the steam used in this step, providing an added level
of efficiency and cost savings.
4.2.3. Section T-120
The miscella leaving the extractor is approximately 66 wt% hexane. To recover this hexane, the miscella
stream is fed into a stripper column (T-120). The stripper of choice is a vertically structured column with
eight valve trays, each separated by 12 inches. The column is 22 feet tall and has a diameter of 8.4
inches. There is a four foot head space above the top tray where entrained liquid is removed. Also, a 10-
foot space below the bottom tray adds bottoms surge capacity. Two streams enter into the stripper — the
miscella and a steam stream used to strip hexane from the JCO within the miscella. The steam stream is
fed conditions of 160°C and 240 kPa, and the column operates at 160°C and 200 kPa. The boiling point of
the JCO, approximately 870°C, is far greater than that of hexane, approximately 69°C, so the hexane-
stripped JCO flows downward and exists as the bottoms product.
This process is highly-effective, removing approximately 99.99% of the hexane from the JCO. The
resulting hexane-steam mixture is condensed and sent to the decanter, and the JCO is pumped to the
appropriate storage tank. All condensed hexane-water mixture is collected into the decanter where,
because of a difference in densities, the hexane and water separate. This solution is then heated to remove
the hexane, and the water is discharged to the sewer. The vaporized hexane is recycled and directed back
to the rotocel extractor.
12,13 Seader, J. D., and Ernest J. Henley. Separation Process Principles. 2nd ed. New York: Wiley, 2005.
-
8/18/2019 2009finalreportteam9 on Jatropha
17/118
11
4.3. Area 200: Hexane Recovery
Hexane is a highly flammable, colorless liquid that readily forms explosive mixtures with air. Long-term
exposure to this toxic air pollutant has been found to cause permanent nerve damage in humans. Thus,
Area 200 was designed to prevent excessive emission of hexane from the closed systems in Area 100. In
addition to increasing plant safety through confining all hexane into a single system, this design also
provides the benefit of increased hexane recovery for recycle. Vapors from the extractor, the condensers,
the rotocel extractor, and the heaters are all directed to Area 200 in order to recover any hexane present.
The hexane recovery system consists of a vent condenser and a mineral oil stripper-absorber system.
Figure 4.2 shows the oil absorption system for hexane recovery. Cold mineral oil is used to absorb
hexane in the absorber column, and steam is used in the stripping tower to remove the absorbed hexane
from the mineral oil.
Figure 4.2 - Hexane Recovery System, Area 200
4.3.1. Section E-200
As indicated in the above figure, a vent blower maintains a slight negative pressure on the entire
extraction system. If a leak occurs in the system, this pressure will cause air to enter into system, rather
than having hexane leak out. The vent vapor from the condensers and process tanks first enters the vent
condenser (E-200), and then continues to the mineral oil absorption column.
-
8/18/2019 2009finalreportteam9 on Jatropha
18/118
12
4.3.2. Section T-210
The mineral oil absorption column (T-210) is a vertically structured column with nine valve trays, each
separated by 12 inches. The column is 23feet tall and has a diameter of 13.9 inches. There is a four foot
head space above the top tray where water vapor is allowed to be removed. A 10-foot space below the
bottom tray adds bottoms surge capacity. Two streams enter into the absorber — hexane water vapor and a
cooled mineral oil stream used to absorb hexane vapors.
The vapor streams flow counter current to a stream of cooled mineral oil. Because hexane and mineral oil
are both non-polar liquids, they are miscible. The cooler the mineral oil, the higher is hexane’s affinity to
dissolve into it. The vapor, now free of hexane, exits the top of the column and is safely discharged into
the surrounding atmosphere. The mineral oil absorbs the hexane and collects in the bottom of the
column. After exiting the bottom of the column, the solution is pumped through a heater, and sent to the
stripper column.
4.3.3. Section T-211
The mineral oil stripper column (T-211) is a vertically structured column with nine valve trays, each
separated by 12 inches. The column is 23feet tall and has a diameter of 13.9 inches. There is a four foot
head space above the top tray where water vapor is allowed to be removed. A 10-foot space below the
bottom tray adds bottoms surge capacity. Two streams enter into the stripper - rich oil from the absorber
column and steam which is used to strip hexane vapors from the mineral oil.
In this column, the heated mineral oil-hexane mixture flows counter current to the steam stream, stripping
the hexane from the mineral oil. The hot mineral oil, now free of hexane, is pumped through the oil
cooler. The hexane vapor and steam from the top of the column are condensed in the vent condenser and
the hexane-water mixture is sent to the decanter V110, where hexane and water are separated and hexane
is recycled.
4.4. Area 300: Treatment and Conversion of Seed Oil to Biodiesel
Area 300 is comprised of two batch tank reactors and two decanters. The treatment of the crude JCO, an
acid-catalyzed transesterification process, reduces the free fatty acid content of Jatropha Curcas seed oil
from 10-20% to less than 1%, achieved by converting the free fatty acids into biodiesel intermediates.
This increases the overall efficiency of the conversion process that follows, where the seed oil is
converted into biodiesel. This conversion process is a base-catalyzed transesterification process which
-
8/18/2019 2009finalreportteam9 on Jatropha
19/118
13
occurs in the second batch reactor. Following each batch tank is a decanter which allows the reactor
effluents to settle and separate before continuing on to the next step in the process.
Figure 4.3 - Treatment and Conversion, Area 300
Figure 4.3 shows the basic layout for Area 300, where the treatment and conversion of the crude JCO
takes place. The specified size of each reactor tank is directly proportional to the optimized time required
for the respective reactions to reach completion.
4.4.1. Section X-300
JCO enters the first batch reactor tank (X-300) at a pressure of 1 atm and a temperature of 60°C. For each
batch, 6665 L of JCO is fed into the reactor, where base-catalyzed transesterification takes place. This
process requires that the Jatropha Curcas seed oil be treated with 0.28 volume/volume of methanol, using
1.43% volume/volume of sulfuric acid (H2SO4) as a catalyst. The volumes of methanol and sulfuric acid
added to the reactor are 2458 L and 16 L, respectively. Both the methanol and the sulfuric acid enter at
atmospheric pressure and 25°C.
