






Languages
Pages
Legal

eri
lan
sed form 8 March 2004; accepted 9 March 2004
preparation plant tailings though there are contrary systems reported in the literature.
Int. J. Miner. Process. 74 (2Keywords: fine coal tailings; characterization; dewatering; dual flocculation
1. Introduction
The clarification of municipal and industrial waste-
waters by solidliquid separation techniques and the
removal of suspended particles are problems of grow-
ing environmental consciousness. Solidliquid sepa-
ration is important and complementary process in the
treatment of the concentrate and tailings in mineral
and coal preparation plants. Dewatering processes
generally involve some problems because of theD 2004 Elsevier B.V. All rights reserved.Abstract
Characterization of fine coal tailings using a variety of techniques reveal that it is composed of 30% clay minerals (kaolinite
and illite), 23% muscovite, 26% quartz and 20% coal with little amount of carbonate minerals. Various flocculant combinations
and their order of additions are utilized to understand the ability of dual flocculant systems on dewatering of these fine coal
tailings. Settling rate and turbidity are used as criteria for screening and measuring the performance of anionic, cationic and
nonionic flocculants. Dual flocculation of tailings has been tested with the aim of identifying if the synergy reported for mono-
disperse systems is also valid for multicomponent systems. While the nonioniccationic combination leads to the highest
settling rates, the lowest turbidity values were obtained when using the anionicnonionic combinations. The mechanism of
interaction of dual polymers with particle surfaces and their synergy are discussed with the help of settling and turbidity data.
The turbidity values obtained in mono-flocculation tests using nonionic and cationic flocculants and those made with dual
flocculation combinations reveal that this kind of flocculant combinations play an unfavorable role in the flocculation of coalMineral and Coal Processing Section, Mining Faculty, I
Received 29 January 2004; received in reviE. Sabaha,b,*, H. Yuzerb, M.S. Celikc
aMining Engineering Department, Engineering Faculty, Afyon Kocatepe University, 03200 Afyon, TurkeybTubitak-Marmara Research Centre, Materials and Chemical Technologies, 41470 Gebze, Kocaeli, Turkey
c stanbul Technical University, Ayazaga, 80626 Istanbul, TurkeyCharacterization and dewat
dual-floccu0301-7516/$ - see front matter D 2004 Elsevier B.V. All rights reserved.
doi:10.1016/j.minpro.2004.03.001
* Corresponding author. Mining Engineering Department,
Engineering Faculty, Afyon Kocatepe University, 03200 Afyon,
Turkey.
E-mail addresses: [email protected] (E. Sabah),
[email protected] (H. Yuzer), [email protected]
(M.S. Celik).ng of fine coal tailings by
t systems
www.elsevier.com/locate/ijminpro
004) 303315presence of colloidal particles of different sizes,
shapes and specific gravities and their unique behav-
ior in an aqueous environment. The objective of
dewatering processes is often to obtain clear water
with low percentage of solids. The composition of
aqueous solution and particularly the type of electro-
lytes usually govern the interaction of species in
coal production methods are recently becoming wide-
spread, wastewater produced out of coal processing
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315304dewatering processes. Mechanical dewatering techni-
ques such as sedimentation and filtration and their
combinations are extensively used in mineral and coal
preparation plants.
The flocculation technique using polymers that
accelerates the settling of particles is the most com-
mon sedimentation method for dewatering of coal
preparation plant wastewater involving high percent-
age of fine particles. An effective solidliquid sepa-
ration of tailings is important both for producing good
quality circulating water and also obtaining an under-
flow with high percentage of solids; this in turn
enhances the performance of mineral processing
equipment in the plant and tailings dam as well.
There are numerous studies in the literature related
to the flocculation of coal wastewater including var-
ious types of minerals. A lignitic coal from Yozgat
region of Turkey was studied to identify the condi-
tions for optimum flocculant type and dosage (Sar-
ioglu et al., 2002). In a similar study, laboratory-scale
flocculation tests were conducted with an actual
wastewater containing clay from Omerler coal prepa-
ration plant to optimize the flocculant dosage and
type. This information was then used in the design of
the thickener (Malayoglu et al., 1998). Foshee et al.
(1982) used organic polyelectrolytes to achieve im-
proved wastewater clarification in a coal preparation.
