





Languages
Pages
Legal


Water Minimisation in the Food and Drink Industry
Business Resource Efficiency Guide
HomeSection 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 Appendix

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP II
HomeSection 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 Appendix
Our vision is a world without waste, where resources are used sustainably.
We work with businesses and individuals to help them reap the benefits of reducing waste, develop sustainable products and use resources in an efficient way.
Find out more from the WRAP Resource Efficiency Helpline on 0808 100 2040 or at www.wrap.org.uk
1 Introduction 2 1.1 Why reduce the amount of water you use? 2 1.2 Symbols for implementation costs and 2 incentives
2 The business case for reducing water use 4
3 Managing water use 7
4 The benefits of benchmarking 9 4.1 The advantages of using key performance 9 indicators
5 Measuring water use and flow 12 5.1 Carry out a water survey and use the 12 information to create a water balance 5.2 Use measuring devices and techniques to 14 quantify water usage and flow
6 Process water use 17
7 Process control 22
8 Product and water recovery techniques 25 8.1 Consider using a pigging system to reduce 28 water usage 8.2 Consider using membrane separation to 30 recover product and/or water
9 Cleaning 34
10 Effluent treatment 41
11 Ancillary water use 44
12 Best available techniques 47
13 Free help and advice from WRAP 51
14 The Federation House Commitment 52
Appendix A: Water Technology List 53
Contents

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 1
Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixHome
Summary
WRAP has produced this guide to help companies in all sectors of the food and drink industry improve their water efficiency and consider a variety of water saving practices.
This easy-to-use guide describes how companies can take steps to minimise their water use without compromising their processes or hygiene standards. The information can be used to help build an environmental action plan, assess environmental performance, prioritise actions and set targets.
Measures described in this guide will also help food and drink processing companies meet the requirements of their environmental permit (Integrated Pollution Prevention and Control) or the Federation House Commitment and can be integrated into an environmental management system (EMS).
The first four sections outline the business case for reducing water use and provide information on how to measure and monitor its use.
Section 2 The business case for reducing water use
Section 3 Managing water use
Section 4 The benefits of benchmarking
Section 5 Measuring water use and flow
Sections 6 to 12 provide guidance on improvements in water and process efficiency, highlighting examples of best practice.
Section 6 Process water use
Section 7 Process control
Section 8 Product and water recovery techniques
Section 9 Cleaning
Section 10 Effluent treatment
Section 11 Ancillary water use
Section 12 Best available techniques
Section 13 and 14 provide links to further sources of information, including other guides and tools from WRAP (www.wrap.org.uk) and The Federation House Commitment (FHC).

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 2
Home Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 1
All industrial and commercial organisations use water. However, organisations often do not know how much they are using or that by using water more efficiently they could reduce what they pay for water supply and effluent disposal.
Sites that have not previously tried to save water can often reduce their water and effluent bills by up to 30% by combining low- or no-cost opportunities with longer term water saving projects. This is especially true for industrial applications, where large quantities of water are used. However, it is important not to forget domestic and ancillary water uses, which all contribute to a site’s overall water use.
The food and drink industry is no exception. This easy-to-use guide describes how businesses in all sectors of the industry can take steps to minimise their water use without compromising their processes or hygiene standards. The information can be used to help build an environmental action plan, which helps a business to assess environmental performance, prioritise actions and set targets. The water efficiency measures described in this guide will help food and drink processing companies meet the requirements of their environmental permit (Integrated Pollution Prevention and Control) or the Federation House Commitment1 and can be integrated into their environmental management system (EMS).
Further readingCampden BRI’s Guidelines on the re-use of potable water for food processing operations2 provides guidance on the risk assessment of water re-use and the degree of reconditioning necessary for its use in a second food processing operation. It will help food manufacturers provide evidence and documentation to support the safe re-use of water to their customers and the competent authority, as required.
1.1 Why reduce the amount of water you use?
The costs for water supply and effluent disposal have risen considerably in the last decade. They are likely to continue to do so as water companies seek to meet the costs of complying with European Directives such as the Urban Waste Water Treatment Directive (UWWTD).
Reducing the amount of water you use will save you money in water supply charges. In most cases, it will also have the effect of reducing the volume of effluent your organisation discharges, which will cut your trade effluent charges. You will be reducing your company’s impact on the environment as well as saving money. Think also about the hidden costs associated with water use; the energy you could be saving, for example, by reduced pumping requirements or having to heat less water.
There may be other benefits too. Some of the water saving measures described in this guide will also enable you to recover some of the raw material or product from your process or cleaning chemicals, which previously may have been lost in the effluent stream. This will have the added benefit of lowering effluent strength, which will reduce your trade effluent charges further.
Reducing the amount of water you use can also demonstrate continual environmental improvement; one of the key pillars when implementing an EMS, particularly in relation to a formal EMS.
1 Introduction
The costs for water supply and effluent disposal have risen considerably in the last decade.
1 An initiative to improve the water efficiency of food and drink manufacturing companies, with the aim of reducing water usage by 20% by 2020 (against a 2007 baseline). Visit www.fhc2020.co.uk for more information.
2 Guideline 70, Campden BRI 2012, ISBN: 978 0 907503 73 6

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 3
Home Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 1
1.2 Symbols for implementation costs and incentives
Throughout this guide, symbols are used to give you an idea of the cost of implementing some of the water saving practices and technologies discussed. This information can also be used to help prioritise actions in your environmental action plan. The ‘no-cost’ and ‘low-cost’ savings will be simpler to implement and can be addressed while you investigate the longer-term suggestions.
Also provided is a symbol indicating when plant and equipment matches a qualifying category on the Enhanced Capital Allowance (ECA) Water Technology List3. Published by the Department for Environment, Food and Rural Affairs (Defra) and HM Revenue and Customs, the ECA Water Technology List enables eligible businesses to claim 100% first-year capital allowances for investment in listed products and technologies. Further information is provided in Appendix 1.
For those implementing an EMS, the symbols also provide a way of prioritising water actions in objectives, targets and management programme/action plan. For example, actions with no costs associated with their implementation can be considered ‘quick wins’, therefore their implementation can be prioritised and actioned within a short period of time. Actions that have low implementation costs can be considered a short- or medium-term action, while actions with higher implementation costs may be considered for the longer term.
Prioritising actions in this manner will also demonstrate continual environmental improvement over a long period of time.
Throughout this guide you will see the following symbols:
No-costActions you can take now at no cost.
Low-cost
Actions which can typically be implemented for below £1,000.
More
Actions which would involve a degree of business planning, internal discussions and time. These actions would typically cost in excess of £1,000 to implement.
ECA
Indicates the product category is on the ECA Water Technology List and your company may be eligible to apply for the associated tax benefit.
3 www.hmrc.gov.uk/capital-allowances/fya/water.htm

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 4
Home Section 1 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 2
2 The business case for reducing water use
The food and drink industry is one of the largest users of process water in the UK. Water and effluent charges are rising annually, and the cost of water as a resource and the discharge of trade effluent form a significant part of companies’ operating costs. In addition, more stringent legislative requirements on emissions to water mean companies in the food and drink sector can benefit from reducing water use and effluent discharge volumes.
This section looks at the current cost benefits and legislative incentives for UK food and drink businesses to implement water reduction technologies and techniques. Table 1 details the main incentives directly and indirectly influencing water efficiency and effluent management.
Water and effluent charges are rising annually, and the cost of water as a resource and the discharge of trade effluent form a significant part of companies’ operating costs.
Table 1: Commercial incentives and legal obligations
Commercial incentives
Cost of water resources With the cost of mains water rising, companies are finding alternative sources of water or treating water on site to the quality required. If you use large volumes of water, significant savings could be achieved by obtaining water from sources other than a water company. Alternative water sources include:
¡ groundwater;
¡ river/canal water;
¡ rainwater/surface water; and
¡ internal water recycling.
Cost of effluent disposal Water companies in the UK use the Mogden formula to calculate the cost per cubic metre (m3) of discharging a waste stream to sewer for treatment at the receiving wastewater treatment works.
For more information on the Mogden formula and to investigate the impact on the cost of discharge of modifying specific aspects of the effluent, such as chemical oxygen demand (COD) and suspended solids (SS), see the Mogden formula tool at www.wrap.org.uk/content/mogden-formula-tool-0
Additional costs to take into account
Make sure the true cost of water and not just the charge form the utility supplier are taken into consideration. The true cost of water and effluent should include:
¡ energy requirements (i.e. for pumping, heating, chilling and heat losses);
¡ water treatment;
¡ labour;
¡ abstraction;
¡ raw material and product lost in effluent;
¡ capital and revenue:
- costs associated with design and operation of effluent treatment plant; and
- analysis of wastewater samples.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 5
Home Section 1 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 2
EMS implementation Many of the larger purchasers of food and drink (e.g. supermarkets) are increasingly aware of the water efficiency improvements that supply chain control can bring. Therefore, they are beginning to scrutinise their suppliers’ water efficiency performance. Having an EMS in place, with water as a key environmental aspect, will provide assurances to purchasers that suppliers understand the importance of water efficiency and are committed to driving down water consumption.
Key legal obligations
Environmental Protection Act (1990)
Environmental Protection (Duty of Care) Regulations (1991)
This legislation concerns the transfer, treatment and disposal of controlled wastes. The legislation ensures that the producer of a controlled waste remains responsible for that waste during its transfer and ultimate disposal, even if by a third-party company.
Water Framework Directive (WFD)
The purpose of the WFD is to achieve ‘good status’ for all waters by a set deadline. The WFD introduced the concept of ecological and chemical protection as a minimum for all surface waters. One of the key milestones in the WFD is that ‘true cost’ water pricing policies had to be in place by 2010. This further promotes the ‘polluter pays’ ethos and requires that, where possible, costs must be allocated proportionately.
As a result, the WFD replaces a number of existing European directives
¡ Already in place:
- Surface Water Abstraction Directive (75/440/EEC);
- Exchange of Information on Surface Water Decision (77/795/EEC);
- Surface Water Abstraction Measurement / Analysis Directive (79/869/EEC); and
¡ Scheduled end of 2013:
- Groundwater Directive (80/68/EEC).
Water Resources Act 1991, as amended (England and Wales)
This defines the Environment Agency’s (EA) role in water pollution, water resource management, flood defence, fisheries and navigation. It covers discharges to surface and ground waters, estuaries and coastal waters, and controls abstracting and impounding water.
Operators must not cause or knowingly permit any poisonous, noxious or polluting material or solid waste to enter controlled water unless they have consent from the EA.
Water Industry Act 1991 Consolidates previous legislation on water supply and sewerage services (including trade effluent consents) and opens up the market to allow private sector companies to compete to be appointed as water and sewerage undertakers.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 6
Home Section 1 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 2
Key legal obligations
Environmental Permitting Regulations, as amended
Industrial Emissions Directive (IED)
Integrated Pollution Prevention and Control (IPPC) is a European Directive4 implemented in the UK by the Environmental Permitting Regulations (EPR). EPR prioritises efficiency over treatment, thus targeting point source emissions and in-process recycling.
The EPR adopts a continuous improvement policy empowering a regulator to impose improvement requirements on sites that have already achieved authorisation under the EPR.
The EPR provides a consolidated system for environmental permits and exemptions for industrial activities, including water discharge and groundwater activities.
The IPPC sector guidance notes (EPR 6.105) require businesses in the food and drink industry to consider the best available techniques (BAT) for control of emissions (including emissions to water). This guide makes general references to BAT in relation to EPR 6.10
The Environmental Permitting (England and Wales) (Amendment) Regulations 2013 were made on the 20 February 2013 and came into force on 27 February 2013. These Regulations transpose the requirements of the Industrial Emissions Directive (IED).
The EA has issued a briefing note on the impact the IED has on food and drink manufacturers and focuses on the changes in sections 6.4 (b) (i) – (iii) of the Directive (i.e. installations that treat and process more than 75 tonnes per day of animal and vegetable raw materials6).
Further guidance on environmental legislation7
For companies in England and Wales, guidance about environmental obligations can be found on the EA website. The Scottish Environment Protection Agency (SEPA) and Northern Ireland Environment Agency (NIEA) have launched a new NetRegs service, for businesses in and Scotland and Northern Ireland.
Guidance for food and drink businesses is available at:
¡ www.environment-agency.gov.uk/business/default.aspx (England and Wales); and
¡ www.netregs.org.uk (Scotland and Northern Ireland).
4 Directive 96/61/EC amended by Directive 2008/1/EC5 How to Comply with Your Environmental Permit. Additional guidance for: the Food and Drink Sector (EPR 6.10)6 Briefing Note: Industrial Emissions Directive - Impact on Food & Drink industries, Environment Agency7 Legislation is constantly updated – check the Agency websites for the latest situation. Please also note that legislation in
Scotland and Northern Ireland may differ from that in England and Wales

