![Cement Industry[1]](https://static.fdocuments.in/doc/165x107/577d34d91a28ab3a6b8f02d9/cement-industry1.jpg)





Languages
Pages
Legal


www.elsevier.com/locate/dsw
Decision Support Systems 38 (2005) 539–555
Selection of diagnostic techniques and instrumentation in a
predictive maintenance program. A case study
M.C. Carnero*
University of Castilla-La Mancha, Technical School of Industrial Engineering, Avda. Camilo Jose Cela s/n, 13071 Ciudad Real, Spain
Received 7 October 2002; received in revised form 22 September 2003; accepted 22 September 2003
Available online 4 November 2003
Abstract
Predictive maintenance programs (PMPs) can provide significant advantages in relation to quality, safety, availability and
cost reduction in industrial plants. Nevertheless, during implementation, different decision making processes are involved, such
as the selection of the most suitable diagnostic techniques. A wrong decision can lead to the failure of the setting up of the
predictive maintenance program and its elimination, with the consequent economic losses, as the setting up of these programs is
a strategic decision. In this article, a model is proposed that carries out the decision making in relation to the selection of the
diagnostic techniques and instrumentation in the predictive maintenance programs. The model uses a combination of tools
belonging to operational research such as: analytic hierarchy process (AHP) and factor analysis (FA). The model has been tested
in screw compressors when lubricant and vibration analyses are integrated.
D 2003 Elsevier B.V. All rights reserved.
Keywords: Predictive maintenance; Decision making; Analytic hierarchy process; Factor analysis
1. Introduction els. This article aims to contribute towards resolving
The continuous production process requires a high
degree of availability and the elimination of unex-
pected breakdown that could cause a prolonged stop-
page in production [9]. Predictive maintenance can
contribute to improving plant availability, safety,
quality, reduction of maintenance costs, etc. This
has led to an increase in the number of predictive
maintenance programs (PMPs) applied, but, during
the setting up of a PMP, there is a number of decisions
involved that lack decision support systems or mod-
0167-9236/$ - see front matter D 2003 Elsevier B.V. All rights reserved.
doi:10.1016/j.dss.2003.09.003
* Tel.: +34-926-295-300; fax: +34-926-295-361.
E-mail address: [email protected] (M.C. Carnero).
this problem.
Although there is a limited number of decision
support systems related to predictive maintenance, the
following models should be taken into consideration.
In Ref. [15], a proportional-hazards model with Wei-
bull baseline hazard function and time-dependent
stochastic covariates representing monitored condi-
tions is suggested and a software is developed to
assist engineers to optimize decisions. In Ref. [30],
Markov models are described for establishing opti-
mum inspection intervals for phased deterioration of
monitored complex components in a system with
severe down time costs. In Ref. [16], statistical
analysis of vibration data is undertaken using a
software package to establish the key vibration signals

M.C. Carnero / Decision Support Systems 38 (2005) 539–555540
that are necessary for risk estimation. Ref. [19]
presents a real-time neural network-based condition
monitoring system for rotating mechanical equipment.
In Ref. [29], condition predictors of significant items
of the system are monitoring taking into account the
availability and cost-effectiveness of the monitoring
techniques.
In this article, a model is presented for the
selection of diagnostic techniques and instrumenta-
tion in a predictive maintenance program. To con-
struct the model, factor analysis and analytic
hierarchy process are combined. The model is applied
to screw compressors which are monitored by means
of PMPs based on lubricant and vibration analyses
and when the aforementioned techniques are applied
simultaneously.
The layout of the paper is as follows. Section 2 is
an introduction to predictive maintenance techniques,
lubricant and vibration analyses and the integration of
both techniques are presented. Section 3 describes the
characteristics of the mathematical tools used in the
construction of the decision support model proposed:
factor analysis and analytic hierarchy process. Section
4 presents the model for the selection of diagnostic
techniques and instrumentation in predictive mainte-
nance. Section 5 describes the application of the
model to a screw compressor. Section 6 presents the
results obtained from applying the model to a PMP
integrating lubricant and vibration analyses. Section 7
presents the conclusions.
2. Predictive maintenance techniques: lubricant
and vibration analyses
Predictive maintenance is a maintenance policy in
which selected physical parameters associated with an
operating machine are sensed, measured and recorded
intermittently or continuously for the purpose of
reducing, analyzing, comparing and displaying the
data and information so obtained for support decisions
related to the operation and maintenance of the
machine [5]. There are numerous predictive techni-
ques, as can be checked in Ref. [12]: lubricant
analysis, vibration analysis, thermography, penetrat-
ing liquids, radiography, ultrasound, control of corro-
sion, etc.; each technique is applied to a type of
specific industrial equipment.
The advantages of the introduction of predictive
maintenance programs (PMPs) are:
� Exclusive control of the machines that show the
beginning of a malfunction.� An increase in the availability of the industrial
plants [40].� The capacity to carry out quality checks of
both internal and subcontracted maintenance
interventions.� An increase in the security of the factory [9].� It facilitates certification and ensures the verifica-
tion of the requisites of the standard ISO 9000.� Provides the best programming of maintenance
actions.� Enables the effective programming of supplies and
staff.� Production quality is optimized by operating
machinery without interruption due to failures [21].� Support in the design phase of equipment,
particularly by means of the application of modal
analysis [3].� Reduction of direct maintenance costs by checking
only the equipment that is developing a fault [38].� By keeping to delivery dates, and by satisfying the
customers’ demand for quality, the image of the
company is improved.� Costs are brought down in relation to spare parts
and labour [18].� By maintaining the industrial equipment opera-
tional whilst applying the predictive tools, the
measuring process does not directly affect the
availability of the equipment.� Decrease in the costs related to insurance policies
as security within the factory increases.� Historical information on each piece of equipment
is completed, which helps to determine reliability
parameters and to optimize maintenance planning
[2]. This information on the machines and equip-
ment is available to the management for decision
making.� Reduction of energy consumption.
Industrial plants generally possess PMPs based on
vibration analysis [4], whereas medium-sized compa-
nies are starting to incorporate them in their Mainte-
nance Departments. Their suitability for application to
rotary and reciprocating machines [36], which can be

