






Languages
Pages
Legal


®
Synthesis Gas Purification in Gasification to Ammonia/Urea Plants
Synthesis Gas Purification in Synthesis Gas Purification in Gasification to Ammonia/Urea PlantsGasification to Ammonia/Urea Plants
GASIFICATION TECHNOLOGIES CONFERENCE
October 4-6, 2004Washington D.C
Dave Heaven, John Mak Fluor Enterprises, Inc., Aliso Viejo, California,
Dan Kubek, Mike Clark,Curtis SharpUOP LLC, Des Plaines, Illinois
®
OutlineOutline
Conversion of low valued refinery residue and coke to syngas using gasification is proven and viable for ammonia productionCase studies were conducted to evaluate today’s syngas purification technologies for ammonia and urea productionCompare the process differences between Selexol + PSA to Rectisol + N2 Wash process. Compare their capital and operating costsThe process configuration was adopted in the Coffeyville Resources Ammonia Fertilizer Complex. Operating data of the gas purification unit are reviewed
®
Gas Purification TechnologiesGas Purification Technologies
Technology 1
Rectisol
Methanol solvent operates at very low temperatures. Methanol solvent is H2S selective.
N2 Wash
Fractionation process operates at cryogenic temperatures
Technology 2
Selexol
DMPEG solvent operates at mildly refrigerated or ambient temperatures. Selexol is H2S selective
PSA
Adsorption process operates at ambient temperatures
®
Case StudiesCase Studies
Case 1 - Selexol/ PSA
Case 2 - Selexol/PSA + CO2 production
Case 3 - Rectisol/N2 Wash
Case 4 - Rectisol/N2 Wash + CO2 production
®
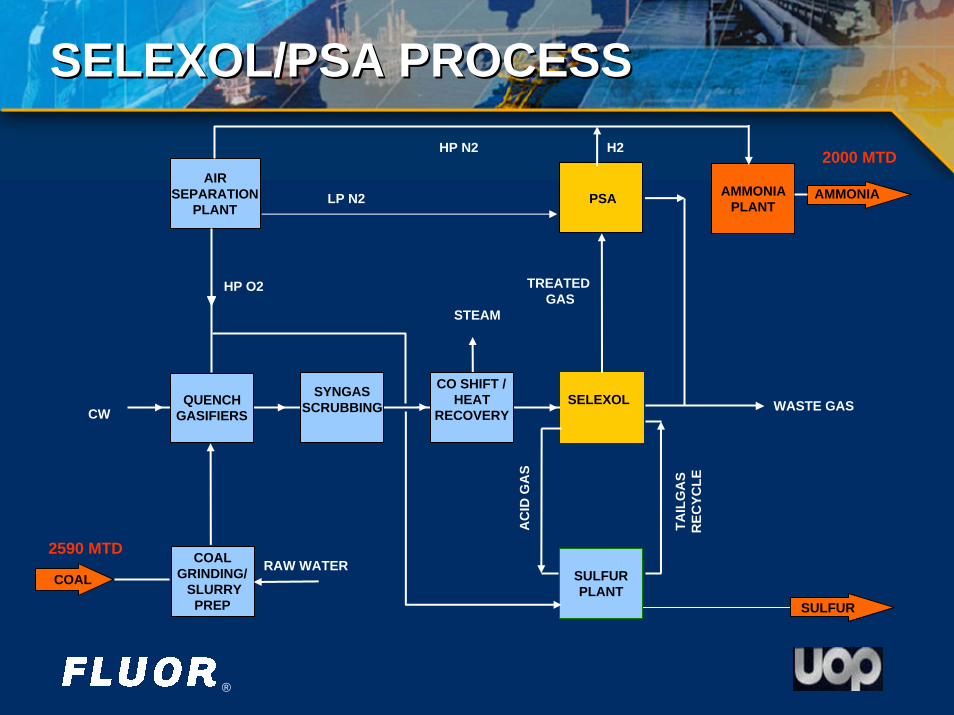
SELEXOL/PSA PROCESSSELEXOL/PSA PROCESS
COALGRINDING/
SLURRYPREP
COAL
AIRSEPARATION
PLANT
QUENCHGASIFIERS
CO SHIFT /HEAT
RECOVERY
SULFURPLANT
SYNGASSCRUBBING
AMMONIAPLANT
SULFUR
PSA
SELEXOL
AMMONIA
RAW WATER
CW
HP O2
LP N2
HP N2
TREATEDGAS
STEAM
2000 MTD
2590 MTD
WASTE GAS
AC
ID G
AS
TAIL
GA
S R
ECYC
LE
H2
®
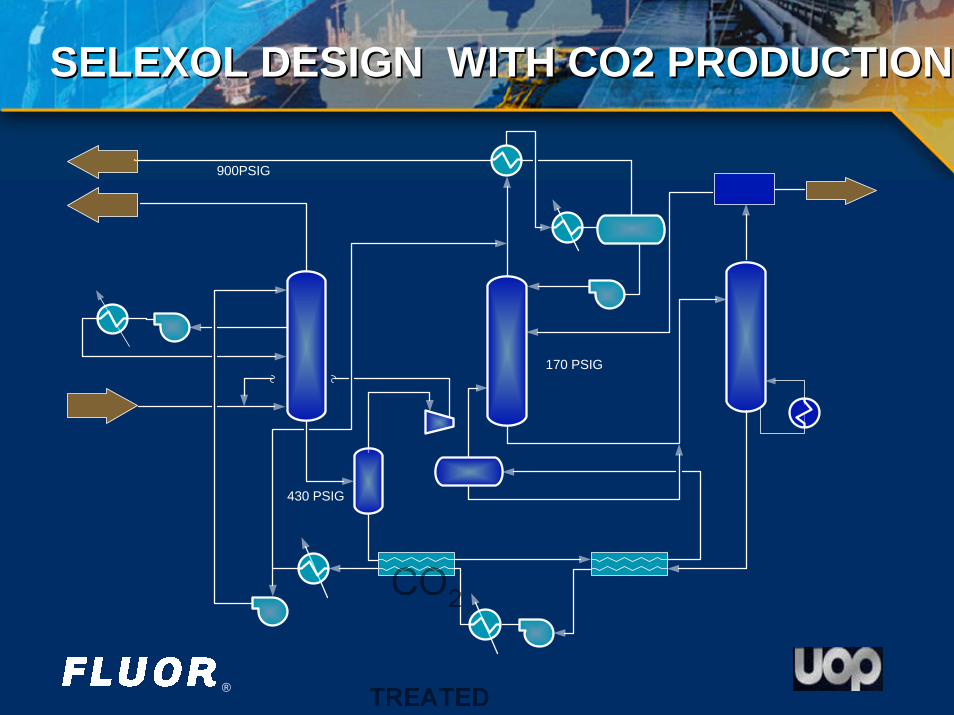
SELEXOL DESIGN WITH CO2 PRODUCTIONSELEXOL DESIGN WITH CO2 PRODUCTION