In another similar study, the flocculation of coal with
xanthate or polyethylene was investigated (Maher,
1983). Bustamante and Rutter (1987) studied the
flocculation of minus 0.5 mm fine coal suspension.
Chandra et al. (1997) evaluated the effect of wash-
water on the performance of a cationic polymer as a
function of pH. Menon et al. (1987) investigated the
effect of coal and pyrites on settling behavior of clays
in a wastewater composed of coal and clay. Hussain et
al. (1993) characterized the clay minerals in Zongul-
dak coal preparation plant waste. Attia and Yu (1991)
investigated the flocculation and filtration of coal
slurries using hydrophobic flocculants. Tadros et al.
(1995) investigated the influence of addition of a
polyelectrolyte, nonionic polymer and their mixtures,
on the rheology of coal/water suspensions. Kaiser
(1993) investigated the application of combined floc-
culation in a pilot-scale coal preparation plant. Tao et
al. (2000) made a comparative flocculationfiltration
investigation using vacuum, hyperbaric, and centrifu-gal filters on an ultrafine ( 150 Am) clean coalincludes high percentage of ultrafine particles and
inorganic impurities. The treatment of plant wastewa-
ter according to the environmental standards requires
an effective and economic dewatering process.
Tuncbilek coal cleaning plant which was put inservice in 1996 receives 1000 m3 wastewater with
5.85% solids by weight (Metin et al., 1988). Consid-
ering 7000 tpy of operation a total of 410,000 tons of
solid waste is discharged. The success of dewatering
system depends on the improvements made on the
thickener parameters as well as the flocculant regime.
The optimization of these parameters in laboratory
studies will certainly make the plant trials successful.
In the present investigation, the presence of organic
and inorganic impurities in the Tuncbilek coal prepa-ration wastewater has been characterized and the
major performance criteria, i.e. settling rate and tur-
bidity have been used to find out optimum conditions
at which single or dual flocculants effectively work.
The synergetic effect of dual flocculation technique
reported for single mineral systems (Yu and Soma-
sundaran, 1996; Kuusik and Viisimaa, 1999; Fan et
al., 2000; Pearse et al., 2001; Ovenden and Xiao,
2002) has been tested in multicomponent systems
viz., Tuncbilek coal preparation plant tailings.
2. Experimental
2.1. Materials
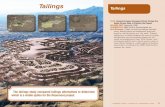
The coal slurry sample used in the experiments was
taken from the discharge of fine tailings in Tuncbilekcoal preparation plant of GLI of Turkish Coal Enter-
prises, as indicated in Fig. 1. The representative
samples were transferred to the laboratory in barrelsslurry. Tripathy et al. (2001) investigated the perfor-
mance of sodium alginate-g-polyacrylamide (SAG)
flocculants synthesized by ceric ion induced redox
polymerization technique on both fine coking and
noncoking coal suspensions; in all cases, the SAG
showed better performance than the conventional
flocculants.
In coal preparation plants, large amount of water is
used for coal cleaning. Since full and half-mechanized(150 l) and discharged to a stirring tank (250 l).
(ASTM, 325 mesh). The oversize and undersize
fractions were dried at 105 jC until constantweight. The original tailings minus 0.18 mm in
size, and oversize and undersize fractions were
subjected to a number of qualitative and quantitative
analysis techniques.
The hardness of water and the concentration of
Mg2 + and Ca2 + in water were determined by volu-
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315 305Experiments were immediately started in order to
preserve physical and chemical properties of the
slurry.
Four high-molecular weight polyacrylamide-based
polymers were used in the flocculation tests. The
Fig. 1. A schematic illustration of coal preparation plant.detailed characteristics of each polymer are shown
in Table 1. Prior to flocculation tests, a homogeneous
stock solution (0.1%) of polymer was prepared using
distilled water. The stock solution was further diluted
to 100 mg/l for flocculation tests. Slurry pH was
adjusted by either HCl or lime solutions prior to
adding flocculants.
