






Languages
Pages
Legal


ww.sciencedirect.com
Nu c l E n g T e c h n o l 4 7 ( 2 0 1 5 ) 8 6 7e8 7 4
Available online at w
ScienceDirect
journal homepage: ht tp: / /www.journals .e lsevier .com/nuclear-engineer ing-and-technology/
Original Article
SEPARATION OF STRONTIUM AND CESIUM FROM TERNARYAND QUATERNARY LITHIUM CHLORIDE-POTASSIUMCHLORIDE SALTS VIA MELT CRYSTALLIZATION
AMMON N. WILLIAMS a,*, MICHAEL PACK b, and SUPATHORN PHONGIKAROON a
a Department of Mechanical and Nuclear Engineering, Virginia Commonwealth University, 401 West Main Street, Richmond, VA 23284, USAb Department of Chemical and Materials Engineering and Nuclear Engineering Program, University of Idaho, 995 University Boulevard, Idaho
Falls, ID 83401, USA
a r t i c l e i n f o
Article history:
Received 23 March 2015
Received in revised form
22 July 2015
Accepted 9 August 2015
Available online 22 October 2015
Keywords:
Melt Crystallization
Molten Salt
Pyroprocessing
Used Nuclear Fuel
* Corresponding author.E-mail address: [email protected] (A
This is an Open Access article distributecreativecommons.org/licenses/by-nc/3.0) whdium, provided the original work is properlyhttp://dx.doi.org/10.1016/j.net.2015.08.0061738-5733/Copyright © 2015, Published by El
a b s t r a c t
Separation of cesium chloride (CsCl) and strontium chloride (SrCl2) from the lithium
chloride-potassium chloride (LiCl-KCl) salt was studied using a melt crystallization process
similar to the reverse vertical Bridgeman growth technique. A ternary SrCl2-LiCl-KCl salt
was explored at similar growth rates (1.8e5 mm/h) and compared with CsCl ternary results
to identify similarities. Quaternary experiments were also conducted and compared with
the ternary cases to identify trends and possible limitations to the separations process. In
the ternary case, as much as 68% of the total salt could be recycled per batch process. In the
quaternary experiments, separation of Cs and Sr was nearly identical at the slower rates;
however, as the growth rate increased, SrCl2 separated more easily than CsCl. The qua-
ternary results show less separation and rate dependence than in both ternary cases. As an
estimated result, only 51% of the total salt could be recycled per batch. Furthermore, two
models have been explored to further understand the growth process and separation. A
comparison of the experimental and modeling results reveals that the nonmixed model fits
reasonably well with the ternary and quaternary data sets. A dimensional analysis was
performed and a correlation was identified to semipredict the segregation coefficient.
Copyright © 2015, Published by Elsevier Korea LLC on behalf of Korean Nuclear Society.
1. Introduction
Pyroprocessing is a used nuclear fuel (UNF) reprocessing tech-
nology that has been proposed as an alternative to traditional
aqueous methods. This technology is attractive because of its
.N. Williams).
d under the terms of theich permits unrestrictedcited.
sevier Korea LLC on beha
small footprint, resistance to proliferation, and relatively low
waste generation [1e3]. At the heart of this design is an elec-
trorefiner that electrochemically dissolves the uranium metal
at an anode into a eutectic lithium chloride-potassium chloride
(LiCl-KCl) salt electrolyte. The uranium is then transported
Creative Commons Attribution Non-Commercial License (http://non-commercial use, distribution, and reproduction in any me-
lf of Korean Nuclear Society.

Nu c l E n g T e c h n o l 4 7 ( 2 0 1 5 ) 8 6 7e8 7 4868
through the electrolyte and reduced onto a cathode for later
reuse. Throughout this process, fission products, rare earth
elements, and transuranic chlorides accumulate in the molten
salt. Table 1 shows the electrorefiner salt composition after
processing UNF from the experimental breeder reactor II (EBR-
II). As concentrations of these contaminants accumulate over
multiple batch processes, the efficiency of the electrorefiner
diminishes. To keep the electrorefiner at its optimumoperating
condition, it is necessary to replace or recycle the molten salt
over time. The used electrolyte salt constitutes a large portion
of the waste generated during the pyroprocessing of UNF.