430 PSIG
900PSIG
170 PSIG
®
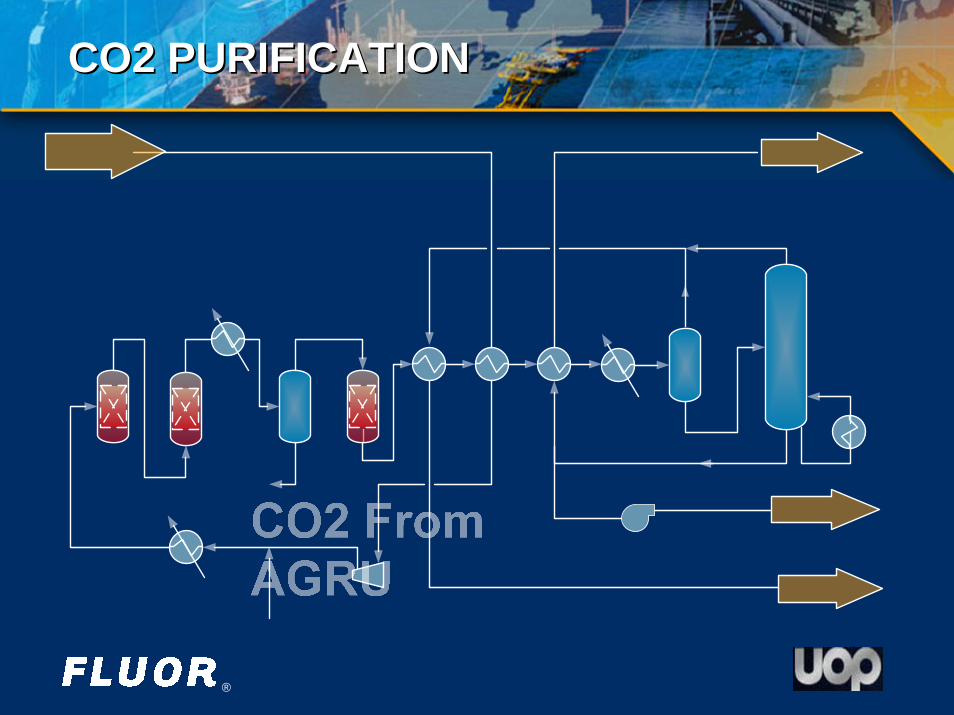
CO2 PURIFICATIONCO2 PURIFICATION
®
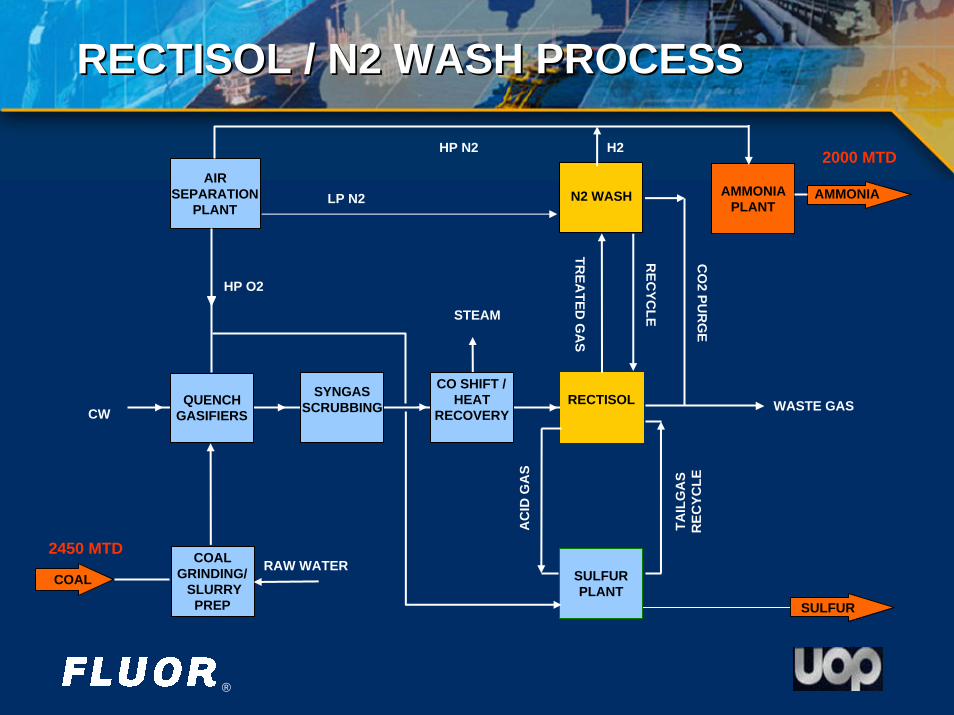
RECTISOL / N2 WASH PROCESSRECTISOL / N2 WASH PROCESS
COALGRINDING/
SLURRYPREP
COAL
AIRSEPARATION
PLANT
QUENCHGASIFIERS
CO SHIFT /HEAT
RECOVERY
SULFURPLANT
SYNGASSCRUBBING
AMMONIAPLANT
SULFUR
N2 WASH
RECTISOL
AMMONIA
RAW WATER
CW
HP O2
LP N2
HP N2
TREA
TED G
AS
STEAM
2000 MTD
2450 MTD
WASTE GAS
AC
ID G
AS
TAIL
GA
S R
ECYC
LE
H2
CO
2 PUR
GE
REC
YCLE
®
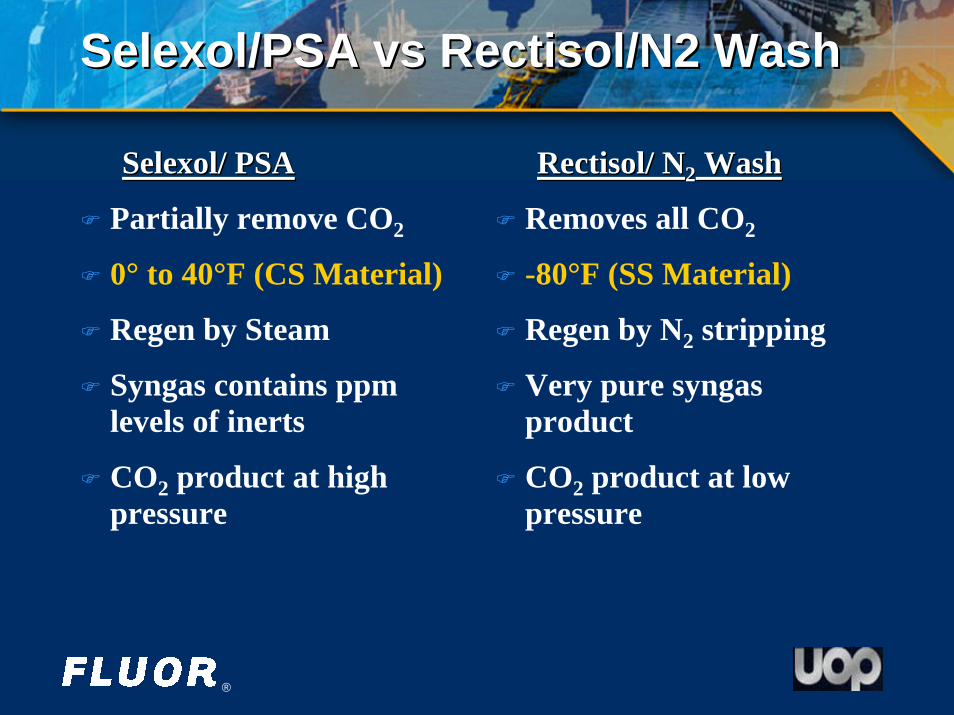
Selexol/PSA Selexol/PSA vsvs Rectisol/N2 WashRectisol/N2 Wash
Rectisol/ NRectisol/ N22 WashWash
Removes all CO2
-80°F (SS Material)
Regen by N2 stripping
Very pure syngas product
CO2 product at low pressure
Selexol/ PSASelexol/ PSA
Partially remove CO2
0° to 40°F (CS Material)
Regen by Steam
Syngas contains ppmlevels of inerts
CO2 product at high pressure
®
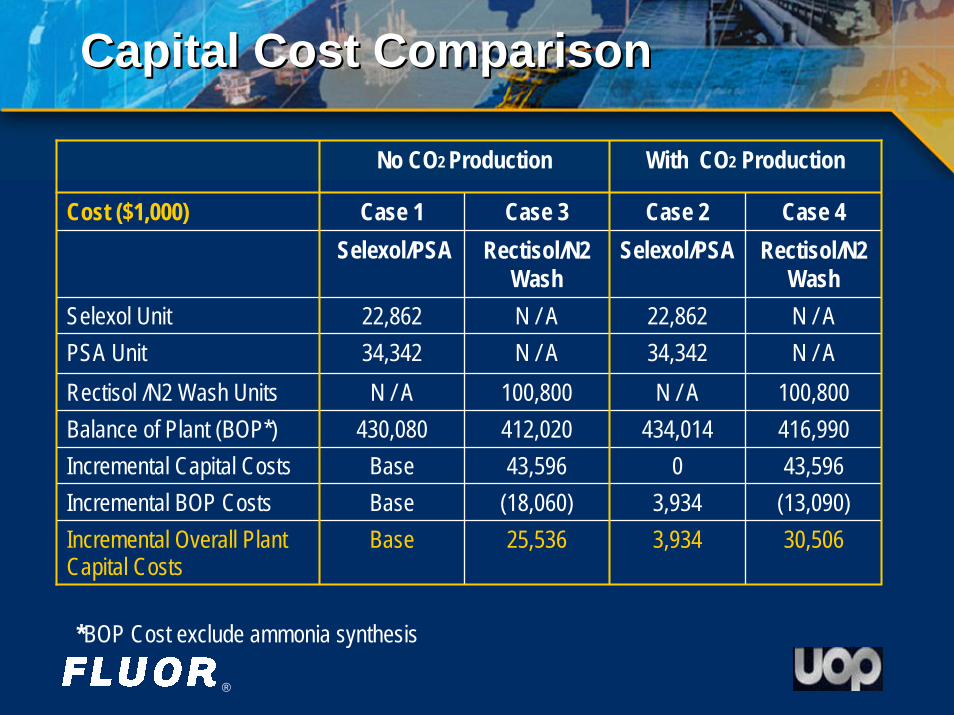
Capital Cost ComparisonCapital Cost Comparison
