







Languages
Pages
Legal


Solid carbide end millsIndexable end m
ills

w
Interchangeable headmodular end mills
Interchangeable head solid carbide end mills
New interchangeable head module end mill series combine the
advantages of solid carbide end mills and interchangeable head
tools, achieving high precision, high rigidity, and high efficiency.There
are three types of head: flat nose, ball nose, R nose.
Case
Workpiece material:718H(HRC35)
Operation side milling,
Tool head:Q10-PM-4E-D16.0
Tool shank:G16-QCH-Q10-120C
Cutting method:Side milling, wet
Machine: Vertical machine center
Cutting data:V(SFPM)=640,fz=0.002in/z,
ap=0.315in,ae=0.016in
High precision, excellent surface quality
Tool shank and indexable endmills all with internal cooling hole (except for single piece finishing ball nose end mills).
Thead connection Q08、Q10、Q12、Q14、Q18 to select from.
Steel tool holder, solid carbide tool holder for chosen.
Solid carbide shock resistance shank for all purposes can be used in large overhang,
Use one tool shank for multiple procedures from rough to finish machining. One tool for multiple uses in its true sense.
A
General interchangeable head shank

w
Thread connector
High precision, double thread,
conical surface contact, giving
good precision and stability .
Ensuring perfect combination
of tool head and shank
High accuracy locating surface
Interchangeable head
interchangeable head indexable end mills
Covering milling operations in a variety of fields,e.g.die
manufacturing, automobile manufacturing, energy and
wind power, aero space. Single-edge finish milling ball-
nose interchangeable-head, Toroid head, interchangeable
head for multiple purpose end mills, interchabeable head
for high feed end mills (W-shaped inserts), interchabeable
head for high feed end mills (S-shaped inserts).
Q10-PM-4E-D16.0GM-4E-D16.0
9.84 19.68 29.52 39.36 49.20 59.04 68.88
Cutting length(ft)
0.8
0.6
0.5
0.4
0
Ra
(μm
)
New interchangeable head module endmills, with high precision, excellent
surface quality, equal with solid carbide endmills.
A
B
B

2
Interchangeable head modular end mills
SpecificationBasicdimension(inch) Interface type
(MD)No. of teeth
Nose chamfer
Helical angleØD1 ØD2 L Ap
Q08-PM-4E-1/2" 0.5" 0.453" 0 .67" 0.276" Q08 4 0.004"×45° 38°
Q10-PM-4E-5/8" 0.625" 0.598" 0.846" 0.354" Q10 4 0.004"×45° 38°
Q12-PM-4E-3/4" 0.75" 0.724" 1.004" 0 .433" Q12 4 0.006"×45° 38°
Q14-PM-4E-1" 1.00" 0.945" 1.240" 0.531" Q14 4 0.006"×45° 38°
Q18-PM-4E-5/4" 1.25" 1.181" 1.417" 0.669" Q18 4 0.006"×45° 38°
SpecificationBasicdimension(inch) Interface type
(MD)No. of teeth
Helical angleØD1 ØD2 L Ap R
Q08-PM-2B-1/2" 0.5" 0.453" 0.67" 0.276" 0.25"Q08
2 38°
Q08-PM-4B-1/2" 0.5" 0.453" 0.67" 0.276" 0.25" 4 30°
Q10-PM-2B-5/8" 0.625" 0.598" 0.846" 0.354" 0.313"Q10
2 38°
Q10-PM-4B-5/8" 0.625" 0.598" 0.846" 0.354" 0.313" 4 30°
Q12-PM-2B-3/4" 0.75" 0.724" 1.004" 0.433" 0.375"Q12
2 38°
Q12-PM-4B-3/4" 0.75" 0.724" 1.004" 0.433" 0.375" 4 30°
Q14-PM-2B-1" 1.00" 0.945" 1.240" 0.531" 0.5"Q14
2 38°
Q14-PM-4B-1" 1.00" 0.945" 1.240" 0.531" 0.5" 4 30°
Q18-PM-2B-5/4" 1.25" 1.181" 1.417" 0.669" 0.625"Q18
2 38°
Q18-PM-4B-5/4" 1.25" 1.181" 1.417" 0.669" 0.625" 4 30°
PM series flat nose modular heads
PM series ball nose modular heads
D1≤12 0-0.020D1>12 0-0.030
22
AP
R
1
D1≤20 ±0.010D1>20 ±0.020D
Coating TiAlN
NaNo
D1≤12 0-0.020D1>12 0-0.030D
Coating TiAlN
NaNo
R
Side milling
Profile milling Cavity milling Spherical groove milling
Step milling Rectangulargroove milling
AP
1
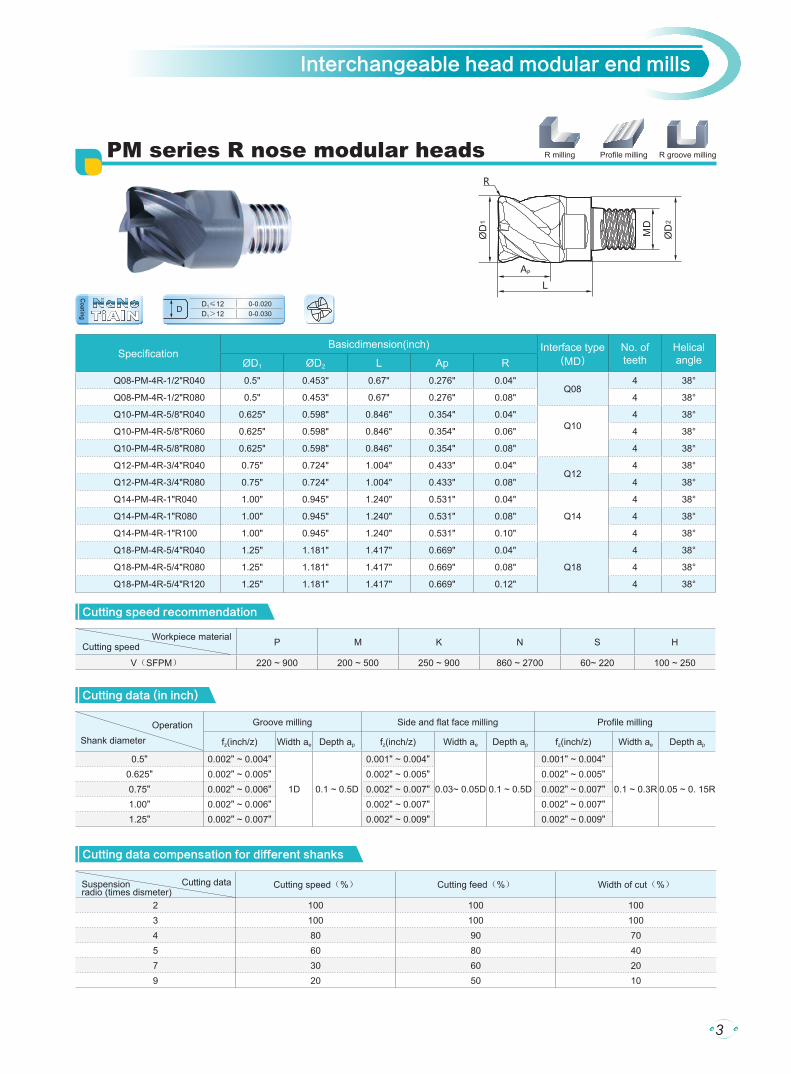
3
Interchangeable head modular end mills
SpecificationBasicdimension(inch) Interface type
(MD)No. of teeth
Helical angleØD1 ØD2 L Ap R
Q08-PM-4R-1/2"R040 0.5" 0.453" 0.67" 0.276" 0.04"Q08
4 38°
Q08-PM-4R-1/2"R080 0.5" 0.453" 0.67" 0.276" 0.08" 4 38°
Q10-PM-4R-5/8"R040 0.625" 0.598" 0.846" 0.354" 0.04"Q10
4 38°
Q10-PM-4R-5/8"R060 0.625" 0.598" 0.846" 0.354" 0.06" 4 38°
Q10-PM-4R-5/8"R080 0.625" 0.598" 0.846" 0.354" 0.08" 4 38°
Q12-PM-4R-3/4"R040 0.75" 0.724" 1.004" 0.433" 0.04"Q12
4 38°
Q12-PM-4R-3/4"R080 0.75" 0.724" 1.004" 0.433" 0.08" 4 38°
Q14-PM-4R-1"R040 1.00" 0.945" 1.240" 0.531" 0.04"
Q14
4 38°
Q14-PM-4R-1"R080 1.00" 0.945" 1.240" 0.531" 0.08" 4 38°
Q14-PM-4R-1"R100 1.00" 0.945" 1.240" 0.531" 0.10" 4 38°
Q18-PM-4R-5/4"R040 1.25" 1.181" 1.417" 0.669" 0.04"
Q18
4 38°
Q18-PM-4R-5/4"R080 1.25" 1.181" 1.417" 0.669" 0.08" 4 38°
Q18-PM-4R-5/4"R120 1.25" 1.181" 1.417" 0.669" 0.12" 4 38°
2
PM series R nose modular heads
AP
1
Cutting speed recommendation
Cutting data (in inch)
Cutting data compensation for different shanks
P M K N S H
V(SFPM) 220 ~ 900 200 ~ 500 250 ~ 900 860 ~ 2700 60~ 220 100 ~ 250
Cutting speed(%) Cutting feed(%) Width of cut(%)
2 100 100 1003 100 100 1004 80 90 705 60 80 407 30 60 209 20 50 10
Groove milling Side and flat face milling Profile milling
fz(inch/z) Width ae Depth ap fz(inch/z) Width ae Depth ap fz(inch/z) Width ae Depth ap
0.5" 0.002" ~ 0.004"
1D 0.1 ~ 0.5D
0.001" ~ 0.004"
0.03~ 0.05D 0.1 ~ 0.5D
0.001" ~ 0.004"
0.1 ~ 0.3R 0.05 ~ 0. 15R0.625" 0.002" ~ 0.005" 0.002" ~ 0.005" 0.002" ~ 0.005"0.75" 0.002" ~ 0.006" 0.002" ~ 0.007" 0.002" ~ 0.007"1.00" 0.002" ~ 0.006" 0.002" ~ 0.007" 0.002" ~ 0.007"1.25" 0.002" ~ 0.007" 0.002" ~ 0.009" 0.002" ~ 0.009"
Workpiece material
Cutting data
Operation
Cutting speed
Suspensionradio (times dismeter)
Shank diameter
Coating TiAlN
NaNo D1≤12 0-0.020D1>12 0-0.030D
R milling Profile milling R groove milling
R