Several technologies such asoxygen sparging [5] and lithium
drawdown [6] have been explored for rare earth element and
transuranic element removal, respectively. These processes are
effective; however, methods to remove the fission products are
still needed. Ion-exchange technology has been explored as a
means of removing fission product contaminants from the
electrolytesalt [7].However, thismethodonlyreduces thewaste
mass by an estimated 50% [8]. In several recent studies con-
ducted by the Korean Atomic Energy Research Institute (KAERI,
Daejeon, Korea) [9e11] and the University of Idaho (Idaho Falls,
ID, USA) [12,13], a melt crystallization technique has been
explored as a potential technique for salt purification. Results
from these studies indicate that in some cases up to 90% of the
used salt can be recycled via a melt crystallization process. The
melt crystallization process used in several of these studieswas
a reverse vertical Bridgeman growth configuration, which is
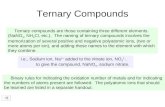
demonstrated schematically in Fig. 1. In this study, thematerial
isadvancedslowlyupwardsfromahightemperaturezoneintoa
low-temperature zone. As a result, the melt is cooled from the
top downwards at a controlled rate. As the melt solidifies, the
contaminants tend to stay in the melt and yield higher
contaminant concentrations at the bottom of the solidified salt
ingot. The bottom portion, which contains the bulk of the im-
purities, can then be mechanically separated, mixed with
zeolite, and formed into a stable ceramicwaste form. The upper
portion of the purified LiCl-KCl salt can be returned to the
electrorefiner.
The focus of the melt crystallization works conducted to
date has been on separating Cs and Sr from the waste salt.
Table 1 e The composition of the used electrorefiner saltfrom processing used nuclear fuel from the experimentalbreeder reactor II [4].
Composition (mol%)
LiCl (36.12) SrCl2 (0.57) NdCl3 (1.48) PuCl3 (1.05)
KCl (26.13) UCl3 (0.59) PmCl3 (0.02) AmCl3 (0.003)
NaCl (29.35) BaCl2 (0.58) SmCl3 (0.28) PrCl3 (0.44)
RbCl (0.26) LaCl3 (0.47) EuCl3 (0.02) YCl3 (0.34)
CsCl (1.37) CeCl3 (0.89) GdCl3 (0.01) NpCl3 (0.03)
AmCl3, americium (III) chloride; BaCl2, barium chloride; CeCl2,
cerium chloride; CsCl, cesium chloride; EuCl3, europium (III) chlo-
ride; GdCl3, gadolinium chloride; KCl, potassium chloride; LaCl2,
lanthanum (III) chloride; LiCl, lithium chloride; mol%, mole
percent; NaCl, sodium chloride; NdCl3, neodymium (III) chloride;
NpCl3, neptunium (III) chloride; PmCl3, promethium (III) chloride;
PuCl3, plutonium (III) chloride; RbCl, Rb chloride; SmCl3, samar-
ium(III) chloride; SrCl2, strontium chloride; UCl, uranium (III)
chloride; YCl3, ytterbium chloride.
These fission products constitute the bulk of the fission
products in the waste salt. In addition, Cs and Sr are major
contributors in the heat generated because of radiation decay.
In works by Cho et al [9], Cho et al [10], and Choi et al [11] at
KAERI, the feasibility of this technology has been addressed.
However, key operating parameters were not fully explored.
In a work conducted by Williams and coworkers [12], various
parameters were explored such as temperature, rate of
advancement, initial composition, and a variation of the lid/
no-lid configuration for separating CsCl from the electrolyte.
Optimal parameters were determined in this study for the
CsCl case. However, no experiments were conducted using
SrCl2, which provided a motivation for this study to explore
melt crystallization using SrCl2 alone and SrCl2-CsCl in the
LiCl-KCl salt. The effects of the advancement rates for the
ternary SrCl2-LiCl-KCl and quaternary SrCl2-CsCl-LiCl-KCl salt
systemswill be explored to gain a fundamental understanding
of Cs and Sr behaviors. In addition to these experiments,
several models have been proposed and compared with
experimental data sets to understand and describe this crys-
tallization process further.