No CO2 Production With CO2 Production
Cost ($1,000) Case 1 Case 3 Case 2 Case 4 Selexol/PSA Rectisol/N2
WashSelexol/PSA Rectisol/N2
WashSelexol Unit 22,862 N / A 22,862 N / APSA Unit 34,342 N / A 34,342 N / ARectisol /N2 Wash Units N / A 100,800 N / A 100,800Balance of Plant (BOP*) 430,080 412,020 434,014 416,990Incremental Capital Costs Base 43,596 0 43,596Incremental BOP Costs Base (18,060) 3,934 (13,090)Incremental Overall Plant Capital Costs
Base 25,536 3,934 30,506
*BOP Cost exclude ammonia synthesis
®
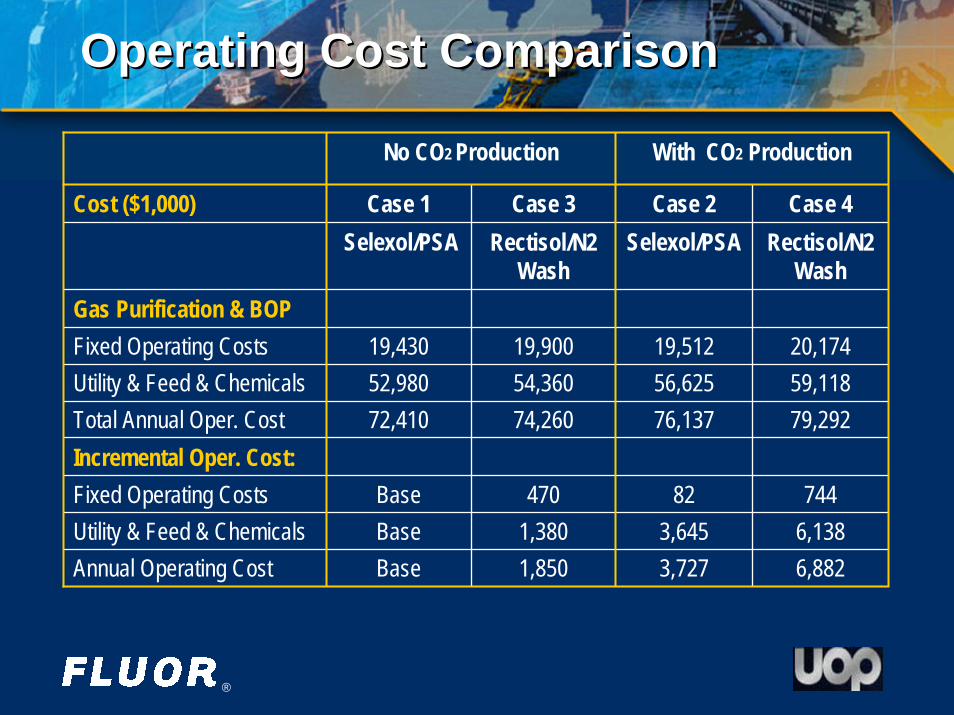
Operating Cost ComparisonOperating Cost Comparison
No CO2 Production With CO2 Production
Cost ($1,000) Case 1 Case 3 Case 2 Case 4 Selexol/PSA Rectisol/N2
WashSelexol/PSA Rectisol/N2
WashGas Purification & BOPFixed Operating Costs 19,430 19,900 19,512 20,174Utility & Feed & Chemicals 52,980 54,360 56,625 59,118Total Annual Oper. Cost 72,410 74,260 76,137 79,292Incremental Oper. Cost:Fixed Operating Costs Base 470 82 744Utility & Feed & Chemicals Base 1,380 3,645 6,138Annual Operating Cost Base 1,850 3,727 6,882