2.2. Methods
In order to recover coal from the suspension and
identify the nature of inorganic materials accompa-
nying coal, the slurry was sieved at 0.045 mm sieve
Table 1
Characteristics of polymers used
Commercial name Type Molecular weight C
Praestol 2540 Anionic 1520 million 40
Magnofloc 351 Nonionic 16 million
Praestol 611 BC Cationic 710 million 25
Praestol 857 BS Cationic 1215 million 70metric methods. The chemical composition of the
tailings was analyzed by X-ray fluorescence. The
particle size distribution was determined by Malvern
Mastersizer Particle Size Analyzer. The mineral
composition was determined by X-ray diffraction
(XRD) using a Shimadzu, XRD-6000. Carbon and
sulfur analyses on tailings were performed by a
Multilab-CS Determinator. The ash content was
analyzed according to DIN 51719 (Deutsche Indus-
trie Norm, 1967). Electrokinetic measurements were
conducted by means of Zeta-Meter 3.0, which is
equipped with a microprocessor unit capable of
directly measuring the average zeta-potential and its
standard deviation.
The flocculation experiments were carried out
using a Velp JLT4 jar test with a speed control. For
each test, 500 ml of original coal slurry (5.85% solids
by wt.) was taken in an 800-cm3 glass jar and mixed
for 2 min at 150 rpm to insure complete dispersion. In
mono-flocculation tests, a known amount of polymer
solution was added into the coal slurry while stirring
continued and then stopped after 30 s. In dual floc-
culation tests, a desired amount of polymer solution
was first added into the coal slurry. After the mixing
time of 10 s, the second flocculant was added and
stirred for 30 s at 150 rpm. The slurry height and
water interface as functions of time were recorded to
calculate the settling rate of the flocculated suspen-
sion. Following a 15-min of settling period, an aliquot
of the supernatant was used for measuring turbidity
using Velp 115 brand turbidity meter.
harge density (%) Supplier Effective pH range
(medium) Stockhausen 613
Ciba 58
(low) Stockhausen 114(high) Stockhausen 110
3. Results and discussion
3.1. Characterization of coal tailings
3.1.1. Mineralogical analysis
Microscopic observations made with original tail-
ings and those made on over and under size fractions
of 0.045 mm show that the oversize consists of almost
coal and undersize generally consists of aggregated
clay minerals and quartz. Other sulfide minerals
mainly of pyrite were also observed in the samples.
X-ray analysis was conducted on original and
0.045 mm tailings in order to identify the extentof non-clay minerals. Both samples exhibit similar
peaks of kaolinite, illite, muscovite and quartz as
shown in Fig. 2a and b. The results are similar to
the mineralogical compositions of the clays associated
with those in the Beye area of Tuncbilek reported byGungor and Turkmenoglu (1993).
3.1.2. Chemical analysis
The chemical compositions of the associated min-
erals were determined by XRF method as shown in
Fig. 3.
Chemical compositions of the original and 0.045mm tailings are not significantly different, except the
loss-on-ignition (LOI) values in 0.045 mm tailingsdue to the absence of organic matter, as shown in Fig.
3. Mineralogical analysis together with 15.04
16.14% Al2O3 confirms the existence of kaolinite
and illite in the tailings. The K2O content of 2.28
2.62% indicates the presence of muscovite. After
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315306Fig. 2. XRD peaks of original tailings (a) and 0.045 mm tailings (b).
f orig
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315 307accounting for the clay minerals, the remaining
40.7546.86% SiO2 refers to quartz. The low per-
centage of CaO and MgO indicates the presence of
few carbonate minerals in the tailings. The chemical
analysis coupled with the XRD results reveal that the
original tailings theoretically contain approximately
30% clay minerals (kaolinite, illite), 23% muscovite,
26% quartz and the remaining being coal and minute
amounts of carbonate minerals.
3.1.3. Carbonsulfur and ash analysis
Fig. 3. Chemical compositions oAsh content and carbonsulfur analysis of the
original, 0.045 and + 0.045 mm tailings are shownin Table 2. The quantity of carbon (18.83%) deter-
mined by chemical analysis agrees well with the coal
content of 20% calculated based on microscopic
analysis. This reveals that the organic material content
in the tailings is 1820%.
3.1.4. DTATGA analysis
DTATGA analysis of the original and 0.045mm tailings were made at a heating velocity of 10 jC/min. A sample of 23.1 mg for original tailings and
27.0 mg for 0.045 mm tailings were used. TheDTATG peaks are shown in Fig. 4.