2. Methods
2.1. Materials, equipment, and variables
Four salts were used in the experiments: SrCl2, CsCl, LiCl, and
KCl. The LiCl (99.99%) and KCl (99.999%) salts were purchased
from Rare Earth Products, Inc. (Beverly, MA, USA). Strontium
chloride SrCl2 (99.995%) and CsCl (99.99%) were purchased
from Alfa Aesar (Ward Hill, MA) and Sigma Aldrich (St. Louis,
MO), respectively. In this study, 50-g batchesweremixed using
a eutectic LiCl-KCl base salt (56 wt% KCl and 44 wt% LiCl). For
the ternary experiments, 1 weight percent (wt%) of SrCl2 was
added to produce a SrCl2-LiCl-KCl mixture. For the quaternary
experiments, 1 wt% of SrCl2 and 3 wt% of CsCl were added to
make a SrCl2-CsCl-LiCl-KCl salt mixture. Mixed salts were
placed in magnesia [i.e., magnesium oxide (MgO), 99.4%] cru-
cibles purchased from Ozark Technical Ceramics (Webb City,
MO). The dimensions of the crucibleswere 3.8 cm for the outer
diameter with a 3.5-mmwall thickness and 7.6-cm height.
Experiments were conducted using a top loading retort
furnace (TC100R furnace; OXY-GON Industries, Inc., Epsom,
NH) that consisted of a high-temperature zone, a low-
temperature zone, an adiabatic zone, and an inert retort
tube. All experimental setup and routines in the current study
were the same as those in the crystallization studies reported
by Williams [12,14]. Further details regarding the system are
explained by Williams [14]. The high- and low-temperature
zones of the furnace were maintained at 450�C and 250�C,respectively. The adiabatic zone was set at 2.5 cm thick. The
alumina [i.e., aluminum oxide (Al2O3)] retort tube was
attached to a step motor system, which advances the retort
tube up and down at various rates. The dimension of the retort
tube is 90.0 cm in height with an inside diameter of 7.0 cm.
The retort tube within the furnace could be sealed to draw a
vacuum or to maintain an inert gas environment. Three retort
advancement rates were used in this study: 1.8 mm/h,

Fig. 1 e The schematic illustrates the reverse vertical Bridgeman growth process.
Nu c l E n g T e c h n o l 4 7 ( 2 0 1 5 ) 8 6 7e8 7 4 869
3.2 mm/h, and 5.0 mm/h. The initial starting point was set so
that the top of the crucible was in line with the bottom of the
low-temperature zone. All experiments were allowed to
advance 11.0 cm.
Because of the differences in the diameters of the retort
tube and the crucibles, a basket was constructed from
aluminosilicate to hold the magnesia crucibles (the filler ma-
terial is shown in Fig. 1). The dimensions of this basket were
10.0 cm in height with an outer diameter of 6.8 cm. Four
thermocouples were inserted at 2 cm spacing into the basket
so that the thermocouple leads just touched the magnesia
crucible. The attached thermocouples also allowed for easier
insertion and removal of the basket from the retort tube.
2.2. Experimental procedure
The salts were measured and mixed in an argon atmosphere
glove box and placed into the magnesia crucible. A crucible
that contained the salts was covered with parafilm. It was
transferred from the glove box into the aluminosilicate bas-
ket, and then into the retort tube where the parafilm was
removed. The retort chamber was evacuated and backfilled
with argon gas. After approximately five evacuations and
backfill cycles, the retort remained under vacuum for 2 hours.
With the retort under vacuum, the furnace was energized and
the heating zones were ramped up to 150�C at a rate of 4�C/min. At this point, the retort was again backfilled with argon.
This process helped to remove any excess water or oxygen
that may have been in the retort tube, basket, and crucible.
The heating zones were ramped up to the final experimental
operating temperatures and maintained for 8 hours to ensure
that the salt was molten and homogenous. The retort was
then set inmotion at one of the respective advancement rates.
After each experimental run ended, the furnace was shut
down and allowed to cool naturally. Once the furnace reached
room temperature, the crucible was removed from the retort
tube and immediately transferred to a glove boxwith an argon
environment. Inside the glove box, the salt ingot was removed
from the crucible and 2.4-mmdiameter holes were drilled into
the side of the ingot at locations (l) which were measured
down from the top of the ingot of the overall length (l0). The
error of measurement was ±1 mm. The drill shavings were
collected, dissolved, and diluted in 5% nitric acid. The samples
were then analyzed via inductively coupled plasma mass
spectrometry (ICP-MS) using an Agilent 7500c ICP-MS instru-
ment (Agilent Technologies, Santa Clara, CA, USA). The con-
centrations of Li, K, Sr, and/or Cs metals were measured with
an error of approximately 10%.