M.C. Carnero / Decision Support Systems 38 (2005) 539–555 541
considered to be the most widely used in general, as
well as their high capacity of diagnosis, make them
the most versatile predictive technique. In order to
carry out the setting up of a PMP based on vibration
analysis, it is vital to understand their technical
peculiarities, regarding instrumentation, procedures
and uses that make the production of diagnoses
possible. The success or failure of the setting up
process will depend on the program planner’s knowl-
edge of these subjects.
According to Ref. [37], the presence of a fault in
industrial equipment, whilst still in its incipient phase,
will be accompanied by a detectable increase or mod-
ification of vibratory signals. There is a wide range of
diagnostic techniques that can be applied in vibration
analysis to identify anomalies in machinery. It is
necessary to investigate which is the most appropriate
technique or techniques for diagnosis in a specific
machine; the operating conditions that exist, the degree
of criticality of the machine, the means, as well as the
personnel available for the control of the analysis, are
determining factors of the analysis to be performed.
There are two types of PMPs based on vibration
analysis: with portable instrumentation and on-line
acquisition system. With the portable system, data are
acquired at periodic intervals of time and are later
downloaded onto a computer [8]. The discontinuous
character hinders the obtaining of information regard-
ing the starting up and stopping of machinery and the
instants in which the process parameters change. The
costs of this type of PMP are lower than an on-line
system because the installation of instrumentation is
not needed and the number of sensors can be
reduced.
In on-line systems, the sensors are fixed in the
measurement position, information being obtained on-
line of the level of vibrations, which includes infor-
mation of transitory states such as starting up and
stopping [5]. The costs of implementation are very
much higher than in the case of portable systems, and
consequently, it is applied to critical machinery or that
found in dangerous environments.
The distinction between portable systems and on-
line systems will be illustrated in the model proposed
later; different results being obtained in each case.
Lubricant analysis consists of analysis of the state
of different physical and chemical parameters of oil in
order to verify the condition of the lubricant and the
machinery which requires investigation of the state of
wear of the equipment, level of oil contamination, and
oil condition and includes a recommendation outlin-
ing any corrective or preventive maintenance actions
that are necessary [39]. In the PMPs based on lubri-
cant analysis dispersion in the information available
about each test has been detected in managerial and
laboratory practice and there are no specifications on
the collections of tests that provide the most effective
information [26]. It has also been appreciated that
PMPs are supported by tests that provide redundant
information. There is also a shortage of information
about the latest generation technology that enables
this type of analysis and imprecisions in the industrial
plants that try to implement a program also exist [8].
All the diagnostic techniques used in a PMP
based on lubricant analysis can have top limits,
bottom limits or both. The evolution of each param-
eter can be represented depending on the hours of
operability of the lubricant. The value of the curve in
the analysis of trend not only shows the evolution of
the condition of the lubricant and the machine, but
also the speed at which the abovementioned trans-
formation takes place. The intersection of the line
that establishes the trend with the value of the limit
that is first reached, whether bottom or top, tells us
the time that must pass before a state of danger is
reached; this characteristic represents the remaining
life time of the equipment [13].
The diagnostic techniques based on vibration and
lubricant analysis that are applied at present appear in
Table 1. There are diagnostic techniques that provide
quantitative data (to which factor analysis will be
applied) and others that give qualitative information.
The integration of lubricant and vibration analyses
can provide significant profits, which so far have not
been sufficiently analyzed. For this reason, we will
now go on to detail the most relevant characteristics
that a predictive maintenance program that integrates
the analysis of vibrations and lubricants must possess.
A PMP integrating vibration and lubricant analysis
involves the acquisition of information of both tech-
niques, in order to correlate all the predictive infor-
mation to obtain an early diagnosis of the root causes
of the failures and the prediction of their consequen-
ces on the machinery.
Besides the benefits previously mentioned ob-
tained through the application of a PMP, the integra-

Table 1
Diagnostic techniques in lubricant and vibration analyses [8]
Vibration analysis Lubricant analysis
Spectral analysis Viscosity
Index of viscosity
Analysis of harmonic Water content
and orders Total acid number
Trend of the global
value of vibration
Total basic number
Cepstrum Insoluble in pentane
and benzene
Analysis of Freezing point
temporary signal Igniting point
Spike energy Combustion point
Demulsibility
Bode plot Tendency to foaming
Tendency to formation of
coal and ash content
Polar plot
Corrosion to copper sheet
Waterfalls Resistance to oxidation
Colour
Orbital analysis Stain of oil
Point of aniline
Statistical analysis Interfacial tension
Dielectric stiffness
Hilbert transform Spectroscopy of atomic emission
Envelope Infrared spectroscopy through
Fourier transform (FTIR)
Modal analysis Ferrografy
Particles count
M.C. Carnero / Decision Support Systems 38 (2005) 539–555542
tion of predictive techniques provides the following
additional advantages:
� An increase in the number of pieces of equipment
covered by a PMP. Vibration analysis is generally
applied in industrial plants, due to the prevalence of
rotary and reciprocating machinery, whereas lubri-
cant analysis has been adopted by machine tool,
maritime and terrestrial fleets and electrical sub-
stations submitted to significant operational loads,
etc. [35].� An increase in the set of anomalies that can be
controlled. Certain types of damage can only be
investigated by means of one of the predictive
techniques [17].� Guarantee of the diagnoses provided as the
information from both techniques is contrasted.
All the techniques present deficiencies [5,6,20], and
it is therefore advisable to confirm the diagnosis.
� Each of the predictive techniques detects deterio-
ration in different phases of its evolution [25].
Lubricant analysis is capable of detecting the
anomaly in the early phases of its development,
whereas vibration analysis will only be able to
evaluate it when the breakdown has already
occurred.� Detection of the root causes of the failures [24,35].
Consequently, there is an intensification and im-
provement of the level of information regarding
incidents that can be transmitted to the personnel in
charge of corrective activities.
Nevertheless, the simultaneous application of both
predictive techniques does not necessarily mean their
integration. The computer applications that have been
reviewed have designed the databases of each of the
predictive technologies on an independent basis and
without establishing any link of union between them
[23]. Furthermore, the instrumentation used in each of
the predictive techniques usually comes from different
manufacturers, which also impedes the integration of
the information [22].
The capacity of integration of particle counting and
ferrography techniques with spectral analysis is dem-
onstrated in the processes of wear and pollution that
lead to a mechanical breakdown [10]. The condition
of the equipment can be determined by means of
spectral analysis, and ferrographical analysis will
determine with accuracy the element or component
that is developing the anomaly; particle counting can
also determine the gradient of change of the condition
and determine if the initial cause of the failure is due
to an external factor. The periodic use of spectra in
waterfall is suggested as a diagnostic technology, as it
is a technique that identifies the condition of the
equipment and the failure that has developed, aspects
that cannot be investigated by means of other diag-
nostic techniques; moreover, as it is carried out by
means of comparison, it restricts the time of identifi-
cation of the failure.
The application of the diagnostic techniques on an
independent basis is recommended until as much
knowledge as possible has been obtained using each
technique individually, in order to later proceed to
their integration. Once this level has been reached, it
would be convenient to have software available that
incorporates utilities for this integration.

