低カロリー副生ガス焚 GTCC とガス分離を組み合せた電力創出シ …
12
日本機械学会論文集(B 編) 原著論文 No.2012-JBR-0416 © 2012 The Japan Society of Mechanical Engineers 低カロリー副生ガス焚 GTCC とガス分離を組み合せた電力創出システム * 中川 二彦 *1 ,辻 康範 *2 Power Creation System Combining Low Calorie By-product Gas Fired GTCC and Gas Separation Tsuguhiko NAKAGAWA *1 and Yasunori TSUJI *1 Okayama Prefectural Univ. Dept. of System Engineering 111 Kuboki, Soja, Okayama, 719-1197 Japan In this work, the authors have studied a method for the improvement of the generating efficiency of a gas-turbine combined-cycle system (GTCC) using by-product gas (pretreated blast-furnace gas). The generating efficiency of by-product-gas-fired GTCC is 7 % lower than that of LNG-fired GTCC at a combustion temperature of 1623 K. The generating efficiency of the gas-separation energy was improved by +5.5 % (η=48.8→54.3 %) by removing CO 2 and N 2 from the blast-furnace gas. If this innovative system were applied to steelworks around the world, the potential electricity generation would be 69 billion kWh/year. This would mean a reduction of Δ56 million t-CO 2 /year. Key Words : Gas Turbine Combined Cycle, Gas Separation, Simulation, Blast Furnace Gas, Generating Efficiency 1. 緒 言 我が国の政府は,1990 年の CO2 排出量に対して,2050 年に△60~80 %を削減する目標を掲げている.CO2 排 出量を大幅に削減するためには,社会全体としてエネルギーを有効に使うことが極めて重要である.社会全体とし てエネルギーが効率良く利用されているかどうかを示す指標の一つにエネルギー利用率があり,日本のエネルギー 利用率は約 34 %である.これは全エネルギー消費に占める発電燃料の消費比率が約半分と大きいことに加えて, 需要端での発電効率が約 36 %と低いことに起因している. (1) 発電効率を向上するために,Gas Turbine Combined Cycle(以下,GTCC と記す)の開発,実用化および配備 が進められており,最新の LNG(液化天然ガス)焚き GTCC の発電効率は約 60 %に達している. (2) その一方 で,国内の製鉄所で発生する副生ガスは国内の発電向け天然ガスの約 40 %に相当する大きな熱量を有しているが, 副生ガス焚き GTCC の発電効率は 50%前後に留まっている. (3) また,製鉄所から排出される CO2 は国内の総排 出量の 13 %を占めることから,COURSE50 国家プロジェクトにおいて高炉ガスから CO2 を分離,除去する研究 開発が進められている. (4) しかし,実際に CO2 を削減するためには,地中貯留などと組み合わなければならず, その実用化には大きなコスト負担が必要になる. 本報告は,高炉ガス(以下,BFG と記す)を燃料として使用する前に,BFG 中の CO2 と N2 ガスを分離,除去 することにより,GTCC の発電効率を向上する方法とその効果を検討した結果について述べる. 2.現状の副生ガス焚き GTCC の設備構成 2・1 副生ガス焚き GTCC の比較 * 原稿受付 2012 年 6 月 4 日 *1 正員,岡山県立大学 情報工学部(〒719-1197 岡山県総社市窪木 111) *2 日本タングステン(株) E-mail: [email protected] 78 巻 793 号 (2012-9) 1560 ― 94 ―
Transcript of 低カロリー副生ガス焚 GTCC とガス分離を組み合せた電力創出シ …

日本機械学会論文集(B編) 原著論文 No.2012-JBR-0416
©2012 The Japan Society of Mechanical Engineers
低カロリー副生ガス焚 GTCC とガス分離を組み合せた電力創出システム*
中川 二彦*1,辻 康範*2
Power Creation System Combining Low Calorie By-product Gas Fired GTCC and Gas Separation
Tsuguhiko NAKAGAWA*1 and Yasunori TSUJI
*1 Okayama Prefectural Univ. Dept. of System Engineering 111 Kuboki, Soja, Okayama, 719-1197 Japan
In this work, the authors have studied a method for the improvement of the generating efficiency of a gas-turbine combined-cycle system (GTCC) using by-product gas (pretreated blast-furnace gas). The generating efficiency of by-product-gas-fired GTCC is 7 % lower than that of LNG-fired GTCC at a combustion temperature of 1623 K. The generating efficiency of the gas-separation energy was improved by +5.5 % (η=48.8→54.3 %) by removing CO2 and N2 from the blast-furnace gas. If this innovative system were applied to steelworks around the world, the potential electricity generation would be 69 billion kWh/year. This would mean a reduction of Δ56 million t-CO2/year.
Key Words : Gas Turbine Combined Cycle, Gas Separation, Simulation, Blast Furnace Gas, Generating Efficiency
1. 緒 言
我が国の政府は,1990 年の CO2排出量に対して,2050 年に△60~80 %を削減する目標を掲げている.CO2排
出量を大幅に削減するためには,社会全体としてエネルギーを有効に使うことが極めて重要である.社会全体とし
てエネルギーが効率良く利用されているかどうかを示す指標の一つにエネルギー利用率があり,日本のエネルギー
利用率は約 34 %である.これは全エネルギー消費に占める発電燃料の消費比率が約半分と大きいことに加えて,
需要端での発電効率が約 36 %と低いことに起因している.(1) 発電効率を向上するために,Gas Turbine Combined Cycle(以下,GTCC と記す)の開発,実用化および配備
が進められており, 新の LNG(液化天然ガス)焚き GTCC の発電効率は約 60 %に達している.(2) その一方
で,国内の製鉄所で発生する副生ガスは国内の発電向け天然ガスの約 40 %に相当する大きな熱量を有しているが,
副生ガス焚き GTCC の発電効率は 50%前後に留まっている.(3) また,製鉄所から排出される CO2は国内の総排
出量の 13 %を占めることから,COURSE50 国家プロジェクトにおいて高炉ガスから CO2を分離,除去する研究
開発が進められている.(4) しかし,実際に CO2を削減するためには,地中貯留などと組み合わなければならず,
その実用化には大きなコスト負担が必要になる. 本報告は,高炉ガス(以下,BFG と記す)を燃料として使用する前に,BFG 中の CO2と N2ガスを分離,除去
することにより,GTCC の発電効率を向上する方法とその効果を検討した結果について述べる.
