





Languages
Pages
Legal


UNIVERSITY OF APPLIED SCIENCES EMDEN-LEER
Department of Chemical Engineering
Semester Project:
―C3MR Natural Gas Liquefaction Process Simulation‖
Student Name: Elisavet Michailidi
Supervisor: Prof. S. Steinegeweg
Emden, February 2014

2

3
TABLE OF CONTENTS
A. THEORETICAL PART
1. Introduction ..................................................................... 5
2. Brief History of Liquefied Natural Gas ............................ 6
3. Lng Production-Industrial Processes ............................... 7
3.1. Cascade Processes .................................................................. 8
3.1.1. Linde Process ..................................................................... 8
3.2. Mixed Refrigerant Processes ................................................... 9
3.2.1. SMR (PRICO) Process ....................................................... 9
3.2.2. DMR Process ....................................................................10
3.2.3. C3MR Process ...................................................................10
3.2.4. APX Process .....................................................................11
4. Gas Purification Processes ............................................ 12
4.1. Acid Gas Removal .................................................................13
4.2. Dehydration ...........................................................................14
4.3. Mercury Removal ..................................................................15
4.4. Nitrogen Rejection .................................................................15
B.MODEL
1. Introduction .................................................................. 16
2. Aspen Hysys Simulator .................................................. 16
3. Thermodynamic Model Selection ................................... 16
3.1. Peng-Robinson Equation of State .............................. 17
4. Feed .............................................................................. 18
5. Process Description ...................................................... 18
5.1. Purification Section ....................................................... 18
5.2. Compressor Train Section ............................................. 20
5.2.1. Mixed Refrigerant Composition ................................ 20
5.3. Propane Pre-Cooling Section ......................................... 20
5.4. Liquefaction Section ...................................................... 21
6. Energy Analysis ............................................................ 24
7. Conclusions................................................................... 26
Citations .............................................................................. 27

4

5
A. THEORETICAL PART
1. INTRODUCTION
Natural gas is a mixture of gaseous hydrocarbons with varying
quantities of nonhydrocarbons, which are normally considered
impurities. Natural gas is composed mainly of methane. In addition,
it usually contains minor quantities of heavier hydrocarbons and
varying amounts of gaseous nonhydrocarbons such as nitrogen,
carbon dioxide, and hydrogen sulfide.
Natural gas is set to become one of the most important primary
energy sources for the 21st century. As the cleanest fossil fuel, it
possesses many advantages such as giving off a great deal of heating
energy when it burns and emits lower levels of potentially harmful
byproducts and thus, it is expected to be one of the most promising
energy resources in the coming decades (Natural Gas Supply
Association, 2010).
Natural gas is transported either in pipelines or in liquefied
natural gas carriers after exploration and treatment. The liquefied
natural gas is produced by the liquefaction process of natural gas,
which refrigerates natural gas sources from ambient temperature to
around −162 oC in atmospheric pressure.
The principal reason for liquefying natural gas is a 600-fold
reduction in volume that occurs with the vapor-to-liquid phase
change. In its naturally occurring vapor state, natural gas is a bulky
energy source, which is difficult to handle. Storage of the vapor
requires huge underground caverns or large telescoping storage
tanks. Transporting natural gas from production sources to points of
consumption necessitates large pipeline networks and a considerably
higher transportation cost (Fig. 1.) Thus, only overland or somewhat
shorter undersea routes can be considered. Finally, natural gas at
atmospheric pressure is too bulky to be considered as a fuel for
transportation purposes. Liquefaction of natural gas serves to
overcome these obstacles, and permits transport over larger
distances and more diverse application of liquefied natural gas
(LNG) as an energy source (Foss, 2007).
Fig. 1 Natural gas transportation cost
Source: American Institute of Gas Technology