M.C. Carnero / Decision Support Systems 38 (2005) 539–555 543
3. Introduction to the tools factor analysis and
analytic hierarchy process
3.1. Factor analysis
Factor analysis (FA) is a statistical procedure used
to determine the basic essential variables underlying a
large number of interrelated variables; a method of
processing data comprising too many variables to
allow direct analysis [27].
In FA, the researcher is usually interested in dis-
covering which variables in a data set form a coherent
subgroup that are relatively independent of one anoth-
er. The specific goal of analysis may be to outline
patterns of intercorrelatives among variables, to reduce
a large number of variables to a smaller number of
clusters while retaining maximum spread among ex-
perimental units, (to provide an operational definition
(a regression equation) for an unobserved, hypotheti-
cal construct by using observed variables, or to test a
theory about the nature of underlying variables.
Steps in a FA includes:
� Selecting and measuring a group of variables.� Preparing the correlation matrix.� Determining the number of components or factors
to be considered.� Extracting a set of components or factors from the
correlation matrix.� Rotating the components or factors to increase
interpretability.� Interpreting the results.
The correlation matrix R can be diagonalized
accomplishing and premultiplying it by the matrix V
and its transpose VV[1].
L ¼ VVRV ð1Þ
The matrix of eigenvectors V premultiplied by its
transpose produces the identity matrix:
VVV ¼ I ð2Þso, reorganising Eq. (1):
R ¼ VLVV ð3Þthe correlation matrix can be decomposed,
R ¼ ðVffiffiffiffiL
pÞð
ffiffiffiffiL
pVVÞ ð4Þ
If VffiffiffiffiL
pis called A (factor loading matrix), then
R ¼ AAV ð5Þthis equation is called the fundamental equation for
FA.
The matrix A contains correlations between factors
and variables. Usually a factor is more interpretable
when a few variables load highly on it and the rest do
not. The factorial matrix indicates the relation be-
tween the factors and the variables. Nevertheless, it is
often difficult to interpret the factors from the factorial
matrix. To facilitate the interpretation the matrix is
rotated.
The rotation consists of turning the axes of coor-
dinates, which represent the factors, until they are as
close as possible to the variables in which they are
saturated. The saturation of factors transforms the
initial factorial matrix into another matrix called a
factorial rotated matrix, of easier interpretation. The
factorial rotated matrix is a linear combination of the
first one and explains the same quantity of initial var-
iance [11]. Rotating is normally used after extracting to
maximise high correlations and minimise low ones.
Several methods of rotation exist. The most advis-
able is orthogonal rotation, and of these the most used
type is the varimax. The varimax technique accom-
plishes this aim by means of a transformation matrix
� [1].
� ¼cosc �sinc
sinc cosc
0@
1A
being w the rotation angle. Then,
Aunrorated� ¼ Arotated ð6ÞR ¼ AunrotatedAunrotatedV ð7ÞRres ¼ R � R ð8Þthe elements of this matrix must be small.
Regression coefficients for producing factor scores
from variable scores are a product of the inverse of the
correlation matrix and the factor loading matrix
B ¼ R�1A ð9ÞFactor scores are a product of standardised scores
on variables and regression coefficients.
F ¼ ZB ð10Þ

M.C. Carnero / Decision Support Systems 38 (2005) 539–555544
Standardised scores on variables may be predicted
as a product of scores on factors weighted by factor
loading.
Z ¼ FAV ð11Þ
Correlations among factors may be obtained by
producing a matrix of cross products of standardised
factor scores and dividing the results by the number of
cases minus one.
/ ¼ 1
N� 1
� �FFV ð12Þ
The structure matrix C is a product of the pattern
matrix of correlating among factors.
C ¼ A/ ð13Þ
In the phase of interpretation, the following steps
are considered to be fundamental:
� The study of the composition of the significant
factorial saturations of each factor.� The naming of the factors. The name must coincide
with the structure of the saturations.
3.2. Analytic hierarchy process
Decision analysis is used when a decision maker
wishes to evaluate the performance of a number of
alternative solutions for a given problem. These alter-
natives can be evaluated in terms of a number of
decision criteria. Often an alternative may be superior
in terms of one or some of the decision criteria, but
inferior in terms of some other criteria. The objective
Fig. 1. AHP h
of using an analytic hierarchy process (AHP) is to
identify the preferred alternative and also determine a
ranking of the alternatives when all the decision
criteria are considered simultaneously [33]. The use
of AHP instead of another multicriteria technique is
due to the following reasons:
� Quantitative and qualitative criteria can be in-
cluded in the decision making.� A large quantity of criteria can be considered.� A flexible hierarchy can be constructed according
to the problem.
With AHP, a complete classification of alternatives
can be obtained. Therefore, a hierarchy must be
constructed as shown in Fig. 1. In this hierarchy, the
relationship between the goal, criteria, subcriteria and
alternatives is established.
There are three main steps involved in using AHP:
� The relevant criteria and alternatives must be
determined.� Numerical measures must be attached according to
the relative importance (weights) of the criteria and
the relative performance of the alternatives to these
criteria.� The numerical values must be processed in order to
determine a ranking of each alternative.
In a decision making problem, M alternatives Ai
(i = 1, 2, 3,. . .,M) and N criteria Cj ( j = 1,2,3,. . .,N) areconsidered.
In order to determine the relative importance of the
alternatives with regard to each of the criteria or
ierarchy.

M.C. Carnero / Decision Support Systems 38 (2005) 539–555 545
between two criteria, linguistic terms are used that
include the judgments of the decision maker. The
linguistic terms are generally associated to numerical
values constituting a scale [34].
The scale proposed by Saaty is shown in Table 2.
The quantified judgment on pair of criteria Ci and
Cj are represented by an N�N matrix A:
A ¼
a11 a12 : : : a1n
a21 a22 . . . a2n
: : : : : : : : : : : :
an1 an2 . . . ann
2666666664
3777777775
ð14Þ
where the aij is the relative importance of Ci to Cj.
The quantified judgment between alternatives with
respect to criteria Ci is represented by an M�M
matrix.
The following rules must be verified:
If aij =a then aji = 1/a, a = 0.If Ci is judged to be of equal relative importance as
Cj, then aij = aji = 1, and aii = 1 for all i.
If all the comparisons are perfectly consistent, then
the relation:
aik ¼ aijajk bi; j; k: ð15Þ
should always be true for any combination of com-
parisons taken from the judgment matrix.
Table 2
Scale of relative importances [28]
Intensity of
importance
Verbal scale
1 Equal importance
3 Weak importance of one over another
5 Essential or strong importance
7 Demonstrated importance
9 Absolute importance
2, 4, 6, 8 Intermediate values between the two adjacent jud
Reciprocals of
above numbers
If activity i has one of the above (nonzero) numb
assigned to it when compared with activity j, then
the reciprocal value when compared with i
When exact measurements of the criteria in a scale
are available for carrying out the comparisons, that is
to say, w1,w2,. . .,wn, a perfectly consistent matrix is
obtained that verifies [28]:
wi
wj
¼ aij i; j ¼ 1; 2; . . . ; n; ð16Þ
From the previous expression, it can be deduced
that:
wj
wi
aij ¼ 1 i; j ¼ 1; 2; . . . ; n; ð17Þ
and then:
Xnj¼1
aijwj
wi
¼ n i ¼ 1; 2; . . . ; n; ð18Þ
or:
Xnj¼1
aijwj ¼ nwi i ¼ 1; 2; . . . ; n; ð19Þ
and is expressed in its matricial form as [28]:
Aw ¼ nw; ð20Þ
where w is an eigenvector of A with eigenvalue n.
That is to say, since the comparisons matrix pos-
sesses a range 1, all the eigenvalues are zero except
one with value n. The sum of the eigenvalues of a
positive matrix is equal to the trace of the matrix, and
Explanation
Two activities contribute equally to the objective
Experience and judgment slightly favour one activity
over another
Experience and judgment strongly favour one activity
over another
An activity is strongly favoured and its dominance
demonstrated in practice
The evidence favouring one activity over another is
of the highest possible order of affirmation
gments When compromise is needed
ers
j has
–