3. Results and discussion
3.1. Experimental
Samples collected via ICP-MS were analyzed using the mole
method approach to determine the mass fractions (u) of SrCl2,
CsCl, LiCl, and KCl for each sample. All concentration data sets
were normalized with respect to the original mass fraction (u0)
of the species of interest. To aid in plotting and comparing be-
tweenCsCl andSrCl2, the subscript (s)wasused to represent the
soluteof interest in theplot. ByplottinguS/u0with respect to l/l0,
the concentration profile can be obtained. Concentration pro-
files for SrCl2 with respect to the different growth rates for the
ternary experiments are shown in Fig. 2. The vertical un-
certaintieswere approximately 10%. It is readilyevident that the
slowest growth rate of 1.8mm/hhas the least amount of SrCl2 in
the upper portion of the grown crystal, followed by the rates of
3.2 mm/h and 5.0 mm/h. This trend is expected because slower
growth rates provide conditions closer to the equilibrium at
which maximum separation can occur. The buildup fraction
method was applied to understand the impact of growth rate
and crystal purity [12]. The buildup fraction is correlated with

Nu c l E n g T e c h n o l 4 7 ( 2 0 1 5 ) 8 6 7e8 7 4870
thetotalconcentrationof thesolutedownwithadesiredpoint in
the crystal growth and vice versa. For example, if a one-third
reduction in the impurity concentration is desired, the amount
of material recycled per batch is 68%, 55%, and 49% for the
1.8 mm/h, 3.2 mm/h, and 5.0 mm/h rates, respectively. This
showsthatsignificantmaterial savingsarepossiblebyoperating
at slower growth rates.
Results from the ternary experiments, which included the
CsCl data from Williams et al [12] and from the quaternary ex-
periments are shown in Figs. 3Ae3C. TheCsCl and SrCl2 ternary
experiments followed a similar trend at the respective growth
rates with only small deviations throughout. The buildup frac-
tions for the SrCl2 case has been described previously, the
buildup fractions for CsCl under the sameassumptionsare 75%,
54%, and 37%, for the rates of 1.8mm/h, 3.2mm/h, and 5.0mm/
h, respectively. This suggests that the CsCl separates better at
the slower rates whereas SrCl2 separates better at the faster
rates.However,differencesbetweenthetwoarenotsubstantial,
except for the5.0mm/hrate forwhichdifferencesareas largeas
25%. For the quaternary cases, CsCl and SrCl2 again follow a
similar trendwith each other throughout, except at the 5.0mm/
h rate forwhich larger deviations occur. It is interesting that the
slopes between the quaternary and ternary experiments are
noticeably different. At 1.8 mm/h, the ternary results show
better separation than the quaternary results. At 3.2 mm/h, the
differences are small and at 5.0mm/h the trend is reversedwith
the quaternary results appearing to provide a better separation.
Better separation is definitely provided for SrCl2; however, the
quaternary CsCl trend is in line with the ternary data.
To understand better the observed trend between the
ternary and quaternary results, all quaternary data were
plotted together to observe the effect of the growth rate
(Fig. 4A). The results indicated that the quaternary experi-
ments were not as strongly dependent on the crystal growth
rate. From the concentration profile, it is difficult to detect
much rate dependence, except for the 5 mm/h rate. When
considering the normalized buildup fractions (Fig. 4B), the
following interesting observations can be determined: (1) as
the growth rate increases, the deviation between the CsCl and
SrCl2 cases increases, and (2) SrCl2 separation improves in
association with rate and CsCl separation decreases in
Fig. 2 e Concentration data for the 1 weight percent (wt%)
strontium chloride ternary (t) case with respect to the
growth rate.
Fig. 3 e The comparison between the ternary (t) and
quaternary (q) results at the different growth rates at (A)
1.8 mm/h, (B) 3.0 mm/h, and (C) 5.0 mm/h.
association with rate. For example, at one-third reduction in
contaminants, the amount of the total material recycled
would be 51% for CsCl and 52% for SrCl2 at 1.8 mm/h. At the
rate of 3.2 mm/h, 51% and 56% of the total material could be
recycled for CsCl and SrCl2, respectively. At 5 mm/h, 43% of
CsCl and 64% of SrCl2 could be recycled.