This reaction has been optimized to run for 88 minutes at a temperature of 60°C. The optimized reaction
time for each batch is 88 minutes. A head space of approximately 10% of the overall volume was
-
8/18/2019 2009finalreportteam9 on Jatropha
20/118
14
specified for this reactor, and the size of the reactor tank will be 10500 L. The exit stream contains 9174
L, consisting of 33% treated JCO and 60% biodiesel; the remainder is comprised of methanol, sulfuric
acid, FFAs, and water.
4.4.2. Section V-310
The exit stream from the reactor flows into the horizontal decanter (V-310), where a gravity-induced
settling occurs and two layers separate due to density differences. Two layers that separate in this
decanter — an organic layer containing JCO, biodiesel, FFAs, and a small amount of sulfuric acid, and a
second layer containing water, glycerol, methanol, and the remaining sulfuric acid. The organic layer
then proceeds to the second reactor, while the second layer continues for treatment in Area 400.
4.4.3. Section X-301
The second reactor (X-301) converts the remaining source oil into biodiesel. This step also neutralizes the
sulfuric acid in the treated Jatropha Curcas oil stream leaving the reactor. This reactor tank carries out a
base-catalyzed transesterification reaction which converts the JCO in the form of mono-, di-, and
triglycerides into the final biodiesel product. The purified JCO is added in batches of 9130 L and treated
with 0.20 volume/volume of methanol, approximately 2557 L, and with 0.55% weight/volume of sodium
hydroxide, approximately 85.4 kg. Each batch has an optimized reaction time of 30 minutes and runs at a
temperature of 60°C. A headspace of approximately 10% of the total volume is necessary, with a reactor
tank size of 13500 L. The side products in this reactor include glycerin, sodium sulfate, water, and
residual soaps. These side products must be treated in Area 400 before a sellable product can be
achieved.
4.4.4. Section V-311
The exit stream from the second reactor flows into a second horizontal decanter (V-311) to allow for
settling and the separation of layers. Similar to the previous decanter, the organic layer contains mostly
biodiesel, with trace amounts of JCO, FFAs, and sodium sulfate. The bottom layer is comprised of
glycerol, methanol, sulfuric acid, sodium sulfate, and residual soaps. The biodiesel-rich layer is treated in
Area 400 to increase its purity. The bottom layer will also be directed to Area 400 for treatment and
methanol recovery
-
8/18/2019 2009finalreportteam9 on Jatropha
21/118
15
4.5. Area 400: Biodiesel Treatment and Methanol Recovery
Figure 4.4 - Methanol Recovery and Biodiesel Wash, Area 400
4.5.1. Section T-400
As shown in Figure 4.4, a distillation column (T-400) separates methanol from the crude glycerol and
vapors vented from Area 300. The separated methanol is recycled back to methanol feed area and is
reused in Area 300. The glycerol exiting the bottom of the distillation column is sent to storage and is
ready for resale.
This column operates with a pressure of 101.3 kPa. Crude glycerol enters at a flow rate of 88.3 L/hr.
The column contains 10 stages, with the feed entering in the 6th stage. The specified diameter is six
inches and its height is 15 feet, with an optimized reflux ratio of 1.34. The distillate is comprised of 70
mol% glycerol, 12.8 mol% water, and a remainder of Na2SO4 salts.
Distillation
Column
(T-400)
Storage Tank
(V-410)
Methanol Recycle (to storage)
Glycerol
Crude Glycerin (from Area 300)
Vent Vapors (from Area 300)
Spray
Column
(T-401)
Water
Crude Biodiesel (from Area 300)
Biodiesel
Waste Water (to drain)
Storage Tank
(V-411)
-
8/18/2019 2009finalreportteam9 on Jatropha
22/118
16
4.5.2. Section V-410
The glycerol leaving the bottom of the distillation column is collected into a storage tank (V-410), which
has been specified to hold up to 10 batches. This equates to approximately a 15,000 L capacity.
4.5.3. Section T-401
The design shown in Figure 4.4 also includes a counter current liquid-liquid extraction spray column (T-
401). This design allows for a pure product with as little waste water as possible. Crude biodiesel from
Area 300 enters the bottom of the column and travels upward while contacting water droplets sprayed
from the top of the column. The washed biodiesel exits the top of the spray column and is collected into a
storage tank (V-411). Waste water exiting the bottom of the column is sent into the drainage system.
Washing the biodiesel is extremely important because contaminates such as unreacted methanol and
catalyst will damage equipment and burn poorly in diesel engines. This is reflected in the ASTM D6751
biodiesel standards which require the removal of glycerin, catalyst, alcohols, and FFAs. In order to wash
the biodiesel, water is sprayed into the tower as the dispersed phase. As it travels through the crude
biodiesel, the water collects methanol, dissolved salts, and unused catalyst found in the diesel. The total
volume of water suggested for washing biodiesel is a standard 2:1 volumetric ratio of water to biodiesel.
The column operates with a pressure of 101.3 kPa. Crude biodiesel enters the column at a rate of 897
L/hr. The column contains 10 stages, with the feed entering in the 6th stage. The diameter is six inches
and its height is 15 feet, with an optimized reflux ratio of 1.34. The distillate is comprised of 96.2mol%
Jatropha-based biodiesel, 1.78 mol% water, and a remainder of methanol.
4.5.4. Section V-411
The biodiesel exiting the top of the distillation column is collected into a storage tank (V-411), which has
been specified to hold up to 10 batches. This equates to approximately a 90,000 L capacity.
4.6. Absorber and Stripper Design
Three columns are used for striping and absorption in the plant: T-120 — a stripping tower used to remove
hexane from JCO, T-210 — an absorber column used to absorb hexane with cold mineral oil, and T-211 —
a stripping tower used to strip hexane from the mineral oil. All three columns are tray towers, which are
vertical, cylindrical pressure vessels in which counter currently flowing vapor and liquid are contacted on
-
8/18/2019 2009finalreportteam9 on Jatropha
23/118
17
a series of trays. As such, the process for designing these columns was based on the same design
principles, including:
a.
Number of equilibrium stages
b.
Tray diameter
c.
Overall plate efficiency
d.
Column height
e.
Type of trays
f.
Tray pressure drop
g.