M.C. Carnero / Decision Support Systems 38 (2005) 539–555546
the eigenvalue different to zero is named maximum
eigenvalue (kmax).
If the matrix A is not consistent and k1,. . .,kn is theset of eigenvalues that contribute a solution to the
previous matricial expression, the following expres-
sion is verified:
If aii ¼ 1; biZXni¼1
ki ¼ n ð21Þ
and wi approaches the average of n elements of line i
in the normalized matrix N.
If w is calculated from the procedure described in
Ref. [28]:
a ¼Xni¼1
wi; ð22Þ
and w is replaced by:
1
aw; ð23Þ
is verified [31]:
Aw ¼ kmaxw; ð24Þ
where kmaxz n.
The closer kmax is to n, the more consistent it is
with the comparison matrix A or the more coherent
will be the judgments provided. The consistency
index (CI) is used as a measurement of the consisten-
cy of the judgments expressed [28]:
CI ¼ kmax � n
n� 1ð25Þ
Therefore, the CI represents an average of the
eigenvalues.
The consistency ratio (CR) is obtained by dividing
the CI value by the corresponding random consistency
index (RCI) value as given in Table 3. The RCI was
evaluated by Saaty through the generation of a ran-
dom matrix with different dimensions (n) [14,32].
Table 3
Values of random consistency index
n 1 2 3 4 5 6 7 8
RCI 0 0 0.58 0.90 1.12 1.24 1.32 1.41
In the AHP, the pairwise comparisons in a judg-
ment matrix are considered to be adequately consis-
tent if the corresponding CR is less than 10%. If the
CR value is greater than 0.10, then a re-evaluation of
the pairwise comparisons is recommended. However,
perfect consistency rarely occurs in practice.
Finally, a synthesis must be performed. Synthesis
is the process of weighting and combining priorities
throughout the model that leads to the overall results.
Synthesis from the goal node multiplies the weight of
each parent node times the local priorities of its
children nodes and of those children times the local
priorities of their children. This process continues
down to and including the alternatives.
4. Model for the selection of diagnostic techniques
and instrumentation in a predictive maintenance
program
In the design and planning phase of a PMP, the
model for the selection of diagnostic techniques and
instrumentation in a predictive maintenance program
(MSDT-PMP) can be applied. This decision support
system helps to solve an unstructured problem, in
which the decision maker has doubts as to which
alternative should be selected.
The decision support model proposed can be
extended to any other machines or techniques get-
ting data from the extension or globalisation phase
of a PMP. This phase is characterized by the fact
that the time needed to get a return on the invest-
ment has been reached and, the number of machines
under control is increased or else new objectives are
set.
The PMPs have been categorised at different
technological levels depending on cost and diagnostic
capacity [8]:
� Level 0. Setup carried out using the control of
sensitive variables. The cost is practically zero and
the diagnostic capacity is very low.
9 10 11 12 13 14 15
1.45 1.49 1.51 1.48 1.56 1.57 1.59

M.C. Carnero / Decision Support Systems 38 (2005) 539–555 547
� Level 1. Assumes the use of elementary instru-
mentation, like vibrometers or devices to do the
crackle test.� Level 2. Uses more sophisticated instrumentation,
like vibration analyzers, data processing software,
or viscometers.� Level 3. The cost is high as sophisticated analysis
machines are in use; diagnostic capacity is
excellent.
The model is elaborated taking into consideration
the previous technological levels of the predictive
techniques, lubricant and vibration analyses and the
integration of both techniques.
When a solution has been obtained from the
evaluation of the viability of the setting up of the
PMP, the most appropriate diagnostic technique must
be selected according to the type of machinery,
technical and economic characteristics and aspects
related to the human resources required, etc. For this
purpose, the model for the selection of diagnostic
techniques and instrumentation in a predictive main-
tenance program (MSDT-PMP) has been designed.
The selection of lubricant and vibration analyses
from the range of predictive techniques is due to the
fact that these are applied in a higher number of
industrial plants [9]. The introduction of the integra-
tion of both techniques is due to the fact that the
results obtained in this diagnosis are different with
respect to the application of the same techniques in
Fig. 2. Hierarchy of
isolation. This last alternative is the most advanced
step of technological maintenance.
The differentiation between portable and on-line
systems is related to the technological levels of a
PMP. Therefore, in the case of on-line systems, only
the technological level 3 is considered, corresponding
to the most technologically evolved.
With regards to the integration of the diagnostic
techniques, the technological level applied in both
predictive techniques should be similar.
The procedure developed to elaborate the model
consists of carrying out a factor analysis (FA) with the
information supplied by the diagnostic parameters. By
doing this, the aim is to eliminate the redundant
information and to keep the most relevant information
for a later analysis. When several predictive techni-
ques are applied, the factor analysis also allows the
obtaining of the relevant parameters that favour the
integration of techniques. The application of this
technique is due to the fact that the number of
parameters used in predictive maintenance is high
and does not always provide information or this
information is redundant [26]. By using FA, we aim
to get a set of variables that constitutes a coherent
subgroup and with independent elements.
FA is applied to the diagnostic predictive techni-
ques that provide quantitative data. The quantitative
information supplied by the diagnostic techniques
selected by the factors resulting from FA is completed
with the incorporation of qualitative information com-
MSTD-PMP.