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 7
Home Section 1 Section 2 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 3
3 Managing water use
This section looks at how to manage water use in your company, from initial investigations and commitment from senior management, through to implementation and continuous improvement.
It is vital to have effective procedures in place to manage a water reduction programme, otherwise any improvement may become a one-off initiative with no follow-up; employees will not be motivated to continue good practices and the programme will lose momentum and fail.
Ensure your employees are aware of the total cost of water to your site – water is often an undervalued resource and some sites still believe it is ‘free’. Potential cost savings associated with water efficiency improvements are often the driver that motivates management to support a water use reduction programme.
Successful management involves identifying and initiating water saving projects; continual monitoring of water use and company/staff practices; and a timely, appropriate response to the information gathered. Table 2 identifies the key issues and actions involved in managing water use successfully.
Ensure your employees are aware of the total cost of water to your site – water is often an undervalued resource and some sites still believe it is ‘free’. Potential cost savings associated with water efficiency improvements are often the driver that motivates management to support a water use reduction programme.
Steps Guidance Indicative costs
1. Obtain management commitment to water saving activities
Your business is most likely to make savings if senior management is committed to saving water.
It is also useful to identify at least one person in the company who will be allocated the time and resources to ‘champion’ water saving initiatives. This person should take regular site tours during all of the shift patterns to establish where water is being used, whether procedures are being adhered to and where water is potentially being wasted.
It is important that key personnel such as your water champion, site engineer or site manager have access to water bills. Ensure that bills are not simply paid by the accounts department; check that they reflect actual usage.
2. Measure water use on your site
Create a water balance by gathering existing site water use data and marking the major water uses on a simple pictorial representation of your site. For further guidance see WRAP publication ‘Tracking Water Use to Cut Costs’, which can be downloaded free of charge from the WRAP website (www.wrap.org.uk/content/tracking-water-use-cut-costs).
To ensure robust data are obtained, and align with the monitoring and measurement requirements of an EMS, consideration should be given to the development of an operational control procedure to monitor and measure water on site. The purpose of such a procedure is to provide methodologies to:
¡ Monitor water consumption in a controlled manner. This would include instructions on:
- how to measure water consumption (e.g. electronically and/or manually);
- the frequency of measurement (e.g. daily, weekly);
Table 2: Steps to managing your water use

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 8
Home Section 1 Section 2 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 3
Steps Guidance Indicative costs
- where to record the data; and
- how to communicate the data.
¡ Demonstrate progress towards, and the achievement of, water efficiency objectives and targets.
3. Analyse results and identify areas of potential savings
Brainstorm and research ideas for reducing water use in certain areas. Involve all staff and consider including all appropriate contractors, such as cleaning staff, at this point as they may have good ideas. Identify water use reduction projects and assess the potential cost savings from them.
4. Set targets Decide on your maximum budget. Set targets for the savings you want to achieve in each area. Set target payback times so that you have a timeframe in which to achieve the savings.
For companies that have/are implementing an EMS, these targets can be used in your management programme/action plan. For those that have not yet implemented an EMS, such targets could be used as a catalyst for a full EMS implementation programme.
5. Plan Get detailed costs from suppliers for any new equipment you want to install and work out what resources you need for various activities.
Use all the information you have gathered to develop your action plan. An action plan will help you to assess your environmental performance, compare opportunities and prioritise actions.
6. Involve staff You may already have involved staff when looking for ideas for saving water. Keep them involved at all stages. It is vital for staff to feel that they are involved, consulted and informed; this improves motivation.
7. Implement improvements
This may include training staff, installing new equipment or fixing existing equipment and informing staff about best practice procedures.
8. Monitor, report and review
Once improvements have been implemented or adopted, it is important to measure and monitor regularly. That way, you not only check that you are hitting your targets, but you also identify any areas that need attention. Get feedback from staff and carry out regular inspections and surveys. Inform staff of progress and results, and be sure to report success stories.
Staff suggestions that directly result in water savings could be reported in company communications (e.g. a newsletter).
To achieve certification/registration to a formal EMS, you must provide documented evidence that you have worked towards achieving the objectives and targets in your management programme/action plan. Monitoring, measuring, and reviewing objectives and targets are, therefore, key elements of EMS implementation. These processes enable you to identify whether or not the objectives and targets are realistic and achievable. If the process concludes that the objectives and targets are not realistic, a review will need to be undertaken to modify them and make them achievable.
9. Continue Use your reviews as the basis for further action. Set future targets and use your environmental action plan for ongoing improvements.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 9
Home Section 1 Section 2 Section 3 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 4
4 The benefits of benchmarking
Benchmarking is the process of comparing the cost, cycle time, productivity or quality of a specific process or method against one that is widely considered to be an industry standard or best practice. Essentially, benchmarking provides a snapshot of your business performance and helps you understand where you are in relation to a particular standard.
Internal benchmarking is a comparison between similar operations in your own organisation. External benchmarking is a comparison with best practice achieved by others in the industry.
Benchmarking can be used by a business as an indication of how it is performing in terms of water consumption and effluent generation (i.e. product loss) compared with the rest of its sector. Some examples are shown in Table 3.
Benchmarking is also essential when implementing an EMS as it provides the driver for continual environmental improvement. This is particularly the case when setting EMS objectives and targets.
In EMS terms, objectives are the overall aims that a business will set to reduce its environmental impact. For example, a business may have an objective to reduce water consumption on site. However, this alone will not bring about a reduction in water use. A short-term goal needs to be set to achieve the overall objective of reducing water use. These short-term goals are referred to as targets, which are usually derived from internal/external benchmarking.
Benchmarking data also provide assurances that the target associated with the objective is realistic and achievable.
Benefits of benchmarking ¡ A useful tool for highlighting areas where
there might be discrepancies. ¡ A simple way to express performance that
can be used as a tool to communicate to staff the need to manage resources.
¡ It encourages improvement and makes it easier to identify opportunities to reduce wastewater.
¡ It will helps to manage variable costs and to develop key performance indicators (see below).
4.1 The advantages of using key performance indicators
Key performance indicators (KPIs) are essential to any successful benchmarking campaign. KPIs are financial and non-financial measures that can be used to help a business define and evaluate how successful it is, typically in terms of making progress towards its long-term organisational goals.
Benefits of measuring KPIs ¡ They can allow management to see the
performance of a company or department in one place.
¡ A team can work together to a common set of measurable goals.
¡ It can be a very quick way of seeing the actual benefits and improvements from a strategic objective.
¡ Decisions can be made much more quickly when there are accurate and visible measures to back them up.
KPIs are an essential element of EMS implementation as they provide normalised numerical values to the environmental performance of a business. Normalising data is key to monitoring the success of any environmental programmes in a business, such as water efficiency projects.
Benchmarking can be used by a business as an indication of how it is performing in terms of water consumption and effluent generation.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 10
Home Section 1 Section 2 Section 3 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 4
The following water-related example demonstrates how this works. A company in the food and drink industry may have an objective to reduce water consumption on site by 10% in the first year of EMS implementation. However, if production increases, there is likely to be an increase in water use. In this scenario, relying on water consumption data alone will usually conclude that the business is becoming less efficient with water. Normalising the data (e.g. expressing water use as m3 water per tonne product produced) allows the business to reveal the ‘true’ picture of water efficiency. For example, water consumption may have increased on site, but this might be as a direct result of increased production.
Therefore, if water consumption is related to units of production, a business may find that, although overall water consumption has gone up, the consumption per unit of production has decreased. This will suggest that the
business is becoming more water efficient per unit of production. Based on this, businesses in the food and drink industry usually agree that assessing m3/unit of production (e.g. tonnage) is the best way to monitor progress with regards to water efficiency.
Company X has the overall objective of reducing water consumption per tonne of product. It has set itself the following targets to achieve this objective:
¡ reduce water consumption to 1.6m3/tonne by December 2013;
¡ reduce water consumption to 1.4m3/tonne by December 2014; and
¡ reduce water consumption to 1.2m3/tonne by December 2015.
Table 4 outlines some of the KPIs that are often used.
Table 3: Water use benchmarks
Source: Environment Agency EPR Sector guidance
*The amount of water used per bird varies between different processors and depends on the size of the bird, method of slaughter and carcass dressing, degree of automation, etc.
Sub-sector Benchmark Reference
Red meat: cattle 700 – 1,000 litres per animal EPR 6.12
Red meat: pig 160 – 230 litres per animal EPR 6.12
Red meat: sheep 100 – 150 litres per animal EPR 6.12
Poultry: chicken* 8 – 15 litres per bird EPR 6.11
Poultry: turkey* 40 – 60 litres per bird EPR 6.11
Milk 0.6 – 1.8 litres per litre EPR 6.13
Powdered milk 0.8 – 1.7 litres per litre EPR 6.13
Ice cream production 4.0 – 6.5 litres per kg EPR 6.13

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 11
Home Section 1 Section 2 Section 3 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix Appendix
Table 4: Commonly used water-related KPIs in the food and drink industry
KPI Units What is it? What does it reflect? What is good?
Total water (absolute)
m3 Total water use on site.
Total volume of water consumed in any given time period (week, month or year).
Low levels.
Total water (relative to production)
m3/tonne of product
Total water use on site.
Total volume of water consumed in any given time period (week, month or year) per tonne product.
Will depend on particular product and production-related water use.
Consumptive water
m3 Total water use on site, excluding cooling water extracted and returned to source.
Volume of water consumed in any given time period (week, month or year).
Low levels.
Process water (absolute)
m3 Water used in processing operations, including that used as a raw material (ingredient).
Volume of water used in any given time period (week, month or year)
Low levels.
Process water
(relative to production)
m3/tonne of product
Volume of water used in any given time period (week, month or year) to produce a normalised unit of production.
Will depend on particular product and production-related water use.
Cleaning water m3 Water used for cleaning purposes.
May be difficult to determine as process water is often used for cleaning and sourced from a number of areas (cleaning-in-place (CIP), hoses, hygiene stations) that are not sub-metered.
Low levels generally good.
Cooling water m3 Water used as a coolant (where applicable).
May be difficult to determine as process water may be used for cooling and may not be separately sub-metered.
Low levels generally good.
Water re-use % (by volume)
Proportion of water re-used on site (e.g. hot process water re-used for fluming raw materials or for cleaning) as a percentage of the total water consumed.
Level of water re-use being achieved.
High levels good, but could mask inefficient processes or practices leading to excessive water use in the first place.
Section 4