4
Interchangeable head modular end mills
HMX series flat nose modular heads
HMX series ball nose modular heads
D1≤12 0-0.020D1>12 0-0.030
D1≤12 0-0.020D1>12 0-0.030
D1≤20 ±0.010D1>20 ±0.020
D
D R
Coating TiAIXN
NaNo
Coating TiAIXN
NaNo
Side milling
Profile milling Cavity milling
Step milling
AP
1
SpecificationBasicdimension(inch) Interface type
(MD)No. of teeth
Nose chamfer
Helical angleØD1 ØD2 L Ap
Q08-HMX-4E-1/2" 0.5" 0.453" 0.67" 0.276" Q08 4 0.004"×45° 38°
Q10-HMX-4E-5/8" 0.625" 0.598" 0.846" 0.354" Q10 4 0.004"×45° 38°
Q12-HMX-4E-3/4" 0.75" 0.724" 1.004" 0.433" Q12 4 0.006"×45° 38°
Q14-HMX-4E-1" 1.00" 0.945" 1.240" 0.531" Q14 4 0.006"×45° 38°
Q18-HMX-4E-5/4" 1.25" 1.181" 1.417" 0.669" Q18 4 0.006"×45° 38°
SpecificationBasicdimension(inch) Interface type
(MD)No. of teeth
Helical angleØD1 ØD2 L Ap R
Q08-HMX-2B-1/2" 0.5" 0.453" 0.67" 0.276" 0.25"Q08
2 38°
Q08-HMX-4B-1/2" 0.5" 0.453" 0.67" 0.276" 0.25" 4 30°
Q10-HMX-2B-5/8" 0.625" 0.598" 0.846" 0.354" 0.313"Q10
2 38°
Q10-HMX-4B-5/8" 0.625" 0.598" 0.846" 0.354" 0.313" 4 30°
Q12-HMX-2B-3/4" 0.75" 0.724" 1.004" 0.433" 0.375"Q12
2 38°
Q12-HMX-4B-3/4" 0.75" 0.724" 1.004" 0.433" 0.375" 4 30°
Q14-HMX-2B-1" 1.00" 0.945" 1.240" 0.531" 0.5"Q14
2 38°
Q14-HMX-4B-1" 1.00" 0.945" 1.240" 0.531" 0.5" 4 30°
Q18-HMX-2B-5/4" 1.25" 1.181" 1.417" 0.669" 0.625"Q18
2 38°
Q18-HMX-4B-5/4" 1.25" 1.181" 1.417" 0.669" 0.625" 4 30°
2
AP
1 2
R