6
2. BRIEF HISTORY OF LIQUEFIED NATURAL
GAS
Natural gas liquefaction dates back to the 19th century when
British chemist and physicist Michael Faraday experimented with
liquefying different types of gases, including natural gas. German
engineer Karl Von Linde built the first practical compressor
refrigeration machine in Munich in 1873. The first LNG plant was
built in West Virginia in 1912 and began operation in 1917. The first
commercial liquefaction plant was built in Cleveland, Ohio, in 1941.
The LNG was stored in tanks at atmospheric pressure. The
liquefaction of natural gas raised the possibility of its transportation
to distant destinations. In January 1959, the world's first LNG
tanker, The Methane Pioneer, a converted World War ll liberty
freighter containing five, 7,000 barrel equivalent aluminum
prismatic tanks with balsa wood supports and insulation of plywood
and urethane, carried an LNG cargo from Lake Charles, Louisiana to
Canvey Island, United Kingdom. This event demonstrated that large
quantities of liquefied natural gas could be transported safely across
the ocean. Following the successful performance of The Methane
Pioneer, the British Gas Council proceeded with plans to implement
a commercial project to import LNG from Venezuela to Canvey
Island. However, before the commercial agreements could be
finalized, large quantities of natural gas were discovered in Libya
and in the gigantic Hassi R' Mel field in Algeria, which are only half
the distance to England as Venezuela. With the start-up of the 260
million cubic feet per day (MMcfd) Arzew GL4Z or Camel plant in
1964, the United Kingdom became the world's first LNG importer
and Algeria the first LNG exporter. Algeria has since become a
major world supplier of natural gas as LNG.
After the concept was shown to work in the United Kingdom,
additional liquefaction plants and import terminals were constructed
in both the Atlantic and Pacific regions. Four marine terminals were
built in the United States between 1971 and 1980. They are in Lake
Charles (operated by CMS Energy), Everett, Massachusetts
(operated by SUEZ through their Distrigas subsidiary), Elba Island,
Georgia (operated by El Paso Energy), and Cove Point, Maryland
(operated by Dominion Energy). After reaching a peak receipt
volume of 253 BCF (billion cubic feet) in 1979, which represented
1.3 percent of U.S. gas demand, LNG imports declined because a
gas surplus developed in North America and price disputes occurred
with Algeria, the sole LNG provider to the U.S. at that time. The
Elba Island and Cove Point receiving terminals were subsequently
mothballed in 1980 and the Lake Charles and the Everett terminals
suffered from very low utilization.
The first exports of LNG from the U.S. to Asia occurred in 1969
when Alaskan LNG was sent to Japan. Alaskan LNG is derived
from natural gas that is produced by ConocoPhillips and Marathon
from fields in Cook Inlet in the southern portion of the state of
Alaska, liquefied at the Kenai Peninsula LNG plant (one of the

7
oldest, continuously operated LNG plants in the world) and shipped
to Japan. In 1999, the first Atlantic Basin LNG liquefaction plant in
the western hemisphere came on production in Trinidad. This event,
coupled with an increase in demand for natural gas in the U.S.
particularly for power generation and an increase in U.S. natural gas
prices, resulted in a renewed interest in the U.S. market for LNG. As
a result, the two mothballed LNG receiving terminals have been
reactivated. Elba Island was reactivated in 2001. In October 2002,
the Federal Energy Regulatory Commission (FERC) gave approval
to Dominion Resources for its plans to re-open Cove Point LNG
facility in 2003; first shipments to the reactivated terminal were
received in fall 2006. In April 2005 the world's first offshore, ship-
based regasification facility was set in operation in the Gulf of
Mexico by Excelerate Energy. Additionally, a number of approved,
planned, and proposed projects are under development.
3. LNG PRODUCTION-INDUSTRIAL PROCESSES
LNG (Liquefied Natural Gas), is natural gas in its liquid form.
Liquefaction of the natural gas is achieved by cooling it down to
approximately -162oC in atmospheric pressure. In these conditions,
it transits from the gaseous to the liquid state, thus reducing its
volume by 600 times. Another way to succeed the phase transition is
increasing the gas pressure up to the gas critical pressure point.
However, because of the high critical pressure of methane, LNG
must be produced commercially by refrigeration.
A number of processes have been commercialized for LNG
production (Martin, Pigourier, & Fischer, 2009). Commercial
processes can be distinguished into two categories:
Cascade Processes
Mixed Refrigerant Processes
The major liquefaction processes, used in the industry, are the
following:
AP-X Process
Cascade Process developed by Conoco Phillips
DMR Process developed by Shell
LNG Processes
Cascade Processes
Mixed Refrigerant Processes
With pre-cooling
Without pre-cooling