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 12
Home Section 1 Section 2 Section 3 Section 4 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 5
5 Measuring water use and flow
This section looks at how you can measure and account for the water that you use on your site. Knowing how much water you are using and where it goes are the first steps towards being able to control and reduce the amount you need.
TIP: Remember if you don’t measure it, you can’t manage it.
Suggested actions in this section include carrying out a water survey to create a water balance and considering the different options available for devices that measure quantity and flow. Regular surveys will keep water and effluent systems in order. Checks should be carried out on a monthly basis, at least until full control of water use has been established, when an annual survey may be sufficient. Surveys typically reveal leaks; incorrectly set, poorly maintained or broken equipment; unidentified connections; redundant lines; unknown or unauthorised use or discharge; and clean water discharges to effluent streams. Once identified, these are all things that can be rectified quickly.
If adopted, many of these actions can be included in your management programme/action plan. This will provide documented evidence of your commitment to drive forward your company’s EMS, while demonstrating continual environmental improvement.
5.1 Carry out a water survey and use the information to create a water balance
A water balance is a numerical account of where water enters and leaves your site, and where it is used in the business. It lists the amounts of water used by each main process. It can be kept quite simple or be made very detailed, depending on your situation and needs. Table 5 summarises the steps you need to take. For further guidance see WRAP’s publication ‘Tracking Water Use to Cut Costs’, which can be downloaded free of charge from the WRAP website (www.wrap.org.uk/content/tracking-water-use-cut-costs).
It is also possible to use modelling software to establish a water balance. Models can be proprietary packages that require a licence fee to be paid or can be developed at a more basic level using standard spreadsheet packages. These models can also be used as production tools to establish supply and demand of water for processing.
To help you develop a water balance, visit WRAP’s water monitoring tool which can be used to help establish your water consumption (www.wrap.org.uk/content/online-resource-efficiency-tools).
Knowing how much water you are using and where it goes are the first steps towards being able to control and reduce the amount you need.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 13
Home Section 1 Section 2 Section 3 Section 4 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 5
Steps Guidance Indicative costs
1. Gather existing data:
¡ water supply and treatment costs;
¡ water and effluent quantities and quality;
¡ effluent treatment costs;
¡ effluent discharge or removal costs;
¡ site plans; and
¡ details of process or unit operation.
Gather recent water, sewerage and trade effluent bills or licences.
Take regular meter readings to measure the water entering and leaving your site, and check patterns of use to ensure the utility company’s figures are correct. Ensure that the meter serial numbers on your water and effluent bills match those on the actual meters. Where practicable, use submetering for individual process areas.
For further information on water bills, see WRAP’s publication ‘Reducing Your Water Consumption’.
Include any data you have on rainfall or groundwater input. Remember, water may also leave your site in product, by evaporation and as steam.
For water and effluent quality, use analyses of on-site water treatment and effluent samples that are carried out in-house, or by an external laboratory or water company.
Ensure site plans include water distribution and drainage, water sources and meter locations. Use technical drawings of process flow and pipes/processes. Refer to manufacturers’ specifications to provide details of process operations.
2. Decide whether your data are adequate or whether you need more detail.
Use these initial data to account for at least 80% of the water you pay for, including any major leaks. If you need more information, it is likely to be for specific areas.
Investigating your main uses of water is likely to provide the best cost-saving opportunities. Target areas that use the most water (e.g. production processes, CIP, utensil/container washers and hygiene systems).
Weigh up the potential savings against how much it will cost you to investigate water use in more detail and how likely you are to identify cost savings.
3. Draw a diagram of your site.
Mark on your diagram all major uses of water, the location of all on-site water meters, and the points where domestic wastewater and/or trade effluent enter the site drainage system.
Remember, inputs and outputs may be in a different form (e.g. liquid raw materials, steam and end-product).
Make sure you include any existing recycle streams.
4. Add data to the diagram.
Add the amounts of all major water and effluent flows to the relevant places on the diagram. Remember to use a consistent unit of measurement (e.g. m3/day).
Where possible, when developing a water balance around a facilities installation, aim to identify and quantify the following areas of in-process water use:
¡ water in the product;
¡ water used for cooling;
¡ water used for washing down;
¡ any recycled water streams;
¡ any known losses (e.g. evaporative losses);
¡ water in sludges leaving site; and
¡ any other known process uses.
Table 5: Steps your business should take to measure water use and flow

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 14
Home Section 1 Section 2 Section 3 Section 4 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 5
Steps Guidance Indicative costs
5. Add more detail to your diagram if needed.
Taking this step means you can account for a greater proportion of your water use and with greater accuracy. You can carry out a more detailed survey of your site, to identify:
¡ where water is used and how much;
¡ which sources of water supply which processes;
¡ sources and quantities of effluent; and
¡ leaks and other accidental water losses.
Walking around the site, checking equipment and usage and talking to staff, often means any discrepancies in your figures can be resolved.
6. Use your completed water balance to identify cost-saving opportunities.
Your water balance will show you where you use the most water or generate the most effluent. Starting with these, think about why the process uses so much water or creates so much effluent, and whether action can be taken or alternative approaches considered.
TIP: Pick a day when there is no production (e.g. a scheduled shutdown). Isolate all water using processes, including domestic uses. Monitor your water meter. The meter should not be turning. If it is still turning, then there may be a significant leak or a process, such as a spray bar, that has been left running.
Leakage detection equipment is a category on the Water Technology List and includes the following sub-technologies:
¡ data loggers; ¡ controllers for pressure reducing valves;
and ¡ remote meter reading and leak warning
devices.
Further information on the Water Technology List can be found in Appendix 1.
5.2 Use measuring devices and techniques to quantify water usage and flow
Table 6 summarises typical methods for measuring water use and flow, and gives guidance to help decide what is appropriate for a particular situation.
Before buying any flow measurement device consider the following:
¡ the level of accuracy required; ¡ the temperature, pressure, speed and level
of contamination of the water; ¡ the condition and arrangement of
pipework; ¡ the type of meter best suited for the
application – don’t forget hygiene issues.
TIP: Remember, the accuracy of flow measurement equipment is affected by the proximity of valves, bends in the pipework and other items which affect flow.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 15
Home Section 1 Section 2 Section 3 Section 4 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 5
Device/technique
Application Guidance Indicative costs
Bucket and stopwatch
Where flows are accessible.
Where flows are accessible, measuring the time taken to fill a bucket with graduations using a stopwatch is a cheap, simple and effective way of measuring flows.
Before taking any measurement, first ensure that the water does not contain any hazardous substances or is at a temperature that may pose a risk of scalding. If there are any potential hazards, undertake an appropriate risk assessment
Bucket with graduations
Sinks and washbasins.
Disconnect the u-bend then simulate a normal activity. The wastewater from this activity can be collected in the bucket.
Water meters Incoming water supply and input to specific processes.
All sites should have a meter on the incoming water supply. This will only provide an indication of water use on the site as a whole. To measure use effectively and target water saving practices in specific areas, consider installing a comprehensive system of submeters, especially on supplies going into individual processes. Applications that use the most water (e.g. production processes, CIP, utensil/container washers and hygiene systems) should be metered individually. Specialist metering companies can set up bespoke systems to monitor the key areas of consumption and allowing water consumption to be correlated with outputs such as production volume.
Water companies may be able to provide data detailing consumption trends.
Turbine meters In pipework carrying clean water.
Usually provide a direct visual display of cumulative flow. These are the most commonly used and widely applicable of all water meter types. Industrial turbine meters are available in different sizes – ranging from 15mm to 100mm in diameter, with a prices ranging from around £75 to £500 and installation costs of between £250 and £1,000. Larger meters, suitable for systems where large controlled volumes of water are needed in a short time (e.g. CIP), are also available.
Orifice meters In pipework carrying clean water.
Give direct readings of instantaneous flow.
Table 6: Measuring devices and techniques to quantify water use and flow

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 16
Home Section 1 Section 2 Section 3 Section 4 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 5
Device/technique
Application Guidance Indicative costs
Ultrasonic meters
Strap-on ultrasonic meters may not be appropriate for older pipework.
In weirs and flumes to measure levels and, hence, flow.
Useful where a non-invasive system is required (e.g. for hygiene reasons or to avoid pressure drop across a metering element).
Pressure gauge In pipes, channels, weirs and flumes, to measure levels and hence flow.
Invasive system.
‘Meters and monitoring equipment’ is a category on the Water Technology List and includes the following sub-technologies:
¡ Flow meters – to be eligible, the water meter must be one of two main types: - a totaliser measuring total water
consumption on a line; or - a flow meter measuring the actual rate
of water flow.
The meter must be capable of transmitting a continuous or pulsed signal with water management information such as total water consumed or flow rate, for example to a central data logger for water management purposes.
¡ Water management software – to be eligible, the software for water management must meet the following definition: ‘Dedicated water use management software for analysing, reporting and communicating meaningful water management information to achieve water use savings’.
Further information on the Water Technology List can be found in Appendix 1.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 17
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 6
6 Process water use
This section deals with the way you use water as part of your production system. Table 7 and 8 suggest simple practices and devices to improve water management and reduce the amount of water needed.
Following the preparation of a water balance and identifying key effluent streams, an assessment of them – as individual or combined streams – can be made; reviewing water usage, effluent flow and load generation and identifying any actions that can be taken to minimise either.
Methods to eliminate water use or individual effluents should be considered first. These may also recover product and eliminate treatment costs and could include:
¡ spillage and leak prevention; ¡ storage of product residues to be added to
the next production batch; ¡ sale of one or more effluent streams as a
by-product; ¡ process change to eliminate water use or
generation of effluent; and ¡ substituting a wet process with a dry one.
Basic measures, such as not leaving taps or hoses running and fixing leaks, can bring
substantial savings in water use. There are also many simple and easy-to-install devices that will make it easier to save water. For example, consider interlocking water use with production breaks to minimise process water use during downtime. This can be achieved through the use of solenoid valves to shut off water supply to equipment (such as spray bars).
Making staff aware of how much water costs and how much is used in different processes is also key to controlling use.
TIP: Remember, by minimising the water you use, your production processes will also create a lower volume of effluent. This will reduce your effluent discharge costs, saving you even more money. Furthermore, the less water a business uses, the lower its associated costs are for areas such as pumping costs, heat losses, treatment and abstraction costs.
If adopted, many of these actions can be placed on your management programme/action plan. This will provide documented evidence of your commitment to drive forward your company’s EMS, while demonstrating continual environmental improvement.
Methods to eliminate water use or individual effluents should be considered first. These may also recover product and eliminate treatment costs.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 18
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 6
Check point Comment Next step Indicative costs
Training and staff awareness
Are your staff aware that your water supply is metered?
Staff are often unaware that commercial/industrial water supplies are usually metered and that water can make up a significant part of a business’s expenditure.
Raising staff awareness can encourage more efficient water use.
Use staff meetings as a way to raise awareness of water costs. Use promotional materials (e.g. posters and stickers around your site).
Post weekly readings from water meters in a prominent place that is easily accessible to staff. This allows them to look at trends in use and be aware of any anomalies and the reasons for them.
Are your staff aware of the need to take simple action such as turning off taps properly?
Taps and hoses that are left running, or not turned off properly, when water is not needed waste water. Dripping hot water taps also waste energy.
Use staff meetings as opportunities to discuss water-saving actions. Switch off process water feeds during breaks in processing. Use promotional materials (e.g. posters and stickers, around your site).
Do individual production areas have accountability for their water use?
Is it possible to differentiate the water use in different areas of your production facility, and make production managers and departments accountable for what their area uses?
Where possible, ensure individual production areas realise that water is an important raw material and that they are accountable for the amount used.
Maintenance and housekeeping
Do you repair dripping taps immediately?
Dripping taps cost more money in wasted water than you might realise and may undermine the credibility of your savings campaign
Carry out regular checks on all outlets.
Encourage members of staff to report any leaks/dripping taps. When they are reported, act immediately to set an example to your staff
Do you make regular checks for leaks in your water system, including underground/hidden sections?
Regular checks for leaks will help to reduce the amount of water lost. Underground leaks can go undetected for many years.
Carry out regular checks of accessible pipework and encourage staff to report any leaks they spot.
Check for leakage in hidden pipework by monitoring your water meter. Is it registering use during periods of non-production? If so, it could be an indication of a leak
Table 7: Water saving practices