Overall operational costs
The optimal number of equilibrium stages was determined using the Kremser algebraic method for single
section cascades.14 T-120, which strips hexane from JCO, was designed to have an efficiency of 99.99%,
the highest physically possible. This is a reasonable target since hexane can be stripped from JCO with
low-pressure steam, due to a large difference in respective boiling points. The boiling point of JCO is
approximately 870°C, while the boiling point of hexane is approximately 69°C. T-210 was designed to
have an absorption rate for hexane of 99.999%. This was a necessary target since the discharge from T-
210 is released into the atmosphere and must have as little hexane present as possible. T-211 was
designed to have an efficiency of 99.99% to strip a high amount of hexane from the mineral oil,
increasing the overall volume of recycled hexane.
Diameter, plate efficiency, and column height for each column were based on the determination of the
number of equilibrium stages. Each column was designed to have four feet above the top tray for
removal of entrained liquid, and 10 feet below the bottom tray for bottoms surge capacity.15 All columns
were specified to use valve trays. This offers flexibility in the case where flooding or weeping occurs in
the column due to excessive entrainment of liquid droplets in the vapor, or when vapor pulsation becomes
excessive. The valve tray’s pressure drops were based on the previously-mentioned factors, which
combined form the overall operational efficiency of these columns.
4.9. Control Design
Control systems are a vital part of any process. They are essential to both the safety of the process and to
the quality of the product. Control systems monitor for deviations in the design specifications, and
attempt to correct for those deviations with minimum negative impact to the process. Design and
14, 15 Seader, J. D., and Ernest J. Henley. Separation Process Principles. 2nd ed. New York: Wiley, 2005.
-
8/18/2019 2009finalreportteam9 on Jatropha
24/118
18
placement are essential for properly functioning controls. With this in mind, the control designs for each
area are as follows.
4.9.1. Area 100 Controls
There are five controllers in Area 100. The first controls the incoming hexane by comparing its flowrate
to the incoming flowrate of rolled seeds. The next controller is connected to the output temperature of the
heat exchanger on the hexane-JCO stream. Following this, another controller monitors the water flowrate
of the condenser for the steam-hexane stream, according to the desired setpoint temperature. The next
controller adjusts the steam flowrate into the steam stripper column via a temperature sensor on the output
distillate stream. The final controller in Area 100 controls the volume of water passing through the
condenser before entering the storage tank.
4.9.2. Area 200 Controls
There are five controllers in this area — one controls pressure by opening and closing an expansion valve,
and the other four control temperature via condenser and steam heat exchanger performance. For safety
purposes, the mineral oil in this system is continuously circulating. In the case of an emergency
shutdown, the mineral oil circulation can be ceased and vapors can be vented into the incinerator.
4.9.3. Area 300 Controls
There are six controllers in this area. Two of these controllers adjust the temperature of each of the two
reactors via the condensers and heat exchangers immersed in the reactor medium. The other four
controllers monitor the flow of methanol, H2SO4, and NaOH into the two reactors based on pH and flow
sensors on the incoming JCO streams.
4.9.4. Area 400 Controls
One simple controller monitors this area, based on a pH sensor of the liquid-liquid extraction column used
to wash the biodiesel. This system assures that the biodiesel is well washed, yet it prevents the waste of
water that would exist normally in this system. This ensures a high-quality product with a minimal
amount of waste.
4.10. Side Reactions
One possible side reaction is of concern to the operation of the entire production process. The reaction
between sodium hydroxide and sulfuric acid (H2SO4) in reactor tank X-301 results in the making of
-
8/18/2019 2009finalreportteam9 on Jatropha
25/118
19
sodium sulfate (Na2SO4). Though found only in trace amounts, the presence of sodium sulfate in both the
biodiesel and glycerol exiting X-301 must be accounted for and monitored to reduce any resulting safety
or corrosive issues.
Treatment in Area 400 allows for sodium sulfate found in the biodiesel to be stripped away and combined
with the glycerol stream. A specified amount of sulfates are allowed in commercial-grade glycerol. If the
sodium sulfate content in the glycerol is low enough, no need exists for the removal of the sodium sulfate
from the glycerol. If the sodium sulfate content in the glycerol exceeds the maximum allowed, the
sodium sulfate in the glycerol must be removed before the glycerol can be sold. Another option would be
to sell the raw glycerol to a purchaser who wishes to purify it off-site. Off-site purification would greatly
reduce the selling price of the glycerol.
4.11. Seed Cake Incineration
The seed cake created during the Jatropha extraction process is known to contain toxins which are of
environmental concern. Thus, dumping of the dry cake into landfill facilities is an unfavorable method of
disposal. (toxin info) However, this seed cake has been found to have an energy factor between 18.81-
25.1 MJ/kg. Incineration can be used to recover and redirect some of the cake’s energy content.16 This
incineration process has a specified heat transfer efficiency of approximately 70%.
4.12. Corrosion Concerns
Selecting proper materials for plant construction and chemical storage systems is an essential component
of the design process. Each year, corrosion concerns cost U.S. businesses an estimated $80 billion.17 Of
that amount, approximately $25 billion is avoidable damages that result from poor decisions made
primarily by engineers. This could be either a lack of communication, incorrect assumptions, or making
other mistakes during the design and consultation processes. Existing materials are not properly utilized
and companies must pay for the consequences.
For this particular process, pure sulfuric acid poses the greatest risk of equipment and pipe damage due to
corrosion. However, there are several adequate solutions for handling sulfuric acid during each phase of
the process. It is suggested that storage tanks be constructed from carbon steel and utilize anodic
16 Openshaw, Keith Openshaw. "A review of Jatropha curcas: an oil plant of unfulfilled promise." BiomassBioenergy 19 (2000): 1-15.
17 Dillon, C. P. Corrosion Control in the Chemical Process Industries. New York: McGraw-Hill, Inc., 1986. Print.
-
8/18/2019 2009finalreportteam9 on Jatropha
26/118
20
protection and drying vents. Desiccating vents are an essential feature for the storage of sulfuric acid.
Contact between the acid and any atmospheric moisture may otherwise result in dilution and attack.
Storage tanks containing sulfuric acid are also subject to the following industry references18.
Table 4.1 - Industry Standards for Corrosion Control
Title Description NACE StandardRP0294,
"Design, Fabrication and Inspection of Tanks for the Storage of Concentrated SulphuricAcid and Oleum at Ambient Temperatures"
NACE Standard RP0391 "Materials for the Handling and Storage of Concentrated (90 to100%) Sulfuric Acid atAmbient Temperatures"
API-650 "Welded Steel Tanks for Oil Storage"
API-653 "Tank Inspection, Repair, Alteration, And Reconstruction"
API-570 "Inspection, Repair, Alteration, and Rerating of In-Service Piping Systems"
ASME B31.3, "Chemical Plant and Petroleum Refinery Piping"
--- ASME Boiler and Pressure Vessel Code, Section VIII, Div I.