8
SMR Process (also refered as PRICO)
Linde Process
C3MR Process (also refered as APCI) developed by Air
Products
3.1. CASCADE PROCESSES
Each refrigerant is established as a separate closed-loop
refrigerator that supplies refrigeration at discrete temperature levels.
Typically, propane, ethylene, and methane are used to provide a
wide, balanced range of refrigeration. After compression three
temperature levels for each of the three refrigerants form a nine
stage cascade. Each of these temperature levels corresponds to a
preset pressure letdown for evaporating the refrigerant in heat
exchange with the natural gas feed and a separate refrigerant stream
that requires cooling. Heat is removed from the natural gas at
successively lower temperatures; i.e., the refrigerant is boiled at
successively lower pressure. Heat is rejected to ambient air or water
via the warmest refrigerant, generally propane, and compressor
aftercoolers. The methane refrigerant loop is open in that it is
combined with the natural gas feed and after the final pressure
letdown the liquid methane forms part of the LNG product. The
wide range of boiling points for the refrigerant components also
means that some of the heavier components are compressedto higher
pressures than actually requiredfor their condensation to ensure
condensation of the lighter, lower boiling components such
asnitrogen and methane. Such a recompression penalty cannot be
avoided without a certain degree of separation of the refrigerant
components such as occurs in precooled mixed refrigerant processes
(Hammer, Lubcke, & Kettner, 2012).
Fig. 2 Cascade Process Simplified Flow Diagram
3.1.1. LINDE PROCESS
This process is a three cycle process, like the cascade process,
but with mixed refrigerant on all cycles (Fig.3.). Compared to the
cascade, the efficiency is better, as mixed refrigerants allows to have

9
a closer approach. However, the power is not the same on all three
cycles, unlike the new cascade. Plate-fin exchangers are used on the
first cycle, and spiral wound exchangers on the two colder cycles.
Fig. 3 LINDE Process Simplified Process Diagram
3.2. MIXED REFRIGERANT PROCESSES
The mixed refrigerant cycle (MRC) uses a single mixed
refrigerant instead of multiple pure refrigerants as the cascade cycle.
The mixed refrigerant normally consists of nitrogen, ethane,
propane, butane and pentane. Such a mixture evaporates over a
temperature trajectory instead of at a constant evaporating point and
this has large benefits for the total process. The refrigeration effect
will be distributed over a range of temperatures and accordingly the
overall temperature difference between the natural gas and mixed
refrigerant is small. Small driving temperature differences give
operation nearer to reversibility; leading to a higher thermodynamic
efficiency. Simultaneously, the power requirement will be lower and
the entire machinery smaller (Finn, 2009 ). Some of MRC
technologies are; Single mixture process (SMR), Mixed refrigerant
with propane pre-cooling (C3/MR), Dual mixed refrigerant process
(DMR), Mixed and AP-X. Most existing natural gas liquefaction
plants operate on the mixed refrigerant processes, with the propane
pre-cooled mixed refrigerant process being the most widely used.
Mixed Refrigerant processes can be divided into (a) Mixed
Refrigerant Processes without pre-cooling and (b) Mixed
Refrigerant Processes with precooling.
3.2.1. SMR (PRICO) PROCESS
The PRICO SMR process is the simplest of the four processes
studied. The process was first used in 1981 at the Skikda LNG plant
in Algeria. Three liquefaction trains using the process have been
built and operated over the last 23 years. Fig. 2 shows a simplified
flow sheet, which consists of a single LNG heat exchanger, a
separate feed/product and refrigerant system, a compressor with an
associated after-cooler, suction scrubbers a separator and pump. The
SMR process has the lowest equipment count compared to the other