The difference found in the DTA curves of original
and 0.045 mm tailings is ascribed to organicmaterial in the original tailings. The dominant peak
between 400 and 500 jC on the DTA curve anddrastic weight losses over 300600 jC temperaturerange in the TGA curve result from burning of the
coal. Because clay and carbon peaks overlap, the clay
peaks are not easy to distinguish. Since the 0.045mm fraction of the tailings contains less quantity of
coal, the DTA peaks of this fraction are more visible
and its weight losses are lower. The weight loss of
0.045 mm fraction is 20% of which 15% occurs inthe range of 320560 jC. The total weight loss oforiginal tailings is 33% of which 30% occurs between
320 and 580 jC. The weight losses determined fromthe TGA data well agree with the LOI values.
inal and 0.045 mm tailings.3.1.5. Particle size distribution
According to the Wentworth (1922) classification,
while the percentage of particles in the clay size
accounts for 28% ( < 4 Am), that in the silt size is62% (463 Am). The fine particles ( 63 Am) in thesedimentation environment are generally present as
fine quartz, clay minerals, phyllosilicate minerals like
chlorite and cerussite and fine coal. Percentage of the
particle in the sand size is 10% (> 63 Am). Theseparticles contain larger quartz particles, other silicate
minerals and coal particles.
The average particle size determined from the
GaudinSchuhman type of plot is 11.93 Am andthe percentage of slime size ( < 20 Am) constitutes71% of the overall material (Fig. 5). Specific gravity
determined from the Mastersizer instrument is 2.71
g/cm3 and the corresponding specific surface area is
0.5723 m2/g. The specific gravity of the pulp with
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315308Table 2
Ash, carbon and sulfur contents of tailings5.85% solids by weight is 1.038 g/cm3. Qualitative
and quantitative analysis results were used to identify
the properties of the plant tailings as illustrated in
Table 3.
3.2. Characterization of the suspensions
The ionic composition of water is important in the
flocculation of fine and colloidal particles. When the
hardness of water is less than 9 jF, because of therelation between hardness of water and the effective-
ness of a flocculant, the interaction between polymer
molecules and colloidal particles weakens. Therefore,
not only an inferior settling rate but also low turbidity
is obtained. The hardness of plant water from which
tailings are dewatered is 182 jF; this is way above theproposed limit value and falls within the class of very
hard waters because of high bivalent ion concentra-
tions (326 mg/l Mg+ and 184 mg/l Ca+). Colloidal
suspensions usually exhibit low resistance and high
Table 3
Properties of Tuncbilek coal preparation plant tailings
Parameters Tailing
Density, g/cm3 2.71
Surface area, m2/g 0.5723
LOI, % 30
Ratio of inorganic/organic material on
dry basis
81:19
Particle size interval, Am 0.4. . .180Ratio of slime size ( < 20 Am)particles, %
71
Average particle size, Am 11.93Ratio of clay size particle, % 28
Ratio of silt sized particle, % 62
Ratio of sand sized particle, % 10
Classification based on the international
soil classification triangle
Silty clay loam
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315 309conductivity. In our case, the conductivity value of
water consisting of tailings measured at natural pH is
high (2250 mS/cm) and varies with pH as shown in
Fig. 4. DTA and TGA data of original tailings (a) and 0.045 mmtailings (b).
Fig. 5. Particle size analysis and average particle size of the tailings.Fig. 6. Other properties of the plant tailings are shown
in Table 4.
The percent solids by weight of the plant tailings
show a heterogeneous structure because of its various
solid components. In order to isolate the effect of each
component, the original tailings was sieved at 0.045
mm screen and zeta-potential curves of undersize and
Mineral content Clay minerals,
muscovite and quartz
Ash content of original tailing, % 69.74
Ash content of 0.045 mm tailing, % 80.77Ash content of + 0.045 mm tailing, % 33.29oversize fractions are presented in Fig. 7 as a function
of pH. The original, 0.045, and 0.045 mm tailingsall show negative electrical charge in the entire pH
values. The absolute value of the negative electrical
charge increases rapidly with increasing pH. At about
Fig. 6. Variation of pH with conductivity value of the plant tailings
water.
original mixture is composed of coal, clay and quartz
particles and thus appears to be similar to the indi-
vidual fractions. Zeta-potential of quartz like coal is
governed by pH because the potential determining
ions for both minerals are H+ ve OH. This indicatesthat quartz and coal particles control the high zeta-
potentials observed in the neutral pH region of Fig. 7.
