







Languages
Pages
Legal


118
International Journal of Research and Innovation (IJRI)
International Journal of Research and Innovation (IJRI)
OPTIMIZATION OF WIRE EDM PARAMETERS TO ACHIEVE A FINE SURFACE FINISH
Ramaraju Srinivasa Rao 1, Kandathil Abraham Mathew2, Godi Subba Rao3,
1 Research Scholar, Department Of Mechanical Engineering,HyderabadInstituteOf Technology And Management,Hyderabad,India2 professor , Department Of Mechanical Engineering, HyderabadInstituteOf Technology And Management,Hyderabad,India3 professor , Department Of Mechanical Engineering, HyderabadInstituteOf Technology And Management,Hyderabad,India
*Corresponding Author:
Ramaraju Srinivasa Rao , Research Scholar, Department Of Mechanical Engineering, HyderabadInstituteOf Technology And Management,Hyderabad,India Published: June 26, 2015Review Type: peer reviewedVolume: II, Issue : III
Citation: RamarajuSrinivasaRao,Research Scholar (2015) OPTIMIZATION OF WIRE EDM PARAMETERS TO ACHIEVE A FINE SURFACE FINISH
INTRODUCTION TO EDM
A machining method typically used for hard metals, Elec-trical Discharge Machining (commonly known as "EDM Machining") makes it possible to work with metals for which traditional machining techniques are ineffective. An important point to remember with EDM Machining is that it will only work with materials that are electrically conductive.
With good EDM Machining equipment it is possible to cut small odd-shaped angles, detailed contours or cavities in hardened steel as well as exotic metals like titanium, has-telloy, kovar, inconel, and carbide.
The EDM Process is commonly used in the Tool and Die industry for mold-making, however in recent years EDM has become a integral part for making prototype and pro-duction parts. This is seen in the aerospace and electron-
ics industries where production quantities remain low.When the distance between the two electrodes is reduced, the intensity of the electric field in the volume between the electrodes becomes greater than the strength of the dielectric (at least in some point(s)), which breaks, allow-ing current to flow between the two electrodes. This phe-nomenon is the same as the breakdown of a capacitor (condenser) (see also breakdown voltage). As a result, ma-terial is removed from both the electrodes. Once the cur-rent flow stops (or it is stopped – depending on the type of generator), new liquid dielectric is usually conveyed into the inter-electrode volume enabling the solid particles (debris) to be carried away and the insulating properties of the dielectric to be restored. Adding new liquid dielec-tric in the inter-electrode volume is commonly referred to as flushing. Also, after a current flow, a difference of potential between the two electrodes is restored to what it was before the breakdown, so that a new liquid dielectric breakdown can occur.
EDM machine
Abstract
Wire Cut Electric Discharge Machining process with a thin wire as an electrode transforms electrical energy to thermal energy for cutting materials. WEDM is considered as a unique adoption of the conventional EDM process, which uses an electrode to initialize the sparking process. However, WEDM utilizes a continuously travelling wire electrode made of thin copper, brass or tungsten of diameter 0.05-0.30 mm, which is capable of achieving very small corner radii. The wire is kept in tension using a mechanical tensioning device reducing the tendency of producing inaccurate parts. During the WEDM process, the material is eroded ahead of the wire and there is no direct contact between the work piece and the wire, eliminating the mechanical stresses during machining.
The objective of the present work is to investigate the effects of the various Wire cut EDM process parameters on the machining quality and obtain the optimal sets of process parameters so that the quality of machined parts can be opti-mized. Experimental work will be done on the pieces varying materials and parameters.
The materials used for machining are Aluminum alloy, EN8 alloy steel and copper. The process parameters considered are Pulse Time on, Pulse Time off, Input Power, Wire Feed, Servo Voltage and Wire Tension. The range of values varied are Time on – 118 µsec, 120 µsec and 128 µsec, Time off – 50 µsec, 55 µsec, 63 µsec, Input power –210amp, 220amp, 230amp. Wire feed, wire tension and servo voltage are kept constant. The optimization will be done by using taguchi technique by considering L9 orthogonal array. Optimization is done using Minitab software.