10
processes. In the SMR process the feed gas enters the LNG
exchanger at feed conditions and is cooled against the cold
refrigerant stream to the required LNG storage conditions of less
than -155 oC. The cold low-pressure refrigerant stream also acts to
condense the high-pressure refrigerant stream prior to the pressure
let down stage that provides the necessary heat exchanger cold side
temperature differential.
Fig. 4 PRICO Process Simplified Flow Sheet
3.2.2. DMR PROCESS
This process (Fig. 5.) is a dual mixed refrigerant process, with
different power on the two cycles, and with two spiral-wound
exchangers. Having mixed refrigerant on the first cycle allows to
have a smaller condenser, and also to remove the propane
compressor bottleneck: For propane compressors, the compressor
size, thus the capacity of the unit is limited by the mach number at
the tip of the blades.
Fig. 5 Shell DMR Process Simplified Flow Sheet
3.2.3. C3MR PROCESS
In the early 1970s, a third generation of processes, precooled
mixed-refrigerant processes, developed. The most widely used
process employs two separate refrigeration systems, a propane
cascade refrigerant loop in series with a mixed refrigerant cycle that
incorporates propane, ethane, methane, and nitrogen as components.
A basic schematic of the C3MR process is shown in Figure 6.
Natural gas is pre-cooled to about -35oC by propane. After
precooling, it passes up through a tube circuit in the main cryogenic
heat exchanger where it is liquefied and sub-cooled to between -

11
150oC to -162
oC by mixed refrigerant (MR) flowing down on the
shell-side. To pre-cool the natural gas, propane is compressed to a
high enough pressure such that it can be condensed by ambient air
or cooling water. Liquid propane is then let down in pressure in a
series of stages, further reducing its temperature and allowing it to
provide refrigeration to the natural gas.
The propane is also used to pre-cool the mixed refrigerant which has
been compressed after exiting the bottom of the MCHE. After pre-
cooling, the partially condensed mixed refrigerant is separated in a
high pressure separator. The vapor and liquid streams pass through
separate tube circuits in the MCHE where they are further cooled,
liquefied, and sub-cooled. The two sub-cooled streams are let down
in pressure, further reducing their temperatures. As the mixed
refrigerant vaporizes and flows downward on the shell side of the
MCHE, it provides refrigeration for liquefying and sub-cooling the
natural gas. The vaporized mixed refrigerant is then recompressed.
The use of a single component pre-cooling fluid with a staged
pressure let-down provides for an efficient, easy to control pre-
cooling step. The use of a mixed refrigerant for liquefaction and
sub-cooling in a single exchanger permits boiling of the refrigerant
over a temperature range, leading to high efficiency when it is most
crucial. In this way, the C3MR cycle minimizes the number of
equipment items and control loops while maintaining the highest
efficiency on the market. These advantages lead to minimal plant
complexity, easier operation, and high availability (M. J. Roberts,
2004).
Fig. 6 C3/MR Process Simplified Flow Diagram
3.2.4. APX PROCESS
In this process (Fig.7), a cycle similar to the precooled mixed-
refrigerant process is used to precool and liquefy the LNG.
However, the liquefied LNG is subcooled in a nitrogen refrigeration
closed-loop process cycle. Nitrogen gas is compressed, cooled to
near ambient conditions with cooling water or ambient air, and then
further cooled to cryogenic conditions by expansion to lower
pressure. The gaseous nitrogen is then used to subcool LNG, after
which it is returned to be recompressed, completing the refrigeration

12
cycle. By employing the nitrogen refrigeration cycle to subcool the
LNG, the mixed-refrigerant only has to cool the LNG to about -115 oC. This allows for a larger production capacity without a substantial
increase in equipment size.
Fig. 7 APX Process Simplified Flow Diagram
4. GAS PURIFICATION PROCESSES
Natural gas consists primarily of methane. However, small
quantities of CO2, H2S, H2O, heavier than CH4 hydrocarbons and N2
can also be found, depending on the natural gas source. Such
compounds are considered as impurities. Thus, the impurities must
be removed to meet the pipe-line quality standard specifications as a
consumer fuel, enhance the calorific value of the natural gas and
avoid pipelines and equipment corrosion.
The technologies that are widely used to treat the natural gas
include absorption processes, adsorption processes, cryogenic
condensation and membranes. The technologies and their
improvement have been developed over the years to treat certain
types of gas with the aim of optimizing capital cost and operating
cost, meet gas specifications and environmental purposes.
The type and desing of purification processes is determined
taking into consideration factors such as nature and amount of
contaminants in the feed gas, the amount of every contaminants
present in feed gas and the targeted removal capacity, amount of
hydrocarbon in the gas, pipeline specification, capital and operating
cost, amount of gas to be processed, desired selectivity, conditions at
which the feed gas is available for processing are the major factors
that should also be considered (Shimekit & Mukhtar, 2006).
Especially the liquefaction process, requires the reduction of
certain contaminants, such as H2O and CO2 to sufficiently low levels
to prevent not only their corrosive effects but also the formation of
solids, known as hydrates, which form in low temperature
conditions. (Foss, 2007) As a result, LNG is typically made up
almost only from methane as shown in Fig. 8.