®
Study ResultsStudy Results
Selexol + PSA syngas is more economical than Rectisol + N2
Wash in syngas purification, both in capital and operating costs
Same conclusions apply to different gasification technologies, plant capacities and types of feedstocks
The Selexol + PSA design were applied in the syngas purification process of Coffeyville Resources Coffeyville, Gasification Ammonia Complex for ammonia and urea production
®
Coffeyville ResourcesCoffeyville, Kansas, USAGasification Ammonia Complex
Coffeyville ResourcesCoffeyville, Kansas, USAGasification Ammonia Complex
UOP 2004.05-20
®
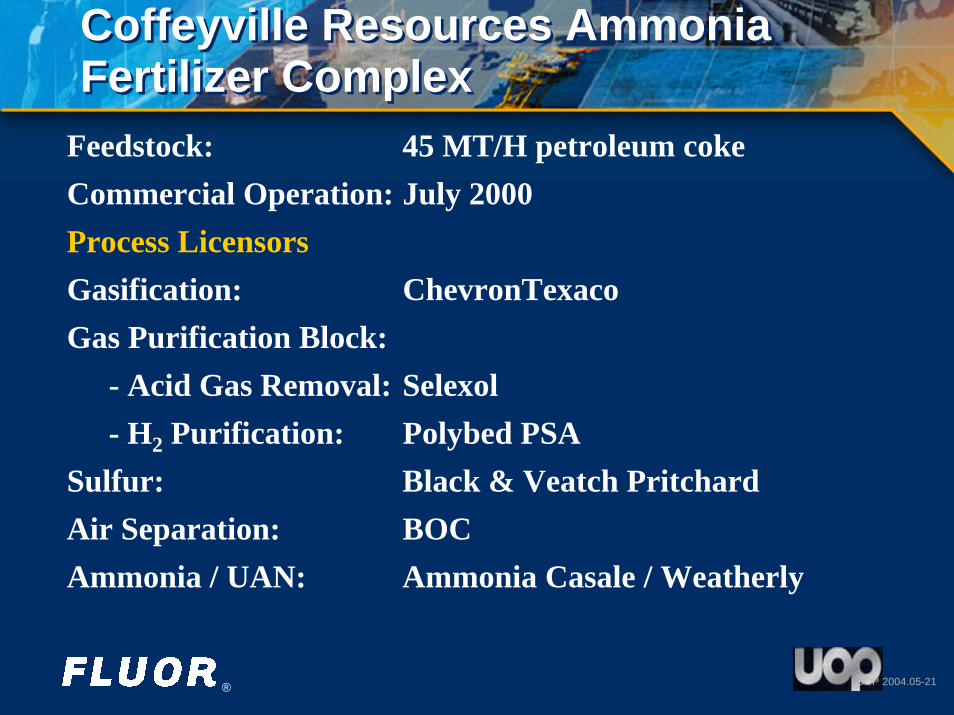
Coffeyville Resources Ammonia Fertilizer ComplexCoffeyville Resources Ammonia Fertilizer Complex
Feedstock: 45 MT/H petroleum cokeCommercial Operation: July 2000Process LicensorsGasification: ChevronTexacoGas Purification Block:
- Acid Gas Removal: Selexol- H2 Purification: Polybed PSA
Sulfur: Black & Veatch PritchardAir Separation: BOCAmmonia / UAN: Ammonia Casale / Weatherly
UOP 2004.05-21
®
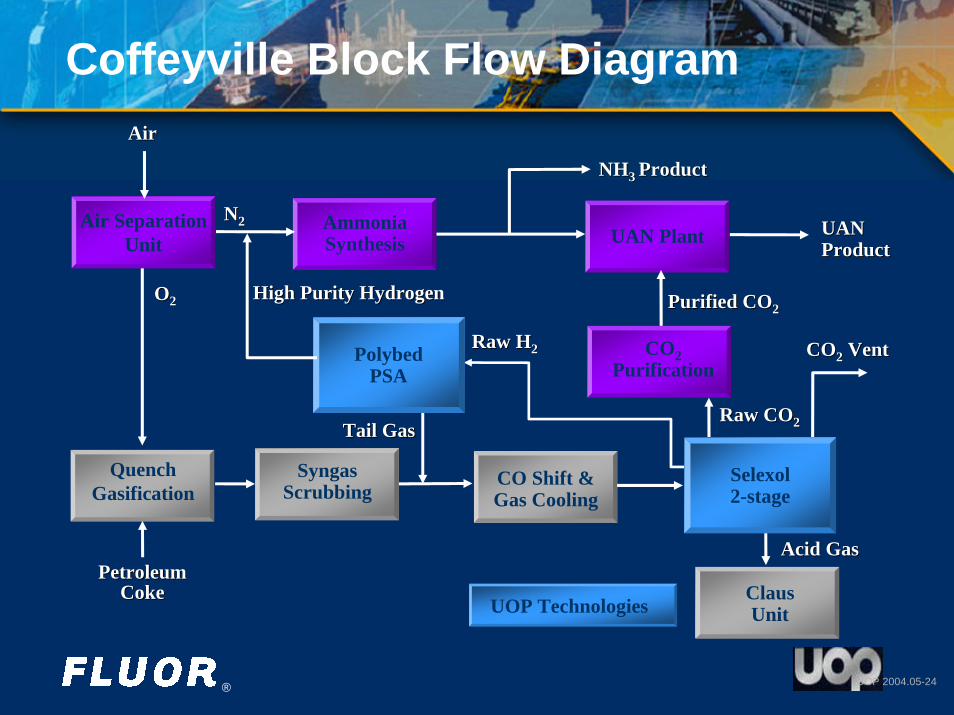
Coffeyville Block Flow DiagramAirAir
Air SeparationUnit
AmmoniaSynthesis
PolybedPSA
UAN Plant
NHNH3 3 ProductProduct
NN22 UANUANProductProduct
High Purity HydrogenHigh Purity HydrogenOO2 Purified COPurified CO22 2
CO2Purification
Raw HRaw H22 COCO22 VentVent
Raw CORaw CO22Tail GasTail Gas
QuenchGasification
SyngasScrubbing
CO Shift & Gas Cooling
Selexol2-stage
Claus Plant
Acid GasAcid GasPetroleum Petroleum
Coke UOP TechnologiesClausUnit
Coke
UOP 2004.05-24
®
Coffeyville Resources Gasification Ammonia / UAN ComplexCoffeyville Resources Gasification Ammonia / UAN Complex
UOP 2004.05-23
®
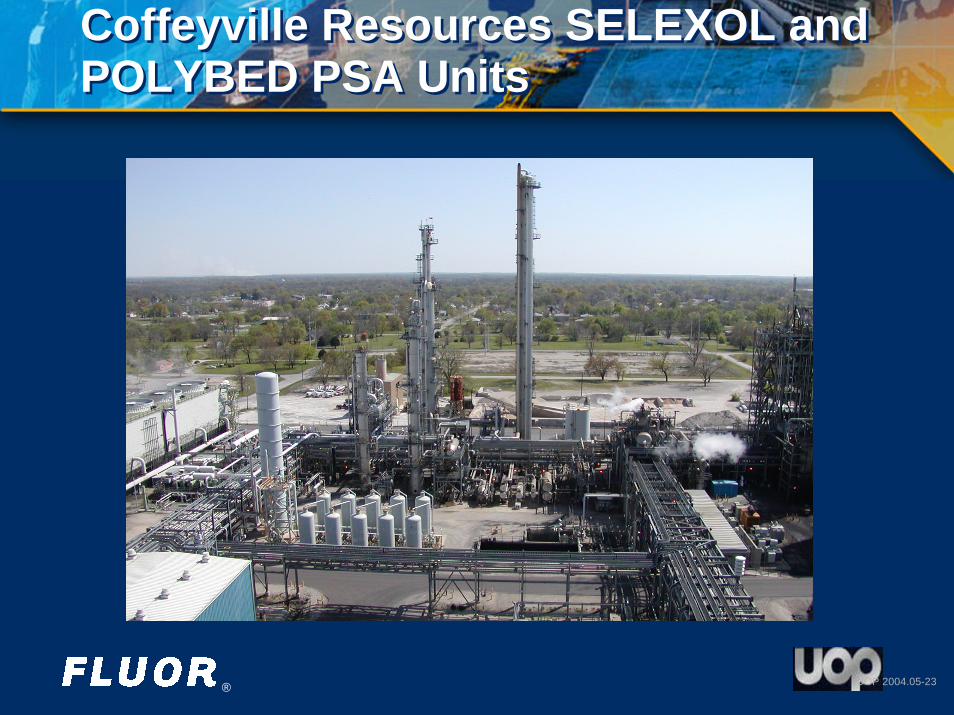
Coffeyville Resources SELEXOL and POLYBED PSA UnitsCoffeyville Resources SELEXOL and POLYBED PSA Units
UOP 2004.05-23

®