Table 4
Pairwise comparison matrix and eigenvectors in a PMP based on
lubricant and vibration analyses
Technological level 3
Criteria Eigenvector
D Q COST SUP
Lubricant analysis (portable system)
D 1 2 2 3 0.424
Q 1/2 1 1 2 0.227
COST 1/2 1 1 2 0.227
SUP 1/3 1/2 1/2 1 0.122
Vibration analysis (portable system)
D 1 2 2 3 0.424
Q 1/2 1 1 2 0.227
COST 1/2 1 1 2 0.227
SUP 1/3 1/2 1/2 1 0.122
Vibration analysis (on-line system)
D 1 2 3 3 0.455
Q 1/2 1 1 2 0.141
COST 1/3 1 1 1 0.263
SUP 1/3 1/2 1 1 0.141
Table 5
Pairwise comparison matrix and eigenvectors in a PMP based on the
integration of lubricant and vibration analyses
Criteria Eigenvector
D Q COST SUP INT
Technological level 0 (portable system)
D 1 2 2 3 1 0.298
Q 1/2 1 1 2 1/2 0.158
COST 1/2 1 1 2 1/2 0.158
SUP 1/3 1/2 1/2 1 1/3 0.089
INT 1 2 2 3 1 0.298
Technological level 1 (portable system)
D 1 2 2 3 1 0.298
Q 1/2 1 1 2 1/2 0.158
COST 1/2 1 1 2 1/2 0.158
SUP 1/3 1/2 1/2 1 1/3 0.089
INT 1 2 2 3 1 0.298
Technological level 2 (portable system)
D 1 2 3 4 1 0.320
Q 1/2 1 1 3 1/3 0.159
COST 1/3 1 1 3 1/2 0.138
SUP 1/4 1/3 1/3 1 1/4 0.063
INT 1 3 2 4 1 0.320
Technological level 3 (portable system)
D 1 2 4 6 1 0.340
Q 1/2 1 2 4 1/2 0.180
COST 1/4 1/2 1 2 1/4 0.090
SUP 1/6 1/4 1/2 1 1/6 0.051
INT 1 2 4 6 1 0.340
Technological level 3 (on-line system)
D 1 3 6 6 1 0.365
Q 1/3 1 4 4 1/3 0.163
COST 1/6 1/4 1 1 1/6 0.053
SUP 1/6 1/4 1 1 1/6 0.053
INT 1 3 6 6 1 0.365
M.C. Carnero / Decision Support Systems 38 (2005) 539–555548
ing from other diagnostic techniques, where the
results of analysis do not give numerical results. The
previous process is applied to each technological level
of a PMP and that will be reviewed in this paper.
The most significant diagnostic techniques regard-
ing each technological level related to the factors
obtained from the FA and the qualitative diagnostic
techniques are incorporated as alternatives in a hier-
archy to which AHP is applied. By means of this
procedure, the techniques that provide redundant
information and the techniques that do not give
relevant information for diagnosis are eliminated and
the integration of vibration and lubricant analysis is
favoured.
The decision variables used to construct the hier-
archy are:
� Diagnostic quality (D).� Quantity of failures that can be analyzed (Q).� Cost of diagnostic technique (COST). This variable
is decomposed in investment cost (INVC), setup
cost (SETC) and maintenance cost (MANC) of the
diagnostic technique.� Supportability of the diagnostic technique (SUP).
This variable includes: quantity of training needed
to apply the technique (T), its portability (P),
negative influences on the human resources due to
its application (HR), its maintainability (M) and
easy use (EU).
In the case of a PMP integrating lubricant and
vibration analyses, the variable capacity of integration
(INT) is incorporated to favour the integration process
of predictive techniques and to avoid the selection of
incompatible techniques.
The hierarchy elaborated with the goal, decision
variables and alternatives is shown in Fig. 2.
As examples, the pairwise matrix and eigenvectors
obtained from the criteria corresponding to techno-

M.C. Carnero / Decision Support Systems 38 (2005) 539–555 549
logical level 3 in a PMP based on lubricant analysis
and vibration analysis are in Table 4 As can be
appreciated in Table 4, on-line system is associated
to vibration analysis, because the instrumentation in
lubricant analysis is placed in laboratories and the data
are always periodic.
When a PMP is applied based on the integration of
lubricant and vibration analyses, the pairwise matrix
and eigenvectors obtained from the criteria corres-
ponding to the different technological levels are in
Table 5.
The diagnostic techniques to be applied are depen-
dent on the type of machinery, and therefore the
results shown have been achieved by applying the
MSDT-PMP to screw compressors.
Table 6
Diagnostic techniques analyzed
Diagnostic techniques Code
Lubricant analysis
Water content in lubricant WACONT
Colour of lubricant COLOUR
Density DENSITY
Content in wear metals (iron) WEAR1
Viscosity index VISCINDEX
Content in wear metals (lead) WEAR2
Content in contamination metals (silicon) SI
Total acid number TAN
Viscosity to 100 jC VISC (100)
Viscosity to 40 jC VISC (40)
Vibration analysis
Tendency of global vibration value of RMS
(10–1000 Hz)
TEN1
Spectral analysis/density of spectral power ES
Waterfalls WA
Spike energy SP
Harmonic tendencies/peak values TEN2
Time signal analysis/form and crest factors TEM
Statistical analysis (kurtosis, variance analysis) KV
Bode diagram BO
Polar diagram PO
Orbital analysis OR
Finite modal element/experimental
modal analysis
FEM
Cepstrum/envelope CE+EN
5. Case study of a screw compressor with the
integration of lubricant and vibration analyses
A PMP was designed and set up in a petrochem-
ical plant. The program was applied to three screw
compressors.
The industrial equipment submitted to the analysis
was adapted for the incorporation of an integrated
PMP of vibration and lubricant analysis for the
following reasons [7]:
� The equipment has high criticity; its breakdown
supposes the temporary closedown of the whole
plant of lubricant production.� The equipment is rotary, and therefore, adapted for
the application of a PMP based on vibration
analysis.� Most of the mechanical components of these
compressors are bathed by the same lubricant,
therefore this can gather information about the
condition of all of them.� The compressors are placed in a petrochemical
plant and within the area of influence of the plants
there are two thermal plants. This factor suggests
the possibility of the influence of environmental
pollution, generating phenomena of grazing and
corrosion.� It is possible to trace the development of
deterioration in the machinery from its initial
stage, by means of lubricant analysis, up to
the stage at which the mechanical damage
can be demonstrated, by means of vibration
analysis.
The acquisition of data used in the analysis is
rather complicated due to the specificity of this kind
of data in the industrial plant, the high cost of
acquisition and the restricted access to the data.
Nevertheless, two full years of monthly acquisition
of data were developed.
The model selects a minimum of two alternatives
between which integration can take place. The capac-
ity of integration between lubricant and vibration
techniques and between diagnostic techniques belong-
ing to vibration analysis or lubricant analysis in
isolation has been maintained.
The diagnostic techniques analyzed are in Table 6.
The results of applying FA to diagnostic param-
eters in a screw compressor when integration be-
tween lubricant and vibration analyses is applied is
described.

