
20072DETALLES DE 2703RECIPIENTES A PRESIÓN PEMEX
48
Pemex Refinacion Plantas Desulfuradoras (ULSG) de Gasolinas Cataliticas Madero ULSG 2 Número de Contrato : PR-SO-A-013/06P Vessel Details Rev. 0 Page 1 of 1 Date: 1/03/08 CDTECH Project No. 20072 VESSEL DETAILS Rev. No. Date By Description of Revision 0 1/03/08 AC For Information
-
Upload
ismael-arroyo-diaz -
Category
Documents
-
view
23 -
download
3
description
DETALLES DE RECIPIENTES A PRECIÓN VESSEL DETAILS, PEMEX, PLANTAS DESULFURADORAS
Transcript of 20072DETALLES DE 2703RECIPIENTES A PRESIÓN PEMEX

Pemex Refinacion Plantas Desulfuradoras (ULSG) de Gasolinas Cataliticas Madero ULSG 2 Número de Contrato : PR-SO-A-013/06P Vessel Details
Rev. 0 Page 1 of 1 Date: 1/03/08 CDTECH Project No. 20072
VESSEL DETAILS
Rev. No. Date By Description of Revision 0 1/03/08 AC For Information
Pemex Refinacion Plantas Desulfuradoras (ULSG) de Gasolinas Cataliticas Número de Contrato : PR-SO-A-013/06P Vessel Details
Rev. 0 Page 1 of 5 Date: 1/03/08 CDTECH Project No. 20072
INDEX STANDARD DRAWING LGH SDWG 2703-01.1004 T0.5 – Standard Nozzles Type I, II, IV & V ENGLISH STANDARD DRAWING LGH SDWG 2703-01.2001 T0.2A – Miscellaneous Nozzle Arrangements METRIC STANDARD DRAWING LGH SDWG 2703-01.2002 T0.3A – Carbon Steel Internal Plate Flanges, Non-pressure METRIC STANDARD DRAWING LGH SDWG 2703-01.2006 T1.1A – Manhole Cover Hinge METRIC STANDARD DRAWING LGH SDWG 2703-01.2007 T1.2A – Manhole Cover Davits METRIC STANDARD DRAWING LGH SDWG 2703-01.2008 T1.4A – Internal Ladder & Grab Rungs METRIC STANDARD DRAWING LGH SDWG 2703-01.2009 T1.5A – Modified Horizontal Davits METRIC STANDARD DRAWING LGH SDWG 2703-01.2010 T2.1A – Support Legs for Vertical Vessels METRIC STANDARD DRAWING LGH SDWG 2703-01.2011 T2.2A – Steel Saddles for Concrete Supports, Sheet 1 METRIC