A summary of the separation results with the assumption
of one-third reduction in impurity is shown in Table 2. In this

Fig. 4 e (A) The quaternary (q) concentration profiles at different rates and (B) the normalized buildup fractions for the
quaternary (q) data. The horizontal axis m/m0 represents the mass of clean salt (m) to the total mass of the salt (m0).
Nu c l E n g T e c h n o l 4 7 ( 2 0 1 5 ) 8 6 7e8 7 4 871
process, CsCl is the limiting contaminate because it has the
poorest recycle fraction in all cases.
In the ternary and quaternary experiments, SrCl2 and CsCl
behave similarly at the slower rates, and the concentration
profiles are similar. However, with increased growth rate, CsCl
separation becomes a limiting factor, based on a recycling
perspective. This being the case, only 51% of the salt can be
recycled per batch at the suggested one-third reduction in
impurity. This recycle fraction can be obtained from the
growth rates of 1.8 mm/h and 3.2 mm/h; however, less time is
required for processing at 3.2 mm/h and a greater than one-
third reduction in SrCl2 occurs. It is anticipated that the
amount of recyclable salt would increase by running addi-
tional melt crystallization processes on the concentrated
portion of the ingot, as suggested by Williams et al [12].
However, in the current study we did not attempt to quantify
this approach because only one concentration was explored.
The 51% recycle rate observed for the quaternary casewere
lower than the rates reported for ternary cases in the previous
studies [10,12]. One reason for the difference in the salt reuse
rate stems from the addition of salt components (particularly
KCl [10]), which affects the thermodynamics of the system. In
the experiment by Cho et al [10], the melting temperatures of
Table 2 e Summary of the separation results at theassumed one-third reduction in impurity.
Growth rate (mm/hr) 1.8 3.2 5
SrCl2-LiCl-KCl experiments
Salt recycled/batch (%) at 1/3
reduction in SrCl2
68 55 49
SrCl2-CsCl-LiCl-KCl experiments
Case 1: 1/3 reduction in CsCl concentration
Salt recycled/batch (%) 51 51 43
Reduction in SrCl2 0.35 0.38 0.51
Case 2: 1/3 reduction in SrCl2 concentration
Salt recycled/batch (%) 52 56 64
Reduction in CsCl 0.32 0.31 0.23
Case 1 is the limiting CsCl and Case 2 is the limiting SrCl2.
CsCl, cesium chloride; KCl, potassium chloride; LiCl, lithium chlo-
ride; SrCl2, strontium chloride.
the salt was significantly different; therefore, this would have
also affected the diffusion rates for Cs and Sr because the
diffusion rate increases as the temperature increases and vice
versa. In addition, the separation would generally be different
because of their respective phase diagrams. Beyond the effect
of adding salt components, the experimental setup used by
Cho et al. [10] was slightly different from the one used in this
study. In the current experimental setup, a filler material was
used to account for the size difference between the retort tube
and the crucible, whereas filler material was not used in work
conducted by Cho et al. As a result, the temperature difference
was likely greater, which would promote mixing of the melt
phase. This factor could also affect the actual separation ef-
ficiency and salt reuse rate.
3.2. Modeling
To further understand this crystallization process, several
models were explored and applied to the experimental data.
Many crystallization models have been developed using the
segregation coefficient (k) to fit the experimental data. The
segregation coefficient is defined as the ratio between the so-
lute concentrations across the solid-liquid interface (Cs/Cl) in
which Cs and Cl are the solute concentrations in the solid and
liquid, respectively. In this circumstance, k is a constant that
accounts for growth kinetics (i.e., solute trapping) and phase
equilibrium effects during the crystallization process. A well-
known model developed by Scheil [15] has been used to
describe the solute distribution in crystals grown from a melt
phase. In thismodel, it is assumed that the liquidphase iswell-
mixed and that no concentration gradients exist in the liquid.
The Scheil model is given by the following equation [15]:
CS ¼ kC0
�x0
x0 � x
�1�k
; (1)
in which C0 is the initial solute concentration in the mixture,
x0 represents the overall length of the crystal, and x represents
the location of the solid-liquid interface. The Scheil model is
useful in modeling systems in which mixing is dominant in
the liquid phase.