--- Handbook of Sulphuric Acid Manufacturing,
--- "Materials Selector for Hazardous Chemicals. Vol 1: Concentrated Sulphuric Acid andOleum"
--- "Carbon Steel Sulphuric Acid Storage Tank - Inspection Guidelines"
Valves, piping, and pumps are also susceptible to acid corrosion. All piping must be made only of ductile
cast iron. The use of any other form of iron will result in several undesirable incidents, including
excessive internal corrosion of the graphite flakes. Other forms of iron pipes also pose the risk of
explosion, due to the gaseous products created from internal corrosion. Non-throttling valves should be
constructed of stainless steel, specifically CF3M to protect from turbulent flow conditions. CN7M
stainless steel is recommended for use with throttling valves as well as for all pumps.
5. Process Operation
5.1. Site Design
Most biofuel production plants are located within 150 miles of the resource being used as the primary
process source. As previously mentioned, the Jatropha Curcas plant thrives in areas with abundant
sunlight. Therefore, the plantation and the biodiesel production plant designed for this process should be
located in sunny regions. For a plant producing two million gallons of Jatropha-based biodiesel annually,
a plantation size of 4.2 square miles is required.
18 "Industry References." Sulfuric Acid Equipment . 2006. NorFalco..
-
8/18/2019 2009finalreportteam9 on Jatropha
27/118
21
The proposed process makes use of solvent extraction. Because solvent extraction is a complex system
which poses specific hazards, the location of a Jatropha biodiesel plant should be a sufficient distance
from residential and commercial areas.
6. Discussion of Experimentation and Results
To confirm the identity of the intermediate products and byproducts of the biodiesel synthesis, samples
were analyzed using both infrared (IR) spectroscopy and gas chromatography (GC). Analyzed samples
included untreated oil, treated oil, and glycerol. The results of the IR spectroscopy analysis served as the
primary mode for characterizing the samples. From these results it can be concluded that the composition
of each sample is as expected. IR spectroscopy transmittance readings are included in Appendices B, C,
and D. Characteristic peaks of each transmittance record are labeled with corresponding bonds and
features.
Gas chromatography was performed for the untreated oil as well as the treated oil, in order to determine
the effectiveness of the acid-catalyzed transesterification step. As previously mentioned, this step is
intended to increase the overall efficiency of the process by decreasing the amount of free fatty acids in
the intermediate products. The plotted results of this analysis are included in Appendices E and F. In
summary, the acid-transesterification step was found to be sufficiently effective at reducing the free fatty
acid content, as summarized in the tables below.
Table 6.1 - Free Fatty Acid Content of the Untreated Oil
RT % Compound Molecular weight
(g/mol)
6.69 1.266 Methyl Palmitoleate 268
6.85 19.765 Methyl Palmate 270
7.14 1.116 Palmitic Acid 256
8.67 33.477 Methyl Linoleate 294
8.75 36.551 Methyl Oleate 296
9.01 6.368 Methyl Stearate 298
9.14 0.177 Linoleic Acid 280
9.18 1.179 Oleic Acid 282
9.5 0.1 Stearic Acid 284
Totals : 97.427 % METHYL ESTERS
2.572 % FREE ACIDS
-
8/18/2019 2009finalreportteam9 on Jatropha
28/118
22
Table 6.2 - Free Fatty Acid Content of the Treated Oil
RT % Compound Molecular weight
(g/mol)
6.69 0.944 Methyl Palmitoleate 268
6.85 16.271 Methyl Palmate 270
7.13 0.369 Palmitic Acid 256
8.7 32.709 Methyl Linoleate 294
8.79 39.543 Methyl Oleate 296
9.04 9.391 Methyl Stearate 298
9.15 0.131 Linoleic Acid 280
9.18 0.603 Oleic Acid 282
9.51 0.037 Stearic Acid 284
Totals : 98.858 % METHYL ESTERS
1.140 % FREE ACIDS
7. Safety
A high level of sophistication is required to maintain and operate a biodiesel production plant and to
utilize the chemicals specified for this process. In addition to following general safety precautions, the
safe handling and storage of all chemicals involved in the Jatropha extraction and treatment processes
must be considered. The dangers of explosions make adequate regulatory procedures necessary.
7.1. Hexane Safety
The highly reactive and flammable nature of hexane requires that consideration be given to proper storage
techniques. Exposure to air will form explosive mixtures. An air-tight container should be used, located
away from oxidizing agents, chlorine, and fluorine. Prolonged exposure to hexane may cause serious
health effects, and acute exposure has been proven to cause infertility and respiratory conditions.
Individuals involved in the use of hexane should ensure that all sources of ignition are eliminated and that
a well-ventilated work space is utilized. Safety goggles, chemical resistant clothing, and gloves are
recommended.
7.2. Methanol Safety
Methanol, especially hazardous when in its vapor phase at low temperatures, is extremely flammable in
all phases. Solutions combining methanol and water also present a flammability hazard. Methanol
should be stored away from heat, spark, and flame sources. Depending on the expected airborne
-
8/18/2019 2009finalreportteam9 on Jatropha
29/118
23
concentration, suggested respiratory protection ranges from no protection to a self-contained breathing
apparatus during extended exposure. Due to the risk of skin damage incurred from prolonged exposure,
boots, gloves, and chemical resistant clothing are suggested for individuals working near methanol.
Goggles and a face shield are also suggested to minimize the risk of eye damage. Any ingestion of
methanol may cause significant damage to the human nervous system or death. Additionally, liquid
penetration of the skin and inhalation may also cause nervous system damage.
7.3. Sodium Hydroxide Safety
Sodium hydroxide should be stored in a tightly closed container and a cool, dry atmosphere. The storage
and use of sodium hydroxide should only be conducted in a well-ventilated area. Care should be given
that storage conditions are isolated from acids, flammable liquids, organic halogens, metals, and nitro-
compounds, as these combinations may cause undesired reactions. Due to the corrosive nature of sodium
hydroxide, any contact with skin, eyes, and clothing should be avoided to prevent severe burns. Care
should also be given that particulate matter, vapor, or dust from the compound is not inhaled or ingested.