5
Interchangeable head modular end mills
Coating TiAIXN
NaNo
HMX series R nose modular heads
Cutting speed(%) Cutting feed(%) Width of cut(%)
2 100 100 1003 100 100 1004 80 90 705 60 80 407 30 60 209 20 50 10
AP
1 2
D1≤12 0-0.020D1>12 0-0.030
D
Side and flat face milling Profile milling
fz(inch/z) Width ae Depth ap fz(inch/z) Width ae Depth ap
0.5" 0.001" ~ 0.003"
0.02~ 0.05D 0.1 ~ 0.5D
0.002" ~ 0.006" 0.3R 0.1R0.625" 0.001" ~ 0.003" 0.003" ~ 0.007" 0.35R 0.1R0.75" 0.002" ~ 0.003" 0.004" ~ 0.009" 0.4R 0.1R1.00" 0.002" ~ 0.003" 0.005" ~ 0.010" 0.5R 0.12R1.25" 0.002" ~ 0.004" 0.006" ~ 0.012" 0.6R 0.12R
OperationShank diameter
H(40 - 50HRC) H(50 - 60HRC) H(60 - 68HRC)
V(SFPM) 850 ~ 1000 500 ~ 700 300 ~ 650
Workpiece materialCutting speed
R milling Profile milling
Cutting speed recommendation
Cutting data (in inch)
Cutting data compensation for different shanks
Cutting dataSuspensionradio (times dismeter)
SpecificationBasicdimension(inch) Interface type
(MD)No. of teeth
Helical angleØD1 ØD2 L Ap R
Q08-HMX-4R-1/2"R040 0.5" 0.453" 0.67" 0.276" 0.04"Q08
4 38°
Q08-HMX-4R-1/2"R080 0.5" 0.453" 0.67" 0.276" 0.08" 4 38°
Q10-HMX-4R-5/8"R040 0.625" 0.598" 0.846" 0.354" 0.04"Q10
4 38°
Q10-HMX-4R-5/8"R060 0.625" 0.598" 0.846" 0.354" 0.06" 4 38°
Q10-HMX-4R-5/8"R080 0.625" 0.598" 0.846" 0.354" 0.08" 4 38°
Q12-HMX-4R-3/4"R040 0.75" 0.724" 1.004" 0.433" 0.04"Q12
4 38°
Q12-HMX-4R-3/4"R080 0.75" 0.724" 1.004" 0.433" 0.08" 4 38°
Q14-HMX-4R-1"R040 1.00" 0.945" 1.240" 0.531" 0.04"
Q14
4 38°
Q14-HMX-4R-1"R080 1.00" 0.945" 1.240" 0.531" 0.08" 4 38°
Q14-HMX-4R-1"R100 1.00" 0.945" 1.240" 0.531" 0.10" 4 38°
Q18-HMX-4R-5/4"R040 1.25" 1.181" 1.417" 0.669" 0.04"
Q18
4 38°
Q18-HMX-4R-5/4"R080 1.25" 1.181" 1.417" 0.669" 0.08" 4 38°
Q18-HMX-4R-5/4"R120 1.25" 1.181" 1.417" 0.669" 0.12" 4 38°
R
Interchangeable head indexable end mills
6
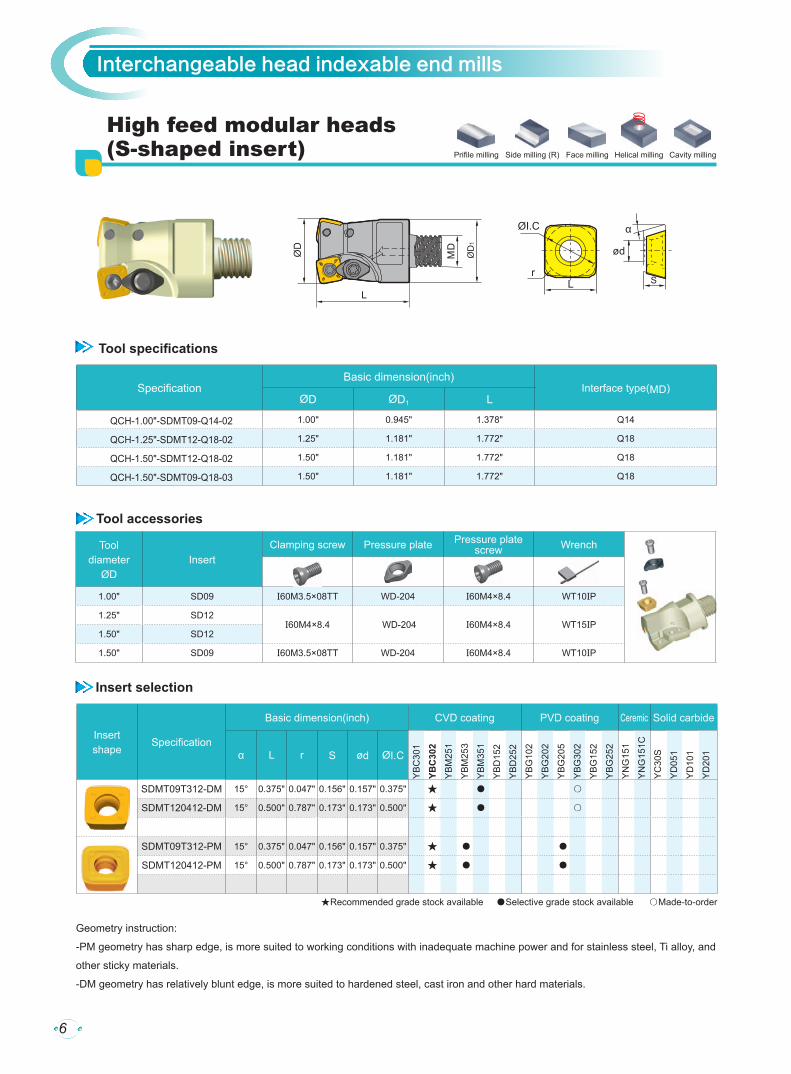
SpecificationBasic dimension(inch)
Interface type(MD)ØD ØD1 L
QCH-1.00"-SDMT09-Q14-02 1.00" 0.945" 1.378" Q14
QCH-1.25"-SDMT12-Q18-02 1.25" 1.181" 1.772" Q18
QCH-1.50"-SDMT12-Q18-02 1.50" 1.181" 1.772" Q18
QCH-1.50"-SDMT09-Q18-03 1.50" 1.181" 1.772" Q18
Tool diameter
ØDInsert
Clamping screw Pressure plate Pressure platescrew Wrench
1.00" SD09 I60M3.5×08TT WD-204 I60M4×8.4 WT10IP
1.25" SD12I60M4×8.4 WD-204 I60M4×8.4 WT15IP
1.50" SD12
1.50" SD09 I60M3.5×08TT WD-204 I60M4×8.4 WT10IP
Tool accessories
High feed modular heads (S-shaped insert)
rL
α
ød
ØI.C
Insertshape
Specification
Basic dimension(inch) CVD coating PVD coating Ceremic Solid carbide
α L r S ød ØI.C
SDMT09T312-DM 15° 0.375" 0.047" 0.156" 0.157" 0.375" ★ ● ○
SDMT120412-DM 15° 0.500" 0.787" 0.173" 0.173" 0.500" ★ ● ○
SDMT09T312-PM 15° 0.375" 0.047" 0.156" 0.157" 0.375" ★ ● ●
SDMT120412-PM 15° 0.500" 0.787" 0.173" 0.173" 0.500" ★ ● ●
★Recommended grade stock available ●Selective grade stock available ○Made-to-order
YB
C30
1
YBC
302
YB
M25
1
YB
M25
3
YB
M35
1
YB
D15
2
YB
D25
2
YB
G10
2
YB
G20
2
YB
G20
5
YB
G30
2
YB
G15
2
YB
G25
2
YN
G15
1
YN
G15
1C
YC
30S
YD
051
YD
101
YD
201
Geometry instruction:
-PM geometry has sharp edge, is more suited to working conditions with inadequate machine power and for stainless steel, Ti alloy, and
other sticky materials.
-DM geometry has relatively blunt edge, is more suited to hardened steel, cast iron and other hard materials.
Insert selection
Tool specifications
Prifile milling Face milling Helical milling Cavity millingSide milling (R)