Pemex Refinacion Plantas Desulfuradoras (ULSG) de Gasolinas Cataliticas Número de Contrato : PR-SO-A-013/06P Vessel Details
Rev. 0 Page 2 of 5 Date: 1/03/08 CDTECH Project No. 20072
STANDARD DRAWING LGH SDWG 2703-01.2012 T2.2A – Steel Saddles for Concrete Supports, Sheet 2 METRIC STANDARD DRAWING LGH SDWG 2703-01.2013 T2.3A – Steel Saddles for Steel Beam Supports, Sheet 1 METRIC STANDARD DRAWING LGH SDWG 2703-01.2014 T2.3A – Steel Saddles for Steel Beam Supports, Sheet 2 METRIC STANDARD DRAWING LGH SDWG 2703-01.2015 T2.4A – Skirt Base Details – Type I & II METRIC STANDARD DRAWING LGH SDWG 2703-01.2016 T2.5A – Skirt Openings METRIC STANDARD DRAWING LGH SDWG 2703-01.2017 T3.2A – Feed Deflector – Type 1 & 2 METRIC STANDARD DRAWING LGH SDWG 2703-01.2018 T3.3A – Feed Nozzle Supports, Sheet 1 METRIC STANDARD DRAWING LGH SDWG 2703-01.2019 T3.3A – Feed Nozzle Supports, Sheet 2 METRIC STANDARD DRAWING LGH SDWG 2703-01.2020 T3.3A – Feed Nozzle Supports, Sheet 3 METRIC STANDARD DRAWING LGH SDWG 2703-01.2021 T3.4A – Floating Hold Down Grating METRIC
Pemex Refinacion Plantas Desulfuradoras (ULSG) de Gasolinas Cataliticas Número de Contrato : PR-SO-A-013/06P Vessel Details
Rev. 0 Page 3 of 5 Date: 1/03/08 CDTECH Project No. 20072
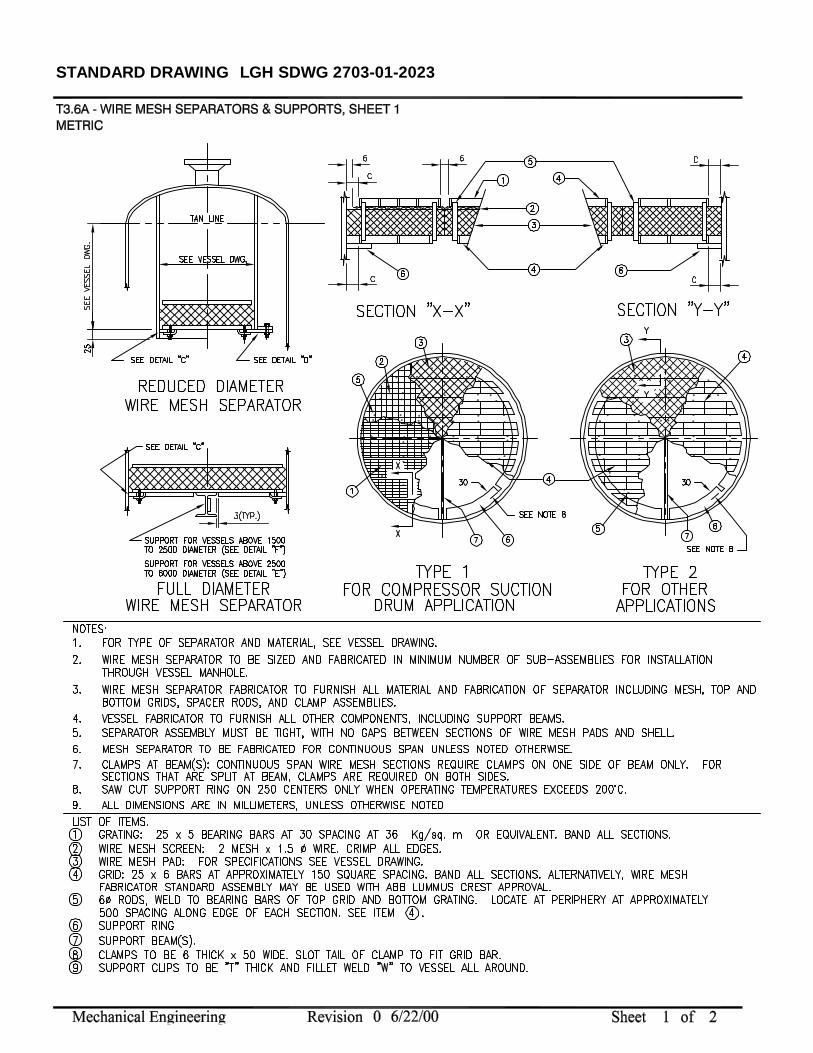
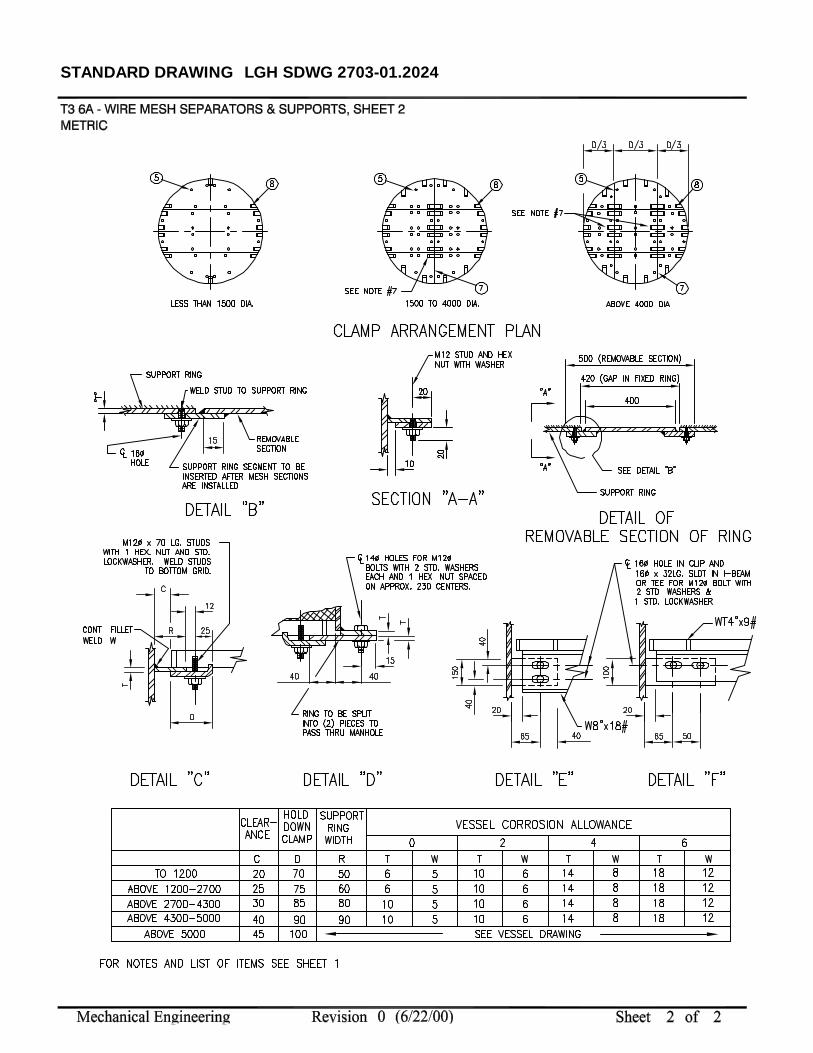
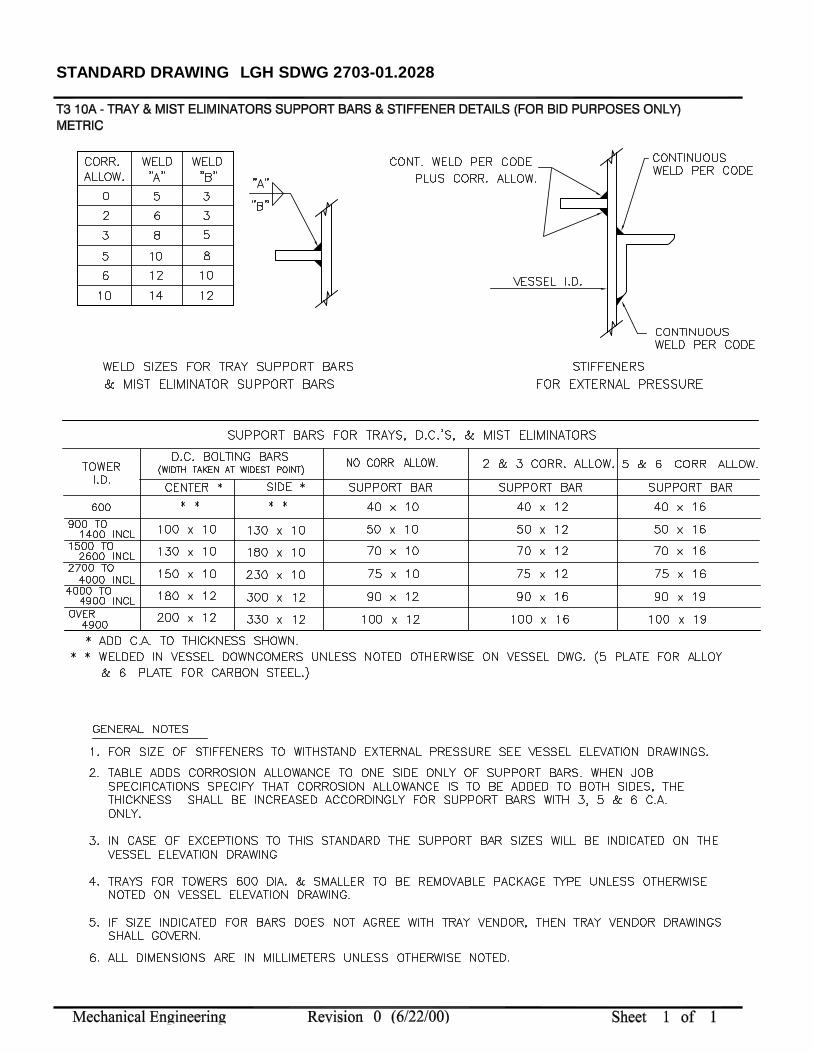
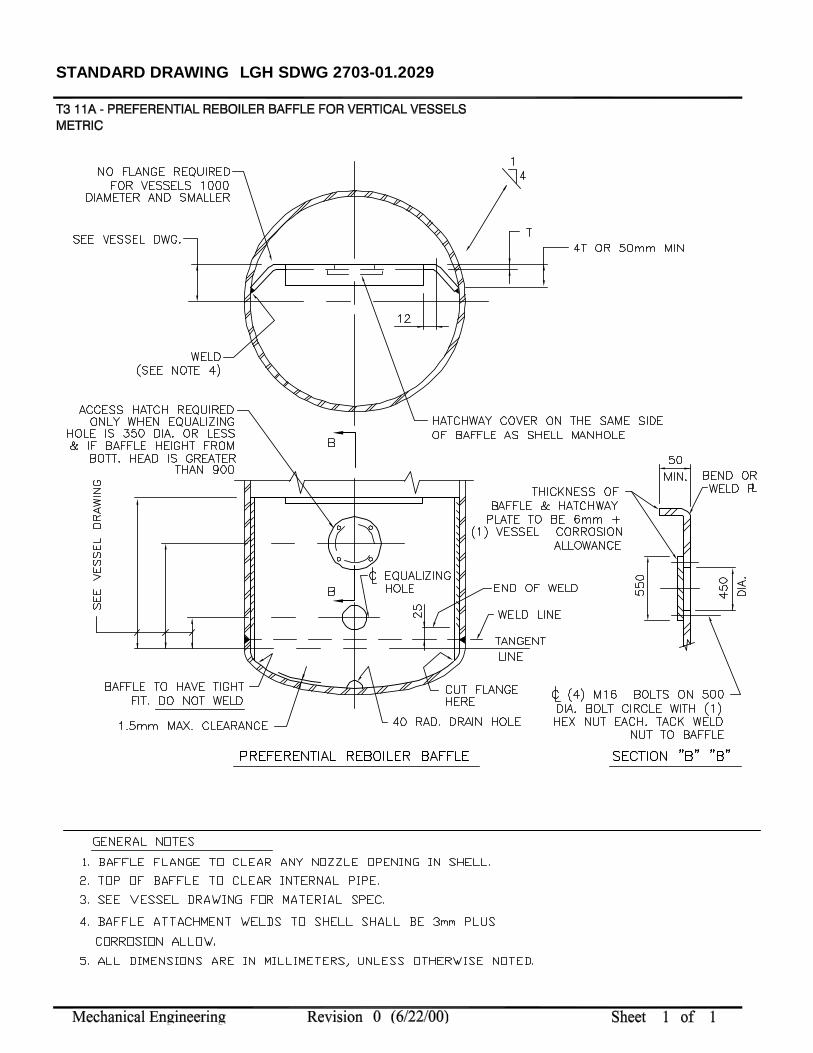
STANDARD DRAWING LGH SDWG 2703-01.2022 T3.5A – Grating & Supports METRIC STANDARD DRAWING LGH SDWG 2703-01.2023 T3.6A – Wire Mesh Separators & Supports, Sheet 1 METRIC STANDARD DRAWING LGH SDWG 2703-01.2024 T3.6A – Wire Mesh Separators & Supports, Sheet 2 METRIC STANDARD DRAWING