To avoid bodily contact, chemical resistant clothing, gloves, goggles, and a face shield are suggested.
7.4. Mineral Oil Safety
Although it does not pose the risk of explosion, mineral oil is combustible in both the liquid and vapor
phases and has a flash point of 135°C. In the event of a spill, liquid should be absorbed with non-
combustible materials such as vermiculite and dry sand. Mineral oil should be stored in a tightly closed
container that is located in a well-ventilated area with no direct sunlight exposure. Personnel working
with or near this compound are recommended to use protective eyewear, clothing, boots, gloves, and a lab
coat. If exposure to exhaust is possible, the use of a half- or full-face personal particulate respirator is
also suggested. Unprotected exposure to mineral oil may result in a variety of health issues, including eye
and skin irritation, nausea, vomiting, and respiratory irritation or chemical pneumonia.
7.5. Flammability Concerns for Purified Biodiesel
With a flash point of over 300℉, biodiesel is not considered to be readily flammable. The flash points for
blends of biodiesel increase as the percentage of biodiesel in the blend increases. In comparison to the
flash point of petroleum diesel, approximately 160℉, biodiesel and blends of biodiesel are much safer to
handle and store.19
19 National Biodiesel Board, 1 Dec. 2008
-
8/18/2019 2009finalreportteam9 on Jatropha
30/118
24
8. Market Analysis
The following outlines the market conditions and factors which justify the feasibility of a Jatropha-based
biodiesel production plant.
8.1. Overall Energy Analysis
One of the largest factors determining the feasibility of any fuel project is the ratio between expended
energy and the total energy input for the necessary production process. To be an attractive alternative to
petroleum-based energy, the Jatropha-based biodiesel process must be extremely energy efficient.
According to our analysis, this appears to be the case. Jatropha-based biodiesel was found to have an
energy return on investment (EROI) value of between 3.5 and 7.1 for an industrial plant setting.
Additionally, the process of utilizing seed cake ash as fertilizer for company-owned Jatropha fields aids
in making Jatropha-based biodiesel a very attractive energy solution
20
.
This EROI was calculated solely at the industrial level by dividing the output streams’ energy by the
energy input. This yields a ratio describing the energy produced by the process in relation to the energy
required for production. The energy required for the process was computed as follows. First, the input
heating, work, and cooling streams were added to the steam and material inputs. These inputs were
calculated by determining the amount of energy used to create as well as the energy content contained
within them. The energy output stream was calculated according to the disposal method of the seed cake.
EROI’s for each of f our scenarios were calculated —two for a ―best case‖ scenario, and two for a ―worst
case‖ scenario.
20 International Bio-fuels Conference. HGCA.
-
8/18/2019 2009finalreportteam9 on Jatropha
31/118
25
Table 8.1 - Energy Return on Investment, in Kilowatts
Energy
Stream
Best Case
Scenario, Without
Incineration
Best Case
Scenario, With
Incineration
Worst Case
Scenario, Without
Incineration
Worst Case
Scenario, With
Incineration
Heat, Input 536 536 536 536
Work, Input 190 190 190 190Cooling, Input 695 695 695 695
Material, Inputs 1211 1211 1211 1211
Steam 152 152 152 152
Seed Cake Recovery - 9771 - 7322
Fuel, Output 10135 10135 9998 9998
Total Input 2783 2783 2783 2783
Total Output 10135 19906 9998 17320
EROI 3.64 7.15 3.59 6.22
8.2. Materials and Equipment Costs
The costs of chemical materials used daily were calculated, presented in Table 8.1. Equipment costs were
also estimated using values from Ulrich and Vasudevan21 , and Peters and Timmerhaus22. These costs
were done on equipment that was sized and specified for the 2 million gallons a year production rate.
Many of the prices calculated are at best an educated estimate and more accurate figures can be obtained
directly from the manufacturers.
Table 8.2 - Daily Cost for Chemical Materials
Chemicals Description Unit Quantity Price/Unit Cost
Hexane Solvent - For extraction of seed oil per 55 gallons 1.73 $ 601.50 $ 1,040
Sodium
Hydroxide
Catalyst - Anhydrous pellets, 98% per 2.5 kg 81.9 $ 55.55 $ 4,552
Sulfuric Acid Catalyst - Concentrated, 95-98% per 16 liters 24.1 $ 62.50 $ 1,507
Methanol Reagent - Anhydrous, 99.8% per 20 gallons 87.7 $ 120.08 $ 10,537
Mineral Oil Solvent - For extraction of hexane per 55 gallons 0.00189 $ 859.20 $ 2
Total daily costs $ 17,637
21 Ulrich, Gael D., and Palligarnai T. Vasudevan.
Chemical Engineering Process Design And Economics: A Practical Guide. 2nd ed. Durham, New Hampshire: Process
Publishing, 2004.
22 Peters, Max S., and Klaus D. Timmerhaus.
Plant Design And Economics For Chemical Engineerings. 4th ed. New York: McGraw-Hill, Inc, 1991.
-
8/18/2019 2009finalreportteam9 on Jatropha
32/118
26
Table 8.3 - Equipment Cost of Heavy Equipment
Heavy Equipment Description Cost
Rotocel Extractor (X-100) Extraction of seed oil with hexane $ 13,000
Rotary Dryer (X-101) Removes hexane from wet seed cake $ 7,000
Incinerator Incinerates dry seed cake $ 25,000
Reactor (X-300) Base-catalyzed transesterification reaction $ 70,000Reactor (X-301) Acid-catalyzed transesterification reaction $ 80,000
Distillation Column (T-400) Recovers methanol for reuse $ 42,000
Storage Tank (V-400) Storage of glycerol $ 12,000
Spray Column (T-401) Washing of biodiesel $ 24,000
Storage Tank (V-401) Storage of biodiesel $ 35,000
Total Equipment Cost $ 308,000
8.3. Biodiesel Market Analysis
The price of biodiesel in recent months has risen significantly. Currently, the price of biodiesel is in the
range of $4.00-$4.30/gallon, though no national average price is available at this time. This price is a
major increase from those at the end of 2008, when biodiesel prices were in the range of $3.20-$3.40.