3.3. Dual flocculation tests
Oppositely charged or neutral dual flocculant com-
binations were tested to enhance the performance of
mono-flocculant alternative in coal preparation plant
tailings. The aim was to obtain more effective and
economic solidliquid separation by combining high
settling rate feature of anionic flocculant and low
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315310neutral pH, the absolute value of the original and
+ 0.045 mm tailings started to decrease again and
above this point zeta-potential variation remained
marginal. The isoelectric point of the + 0.045 mm
tailings, which is closer to the original coal (Table 2),
occurs at pH 2, but the iep of the original and 0.045mm tailings, which are composed of large amounts of
clay minerals and quartz, could not be measured. The
reason for a rapid decrease in the zeta-potential of coal
between pH 2 and 7 is ascribed to the effect of the
potential determining ions, H+ ve OH. Zeta-potentialcurve of the + 0.045 mm fraction is similar to that of a
lignitic coal with high ash (Abotsi, 1996; Laskowski,
2001).
Although original and 0.045 mm tailings havesimilar XRD and chemical analysis patterns, the lower
value of the LOI of 0.045 mm tailings compared tothat of the original tailings (Fig. 3), reveals the
removal of organic materials and also the large
amount of clay minerals (kaolinite and illite) in the
0.045 mm fraction. Microscopic studies on coal ashof + 0.045 mm fraction show that there are small
amounts of quartz which mostly remain in the 0.045mm fraction. This situation is also reflected in the
zeta-potential curves of 0.045 mm tailings which
Table 4
Properties of plant tailings water
Parameters Wastewater
Natural pH 8.3
% Solids by weight 5.85
Pulp density, g/cm3 1.038
French hardness, jF 182Ca++ concentration, mg/l 184
Mg++ concentration, mg/l 326
Conductivity, mS/cm 2250contain mainly of clay minerals and quartz. Since the
zeta-potential values particularly at high pHs are
moderate and in agreement with those given for
different kaolinite minerals in the literature (Ma and
Pierre, 1999; Tuncan, 1995), the tailings are inferred
to mostly consist of kaolinite rather than illite.
Zeta-potential curves of original, 0.045 and+ 0.045 mm tailings intersect at about pH 88.5 over
which the zeta-potential values vary between 25and 27.5 mV, as shown in Fig. 7. Again, the pHvalue in the intersection region of these three curves is
close to the natural pH (8.3) of the suspension. Theturbidity feature of nonionic and cationic flocculants
(Sabah and Cengiz, in press). Dual flocculant combi-
nations were selected on the basis of charge density,
typically used dosages and the order of their addition.
The flocculant quantity was determined on the basis
of optimum results obtained in mono flocculation
experiments with dual flocculation experiments kept
at 1:1 concentration ratio.
3.3.1. Anionicnonionic and nonionicanionic dual
flocculation tests
The desired settling rate performance was not
obtained with anionicnonionic flocculant combina-
tion, but a great improvement in turbidity was reached
with dual flocculants as indicated in Fig. 8a and b,
Fig. 7. Zeta-potential curves of undersize and oversize fractionsagainst pH.
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315 311respectively. The order in the legend also denotes the
order of flocculant addition.
When the nonionic flocculant was added first
followed by the anionic, settling rate increased rapidly
especially at high concentrations but reversing the
order of addition could not induce a significant
change in the settling rate even at high polymer
concentrations (Fig. 8a). The best result in turbidity
was obtained with anionicnonionic combination
compared to the anionic alone. Despite changing the
order of addition, marginal changes in turbidity
Fig. 8. Dual flocculation of coal tailings using anionicnonionic
and nonionic anionic combinations on settling rate (a) and
turbidity (b).were observed upon increasing the polymer dosage
(Fig. 8b).
Because of high ash contents and the accompa-
nying clay minerals in the plant tailings, when the
nonionic flocculant was added to the suspension
first, high settling rates were achieved only at high
flocculant additions. In this case, the contribution of
anionic flocculant on the settling rate appears to be
inferior. Nonionic polymers under these conditions
generally adsorb onto particle surfaces by means of
hydrogen bonds and van der Waals forces resulting
in relatively big primary flocs. Increasing anionic
flocculant dosage increases the floc size leading to
enhanced settling rates. Particularly, the flocs formed
at low nonionic flocculant dosages are very fine and
thus exhibit high turbidity but sharply decreases
upon adding an anionic flocculant and again deteri-
orate at very high dosages. Excellent settling rates at
the expense of high turbidity values obtained upon
adding an anionic flocculant alone was completely
reversed when using dual anionicnonionic floccu-
lant combinations, in other words, very low settling
rates and rather clear suspensions were obtained.