1401-1402

119
International Journal of Research and Innovation (IJRI)
APPLICATIONS
Prototype production
The EDM process is most widely used by the mold-mak-ing tool and die industries, but is becoming a common method of making prototype and production parts, espe-cially in the aerospace, automobile and electronics indus-tries in which production quantities are relatively low. In sinker EDM, a graphite, copper tungsten or pure copper electrode is machined into the desired (negative) shape and fed into the workpiece on the end of a vertical ram.
Coinage die making
Small hole drilling
A turbine blade with internal cooling as applied in the high-pressure turbine.
Small hole drilling EDM is used in a variety of applica-tions.
WIRE CUT EDM MACHINE
Wire EDM (Vertical EDM's kid brother), is not the new kid on the block. It was introduced in the late 1960s', and has revolutionized the tool and die, mold, and met-alworking industries. It is probably the most exciting and diversified machine tool developed for this industry in the last fifty years, and has numerous advantages to offer. It can machine anything that is electrically conductive re-gardless of the hardness, from relatively common materi-
als such as tool steel, aluminum, copper, and graphite, to exotic space-age alloys including hastaloy, waspaloy, inconel, titanium, carbide, polycrystalline diamond com-pacts and conductive ceramics. The wire does not touch the workpiece, so there is no physical pressure imparted on the workpiece compared to grinding wheels and mill-ing cutters. The amount of clamping pressure required to hold small, thin and fragile parts is minimal, preventing damage or distortion to the workpiece.
The accuracy, surface finish and time required to com-plete a job is extremely predictable, making it much easier to quote, EDM leaves a totally random pattern on the sur-face as compared to tooling marks left by milling cutters and grinding wheels. The EDM process leaves no residual burrs on the workpiece, which reduces or eliminates the need for subsequent finishing operations.
INTRODUCTION TO SURFACE ROUGHNESS
Surface roughness, often shortened to roughness, is a measure of the texture of a surface. It is quantified by the vertical deviations of a real surface from its ideal form. If these deviations are large, the surface is rough; if they are small the surface is smooth. Roughness is typically considered to be the high frequency, short wavelength component of a measured surface (see surface metrology). However, in practice it is often necessary to know both the amplitude and frequency to ensure that a surface is fit for purpose.
Roughness plays an important role in determining how a real object will interact with its environment. Rough sur-faces usually wear more quickly and have higher friction coefficients than smooth surfaces (see tribology). Rough-ness is often a good predictor of the performance of a me-chanical component, since irregularities in the surface may form nucleation sites for cracks or corrosion. On the other hand, roughness may promote adhesion.
Although roughness is often undesirable, it is difficult and expensive to control in manufacturing. Decreasing the roughness of a surface will usually increase expo-nentially its manufacturing costs. This often results in a trade-off between the manufacturing cost of a component and its performance in application.
Roughness can be measured by manual comparison against a "surface roughness comparator", a sample of known surface roughnesses, but more generally a Surface profile measurement is made with a profilometer that can be contact (typically a diamond styles) or optical (e.g. a white light interferometer).
However, controlled roughness can often be desirable. For example, a gloss surface can be too shiny to the eye and too slippy to the finger (a touchpad is a good example) so a controlled roughness is required. This is a case where both amplitude and frequency are important. The scat-tering of light Light scattering obviously depends both on amplitude and frequency. Less obviously, touch (or Haptic perception) is mediated by both amplitude and frequency detectors in the finger.
PARAMETERS
A roughness value can either be calculated on a profile (line) or on a surface (area). The profile roughness param-eter (Ra, Rq,...) are more common. The area roughness parameters (Sa, Sq,...) give more significant values.

120
International Journal of Research and Innovation (IJRI)
EXPERIMENTAL SETUP AND PROCEDURE
Experiments have been performed in order to investigate the effects of one or more factors of the process param-eters on the surface finish of the wire cut machined sur-face of different materials.The main aim of the project is to determine the influence of time on, time off, wire feed and input power. The inves-tigation is based on surface roughness during machining of Alloy Steel, Aluminum alloy and Copper.