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 19
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 6
Check point Comment Next step Indicative costs
If you use sprays to wash or cool materials or product, are the nozzles regularly maintained?
Worn or heavily scaled spray nozzles are inefficient and can result in more water being used.
In hard water areas, descale nozzles each month.
In soft water areas, check regularly for worn nozzles and replace as necessary.
Ensure procedures are in place for maintenance checks on nozzles and spray bars. Review the procedures on a regular basis.
Process water use
Are tamper-proof valves fitted on pipes that carry water to specific processes?
Unauthorised valve operation can result in more water than necessary being used.
Ensure that tamper-proof valves are fitted to prevent tampering (e.g. screwdriver adjustable valves).
Do not remove handwheels from isolation valves because operators may try to use spanners to operate the valve and, in doing so, damage the spindle.
Do you need to use water at a particular temperature?
Water running through long systems of pipework can lose or gain heat. This means the water is often run to drain to achieve the correct temperature.
Use a recirculating ring main for the distribution of hot or chilled water. If not possible, lag or trace-heat longs runs of pipework to reduce heat loss/gain.
Water re-use
If you use mains water for cooling purposes, have you looked at any alternatives?
Using mains water once only, for cooling, is wasteful.
Consider recirculating cooling water and cooling it with an air blast cooler, refrigeration unit or cooling tower. Consider other sources of cooling water – process quality water and borehole, river or canal water.
You could also re-use cooling water as feed water or make-up water in other equipment.
Do you re-use any of your process water before it joins the effluent stream?
Discharging wastewater to effluent streams can be wasteful. In some cases, this water might be of sufficiently high quality to be re-used.
Check the quality of the water. It may require treatment to reduce contamination. Think about where it could be re-used.
Note: consider the necessary hygiene standards in the food and drink industry8. Make sure the costs of treating recycled water to achieve the right quality do not outweigh the water savings. Consider re-use in non-food applications or as a pre-rinse in countercurrent rinsing. Ensure re-used water will not taint or discolour food products.
8 Campden BRI’s Guideline 70 ‘Guidelines on the reuse of potable water for food processing operations’ provides guidance on the risk assessment of water re-use and the degree of reconditioning necessary for its use in a second food-processing operation. It will help food manufacturers provide evidence and documentation to support the safe re-use of water to their customers and the Competent Authority, as required.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 20
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 6
Check point Comment Example Indicative costs
Do you have the correct pressure or rate of flow through pipes and other equipment?
Some processes or pieces of equipment may not need a high pressure or rate of flow. If water is at an unnecessarily high pressure, you may be using more than is needed.
Check a manufacturer’s specification for individual pieces of equipment to check whether the water pressure or flow rate is higher than specified.
Fit pressure control valves or flow restrictors to pipes.
Are hoses turned off after use or when unattended?
Hoses left turned on unnecessarily can waste large quantities of water.
Fit automatic shut-off controls to hoses.
Encourage staff to report any broken/defective equipment.
Is your water supply metered in more than one place?
Water meters will help you to establish how much water you use. Only then can you decide where you can make the biggest savings.
Install water meters on supplies going to individual processes so you can see how much different processes or areas use.
Do you use water sprays to wash or cool raw materials or product?
Using the right type of spray nozzle is very important, but is often not considered.
Focusing the spray can significantly increase efficiency and reduce water use.
Talk to your equipment supplier about the types of nozzle that are most suitable for your process. For example, directional nozzles that spray large drops in a cone pattern are best for chill rooms.
Do you use high-pressure jets and sprays to wash raw materials?
Using hoses, tanks and baths of water for washing instead of high-pressure jets and sprays consumes a great deal of water.
Consider using high-pressure jets and sprays. New designs also operate at lower pressures, while maintaining cleaning and hygiene requirements
Do you use plant with a preset or adjustable flow of water?
Flow rates are usually adjusted by setting a control valve. Control valves may also be used to isolate the water supply and may then not be reset to the optimum flow position.
To avoid the need to change preset positions, consider fitting block valves instead of control valves.
Table 8: Water saving devices

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 21
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 6
Check point Comment Example Indicative costs
Do you have any way of limiting water being wasted if pipework fails?
If pipework fails, you will be charged for all the water that has been wasted as well as suffering damage to your site and operations.
This is most appropriate for commercial areas and dry operations where a flood could cause major disruption. Consider installing leakage prevention systems, which could save most of the costs of a flood.
Do you use dry conveyors or chutes to transfer materials in your process?
Flumes can use a lot of water, which is often discarded.
Consider dry-handling methods if appropriate and practicable.
Flumes are generally kinder to product than dry conveyors or chutes. In these situations, consider re-using flume water if hygiene standards allow.
Do you use air or microwave thawing techniques?
Many businesses use makeshift water-thawing techniques that are uncontrolled and use large quantities of water.
Talk to suppliers about other thawing methods, such as warm air or microwave thawing. If you use water-thawing techniques, insert thermocouples into the centre of frozen blocks to turn off the water supply automatically when the material has thawed.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 22
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 7
7 Process control
This section describes how you can use process control to optimise water use. Effective process control enables water to be used more efficiently. It can:
¡ reduce the amount of water used in your processes;
¡ better control the use of water and optimise process performance; and
¡ reduce the volume of effluent generated.
This can help you make substantial savings on your water supply and effluent bills.
Process control methods range from individual, simple-to-install devices (e.g. orifice plates to restrict flow) to fully automatic process control systems managing all the processes on a site. You do not need to automate everything to realise savings; a few simple manual or automatic devices linked to your key water-using processes can make a great deal of difference.
Most process control systems are made up of three distinct elements: sensors, transmitters and control devices. Process control involves manipulating process variables (e.g. valve positions, flow rates, motor speeds on pumps) based on the values of one or more measured process parameters (e.g. temperatures, flow, concentration). This can be done manually, such as when an operator visually inspects the level in a tank and decides to add more
water, or automatically by a mechanical or electronic device. In the latter case, signals from sensors mounted in the tank are transmitted to an electronic device. This calculates the required control action and transmits signals to actuators that adjust valve positions, etc and eventually shuts off the water flow to the tank when the right level is reached.
The process controls can also be written into a formalised procedure to ensure that all relevant employees are aware of the new controls installed. If implementing an EMS, this will provide documented evidence that one of your key environmental aspects (water) is controlled.
Table 9 and 10 provide guidance on selecting the most appropriate control options, summarise the types of control device that are available to control water use and gives key criteria for their selection.
In all cases, remember to check hygiene requirements before fitting intrusive devices into process equipment.
Use Table 9 to select your process control requirements.
Table 10 provides examples of control devices and their scope for helping to reduce water use. Use Table 10 to help select an appropriate control device.
Process control methods range from individual, simple-to-install devices (e.g. orifice plates to restrict flow) to fully automatic process control systems managing all the processes on a site.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 23
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 7
Check point Comment Example
Do you need measurement data?
If so, you should consider:
¡ Location – are the readings needed locally on the plant or in a control room?
¡ Measurement point – is it in a pipe, open tank or closed vessel?
¡ Accuracy and repeatability – the tighter the control required, the more important these become.
Data on water flows or tank level would be used only for controlling water overflow from the tank. Data are not needed for process monitoring.
Do you only need control?
Flow and level controls are often the simplest and cheapest options to install and operate. They are easily automated and offer repeatability.
A control-only device, such as a float valve, could prevent water overflow.
Do you need measurement and control?
If so, you should consider:
¡ response time; and
¡ accuracy.
A control loop prevents water overflow from a tank and will be based on the measurement of tank level or water flow rate. It does not require a rapid response time or high levels of accuracy or repeatability. However, filling a tank as part of a recipe make-up would need to be quick and accurate.
What will it cost? Consider installation and maintenance costs as well as the capital cost.
A simple float valve will be the cheapest to buy, install and maintain.
Are there any other operational issues?
Ensure the options are consistent with the overall control philosophy and compatible with control system standards.
Manual control valves may not be appropriate for processes controlled mainly from a remote control room.
Many processes are operated to standards that are specific to the instruments and equipment to be used.
Remember accessibility and local indication – it may make on-going operation easier and cheaper.
Table 9: Process control checkpoints

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 24
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 7
Device category
Application Operating parameters
Indicative costs
Maintenance Device type
Guidance
Manual or fixed control
There are a variety of devices available to set flow at a specified rate (e.g. a restricting orifice) or to control flows manually (e.g. needle valves).
Operating range (turndown) depends on the size of device. Operating temperature is a maximum of 100°C.
Capital costs can be up to £500.Installation costs can be up to £500.
Low cost.Carry out maintenance on a weekly/quarterly basis. Check settings of manual valves regularly.
Globe and angle valves
Suitable for low-viscosity fluids containing no solids. Angle valves have a lower pressure drop across the valve than globe valves.
Needle control valves
Allow accurate manual control. Suitable for low-viscosity fluids with minimal solids.
Butterfly valves
These valves have lower pressure drop and are suitable for higher viscosity fluids or those containing solids. Less accurate control than needle, globe or angle valves.
Weir diaphragm valves
Simple and low-cost, offering moderate control. Suitable for higher-viscosity fluids or those containing solids.
Restricting orifice
Provide a constant flow at a predetermined rate. Orifice plates are susceptible to erosion and build-up of solids.
Flow regulators
Adjustment possible in a limited range. Designed with the intention that adjustment will be infrequent.
Solenoid actuated
Used for two-point control only (e.g. on/off).
Operating range (turndown) depends on the size of device. Operating temperature depends on the valve design. Needs electricity.
Capital costs can be up to £500.Installation costs can be up to £500.
Low cost.Maintain quarterly.
Valves Used to open or close a valve on receipt of a control signal. Simple and low-cost. Frequently used to control water supply. Ideal for turning off water supply to equipment that has been switched off.
Automatic control
More expensive option, but essential when flow rates have to be controlled accurately and need to respond quickly to changes in the process condition.
Operating range (turndown) depends on the size of device. Operating temperature depends on the valve design. Needs electrical or pneumatic power supply.
Capital costs are over £100.Installation costs are over £500.
Low/moderate cost. Maintain quarterly.
Valves Accurate and variable control of flow rate, controlled by an actuator. Various types of valve can be used, including globe, butterfly, ball and three-way valves. The flow rate is adjusted automatically by the control loop, without intervention from an operator.
Table 10: Control devices to optimise water use

