







Languages
Pages
Legal


FACULTY OF SCIENCES AND TECHNOLOGY – DEPARTMENT OF MECHANICAL ENGINEERING
UNIVERSITY OF COIMBRA

08/02/2012 2
CEMUC, Centro de Engenharia Mecânica da Universidade de Coimbra, Rua Luís Reis Santos, 3030-788 Coimbra, Portugal
FACULTY OF SCIENCESAND TECHNOLOGYUNIVERSITY OF COIMBRA
FCTUC
Production and Design
Structural Integrity Smart Industrial Robotics and Management Experimental and Computer Aided Technology
Micro and Nanotechnology
Surface Engineering Nanomaterials and Microfabrication Sensors and Nanoelectrochemistry.
"Excellent" (1999, 2003, 2007)

08/02/2012 3
FRICTION STIR WELDING
FORTAB – Formability of Friction Stir Welded Tailored Blanks. Project: POCI/EME/57623/2004.
FTD – Friction Stir Welding Tool Design. Project: PTDC/EME-TME/69999/2006.
Smart Friction – Development of an intelligent system for automatic selection of FSW process parameters. QREN Project: 13-05-04-FDR-00046 (IDEIA/POCI 2010).
FADO – Al-Cu joining using Friction Stir BasedTechniques. European Project .
STIRDESIRE - Development of solid state processing solutions for design and architecture. European Project.
PROJECTOS DE INVESTIGAÇÃO

08/02/2012 4
FRICTION STIR WELDING
FORMAÇÃO
Doutoramentos
Rui Manuel Ferreira Leal: Soldadura por Fricção Linear de Elementos de Baixa Espessura – Ligações homogéneas e Heterogéneas. Universidade de Coimbra.
Carlos Miguel Almeida Leitão: Influência dos parâmetros de processo na formação das soldaduras por fricção linear. Universidade de Coimbra.
Ivan Rodolfo Pereira Garcia de Galvão: Soldadura Heterogénea por Fricção Linear –Aplicação às ligas de alumínio e de cobre. Universidade de Coimbra.
Aurelio Tronci: Statistical Approach on the Mechanical Characterization of AA2XXX Friction Stir Welded But Joints. Università degli Studi di Cagliari, Sardenha, Itália.
Noushin Yasavol: Microstructural Changes During Laser Melting and Friction Stir Processing of Tool Steels. Tarbiat Modares University, Teerão, Irão.
Hamed Jamshidi Aval: Dissimilar friction stir welding of AA5086‐AA6061 aluminiumalloys. Sharif University Of Technology, Teerão, Irão.

08/02/2012 5
FRICTION STIR WELDING
FORMAÇÃO NÃO-GRADUADA
MESTRADOSJosé Carlos de Sousa Tavares: Desenvolvimento e teste de um sistema para ensaios em corte de
materiais metálicos. Universidade de Coimbra.Alexandre Manuel Mano Lopo: Caracterização microstructural de soldaduras em estado sólido na liga
AA 5083. Universidade de Coimbra.Flávio Daniel Relvas Marques: Formação de Estruturas Frágeis em Soldaduras Heterogéneas de
Alumínio e Cobre. Universidade de Coimbra.João Pedro Sobral Amaro: Caracterização mecânica de materiais metálicos com recurso ao ensaio de
corte. Universidade de Coimbra.
ESTÁGIOS DE INVESTIGAÇÃO (IASTE)Thomas Puhringer, Bolseiro IASTE (PT/08/57), proveniente da Áustria. Optimization of
FSW tools. Rogelio McKenzie, Bolseiro IASTE (PT/09/22), proveniente do Panamá. Friction Stir
Welding of the AA 5083 aluminium alloy.Bokai Zhang, Bolseiro IASTE (PT/09/23), proveniente de Macau, China. Numerical
simulation of the deep drawing process of Tailor Welded Blanks ‐ influence of material mismatch.

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS
FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DEESTRUTURAS LIGEIRAS
Dulce Maria Esteves Rodrigues
CEMUC, Department of Mechanical Engineering, University of Coimbra, Rua Luís Reis Santos, 3030-788 Coimbra, Portugal
6
FRICTION STIR WELDING – UNA CONTRIBUCIÓN PARA LA PRODUCCIÓN DEESTRUCTURAS LIGERAS
FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS
ESTRUTURAS LIGEIRAS
- CHAPAS FINAS- MATERIAIS LEVES - ALUMÍNIO "Copyright Porsche AG. Image
used with permission from Porsche AG"

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS 8
ESTRUTURAS LIGEIRAS
SOLDADURA DIFICULDADES EVITAR DISTORÇÕES
REQUERIM
ENTO
SAD
ICIONAIS
CARACTERISTICAS PLÁSTICAS SATISFATÓRIAS
EMBUTIDURA SOLDADURA
TAILOR WELDED BLANKS
EMBUTIDURASOLDADURA