EXPERIMENTAL PROCEDURE
The selected work piece materials for this research work are EN 8 Steel, Aluminum alloy and Copper materials. Experiments have been conducted on wire cut edm. The machine details are:
WIRE EDM CNC SPRINT CUT 734 (ELECTRANICA SPRINT CUT 734), Make: ELECTRIONCA LTD, PUNE
wire cut cnc
Technical Specification
An electrolytic brass (Zinc coated) wire with a diameter of 2mm has been used as a tool electrode (positive polarity) and work piece materials used are EN8 Steel, Aluminum alloy and Copper materials rectangular plates of dimen-sions 80×30 mm and of thickness 6 mm. Commercial grades EDM oil will be used as dielectric fluid. Lateral flushing with a pressure of 7MPa will be used. The influ-ence of time on, time off, wire feed and input power rate have been treated as controllable process factors. A col-lection tank is located at the bottom to collect the used
wire erosions and then is discarded. The wires once used cannot be reused again, due to the variation in dimen-sional accuracy.
Properties of the electrodes are tabulated below.
Element Cu Fe Pb ZnWt% 89-91 <=0.05 <=0.05 10
Composition of Brass Wire
Density 7.845 (g/cm³)Specific capacity 486 (J/kg °k)Thermal conductivity 24.7(W/m °k)Electrical resistivity 0.0000171 Ω cmModulus of elasticity 200 G Pa
Material Properties of EN8 steel
Density 2.81 (g/cm³)Specific capacity 880 (J/kg °k)Thermal conductivity 138 (W/m °k)Electrical resistivity 0.0000045 Ω cmModulus of elasticity 70.3 G Pa
Material Properties of Aluminum Alloy
Density 8.93 (g/cm³)Specific capacity 385 (J/kg °k)Thermal conductivity 385 (W/m °k)Electrical resistivity 0.0000017 Ω cmModulus of elasticity 110 G Pa
Material Properties of Copper
PROCESS PARAMETERS AND DESIGN
Input process parameters such as Pulse On time (TON), Pulse Off time (TOFF), Peak Current (IP), used in this the-sis are shown in Table. Each factor is investigated at three levels to determine the optimum settings for the WEDM process. Wire feed is 3m/min, Wire Tension is 7 Kgf and Servo Feed is kept constant at 2.1 m/min.

121
International Journal of Research and Innovation (IJRI)
SURFACE FINISH RESULTS
In this project most important output performances in WEDM such as Surface Roughness (Ra) is considered for optimizing machining parameters. The surface finish value (in μm) was obtained by measuring the mean abso-lute deviation, Ra (surface roughness) from the average surface level using a Computer controlled surface rough-ness tester.Surface Finish Tester – Model Surtronic 3+, Rank Tay-lor Hobson Ltd., Made in England which is periodically calibrated using Reference Specimen Type 112/1534. Lab Temperature 20 ±200C.
surface finish tester
EXPERIMENTAL RESULTS
Actual Surface Finish Values Ra
S.No. EN8 ALUMINUM COPPER1 0.66 0.3 0.162 0.75 0.36 0.193 0.82 0.41 0.214 0.71 0.33 0.185 0.79 0.39 0.26 0.94 0.45 0.287 1.62 1.04 0.748 1.28 0.88 0.429 1.4 0.94 0.66
SURFACE FINISH RESULTS

122
International Journal of Research and Innovation (IJRI)
SURFACE ROUGHNESS COMPARISON GRAPH FOR THREE MATERIALS
comparison of surface finish for three materials
pulse time on vs surface roughness
pulse time off vs surface roughness
peak current vs surface roughness
SELECTION OF OPTIMAL PARAMETER COMBINATION FOR BETTER SURFACE QUALITY IN WIRE CUT EDM USING TAGUCHI TECHNIQUE
The Experimental results show the effect of three process parameters surface roughness.