2.現状の副生ガス焚き GTCC の設備構成
2・1 副生ガス焚き GTCC の比較
* 原稿受付 2012 年 6 月 4 日
*1 正員,岡山県立大学 情報工学部(〒719-1197 岡山県総社市窪木 111) *2 日本タングステン(株) E-mail: [email protected]
78 巻 793 号 (2012-9)
1560
― 94 ―
低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
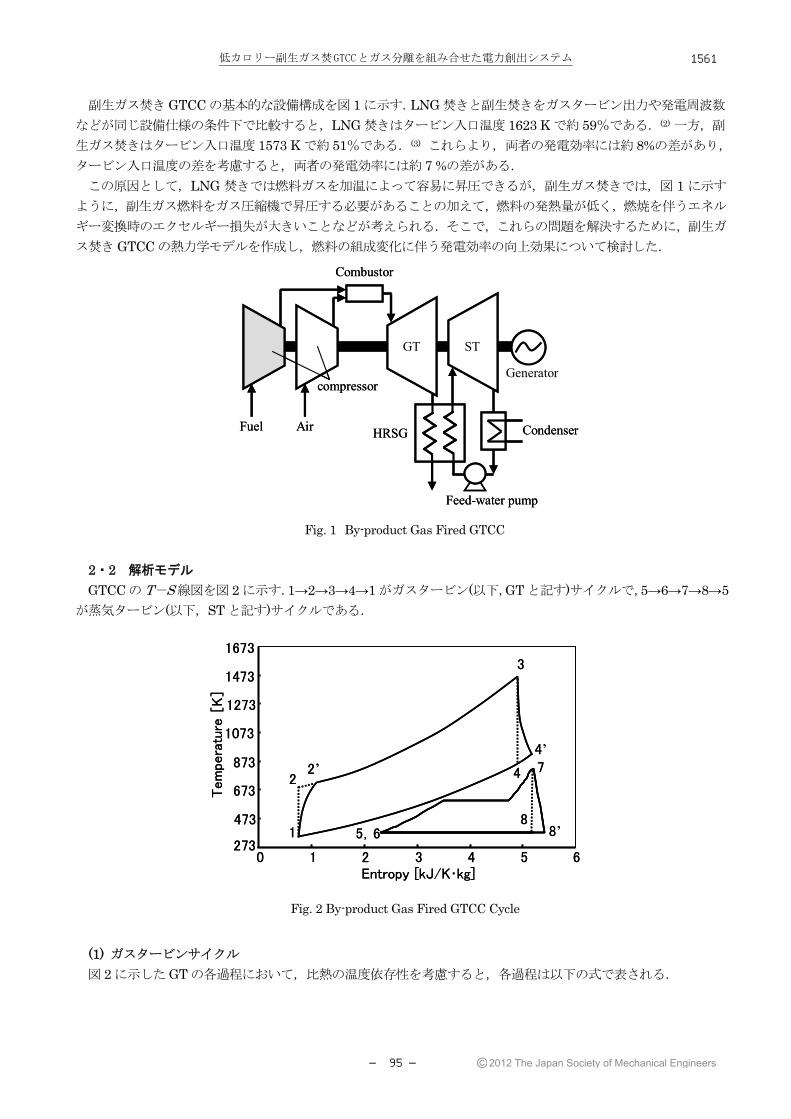
副生ガス焚き GTCC の基本的な設備構成を図 1 に示す.LNG 焚きと副生焚きをガスタービン出力や発電周波数
などが同じ設備仕様の条件下で比較すると,LNG 焚きはタービン入口温度 1623 K で約 59%である.(2) 一方,副
生ガス焚きはタービン入口温度 1573 K で約 51%である.(3) これらより,両者の発電効率には約 8%の差があり,
タービン入口温度の差を考慮すると,両者の発電効率には約 7 %の差がある. この原因として,LNG 焚きでは燃料ガスを加温によって容易に昇圧できるが,副生ガス焚きでは,図 1 に示す
ように,副生ガス燃料をガス圧縮機で昇圧する必要があることの加えて,燃料の発熱量が低く,燃焼を伴うエネル
ギー変換時のエクセルギー損失が大きいことなどが考えられる.そこで,これらの問題を解決するために,副生ガ
ス焚き GTCC の熱力学モデルを作成し,燃料の組成変化に伴う発電効率の向上効果について検討した.
2・2 解析モデル GTCC の T-S 線図を図 2 に示す.1→2→3→4→1 がガスタービン(以下,GT と記す)サイクルで,5→6→7→8→5
が蒸気タービン(以下,ST と記す)サイクルである. (1) ガスタービンサイクル 図 2 に示した GT の各過程において,比熱の温度依存性を考慮すると,各過程は以下の式で表される.
Fig. 1 By-product Gas Fired GTCC
273
473
673
873
1073
1273
1473
1673
0 1 2 3 4 5 6Entropy [kJ/K・kg]
Tem
pera
ture
[K]
1
2’
3
4’
5,6
7
8’
2 4
8
273
473
673
873
1073
1273
1473
1673
0 1 2 3 4 5 6Entropy [kJ/K・kg]
Tem
pera
ture
[K]
1
2’
3
4’
5,6
7
8’
2 4
8
Fig. 2 By-product Gas Fired GTCC Cycle
Condenser
Feed-water pump
Fuel
Combustor
compressorGenerator
HRSGAir
GT ST
Condenser
Feed-water pump
Fuel
Combustor
compressorGenerator
HRSGAir
GT ST
1561
― 95 ―

低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
1→2 断熱圧縮;
( )( )Tκ
1-Tκ
2
1
21
PP
TT
⎟⎟⎠
⎞⎜⎜⎝
⎛= (1)
2→3 等圧加熱; ( )dTTCQ3
2
T
TpH ∫= (2)
3→4 断熱膨張;
( )( )Tκ
1Tκ
3
4
34
PP
TT
-
⎟⎟⎠
⎞⎜⎜⎝
⎛= (3)
4→1 等圧冷却: ( )dTTCQ4
1
T
TpL ∫= (4)
また,空気および燃料ガスの圧縮仕事と GT の発生する仕事は可逆過程では次式で表される.
( )dTTCHHW2
1
T
Tp1212 ∫=−= (5)
( )dTTCHHW4
3
T
Tp4334 ∫=−= (6)
実際のサイクルでは不可逆過程であることから,空気および燃料ガスの圧縮機と GT の断熱効率を考慮すると,
圧縮機の必要仕事と GT の発生する実効仕事は次式のようになる.
( )dTTCη1
ηWW
2
1
T
Tp
cc
12'12 ∫== (7)
( )dTTCηWηW4
3
T
TpT34T'34 ∫== (8)
なお,不可逆過程を考慮したサイクルは,.図 2 において 2 と 4 がそれぞれ 2’と 4’へシフトする. 式(1)~(8)はいずれも広く知られている GT サイクルの基礎式であり,副生ガス焚き GTCC を解析するための
特別な解析モデル式は用いていない.
(2) 排熱回収ボイラ GT で膨張後に排気されるガスは高温のため,廃熱回収ボイラで圧縮水と熱交換を行い,高温,高圧の蒸気とし
て回収される.回収した高温,高圧の蒸気を用いてタービンを駆動する.廃熱回収ボイラでは,図 3 に示すよう
な Q-T 線図を用いて排ガスの温度変化と蒸気の加熱状態から熱交換状況を評価した. Fig. 3 Q-T Chart
273
373
473
573
673
773
873
973
0 50 100 150 200 250
Tem
pera
ture
[K]
Q (Heat quantity) [MW]
⊿t = 10 K
T4’
T7
T4’- T7 = 50 K
273
373
473
573
673
773
873
973
0 50 100 150 200 250
Tem
pera
ture
[K]
Q (Heat quantity) [MW]
⊿t = 10 K
T4’
T7
T4’- T7 = 50 K
1562
― 96 ―

低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
本検討では廃熱回収ボイラ出側の排ガス温度を既存 GTCC と同じ 408K にするとともに, 廃熱回収の制約条 件としてピンチポイント温度差を 10 K とした.(5)(6)
(3)蒸気タービンサイクル 蒸気タービン(以下, ST と記す)はポンプで水を圧縮し(5→6),排熱回収ボイラで等圧過熱して高温,高圧の蒸気
を生成する(6→7).発生した蒸気は復水器で冷却されて,生じた圧力差で ST を駆動する(7→8). 本検討では,蒸気温度≦(GT 出口温度-50 K) とし,ST 出口の蒸気乾き度≧90 %となるように回収蒸気の圧力
と温度の条件を選択した.図 2 に示す ST の各過程は以下の式で表される.
5→6 断熱圧縮; ∫6
5
P
P56 VdpW = (9)
6→7 等圧加熱: 6767 HHQ −= (10)
7→8 断熱膨張: 8778 HHW −= (11)
8→5 等圧冷却: 5885 HHQ −= (12)
ガスタービンサイクルと同様に,実際のサイクルでは不可逆過程であることから,ST の断熱効率を考慮すると,
( )877'8 HHηHH −−= (13)
ST の発生する実効仕事は次式のようになる.