Fig. 5 e The model fits for the 3.2 mm/h ternary strontium
chloride case and represents a typical fit for the Scheil and
Tiller models.
Nu c l E n g T e c h n o l 4 7 ( 2 0 1 5 ) 8 6 7e8 7 4872
Another widely known solute distribution model was
developed by Tiller and coworkers [16] by assuming that the
effect of convection in the liquid phase is negligible and solute
transport in the liquid phase is by diffusion only. As a result,
the solute atoms build up in the liquid phase adjacent to the
growing crystal and create a boundary layer at the interphase.
This model uses an average k value to determine the amount
of solute rejection at the interface. The buildup of solute
atoms in the liquid is modeled at steady state conditions by
using Fick's second law of diffusion with an added advection
term, as shown in Equation 2:
Dd2C
dx2 þ RdCdx
¼ 0; (2)
in which D is the solute diffusion coefficient, C is the con-
centration in the liquid, R, is the crystal growth rate, and x is
the distance from the solid-liquid interface. There are two
boundary conditions for this approach: (1) C ¼ Ca þ C0 at x ¼ 0
and (2) C/C0 as x/∞ in which Ca is the liquid concentration
Fig. 6 e A comparison between models and experimen
at the interface minus the initial concentration. Solving Eq. 2
with the aforementioned boundary conditions yields the
Tiller model [16]:
CS ¼ C0
�ð1� kÞ
�1� exp
��k
RDx
��þ k
�: (3)
A drawback to the Tiller model is that it cannot account for
the end effects in the material. From a qualitative point of
view, the amount of solute in the diffusion boundary layer will
deposit at the end of the growing specimen. As a result, this
end effect will typically account for only a small portion at the
end of the growing crystal. Tiller et al. [16] made no effort to
calculate the exact ending profile.
The Scheil and Tiller models were fit to the experimental
data by adjusting the segregation coefficient to optimize the
least squared value using Solver in the Excel program (Micro-
soft, Redmond, WA). Because the Tiller model cannot account
for end effects, only thefirst three termswereused tomake the
fit. A typical fit for thedifferentmodels is shown for the ternary
SrCl2 case at 3.2mm/h (Fig. 5). In general, neither the Scheil nor
Tiller models capture the entire trend because of the extreme
mixedandnonmixedassumptions inbothmodels. Figs. 6Aand
6B show the overall fits between the models and the experi-
mental data.AsFig. 6Ademonstrates, theScheilmodel initially
overpredicts the actual values, and then under predicts it for
the laterportion.TheTillermodel initiallyfits theexperimental
data well; however, for uS/u0 greater than unity, the model
drastically underpredicts the actual data. If end effects were
considered in the Tillermodel, it is expected that the observed
trendwould remain the same, except for a small improvement
on the extreme latter end of the crystal. The resulting com-
parisons show that the experimental data are neither
completely mixed nor completely nonmixed as defined in the
Scheil and Tiller models, respectively.
As stated previously, a key objective in this work was to
separate Cs and Sr from the melt to reduce material cost and
waste volume. As a result, the primary region of interest is at
the onset of the crystal growthwhere themass fractions of the
solute remain below the initial concentration. The most
important region exists where uS/u0 is less than unity. This
tal data. (A) The Scheil model. (B) The Tiller model.

Nu c l E n g T e c h n o l 4 7 ( 2 0 1 5 ) 8 6 7e8 7 4 873
being the case, the Tiller model is ideal for describing the
separation within this region, and therefore it is recom-
mended for use in these cases. The fit segregation coefficients
for the Tiller model are shown in Table 3 for the various cases.
3.3. Crystallization number
Several key parameters are important to further understand
the separation process that could be used to semipredict the
concentration profiles. The first parameter is the segregation
coefficient, based on the aforementioned models. Other
important parameters are the crystallization rate (R), the
diffusion coefficient (D), and the boundary layer thickness (d).
These latter parameters affect the solute buildup in the liquid
at the growing interface. Combining these four parameters
yields a dimensionless group, which will be referred to as the
crystallization (Cr) number and can be expressed as follows:
Cr ¼ kRdD
; (4)
The value of Cr represents the ratio between the amount of
solute rejected at the solid interface to the amount of solute
transported through the boundary layer to the bulk liquid.