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 25
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 8
8 Product and water recovery techniques
Once process changes and/or process control have been reviewed to see whether water use can be reduced, it may be worthwhile considering product and water recovery techniques.
This section discusses the techniques for recovering product and/or water, which will reduce water use, and effluent volume and strength. Separating out and collecting different solids and liquids that enter the effluent stream can have many benefits.
Firstly, it can provide the opportunity to re-use or recycle water. This will not only reduce the amount of water you need to pay for, but will also reduce the volume of effluent you will have to pay to discharge.
Secondly, if you can separate raw materials or product from the water for re-use, you will be reducing the concentration of your effluent. This will lower your trade effluent bills.
You may also have the benefit of recovering saleable product, which would otherwise be discharged to drain.
There are many treatment options available to accomplish this – from the very simple (e.g. screening water before recirculating for re-use) through to more complex approaches that may involve a multi-stage treatment process.
If adopted, many of these actions can be placed on your management programme/action plan. This will provide documented evidence of your commitment to drive forward your company’s EMS, while demonstrating continual environmental improvement.
A number of typical short, medium and long-term options frequently encountered in the food and drink industry to recover water or product and reduce effluent flows and pollution loads are given in Table 11.
Separating out and collecting different solids and liquids that enter the effluent stream can have many benefits.
Potential recovery or treatment process
Typical opportunity Typical potential benefits Indicative costs
Product collection
Design consideration for pipework runs and vessels to optimise product recovery. For example, gravity drainage of pipework runs will aid product recovery.
Water, raw material/product savings, and reduced effluent COD/SS and charges.
Product collection
Draining and collecting product/raw material from pipes and equipment prior to cleaning for re-use.
Water, raw material/product savings, and reduced effluent COD/SS and charges.
Collection of by-product for re-use or sale (e.g. optimising blood recovery at abattoirs).
Water, raw material/product savings, and reduced effluent COD/SS and charges.
Table 11: Frequently encountered product or water recovery techniques

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 26
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 8
Potential recovery or treatment process
Typical opportunity Typical potential benefits Indicative costs
Water collection
Collection of any hot water (hot liquor) for re-use (direct or indirect).
Reduced water (and any added value) consumption, effluent volume and charges. Energy recovery.
If the site has a steam supply, collecting condensate for re-use (usually return to the boiler hot well).
Reduced water (and any added value) consumption, effluent volume and charges. Energy recovery.
Cascade re-use Washing dirty product in a countercurrent flow of water (e.g. washing carrots from the field).
Reduced water (and any added value) consumption, effluent volume and charges.
Recirculation and chilling
Replace once-through cooling water with a recirculation (chilled) system (e.g. on homogenisers).
Reduced water (and any added value) consumption, effluent volume and charges.
Use water recirculation systems on liquid ring vacuum pump seal water.
Reduced water consumption (and any added value), effluent volume and charges, and increased pump efficiency.
Chemical dosing
Controlled dosing of chlorine to sterilise flume transport or rinse water so that it can be re-used.
Reduced water (and any added value) consumption, effluent volume and charges.
Screening Provision of screens (e.g. inclined or rotating wedge wire) to remove solids (e.g. salad leaves) so that product can be collected and water re-used (e.g. for flume transport).
Reduced water (and any added value) consumption, effluent volume and charges. Potential for product recovery.
Softening and reverse osmosis
Review and improve water treatment to minimise blow down from steam boilers and/or cooling towers.
Reduced water (and any added value) consumption, effluent volume and charges.
Where reverse osmosis is fitted can the reject water be re-used?
Reduced water (and any added value) consumption, effluent volume and charges.
Dissolved air flotation
Removal of SS material, fats and oils that may be recycled (e.g. using anaerobic digestion), energy recovered (in an energy-from-waste plant), and treated water used in low-grade water-use applications (e.g. vehicle or yard washing).
Reduced water consumption (and any added value), effluent COD/SS and charges. Raw material or product recovered for sale.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 27
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 8
Potential recovery or treatment process
Typical opportunity Typical potential benefits Indicative costs
Membrane treatment
Recovery of raw material/product or water using membrane (or other) technology.
Reduced water consumption (and any added value), effluent COD/SS and charges. Raw material or product savings.
When combined with a disinfection stage, this technique can produce water that meets wholesome9 water standards (e.g. membrane bioreactor (MBR)/reverse osmosis (RO) and chlorine dioxide).
Centrifugation Recovery of solid/semi-solid material from liquid stream (e.g. starch from potato peeling/slicing washwater).
Raw material or product can be sold, and reduced effluent COD/SS and charges.
Installation of CIP equipment
Use of CIP equipment with final rinse and detergent recovery technology.
Raw material savings, and reduced water use, effluent COD/SS and charges.
Optimisation of CIP (Further information is provided in Table 17)
Periodic review should be carried out to ensure optimal water, chemical and energy use. Use of final rinse water as pre-rinse.
Recovery of final rinse water for re-use as pre-rinse, reducing water use per CIP cycle. Membrane treatment of process effluent can produce suitable quality of water for CIP use.
CIP new technologies: ‘Whirlwind’ technology
Product recovery, and reduced water and chemical use.
Whirlwind technology is a CIP system that uses air instead of water and cleaning agents. Tests have demonstrated product recovery rates of between 60% and 80%.
CIP new technologies: Ozone
Product recovery, and reduced water and chemical use.
Ozone is used and has the following benefits compared with traditional disinfectants:
¡ leaves no residues;
¡ can be applied cold;
¡ potentially fewer rinses to remove product residues; and
¡ reduces organic load in wastewater.
CIP new technologies: Electrochem- ically activated water
Product recovery, and reduced water and chemical use.
Electrochemically activated water (ECA) is used instead of disinfectants, with the following benefits:
¡ water reduction;
¡ energy reduction (ambient temperature); and
¡ chemical cost reduction.
9 Wholesome water is also referred to as potable water.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 28
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 8
The following sections look at two other product recovery techniques in greater detail: pigging and membrane separation. These techniques enable a reduction in the use of water or the recovery of water used in a process.
8.1 Consider using a pigging system to reduce water usage
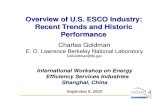
Product recovery can be achieved by using a pig, which is typically an engineered plug or ball that fits inside the pipe and is pushed through by the product itself or by some other propellant (such as water, nitrogen or compressed air). More recently, pigs made from ice or ice slurry have been used to clean pipework.
The pig empties the pipe and removes deposits adhering to the walls (see Figure 1). In most cases, the material the pig pushes through the pipe can be re-used.
In summary, the benefits of product recovery include:
¡ valuable product/raw materials can be re-used;
¡ reduced water and chemical use required for pipe cleaning;
¡ reduced effluent load (COD and SS) of washwater;
¡ reduced effluent costs; and ¡ reduced production downtime.
This technology can also be used to remove water after sterilisation, CIP or manual rinsing. The removal of water often ensures that the next batch of product can be processed without the need to purge the line first with product, thus minimising raw material use.
Whereas the traditional pigs can become inflexible when navigating some of the complicated internal workings of pipes, the ice pig forms a soft plug and can adapt its shape to fill may complex pipework runs.
Use Table 12 to help you decide whether investing in pigging may be worthwhile.
Valve
DetectorDetector
Propellant Pig
Product
Launchstation
Receivingstation
Receivingtank
Reverse osmosisMEMBRANE
TECHNOLOGY
EXAMPLES OF COMMON MATERIALS
SIZE RANGE:
Approx molecular weight 100 200 1,000 20,00010,000 100,000 500,000
Microns (logscale)
Hydrostatic pressure
Membrane porosity
0.001 0.01 0.1 1.0
Ultra�ltration
Micro�ltrationNano�ltration
Enzymes Paint pigment
YeastLignosulphonate
BacteriaVirusesSyntheticdye
Metalions
Aqueoussalts
Wood resinFats and oilemulsions Lanolin
Blue indigo dyeSugars Colloidal silica
GelatinAntibiotics
Egg albumen
LatexFlavours andfragrances
Sewageparticulates
Detergents
Figure 1: Schematic of product recovery

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 29
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 8
Opportunity Guidance
Is your product suitable for pigging?
Any product that will flow can be pigged (e.g. sauces, jam, milk and juices). Pigging is worth considering if your site has waste streams containing potentially valuable products that would otherwise be wasted and increase effluent strength.
Do you use water to clean out your process pipework?
Flushing out pipework uses considerable quantities of water. A pigging system would reduce water use and the associated effluent disposal costs.
Are you losing valuable product when you flush pipework with water?
Using a pigging system instead of water means you can recover product left in the pipework as well as saving water.
Cleaning after product recovery produces low-strength washwater, which will reduce effluent loads and disposal costs. It may also avoid the use of an on-site effluent treatment plant prior to disposal to sewer.
Furthermore, the cleared pipework should require considerably less effort to clean. In some cases, it may not require any additional cleaning.
Do you have long production downtime while pipes are cleaned?
Pigging systems can clear pipework more quickly than cleaning with water.
Is your pipework suitable for pigging or will additional investment be needed? Is your pipework suitable for pigging or will additional investment be needed?
Consider retrofitting pigging systems into the pipelines and make the necessary amendments if the existing network is suitable.
You need to look at the design of the process installation you want to clean.
All valves must be ‘full core’ to allow the pig to pass through. This means that any butterfly or diaphragm valves would need to be changed.
Pipework needs to be in relatively straight runs because pigs can become trapped at corners.
A traditional pig can become inflexible when navigating some of the complicated internal workings of pipes, whereas an ice pig forms a soft plug and can adapt its shape to fill many complex pipework runs including butterfly valves.
Have you considered product recovery at the design stage?
If you are in the process of creating a new process/production facility consider product recovery form the design stage rather than trying to retrofit existing pipework.
Table 12: Guidance on the suitability of pigging
TIP: Flexible pigs are more capable of negotiating tight bends and travelling through dented and damaged pipework than rigid pigs.
The benefits of product recovery are:
¡ The pig removes the majority of product (or raw materials) in the pipe which can then be collected for re-use.
¡ Flushing out pipework uses considerable quantities of water (often hot) and chemicals. A product recovery system
clears the pipework which then requires considerably less effort to clean reducing water and chemicals use. In some cases, it may not require any additional cleaning.
¡ Cleaning after product recovery produces low strength washwater, which will reduce effluent loads and disposal costs, and may avoid the use of an on-site effluent treatment plant prior to disposal to drain.
¡ In general, product recovery systems can clear pipework more quickly than cleaning with water and, thus, reduce production downtime.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 30
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 8
The pig is propelled from the launch station, through the pipe, pushing the product into the receiving tank. The pig stops once it reaches the receiving station. The pig is removed from the receiving station manually (uni-directional pigging) or returned to the launch station using a propellant (bi-directional pigging). The pipework can then be washed, as required, before the next batch is processed. Detectors can be installed at the launch and receiving stations so that the pig can be located easily.
8.2 Consider using membrane separation to recover product and/or water
Membrane separation selectively removes contaminants from a solution.
There are various different forms of membrane technology, as outlined in Table 14. The method used will depend on the level of filtration required.
A membrane is a thin physical barrier through which materials can either pass (the permeate) or be rejected and retained (the retentate). The structure and character of
the membrane determine the nature of the separation. Membranes have many uses in the food and drink industry. Apart from recovering water, they can be used to concentrate or purify product and recover raw materials and product from waste streams. The opportunities are summarised in Table 15.
The use of membranes has previously been limited by two factors. Firstly, other technologies were capable of meeting the less stringent treatment or disposal requirements. Secondly, membrane systems had high capital and operating costs. Because of the improvements made in membrane technology and the introduction of new water quality requirements that exceed the capabilities of existing treatment processes, membranes are now cost-competitive alternatives for many treatment applications. With the new low-pressure membranes, the energy requirements and operating costs have been significantly reduced. The EA’s sector guidance note for the food and drink industry (EPR6.10) requires permitted businesses to consider BAT for effluent treatment and
Term Description
Propellant The substance that pushes the pig through the pipe. Propellants can be product (or raw material), water, nitrogen or compressed air.
Uni-directional The pig is removed once it has arrived at the receiving station.
Bi-directional The pig can be propelled back to the launch station for the next cycle. The propellant can be liquid or gas based systems.
In some instances, there may be a need for two pigs (dual pigging operation). The first pig is pushed by the product to the receiving station, which allows the product to be de-aerated and isolated. The second pig is then used to push the product from the line. Applications include the prevention of air mixing with the product (e.g. shaving gels) or preventing the release of carbon dioxide from the product (e.g. sparkling wine).
Cassette traps Specialised sections of pipework used to load and unload pigs allow off-line manual cleaning.
Cleaning chamber Used to clean the pig in-situ at the launch station.
Windows These can be installed at either end of the pipe (i.e. launch and receiving stations) so that the operator can see the pig. This does not require a detection system and, as such, is low maintenance.
Magnetised pig It is possible to magnetise the pig so that it can be detected at either end of the line. Detectors can be non-intrusive to the product lines and can detect the pig’s magnetic field through the stainless steel pipe.
Table 13: Product recovery terminology