'87'78 HHW −= (14)
なお,蒸気の性状は蒸気表と h-s 線図から求めた.(7)
ただし,
i;サイクルにおける各過程の開始点 Ti;i の温度 [K], Pi;i の圧力 [MPa] κ(T);比熱比 [-], Pi;各過程 i の圧力 [MPa] CP(T);定圧比熱 [kJ/kg・K], W12;断熱圧縮仕事 [MW], W34;断熱での GT が発生する仕事 [MW] W12’;実サイクルでの圧縮仕事 [MW], W34’;実サイクルで GT が発生する仕事 [MW] Hi;各過程 i のエンタルピー [MJ/s], ηC;圧縮機断熱効率 [%] ηT;GT 断熱効率 [%], η;ST 断熱効率 [%] W56;ポンプ仕事 [MW], Q67;排熱回収ボイラにおける受熱量 [MW] W78;断熱での ST が発生する仕事 [MW], Q85;復水器における放熱量 [MW] W78’;実サイクルで GT が発生する仕事 [MW]
式(9)~(14)はいずれも広く知られている ST(ランキン)サイクルの基礎式である.
3.BFG からの CO2と N2分離
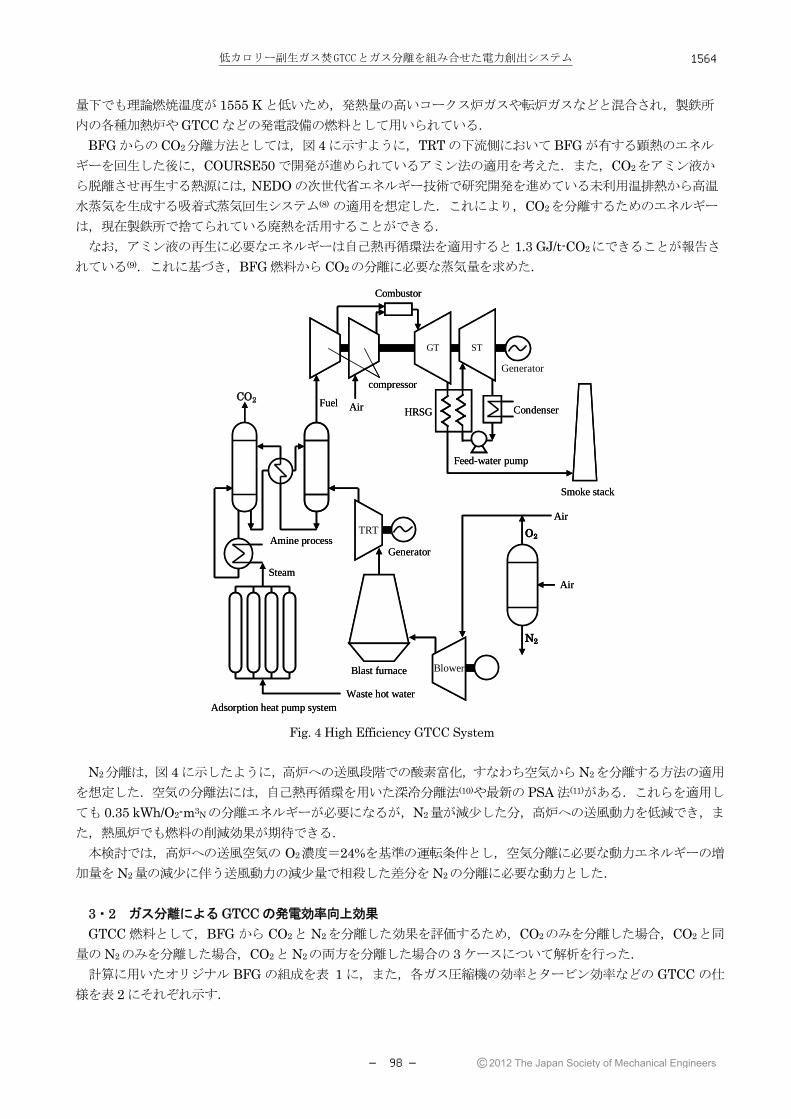
3・1 装置構成 本検討における各ガス分離装置の設置位置と全体のシステム構成を図 4 に示す.製鉄所では高炉へ空気を送風
し,コークスや石炭のエネルギーにより鉄鉱石を還元する.高炉の炉頂からは副生ガスとして,圧力エネルギー,
顕熱エネルギーおよび化学エネルギーを持った BFG が発生する.BFG の持つ圧力と顕熱のエネルギーはタービ
ンを利用した炉頂圧発電設備(以下,TRT と記す)によって電力で回生される.BFG は LHV が低く,理論空気
1563
― 97 ―
低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
量下でも理論燃焼温度が 1555 K と低いため,発熱量の高いコークス炉ガスや転炉ガスなどと混合され,製鉄所
内の各種加熱炉や GTCC などの発電設備の燃料として用いられている. BFG からの CO2分離方法としては,図 4 に示すように,TRT の下流側において BFG が有する顕熱のエネル
ギーを回生した後に,COURSE50 で開発が進められているアミン法の適用を考えた.また,CO2をアミン液か
ら脱離させ再生する熱源には,NEDO の次世代省エネルギー技術で研究開発を進めている未利用温排熱から高温
水蒸気を生成する吸着式蒸気回生システム(8) の適用を想定した.これにより,CO2を分離するためのエネルギー
は,現在製鉄所で捨てられている廃熱を活用することができる. なお,アミン液の再生に必要なエネルギーは自己熱再循環法を適用すると 1.3 GJ/t-CO2にできることが報告さ
れている(9).これに基づき,BFG 燃料から CO2の分離に必要な蒸気量を求めた.
N2分離は,図 4 に示したように,高炉への送風段階での酸素富化,すなわち空気から N2を分離する方法の適用
を想定した.空気の分離法には,自己熱再循環を用いた深冷分離法(10)や 新の PSA 法(11)がある.これらを適用し
ても 0.35 kWh/O2-m3Nの分離エネルギーが必要になるが,N2量が減少した分,高炉への送風動力を低減でき,ま
た,熱風炉でも燃料の削減効果が期待できる. 本検討では,高炉への送風空気の O2濃度=24%を基準の運転条件とし,空気分離に必要な動力エネルギーの増
加量を N2量の減少に伴う送風動力の減少量で相殺した差分を N2の分離に必要な動力とした.