Interchangeable head indexable end mills
7
Tool diameter
ØDInsert
Clamping screw Pressure plate Wrench
0.75" WP05 I60M3.5×08TT -- WT10P
1.00" WP06 I60M4×8.4 -- WT15P
1.25" WP06 I60M4×8.4 -- WT15P
1.50" WP08 I60M5×13 WD-208 WT20IT
1.50" WP06 I60M4×8.4 -- WT15P
SpecificationBasic dimension(inch)
Interface type(MD) FigØD ØD1 L
QCH-0.75"-WPGT05-Q12-02 0.75" 0.724" 1.181" Q12 1
QCH-1.00"-WPGT06-Q14-02 1.00" 0.945" 1.378" Q14 1
QCH-1.25"-WPGT06-Q18-03 1.25" 1.181" 1.772" Q18 1
QCH-1.50"-WPGT08-Q18-02 1.50" 1.181" 1.772" Q18 2
QCH-1.50"-WPGT06-Q18-03 1.50" 1.181" 1.772" Q18 1
Tool specifications
Tool accessories
High feed modular heads(W-shaped insert)
α
rød
ØI.C
Prifile milling Face milling Helical milling Cavity millingSide milling (R)
Fig 1
Fig 2
Interchangeable head indexable end mills
8
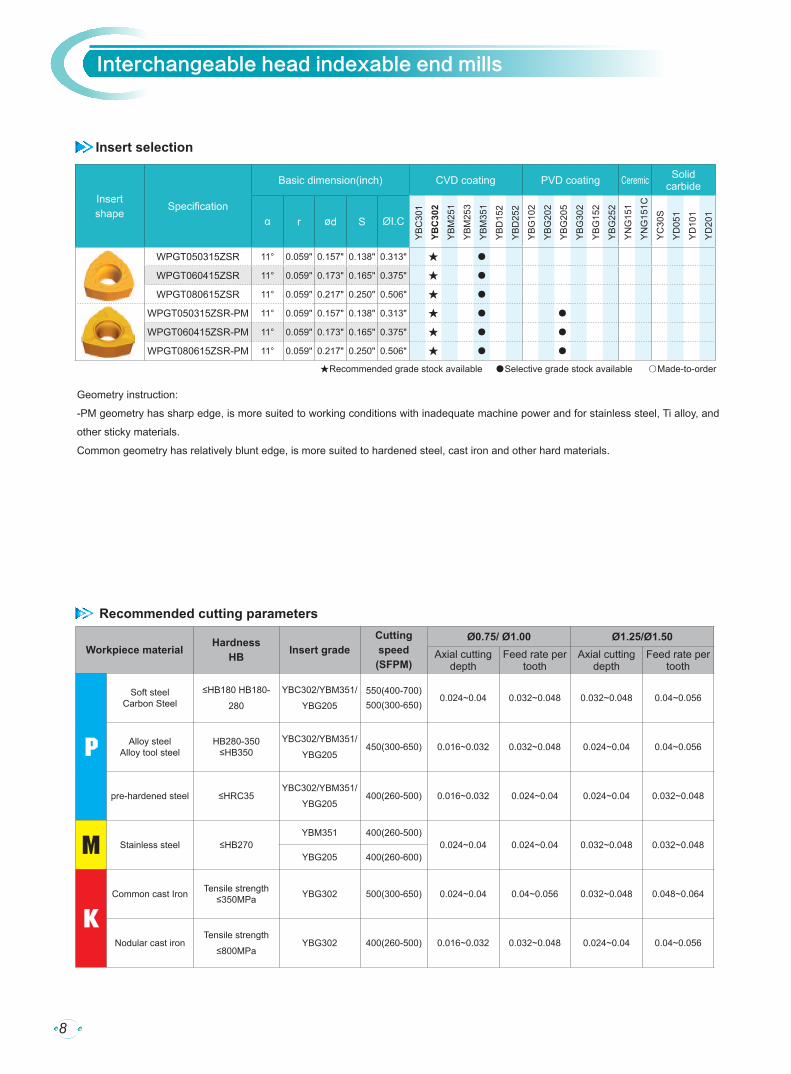
Insertshape
Specification
Basic dimension(inch) CVD coating PVD coating Ceremic Solid carbide
α r ød S ØI.C
WPGT050315ZSR 11° 0.059" 0.157" 0.138" 0.313" ★ ●
WPGT060415ZSR 11° 0.059" 0.173" 0.165" 0.375" ★ ●
WPGT080615ZSR 11° 0.059" 0.217" 0.250" 0.506" ★ ●
WPGT050315ZSR-PM 11° 0.059" 0.157" 0.138" 0.313" ★ ● ●
WPGT060415ZSR-PM 11° 0.059" 0.173" 0.165" 0.375" ★ ● ●
WPGT080615ZSR-PM 11° 0.059" 0.217" 0.250" 0.506" ★ ● ●
★Recommended grade stock available ●Selective grade stock available ○Made-to-order
YB
C30
1
YBC
302
YB
M25
1
YB
M25
3
YB
M35
1
YB
D15
2
YB
D25
2
YB
G10
2
YB
G20
2
YB
G20
5
YB
G30
2
YB
G15
2
YB
G25
2
YN
G15
1
YN
G15
1C
YC
30S
YD
051
YD
101
YD
201
Geometry instruction:
-PM geometry has sharp edge, is more suited to working conditions with inadequate machine power and for stainless steel, Ti alloy, and
other sticky materials.
Common geometry has relatively blunt edge, is more suited to hardened steel, cast iron and other hard materials.
Insert selection
Workpiece material Hardness HB Insert grade
Cutting speed(SFPM)
Ø0.75/ Ø1.00 Ø1.25/Ø1.50Axial cutting
depthFeed rate per
toothAxial cutting
depthFeed rate per
tooth
P
Soft steelCarbon Steel
≤HB180 HB180-
280
YBC302/YBM351/
YBG205550(400-700)500(300-650)
0.024~0.04 0.032~0.048 0.032~0.048 0.04~0.056
Alloy steelAlloy tool steel
HB280-350 ≤HB350
YBC302/YBM351/
YBG205450(300-650) 0.016~0.032 0.032~0.048 0.024~0.04 0.04~0.056
pre-hardened steel ≤HRC35YBC302/YBM351/
YBG205400(260-500) 0.016~0.032 0.024~0.04 0.024~0.04 0.032~0.048
M Stainless steel ≤HB270YBM351 400(260-500)
0.024~0.04 0.024~0.04 0.032~0.048 0.032~0.048YBG205 400(260-600)
KCommon cast Iron Tensile strength
≤350MPa YBG302 500(300-650) 0.024~0.04 0.04~0.056 0.032~0.048 0.048~0.064
Nodular cast ironTensile strength
≤800MPaYBG302 400(260-500) 0.016~0.032 0.032~0.048 0.024~0.04 0.04~0.056
Recommended cutting parameters