LGH SDWG 2703-01.2025 T3.7A – Baffle for Horizontal Vessel METRIC STANDARD DRAWING LGH SDWG 2703-01.2027 T3.9A – Vortex Breaker (Grating Type) METRIC STANDARD DRAWING LGH SDWG 2703-01.2028 T3.10A – Tray & Mist Eliminators Support Bars & Stiffener Details (For Bid Purposes Only) METRIC STANDARD DRAWING LGH SDWG 2703-01.2029 T3.11A – Preferential Reboiler Baffle for Vertical Vessels METRIC STANDARD DRAWING LGH SDWG 2703-01.2030 T3.12A – Sealed Baffle Detail METRIC STANDARD DRAWING LGH SDWG 2703-01.2031 T3.13A – Alloy Liner Detail METRIC STANDARD DRAWING LGH SDWG 2703-01.2032 T3.14A – Strainer & Anti-Swirl Baffle METRIC
Pemex Refinacion Plantas Desulfuradoras (ULSG) de Gasolinas Cataliticas Número de Contrato : PR-SO-A-013/06P Vessel Details
Rev. 0 Page 4 of 5 Date: 1/03/08 CDTECH Project No. 20072
STANDARD DRAWING LGH SDWG 2703-01.2033 T3.15A – Wear Plate & Deflector Details (C.S. & Solid High Alloy Vessels) METRIC STANDARD DRAWING LGH SDWG 2703-01.2036 T4.1A – Nameplate METRIC STANDARD DRAWING LGH SDWG 2703-01.2037 T4.2A – Nameplate Bracket METRIC STANDARD DRAWING LGH SDWG 2703-01.2038 T4.3A – Insulation Supports for Vertical Vessels – Cold Service METRIC STANDARD DRAWING LGH SDWG 2703-01.2039 T4.4A – Insulation Supports for Vertical Vessels – Hot Service METRIC STANDARD DRAWING LGH SDWG 2703-01.2041 T4.6A – Grounding Lug METRIC STANDARD DRAWING LGH SDWG 2703-01.2042 T4.7A – Fireproofing Clips METRIC STANDARD DRAWING LGH SDWG 2703-01.2043 T4.8A – Lifting Lug – Top Head Type METRIC STANDARD DRAWING LGH SDWG 2703-01.2044 T4.9A – Lifting Lug – Skirt Type METRIC STANDARD DRAWING LGH SDWG 2703-01.2045 T4.10A – Insulation Supports for Horizontal Vessels METRIC