Table 7
Correlation matrix between lubricant and vibration parameters in a screw compressor
WACONT COLOUR DENSITY WEAR1 VISCINDEX TEN1 WEAR2 SI TAN VISC (100) VISC (40)
WACONT 1.00000
COLOUR 0.55024 1.00000
DENSITY 0.36161 0.97058 1.00000
WEAR1 0.16166 0.51704 0.63661 1.00000
VISCINDEX 0.87632 0.28724 0.04897 � 0.33333 1.00000
TEN1 0.85443 0.27343 0.03393 � 0.37314 0.99889 1.00000
WEAR2 � 0.53558 0.17235 0.24485 � 0.33333 � 0.33333 � 0.29639 1.00000
SI 0.38984 0.98306 0.98786 0.51011 0.13912 0.12986 0.32462 1.00000
TAN � 0.67486 0.05620 0.29491 0.60150 � 0.93486 � 0.94334 0.31162 0.19257 1.00000
VISC (100) 0.40582 0.98133 0.99873 0.62014 0.09914 0.08393 0.22356 0.99067 0.24712 1.00000
VISC (40) 0.18922 0.89371 0.97500 0.73849 � 0.16644 � 0.18363 0.26017 0.93635 0.49708 0.96320 1.00000
M.C. Carnero / Decision Support Systems 38 (2005) 539–555550
The correlation matrix between the quantita-
tive diagnostic techniques analyzed is shown in
Table 7.
The determinant of the correlation matrix is low.
Consequently, there are high intercorrelations between
the variables. This characteristic is necessary in order
to apply factor analysis.
Due to the quantity of factors available being too
high, a factor analysis has been applied, to obtain a set
of variables that form a coherent, independent group.
Three factors get 100% of the accumulated percentage
of variance, as can be appreciated in Table 8. As a
result, only the factors with eigenvalue superior to 1
are preserved (Kaiser rule).
The rotation through varimax simplifies the results
(Table 9) and facilitates interpretation of the data. As
can be appreciated in Table 9, each variable is only
saturated in one factor and each factor has distinct
load distribution. Thus factor 1 is called contamina-
Table 8
Integration of diagnostic parameters in factors
Factor Eigenvalue Percentage of
variance
Accumulated
percentage of
variance
1 5.57269 50.7 50.7
2 4.02062 36.6 87.2
3 1.40669 12.8 100.0
4 0.00000 0.0 100.0
5 0.00000 0.0 100.0
6 0.00000 0.0 100.0
7 0.00000 0.0 100.0
8 0.00000 0.0 100.0
9 0.00000 0.0 100.0
10 0.00000 0.0 100.0
11 0.00000 0.0 100.0
tion due to the fact that it has the highest contribution
in variables such as silicon, content colour, density,
etc, which are indicative of a contamination process in
the compressor. Factor 2 is called degradation due to
its having the highest contribution of the variables
total acid number or water content which are indica-
tive of a degradation process in the lubricant with a
lack of additives. Factor 3 is called wear because it
brings together the two variables that analyzed the
wear process in the compressor such as the lead and
iron content.
The diagnostic techniques that provide more infor-
mation about the contamination, degradation and wear
process (results of factor analysis) in the compressor
are selected as alternatives. These alternatives are
introduced in the hierarchy of Fig. 2 joint with the
alternatives that give qualitative information. So, the
alternatives considered by technological level are in
Table 9
Results provided before applying a rotation through varimax
Factors
Contamination Degradation Wear
WATCONT 0.37138 0.83074 0.41466
COLOUR 0.97404 0.22638 0.00107
DENSITY 0.99987 � 0.01477 0.00615
WEAR1 0.62651 � 0.41484 0.65985
VISCINDEX 0.06332 0.99613 0.06097
TEN1 0.04859 0.99869 0.01623
WEAR2 0.24623 � 0.29375 � 0.92363
SI 0.98992 0.08373 � 0.11419
TAN 0.28052 � 0.95891 0.04237
VISC (100) 0.99929 0.03521 0.01315
VISC (40) 0.97139 � 0.23196 0.05105

Table 10
Diagnostic techniques in each technological level in a PMP based on integrating vibration and lubricant analysis
Portable system On-line system
Level 0 Level 1 Level 2 Level 3 Level 3
Content in wear and
contamination
Content in wear and
contamination metals
Content in wear and
contamination metals
Content in wear and
contamination metals
Content in wear and
contamination metals
metals Spectral analysis Spectral analysis/density
of spectral power
Spectral analysis/density
of spectral power
Vibration analysis Tendency of global
vibration value RMS
(10–1000 Hz)
Viscosity to 40 jC Viscosity to 40 and 100 jC Viscosity to 40 and 100 jC
Colour of lubricant Viscosity to 40 jC Waterfalls Waterfalls Waterfalls
Tendency of global
vibration value RMS
(10–1000 Hz)
Tendency of global
vibration value RMS
(10–1000 Hz)
Tendency of global
vibration value RMS
(10–1000 Hz)
Spike energy Spike energy Spike energy
Water content Water content Harmonic tendencies/
peak values
Cepstrum/envelope Cepstrum/envelope
Water content Water content/total
acid number
Water content/total
acid number
Time signal analysis/form
and crest factors
Time signal analysis/form
and crest factors
Polar diagram
M.C. Carnero / Decision Support Systems 38 (2005) 539–555 551
Table 10. Each of these alternatives has associated a
particular instrumentation in agreement with their
technological level.
Next, the AHP is applied.
The maximum number of alternatives permitted in
AHP is nine, and therefore, this is the number of
alternatives or diagnostic techniques considered in the
technological levels 2 and 3 of the model. Although
there are other diagnostic techniques, the more repre-
sentatives have been included.
The diagnostic techniques have been adapted to
each technological level. Thus, water content is in-
cluded in level 0 by means of visual inspection and in
level 2 by means of a Karl Fischer device. Therefore,
the results include the instrumentation needed to apply
each of the diagnostic techniques in each technolog-
ical level.
6. Results
In this section, the results of the model after
applying factor analysis to the data obtained in screw
compressors of a petrochemical plant, and by inte-
grating qualitative and quantitative variables from
lubricant and vibration analyses are presented. As
can be appreciated in Table 11, the consistency ratio
has values which are inferior to 0.1 in all the cases,
and therefore, is considered acceptable.
6.1. Portable system
6.1.1. Technological level 0 (Table 11)
The diagnostic techniques analyzed provide infor-
mation about the degradation in colour, water content
in the inspection of free water, contamination by
particles and preferably wear and anomalous mechan-
ical behaviour. The complementary nature of each
technique is demonstrated by the close preferences.
The existence of similar values recommends the
application of all the parameters to the industrial plant,
and this is beneficial when a total productive mainte-
nance is combined with a PMP.
The model selects visual inspection of particles in
lubricant and visual inspection of vibration (or use of
screwdriver), favouring the integration process of
lubricant and vibration analyses.
6.1.2. Technological level 1
Table 11 shows that the global preferences of
alternatives are very close, and therefore the use of
all the techniques applying the concept of comple-
mentarity is recommended, unless the plant is inter-
ested in a limited number of techniques, in which case