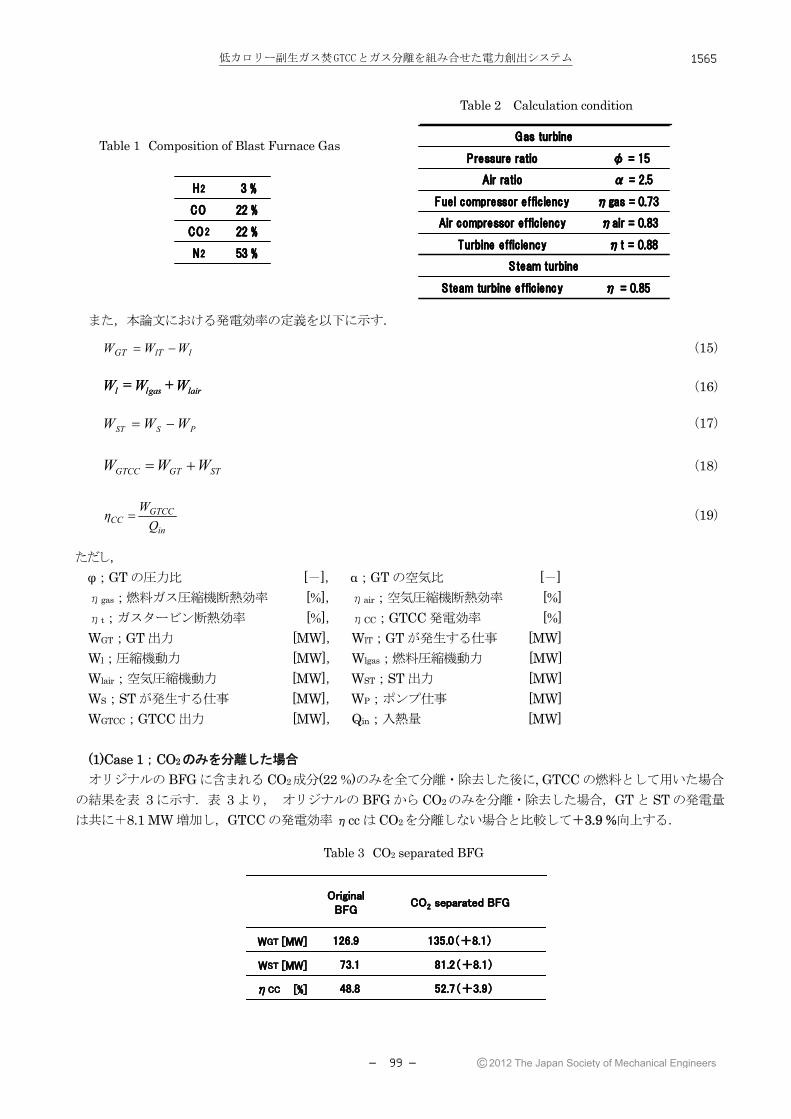
3・2 ガス分離による GTCC の発電効率向上効果 GTCC 燃料として,BFG から CO2と N2を分離した効果を評価するため,CO2のみを分離した場合,CO2と同
量の N2のみを分離した場合,CO2と N2の両方を分離した場合の 3 ケースについて解析を行った. 計算に用いたオリジナル BFG の組成を表 1 に,また,各ガス圧縮機の効率とタービン効率などの GTCC の仕
様を表 2 にそれぞれ示す.
Fig. 4 High Efficiency GTCC System
Waste hot water
CO2
O2Amine process
Adsorption heat pump system
Condenser
Feed-water pump
Fuel
Combustor
compressor
Generator
HRSGAir
GT ST
Steam
Smoke stack
TRT
Blast furnace
Air
Air
Blower
Generator
N2
Waste hot water
CO2
O2Amine process
Adsorption heat pump system
Condenser
Feed-water pump
Fuel
Combustor
compressor
Generator
HRSGAir
GT ST
Steam
Smoke stack
TRT
Blast furnace
Air
Air
Blower
Generator
N2
1564
― 98 ―
低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
Table 2 Calculation condition
Table 1 Composition of Blast Furnace Gas また,本論文における発電効率の定義を以下に示す.
llTGT WWW −= (15)
(16)
PSST WWW −= (17)
STGTGTCC WWW += (18)
in
GTCCCC Q
Wη = (19)
ただし, φ;GT の圧力比 [-], α;GT の空気比 [-] ηgas;燃料ガス圧縮機断熱効率 [%], ηair;空気圧縮機断熱効率 [%] ηt;ガスタービン断熱効率 [%], ηCC;GTCC 発電効率 [%] WGT;GT 出力 [MW], WlT;GT が発生する仕事 [MW] Wl;圧縮機動力 [MW], Wlgas;燃料圧縮機動力 [MW]
Wlair;空気圧縮機動力 [MW], WST;ST 出力 [MW] WS;ST が発生する仕事 [MW], WP;ポンプ仕事 [MW] WGTCC;GTCC 出力 [MW], Qin;入熱量 [MW]
(1)Case 1;CO2のみを分離した場合
オリジナルの BFG に含まれる CO2成分(22 %)のみを全て分離・除去した後に, GTCC の燃料として用いた場合
の結果を表 3 に示す.表 3 より, オリジナルの BFG から CO2のみを分離・除去した場合,GT と ST の発電量
は共に+8.1 MW 増加し,GTCC の発電効率ηcc は CO2を分離しない場合と比較して+3.9 %向上する.
Table 3 CO2 separated BFG
lairgasl WWW += l lairgasl WWW += l
η = 0.85Steam turbine efficiency
Steam turbine
ηt = 0.88Turbine efficiency
ηair = 0.83Air compressor efficiency
ηgas = 0.73Fuel compressor efficiency
α = 2.5Air ratio
φ = 15Pressure ratio
Gas turbine
η = 0.85Steam turbine efficiency
Steam turbine
ηt = 0.88Turbine efficiency
ηair = 0.83Air compressor efficiency
ηgas = 0.73Fuel compressor efficiency
α = 2.5Air ratio
φ = 15Pressure ratio
Gas turbine
Original BFG
CO2 separated BFG
WGT [MW] 126.9 135.0(+8.1)
WST [MW] 73.1 81.2(+8.1)
ηCC [%] 48.8 52.7(+3.9)
Original BFG
CO2 separated BFG
WGT [MW] 126.9 135.0(+8.1)
WST [MW] 73.1 81.2(+8.1)
ηCC [%] 48.8 52.7(+3.9)
53 %N2
22 %CO2
22 %CO
3 %H2
53 %N2
22 %CO2
22 %CO
3 %H2
1565
― 99 ―

低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
(2)Case 2;N2のみを分離した場合 オリジナルの BFG に含まれる N2成分の 22 %分を分離,除去し,その後で GTCC の燃料として用いた場合の
結果を表 4 に示す.N2の分離方法としては,BFG からではなく,高炉への送風空気から事前に分離することを想
定した.なお,BFG から N2を 22 %だけ分離,除去する理由は以下のように考えた. BFG に含まれる N2のほとんどは空気中の N2に由来する.一方,高炉の操業では,N2を全量除去すると,高炉
上部帯でのガス量の減少に伴い,コークスや鉱石などの装入物を加熱する熱量が不足し,炉内のエネルギーバラン
スが崩れ,運転が困難になる.このため,現状の高炉をベースにすると,送風の O2濃度≦35%程度までは可能と
考えられるが,O2濃度>35%では新たな技術開発が必要と考えられる.また,O2濃度=35%は,酸素量を基準す
ると,空気(O2濃度=20.9%)に含まれる N2を半分だけ分離,除去すれば得られるが,更に N2を分離,除去するに
は,大きな分離エネルギーが必要になる.このため,3・1 節で述べた省エネルギー型の新 N2分離方法を適用して
も,トータルのエネルギー削減効果として 適な O2濃度は 35%が目安になる.(12) これらの理由から,本ケース
では現状の高炉において実施が可能と考えられる送風空気中の O2濃度=35%において検討を行った. 基準にする高炉に送風する酸素富化空気の O2濃度=24 %とすると,N2濃度は 76 %である.このため,O2濃度
=35 %にするためには,35={24/(76-N2+24)×100}であり,酸素富化した空気から N2=31.4%だけ分離・除去
すれば良い.これは酸素富化空気の O2濃度=24 %で送風されている高炉から発生した BFG から N2が 22 %{=31.4×53/76}だけ分離されたことに相当する. 表 4 より, オリジナルの BFG から N2のみを半分だけ分離・除去した場合には,GT と ST の発電量はそれぞれ
+3.0 MW と+8.9 MW 増大する.その結果,GTCC の発電効率ηcc は分離しない場合と比較して+2.9 %向上す
るが,ガスタービンでの向上効果は CO2を分離した場合に比べて小さいことがわかった.
(3)Case 3;CO2と N2の両方を分離した場合 BFG に含まれる CO2と N2の両成分を BFG から分離・除去した後に GTCC の燃料として用いた結果を表 5 に
示す.表 5 において,CO2と N2それぞれの分離量と分離方法は,比較しやすいように Case 1 および Case 2 と同
じとした. 表 5 より, オリジナルの BFG から CO2と N2の両成分を分離・除去した場合,GT と ST の発電量はそれぞれ
+10.3 MW と+16.7 MW 増大し, GTCC の発電効率ηcc は分離しない場合と比較して+6.6 %向上した.ηcc の向上効果が Case 1 と Case 2 の和にならない理由として,ηcc は CO2と N2の分離・除去に伴う燃焼温度の上昇
に伴って向上するが,その向上量は燃焼温度のみに比例しないためである.