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 31
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 8
detail filtration/osmosis or other techniques that allow the effluent water to be cleaned for return to the process. When combined with a suitable disinfection stage (e.g. chlorine dioxide), reverse osmosis can produce water
of wholesome standard for re-use in direct contact applications.
BAT is discussed in more detail in Section 12.
Option Application
Microfiltration Microfiltration (MF), pore size range 0.1 – 5µm, can be used to remove bacteria from skim milk or for fractionation of skim milk into a casein-rich retentate and a milk serum devoid of casein.
Nanofiltration Nanofiltration (NF), pore size range 1 – 10nm, with selective permeability for minerals, is used predominantly for concentration and pre-demineralisation in the dairy industry.
Ultrafiltration Ultrafiltration (UF), pore size range 10 – 100nm, is applied to skim milk and whey with the objective of concentrating the respective protein components. Other applications include removal of animal fat from the effluent of UK meat processing.
Reverse osmosis This process is best known for its use in desalination (removing the salt from sea water to produce fresh water), but it can also be used to purify fresh water for medical, industrial and domestic applications.
Table 14: Membrane separation options
Opportunity Guidance
Are you processing the sort of foods where membrane separation could be useful for reducing water costs and recovering product?
Waste streams that are high in protein and sugars will increase effluent strength (e.g. dairy products, potatoes or egg products). Potentially high-value product or by-product are being washed down the drain with cleaning water.
Do your processes or products use or contain water that is then discharged as effluent?
Using a membrane to separate the water from the other substances can allow you to re-use the water elsewhere on your site (e.g. as boiler feedwater). At the same time, you could recover the other, concentrated, materials and reduce the concentration of your trade effluent.
Which type of membrane is suitable?
The membrane type you should select will depend on the substances you are separating.
Are there any disadvantages to membrane separation?
¡ It is essential to select a compatible membrane.
¡ General low selectivity.
¡ Membrane life is finite and sometimes short. However, lifespan of the units is increasing with technology advances.
¡ Capital investment may appear high.
¡ Payback period may be long in some situations.
¡ Conventional membrane technology may not be suitable in high temperatures.
Table 15: Opportunities associated with membrane technology

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 32
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 8
Opportunity Guidance
What is biofouling and how can it affect the operation of membrane technology?
Biofouling is a common problem with membrane technology. The filtration performance decreases over time due to the deposition of soluble and particulate materials onto and into the membrane.
Anti biofouling strategies include:
¡ membrane backwash – permeate water is pumped back through the membrane;
¡ proprietary anti-fouling products; and
¡ intermittent permeation – the filtration is stopped at regular intervals before being resumed.
Are trials of membrane technology possible?
Most membrane manufacturers are confident in the filtration capabilities of their products and are prepared to offer the technology on a trial basis. Mobile plants can be sited on a company’s premises temporarily and allow the technology to be demonstrated without having to consider planning permission, excavation work and costly capital expenditure.
Undertaking a pilot trial of membrane filtration equipment is a useful way of ensuring that it is capable of reliability treating your process effluent prior to purchase.
Are there any opportunities for grants or tax incentives for membrane technologies?
Water re-use technology on the Water Technology List has two sub-technologies – efficient membrane filtration equipment and wastewater recovery and re-use. Due to their bespoke nature, these technologies are eligible for Enhanced Capital Allowances (ECAs) via a certification scheme for each individually installed system, rather than the standard product list used for other technologies on the Water Technology List.
To be eligible, membrane filtration systems must enable recovery and re-use of at least 40% of the treated effluent. Eligible equipment includes the necessary ancillary equipment required to ensure the functionality of the complete membrane filtration system and membrane bioreactor technology.
Further information on the Water Technology List can be found in Appendix 1.
Once the effluent has been passed through a membrane treatment plant does the water still have to be discharged to sewer?
Instead of continuing to discharge effluent to the sewer, membrane technology may offer the additional options of:
¡ re-using water in processing operations; and
¡ discharging effluent to controlled water such as canals and rivers (an environmental permit is required for this).
As a result, a business can make significant savings by not incurring effluent discharge charges.
TIP: It is essential that you discuss your needs with a membrane supplier before making a selection. Although membrane plant is available off the shelf, the wide range of processing activities means that you should consider any potential membrane application as unique until confirmed by a treatment specialist.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 33
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 8
Figure 2: Membrane sizes and applicable techniques
Valve
DetectorDetector
Propellant Pig
Product
Launchstation
Receivingstation
Receivingtank
Reverse osmosisMEMBRANE
TECHNOLOGY
EXAMPLES OF COMMON MATERIALS
SIZE RANGE:
Approx molecular weight 100 200 1,000 20,00010,000 100,000 500,000
Microns (logscale)
Hydrostatic pressure
Membrane porosity
0.001 0.01 0.1 1.0
Ultra�ltration
Micro�ltrationNano�ltration
Enzymes Paint pigment
YeastLignosulphonate
BacteriaVirusesSyntheticdye
Metalions
Aqueoussalts
Wood resinFats and oilemulsions Lanolin
Blue indigo dyeSugars Colloidal silica
GelatinAntibiotics
Egg albumen
LatexFlavours andfragrances
Sewageparticulates
Detergents

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 34
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 9
9 Cleaning
This section looks at optimising cleaning activities to minimise water use. Cleaning can account for as much as 70% of a site’s water use. Changing cleaning routines to optimise water use will not only cut your water supply bills, but can have the added benefits of reducing the volume and concentration of effluent. Remember, too, that excessive use of water for cleaning brings many additional costs, such as labour, downtime, lost materials, cleaning chemicals, and energy for heating and pumping.
Where possible, try to use dry clean-up – eliminating the use of water entirely. Dry clean-up is simple – don’t use water and keep waste materials out of the drains. It is often the most practicable and effective way of reducing water consumption and COD levels in effluent, and most of it is common sense. If there is waste material on the floor or in a machine, pick it up, brush it into a waste container, vacuum it out or remove it in some other way before cleaning with water.
When water is required, using a hose to clean floors and surfaces can consume a large volume of water, especially if the hose is left unattended or forgotten. Use brushes, squeegees and scrapers to remove solids from areas before they start to dry out, thus minimising or often eliminating the need for water. Caked-on dirt can take longer to remove and lead to corrosion if the slurry has a high acid, alkali or salt content (e.g. acidic fruit juices).
Used extensively throughout the food and drink industry, CIP systems are used to
clean tanks, vessels, pipework or complex processing equipment. Non-foaming detergents and disinfectants are circulated through the pipework and process equipment in the assembled state. Tanks, exceptionally large diameter pipes and large containers may be thoroughly cleaned using spray balls or rotating jet devices. This avoids the unnecessary and uneconomical filling of vessels with solution. It also removes the need for operators to climb into vessels to carry out manual scrubbing.
Because CIP is an automated process with no human contact, strong detergents can be used for circulation. The combination of longer contact time, mechanical energy, temperature and chemical strength, make this method more effective than manual, soak or foam cleaning. CIP systems offer fast, efficient, reliable and repeatable cleaning of many types of process plant.
Cleaning is vital to ensure food safety, but overuse of water for cleaning tasks is common. It is also the case that where there are concerns over hygiene, staff would rather be ‘safe than sorry’. Table 16 and Table 17 illustrate opportunities for using cleaning techniques and technologies that will reduce water usage without compromising hygiene requirements.
If adopted, many of these actions can be placed on your management programme/action plan. This will provide documented evidence of your commitment to drive forward your company’s EMS, while demonstrating continual environmental improvement.
Cleaning can account for as much as 70% of a site’s water use. Changing cleaning routines to optimise water use will not only cut your water supply bills, but can have the added benefits of reducing the volume and concentration of effluent.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 35
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 9
Check point Comment Action Indicative costs
Are your employees informed about efficient water use and trained to use the cleaning equipment?
Raising staff awareness about how much water is needed and how to use equipment properly will help to save water.
Use staff meetings to talk about good housekeeping practice and make them aware of water costs. Motivation is important.
Set up training programmes to teach staff to operate cleaning equipment properly.
The introduction of staff water champions is also good practice. They should be encouraged to take regular walks around the site they are responsible for. This is essential to establish what pieces of plant and equipment consume high levels of water and when the consumption is taking place.
Is your cleaning equipment set up to operate with the right flow rate or water pressure, or the right number or duration of wash cycles?
Equipment can often be set up incorrectly and be using more water than is needed because flow rate or pressure has been increased or wash cycles have been extended.
Check the settings of your cleaning equipment against the manufacturer’s specifications and adjust accordingly.
For tanks and silos consider whether burst rinsing can be used instead of continuous rinsing. The former uses less water and increases ease of product recovery.
Do you use automatic washers to clean containers, etc?
Water is wasted if washers are used when they are not full because the same amount is used. If contents are not stacked properly they may not be cleaned efficiently and will have to be washed again, which is also wasteful.
Run washers only when they are full and ensure that they are stacked properly.
Automatic container washers can give water savings of up to 95% compared with pressure-cleaning containers.
Do you use the most appropriate chemical cleaners for the task?
Some chemical cleaners may not be ideal for all cleaning jobs. Less efficient chemicals can necessitate repeated cleanings and so more water is used. Some chemical residues are harder to remove and might require excessive rinsing with water.
Ensure that the cleaning chemical used is the one best suited for the job.
Consider using foam and gel cleaners instead because they require less rinsing.
Is your cleaning equipment inspected and maintained regularly?
Faults that are not dealt with promptly can mean that a piece of equipment is operating inefficiently. This can lead to more frequent cleaning being necessary and more water being used.
Set up a regular inspection programme for cleaning equipment and make sure faults are dealt with as quickly as possible. Encourage staff to report faults immediately.
Table 16: Water saving practices for cleaning