Pemex Refinacion Plantas Desulfuradoras (ULSG) de Gasolinas Cataliticas Número de Contrato : PR-SO-A-013/06P Vessel Details
Rev. 0 Page 5 of 5 Date: 1/03/08 CDTECH Project No. 20072
STANDARD DRAWING LGH SDWG 2703-01.2049 T4.13A – Standard Pipe Davit METRIC STANDARD DRAWING LGH SDWG 2703-01.2050 T5.1A – Tolerances for Vertical Vessels METRIC STANDARD DRAWING LGH SDWG 2703-01.2051 T5.2A – Tolerances for Horizontal Vessels METRIC
1/4"CORR.ALLOW.SIZE1"
1 1/2"2"3"4"6"8"10"12"14"16"18"20"24"
0" 1/16" 1/8"
SCH. t8080404040404040STDPLLPLPLPLP
.179.200.154.216.237.280.322.365.375.375.375.375.375.375
tSCH.160160160XHXHXH60XHXHPPPPP
LLLLL
.25
.281
.343
.300
.337
.432
.406
.500
.500
.500
.500
.500
.500
.500 .500.500.500.500.500.500.500.500.432.438.438.343.400.358
LLLLL
PPPPPXHXH80XH120160160XXHXXHSCH. t tSCH.
XXH16012010010080PPPPP
LLLLL
.600.531.562.593.718.687.625.625.625.625.625
.718.593.562.531.600
100100120160XXH
SCH. ttSCH.XXHXXH160160120XH80XH
.358
.400
.343
.438
.438
.432
.500
.500.500.406.432.337.300.343.281.25
XH60XHXHXH160160160SCH. t
.365
.322
.280
.237.216.154.200.179
4040404040408080
tSCH.
CL 600 TYPE II, IV & V
1/4"0" 1/16" 1/8"SCH. t80804040
.179.200.154.216
tSCH.160160160XH
.25
.281
.343
.300 .438.343.400.358
160160XXHXXHSCH. t tSCH.
XXH .600
SEE NOTE 5
SEE NOTE 5
0" 1/16" 1/8" 1/4"
24"20"18"16"14"12"10"8"6"4"3"2"
1"SIZE
CORR.ALLOW.
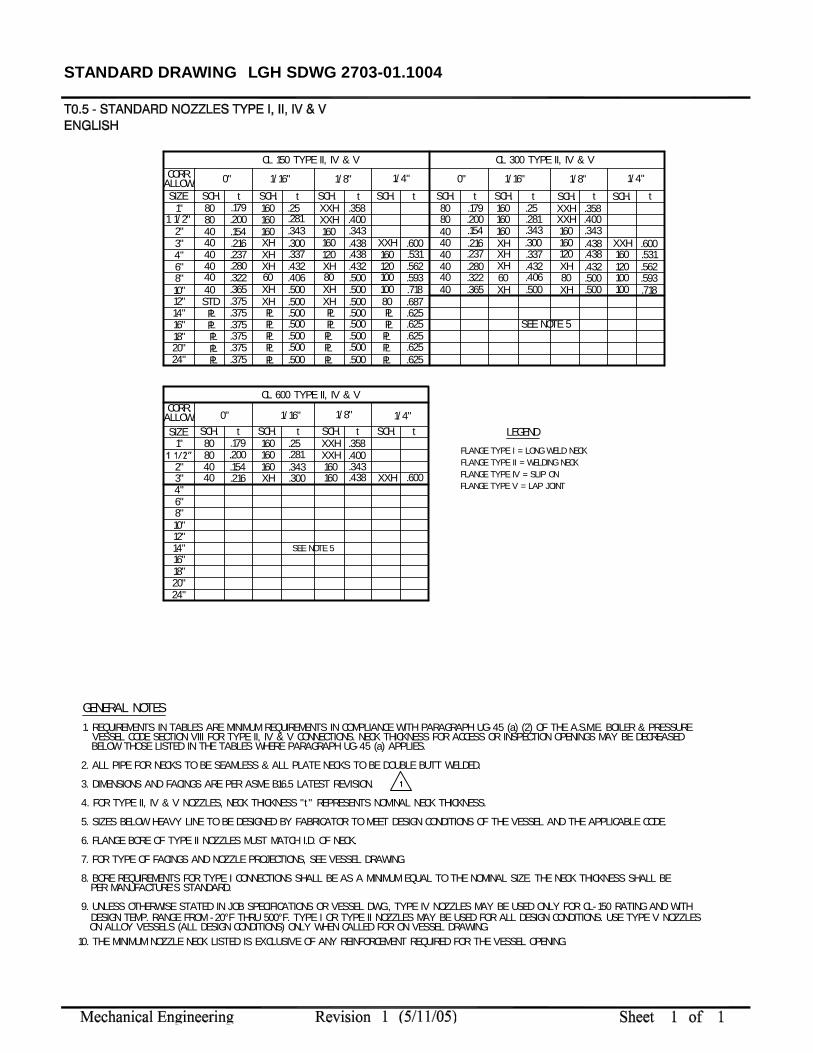
GENERAL NOTES1. REQUIREMENTS IN TABLES ARE MINIMUM REQUIREMENTS IN COMPLIANCE WITH PARAGRAPH UG-45 (a) (2) OF THE A.S.M.E. BOILER & PRESSURE VESSEL CODE SECTION VIII FOR TYPE II, IV & V CONNECTIONS. NECK THICKNESS FOR ACCESS OR INSPECTION OPENINGS MAY BE DECREASED BELOW THOSE LISTED IN THE TABLES WHERE PARAGRAPH UG-45 (a) APPLIES.
2. ALL PIPE FOR NECKS TO BE SEAMLESS & ALL PLATE NECKS TO BE DOUBLE BUTT WELDED.
3. DIMENSIONS AND FACINGS ARE PER ASME B16.5 LATEST REVISION.
4. FOR TYPE II, IV & V NOZZLES, NECK THICKNESS "t" REPRESENTS NOMINAL NECK THICKNESS.
5. SIZES BELOW HEAVY LINE TO BE DESIGNED BY FABRICATOR TO MEET DESIGN CONDITIONS OF THE VESSEL AND THE APPLICABLE CODE.
6. FLANGE BORE OF TYPE II NOZZLES MUST MATCH I.D. OF NECK.
7. FOR TYPE OF FACINGS AND NOZZLE PROJECTIONS, SEE VESSEL DRAWING.
8. BORE REQUIREMENTS FOR TYPE I CONNECTIONS SHALL BE AS A MINIMUM EQUAL TO THE NOMINAL SIZE. THE NECK THICKNESS SHALL BEPER MANUFACTURE'S STANDARD.
9. UNLESS OTHERWISE STATED IN JOB SPECIFICATIONS OR VESSEL DWG., TYPE IV NOZZLES MAY BE USED ONLY FOR CL-150 RATING AND WITHDESIGN TEMP. RANGE FROM -20°F THRU 500°F. TYPE I OR TYPE II NOZZLES MAY BE USED FOR ALL DESIGN CONDITIONS. USE TYPE V NOZZLESON ALLOY VESSELS (ALL DESIGN CONDITIONS) ONLY WHEN CALLED FOR ON VESSEL DRAWING.
CL 150 TYPE II, IV & V CL 300 TYPE II, IV & V
LEGEND
FLANGE TYPE I = LONG WELD NECKFLANGE TYPE II = WELDING NECKFLANGE TYPE IV = SLIP ON FLANGE TYPE V = LAP JOINT
10. THE MINIMUM NOZZLE NECK LISTED IS EXCLUSIVE OF ANY REINFORCEMENT REQUIRED FOR THE VESSEL OPENING.
LGH SDWG 2703-01.1004STANDARD DRAWING
gzavala
Text Box