The concentration profiles between the Cs and Sr ternary
cases were similar at a given rate. As a result, it can be
assumed that the crystallization effects were also similar and
that the Cr number for these two cases are approximately
equal, as shown below:
ðCrÞCs;i;t ¼ ðCrÞSr;i;t orkCs;i;tRidi
DCs¼ kSr;i;tRidi
DSr; (5)
in which i represents the rate and t represents the ternary
case. The growth rate cancels, which leaves the following:
DCs
DSr¼ dCs;i
dSr;i
kCs;i;t
kSr;i;t: (6)
For simplification, the boundary layer ratio (dCs,i/dSr,i) can
be replaced by a single variable, j.
Because the quaternary results showed a similar trend
between the different rates (with the exception of the 5 mm/h
case), it is possible to develop an expression, as was developed
for the ternary case. In this study, the Cr number between the
Cs and Sr cases can be equated at varying rates, as follows:
DCs
DSr¼ dCs;i;q
dSr;i;q
kCs;i;q
kSr;i;q
Ri
Rj; (7)
Table 3 e The fit segregation coefficients for the Tillermodel.
k 1.8 mm/hr 3.2 mm/hr 5.0 mm/hr
Cs, t 0.0365 0.0329 0.0273
Sr, t 0.0599 0.0476 0.0317
Cs, q 0.0619 0.0355 0.0233
Sr, q 0.0795 0.0439 0.0241
The variable t represents the ternary case and q represents the
quaternary case.
Cs, cesium; Sr, strontium.
in which q represents the quaternary case. As previously
mentioned, the boundary layer ratio (dCs,i,q/dSr,i,q) can be
replaced with a single variable 4. Equating Eq. 6 and Eq. 7
yields:
�kCs;i;t
kSr;i;t
�¼
�4
j
��kCs;i;q
kSr;j;q
��Ri
Rj
�: (8)
Equation 8 relates the segregation coefficients between the
ternary and quaternary cases at different rates. This allows an
approximatemethod to predict the segregation coefficient at a
given rate and composition, provided that at least three other
segregation coefficients are known.
The boundary layer ratio (4/j) was found empirically by
using the fit values from the experimental data. This was
accomplished by plotting the segregation coefficients deter-
mined from the models to the segregation coefficients
determined from Eq. 8, as shown in Fig. 7. The value of the
boundary layer ratio, which represents the ratio between the
ternary and quaternary cases, was determined to be 0.87 by
maximizing the R2 value between predicted and fit segrega-
tion coefficients. The maximized R2 value was 0.90. The
boundary layer ratio would ultimately be a function of the
diffusion coefficients of the solutes with respect to the bulk
and to each other. This represents changes in the diffusion
coefficients between the ternary and quaternary cases. It was
interesting that values predicted using 1.8 mm/h over-
predicts the actual values, whereas values determined at
5.0 mm/h underpredicts the actual values.
4. Conclusion
A melt crystallization process has been experimentally
explored to further understand it as a separation process for
Fig. 7 e The comparison between the empirically
determined and predicted segregation coefficients (k). R2 is
0.9 for this fit.

Nu c l E n g T e c h n o l 4 7 ( 2 0 1 5 ) 8 6 7e8 7 4874
contaminated LiCl-KCl salts used in pyroprocessing of UNF. In
previous studies, a ternary CsCl-LiCl-KCl salt was explored,
and results indicated that the process was feasible. In this
study, a ternary SrCl2-LiCl-KCl systemwas explored and up to
68% of the salt could be recycled in a single batch process. In
addition, a series of quaternary experiments were conducted
that showed that separation does occur with multiple con-
taminates. For the quaternary cases at the slower rates, the
CsCl and SrCl2 behave similarly; however, as the rate in-
creases, CsCl becomes the limiting factor. As a result, the
recommended operating rate is 3.2 mm/h at which 51% of the
total mass can be recycled in a single batch run. In addition to
the experiments, several models were fit to the data. It has
been proposed that a nonmixed (i.e., Tiller) model should be
used to describe the crystallization process for both the
ternary and quaternary experiments. In addition, because of
similarity between the ternary and quaternary data, a
dimensionless parameter was proposed and used to further
predict the process.