13
Fig. 8 LNG Typical Composition
A typical purification process for LNG plant includes:
Acid Gas Removal
Dehydration
Mercury Removal
Nitrogen Rejection
4.1. ACID GAS REMOVAL
Removal of the sour gas components is one of the most common
aims of natural gas treating. The quality demands on purified gas
and the anticipated type of processing or further use of the separated
components are quite varied. As a result, a choice of many different
processesis available (Kohl & Riesenfeld, 1975).
The wet absorption (solvent based) acid gas removal still
remains clearly the most cost effective for base load LNG
applications. Developments in cryogenic and membrane CO2
removal have yet to threaten the position of the solvent based
processes when deep removal of CO2 for LNG production is
required (Klinkenbijl, M.L.Dillon, & Heyman, 1999).
Three basic types of liquid absorption processes are available:
Physical absorption processes, which use a solvent that
physically absorbs CO2, H2S and organic sulphur
components. Examples are the Purisol and Selexol processes.
Physical solvents can be applied advantageously when the
partial pressure of the contaminants are high, the treated gas
specification is moderate and large gas volumes have to be
purified. Physical solvents also absorb significant quantities
of hydrocarbons, which obviously is a disadvantage.
Chemical absorption processes, which chemically absorb
the H2S, and CO2. Organic sulphur components do not
chemically react with the solvent. Common examples are
amine processes, using aqueous solutions of alkanol amines
such as MEA, DEA, MDEA and DIPA. Chemical solvents
are specifically suitable when contaminants at relatively low
95%
5%
LNG Typical Composition
Methane Others

14
partial pressure have to be removed to very low
concentrations. Chemical solvents will not remove
mercaptans down to low levels due to the low solubility of
these components. An advantage however is that there is
minimum co-absorption of hydrocarbons. Due to the
chemical reaction between the solvent and CO2 and H2S, the
regeneration energy requirements are normally higher than
for a physical solvent.
Mixed solvents, are a mixture of a chemical and a physical
solvent. The most widely known process is the Shell Sulfinol
Process, which applies a mixture of sulfolane, water and
DIPA or or MDEA.
Adsorption processes for the removal of hydrogen sulfide and
carbon dioxide are used in natural gas treatment when only small
amounts of acidic components must be removed. Activated charcoal
and zeolitic molecular sieves are used as adsorbents. Molecular
sieves are used widely for the purification of natural gas when it is
used as feedstock for a cryogenic plant for production of liquefied
gas. In these plants, even low levels of carbon dioxide cause
problems because the gas freezes in the low-temperature unit and
can lead to blockage.
4.2. DEHYDRATION
The sweet gas leaving the acid gas removal step is still saturated
with water. Especially when the gas will be used as a feed for LNG
production, it is essential that water should be completely removed
in order to prevent hydrates formation.
Cryogenic Dehydration. The wet gas is cooled until the
components to be removed precipitate by condensationor formation
of hydrates
Dehydration by Absorption Processes. Standardized
dehydration plants using glycol absorption are employed most
widely. In the absorber, glycol and gas are brought in contact
counter currently. Triethylene glycol (TEG) is used in preference to
other glycols (mono- and diethylene glycols) because of its high
absorption capacity for water vapor, its low vapor pressure (small
losses from evaporation), and its high thermal stability
Adsorptive Dehydration. In adsorptive dehydration the gas is
brought in contact with molecular sieves, silica gel, or SORBEAD
(i.e., Na2O- containing SiO2 ). Dew points < -70 oC are attainable
with adsorption plants. This is particularly necessary for cryogenic
plants and liquid natural gas (LNG) plants, where traces of water
and carbon dioxide can lead to blockage by ice formation.