Interchangeable head indexable end mills
9
Tool diameter
ØD Insert
Screw Wrench
0.625" AP11
I60M2.5×5.5 WT07IP0.75" AP11
1.00" AP11
1.00" AP16I60M4×8.4 WT15IP
1.25" AP16
SpecificationBasic dimension(inch)
Interface type(MD)ØD ØD1 L ap
QCH-0.625"-APKT11-Q10-02 0.625" 0.591" 1.102" 0.394" Q10
QCH-0.75"-APKT11-Q12-02 0.75" 0.724" 1.181" 0.394" Q12
QCH-1.00"-APKT11-Q14-03 1.00" 0.945" 1.378" 0.394" Q14
QCH-1.00"-APKT16-Q14-02 1.00" 0.945" 1.378" 0.551" Q14
QCH-1.25"-APKT16-Q18-03 1.25" 0.181" 1.722" 0.551" Q18
Tool specifications
Tool accessories
ap
Square shoulder modular heads Prifile milling Slot milling Helical milling Plunge millingInterpolation
milling
Insert selection
Insertshape
Specification
Basic dimension(inch) CVD coating PVD coating CeremicSolid
carbide
L I.W S ød r
APKT11T304-APF 0.482" 0.256" 0.142" 0.110" 0.016" ★
APKT11T308-APF 0.482" 0.256" 0.142" 0.110" 0.031" ★
APKT160408-APF 0.704" 0.367" 0.227" 0.173" 0.031" ★
APKT11T304-APM 0.482" 0.256" 0.142" 0.110" 0.016" ★
APKT11T308-APM 0.482" 0.256" 0.142" 0.110" 0.031" ★
APKT11T312-APM 0.482" 0.256" 0.142" 0.110" 0.047" ★
APKT11T316-APM 0.482" 0.256" 0.142" 0.110" 0.063" ★
APKT11T320-APM 0.482" 0.256" 0.142" 0.110" 0.079" ★
APKT160408-APM 0.704" 0.367" 0.227" 0.173" 0.031" ★
APKT160416-APM 0.704" 0.367" 0.227" 0.173" 0.063" ★
APKT160420-APM 0.704" 0.367" 0.227" 0.173" 0.079" ★
APKT160424-APM 0.704" 0.367" 0.227" 0.173" 0.094" ★
APKT160430-APM 0.704" 0.367" 0.227" 0.173" 0.118" ★
APKT11T304-ALH 0.482" 0.256" 0.142" 0.110" 0.016" ★ ★
APKT11T308-ALH 0.482" 0.256" 0.142" 0.110" 0.031" ★ ○
APKT160408-ALH 0.704" 0.367" 0.227" 0.173" 0.031" ★ ★
★Recommended grade stock available ●Selective grade stock available ○Made-to-orde
YB
C30
1
YBC
302
YB
M25
1
YB
M25
3
YB
M35
1
YB
D15
2
YB
D25
2
YB
G10
2
YB
G20
2
YB
G20
5
YB
9320
YB
G30
2
YB
G15
2
YB
G25
2
YN
G15
1
YN
G15
1C
YC
30S
YD
051
YD
101
YD
201