Table 4 N2 separated BFG
Table 5 CO2 and N2 separated BFG
Original BFG
N2 separated BFG
WGT [MW] 126.9 129.9(+3.0)
WST [MW] 73.1 82.0(+8.9)
ηCC [%] 48.8 51.7(+2.9)
Original BFG
N2 separated BFG
WGT [MW] 126.9 129.9(+3.0)
WST [MW] 73.1 82.0(+8.9)
ηCC [%] 48.8 51.7(+2.9)
Original BFG
CO2 and N2 separated BFG
WGT [MW] 126.9 137.2(+10.3)
WST [MW] 73.1 89.8(+16.7)
ηCC [%] 48.8 55.4(+ 6.6)
Original BFG
CO2 and N2 separated BFG
WGT [MW] 126.9 137.2(+10.3)
WST [MW] 73.1 89.8(+16.7)
ηCC [%] 48.8 55.4(+ 6.6)
1566
― 100 ―
低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
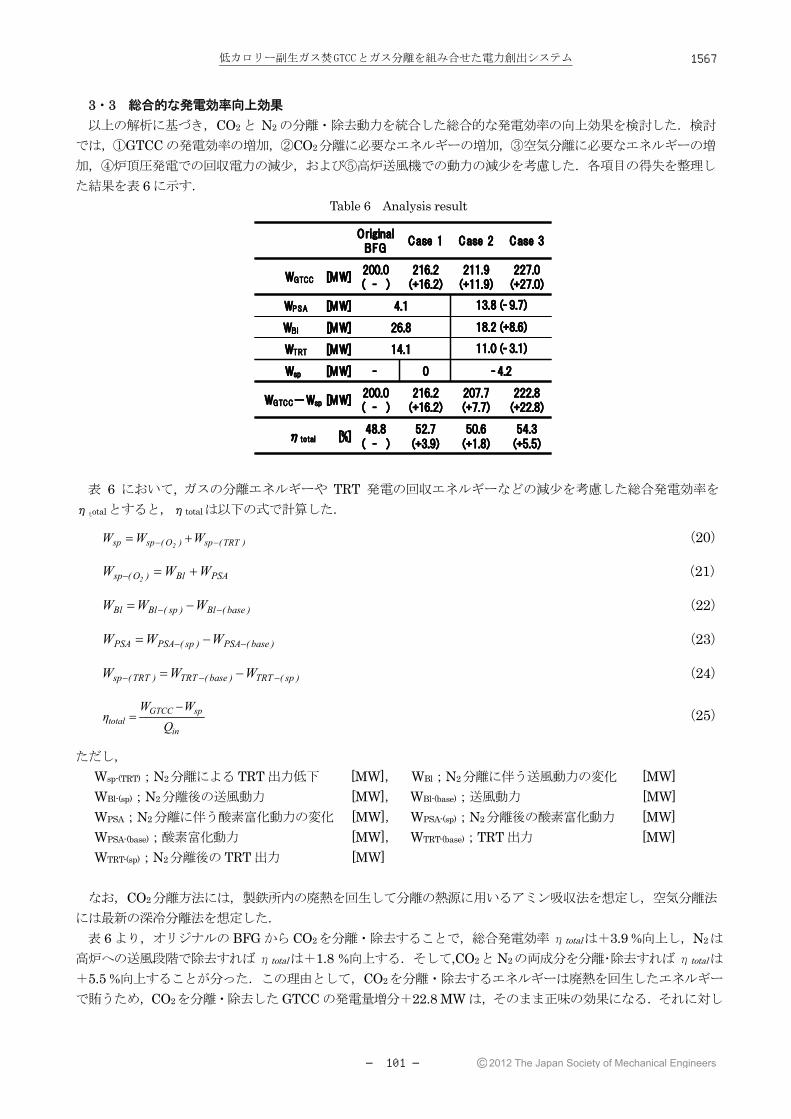
3・3 総合的な発電効率向上効果
以上の解析に基づき,CO2 と N2 の分離・除去動力を統合した総合的な発電効率の向上効果を検討した.検討
では,①GTCC の発電効率の増加,②CO2分離に必要なエネルギーの増加,③空気分離に必要なエネルギーの増
加,④炉頂圧発電での回収電力の減少,および⑤高炉送風機での動力の減少を考慮した.各項目の得失を整理し
た結果を表 6 に示す. 表 6 において, ガスの分離エネルギーや TRT 発電の回収エネルギーなどの減少を考慮した総合発電効率を
ηtotalとすると,ηtotalは以下の式で計算した.
)TRT(sp)O(spsp WWW2 −− += (20)
PSABl)O(sp WWW2
+=− (21)
)base(Bl)sp(BlBl WWW −− −= (22)
)base(PSA)sp(PSAPSA WWW −− −= (23)
)sp(TRT)base(TRT)TRT(sp WWW −−− −= (24)
in
spGTCCtotal Q
WWη
−= (25)
ただし, Wsp-(TRT);N2分離による TRT 出力低下 [MW], WBl;N2分離に伴う送風動力の変化 [MW] WBl-(sp);N2分離後の送風動力 [MW], WBl-(base);送風動力 [MW] WPSA;N2分離に伴う酸素富化動力の変化 [MW], WPSA-(sp);N2分離後の酸素富化動力 [MW] WPSA-(base);酸素富化動力 [MW], WTRT-(base);TRT 出力 [MW] WTRT-(sp);N2分離後の TRT 出力 [MW]
なお,CO2分離方法には,製鉄所内の廃熱を回生して分離の熱源に用いるアミン吸収法を想定し,空気分離法
には 新の深冷分離法を想定した. 表 6 より,オリジナルの BFG から CO2を分離・除去することで,総合発電効率ηtotalは+3.9 %向上し,N2は
高炉への送風段階で除去すればηtotalは+1.8 %向上する.そして,CO2と N2の両成分を分離・除去すればηtotalは
+5.5 %向上することが分った.この理由として,CO2を分離・除去するエネルギーは廃熱を回生したエネルギー
で賄うため,CO2を分離・除去した GTCC の発電量増分+22.8 MW は,そのまま正味の効果になる.それに対し
Table 6 Analysis result
54.3(+5.5)
50.6(+1.8)
52.7(+3.9)
48.8( - )
ηtotal [%]
222.8(+22.8)
207.7(+7.7)
216.2(+16.2)
200.0( - )
WGTCC-Wsp [MW]
- 4.20-Wsp [MW]
11.0 (- 3.1)14.1WTRT [MW]
18.2 (+8.6)26.8WBl [MW]
13.8 (- 9.7)4.1WPSA [MW]
227.0(+27.0)
211.9(+11.9)
216.2(+16.2)
200.0( - )
WGTCC [MW]
Case 3Case 2Case 1Original BFG
54.3(+5.5)
50.6(+1.8)
52.7(+3.9)
48.8( - )
ηtotal [%]
222.8(+22.8)
207.7(+7.7)
216.2(+16.2)
200.0( - )
WGTCC-Wsp [MW]
- 4.20-Wsp [MW]
11.0 (- 3.1)14.1WTRT [MW]
18.2 (+8.6)26.8WBl [MW]
13.8 (- 9.7)4.1WPSA [MW]
227.0(+27.0)
211.9(+11.9)
216.2(+16.2)
200.0( - )
WGTCC [MW]
Case 3Case 2Case 1Original BFG
1567
― 101 ―
低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
て,N2の分離・除去により消費されるエネルギーは 4.2 MW 増加し,これはエネルギーの新たな消費増になる.
したがって,GTCC の発電量は+11.9 MW 増加するが,ガス分離のために消費するエネルギーを相殺した発生電
力は+7.7 MW(=11.9MW-4.2MW)の増加に止まるためである.