EXPERIMENTAL RESULTS EN8 STEELJOB NO: A B C Ra (μm)
1 118 50 210 0.66
2 118 55 220 0.75
3 118 63 230 0.82
4 120 50 220 0.71
5 120 55 230 0.79
6 120 63 210 0.94
7 128 50 230 1.62
8 128 55 210 1.28
9 128 63 220 1.4
123
International Journal of Research and Innovation (IJRI)
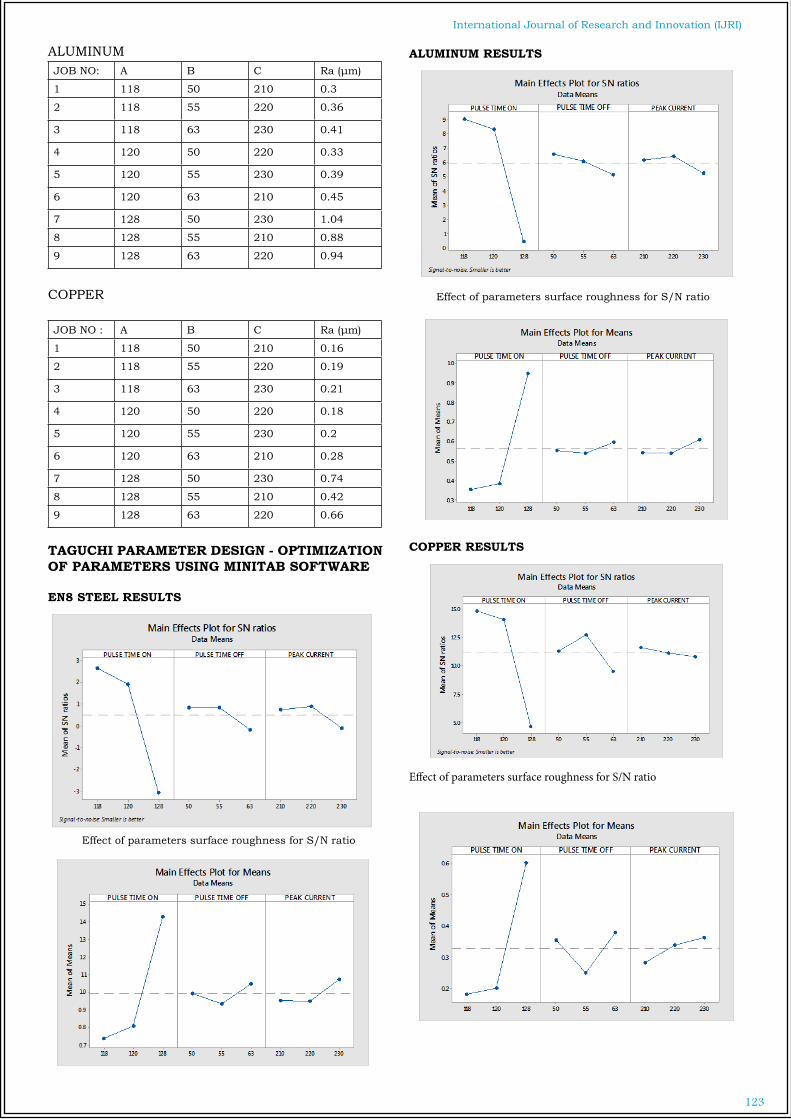
ALUMINUMJOB NO: A B C Ra (μm)
1 118 50 210 0.3
2 118 55 220 0.36
3 118 63 230 0.41
4 120 50 220 0.33
5 120 55 230 0.39
6 120 63 210 0.45
7 128 50 230 1.04
8 128 55 210 0.88
9 128 63 220 0.94
COPPER
JOB NO : A B C Ra (μm)
1 118 50 210 0.16
2 118 55 220 0.19
3 118 63 230 0.21
4 120 50 220 0.18
5 120 55 230 0.2
6 120 63 210 0.28
7 128 50 230 0.74
8 128 55 210 0.42
9 128 63 220 0.66
TAGUCHI PARAMETER DESIGN - OPTIMIZATION OF PARAMETERS USING MINITAB SOFTWARE
EN8 STEEL RESULTS
Effect of parameters surface roughness for S/N ratio
ALUMINUM RESULTS
Effect of parameters surface roughness for S/N ratio
COPPER RESULTS
Effect of parameters surface roughness for S/N ratio
124
International Journal of Research and Innovation (IJRI)
CONCLUSION
The objective of the present work is to investigate the ef-fects of the various Wire cut EDM process parameters on the machining quality and obtain the optimal sets of pro-cess parameters so that the quality of machined parts can be optimized. Experiments are conducted on the pieces varying materials and parameters. The materials used for machining are Aluminum alloy, EN8 alloy steel and cop-per. The process parameters considered are Pulse Time on, Pulse Time off, Input Power, Wire Feed, Servo Voltage and Wire Tension. The range of values varied are Time on – 118 µsec, 120 µsec and 128 µsec, Time off – 50 µsec, 55 µsec, 63 µsec, Input power –210amp, 220amp, 230amp. Wire feed, wire tension and servo voltage are kept con-stant. The optimization is done by using taguchi tech-nique by considering L9 orthogonal array. Optimization is done using Minitab software.By observing the experimental results, the surface rough-ness values are increasing by increasing the pulse time on, pulse time off. The surface roughness values are decreasing by increasing the peak current. The surface quality is better when machining copper than EN8 steel and aluminum.By observing the minitab S/N ratio results, the optimum parameters for better surface quality when machining EN8 steel and aluminum are Pulse Time On - 118 µsec, Pulse Time Off - 50 µsec and Peak Current – 220amp. For machining copper, the optimum parameters are Pulse Time On - 118 µsec, Pulse Time Off - 55 µsec and Peak Current – 210amp