15
4.3. MERCURY REMOVAL
Mercury removal is normally done with a fixed bed adsorption
step. Commonly used adsorbents are sulphur impregnated carbons,
in which the mercury reacts with sulphur to form the stable mercuric
sulphide. A standard molecular sieve will also absorb Hg but
regeneration is impossible. An alternative approach is the silver-
impregnated molecular sieve (UOP HgSIV). In principle this
molecular sieve can be regenerated, however the release of mercury
from the molecular sieve bed would require dedicated material
selections in the regeneration gas treating section.
4.4. NITROGEN REJECTION
Although not common, nitrogen is sometimes removed and
rejected using one of the three processes (Gas Processes,
Hydrocarbon Processing, 2002):
Cryogenic process (Nitrogen Rejection Unit), using low
temperature distillation.
Absorption process, using lean oil or a special solvent as the
absorbent.
Adsorption process, using activated carbon or molecular
sieves as the adsorbent.
Membrane Processes (under development)

16
B. MODEL
1. INTRODUCTION
Propane precooling mixed component refrigerant process
(C3/MR) represents 80% of the commercial used processes. The
process has proven to be efficient, flexible, reliable, and cost
competitive (M. J. Roberts, 2004).
For these reasons the a C3MR process, using synthetic natural
gas (SNG) from the methanisation process, was selected to be
simulated. Simulation of the process has been conducted using
Aspen Hysys® version V.8. process simulation software. The PR
equation of state is used for thermodynamic properties calculations
both for the natural gas and the refrigerants.
2. ASPEN HYSYS SIMULATOR
Chemical process modeling is a computer modeling technique
used in chemical engineering process design. It typically involves
using purpose-built software to define a system of interconnected
components, which are then solved so that the steady-state or
dynamic behavior of the system can be predicted. The system
components and connections are represented as a Process Flow
diagram. Computer-aided process design programs, often referred to
as process simulators, flow sheet simulators, or flow sheeting
packages, are widely used in process design.
Aspen HYSYS by Aspen Technology is one of the major
process simulators that are widely used in chemical and
thermodynamic process industries today. Aspen HYSYS is the
industry leading simulation software for oil & gas, refining, and
engineering processes. With an extensive array of unit operations,
specialized work environments, and a robust solver, modeling in
Aspen HYSYS V8 enables the user to (Sittler & Ajikutira, 2013):
Improve equipment design and performance
Monitor safety and operational issues in the plant
Optimize processing capacity and operating conditions
Identify energy savings opportunities and reduce GHG
emissions
Perform economic evaluation to realize savings in the
process design
3. THERMODYNAMIC MODEL SELECTION
An equation of state (EOS) is a functional relationship between
state variables — usually a complete set of such variables. Most
EOS are written to express functional relationships between P, T and
V. For simulation of a LNG production process, a reliable equation

17
of state (EoS) is needed for thermodynamic data predictions.
literature.
In the petroleum industry, two cubic EoS are generally used: the
SRK and the PR EoS (Ahmed, 1997):
they are simple and capable of fast calculations
they apply in both liquid and vapour phases
they are applicable over wide ranges of pressures and
temperatures
they estimate accurate densities
However, a slightly better performance around critical
conditions makes the PR EOS more preferred to gas/condensate
systems (Firoozabadi, 1989)
3.1. PENG-ROBINSON EQUATION OF STATE
The Peng-Robinson EOS has become the most popular equation
of state for natural gas systems in the petroleum industry. During the
decade of the 1970’s, D. Peng was a PhD student of Prof. D.B.
Robinson at the University of University of Alberta (Edmonton,
Canada).
Peng and Robinson introduced the following modified vdW
EOS:
Where:
The generalized expression for the temperature-dependant
parameter is given by:
Where:
With:

18
4. FEED
In the current process, synthetic natural gas (SNG) from the
methanisation process is used as a feed to the unit. The composition
of the feed is shown in Table 1.
Mole Fractions
CH4 0.5960
N2 0.01
H2O 0.3510
H2 0.0260
CO2 0.0170
Table 1 SNG Feed Composition
5. PROCESS DESCRIPTION
The model, simulated in this project is based on the C3MR process.
As shown at the figure below, the process can be divided in four
―sections‖,
Fig. 9 Process Description Overview
5.1. PURIFICATION SECTION
At first step, SNG, with the composition shown in Table 1,
enters the purification where the bulk of water is separated with a
• Water Separation
• CO2 Removal
• Dehydration
• Nitrogen Rejection
Purification Section
• Natural Gas pre-cooling
• Mixed Refrigerant cooling
Propane precooling
Section
• Increasing the pressure of the refrigerant mixture
Compressor Train Section
• Cooling the gas down to its liquefaction temperature
Liquefaction Section