This illustrates the essential role of polymer confor-
mation on settling rate in dual flocculation systems.
3.3.2. Anioniccationic and cationicanionic dual
flocculation
Fig. 9 shows the effect of molecular weight of
cationic flocculant on the performance of dual
flocculation in the anioniccationic and cationic
nonionic flocculant combinations. The best synergy
was obtained upon first adding low-molecular weight
weak cationic flocculant followed by the anionic
flocculant. When the order of addition is kept the
same but high-molecular weight strong cationic is
used instead of weak cationic flocculant, settling rate
decreased and a marginal change in the turbidity
values were observed in high flocculant dosages.
When the order was reversed, in other words, anionic
flocculant was added first and the strong cationic
flocculant second, the stability of particles increased
but clear suspensions were only obtained at high
flocculant dosages.
Coal and the accompanying minerals which show
negative surface charges at natural pH undergo charge
neutralization as a result of electrostatic interactionsbetween particles and polycations. The magnitude of
flocs and consequently decreases the turbidity with
increasing polymer dosages.
Both weak and strong cationic flocculants adsorb
onto negatively charged particle surfaces by means of
electrostatic attraction and induce more or less charge
neutralization leading to low settling rates and turbid-
ity values. Addition of an anionic polymer to such a
suspension after charge neutralization does not favor-
ably contribute to the flocculation performance.
Improvement in suspension stability in dual
anioniccationic flocculation system imparts a re-
duction in settling rate and a rapid increase in
turbidity at low flocculant dosages. This is attributed
to the electrostatic repulsion between negatively
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315312interaction between the particles and functional
groups of cationic polymers increases with increasing
polymer dosage and charge density. Thus, particle
surfaces neutralize faster leading to small primary
flocs and in turn to a decrease in settling rate and
turbidity. When the charge density of the polymer is
weak, the mechanism of bridge formation is more
effective than charge neutralization; this results in the
formation of larger primary flocs with higher settling
rates. High-molecular weight medium anionic floccu-
lant added after low-molecular weight weak cationic
flocculant enhances the bridge formation resulting in
larger and more compact secondary flocs. As the
molecular weight of weak cationic flocculant is low,
it facilitates the settling ability of fine particles as big
charged particles and polymer molecules and also
those added the cationic and anionic functional
Fig. 9. Effects of anioniccationic and cationicnonionic dual
flocculant combinations on settling rates (a) and turbidity values (b).groups of complex structure. In this structure which
is called Symplex, polycations added to the sus-
pension after anionic flocculant, interact with poly-
anion resulting in the formation of primary aggregates
(Fig. 10). There is no any apparent interaction be-
tween negatively charged particles and Coulombic
forces formed at this point (Schuster et al., 1996).
At high flocculant dosages, a definite decrease in
turbidity values was observed due to an increase in
the number of aggregates (Fig. 9b).
3.3.3. Nonioniccationic and cationicnonionic dual
flocculation
As shown in Fig. 11, nonioniccationic and cat-
ionicnonionic flocculant combinations have no fa-Fig. 10. Mechanism of Symplex formation.
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315 313vorable effect on flocculation performance even at
high flocculant dosages. A marginal change observed
in settling rate and turbidity values at high flocculant
concentration indicates that the effect of both floccu-
lant combinations on the mechanism of floc formation
is very weak.
Marginal changes observed between the turbidity
values obtained from mono flocculation experiments
using nonionic and cationic flocculants and turbidity
values obtained from combination of both flocculants
show that this kind of combination plays a minimum
role on the flocculation performance of coal prepara-
flocculant combinations, the best synergy is achieved
with low-molecular weight weak cationic and anionic
Fig. 11. Effect of nonioniccationic and cationicnonionic dual
flocculation on settling rate (a) and turbidity values (b).combinations. For the same order, if high-molecular
weight strong cationic flocculant is used instead of
weak cationic flocculant, a reduction in settling rate is
observed but a marginal change in turbidity values is
obtained at high flocculant dosages. Cationic floccu-
lants, irrespective of their charge densities, in highly
negatively charged suspensions, are able to neutralizetion plant tailings. However, there are literature results
contrary to this finding. Lee and Liu (2000) obtained
good results on settling rate and turbidity values in
dewatering of synthetic fibre plant tailings using
cationicnonionic (1:1 ratio) combination by dual
flocculation technique but did not provide any infor-
mation about the slime composition.