REFERENCES
1.Evaluation of Optimal Parameters for machining with Wire cut EDM Using Grey-Taguchi Method by S V Sub-rahmanyam, M. M. M. Sarcar2.Performance Analysis of Wire Electric Discharge Ma-chining (W-EDM) by Atul Kumar, DR.D.K.Singh3.Analysis of Process Parameters in Wire EDM with Stain-less Steel Using Single Objective Taguchi Method and Multi Objective Grey Relational Grade by M. Durairaja, D. Sudharsunb, N. Swamynathan4.Optimization of process parameters of micro wire EDM by Ricky Agarwal 5.A Study to Achieve a Fine Surface Finish in Wire-EDM by J.T. Huang, Y.S. Liao and Y.H. Chen6.Rajurkar K.P., Scott D, Boyina S., “Analysis and Op-timization of Parameter Combination in Wire Electrical Discharge Machining”, International Journal of Produc-tion Research, Vol. 29, No. 11, 1991, PP 2189- 2207. 7. Y. S. Tarng., Ma S.C., Chung L.K., “Determination of Optimal Cutting Parameters in Wire Electrical Discharge Machining”, International Journal of Machine Tools and Manufacture, Vol. 35, No. 12, 1995, PP. 1693-1701. 8.J.Prohaszka, A.G. Mamalis and N.M.Vaxevanidis, “The effect of electrode material on machinability in wire elec-tro-discharge machining”, Journal of Materials Process-ing technology, 69, 1997, PP 233-237. 9. (A) Y.S. Liao, Y.Y. Chu and M.T. Yan, Study of wire breaking process and monitoring of WEDM, International Journal of Machine Tools & Manufacture, 37 (1997) pp. 555-567. (B) Y.S Liao , J.T.Huang, A study on the ma-chining parameter optimization of WEDM, Journal of Ma-terial Processing Technology,71(1997) pp. 487-493 10.Jose Marafona, Catherine Wykes., “A new method of optimizing MRR using EDM with Copper–tungsten elec-trodes”. International journal of Machine tools and manu-facturing. Vol. 40, 22 June 1999, PP 153-164.
AUTHOR
Ramaraju Srinivasa RaoResearch Scholar, Department Of Mechanical Engineering,HyderabadInstituteOf Technology And Management,Hyderabad,India
Kandathil Abraham Mathew (project Guide)Department Of Mechanical Engineering,HyderabadInstituteOf Technology And Management,Hyderabad,India
Godi Subba Rao, (HOD)Department Of Mechanical Engineering,HyderabadInstituteOf Technology And Management,Hyderabad,India
Top Related