Table 11
Hierarchy of the diagnostic techniques in technological levels 0, 1, 2
and 3
Selection of diagnostic techniques in a PMP based on integrated
lubricant and vibration analyses
Diagnostic technique Instrumentation Preferences
Technological level 0
Content in wear and
contamination metals
Visual inspection of
particles in lubricant
(no instrumentation)
0.275
Vibration analysis Visual inspection/use
of screwdriver
0.275
Colour of lubricant Visual inspection
(No instrumentation)
0.225
Water content Visual inspection
(No instrumentation)
0.225
Consistency ratio = 0.00
Technological level 1
Viscosity to 40 jC Capillary viscometer 0.305
Tendency of global
vibration value RMS
(10–1000 Hz)
Vibrometer 0.262
Content in wear and
contamination metals
Stain of oil 0.229
Water content Crackle test 0.204
Consistency ratio = 0.00
Technological level 2
Spectral analysis Spectral analyzer 0.200
Waterfalls Spectral analyzer 0.180
Content in wear and
contamination metals
Particle meter 0.172
Viscosity to 40 jC Capillary viscometer 0.120
Tendency of global
vibration value rms
(10–1000 Hz)
Vibrometer/
spectral analyzer
0.087
Spike energy IRD spectral analyzer 0.077
Harmonic tendencies/
peak values
Spectral analyzer 0.068
Water content Karl Fischer 0.053
Time signal analysis/form
and crest factors
Spectral analyzer/
oscilloscope
0.044
Consistency ratio = 0.04
Technological level 3
Content in wear and
contamination metals
Spectrometer of
atomic absorption
0.224
Spectral analysis/density
of spectral power
Spectral analyzer 0.150
Viscosity to 40
and 100 jCAutomatic viscometer 0.135
Waterfalls Spectral analyzer 0.118
Water content/total
acid number
Karl Discher/tritrador 0.109
Cepstrum/envelope Advanced oscilloscope 0.080
Table 11 (continued)
Selection of diagnostic techniques in a PMP based on integrated
lubricant and vibration analyses
Diagnostic technique Instrumentation Preferences
Spike energy IRD spectral analyzer 0.071
Tendency of global
vibration value RMS
(10–1000 Hz)
Vibrometer/spectral
analyzer
0.060
Time signal
analysis/form
and crest factors
Spectral analyzer/
oscilloscope
0.052
Consistency ratio = 0.00
M.C. Carnero / Decision Support Systems 38 (2005) 539–555552
viscosity and tendencies of global vibration value
RMS between 10 and 1000 Hz can be applied. The
use of the stain of oil technique can be considered as a
support technique.
6.1.3. Technological level 2
The model supplies (see Table 11) diagnostic
techniques with quality of diagnosis and capacity
for integration with other techniques. The model
suggested the application of spectral analysis and
waterfalls, particle counting and viscosity control.
Therefore, the instrumentation required is: spectral
analyzer, particle meter and capillary viscometer.
The other alternatives have preferences inferior to
the aforementioned. It should be pointed out that the
tendency of global vibration value of RMS between
10 and 1000 Hz owes its classification to the lower
setup and maintenance cost, but considering that the
industrial plant has a high technological level, the
cost variable should not influence the selection of
alternatives.
6.1.4. Technological level 3
The classification of alternatives shown in Table
11 suggests the application of more technological
techniques to provide better quality in the diagnosis
and a superior capacity for the protection of machin-
ery, because they detect the failures and the deterio-
ration of elements and lubricants in early phases of
development. The use of spectrografy, a technique
that defines the factors that are contributing to wear
and contamination, together with spectral analysis
that detects wear effects are the techniques that
supply the most reliable and fast diagnoses. These
diagnostic techniques also provide information about

Table 12
Hierarchy of the diagnostic techniques in technological level 3 in a
PMP based on continuous integrated lubricant and vibration
analyses
Selection of diagnostic techniques in a PMP based on integrated
lubricant and vibration analyses
Diagnostic technique Instrumentation Preferences
Content in wear and
contamination metals
Spectrometer of
atomic absorption
0.222
Spectral analysis/density
of spectral power
Spectral analyzer 0.141
Viscosity to 40 and 100 jC Automatic viscometer 0.131
Waterfalls Spectral analyzer 0.121
Water content/total
acid number
Karl Fischer/tritrador 0.107
Polar diagram Continuous acquisition
system/displacement
sensors/key phasor
0.079
Cepstrum/envelope Advanced oscilloscope 0.079
Spike energy IRD spectral analyzer 0.065
Tendency of global
vibration value RMS
(10–1000 Hz)
Vibrometer/spectral
analyzer
0.055
Consistency ratio = 0.02
M.C. Carnero / Decision Support Systems 38 (2005) 539–555 553
the most suitable moment in which to carry out the
change of lubricant due to contamination or loss of
protection capacity. These techniques can be comple-
Fig. 3. Sensitivity analysis corresponding to t
mented with viscosity and waterfalls, as the model
suggests.
The model minimizes the repetitive information in
the process of selection of diagnostic techniques.
6.2. On-line system
6.2.1. Technological level 3
The procedure used is similar to that in techno-
logical level 3 in a portable system, although it
rejects the alternatives with the lower preferences
obtained in the level 3 of a PMP based on vibration
analysis. This means the analysis can be limited to
nine alternatives. As can be seen in Table 12, the
classification is very similar to that obtained in a
portable system, although the technology applied is
superior in this case, because it provides a more
exact control of the state of machinery. The quantity
of techniques applied in the plant depends on eco-
nomic variables and the criticality of industrial
machinery, which is generally very elevated in this
technological level. Therefore, the use of the follow-
ing instrumentation is suggested: spectrometer of
atomic absorption, spectral analyzer and automatic
viscometer. This allows the application of diagnostic
techniques: content in wear and contamination met-
echnological level 3 in on-line system.