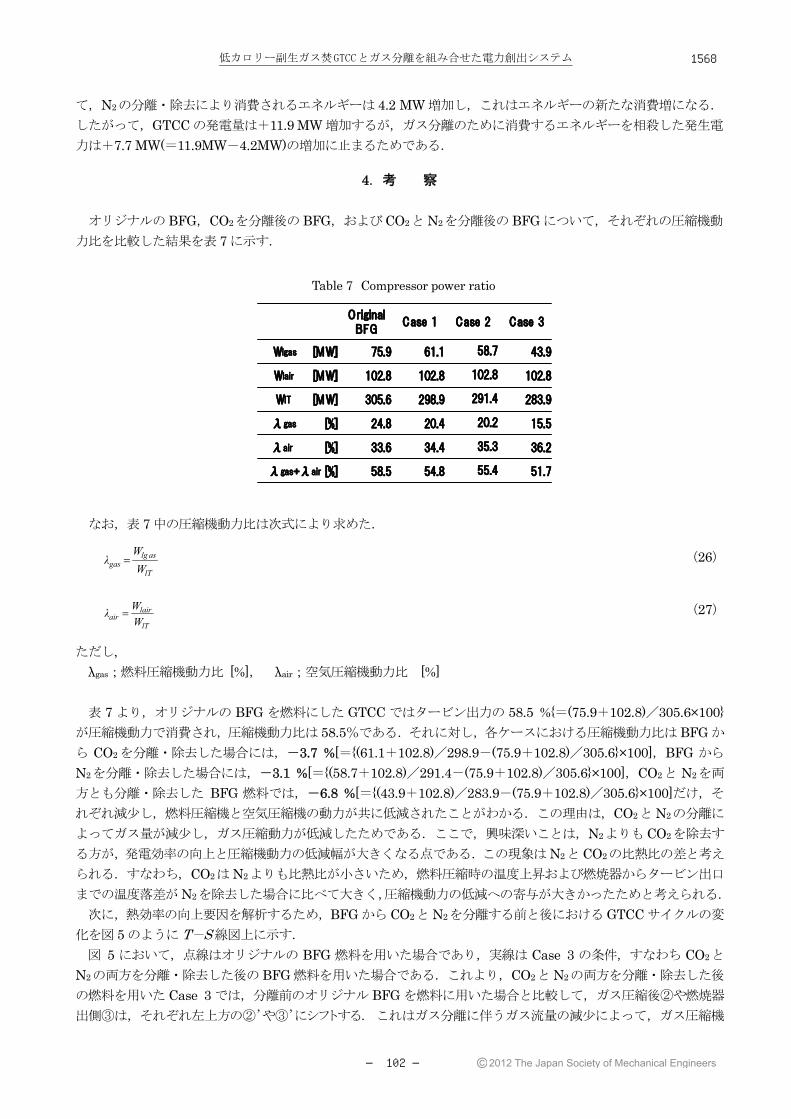
4.考 察 オリジナルの BFG,CO2を分離後の BFG,および CO2と N2を分離後の BFG について,それぞれの圧縮機動
力比を比較した結果を表 7 に示す. なお,表 7 中の圧縮機動力比は次式により求めた.
lT
aslggas W
Wλ = (26)
lT
lairair W
Wλ = (27)
ただし, λgas;燃料圧縮機動力比 [%], λair;空気圧縮機動力比 [%]
表 7 より,オリジナルの BFG を燃料にした GTCC ではタービン出力の 58.5 %{=(75.9+102.8)/305.6×100}
が圧縮機動力で消費され,圧縮機動力比は 58.5%である.それに対し,各ケースにおける圧縮機動力比は BFG か
ら CO2 を分離・除去した場合には,-3.7 %[={(61.1+102.8)/298.9-(75.9+102.8)/305.6}×100],BFG から
N2を分離・除去した場合には,-3.1 %[={(58.7+102.8)/291.4-(75.9+102.8)/305.6}×100],CO2と N2を両
方とも分離・除去した BFG 燃料では,-6.8 %[={(43.9+102.8)/283.9-(75.9+102.8)/305.6}×100]だけ,そ
れぞれ減少し,燃料圧縮機と空気圧縮機の動力が共に低減されたことがわかる.この理由は,CO2と N2の分離に
よってガス量が減少し,ガス圧縮動力が低減したためである.ここで,興味深いことは,N2よりも CO2を除去す
る方が,発電効率の向上と圧縮機動力の低減幅が大きくなる点である.この現象は N2と CO2の比熱比の差と考え
られる.すなわち,CO2は N2よりも比熱比が小さいため,燃料圧縮時の温度上昇および燃焼器からタービン出口
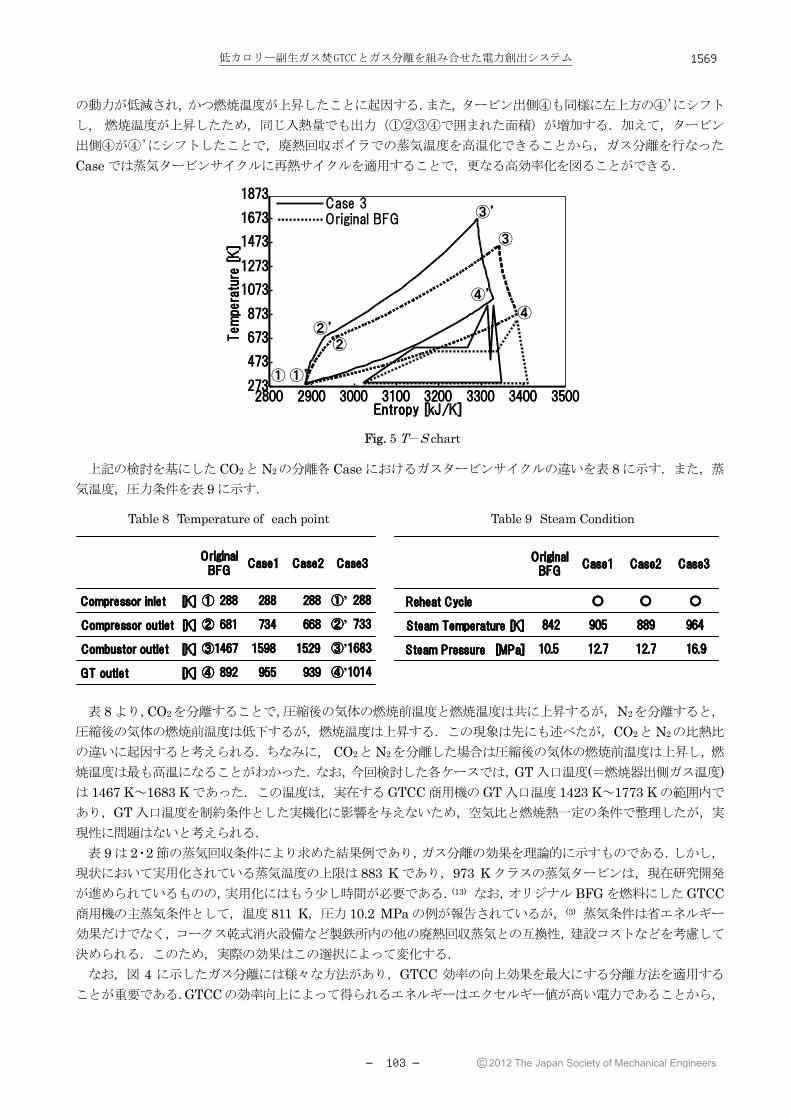
までの温度落差が N2を除去した場合に比べて大きく,圧縮機動力の低減への寄与が大きかったためと考えられる. 次に,熱効率の向上要因を解析するため,BFG から CO2と N2を分離する前と後における GTCC サイクルの変
化を図 5 のように T-S 線図上に示す. 図 5 において,点線はオリジナルの BFG 燃料を用いた場合であり,実線は Case 3 の条件,すなわち CO2と
N2の両方を分離・除去した後の BFG 燃料を用いた場合である.これより,CO2と N2の両方を分離・除去した後
の燃料を用いた Case 3 では,分離前のオリジナル BFG を燃料に用いた場合と比較して,ガス圧縮後②や燃焼器
出側③は,それぞれ左上方の②’や③’にシフトする. これはガス分離に伴うガス流量の減少によって,ガス圧縮機
Table 7 Compressor power ratio
51.755.454.858.5λgas+λair [%]
36.235.334.433.6λair [%]
15.520.220.424.8λgas [%]
283.9291.4298.9305.6WlT [MW]
102.8102.8102.8102.8Wlair [MW]
43.958.761.175.9Wlgas [MW]
Case 3Case 2Case 1Original BFG
51.755.454.858.5λgas+λair [%]
36.235.334.433.6λair [%]
15.520.220.424.8λgas [%]
283.9291.4298.9305.6WlT [MW]
102.8102.8102.8102.8Wlair [MW]
43.958.761.175.9Wlgas [MW]
Case 3Case 2Case 1Original BFG
1568
― 102 ―
低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
の動力が低減され, かつ燃焼温度が上昇したことに起因する.また, タービン出側④も同様に左上方の④’にシフト
し, 燃焼温度が上昇したため,同じ入熱量でも出力(①②③④で囲まれた面積)が増加する.加えて,タービン
出側④が④’にシフトしたことで,廃熱回収ボイラでの蒸気温度を高温化できることから,ガス分離を行なった
Case では蒸気タービンサイクルに再熱サイクルを適用することで,更なる高効率化を図ることができる. 上記の検討を基にした CO2と N2の分離各 Case におけるガスタービンサイクルの違いを表 8 に示す.また,蒸
気温度,圧力条件を表 9 に示す.