Interchangeable head indexable end mills
10
ap
ae
FunctionClassification For finishing For Semi-finishing
P -APF -APM
M -APF -APM
K -APF -APM
N -ALH
Workpiece material Hardness HB Insert grade
Cutting parameters
V(SFPM)f(in/z)
ae(inch)-APF -APM
PLow-carbon steel、
Soft steel ≤180 YB9320 1000 (650-1300) 0.004 (0.003-0.008) 0.008 (0.004-0.012) ≤0.5D
High-carbon stee、Alloy steel 180-280 YB9320 900 (600-1100) 0.004 (0.003-0.008) 0.008 (0.004-0.012) ≤0.5D
Alloy tool steel 280-350 YB9320 850 (500-1100) 0.004 (0.003-0.008) 0.008 (0.004-0.012) ≤0.5D
M Stainless steel ≤270 YB9320 650 (360-1000) 0.004 (0.003-0.008) 0.008 (0.004-0.012) ≤0.5D
N-ALH
Aluminium alloy --YD101 1000- 0.008 (0.003-0.016) ≤0.5D
YD201 1000- 0.008 (0.003-0.016) ≤0.5D
Recommended cutting parameters
1 Square shoulder milling
(D: Diameter)
Chipbreaker selection
ae
ap
Workpiece material Hardness HB Insert grade
Cutting parameters
V(SFPM)f(in/z)
ae(inch)-APF -APM
PLow-carbon steel、
Soft steel≤180 YB9320 650 (450-800) 0.004 (0.003-0.006) 0.006 (0.004-0.01) D
High-carbon stee、Alloy steel 180-280 YB9320 550 (400-800) 0.004 (0.003-0.006) 0.006 (0.004-0.01) D
Alloy tool steel 280-350 YB9320 500 (360-800) 0.004 (0.003-0.006) 0.006 (0.004-0.01) D
M Stainless steel ≤270 YB9320 400 (260-600) 0.004 (0.003-0.006) 0.006 (0.004-0.01) D
N-ALH
Aluminium alloy --YD101 1000- 0.008 (0.003-0.012) D
YD201 1000- 0.008 (0.003-0.012) D
Recommended cutting parameters (D: Diameter)
2 Slot milling
Interchangeable head indexable end mills
11
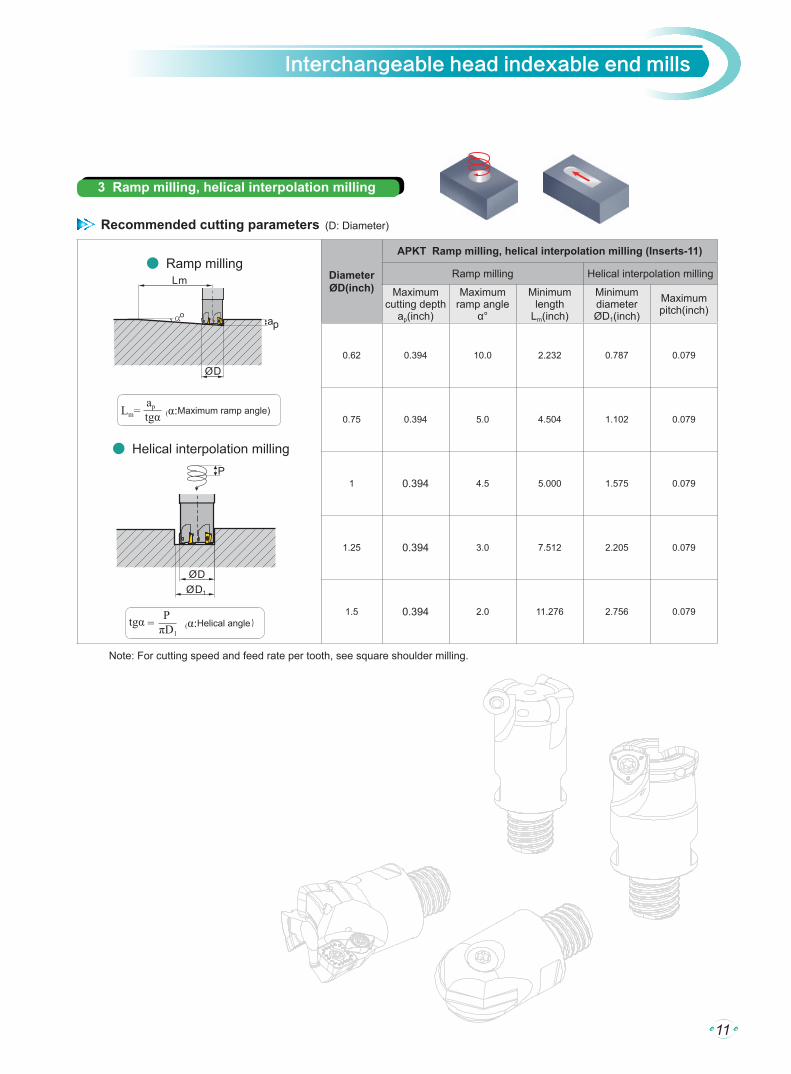
DiameterØD(inch)
APKT Ramp milling, helical interpolation milling (Inserts-11)
Ramp milling Helical interpolation milling
Maximumcutting depth
ap(inch)
Maximum ramp angle
α°
Minimum length
Lm(inch)
Minimum diameterØD1(inch)
Maximum pitch(inch)
0.62 0.394 10.0 2.232 0.787 0.079
0.75 0.394 5.0 4.504 1.102 0.079
1 0.394 4.5 5.000 1.575 0.079
1.25 0.394 3.0 7.512 2.205 0.079
1.5 0.394 2.0 11.276 2.756 0.079
Note: For cutting speed and feed rate per tooth, see square shoulder milling.
3 Ramp milling, helical interpolation milling
Recommended cutting parameters
D1
(D: Diameter)
● Ramp milling
● Helical interpolation milling
Lm= ap
(α:Maximum ramp angle) tgα
tgα = P
(α:Helical angle) πD1
Interchangeable head indexable end mills
12
Tool diameter
ØDInsert
Screw Wrench
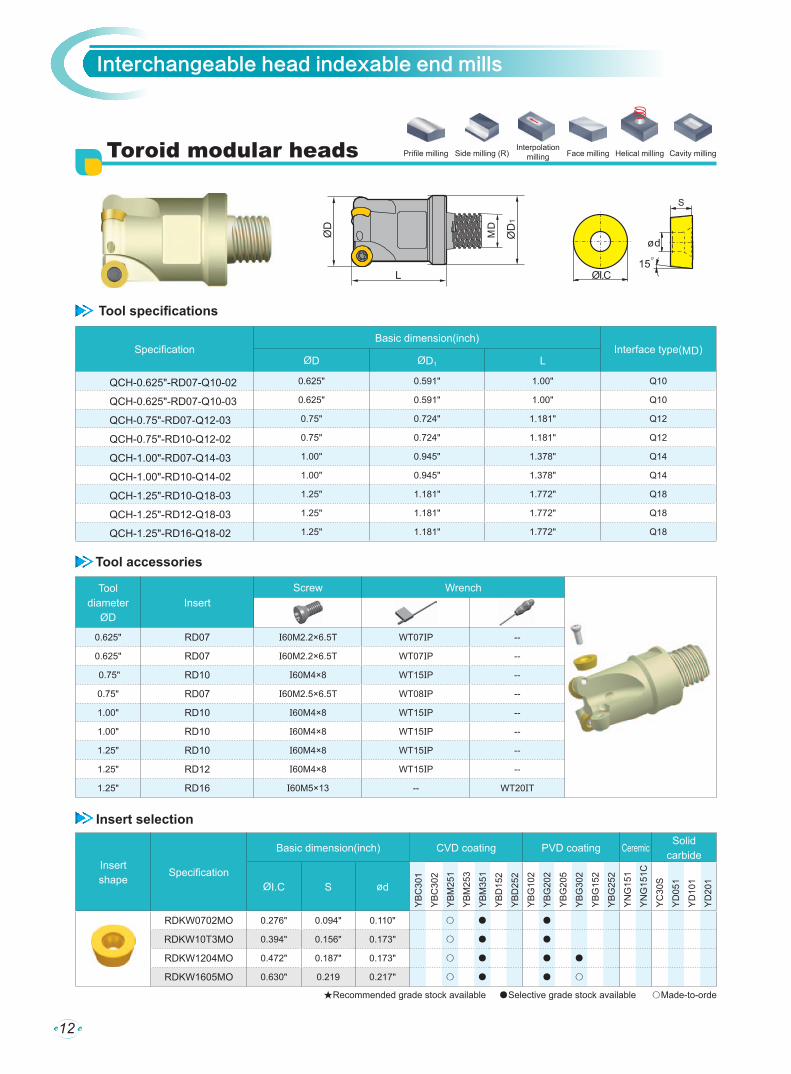
0.625" RD07 I60M2.2×6.5T WT07IP --
0.625" RD07 I60M2.2×6.5T WT07IP --
0.75" RD10 I60M4×8 WT15IP --
0.75" RD07 I60M2.5×6.5T WT08IP --
1.00" RD10 I60M4×8 WT15IP --
1.00" RD10 I60M4×8 WT15IP --
1.25" RD10 I60M4×8 WT15IP --
1.25" RD12 I60M4×8 WT15IP --
1.25" RD16 I60M5×13 -- WT20IT
SpecificationBasic dimension(inch)
Interface type(MD)ØD ØD1 L
QCH-0.625"-RD07-Q10-02 0.625" 0.591" 1.00" Q10
QCH-0.625"-RD07-Q10-03 0.625" 0.591" 1.00" Q10
QCH-0.75"-RD07-Q12-03 0.75" 0.724" 1.181" Q12
QCH-0.75"-RD10-Q12-02 0.75" 0.724" 1.181" Q12
QCH-1.00"-RD07-Q14-03 1.00" 0.945" 1.378" Q14
QCH-1.00"-RD10-Q14-02 1.00" 0.945" 1.378" Q14
QCH-1.25"-RD10-Q18-03 1.25" 1.181" 1.772" Q18
QCH-1.25"-RD12-Q18-03 1.25" 1.181" 1.772" Q18
QCH-1.25"-RD16-Q18-02 1.25" 1.181" 1.772" Q18
Tool specifications
Tool accessories
Toroid modular heads
Insertshape
Specification
Basic dimension(inch) CVD coating PVD coating CeremicSolid
carbide
ØI.C S ød
RDKW0702MO 0.276" 0.094" 0.110" ○ ● ●
RDKW10T3MO 0.394" 0.156" 0.173" ○ ● ●
RDKW1204MO 0.472" 0.187" 0.173" ○ ● ● ●
RDKW1605MO 0.630" 0.219 0.217" ○ ● ● ○
★Recommended grade stock available ●Selective grade stock available ○Made-to-orde
YB
C30
1
YB
C30
2
YB
M25
1
YB
M25
3
YB
M35
1
YB
D15
2
YB
D25
2
YB
G10
2
YB
G20
2
YB
G20
5
YB
G30
2
YB
G15
2
YB
G25
2
YN
G15
1
YN
G15
1C
YC
30S
YD
051
YD
101
YD
201
Insert selection
Prifile milling Face millingInterpolation
milling Helical milling Cavity millingSide milling (R)