Coffeyville Resources SELEXOL UnitCoffeyville Resources SELEXOL Unit
UOP 2004.05-23
®
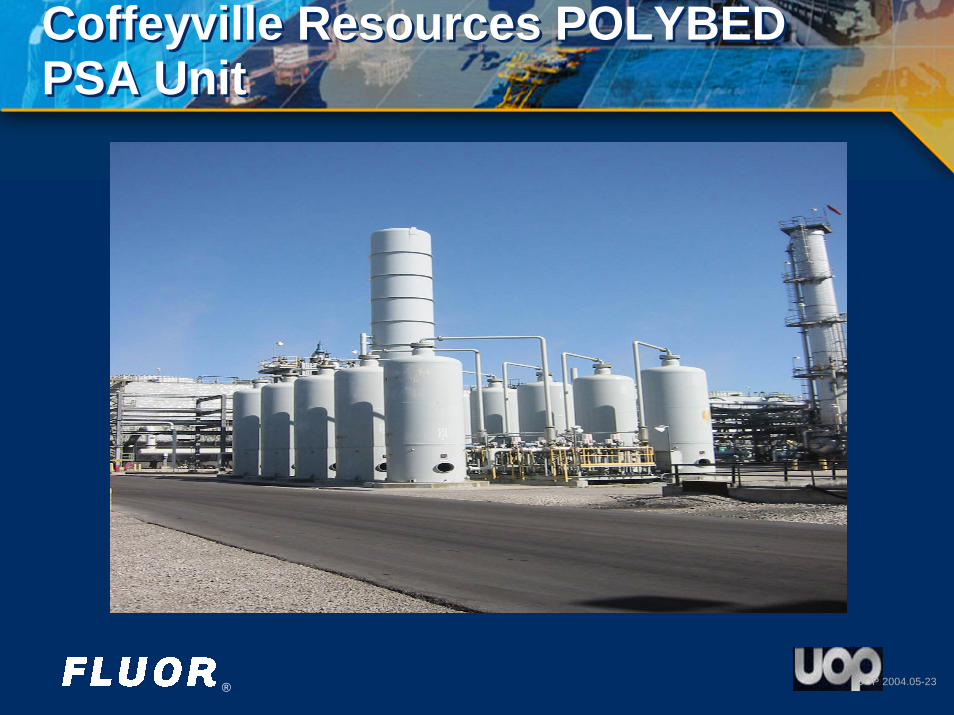
Coffeyville Resources POLYBED PSA UnitCoffeyville Resources POLYBED PSA Unit
UOP 2004.05-23

®
Coffeyville Operations SummaryCoffeyville Operations Summary
Operated since July 2000Operated since July 2000-- Convert pet coke to urea and ammonia using UOP Gas Convert pet coke to urea and ammonia using UOP Gas Purification BlockPurification Block
•• SELEXOL + PSASELEXOL + PSA
SELEXOL ProductsSELEXOL Products PSA ProductPSA Product>90 MM SCFD of raw H>90 MM SCFD of raw H22 HH22 Purity >99.3%Purity >99.3%
< 1 < 1 ppmppm HH22S S < 5 < 5 ppmppm COCO< 1 < 1 ppmppm COSCOS COCO22 below below DetDet. Limits. Limits
>10.6 MM SCFD of CO>10.6 MM SCFD of CO22>93% of CO>93% of CO22 RemovedRemoved
Acid Gas >44 mole % HAcid Gas >44 mole % H22SS
UOP 2004.05-27
®
Coffeyville Operations SummaryCoffeyville Operations Summary
Operated since July 2000Operated since July 2000
•• Highly ReliableHighly Reliable•• No SolventNo Solvent--Related IssuesRelated Issues
•• No reclaimingNo reclaiming•• Minimal Solvent LossesMinimal Solvent Losses
•• Meets All Product SpecificationsMeets All Product Specifications•• HH22 Purity to PSA Purity to PSA •• COCO22 Purity for Urea ProductionPurity for Urea Production•• HH22S in Acid GasS in Acid Gas
UOP 2004.05-27
®
ConclusionsConclusions
Due to high natural gas prices, production of fertilizer products from refinery residue and coal is economically attractive
Coffeyville Resources has proven that UOP SELEXOL plus POLYBED PSA processes are viable for fertilizer production
Fluor and UOP have proven Gas Purification Portfolio for:
– Separation of H2S and CO2
– Separation of CO2 and H2
– Purification of H2
UOP 2004.05-21
®
Synthesis Gas Purification In Gasification Based Ammonia/Urea PlantsSynthesis Gas Purification In Gasification Synthesis Gas Purification In Gasification Based Ammonia/Urea PlantsBased Ammonia/Urea Plants
Top Related