Another consideration is that the price of biodiesel is dependent mostly on the price of soybeans, the
largest source of biodiesel currently in production. The price of soybeans has recently risen, which
correlates with the sudden price spike in biodiesel. This is also evident in the volume of biodiesel
production, which fell sharply at the turn of the year to its lowest level in two years.
Imperium Renewables, a Seattle-based biodiesel production company, stated that biodiesel will be able to
compete with crude oil as long as the price of crude oil remains above $43 a barrel. If JCO were to
replace soybean oil as the most common source used in biodiesel production, the price of biodiesel would
likely drop, as Jatropha-based biodiesel has no direct effect on food prices. As long as Jatropha-based
biodiesel can match the price of conventional diesel, it would present a good prospect for biodiesel
production. If a price of $4.20 were presently used for pure biodiesel, production plants could expect an
approximate return of $8,600,000 from annual biodiesel sales. The cost of biodiesel production through
this process is estimated at $2.80/gallon.
8.4. Glycerol Market Analysis
Glycerol, also known as glycerin or glycerine, is most commonly used in pharmaceutical and medical
products. The price of glycerol varies based on its grade. Glycerol byproducts from biodiesel production
are considered crude-grade glycerol, which is approximately 80% pure. The price of crude-grade glycerol
is approximately $0.05-$0.10/lb. A two million gallon annual biodiesel production rate will yield
-
8/18/2019 2009finalreportteam9 on Jatropha
33/118
27
205,000 gallons of glycerol each year. This equates to about $110,000 in revenue for the production
plant.
If the production of biodiesel increases, the supply of glycerol will also increase. This will likely cause
the price of glycerol to drop, significantly impacting the feasibility of selling the glycerol byproduct.
Additionally, finding proper disposal sites may also become difficult if the market becomes saturated with
glycerol byproducts. One option is to purify the crude-grade glycerol to raise its purity and price, though
this would also raise the cost for equipment and operations. Another option is to incinerate the glycerol.
Research is currently being conducted concerning the production of ethanol through the fermentation of
glycerin. Preliminary results indicate that this process is actually more efficient than producing ethanol
from corn.
9. Uncertainties and Assumptions
9.1. UniSim Design Assumptions
The Peng-Robinson fluid package was used for the entire simulation of the chosen production process.
Because the UniSim component list does not include JCO, biodiesel mineral oil, or sodium sulfate,
hypothetical components were created in the simulation basis package in UniSim. These hypothetical
components were created through the use of known properties for each component, including molecular
weight, normal boiling point, liquid density, critical temperature, and pressure.
The rotocel extractor was treated as a simple solid separator, and the rotary dryer was treated as a
separator. These simplifications were made due to the lack of support in UniSim for these specific types
of equipment. The efficiencies for the rotocel extractor and rotary dryer were based on their efficiency
for separations in industry.
The vent condenser, absorber, and stripper units in Area 200 were simulated as separator units. UniSim
does not simulate vent condensers, a specific type of condenser with multiple inputs and outputs.
10. Future Work
In order to utilize this process in an industrialized production plant, additional design work and
development are required. First, a continuous operation would be preferred for the entire process to
maintain a constant output of biodiesel. This requires that the existing batch reactors be replaced with
continuously stirred tank reactors.
-
8/18/2019 2009finalreportteam9 on Jatropha
34/118
28
Each piece of equipment would also required additional specifications to provide greater design details.
Sizing of the continuously stirred tank reactors require that rate laws and rate kinetics are properly
defined. This would require a large amount of laboratory work to determine the reaction rates of each
transesterification process. Kinetic models for the distillation column, strippers, and absorber could be
developed and then used to optimize the sections of the plant. The equipment cost estimates included are
only educated estimates, based on the price of similarly specified equipment currently used in industry.
The scope for the sizing and optimization of the process equipment would need to be widened to
incorporate pumps and heat exchangers. The focus of this project remained on the columns and reactors
required to carry out the main separation and transesterification processes. The rotocel extractor and
rotary dryer are two pieces of industrial equipment that would need to be sized by manufacturers, as based
on operational parameters. The three decanters — V-100, V-300 and V-301 — would also need to be
specified from a manufacturer, as based on the inputs and required separations.
The cost for purchasing and maintaining Jatropha plantations or purchasing the Jatropha seeds will need
to be considered to prove the feasibility of the entire process. Cost analysis would need to be conducted
on the plant as a whole. Equipment specifications and operational parameters for the incineration and
boiler processes were outside the scope of this project. The cost for piping and land would also need to
be incorporated into the capital costs. The direct costs, indirect costs, and working capital would combine
to the total cost for using this process on a large scale.
11. Team Member Biographies & Responsibilities
Through their varying interests and backgrounds, the members of Team Oil from [the] Soil were able to
successfully envision, perform, and present their project results concerning an alternative source for
biodiesel production. Although they represent three countries and two states, all four members share a
common bond as four of Calvin College’s seven graduating engineering students in the chemical
concentration. This project served as an important lesson in the value of teamwork and the importance of
project management, with each member contributing in the areas of his or her individual strengths.
9.1. Brooke Buikema
Brooke Buikema is a Zeeland, Michigan native. While studying within the chemical concentration here
at Calvin, she interned at DC Cook Nuclear Plant and participated in the 2008 Washington Internships for
Students of Engineering program in Washington, DC. Brooke will attend Michigan State University this
-
8/18/2019 2009finalreportteam9 on Jatropha
35/118
29
fall to pursue a master’s degree in public policy, with hopes of becoming a Michigan policymaker who
specializes in the areas of science, health, and manufacturing.
Although Brooke assisted in UniSim troubleshooting and experimental trials, she served primarily as the
team’s lead for communications. Much of her time was spent compiling presentation materials,
researching a variety of report topics, and revising all submitted deliverables. Brooke also saw that the
team’s ―odds and ends‖ were completed, including tasks such as writing thank you cards and sending
team schedule update emails.
9.2. Stephen Gabbadon
Stephen Gabbadon is originally from Kingston, Jamaica, and came to Calvin to pursue an engineering
degree. While studying within the chemical concentration, Stephen developed an interest and passion for
finance, and plans to pursue a master’s degree in financial engineering next year.
After spending the majority of the fall semester researching alternative methods to the standard biodiesel
production procedure, Stephen performed laboratory experiments and test reactions in the spring semester
for converting Jatropha Curcas seed oil into biodiesel. Stephen worked on the design of the hexane
solvent extraction, recycle, and recovery for the UniSim simulation, and calculated the sizing and
optimization parameters for the process columns and reactors.
