104589629-BIW-Design

of 17
-
Upload
sandip-gaikwad -
Category
Documents
-
view
217 -
download
0
Transcript of 104589629-BIW-Design
-
8/13/2019 104589629-BIW-Design
1/17
BIW Design
-
8/13/2019 104589629-BIW-Design
2/17
BIW Design Dos and Donts
Spots to be loaded in Shear
The Material Thickness (All included) < ~4.00mm
The Difference between the Thickness of weldingpanels : < 25%
Check Distance between Two Consecutive spots Panel to be designed to have Max. Stretching.
Thinning of Panels : ~10%
Part to be designed to have minimum number of Dies.
Panels to split in a manner to utilize maximum Steel
Generally for big panels 60% utilization is Good
-
8/13/2019 104589629-BIW-Design
3/17
BIW Design Dos and Donts
Sufficient provision of Holes and Cutouts forAir Escape and Paint Drain.
Weight Reduction Cutouts should be clubbed
with the Access holes / Cutouts and Drains.
Add Bird Beaks, Ribs to contain Spring back
Avoid Stretch Flanges
Corner Radii Min 2.5 * Depth (e.g. Ingress-Egress issue for Body Side)
-
8/13/2019 104589629-BIW-Design
4/17
Panel Design Guidelines
Should not be odd and big in shape and size;
handling issues. Size as per manufacturing facility available.
Panel Split for
maximum utilization of material,
criticality of the area and manufacturing facilityavailable.
Generally for bigger panels 60% of materialutilization is good.
Sufficiently stretched Load Considerations.
No area left un-stretched In areas which are mostly of geometrical
continuity, Stiffener beads to be provided.
-
8/13/2019 104589629-BIW-Design
5/17
A maximum of 15% stretching is allowed in steel sheet
drawing. Thinning < 10%.
Depth of draw can be achieved by providing steps.
Internal features (Local depressions) should have radiusas big as possible.
For deep draw panels, the number of draw should be as per manufacturing
guidelines.
Avoid providing any feature, in other than die tip angle, as
this may lead to cam operation. If possible the trim edges of internal features should have
some radius. (Sharp edge tools get damage soon)
Panel Design Guidelines
-
8/13/2019 104589629-BIW-Design
6/17
Thickness of panels should be chosen as per the application.
Do not increase the thickness of complete panel.Local reinforcement to be added as an when required.
Latest trend is of Tailored blank.
To reduce the part weight, areas of least stress should betrimmed (Pockets created).
The weight reduction pockets should be tried and clubbedfor Tooling Access Holes, Air vent and Paint drain.
Panel Design Guidelines
-
8/13/2019 104589629-BIW-Design
7/17
Panel Joinery Guidelines
Load on Spot weld to be in Sheer. Flange width to be as per manufacturing requirements
(Tooling). For general purpose, 18mm flat is consideredOK.
There should not be more than three panel thickness stack
for spot weld. CO2 weld and Brazing to be avoided.
Joinery should be designed in a manner where no spot ison the A- class Surface.
The joinery should be such that it counters the tolerance
stack. Joinery should have sliding contact i.e. No joinery to be in
locking condition.
-
8/13/2019 104589629-BIW-Design
8/17
For bigger assemblies in docking - design gap should bekept. For Example between Side assembly and
Underbody assembly, 1.00mm design gap is OK.
The joinery to be sequenced to avoid any lockingsituation.
There should not be a difference of more than 50%between two joining panels.
To get better Spot strength, total material stack shouldbe 4 to 4.5mm.
The Serviceability aspects should be kept in
consideration.
Panel Joinery Guidelines
-
8/13/2019 104589629-BIW-Design
9/17
BIW Manufacturing Process
Body ShopPress Shop Paint Shop Trim Line Final Assy
Form the panels
Presses
Dies
Checking
Fixtures
Assemble the
panels
Fixtures
Welding Guns
Checking
Fixtures
Metal
Finishing tools
Conveyers
Painting Body
Pre-treatment
Oven Baking
Finishing
Painting
Oven Baking
Inspection
Body Trimming
I/P Fitment
Seat Fitment
Glasses
Trim
Carpets
Vehicle Roll-
down
Power Train
Suspension
Steering
Fuel System
Brakes
AlignmentsTesting
Inspection
-
8/13/2019 104589629-BIW-Design
10/17
Formability Problems in Panels
Fracturing Buckling and Wrinkling
Shape Distortion
Oil Canning Undesirable Surface Textures (Orange Peel,
Luder Lines or Stretcher Lines, Spangles etc)
-
8/13/2019 104589629-BIW-Design
11/17
-
8/13/2019 104589629-BIW-Design
12/17
Steel used in BIW
-
8/13/2019 104589629-BIW-Design
13/17
Properties vary for the same material
From Supplier to Supplier From heat to heat
From coil to coil
From angle to angle with the rolling direction From one end of coil to other end of coil
From one edge of coil to other
-
8/13/2019 104589629-BIW-Design
14/17
Design-Manufacture
-
8/13/2019 104589629-BIW-Design
15/17
Design-Manufacture
-
8/13/2019 104589629-BIW-Design
16/17
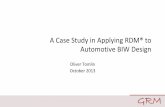
Exploded View of utomobile Body Panels
Floor Panel Body Side Panel
Cowl Panel
Door Inner Panel
Rear Floor Panel
B pillar inner
Tail Gate panel
Rear Long Member
Bonnet Inner
Hinge reinforcement
Roof bow rearRoof bow middle
Panel A pillarInner
Shot gun panel
HingeReinforcement
Sill Rear Inner
-
8/13/2019 104589629-BIW-Design
17/17
Thank You