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS
TAILOR WELDED BLANKS
MATERIAIS – LIGAS DE ALUMÍNIO- AA 5182 – H111
- AA 6016 – T4 AA 6016
AA 5182
0
50
100
150
200
250
300
350
400
0 0,1 0,2 0,3
TEN
SÃO
(MPA
)DEFORMAÇÃO
A5182 A5182
A6016 A 6016
A5182 A6016
S55
S66
D56

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS 10
FRICTION STIR WELDINGVelocidade de soldadura (v)
Velocidade de rotação(w)
Ângulo de inclinação
FERRAMENTA 1 180 mm/min 1800 rpm 2.5º
FERRAMENTA 2 320 mm/min 1120 rpm 0º
FERRAMENTA 1Cónica
FERRAMENTA 2Estriada
DS
DP
º

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS 11
SOLDADURAS - MORFOLOGIAFERRAMENTACónica
FERRAMENTAEstriada
QUENTE
FRIA
A5182 A616 D56

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS 12
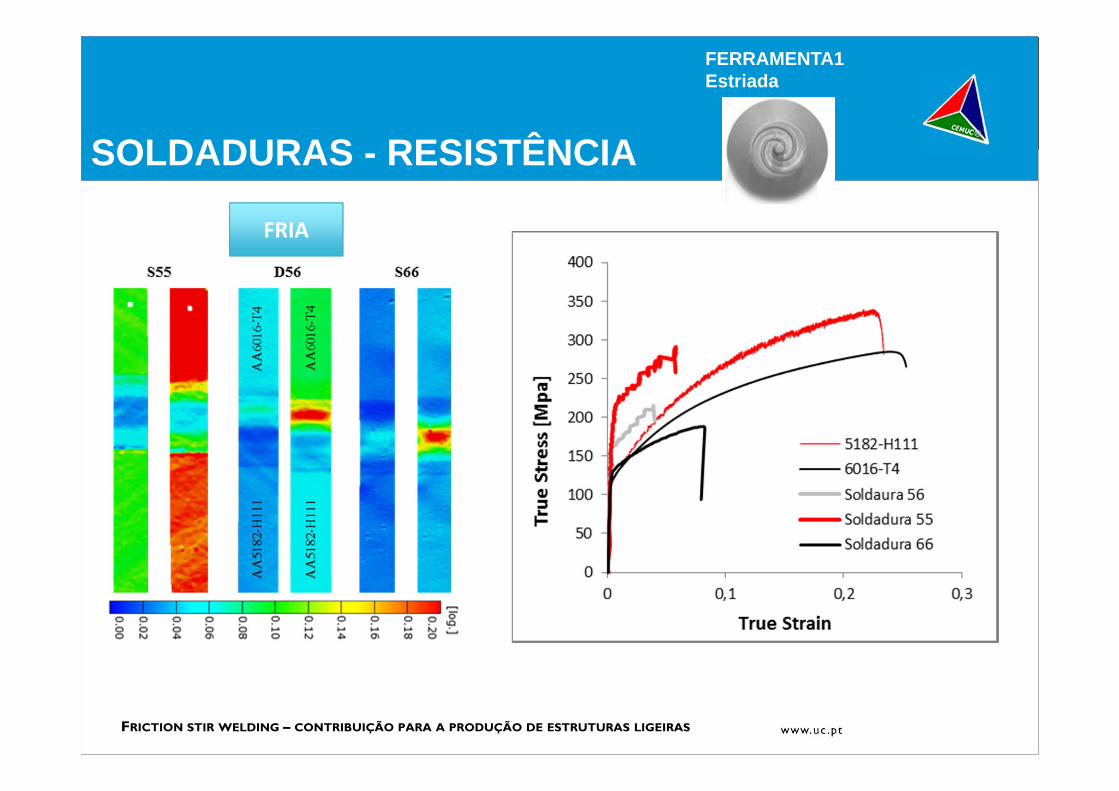
SOLDADURAS - RESISTÊNCIA
Ensaios de TracçãoAquisição de deformações utilizando Digital Image Corelation

08/02/2012 13
SOLDADURAS - RESISTÊNCIA
FERRAMENTACónica
QUENTE
S55 D56 S66
FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS
SOLDADURAS - RESISTÊNCIA
FERRAMENTA1Estriada
FRIA

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS 15
SOLDADURAS - FORMABILIDADE
A5182 A5182
A6016 A 6016
A5182 A616
S55
S66
D56
Diâmetro do esboços: 200 e 180 mm

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS 16
SOLDADURAS - FORMABILIDADEAA 5182 – H111
AA 6016 – T4
Diâmetro do esboços: 200 mm
QUENTE

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS
Diâmetro do esboços: 180 mm
A5182 A616
SOLDADURAS - FORMABILIDADE
FRIA