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 36
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 9
Check point Comment Action Indicative costs
How are cleaning staff motivated?
If your business uses contract cleaning staff, consider ways in which you might be able to improve their performance.
Consider using KPIs to measure the performance of your cleaning staff with that of your competitors.
Consider introducing a financial incentive for cleaning staff to encourage them to minimise the duration of cleaning operations. This could allow a significant increase in production output.
Do you use dry clean-up methods to remove product waste from waste equipment and floors?
Using water to ‘flush away’ or ‘chase’ waste and effluent increases water consumption considerably. This practice may be more prevalent during night shifts when members of management are not on site. It also means the volume and concentration of trade effluent will be higher.
Use dry clean-up methods to remove waste product from surfaces before a final clean with water. Scrapers, squeegees, brushes, buckets and brooms are ideal for this.
Do you adopt smart scheduling or carry out a reduced clean at some product changeovers?
In some situations, it may be possible to carry out a reduced clean rather than a full clean by processing similar products sequentially.
Rearrange your product scheduling so that similar products are processed one after the other and that you start with light-coloured products and progress to darker ones. Consider scheduling the more highly flavoured products last.
Alternatively, try to arrange the production in larger batches to reduce the instances of cleaning durations.
Do your automated cleaning systems have short-cycle durations available?
A long washing cycle may not be necessary for all the items that need to be cleaned.
If possible, use shorter cleaning cycles for small items or items that are easy to clean. This will save water while still maintaining hygiene standards.
Install a sampling point to monitor the amount of product/cleaning chemicals in CIP rinse waters. This will assist in optimising rinse times. For example, COD analysis of washwaters over short intervals of time will indicate the degree of product removal and identify unnecessary over-rinsing.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 37
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 9
Check point Comment Action Indicative costs
Do you clean surfaces, equipment and vessels immediately after use?
Some waste products can quickly become dry, encrusted and harder to clean off.
Optimise process temperatures to avoid cooking product onto equipment.
Try to ensure cleaning is carried out as soon as production or part of a production process has finished.
Consider asking cleaning staff for recommendations on improving the cleaning regime to take into account products that become harder to remove with time.
Do you re-use washwater?
Washwater is often discharged to drain because it has been ‘used’. It may be re-usable for certain applications on your site.
Think about how and where the water might be re-used. Consider hygiene requirements and whether the recycled water would need treatment.
Opportunities associated with membrane technology may also be helpful.
Wastewater from one process can often be used elsewhere on the site. For instance reject water from an RO process can often be re-used (e.g. for washing vehicles or stillages).
Furthermore, water that has been treated (e.g. by using RO membrane technology), undergone a suitable disinfection stage and has achieved full wholesome standards could be used in food contact areas10.
Consider countercurrent rinsing. The item is rinsed first in grey (used) water and then in progressively cleaner water for each following rinse. At the same time, the rinse water moves from the last rinse (clean water) towards the first rinse (grey water). Typical water savings are around 40%.
10 Campden BRI’s Guideline 70 ‘Guidelines on the reuse of potable water for food processing operations’ provides guidance on the risk assessment of water re-use and the degree of reconditioning necessary for its use in a second food-processing operation. It will help food manufacturers provide evidence and documentation to support the safe re-use of water to their customers and the Competent Authority, as required.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 38
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 9
Check point Comment Action Indicative costs
Is cleaning equipment switched off immediately after cleaning is complete?
Hoses and automatic washers left running when not in use waste a great deal of water.
Fit automatic shut-off controls to hoses (e.g. trigger-operated spray guns and motion sensors that switch the water on only when someone is present). It is important to ensure that they are replaced promptly if damaged.
Consider automatic switch-off mechanisms that cut off the water supply when the cleaning task is finished.
Are surfaces, vessels and equipment easy to clean?
Surfaces, vessels and equipment that include sharp angles, dead spaces, etc will be unhygienic and harder to clean, requiring longer cleaning cycles and more water.
When replacing pieces of equipment, ensure that:
¡ all equipment is made of material that will be resistant to corrosion, tainting and abrasion (e.g. stainless steel);
¡ surface finishes and joints are smooth and continuous;
¡ sharp angles and corners are avoided;
¡ all pipes and vessels are self-draining; and
¡ screw threads, nuts and bolts, etc do not come into contact with the product.
When choosing new equipment, ensure that cleaning times are taken into account and purchase items with the minimum amount of dead spaces.
Do you use any spray or jet washing systems?
These are generally efficient, but the technology has advanced in recent years.
Poor operation and maintenance practices can damage nozzles and reduce efficiency.
Talk to manufacturers about the latest designs that are suitable for your cleaning processes. These are less susceptible to blockage and have improved water efficiency, with no reduction in cleaning effect.
Ensure nozzles are not descaled using a drill. This can increase the nozzle size and, hence, the flow rate. Water efficiency awareness training is essential in making sure staff maintain correct cleaning equipment procedures.
Table 17: Water saving devices and equipment for cleaning

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 39
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 10 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 9
Check point Comment Action Indicative costs
Do you use pressure washers for cleaning surfaces or equipment?
Hoses and other low-pressure/high-volume methods use large quantities of water and are a less efficient way of cleaning equipment.
Consider using pressure washers instead. Pressure washers use up to 60% less water than hoses.
Note: Pressure washers installed on a factory ring main are more costly, but have a short payback period. Consider automatic washers for cleaning containers (such as tote bins) as these offer repeatability of clean and use less water.
Do you use automated CIP systems?
Manual or soak cleaning methods can use excessive amounts of water.
An optimised CIP system has a range of benefits over manual cleaning operations.
Consider installing automated CIP systems. These are highly efficient as process equipment, tanks and vessels are cleaned in place.
As there is no human contact, stronger detergents ensure more efficient cleaning and water use is optimised.
Further benefits of a CIP system include:
¡ increased vessel cleanliness due to well-designed spray nozzles, and the type of chemicals and high temperatures used;
¡ reduced chemical consumption;
¡ the opportunity to re-use/recycle fluids; and
¡ high levels of automation.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 40
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 10 Section 11 Section 12 Section 13 Section 14 AppendixSection 9
Check point Comment Action Indicative costs
Is your existing CIP system optimised?
An existing CIP system may not be optimised, resulting in excessive water and chemical use. For example, on a CIP set that washes different sizes of vessels, the timings may be set for the largest one.
To optimise your CIP system, consider the following:
¡ reduce flow rate and cycle times to reduce water, chemicals and energy use, and downtime;
¡ adjust cycle volumes according to the circulation volume of the pipe or plant being cleaned;
¡ establish if all cycles are required (e.g. do they all need acid and caustic washes?);
¡ ensure that only the necessary cycles use hot water;
¡ use water from other applications for CIP top up (e.g. hot water obtained from pasteuriser cooling); and
¡ install a sampling point to monitor the amount of product/cleaning chemicals in CIP rinse waters to help optimise rinse times (e.g. COD analysis of washwaters over short intervals of time will indicate the degree of product removal and identify unnecessary over-rinsing).
Are floors cleaned with industrial machine cleaners?
Cleaning floors manually by washing down with water can use a great deal of water and chemicals.
Consider using a scrubber dryer or industrial vacuum cleaner. These can perform wet or dry cleaning and remove gross soiling prior to washing with water. This reduces effluent load and the amount of water needed for cleaning. Scrubber dryers clean floors efficiently using a relatively small amount of water. They can be expensive, but the payback period will be short.
Are food processing benches well designed?
Material processed by hand on workbenches can often fall or be dropped on the floor.
Think about redesigning processing benches to include catch trays or lips to help reduce the amount of material dropped on the floor. This will reduce the need for floor cleaning and the likelihood of solids being washed to drain. While this can be expensive, the payback period will be short.
TIP: Consider installing a sub-meter in the water supply to the CIP equipment to monitor how much water is used.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 41
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 10
10 Effluent treatment
This section looks at the important points to consider for a business that treats its own effluent and the options available to reduce trade effluent charges.
Many companies in the food and drink sector operate an effluent treatment plant to reduce the potential of pollution entering receiving waters and to comply with increasingly stringent discharge consent conditions. Furthermore, the rise in effluent discharge costs levied by utility companies has resulted in on-site effluent treatment facilities offering reduced payback periods and a significant cost benefit.
Industries using aqueous processes will inevitably produce an aqueous effluent that can be:
¡ discharged to sewer untreated; ¡ treated and discharged to sewer; ¡ discharged to controlled water with
permission from the relevant regulatory body (i.e. EA in England and Wales, SEPA in Scotland or NIEA in Northern Ireland); and
¡ treated and recycled.
A key element of an EMS is to ensure compliance with environmental legislation. If your organisation is seeking ISO 14001 certification or EU Eco-Management and Audit Scheme (EMAS) registration, your application may be unsuccessful if you have breached the terms of your trade effluent consent.
To ensure that this does not occur, an EMS often requires documented evidence, in the form of an operational control procedure, that covers effluent treatment on site. The EMS will also require documented evidence outlining robust effluent monitoring techniques used on site to ensure the strength of effluent does not exceed the limits stipulated in the trade effluent consent. It should be noted that further operational control procedures will need to be developed
(e.g. dry clean work instructions) to help your business comply with the conditions set out in the trade effluent consent.
Effluent treatment processes can be categorised into three main areas:
¡ Primary treatment may comprise balancing, pH control or the removal of insoluble material from the process effluent stream prior to downstream biological treatment and/or final discharge. Primary effluent treatment is designed to: - balance flows and loads; - reduce the load on downstream
processes; - protect pumps, etc; and - be the last chance for product/raw
material recovery.
¡ Secondary treatment typically uses natural biological processes and intensifies them in a controlled manner. By using naturally occurring bacteria, the biochemical oxygen demand (BOD) and chemical oxygen demand (COD) are reduced and removed as biological sludges from an effluent treatment system. Secondary biological treatment can be one of two main types: - aerobic (in the presence of oxygen); and - anaerobic (in the absence of oxygen).
¡ Tertiary treatment is used to describe the ‘polishing’ of the effluent following primary and secondary treatment. Some tertiary treatment techniques include equipment that may be eligible for 100% first year capital allowances under the ECA Water Technology List. Whether or not tertiary treatment is undertaken depends on whether a company wants to recycle final effluent for use in on-site process; the quality requirements of the final effluent as determined by the consent conditions imposed by the water companies or by the EA in England, SEPA in Scotland or NIEA in Northern Ireland.
Many companies in the food and drink sector operate an effluent treatment plant to reduce the potential of pollution entering receiving waters and to comply with increasingly stringent discharge consent conditions.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 42
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 11 Section 12 Section 13 Section 14 AppendixSection 10
Tertiary treatment techniques are the same techniques that can be used for effluent recycling:
- macro filtration; - membrane techniques; and - sterilisation and disinfection.
TIP: It is worth remembering that the contaminants in an effluent stream will either be raw material or product. By minimising or recovering these a company can make significant material and costs savings.
Table 18 details the main areas to take into consideration when looking at effluent treatment.
Check point Comment
Which legislation and regulations apply to discharges to sewer?11
In England and Wales, the water companies provide these services according to the Water Industry Act 1991 (as amended). In Scotland, the sewerage authorities act under the Sewerage (Scotland) Act 1968. In Northern Ireland, Northern Ireland Water operates under The Water (Northern Ireland) Order 1999.
Check to see if you have a trade effluent consent
Companies that discharge liquid effluents or wastewater to sewer are likely to require a trade effluent consent from the local water company or other sewerage undertaker.
The water company will apply standards or restrictions to the flow, strength and character of your discharge. These restrictions form part of your trade effluent consent. They are primarily intended to ensure the safety of workers, preserve the sewers and other infrastructure, and allow the sewage works to process the effluent successfully and achieve compliance in the final discharge to a watercourse.
Ensure that wastewater from on-site vehicle wash operations is discharged to sewer rather than surface water drains.
Further information can be found in PPG13 ‘Vehicle washing and cleaning’. A series of Pollution Prevention Guidance Notes (PPGs) has been produced by the EA in partnership with NIEA and SEPA (www.environment-agency.gov.uk/business/topics/pollution/39083.aspx) to help businesses reduce environmental risks from their activities by providing guidance on legislation and good environmental practice.
Check your consent conditions
Typical parameters include:
¡ the maximum permitted daily flow (m3/day);
¡ the maximum hourly flow (m3/hour);
¡ the permitted pH range, typically between pH5 and pH9;
¡ the maximum COD value, expressed in milligrams of oxygen requirement per litre (mg/litre); and
¡ the maximum concentration of SS in mg/litre.
Table 18: Effluent treatment – the essentials
11 Legislation is constantly updated – check the Agency websites for the latest situation. Please also note the legislation in Scotland and Northern Ireland may differ from that in England and Wales.
www.environment-agency.gov.uk/business/default.aspx (England and Wales) www.netregs.org.uk/ (Scotland and Northern Ireland