4. Conclusions
Characterization of waste coal tailings using a
variety of techniques reveal that the original tailings
is composed of 30% clay minerals (kaolinite and
illite), 23% muscovite, 26% quartz and 20% coal with
minute amount of carbonate minerals.
The original tailings and over and under fractions
of 0.045 mm have exhibited negative zeta potentials
in the entire practical pH range. While + 0.045 mm
fraction (coal dominant) has an iep of about 2, the
0.045 mm fraction (clay dominant) yield no iep.Both fractions show similar zeta potential values of
25 mV in the natural pH of 88.5 indicating similarflocculation performance.
Dual flocculation of tailings has been tested with
the aim of identifying if the synergy reported for
mono-disperse systems is also applicable for multi-
component systems. When nonionic is added first
followed by anionic flocculant, settling rate rapidly
increases particularly at high flocculant dosages, when
reversing the order of flocculant addition no satisfac-
tory result was achieved even at high dosages. The
lowest turbidity values were obtained when using
anionicnonionic combinations, changing the order
of addition led to low turbidity values; both addition
modes resulted in a lower trend with increasing the
dosage.
Among anioniccationic and cationicanionicthe surfaces through electrostatic attraction and if
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315314Abotsi, G., 1996. Interfacial properties of coal: a guide to catalyst
loading and dispersion for coal conversion. CAER-University of
Kentucky, Center of Applied Energy Research, Energia, vol. 7,
No. 5, pp. 13.
Attia, Y.A., Yu, S., 1991. Flocculation and filtration dewatering of
coal slurries aided by a hydrophobic polymeric flocculant. Sep.
Sci. Technol. 26 (6), 803818.
Bustamante, H., Rutter, P.R., 1987. Flocculation of heterodisperse
suspensions of fine coal ( 0.5). Chem. Eng. Sci. 42 (4),809821.
Chandra, W.A., Smith-Palmer, T., Byron, R.W., 1997. The effect of
cationic polymers on flocculation of a coal thickener feed in
washery water as a function of pH. J. Appl. Polym. Sci. 64
(4), 783789.
Deutsche Industrie Norm, 1967. Bestimmung des Aschegehaltes
fester Brennstoffe Beuth-Vertrieb, Berlin DIN 51719.
Fan, A., Turro, N.J., Somasundaran, P., 2000. A study of dual
polymer flocculation. Colloids Surf. 162, 141148.
Foshee, W.C., Swan, M.J., Klimpel, R.R., 1982. Improvement in
coal preparationwater clarification through polymer floccula-
tion. Min. Eng. 34 (3), 293297.
Gungor, P., Turkmenoglu, A., 1993. The mineralogy of clays
associated with coals in Beye area of Tuncbilek-DomanicThe financial support of Scientific Researches
Commission (00.AMYO.01) of Afyon Kocatepe
University is gratefully acknowledged.
Referencesanionic flocculant is subsequently introduced, no
favorable performance is induced. When the order is
changed, the suspension stability is increased and
clear suspensions were attained only at high flocculant
dosages.
Despite increasing dosages in nonioniccationic
and cationicnonionic flocculant combinations, no
positive contribution to flocculation performance is
noted because settling rates and turbidity values show
marginal changes at high dosages, the effect of both
combinations on the mechanism of floc formation is
very weak. The turbidity values obtained in mono-
flocculation tests using nonionic and cationic floccu-
lants and those made with dual flocculation combina-
tions reveal that this kind of flocculant combinations
will not play a favorable role in the flocculation of
coal preparation tailings though there are contrary
systems reported in the literature.
Acknowledgements(Kutahya) Neogene Basin. 6th National Clay Symposium,
Istanbul. Turkish National Committee of Clay Science, Istan-
bul, Turkey, pp. 95109.
Hussain, S.A., Demirci, S., Ozbayaoglu, G., 1993. Identification of
clay mineral in coal and wastes from main coal washery, Zon-
guldak, Turkey. Appl. Clay Sci. 7 (6), 471482.
Kaiser, M., 1993. Application of combined flocculation for solid/
liquid separation in coal preparation. Aufbereit.-Tech. 34 (1),
1826.
Kuusik, R., Viisimaa, L., 1999. A new dual coagulant for water
purification. Water Res. 33 (9), 20752082.