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS 18
SOLDADURAS - FORMABILIDADE
Malha de Elementos Finitos
Modelo da Ferramenta

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS 19
SOLDADURAS - FORMABILIDADE

FRICTION STIR WELDING – CONTRIBUIÇÃO PARA A PRODUÇÃO DE ESTRUTURAS LIGEIRAS
SOLDADURAS - FORMABILIDADE
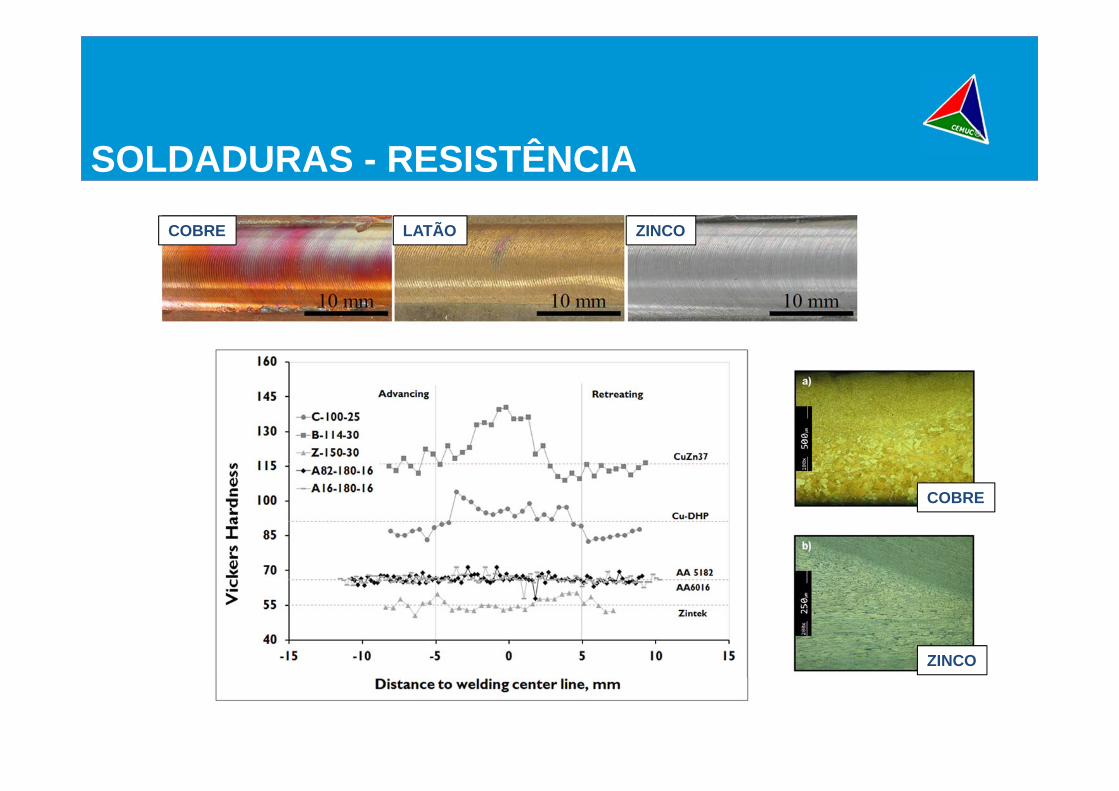
SOLDADURAS - RESISTÊNCIACOBRE ZINCOLATÃO
COBRE
ZINCO

SOLDADURAS - RESISTÊNCIAAA 5182-H111 (a), AA 6016-T4 (b), copper (c),
brass (d) and zinc (e)

SOLDADURAS - RESISTÊNCIAAA 5182-H111
Velocidade de soldadura (v)
Velocidade de rotação(w)
160 mm/min320 mm/min640 mm/min
1120 rpm
40
45
50
55
60
65
70
75
80
85
90
95
100
-10 -8 -6 -4 -2 0 2 4 6 8 10
Vick
ers H
ardn
ess (
HV
0.05
)
Distance to welding center line (mm)
C10-1800_160 S14-1120-320-FS14-1120-640 S14-1120-320-PAA 5182
C14
Advancing Retreating
C10
S14
40
45
50
55
60
65
70
75
80
85
90
95
100
-10 -8 -6 -4 -2 0 2 4 6 8 10
Vick
ers H
ardn
ess (
HV
0.05
)
Distance to welding center line (mm)
C10-1800_160 S14-1120-320-FS14-1120-640 S14-1120-320-PAA 5182
C14
Advancing Retreating
C10
S14
Velocidade de soldadura (v)
Velocidade de rotação(w)
160 mm/min 1800 rpm

08/02/2012 24
FACULTY OF SCIENCESAND TECHNOLOGYUNIVERSITY OF COIMBRA
FCTUC
UNIVERSITY OF COIMBRA
Obrigada pela vossa atenção
Top Related