19
phase separator. After this step, the gas appears the following
composition (Table 2):
Mole Fractions
CH4 0.9162
N2 0.0154
H2O 0.0024
H2 0.0400
CO2 0.0261
Table 2 SNG Composition after H2O Separation
Subsequently, CO2, H2O traces and nitrogen are removed by
absorption in MEA, adsorption in molecular sieves and membrane
separation respectively. Finally, the purified natural gas with the
composition shown on Table 3, enters the propane pre-cooling
section at temperature of 20 oC and 10 bar pressure.
% composition
CH4 95,82
H2 4,18
Table 3 SNG Composition after Purification
Fig. 10 Purification Section

20
5.2. COMPRESSOR TRAIN SECTION
In this section, a train of two compressors is used to increase in
two steps the pressure of the refrigerant mixture up to 17 bars.
Fig. 11 Compressor Train Section
5.2.1. MIXED REFRIGERANT COMPOSITION
A mixture of hydrocarbons and N2 is used to achieve the
desired refrigerant characteristics in liquefaction. The refrigerant
mixture evaporates over a temperature range similar to that of the
process cooling demand. The desired result is that the the
temperature – enthalpy warming curve of the mixed refrigerant
closely tracks the natural gas cooling curve in the main heat
exchangers This reduces the energy demand of the process. The
mole fraction of refrigerants' composition were obtained either by
trial and error method based on cooling curves appeared in the main
heat exchangers.
The mole fraction of refrigerants' composition were obtained
either by trial and error method based on cooling curves appeared in
the main heat exchangers
The composition of the refrigerant mixture selected for the
current process is shown below (Table 4).
Mole Fraction
Methane 0.32
Ethane 0.33
Butane 0.1
Nitrogen 0.25
Table 4 Mixed Refrigerant Composition
5.3. PROPANE PRE-COOLING SECTION
In this section, the SNG from the purification section enters a
heat exchanger where it is cooled, by propane, to -35 oC. A simple

21
refrigerant cycle is used. Furthermore, propane is also used to cool
down the refrigerant mixture to -12 oC. Then, the cool refrigerant
mixture enters a separator where it is separated to gas and liquid
phase. Finally, the two streams along with the pre-cooled SNG enter
the liquefaction section.
Fig. 12 Natural Gas C3 Pre-Cooling Section
Fig. 13 Refrigerant Mixture C3 Pre-Cooling Section
Although refrigerant cooling can take place in several cooling
stages, only one stage is shown in the model for simplicity.
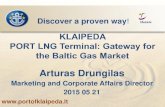
5.4. LIQUEFACTION SECTION
In this section, three fin plate cryogenic heat exchangers are used
to cool down the SNG to -165 oC which is the liquefaction
temperature.
The pre-cooled natural gas, along with the two streams of
refrigerant mixture, enters the first heat exchanger (LNG-101) where
it is cooled down to -90 oC. Then, it enters the LNG-102 heat
exchanger where it is further cooled down to -140 oC.
Subsequently, gas liquefaction is achieved in the third heat
exchanger (LNG-103) which cools the SNG down to -165 oC.
Finally, the stream, coming out from LNG-103 is expanded,
through a valve, from 10 bar to 1 bar, which is the pressure of LNG
storage. The expanded stream enters a flashing drum, where it is
separated to gas and liquid phases. The liquid phase, which is the
final LNG product is leaded to storage tanks, while the gaseous
phase is leaded to the flare.
The flow diagram of this section is shown on figure 14.