LGH SDWG 2703-01.2001STANDARD DRAWING

GENERAL NOTES:1. BOLTING AND GASKETS TO BE FURNISHED BY VESSEL FABRICATOR.2. THIS DRAWING TO BE USED IN CONJUNCTION WITH EXTERNAL NOZZLES TYPES I, II, & IV AS PER LGH SDWG 2703-01.20043. SEE LGH SDWG 2703-01.1004 FOR MINIMUM THICKNESS "t".4. BOLT HOLES TO BE 3MM LARGER THAN STUD DIAMETERS.5. FOR BOLTING & GASKET MATERIALS, SEE VESSEL DRAWING.
SIZE(NOM. DIA)
P
STUDS FLANGE
NO. SIZE O.D.
BOLTCIRCLEDIA.
THK. "T"(MIN. AFTERMACHINING)
1 1/2"2"
3"4"6"
8"10"
12"14"16"18"
20"24"
4
4
4
4
8
8
8
8
8
12
12
16
16
130
150190
200
260
310360415
445495545597700
100
120
150170
230280330380
415465515565670
+ C.A.
+ C.A.
+ C.A.
O.D.
B.C. DIA.
TP
WELD LEG=SMALLER OF PIPEWALL OR FLANGETHK.
WELD LEG= 3mm + 1x C.A.
PLATE FLANGES FOR TYPES XII & XIII
150
150
150
150
150
150
150
150
150
150200
200
200
M12
M12
M12
M12
M12
M12
M16
M16
M16
M16
M16
M16
M16
6
10
12
6. ALL DIMENSIONS ARE IN MILLIMETERS UNLESS OTHERWISE NOTED.
"t" (SEE NOTE 2)
LGH SDWG 2703-01.2002STANDARD DRAWING