9.3. Hwok-Chuen Lee
Hwok-Chuen Lee, more commonly known as Lee, was born in Deerfield, Illinois but was raised in
Malaysia. Like his teammates, Lee will be graduating with an engineering degree in the chemical
concentration. Though higher education has not yet been ruled out, Lee will return to Malaysia after
graduation to begin his career near home or in a neighboring country.
Lee’s primary responsibilities for the fall semester included early work in UniSim and the creation of the
team website. During the spring semester, he assisted with laboratory experiments and completed
research for the project’s report concerning market analysis and side reactions. Lee photographed the
stages of experimental trials, and also compiled and edited the video used during the project presentation
night.
-
8/18/2019 2009finalreportteam9 on Jatropha
36/118
30
9.4. Michael Workman
Michael Workman will graduate with a degree in chemistry and also a degree in engineering with a
chemical concentration. During a summer internship at Brady Varitronics in Brooklyn Park, Minnesota,
near his hometown of Princeton, Mike utilized 6-sigma principles while installing a new assembly line
and reworking another. Mike hopes his versatility will help in his pursuit of the ―perfect job‖.
For this project, Michael researched common practices for biodiesel production and oil extraction, and
assisted in the bench-scale laboratory experiments. He assisted with the UniSim simulation of various
pieces of equipment, including decanters, absorption columns, extraction columns, and general
troubleshooting. Michael also created the process flow diagrams utilized in this report.
12. Acknowledgments
Team Oil from [the] Soil wishes to acknowledge the important contributions made to this project by
several individuals:
Professor J. Aubrey Sykes – faculty advisor
Dr. David Dornbos – industrial consultant
Professor Wayne Wentzheimer – UniSim consultant
Rich Huisman – laboratory equipment & supplies
Michigan State University – experimental analysis equipment
-
8/18/2019 2009finalreportteam9 on Jatropha
37/118
31
APPENDIX
-
8/18/2019 2009finalreportteam9 on Jatropha
38/118
32
Appendix A: Hand Calculations
Algebraic method for determining the number of equilibrium stages
Kremser method for single-section cascades
Stripper T-120
Type of Trays: Valve Trays
Number of Stages
Operating Conditions: Stripping hexane from JCO stream using steam with a desired efficiency of 99.999%
Steam: Stripping Agent JCO + hexane: In stream
flowrate = 130 kg/h flowrate = 1707 kg/h
Teamperature = 160 C Teamperature = 34.22 C
Average MW* = 18.02 kg/kmol Average MW* = 123.3 kg/kmol
Equations:
Fraction of hexane stripped = (Si^(N+1) - Si)/(Si^(N+1) - 1)
Si = KiV/L
Pressure of Vessel = 101.3 kPa
Temp of Vessel = 160 C
V= 7.214 kmol/h
L= 13.844 kmol/h
K(hexane)= 8
S(hexane)= 4.168771664
Number of Stages, N
Fraction
stripped
Percent Stripped,
%
1 0.80653 80.65
2 0.95565 95.565
3 0.98947 98.947
4 0.99748 99.748
5 0.99940 99.9406 0.99986 99.986
7 0.99997 99.997
8 0.99999 99.999
9 1.00000 100.000
10 1.00000 100.000
11 1.00000 100.000
-
8/18/2019 2009finalreportteam9 on Jatropha
39/118
33
Number of Stages = 8.0000
Tray Diameter Calculation
Equations: Conditions:
DT = [4V(Mv)/(f(Uf)pi(1-((Ad)/A))pv]^0.5
Pressure of Vessel
= 101.3 kPa
Ad/A (Flv
-
8/18/2019 2009finalreportteam9 on Jatropha
40/118
34
Calculated Parameters:
ML = 123.3000
Mv = 18.0200
pL = 731.5000 kg/m^3
pv = 0.5097 kg/m^3
FLv = 0.3466
For the known tray spacing, From fig 6.24 (Separation Process Principles) we obtain Cf
Cf = 0.1700 ft/s
Fst = 1.4310
Because 0.1
-
8/18/2019 2009finalreportteam9 on Jatropha
41/118
35
Calculations done by: SG Checked by HL
Absorer T-210
Operating Conditions: Absorbing remaining hexane from vent streams using mineral oil with a desired efficiency of 99.99%
Type of Trays: Valve Trays
Mineral Oil (n-C15): Absorbing Agent Hexane and Water: In stream
flowrate = 40 kg/h flowrate = 17 kg/h
Teamperature = 20 C
Teamperature
=110 C
Average MW = 212 kg/kmol Average MW = 38.28 kg/kmol
Equations:
Fraction of hexane Absorbed = (Ai^(N+1) - Ai)/(Ai^(N+1) - 1)
Ai = L/KiV
Pressure of Vessel 172 kPa
Temp of Vessel = 45 C
V= 0.444096134 kmol/h
L= 0.188679245 kmol/h
K(hexane)= 0.15
A(hexane)= 2.832408435
Number of Stages, N Fraction Absorbed Percent Absorbed
1 0.7391 73.91
2 0.9156 91.56
3 0.9711 97.11
4 0.9899 98.99
5 0.9964 99.64
6 0.9987 99.87
7 0.9996 99.96
8 0.9998 99.98
9 0.9999 99.99
16 1.0000 100.00
-
8/18/2019 2009finalreportteam9 on Jatropha
42/118
36
Number of Stages = 9
Tray Diameter Calculation
Equations: Conditions:
DT = [4V(Mv)/(f(Uf)pi(1-((Ad)/A))pv]^0.5 Pressure of Vessel 172 kPa
Ad/A (Flv