表 8 より,CO2を分離することで,圧縮後の気体の燃焼前温度と燃焼温度は共に上昇するが, N2を分離すると,
圧縮後の気体の燃焼前温度は低下するが,燃焼温度は上昇する.この現象は先にも述べたが,CO2と N2の比熱比
の違いに起因すると考えられる.ちなみに, CO2と N2を分離した場合は圧縮後の気体の燃焼前温度は上昇し,燃
焼温度は も高温になることがわかった.なお,今回検討した各ケースでは,GT 入口温度(=燃焼器出側ガス温度)は 1467 K~1683 K であった.この温度は,実在する GTCC 商用機の GT 入口温度 1423 K~1773 K の範囲内で
あり,GT 入口温度を制約条件とした実機化に影響を与えないため,空気比と燃焼熱一定の条件で整理したが,実
現性に問題はないと考えられる. 表 9 は 2・2 節の蒸気回収条件により求めた結果例であり,ガス分離の効果を理論的に示すものである.しかし,
現状において実用化されている蒸気温度の上限は 883 K であり,973 K クラスの蒸気タービンは,現在研究開発
が進められているものの,実用化にはもう少し時間が必要である.(13) なお,オリジナル BFG を燃料にした GTCC商用機の主蒸気条件として,温度 811 K,圧力 10.2 MPa の例が報告されているが,(3) 蒸気条件は省エネルギー
効果だけでなく,コークス乾式消火設備など製鉄所内の他の廃熱回収蒸気との互換性,建設コストなどを考慮して
決められる.このため,実際の効果はこの選択によって変化する. なお,図 4 に示したガス分離には様々な方法があり,GTCC 効率の向上効果を 大にする分離方法を適用する
ことが重要である.GTCCの効率向上によって得られるエネルギーはエクセルギー値が高い電力であることから,
Fig. 5 T-S chart
Table 8 Temperature of each point Table 9 Steam Condition
Entropy [kJ/K]
① ①’273
473
673
873
1073
1273
1473
1673
1873
2800 2900 3000 3100 3200 3300 3400 3500
Tem
pera
ture
[K]
②’②
③
③’
④’
④
Original BFGCase 3
Entropy [kJ/K]
① ①’273
473
673
873
1073
1273
1473
1673
1873
2800 2900 3000 3100 3200 3300 3400 3500
Tem
pera
ture
[K]
②’②
③
③’
④’
④
Original BFGCase 3
Original BFG
Case1 Case2 Case3
Compressor inlet [K] ① 288 288 288 ①’ 288
Compressor outlet [K] ② 681 734 668 ②’ 733
Combustor outlet [K] ③1467 1598 1529 ③’1683
GT outlet [K] ④ 892 955 939 ④’1014
Original BFG
Case1 Case2 Case3
Compressor inlet [K] ① 288 288 288 ①’ 288
Compressor outlet [K] ② 681 734 668 ②’ 733
Combustor outlet [K] ③1467 1598 1529 ③’1683
GT outlet [K] ④ 892 955 939 ④’1014
Original BFG
Case1 Case2 Case3
Reheat Cycle ○ ○ ○
Steam Temperature [K] 842 905 889 964
Steam Pressure [MPa] 10.5 12.7 12.7 16.9
Original BFG
Case1 Case2 Case3
Reheat Cycle ○ ○ ○
Steam Temperature [K] 842 905 889 964
Steam Pressure [MPa] 10.5 12.7 12.7 16.9
1569
― 103 ―
低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
本システムを製鉄所へ適用する場合には,エクセルギー値が低く,廃熱として棄てられている低温度の温排水など
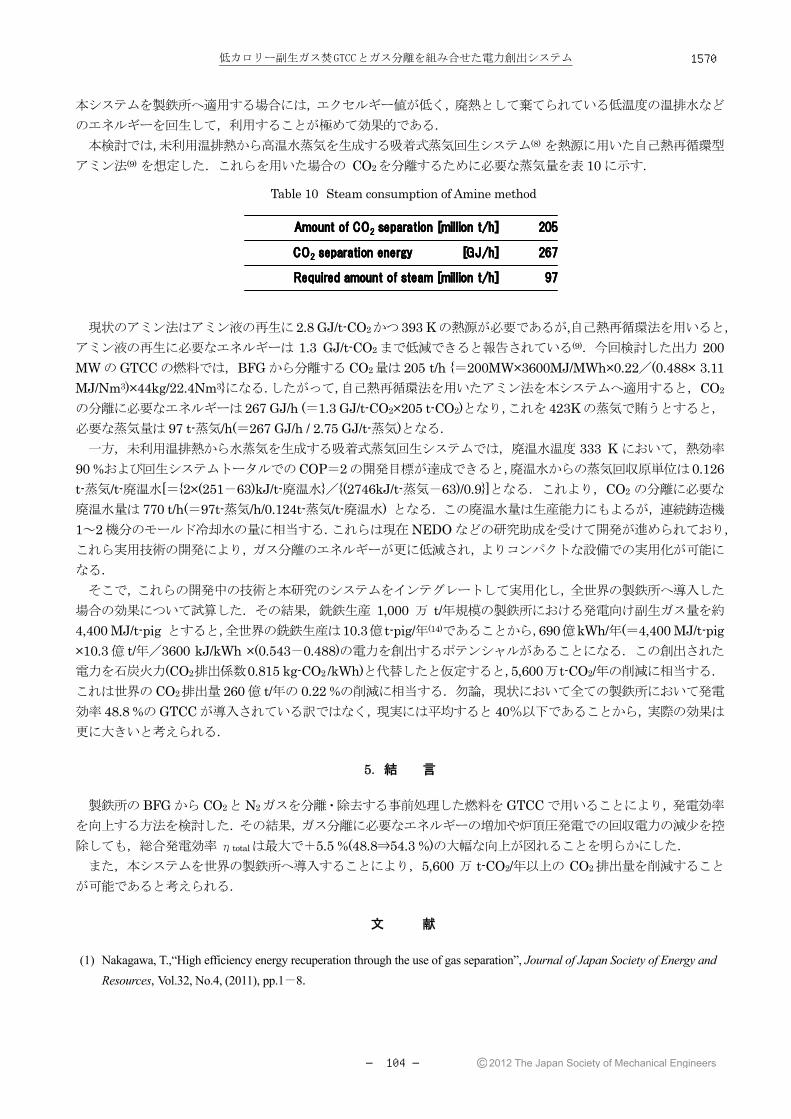
のエネルギーを回生して,利用することが極めて効果的である. 本検討では,未利用温排熱から高温水蒸気を生成する吸着式蒸気回生システム(8) を熱源に用いた自己熱再循環型
アミン法(9) を想定した.これらを用いた場合の CO2を分離するために必要な蒸気量を表 10 に示す. 現状のアミン法はアミン液の再生に2.8 GJ/t-CO2かつ393 Kの熱源が必要であるが,自己熱再循環法を用いると,
アミン液の再生に必要なエネルギーは 1.3 GJ/t-CO2 まで低減できると報告されている(9).今回検討した出力 200 MW の GTCC の燃料では,BFG から分離する CO2量は 205 t/h {=200MW×3600MJ/MWh×0.22/(0.488× 3.11 MJ/Nm3)×44kg/22.4Nm3}になる.したがって,自己熱再循環法を用いたアミン法を本システムへ適用すると, CO2
の分離に必要なエネルギーは 267 GJ/h (=1.3 GJ/t-CO2×205 t-CO2)となり,これを 423Kの蒸気で賄うとすると,
必要な蒸気量は 97 t-蒸気/h(=267 GJ/h / 2.75 GJ/t-蒸気)となる. 一方,未利用温排熱から水蒸気を生成する吸着式蒸気回生システムでは,廃温水温度 333 K において,熱効率
90 %および回生システムトータルでのCOP=2の開発目標が達成できると,廃温水からの蒸気回収原単位は0.126 t-蒸気/t-廃温水[={2×(251-63)kJ/t-廃温水}/{(2746kJ/t-蒸気-63)/0.9}]となる.これより,CO2 の分離に必要な
廃温水量は 770 t/h(=97t-蒸気/h/0.124t-蒸気/t-廃温水) となる.この廃温水量は生産能力にもよるが,連続鋳造機
1~2 機分のモールド冷却水の量に相当する.これらは現在 NEDO などの研究助成を受けて開発が進められており,
これら実用技術の開発により,ガス分離のエネルギーが更に低減され,よりコンパクトな設備での実用化が可能に
なる. そこで,これらの開発中の技術と本研究のシステムをインテグレートして実用化し,全世界の製鉄所へ導入した
場合の効果について試算した.その結果,銑鉄生産 1,000 万 t/年規模の製鉄所における発電向け副生ガス量を約