LGH SDWG 2703-01.2006STANDARD DRAWING

LGH SDWG 2703-01.2007STANDARD DRAWING

LGH SDWG 2703-01.2008STANDARD DRAWING
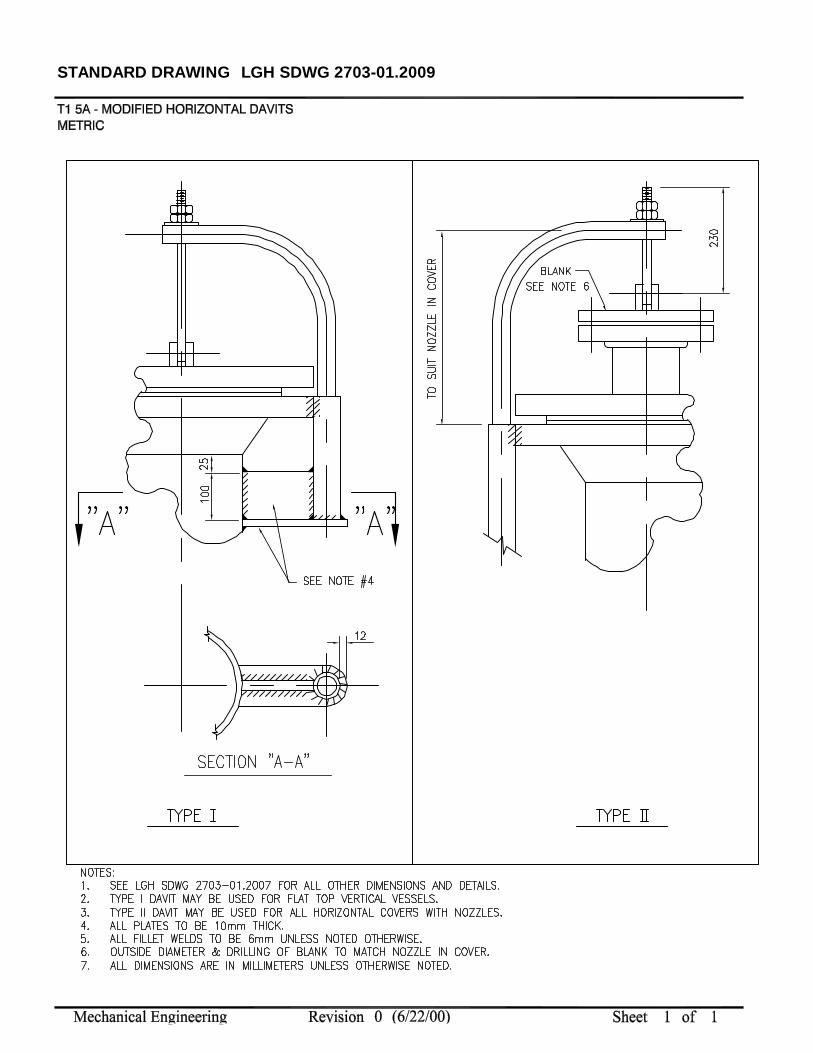
LGH SDWG 2703-01.2009STANDARD DRAWING

LGH SDWG 2703-01.2010STANDARD DRAWING

LGH SDWG 2703-01.2011STANDARD DRAWING

LGH SDWG 2703-01.2012STANDARD DRAWING

LGH SDWG 2703-01.2013STANDARD DRAWING

LGH SDWG 2703-01.2014STANDARD DRAWING

LGH SDWG 2703-01.2015STANDARD DRAWING

LGH SDWG 2703-01.2016STANDARD DRAWING

LGH SDWG 2703-01.2017STANDARD DRAWING

LGH SDWG 2703-01.2018STANDARD DRAWING

LGH SDWG 2703-01.2019STANDARD DRAWING
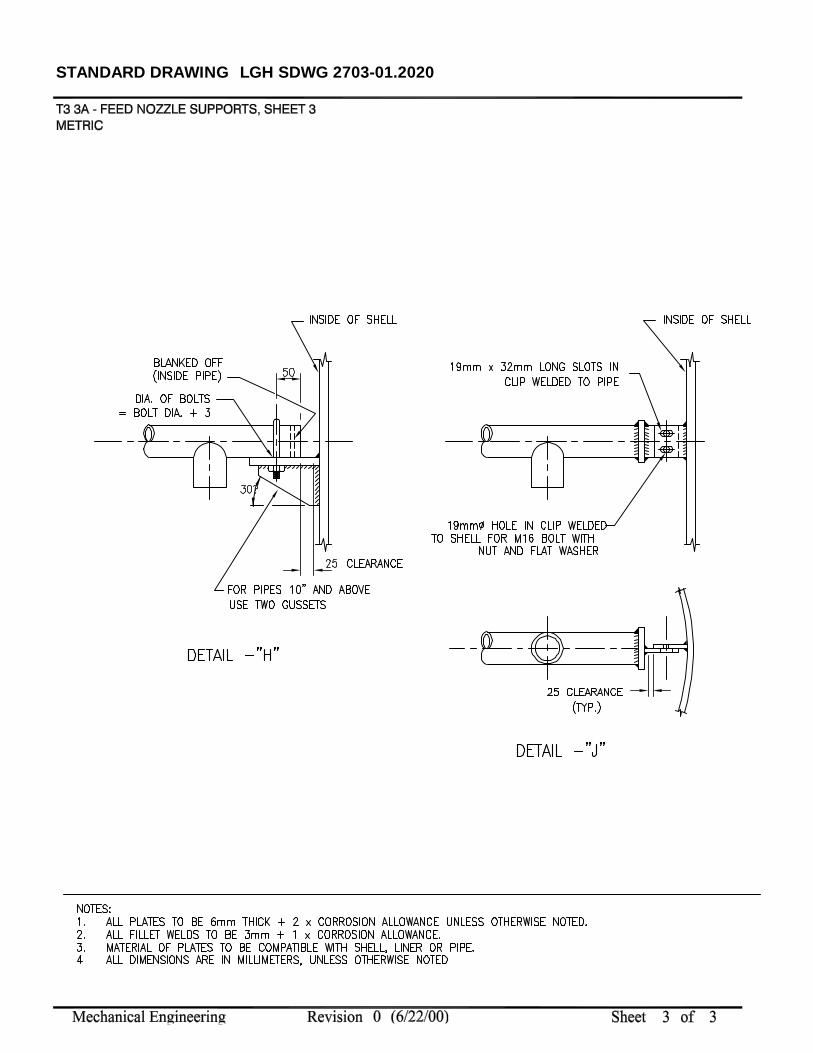
LGH SDWG 2703-01.2020STANDARD DRAWING
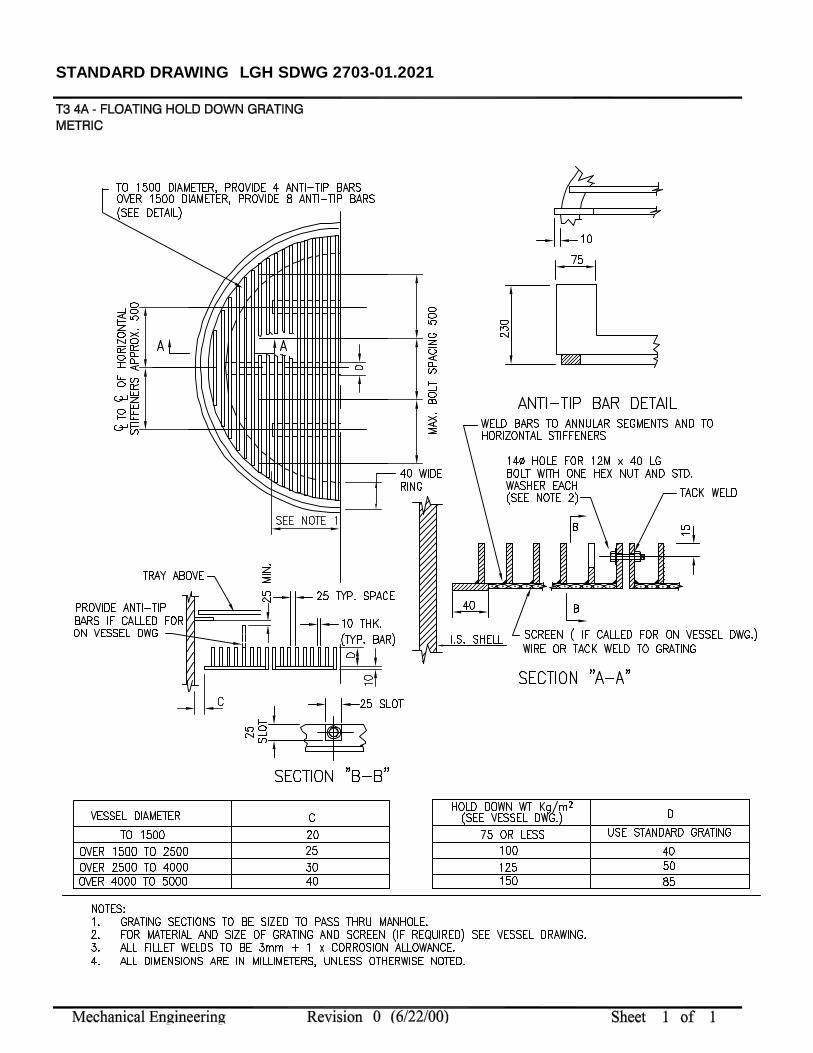
LGH SDWG 2703-01.2021STANDARD DRAWING
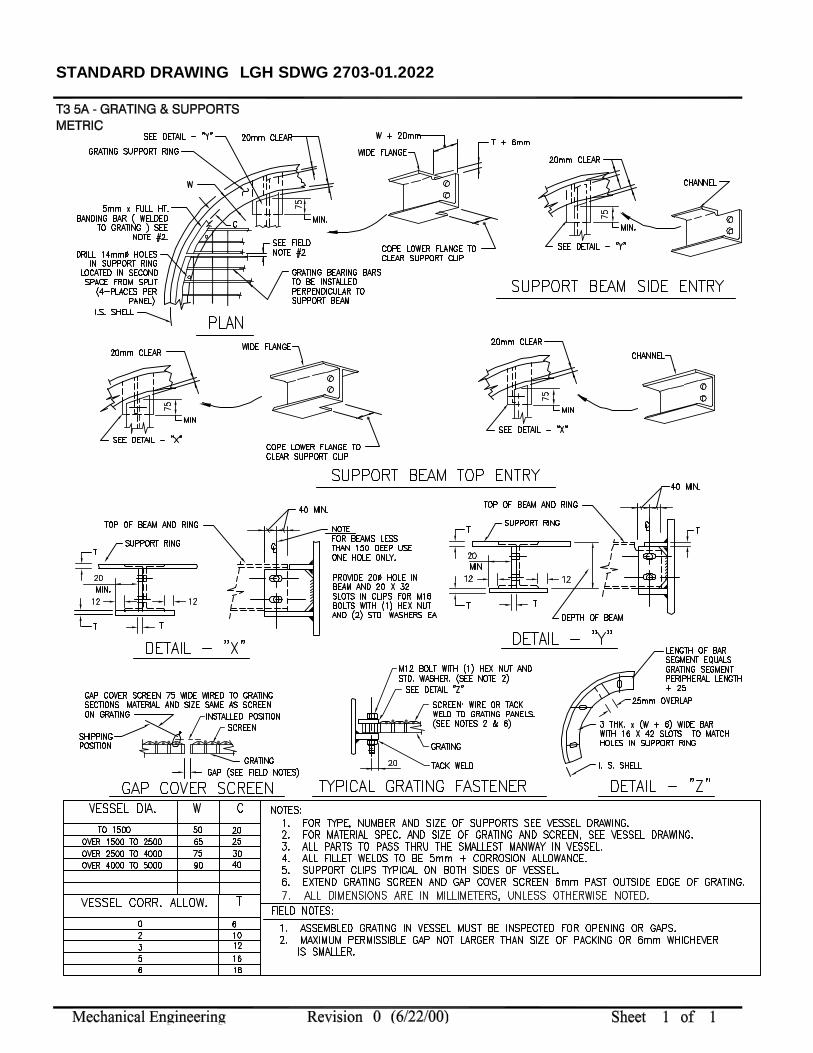
LGH SDWG 2703-01.2022STANDARD DRAWING
LGH SDWG 2703-01-2023STANDARD DRAWING
LGH SDWG 2703-01.2024STANDARD DRAWING