-
8/18/2019 2009finalreportteam9 on Jatropha
43/118
37
Calculated Parameters:
ML = 212.4
Mv = 55.92
pL = 3.622 kg/m^3
pv = 0.435 kg/m^3
FLv = 0.559248584
For the known tray spacing, From fig 6.24 (Separation Process Principles) we obtain Cf
Cf = 0.200 ft/s
Fst = 1.431
Because 0.1
-
8/18/2019 2009finalreportteam9 on Jatropha
44/118
38
Calculations done by: SG Checked by HL
Stripper T-211
Type of Trays: Valve Trays
Number of Stages
Operating Conditions: Stripping hexane from JCO stream using steam with a desired efficiency of 99.999%
Steam: Stripping Agent Rich oil (Mineral Oil + Hexane): In stream
flowrate = 5 kg/h flowrate = 54.9 kg/h
Teamperature = 160 C
Teamperature
=130 C
Average MW = 18.02 kg/kmol Average MW = 123.3 kg/kmol
Equations:
Fraction of hexane stripped = (Si^(N+1) - Si)/(Si^(N+1) - 1)
Si = KiV/L
Pressure of Vessel = 101.3 kPa
Temp of Vessel = 140 C
V= 0.277 kmol/h
L= 0.445 kmol/h
K(hexane)= 6
S(hexane)= 3.739014938
Number of Stages, N
Fraction
stripped Percent Stripped, %
1 0.78899 78.90
2 0.94658 94.658
3 0.98591 98.591
4 0.99625 99.625
5 0.99900 99.900
6 0.99973 99.973
7 0.99993 99.993
8 0.99998 99.998
9 0.99999 99.999
10 1.00000 100.000
11 1.00000 100.000
-
8/18/2019 2009finalreportteam9 on Jatropha
45/118
39
Number of Stages = 9.0000
Tray Diameter Calculation
Equations: Conditions:
DT = [4V(Mv)/(f(Uf)pi(1-((Ad)/A))pv]^0.5 Pressure of Vessel = 101.3 kPa
Ad/A (Flv
-
8/18/2019 2009finalreportteam9 on Jatropha
46/118
40
Calculated Parameters:
ML = 123.3000
Mv = 18.0200
pL = 731.5000 kg/m^3
pv = 0.5097 kg/m^3
FLv = 0.2898
For the known tray spacing, From fig 6.24 (Separation Process Principles) we obtain Cf
Cf = 0.1700 ft/s
Fst = 1.4310
Because 0.1
-
8/18/2019 2009finalreportteam9 on Jatropha
47/118
41
Appendix B: Infrared Spectroscopy Results for Untreated Oil
5001000150020002500300035004000
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
s2 Tue Apr 28 11:08:00:14 2009
Wavenumbers
A
b
s
o
r
b
a
n
c
e
-
8/18/2019 2009finalreportteam9 on Jatropha
48/118
42
Appendix C: Infrared Spectroscopy Results for Treated Oil
5001000150020002500300035004000
0.5
1.0
1.5
s1 Tue Apr 28 11:35:20:31 2009
Wavenumbers
A
b
s
o
r
b
a
n
c
e
1 4 6 4 . 5
5 1 3
1 1 8 7 . 1 8 0 3
7 2 3 . 3
7 6 5
1 3 6 2 . 5
6 0 1
3 0 0 7 . 6
6 1 4
3 4 6
5 . 4
1 1 9
1 0 5 6 . 0
6 4 7
1 0 5 6 . 0
6 4 7
1743.3356, 4.5740
2857.8812, 5.6445
2926.4108, 1.3785
5001000150020002500300035004000
20
40
60
80
s1 Tue Apr 28 11:35:20:31 2009
Wavenumbers
%
T
r
a
n
s
m
i
t
t
a
n
c
e
-
8/18/2019 2009finalreportteam9 on Jatropha
49/118
43
Appendix D: Infrared Spectroscopy Results for Glycerol Byproduct
2921.3983, 2.1559
3353.4270, 2.2683
2 8 5 6 . 6
4 3 3
1 7 4 2 . 8
4 3 3
1 5 6 8 . 3
9 8 9 1
4 0 7 . 7
4 3 6
1 4 5 6 . 9
7 3 5
1 1 1 2 . 0
5 9 4
6 7 6 . 2
4 1 8
1034.4206, 2.0970
9 2 4 . 7
1 6 2
8 5 5 . 2
2 2 6
5001000150020002500300035004000
0.5
1.0
1.5
2.0
s3c Tue Apr 28 12:29:38:59 2009
Wavenumbers
A
b
s
o
r
b
a
n
c
e
1 7 4 2 . 8
4 3 3
9 2 4 . 7
1 6 2
1568.3989, 8.5100
1456.9735, 6.7644
1407.7436, 5.86352856.6433, 1.8457
3335.7632, 0.5736 1034.4206, 0.7997
1112.0594, 5.9282
676.2418, 12.5911
2921.3983, 0.6982
5001000150020002500300035004000
0
10
20
30
40
50
60
70
s3c Tue Apr 28 12:29:38:59 2009
Wavenumbers
%
T
r
a
n
s
m
i
t
t
a
n
c
e
-
8/18/2019 2009finalreportteam9 on Jatropha
50/118
44
Appendix E: Gas Chromatography Results for Untreated Jatropha Oil
-
8/18/2019 2009finalreportteam9 on Jatropha
51/118
45
-
8/18/2019 2009finalreportteam9 on Jatropha
52/118
46
-
8/18/2019 2009finalreportteam9 on Jatropha
53/118
47
-
8/18/2019 2009finalreportteam9 on Jatropha
54/118
48
Appendix F: Gas Chromatography Results for Treated Jatropha Oil
-
8/18/2019 2009finalreportteam9 on Jatropha
55/118
49
-
8/18/2019 2009finalreportteam9 on Jatropha
56/118
50
-
8/18/2019 2009finalreportteam9 on Jatropha
57/118
51
-
8/18/2019 2009finalreportteam9 on Jatropha
58/118
52
Appendix G: Bibliography
ASTM Approves New Biodiesel Blend Specifications, Including B20. Green Car Congress, 2008. 12 Nov. 2008 .
Fitzgerald, Michael. India’s Big Plans for Biodiesel. Technology Review; Massachusetts Institute ofTechnology. 2007. 3 May. .
Gubitz, G. M, M Mittelbach, and M Trabi. Exploitation of the tropical oil seed plant Jatropha Curcas L.Vol. 67. Oxford: Elsevier Science, 1999.
International Bio-fuels Conference. HGCA.
Thijs , Adriaans . Suitability of solvent extraction for Jatropha Curcas. FACT Foundation, 2006. 20 Nov.2008 .
Ulrich, Gael D., and Palligarnai T. Vasudevan. Chemical Engineering Process Design And Economics: A
Practical Guide. 2nd ed. Durham, New Hampshire: Process Publishing, 2004.
-
8/18/2019 2009finalreportteam9 on Jatropha
59/118
53
Appendix H: Full Process