22
Fig. 14 SNG Liquefaction Section

23
As mentioned above, the desired result is that the the
temperature – enthalpy warming curve of the mixed refrigerant
closely tracks the natural gas cooling curve in the main heat
exchangers This reduces the energy demand of the process. The hot-
cold composite curves for the three heat exchangers are shown
below.
Fig. 15 T-Q LNG-101
Fig. 16 T-Q LNG-102
Fig. 17 T-Q LNG-103

24
6. ENERGY ANALYSIS
It is known that the main energy demand for liquefaction
processes is the energy consumed at the compressors. In the current
process four compressors exist:
K-100 and K-101, both used at MR Compressor train
section
K-102 used for compressing propane at MR propane
cooling cycle and
K-103 used at propane pre-cooling section of SNG
The power consumption for all the compressors is shown below:
Energy Demand for Compression
Compressor
K-100 334,1 kW
K-101 301,3 kW
K-102 22,55 kW
K-103 275,6 kW
Total Energy
Demand
933,55 kW
Table 5 Energy Demand for Compression
Molar Flow 62,2 kgmole/h
Mass Flow 961,4 kg/h
HHV Mass
(High Heating Value of
Stream “Natural Gas to
LNG Section” )
55,61 MJ/kg
LHV Mass
(Low Heating Value of
Stream “Natural Gas to
LNG Section”)
50,42 MJ/kg
Table 6 Properties of SNG Entering the Liquefaction Section

25
Fig. 18 C3MR Process Flow Sheet

26
7. DYNAMIC MODELING
As a final step, an effort to simulate the current process in
Dynamic Mode was made.
A simplified model of the C3MR process was built with Aspen
Hysys in Dynamic Mode (Fig. 19).
Fig. 19 Simplified C3MR Process- Dynamic Simulation
Simple shell-and-tube heat exchangers are used instead of fin
plate cryogenic heat exchangers, in order to solve the case with the
―Dynamic Assistant‖ tool, provided by Hysys.
It is vital that the LNG product has a certain temperature
( about -162 oC) at atmospheric pressure and the mixed refrigerant
enters the system at a constant pressure. Thus, three IC controllers
(PIC 100, PIC 101 and TIC 100) are used to control the pressure of
the reftrigerant mixture, the pressure of the LNG Product and the
temperature of the LNG Product respectively.

27
8. CONCLUSIONS
As expected to happen, by closing of two curves in cooling
curve diagrams, we could reduce total duty and increase the
efficiency of LNG production.
The mole fraction of refrigerants' composition were obtained
either by trial and error method based on cooling curves
appeared in the main heat exchangers. It can be realized that
while the curves for the LNG-101 and LNG-102 heat
exchangers are good, the curves for LNG-103 needs further
optimization.
CITATIONS
A., F. (1989). Thermodynamics of Hydrocarbon Reservoirs.
McGraw-Hill.
Adewumi, M. (n.d.). Pennsylvania State University. Retrieved 02
20, 2014, from https://www.e-
education.psu.edu/png520/m11_p3.html
Ahmed, T. (1997). Hydrocarbon Phase behavior. London: Gulf
publishing Company.
Finn, A. J. (2009 ). LNG Plants- scale-up of familiar technologies.
GPA 88th Anual Convention . San Antonio Mariott River Center.
Firoozabadi. (1989). Thermodynamics of Hydrocarbon Reservoirs.
McGraw-Hill.
Foss, M. M. (2007). Introduction to LNG- An overview of LNG, its
properties, organization of LNG industry and safety consideration.
Houston, Texas: Center for Energy Economics.
Gas Processes, Hydrocarbon Processing. (2002).
Hammer, G., Lubcke, T., & Kettner, R. (2012). Ullman's
Encyclopedia of Industrial Chemistry- Natural Gas. Wiley-VCH
Verlag GmbH & Co. KGaA, Weinheim.
Klinkenbijl, J., M.L.Dillon, & Heyman, E. (1999). Gas Pretreatment
and their Impact on Liquefaction Processes. GPA Nashville TE
meeting. Nashville.
Kohl, A. L., & Riesenfeld, F. C. (1975). Gas Purification. Gulf
Publ.: Houston.
M. J. Roberts, Y. N. (2004). Reducing LNG Capital Cost in Today's
Competitive. 14th International Conference & Exhibition on
Liquefied Natural Gas . Doha, Qatar.
Martin, P.-Y., Pigourier, J., & Fischer, B. (2009). Natural Gas
Liquefaction Processes Comparison. France.
Shimekit, B., & Mukhtar, H. (2006). Natural Gas Purification
Technologies . Malaysia: University of Technology PETRONAS.

28
Sittler, L., & Ajikutira, D. (2013). Jump Start: Aspen HYSYS® V8.0.
AspenTech.
Top Related