Conflicts of interest
All authors have no conflicts of interest to declare.
Acknowledgements
This work was funded partially by the Laboratory Directed
Research and Development Program of Idaho National Labo-
ratory, administered by the Center for Advanced Energy
Studies, under the Department of Energy Idaho Operations
Office (Idaho Falls, ID; Contract DE-AC07-05ID14517). The au-
thors would like to acknowledge Debbie Lacroix for perform-
ing the inductively coupled plasma mass spectrometry
analysis of all experimental samples. The completion of this
study is being supported by Nuclear Regulatory Commission
Faculty Development Grant (Washington, DC).
r e f e r e n c e s
[1] J. Laidler, J. Battles, W. Miller, J. Ackerman, E. Carls,Development of pyroprocessing technologies, Prog. Nucl.Energy 31 (1997) 131e140.
[2] J. Ackerman, T. Johnson, S. Chow, E. Carls, W. Hannum,J. Laidler, Treatment of wastes in the IFR fuel cycle, Prog.Nucl. Energy 31 (1997) 141e154.
[3] J. Willit, W. Miller, J. Battles, Electrorefining of uranium andplutoniumda literature review, J. Nucl. Mater. 195 (1992)229e249.
[4] S. Phongikaroon, M. Simpson, Equilibrium model for ionexchange between monovalent cations and zeolite-A in amolten salt, in: AIChE Annual Conference Proc., Cincinnati,OH, USA, 2005.
[5] Y. Cho, T. Lee, J. Choi, H. Eun, H. Park, G. Park, Eutectic (LiCl-KCl) waste salt treatment by sequential separation process,Nucl. Eng. Tech. 45 (2013) 675e682.
[6] T. Yoo, D. Labrier, M. Lineberry, M. Shaltry, S. Phongikaroon,Selective reduction of active metal chlorides from moltenLiCl-KCl using lithium drawdown, Nucl. Eng. Technol. 44(2012) 767e772.
[7] M. Shaltry, S. Phongikaroon, M. Simpson, Ion exchangekinetics of fission products between molten salt and zeolite-A, Microporous Mesoporous Mater. 152 (2012) 185e189.
[8] M. Simpson, M. Gougar, Two-site equilibrium model for ionexchange between monovalent cations and zeolite-A in amolten salt, Ind. Eng. Chem. Res. 42 (2003) 4208e4212.
[9] Y. Cho, H. Yang, G. Park, H. Lee, I. Kim, Treatment of LiCl-KClwaste delivered from pyroprocessing of spent nuclear fuel,in: Proceedings of the 2nd International PyroprocessingResearch Conference, Jeju, Korea, 2008, pp. 74e75.
[10] Y. Cho, G. Park, H. Lee, I. Kim, Concentration of cesiumand strontium elements involved in a LiCl waste saltby a melt crystallization process, Nucl. Technol. 171(2010) 325.
[11] J. Choi, Y. Cho, T. Lee, H. Eun, J. Kim, I. Kim, G. Park, J. Kang,Inclusion behavior of Cs, Sr, and Ba impurities in LiCl crystalformed by layer-melt crystallization: combined first-principles calculation and experimental study, J. Cryst.Growth 371 (2013) 84e89.
[12] A.N. Williams, S. Phongikaroon, M. Simpson, Separation ofCsCl from a ternary CsCl-LiCl-KCl salt via a meltcrystallization technique for pyroprocessing wasteminimization, Chem. Eng. Sci. 89 (2013) 258e263.
[13] J.R. Versey, S. Phongikaroon, M.F. Simpson, Separation ofCsCl from LiCl-CsCl molten salt by cold finger meltcrystallization, Nucl. Eng. Tech. 46 (2014) 395e406.
[14] A.N. Wiliams, Zone Freezing Study for Pyrochemical ProcessWaste Minimization, MS Thesis, University of Idaho, IdahoFalls, ID, 2012.
[15] E. Scheil, Bemerkungen zur schichtkristall bildung, Z.Metallkd. 23 (1931) 237.
[16] W.A. Tiller, K.A. Jackson, J.W. Rutter, B. Chalmers, Theredistribution of solute atoms during the solidification ofmelt, Acta Metallurgica 31 (1953) 15e39.
Top Related