Interchangeable head indexable end mills
13
Workpiece material Hardness HB
Insert grade V(SFPM) f(in/z)
apmax(inch)
RDKW07** RDKW10** RDKW12** RDKW16**
az ap az ap az ap az ap
P
Low-carbon steel、Soft steel ≤180
YBM351YBG302
750 (600-1000) 0.01 (0.006-0.012) 0.063 0.138 0.09 0.197 0.130 0.236 0.154 0.315
YBG202YBM251
900 (650-1100) 0.008 (0.004-0.012) 0.063 0.138 0.09 0.197 0.130 0.236 0.154 0.315
High-carbon stee、Alloy steel 180-280
YBM351YBG302
650 (500-900) 0.01 (0.006-0.012) 0.063 0.138 0.09 0.197 0.130 0.236 0.154 0.315
YBG202YBM251
800 (600-1100) 0.008 (0.004-0.012) 0.063 0.138 0.09 0.197 0.130 0.236 0.154 0.315
Alloy tool steel 280-350
YBM351YBG302
600 (500-800) 0.01 (0.006-0.012) 0.063 0.138 0.09 0.197 0.130 0.236 0.154 0.315
YBG202YBM251
750 (550-1100) 0.008 (0.004-0.012) 0.063 0.138 0.09 0.197 0.130 0.236 0.154 0.315
M Stainless steel ≤270
YBM351YBG302
500 (300-700) 0.01 (0.004~0.012) 0.063 0.138 0.09 0.197 0.130 0.236 0.154 0.315
YBG202YBM251
550 (360-900) 0.008 (0.004-0.012) 0.063 0.138 0.09 0.197 0.130 0.236 0.154 0.315
K Cast iron 180-250YBG202YBM251
700 (400-1000) 0.008 (0.004-0.012) 0.063 0.138 0.09 0.197 0.130 0.236 0.154 0.315
Recommended cutting parameters azap
Workpiece material
Hardness HB
Cutting parameters
Diameter ØD(inch)Insert grade
Ø0.625, Ø0.75 Ø1.00 Ø1.2, Ø1.25
P
Carbon steel HB≤180
V(SFPM) 300~650 300~650 300~650
YBG252
fz(in/z) 0.008~0.012 0.01~0.014 0.01~0.014
apmax(inch) 0.04 0.06 0.08
aemax(inch) 0.04 0.06 0.08
Alloy steel HB180~280
V(SFPM) 260~600 260~600 260~600
fz(in/z) 0.008~0.012 0.01~0.014 0.01~0.014
apmax(inch) 0.04 0.06 0.08
aemax(inch) 0.04 0.06 0.08
Hardened
steelHRC55~65
V(SFPM) 200~300 200~300 200~300
fz(in/z) 0.008~0.012 0.01~0.014 0.01~0.014
apmax(inch) 0.02 0.032 0.04
aemax(inch) 0.02 0.032 0.04
M Stainless steel HB≤270
V(SFPM) 230~500 230~500 230~500
fz(in/z) 0.004~0.01 0.008~0.012 0.008~0.012
apmax(inch) 0.032 0.05 0.06
aemax(inch) 0.032 0.05 0.06
K Cast iron HB180-250
V(SFPM) 500~1000 500~1000 500~1000
fz(in/z) 0.01~0.014 0.012~0.016 0.012~0.016
apmax(inch) 0.06 0.08 0.1
aemax(inch) 0.06 0.08 0.1
Recommended cutting parameters for single-edge ball nose modular heads

Interchangeable head indexable end mills
14
SpecificationBasic dimension(inch)
Interface type(MD)ØD ØD1 L
QCH-0.625"-ZOHX5-Q10 0.625" 0.591" 1.102" Q10
QCH-0.75"-ZOHX6-Q12 0.75" 0.724" 1.181" Q12
QCH-1.00"-ZOHX8-Q14 1.00" 0.945" 1.378" Q14
QCH-1.25"-ZOHX10-Q18 1.25" 1.181" 1.772" Q18
Tool diameter
ØDInsert
Screw Wrench
0.625" ZOHX5-□□ I70M5×12TT WT20IP --
0.75" ZOHX6-□□ I70M5×16TT WT20IP --
1.00" ZOHX8-□□ I70M6×20TT WT20IP --
1.25" ZOHX10-□□ I70M8×25TT -- WT30IT
Tool specifications
Tool accessories
Single-edge ball nose modular heads
Insertshape
Specification
Basic dimension(inch) CVD coating PVD coating CeremicSolid
carbide
ØI.C ød S R
ZOHX5-GF 0.625" 0.197" 0.157" 0.313" ●
ZOHX6-GF 0.75" 0.197" 0.197" 0.375" ●
ZOHX8-GF 1.00" 0.236" 0.236" 0.5" ○
ZOHX10-GF 1.25" 0.315" 0.276" 0.625" ○
ZOHX5-GM 0.625" 0.197" 0.157" 0.313" ●
ZOHX6-GM 0.75" 0.197" 0.197" 0.375" ●
ZOHX8-GM 1.00" 0.236" 0.236" 0.5" ●
ZOHX10-GM 1.25" 0.315" 0.276" 0.625" ●
★Recommended grade stock available ●Selective grade stock available ○Made-to-orde
YB
C30
1
YBC
302
YB
M25
1
YB
M25
3
YB
M35
1
YB
D15
2
YB
D25
2
YB
G10
2
YB
G20
2
YB
G20
5
YB
G30
2
YB
G15
2
YB
G25
2
YN
G15
1
YN
G15
1C
YC
30S
YD
051
YD
101
YD
201
Insert selection
Prifile milling Side milling (R) Groove milling
Recommended cutting parameters please see Page 13