LGH SDWG 2703-01.2025STANDARD DRAWING

LGH SDWG 2703-01.2027STANDARD DRAWING
LGH SDWG 2703-01.2028STANDARD DRAWING
LGH SDWG 2703-01.2029STANDARD DRAWING

LGH SDWG 2703-01.2030STANDARD DRAWING

LGH SDWG 2703-01.2031STANDARD DRAWING
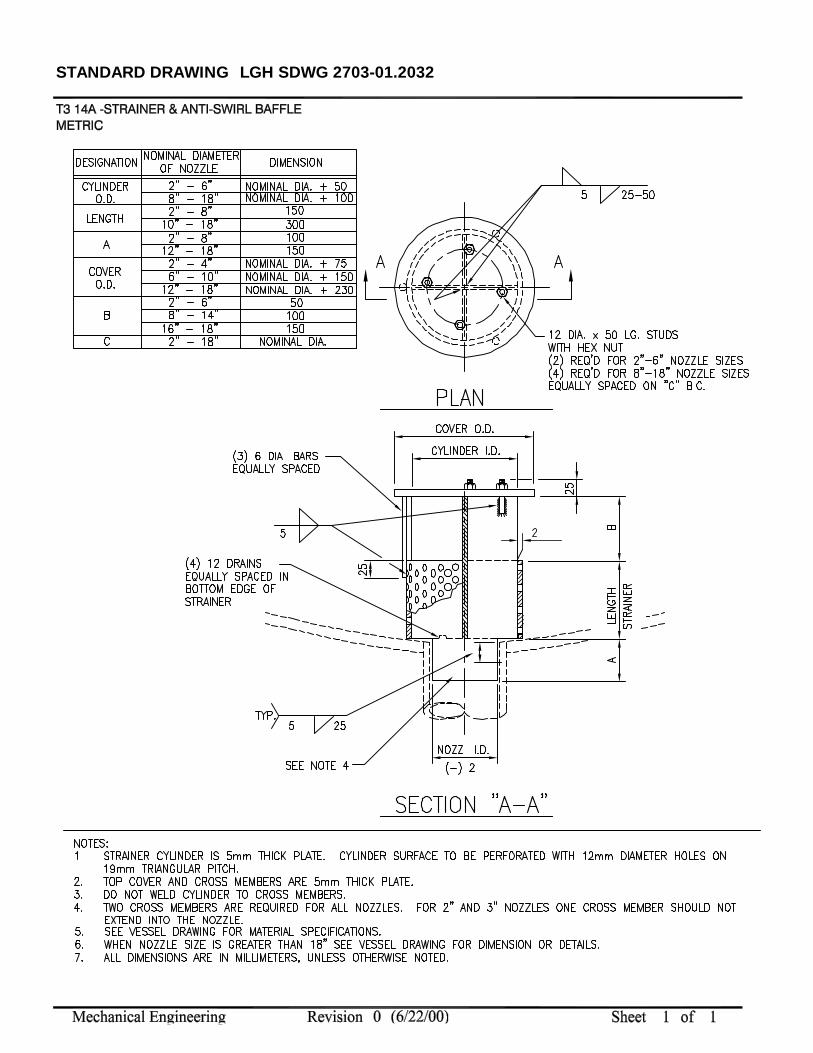
LGH SDWG 2703-01.2032STANDARD DRAWING

LGH SDWG 2703-01.2033STANDARD DRAWING
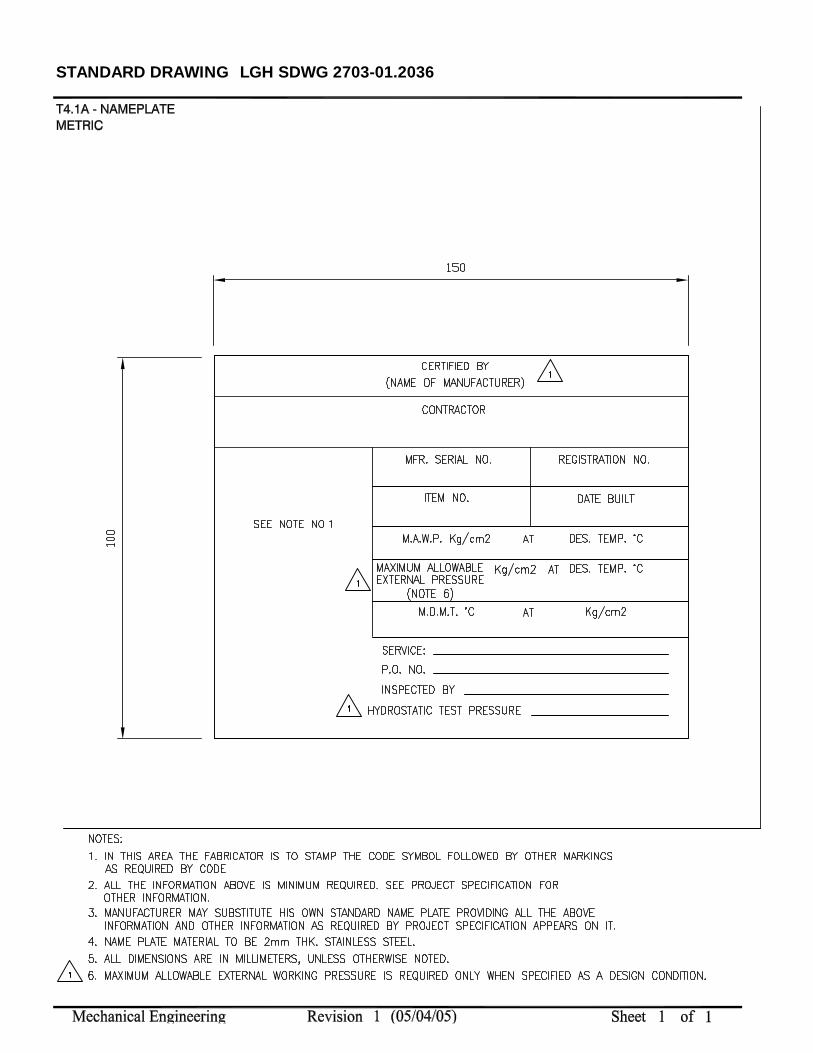
STANDARD DRAWING LGH SDWG 2703-01.2036
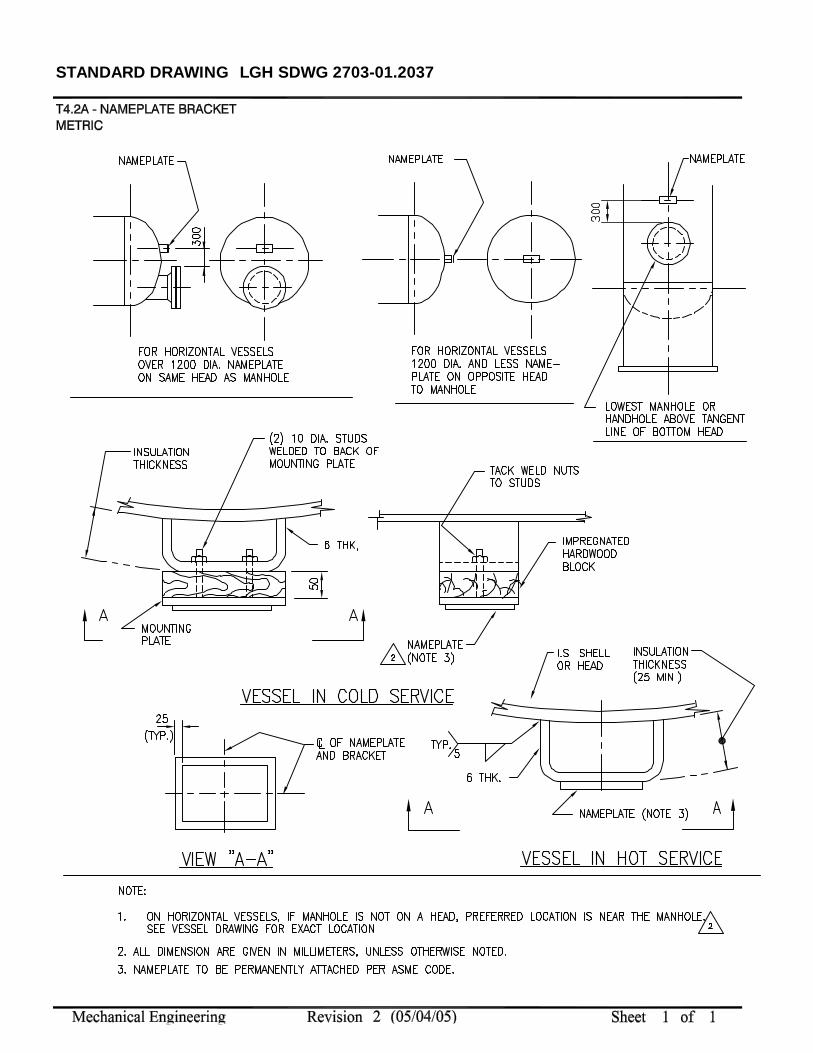
LGH SDWG 2703-01.2037STANDARD DRAWING
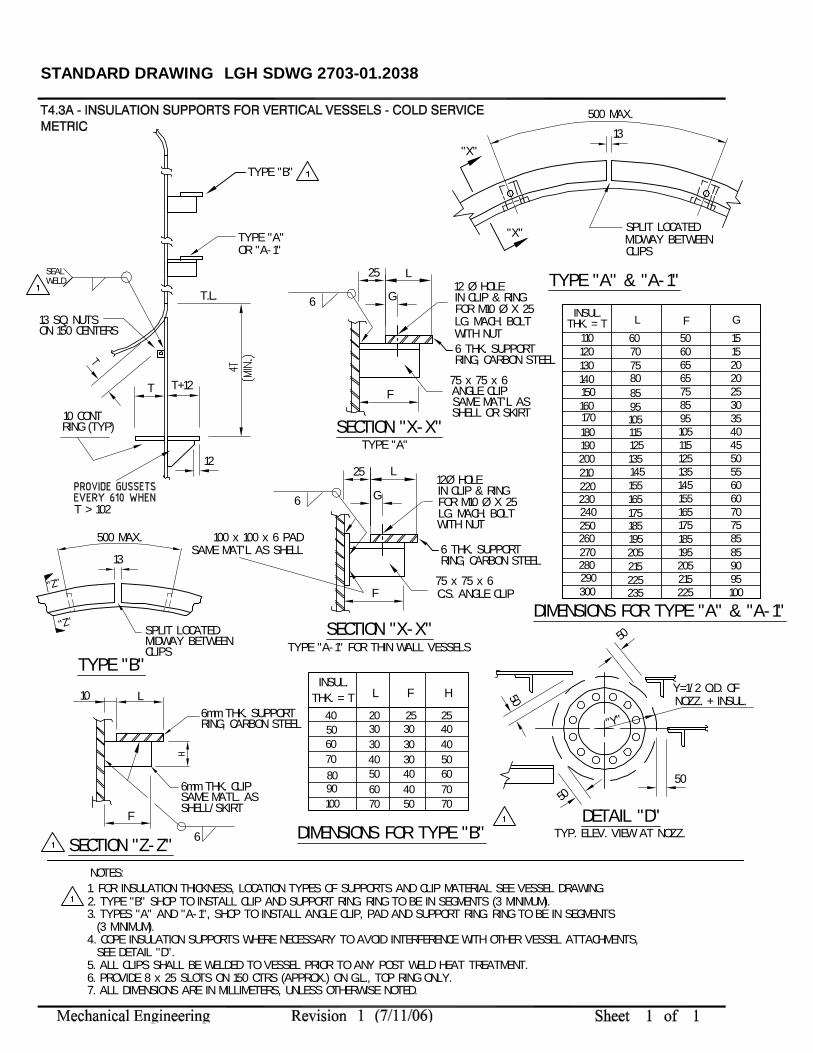
NOTES:1. FOR INSULATION THICKNESS, LOCATION TYPES OF SUPPORTS AND CLIP MATERIAL SEE VESSEL DRAWING.
3. TYPES "A" AND "A-1", SHOP TO INSTALL ANGLE CLIP, PAD AND SUPPORT RING. RING TO BE IN SEGMENTS (3 MINIMUM).4. COPE INSULATION SUPPORTS WHERE NECESSARY TO AVOID INTERFERENCE WITH OTHER VESSEL ATTACHMENTS, SEE DETAIL "D".5. ALL CLIPS SHALL BE WELDED TO VESSEL PRIOR TO ANY POST WELD HEAT TREATMENT.6. PROVIDE 8 x 25 SLOTS ON 150 CTRS (APPROX.) ON G.L., TOP RING ONLY.
50
50
50
50
Y=1/2 O.D. OFNOZZ. + INSUL.
"Y"
INSUL.THK. = T L
60F G
110120130140150160170180190200210220230240250
7075808595105115125135145155165175185
50606565758595105115125135145155165175
1515202025303540455055
6060
7075
13
500 MAX.
SPLIT LOCATED"X"
"X"
TYPE "B"
TYPE "A"OR "A-1"
12
T+12
T > 102
10 CONTRING (TYP)
13 SQ. NUTS ON 150 CENTERS
T.L. G612 Ø HOLEIN CLIP & RINGFOR M10 Ø X 25LG. MACH. BOLTWITH NUT
75 x 75 x 6ANGLE CLIPSAME MAT'L ASSHELL OR SKIRT
F
MIDWAY BETWEENCLIPS
F C.S. ANGLE CLIP75 x 75 x 6
WITH NUTLG. MACH. BOLTFOR M10 Ø X 25IN CLIP & RING12Ø HOLE
6 G
25
100 x 100 x 6 PADSAME MAT'L AS SHELL
25
6 THK. SUPPORT RING, CARBON STEEL
TYPE "A"
300290280270260
235225215205195 185
195205215225 100
95908585
7. ALL DIMENSIONS ARE IN MILLIMETERS, UNLESS OTHERWISE NOTED.
6 THK. SUPPORT RING, CARBON STEEL
LGH SDWG 2703-01.2038STANDARD DRAWING
WELDSEAL
T
TYPE "A" & "A-1"
SECTION "X-X"
SECTION "X-X"TYPE "A-1" FOR THIN WALL VESSELS
L
L
DETAIL "D"TYP. ELEV. VIEW AT NOZZ.
"Z"
"Z"
L
CLIPSMIDWAY BETWEENSPLIT LOCATED
TYPE "B"
6
SHELL/SKIRTSAME MATL. AS 6mm THK. CLIP
RING, CARBON STEEL6mm THK. SUPPORT
SECTION "Z-Z"
F
10
DIMENSIONS FOR TYPE "B"
707060
404025
HF
253030
40405070
6050
303020
1009080
605040
LTHK. = TINSUL.
70 40 30 50
2. TYPE "B" SHOP TO INSTALL CLIP AND SUPPORT RING. RING TO BE IN SEGMENTS (3 MINIMUM).
500 MAX.
13
DIMENSIONS FOR TYPE "A" & "A-1"