4,400 MJ/t-pig とすると,全世界の銑鉄生産は10.3億 t-pig/年(14)であることから,690億kWh/年(=4,400 MJ/t-pig ×10.3 億 t/年/3600 kJ/kWh ×(0.543-0.488)の電力を創出するポテンシャルがあることになる.この創出された
電力を石炭火力(CO2排出係数0.815 kg-CO2 /kWh)と代替したと仮定すると,5,600万t-CO2/年の削減に相当する.
これは世界の CO2排出量 260 億 t/年の 0.22 %の削減に相当する.勿論,現状において全ての製鉄所において発電
効率 48.8 %の GTCC が導入されている訳ではなく,現実には平均すると 40%以下であることから,実際の効果は
更に大きいと考えられる.
5.結 言 製鉄所の BFG から CO2と N2ガスを分離・除去する事前処理した燃料を GTCC で用いることにより,発電効率
を向上する方法を検討した.その結果,ガス分離に必要なエネルギーの増加や炉頂圧発電での回収電力の減少を控
除しても,総合発電効率ηtotalは 大で+5.5 %(48.8⇒54.3 %)の大幅な向上が図れることを明らかにした. また,本システムを世界の製鉄所へ導入することにより,5,600 万 t-CO2/年以上の CO2 排出量を削減すること
が可能であると考えられる.
文 献
(1) Nakagawa, T.,“High efficiency energy recuperation through the use of gas separation”, Journal of Japan Society of Energy and Resources, Vol.32, No.4, (2011), pp.1-8.
Table 10 Steam consumption of Amine method
97Required amount of steam [million t/h]
267CO2 separation energy [GJ/h]
205Amount of CO2 separation [million t/h]
97Required amount of steam [million t/h]
267CO2 separation energy [GJ/h]
205Amount of CO2 separation [million t/h]
1570
― 104 ―
低カロリー副生ガス焚GTCCとガス分離を組み合せた電力創出システム
©2012 The Japan Society of Mechanical Engineers
(2) Tsukagoshi, K., Muyama, A., Masada, J., Iwasaki, Y., and Ito, E., “Operating Status of Uprating Gas Turbines and Trend of Gas Turbine Development in the Future”, Mitsubishi Heavy Industries Technical Review, Vol.44, No.4, (2007), pp.2-7.
(3) Otsuka, H., Tanaka, S., Tanabe, H., Obata, J., Harada, S., and C. Xuewen, C., “Anshan Iron & Steel Group Corporation, China, Construction and Operation Experience of 300 MW Blast Furnace Gas Firing Combined Cycle Power Plant”, Mitsubishi Heavy Industries Technical Review, Vol.44, No.4, (2007), pp.32-37
(4) 日本鉄鋼連盟,“COURSE50”,http://www.jisf.or.jp/course50/outline/, (accessed 2012-1-31) (5) 神津正男,鶴野省三,“T-S 線図による複合サイクルのエクセルギ解析”,日本ガスタービン学会誌, Vol.22, No.87,
(1994), pp.64-72. (6) 須惠元彦,“中小容量ガスタービンコージェネレーション用排熱回収ボイラ”,日本ガスタービン学会誌, Vol.33, No.5,
(2005), pp.400-404. (7) 日本機械学会編,流体の熱物性値集,初版第 4 刷(1991), pp.221-222,日本機械学会. (8) 中曽浩一,Oktariani, E., 野田敦嗣,板谷義紀, 中川二彦,深井 潤,“低温排熱有効活用のための水蒸気回生ヒート
ポンプシステムの開発-基本概念と省エネルギー効果の予測-”,エネルギー・資源学会論文誌,Vol.32, No.5, (2011), pp.9-16.
(9) Kishimoto, A., Kansha, Y., Fushimi, Y., and Tsutsumi, A., “Exergy Recuperative CO2 Gas Separation in Post-Combustion Capture”, Industrial Engineering Chemistry Research, Vol.50, (2011), pp.10128-10135.
(10) Kansha, Y., Kishimoto, A., Nakagawa, T., and Tsutsumi, A., “A Novel Cryogenic Air Separation Process Based on Self-Heat Recuperation”, Separation and Purification Technology, Vol.77, No.3, (2011), pp.389-396.
(11) 春名一生,三宅正訓,笹野広昭,“地球温暖化対策に向けて-PSA 法ガス分離技術の進展-”, 住友化学技術誌, 2005-Ⅱ, (2005), pp. 59-66.
(12) 中川二彦,“ガス分離を利用したエネルギー利用の高効率化”, 化学工学会第 75 年会講演要旨集, O113, (2010), pp. 578.
(13) Suga, T., Takahashi, T. and Imai, K., “700℃-Class Advanced Ultra-Supercritical Steam Turbine”, Toshiba Review, Vol.63, No.9, (2008), pp.8-11.
(14) 日本鉄鋼連盟,“World steel Annual Production 2010”, http://www.jisf.or.jp/en/statistics/IISI/index.html, (accessed 2011-12-30).
1571
― 105 ―


