M.C. Carnero / Decision Support Systems 38 (2005) 539–555554
als, spectral analysis and density of spectral power,
viscosity to 40 and 100 jC and waterfalls. The
greater weight given to the polar diagram rather than
the cepstrum/envelope is due to the capacity of the
first to provide information about the behaviour of
axis, an aspect that cannot be analyzed with any
other alternatives.
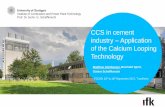
The sensitive analysis corresponding to the setup
of a PMP based on integrating lubricant and vibration
analyses provides stable results in all the technolog-
ical levels. Fig. 3 shows an example of the sensitivity
analysis corresponding to technological level 3 in an
on-line system.
7. Conclusions
In the decision support model designed, technolog-
ical and organizational issues have been incorporated
that until now had not been sufficiently researched in
the topic of a predictive maintenance program.
Vibration analysis and lubricant analysis are the
most frequently applied predictive techniques at pres-
ent, as a result of which the integration of both
techniques in a single predictive maintenance program
can provide significant benefits for the company.
A model of selection of diagnostic techniques and
instrumentation in a predictive maintenance program
(MSDT-PMP) has been developed. Factor analysis
and AHP have been combined. The model is applied
to different technological levels in PMPs based on
integrated lubricant and vibration in screw compres-
sors placed in a petrochemical plant.
The results obtained will facilitate the decision
making of the planner of the predictive maintenance
program, as well as favour the development of the
integration of predictive techniques, an aspect that
currently lacks models for making decisions, due to
the technical and organizational difficulties that its
application represents, aspects in which this article
aims to contribute.
References
[1] G. Barbara, S. Tabachnick, S. Linda, Using Multivariate Sta-
tistic, HarperColling Publishing, New York, 1983.
[2] F. Barbera, H. Schneider, E. Watson, A condition based main-
tenance model for two-unit series system, European Journal of
Operational Research 116 (1999) 281–290.
[3] P. Beltran, A. Lopez, El Mantenimiento Predictivo en aeroge-
neradores. Caso practico: estudio de averıas, Proceedings 4j-Congreso Espanol de Mantenimiento, AEM, Barcelona, 2000.
[4] J.E. Berry, Good Vibes About Oil Analysis, Practicing Oil
Analysis, J. Fitch, Tulsa, 1999 (November–December).
[5] B.K.N. Rao, Handbook of Condition monitoring, Elsevier,
Oxford, 1996.
[6] L. Borao, M. Garcıa, Mantenimiento Predictivo. Implantacion
Industrial. Implantacion de un programa predictivo, Manteni-
miento, no. 97, 1996 (Septiembre) 13–17.
[7] M.C. Carnero, Evaluacion del ciclo de vida de un Programa de
Mantenimiento Predictivo mediante tecnicas multicriterio,
Thesis, University of Castilla-La Mancha, ETSII, Ciudad
Real, 2001.
[8] M.C. Carnero, E. La Torre, M.A. Alcazar, J. Conde, Control
of wear applied to compressor: trends in lubricant analysis,
International Journal on the Science and Technology of Fric-
tion Lubrication and Wear 225–229 (1999) 905–912.
[9] A.H. Christer, W. Wang, J.M. Sharp, A state space condition
monitoring model for furnace erosion prediction and replace-
ment, European Journal of Operational Research 101 (1997)
1–14.
[10] Computational Systems Inc., PC-based integration of spectro-
graphic, Ferrographic and Vibration analysis data, P/PM Tech-
nology, 1991 (January–February).
[11] M. Cuesta, F.J. Herrero, Introduccion al Analisis Factorial,
Tutorial:DPAM#95.2, Oviedo University, 2002.
[12] D.J. Edwards, G.D. Holt, F.C. Harris, Predictive maintenance
techniques and their relevance to construction plant, Journal of
Quality in Maintenance Engineering 4 (1) (1998) 25–37.
[13] J.C. Fitch, Proactive and Predictic Strategies for Setting
Alarms and Limits of Oil Analysis, Noria, Tulsa, 1998.
[14] E. Forman, M.A. Selly, Decision by Objetives, (World Scien-
tific, London, 2001).
[15] A.K.S. Jardine, V. Makis, D. Banjevic, D. Braticevic, M.
Ennis, A decision optimization model for condition-based
maintenance, Journal of Quality in Maintenance Engineering
4 (2) (1998) 115–121.
[16] A.K.S. Jardine, T. Joseph, D. Banjevic, Optimizing condition-
based maintenance decisions for equipment subject to vibration
monitoring, Journal of Quality in Maintenance Engineering 5
(3) (1999) 192–202.
[17] B. Johnson, Oil Analysis Success at A Power Generation
Station, Practicing Oil Analysis, J. Fitch, Tulsa, 1998 (July–
August).
[18] V. Kakkar, Ontario power generation’s nanticoke power plant
vol. 20, no. 4, Orbit, Bently, NV, 1999.
[19] G.M. Knapp, R. Javadpour, H. Wang, An ARTMAP neural
networkbased machine condition monitoring system, Journal
of Quality in Maintenance Engineering 6 (2) (2000) 86–105.
[20] T. Lund-Hansen, Innovate conditionmonitoringmethodologies
for improved plant economics, Proceedings del Sixteenth An-
nual Meeting and Seminar of Canadian Machinery Vibration
Association (CMVA), Toronto, Canada, 1997 (November).
[21] M. Lupinucci, J.G. Perez Davila, L. Tiseyra, Improving sheet

M.C. Carnero / Decision Support Systems 38 (2005) 539–555 555
metal quality and producto throughput with bently’s machinery
management system vol. 21, no. 3, Orbit, Bently, NV, 2000.
[22] K. Mobley, Why predictive programs fail, Plant Services,
1997 (October).
[23] K. Mobley, Predictive maintenance equipment, The 1998
CMMS, PM/PdM Handbook, Putman publishing, Itasca, IL,
1998.
[24] Nasa, Appendix H. Predictive Testing and Inspection, Work-
ing paper, Nasa handbook, Octubre, 1994.
[25] B. Johnson, Oil analysis success at a Power Generation Sta-
tion, Practicing Oil Analysis, J. Fitch, Tulsa, 1998 (July–
August).
[26] Preditec, Curso de Introduccion al Analisis Predictivo de Lu-
bricantes, Zaragoza, Julio, 1997.
[27] C.E. Reese, C.H. Lochmuller, Introduction to Factor Analysis,
Duke University, Durham, 1994.
[28] T.L. Saaty, The Analytic Hierarchy Process, McGraw Hill,
New York, 1980.
[29] H. Saranga, Relevant condition-parameter strategy for an ef-
fective condition-based maintenance, Journal of Quality in
Maintenance Engineering 8 (1) (2002) 92–105.
[30] D.J. Sherwin, B. Al-Najjar, Practical models for condition
monitoring inspection intervals, Journal of Quality in Main-
tenance Engineering 5 (3) (1999) 203–220.
[31] H.A. Taha, Investigacion de operaciones, Una introduccion,
Pearson, Mexico, 1998.
[32] E. Triantaphyllou, S.H. Mann, Using the analytic hierarchy
process for decision making In engineering applications: some
challenges, International Journal of Industrial Engineering:
Applications and Practice 2 (1) (1995) 35–44.
[33] E. Triantaphyllou, F.A. Lootsma, P.M. Pardalos, S.H. Mann,
On the evaluation and application of different scales for quan-
tifying pairwise comparisons in Fuzzy Sets, Journal of Multi-
Criteria Decision Analysis 3 (3) (1994) 133–155.
[34] E. Triantaphyllou, B. Kovalerchuck, L.J.R. Mann, J. Knapp,
Determining the most important criteria in maintenance deci-
sion making, Journal of Quality in Maintenance Engineering 3
(1) (1997) 16–28.
[35] D.D. Troyer, Let’s Integrate Oil Analysis and Vibration Anal-
ysis, Practicing Oil Analysis, J. Fitch, Tulsa, 1998 (July–
August).
[36] A.H.C. Tsang, Strategic dimensions of maintenance manage-
ment, Journal of Quality in Maintenance Engineering 8 (1)
(2002) 7–39.
[37] A. Valverde, Analisis de la disponibilidad de los equipos di-
namicos y su incidencia en el mantenimiento en plantas in-
dustriales, Thesis, UNED, 1994.
[38] J.M. Villar, L.O. Masson, J.A. Gomes, Proactive mainte-
nance—a successful history vol. 21 no. 3, Orbit, Bently,
NV, 2000.
[39] Wearcheck. http://www.wearcheck.com/info/about_interpreta-
tion.asp, (2003).
[40] J.W. Weyerhaeuser, Bearing Failures Dry Up at Weyerhaeuser,
Practicing Oil Analysis, J. Fitch, Tulsa, 2000 (March–April).
Ma. C. Carnero Moya received her PhD from the University of
Castilla-La Mancha. Her research interests are in decision support
systems, multiple criteria decision making, evaluation system of
maintenance policies and in the theories and applications of condi-
tion based maintenance. She has published in different journals
including International Journal of Lubrication and Wear and Quality
Progress. She is a professor in the Technical School of Industrial
Engineering (University of Castilla-La Mancha), and has partici-
pated in some project about Condition Based Maintenance, sup-
ported by the European Union and Regional Administration.
Top Related