1009080
605040
T = INSUL. THK. A
25303540455565 25
20
1515105
B C
25253035404550
Ri
RSH
+ B
NOTES: FOR INSULATION THICKNESS, LOCATION, TYPES OF SUPPORTS AND
CLIP MATERIAL, SEE VESSEL DRAWING.2. ALL CLIPS AND NUTS SHALL BE WELDED TO VESSEL PRIOR TO ANY POSTWELD HEAT TREATMENT.3. SUPPORT RINGS TO HAVE MIN. OF TWO SEGMENTS. FOR OPERATING TEMPERATURES 200° C AND OVER, USE THREE SEGMENTS. SPLITS TO BE LOCATED MIDWAY BETWEEN CLIPS.4. COPE INSULATION SUPPORTS WHERE NECESSARY TO AVOID INTERFERENCE WITH OTHER VESSEL ATTACHMENTS, SEE DETAIL "X".
5. DELETED
500 MAX.
10 TYP.
SEE NOTE 3
RshRi
INSULATION THICKNESS + 50
6
CARBON STEEL SUPPORT RING
6 THK. CLIP SAME MAT'L. ASSHELL OR SKIRT
3
A
B
TYPE "A"
Rsh
T+12
10 FLATBAR (TYP.)
Ri
(SAME MATL. AS SKIRT)
3 TYP.
Rsk
mm mm mm mm mm
7015
110 75 25 60703090120
25
300-
450
6. ALL DIMENSIONS ARE IN MILLIMETERS, UNLESS OTHERWISE NOTED.
LGH SDWG 2703-01.2039STANDARD DRAWING
150mm CENTERSM12 SQ. NUTS ON
T
T
C
3T M
IN.
SEE
NOTE
1
WELDSEAL
1.

LGH SDWG 2703-01.2041STANDARD DRAWING
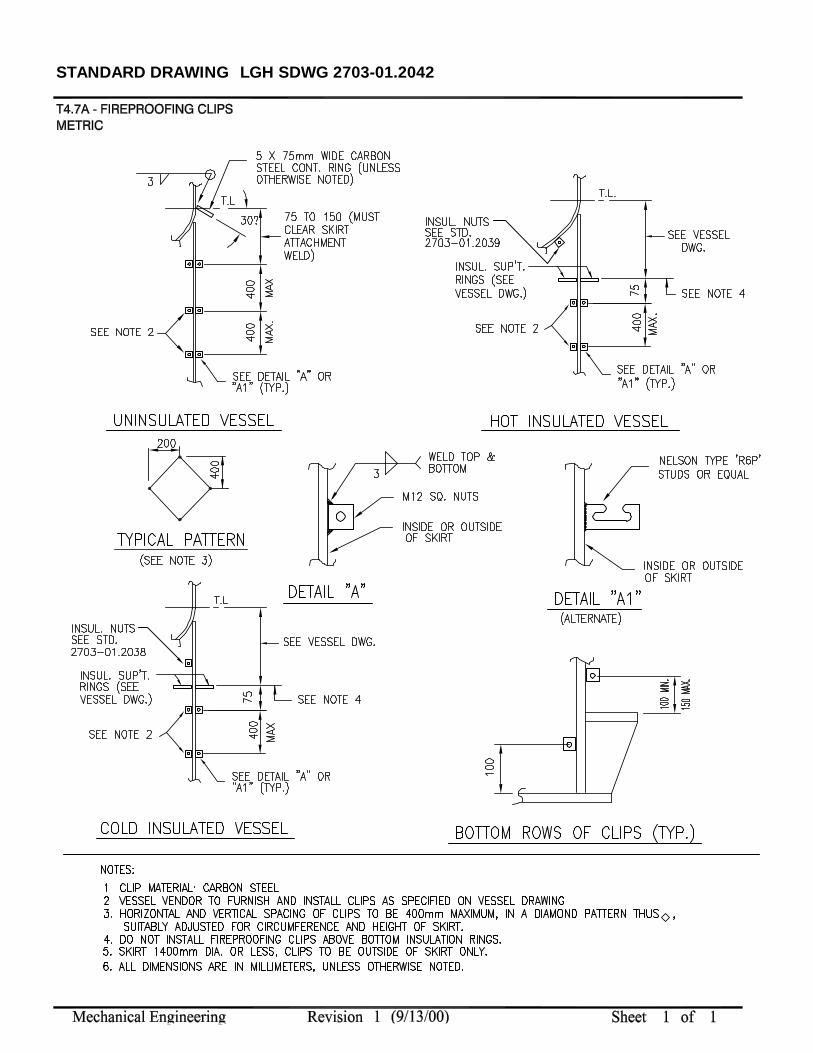
LGH SDWG 2703-01.2042STANDARD DRAWING

LGH SDWG 2703-01.2043STANDARD DRAWING

LGH SDWG 2703-01.2044STANDARD DRAWING

LGH SDWG 2703-01.2045STANDARD DRAWING
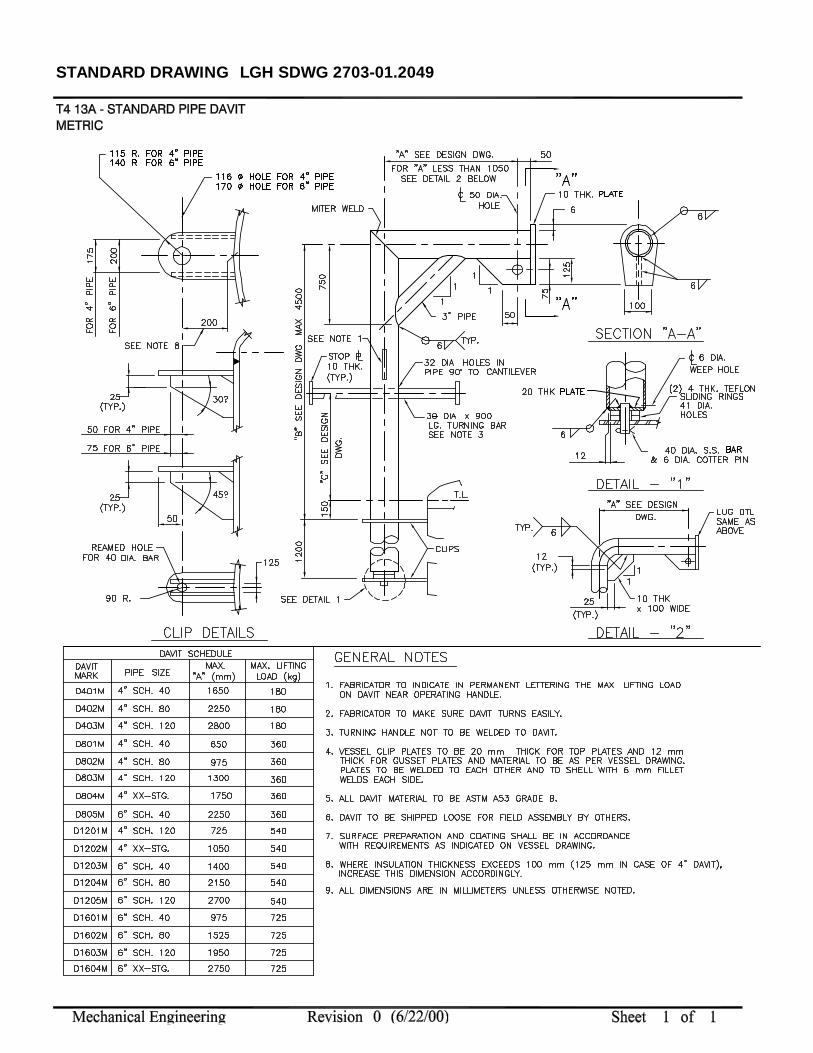
LGH SDWG 2703-01.2049STANDARD DRAWING

LGH SDWG 2703-01.2050STANDARD DRAWING

LGH SDWG 2703-01.2051STANDARD DRAWING


