Laskowski, J.S., 2001. Coal flotation and fine coal utilization. In:
Fuerstenau, W. (Ed.), Developments in Mineral Processing, vol.
14. pp. 3545. Chap. 3.
Lee, C.H., Liu, J.C., 2000. Enhanced sludge dewatering by dual
polyelectrolytes conditioning. Water Res. 34 (18), 44304436.
Ma, K., Pierre, A.C., 1999. Clay sediments-structure formation in
aqueous kaolinite suspensions. Clays Clay Miner. 47 (4),
522526.
Maher, G.G., 1983. Flocculation of coals and minerals by starch
xanthate or starch xanthate-polyethylenimine adducts. J. Envi-
ron. Sci. 26 (3), 2934.
Malayoglu, U., Akar, A., Seyrankaya, A., 1998. Developing sedi-
mentation criteria for slimes of Omerler coal washing plant by
flocculation. Innovations in Mineral and Coal Processing, 7th
International Mineral Processing Symposium, Istanbul, Turkey.
A.A. Balkema, Rotterdam, Brookfield, pp. 195200.
Menon, V.B., Woods, M.C., Mullins, M.E., Michaels, L.D., 1987.
Effect of clays on the settling behavior of coal and pyrite. Miner.
Metall. Process. 4 (4), 193195.
Metin, C., Oner, B., Ermisoglu, N., Coguplugil, N., 1988. The pastand current effects of the washery runoff waters on the environ-
mental pollution in GLIs Tuncbilek district II. InternationalMineral Processing Symposium, Izmir, Turkey. Ofis Printing,
Izmir, Turkey, pp. 829840.
Ovenden, C., Xiao, H., 2002. Flocculation behavior and mecha-
nisms of cationic inorganic microparticle/polymer systems. Col-
loids Surf. 197, 225234.
Pearse, M.J., Weir, S., Adkins, S.J., Moody, G.M., 2001. Advances
in mineral flocculation. Miner. Eng. 14 (11), 15051551.
Sabah, E., Cengiz, I., 2004. An evaluation procedure for flocculation
of coal preparation plant tailings. Water Res. 38 (6), 15421549.
Sarioglu, M., Cebeci, Y., Beyazit, N., 2002. Investigation of the
effects of some operating parameters using anionic and cationic
flocculants for removing solid material in the lignite. Asian J.
Chem. 14 (1), 388394.
Schuster, C., Kotz, J., Jaeger, W., Kulicke, W.-M., 1996. Wechsel-
wirkungen zwischen Klarschlammpartikeln und Polyelektro-
lyten. Chem. Eng. Technol. 68, 980984.
Tadros, T.F., Taylor, P., Bognolo, G., 1995. Influence of addition
of a polyelectrolyte nonionic polymers, and their mixtures on
the rheology of coalwater suspensions. Langmuir 11 (12),
46784684.
Tao, D., Groppo, J.G., Parekh, B.K., 2000. Enhanced ultrafine coal
dewatering using flocculation filtration processes. Miner. Eng.
13 (2), 163171.
Tripathy, T., Karmakar, N.C., Singh, R.P., 2001. Development of
novel polymeric flocculant based on grafted sodium alginate for
the treatment of coal mine wastewater. J. Appl. Polym. Sci. 82
(2), 375382.
Tuncan, A., 1995. Determination of physico-chemical properties of
some clay minerals in laboratory. 7th National Clay Sympo-
sium, Ankara-Turkey. In Turkish.
Wentworth, C.K., 1922. A scale of grade and class terms of clastic
sediments. J. Geol. 30, 377392.
Yu, X., Somasundaran, P., 1996. Role of polymer conformation in
interparticle-bridging dominated flocculation. J. Colloid Inter-
face Sci. 177, 283287.
E. Sabah et al. / Int. J. Miner. Process. 74 (2004) 303315 315
Characterization and dewatering of fine coal tailings by dual-flocculant systemsIntroductionExperimentalMaterialsMethods
Results and discussionCharacterization of coal tailingsMineralogical analysisChemical analysisCarbon-sulfur and ash analysisDTA-TGA analysisParticle size distribution
Characterization of the suspensionsDual flocculation testsAnionic-nonionic and nonionic-anionic dual flocculation testsAnionic-cationic and cationic-anionic dual flocculationNonionic-cationic and cationic-nonionic dual flocculation
ConclusionsAcknowledgementsReferences
Top Related