Interchangeable head indexable end mills
15
12≤D4≤16 20≤D4≤25 25≤D4≤320-0.011 0-0.013 0-0.016
Fig 2
1
6h
Round shanks of interchangeable head modular milling tools
Connector(MD) Specification
Basic dimension (inch)Material Fig
L L1 ØD ØD1
Q08
G0.50"-QCH-Q08-025S 2.5" 0.75" 0.50" 0.453"
Steel
1
G0.50"-QCH-Q08-030S 3.0" 1.0" 0.50" 0.453"
G0.50"-QCH-Q08-035S 3.5" 1.5" 0.50" 0.453"
G0.50"-QCH-Q08-030C 3.0" 1.0" 0.50" 0.453"
Solid carbideG0.50"-QCH-Q08-040C 4.0" 2.0" 0.50" 0.453"
G0.50"-QCH-Q08-050C 5.0" 3.0" 0.50" 0.453"
G0.625"-QCH-Q08-025S 2.5" 0.5" 0.625" 0.453" Steel
G0.625"-QCH-Q08-055C-ZJ035 5.5" 3.5" 0.625" 0.453" Solid carbide 2
Q10
G0.625"-QCH-Q10-030S 3.0" 1.0" 0.625" 0.598"
Steel
1
G0.625"-QCH-Q10-040S 4.0" 2.0" 0.625" 0.598"
G0.625"-QCH-Q10-035C 3.5" 1.5" 0.625" 0.598"
G0.625"-QCH-Q10-050C 5.0" 3.0" 0.625" 0.598"
Solid carbideG0.625"-QCH-Q10-060C 6.0" 4.0" 0.625" 0.598"
G0.75"-QCH-Q10-025S 2.5" 0.5" 0.75" 0.598"
G0.75"-QCH-Q10-080C-ZJ055 8.0" 5.5" 0.75" 0.598" Steel 2
Q12
G0.75"-QCH-Q12-035S 3.5" 1.0" 0.75" 0.724"
Steel
1
G0.75"-QCH-Q12-045S 4.5" 2.0" 0.75" 0.724"
G0.75"-QCH-Q12-050S 5.0" 2.5" 0.75" 0.724"
G0.75"-QCH-Q12-040C 4.0" 1.5" 0.75" 0.724"
Solid carbideG0.75"-QCH-Q12-055C 5.5" 3.0" 0.75" 0.724"
G0.75"-QCH-Q12-070C 7.0" 4.5" 0.75" 0.724"
G1.00"-QCH-Q12-035S 3.5" 0.5" 1.00" 0.724" Steel
G1.00"-QCH-Q12-100C-ZJ070 10.0" 7.0" 1.00" 0.724" Solid carbide 2
Q14
G1.00"-QCH-Q14-040S 4.0" 1.0" 1.00" 0.945"
Steel
1
G1.00"-QCH-Q14-050S 5.0" 2.0" 1.00" 0.945"
G1.00"-QCH-Q14-060S 6.0" 3.0" 1.00" 0.945"
G1.00"-QCH-Q14-050C 5.0" 2.0" 1.00" 0.945"
Solid carbideG1.00"-QCH-Q14-070C 7.0" 4.0" 1.00" 0.945"
G1.00"-QCH-Q14-085C 8.5" 5.5" 1.00" 0.945"
12≤D4≤16 20≤D4≤25 25≤D4≤320-0.011 0-0.013 0-0.0166h
Fig 1
1

Interchangeable head indexable end mills
16
Diameter(inch) 0.5"/0.625" 0.75" 1.00" 1.25"
Axial runout 0.0006" 0.0006" 0.0008" 0.0008"
End runout 0.0004" 0.0004" 0.0004" 0.0004"
Wrench needs to be tail-made seperately.
Connector specification Wrench specification Mounting specification
Q08QCH-10×13
16N.M
Q10 20N.M
Q12QCH-16×20
30N.M
Q14 40N.M
Q18 QCH-26 50N.M
Shank precision (in inch)
Wrench
12≤D4≤16 20≤D4≤25 25≤D4≤320-0.011 0-0.013 0-0.016
Fig 1 Fig 2
1 1
6h
Round shanks of interchangeable head modular milling tools
Connector(MD) Specification
Basic dimension (inch)Material Fig
L L1 ØD ØD1
Q14G1.25"-QCH-Q14-035S 3.5" 0.5" 1.25" 0.945" Steel 1
G1.25"-QCH-Q14-105C-ZJ075 10.5" 7.5" 1.25" 0.945" Solid carbide 2
Q18
G1.25"-QCH-Q18-050S 5.0" 2.5" 1.25" 1.181"
Steel
1
G1.25"-QCH-Q18-065S 6.5" 3.5" 1.25" 1.181"
G1.25"-QCH-Q18-075S 7.5" 4.5" 1.25" 1.181"
G1.25"-QCH-Q18-055C 5.5" 3.0" 1.25" 1.181"
Solid carbideG1.25"-QCH-Q18-080C 8.0" 5.0" 1.25" 1.181"
G1.25"-QCH-Q18-105C 10.5" 7.5" 1.25" 1.181"
G1.25"-QCH-Q18-125C 12.5" 9.5" 1.25" 1.181"
12≤D4≤16 20≤D4≤25 25≤D4≤320-0.011 0-0.013 0-0.0166h

Interchangeable head indexable end mills
17
Instructions for repeated mounting of interchangeable head modular endmills:
Good mounting accuracy can be maintained in repeated mounting and removal of cutter heads.
Multipled efficiency of cutter head replacement
In experiment process, use double tables to test axial and radial runout.
After 4 repeated mounting and removal of cutter head, axial and radial runout of tool should both be controlled within 0.012mm.
0.020.0180.0160.0140.012
0.010.0080.0060.0040.002
0
Axial runout(0~0.008mm)
Radial runout(0~0.012mm)
Repeat once
Repeat twice
Repeat for the third time
Repeat for the 4th time
Traditionalreplacement
Replacementon machineWith interchangeable head milling tools,
when the cutter head is damaged, only the cutter head needs to be replaced, and the too l shank can be used repeatedly. Quick replacement of cutter head on machine reduces auxiliary time of cutting and greatly improves production efficiency.
1. Use a clean cotton cloth to remove grease and dirt from the connector conical surface, end face and threads.
4. If there are high operation requirements, please use recommended torque for cutter head mounting.
3. When the cutter head is mounted, if there are gaps between end surfaces of cutter head and shank, please use wrench to screw until prefect fit.
Remove grease and dirt
Gap
No gap
Mounting instructions for interchangeable head modular endmills:
2. While clamping, if hand directly touches tool edge, this may cause injury. Please use safety devices.

Address: Huanghe Southern Road, Tianyuan Zone,Zhuzhou, Hunan Province, China(Postcode): 412007(Tel): 0731-22882430 22889474 22889477 2288946822887814 22880853 22882725 22882431 2288948622889425 22889485 22884403 22889483Fax: 0731-22882721 22885420 22887878Web site: http//www.zccct.comE-mail: [email protected]
Top Related