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 43
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 11 Section 12 Section 13 Section 14Appendix AppendixSection 10
Check point Comment
Check your trade effluent charges
The charge for treatment of effluent will be derived from a modified Mogden formula.
Charge (pence/m3) = R + M + V + Bv + (B x Ot) + (S x St)
Os Ss
R = Reception and conveyance charge (pence/m3)
M = Treatment and disposal charge where effluent goes to sea outfall (pence/m3)
V = Primary treatment (volumetric) charge (pence/m3)
Bv = Additional volume charge if there is biological treatment (pence/m3)
Ot = COD of effluent after 1 hour quiescent settlement at pH7 (mg/litre)
B = Biological treatment of settled sewage charge (pence/m3)
Os = COD of crude sewage 1 hour quiescent settlement (mg/litre)
S = Treatment and disposal of primary sewage sludge (pence/m3)
St = Total SS of trade effluent at pH7 (mg/litre)
Ss = Total SS of crude sewage (mg/litre)
The Mogden Formula Tool (www.wrap.org.uk/mogden) calculates the charges water and sewerage companies apply for the conveyance and treatment of effluents discharged to the public wastewater network.
Establish whether you can reduce your trade effluent charges
VolumeThe volume flow of your effluent is the most important factor in determining the charges. However, it is very common for effluent flows not to be measured and, in such circumstances, it is assumed to be the same as the volume of water purchased. Therefore, it is important to note any losses of water such as:
¡ evaporative and cooling losses; and
¡ water in the product.
Establish whether water used for cooling purposes can be discharge directly to naturally receiving waters.
COD and SSWhere the COD or SS concentrations are high, consider using an on-site separation stage or biological treatment process to reduce them. Compare the capital and operating costs with the annual saving in trade effluent charges to determine whether it would be cost-effective.
The Mogden Formula Tool (www.wrap.org.uk/mogden) allows users to investigate the impact of modifying specific aspects of the effluent on the cost to discharge. For example, the flow, the COD and SS can all be modified independently to investigate whether a preliminary treatment system may be a cost-effective option to consider.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 44
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 12 Section 13 Section 14 AppendixSection 11
This section looks at practices and devices to reduce water consumption in areas of your site not directly related to production. These areas include kitchens, laundries, washbasins, showers and toilets.
Applying some basic, and often low cost, water saving measures can result in a 30% to 50% reduction in water use in ancillary areas. The opportunities are summarised in Table 19
and water saving devices are outlined in Table 20. Also see WRAP’s publication ‘Reducing your water consumption’.
If adopted, many of these actions can be placed on your management programme/action plan. This will provide documented evidence of your commitment to drive forward your company’s EMS, while demonstrating continual environmental improvement.
Applying some basic, and often low cost, water saving measures can result in a 30% to 50% reduction in water use in ancillary areas.
11 Ancillary water use
Check point Comment Action Indicative costs
Do you check pipework and taps on a regular basis?
Dripping taps and leaking pipes can waste large quantities of water.
Similarly, self-closing taps (e.g. on handwashing stations) waste water if they are faulty or are incorrectly set (i.e. they do not shut off or there is a long delay before they shut off).
Dripping hot water taps also waste energy.
Set up regular inspections.
Encourage staff to report problems immediately and use promotional materials to encourage good practice. Staff meetings and regular toolbox talks are good opportunities to raise awareness of the true costs of water.
Ensure faults are fixed without delay. New washers for taps cost only a few pence. Delays will diminish the credibility of any savings campaign you are running. Set a good example!
Do you run regular maintenance checks on equipment and components?
Malfunctioning equipment, such as faulty ballcocks, allow cisterns to overflow and waste large quantities of water.
Set up regular inspections and included small components (e.g. ballcocks) through to large pieces of equipment (e.g. dishwashers).
Promote an environment where employees feel encouraged to report problems immediately and faults are fixed without delay.
Do your employees run dishwashers and washing machines only when they are full?
Running a partly-filled machine is inefficient. If there is no half-load setting, the machine uses the same amount of water as it does for a full load.
Encourage staff to run machines only when they are full.
When replacing old machines, look for new ‘A’ rated models, which are designed to use less water and energy.
Table 19: Water saving practices

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 45
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 12 Section 13 Section 14Appendix AppendixSection 11
Check point Comment Action Indicative costs
Do you encourage catering staff to use water economically?
‘Good housekeeping’ routines in kitchens can significantly reduce water consumption and save energy.
Initiate and encourage ‘good housekeeping’ routines for efficient use of water in kitchen. See WRAP’s publication ‘Reducing your water consumption’.
Do you know where your surface water discharges?
Most rainfall goes onto a businesses’ roof and hard standing areas. A proportion of a water utility bill is made up of a surface water charge, levied for removing surface water from the property.
If a business discharges its surface water to a trade effluent sewer, then savings could be possible by diverting the drainage system to a soakaway or local river.
Check point Comment Action Indicative costs
Do you provide low-flow shower facilities for staff?
Some showers have a high rate of flow, especially power showers.
Consider fitting flow restrictors to showers or use modern shower heads that use water more efficiently. Because less water is used, the energy consumption associated with heating the water is also reduced. Advanced shower heads can offer water saving opportunities of up to 30% without compromising the shower performance.
Ensure, where possible, that showers are fitted with plunger on/off switches to ensure that they cannot be left on by the operator. Also ensure that staff do not use string or plastic straps to tie around the switch mechanism and prevent the shower turning off.
Do you control the water supply in areas that are not used at certain times (e.g. washrooms at night)?
Taps that are accidentally left on and cisterns that constantly overfill waste a great deal of water in the space of a few hours.
Consider manual or automatic isolation of water supply in low activity areas.
Passive infrared (PIR) sensors can detect activity and control the supply accordingly.
Control the supply manually by using a single valve for area isolation. For example, the supply could be isolated last thing on a Friday night if the building will be empty over the weekend.
To prevent an isolation switch being left on accidentally, make it easy for staff to identify when it is either on or off. Fit a lever type valve or ensure clear signage is in place.
Table 20: Water saving devices

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 46
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 12 Section 13 Section 14 AppendixSection 11
Check point Comment Action Indicative costs
Are flush controllers installed on urinal systems?
The rate at which urinal cisterns fill and empty is often controlled by a needle valve, irrespective of urinal usage.
Consider fitting a PIR sensor and solenoid valve, which will optimise flushing frequency and limit it to when the building is occupied. PIRs can also be linked to other washroom facilities such as extractor fans and lighting.
Note when retrofitting flush controls in toilets, check with your supplier about the minimum flushing frequency needed to maintain hygiene standards.
Are waterless urinals an option?
To further reduce domestic water consumption, waterless urinals may offer a cost benefit to your business.
Modern waterless retrofit urinals are a low-cost option and can fit into most existing urinals.
Note, waterless urinals require good standards of general cleaning.
Do the WCs on your site have low volume flushes?
Flush volumes can often be reduced to save water without compromising hygiene.
Fit water dams or cistern volume adjusters (CVAs) to reduce the volume of water to 7 litres. These are simple bags that, when placed in the toilet cistern, reduce the volume of each flush. Your water utility supplier may be able to provide you with CVAs free of charge.
Note, each WC pan design has a minimum flushing volume. CVAs should not be used where dual-flush devices are installed or where there has been persistent drain blockage.
Are washroom taps turned off properly?
Taps left running are on obvious source of wastage.
Fit push button (percussion) taps. These contain a flow restrictor, which can be set to deliver a lower instantaneous flow rate than conventional taps and only operate when the user pushes down on the tap head. Water use at taps can be reduced by over 50%.
Retrofitting existing taps with tap aerators is a low-cost measure that could result in significant water and sewerage savings. The design of the nozzle mixes air with water under pressure. When the water exits the nozzle the air expands, increasing the apparent water flow.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 47
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 13 Section 14Appendix AppendixSection 12
12 Best available techniques
The IPPC Directive12 requires operators of permitted sites to use BAT when considering ways to reduce the environment impact of their activities. In the permit application, compliance of each of the indicative BATs is sought.
Under Article 2 (12) of the Directive, BAT is defined as:
“The most effective and advanced stage in the development of activities and their methods of operation which indicate the practical suitability of particular techniques for providing in principle the basis for emission limit valves designed to prevent and, where that is not practicable, generally to reduce emissions and the impact on the environment as a whole;”
Under Article 2 (12(b)) Directive 2008/1/EC ‘available’ is defined as:
“Those developed on a scale which allows implementation in the relevant industrial sector, under economically and technically viable conditions, taking into consideration the costs and advantages, whether or not the techniques are used or produced inside the Member State in question, as long as they are reasonably accessible to the operator;”
Indicative BAT for food and drink manufacturers is summarised below. Operators should, where appropriate, identify and evaluate opportunities for recycling or re-using water, taking into consideration hygiene issues and practical constraints. An optimal scheme is likely to include a combination of:
¡ sequential re-use where the water stream is used for two or more processes or operations before disposal;
¡ countercurrent flow where the water flows in the opposite direction to the product so that the final product comes into contact with clean water;
¡ recycling in a unit process or group of processes without treatment. Recirculating systems should be used to recycle water. Once-through cooling systems should not be used;
¡ recycling condensate as boiler feedwater (where it is of suitable quality). Contaminated condensate should be used for lower grade cleaning activities (e.g. yard washing); and
¡ recycling following treatment – this may include tertiary treatment such as membrane technology.
Operators should, where appropriate, identify and evaluate opportunities for recycling or re-using water, taking into consideration hygiene issues and practical constraints.
Guidance Ref Sector
EPR 6.10 Food and drink
EPR 6.11 Poultry processing
EPR 6.12 Red meat processing (cattle, sheep and pigs)
EPR 6.13 Dairy and milk processing
Table 21: Food and drink sector guidance – BAT
Source: www.environment-agency.gov.uk/business/sectors/138202.aspx
12 Directive 96/61/EC amended by Directive 2008/1/EC

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 48
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 13 Section 14 AppendixSection 12
Indicative BAT Operator consideration
Process control ¡ Level measurement on storage or processing tanks –prevent overflow and avoid need to clean up spills.
¡ Flow measurement – control and optimise water use, and minimise effluent generation on cleaning systems.
¡ Flow control – control flow rate to water ring vacuum pumps. Control process water flow rates for specific processes.
¡ Assess product loss against benchmarks.
¡ Set up effluent monitoring to provide baseline information. You should set improvement targets – this could be a reduction in daily COD (kg).
¡ Continue monitoring and reviewing your performance regularly.
Raw material preparation ¡ When choosing a peeling technique or when replacing peeling plant, demonstrate that the selection takes into account water efficiency, energy efficiency and product loss.
Heat processing using steam and water
¡ Install a condensate re-use system.
¡ Consider re-using blanching water in other processes.
¡ If evaporation is used to pre-concentrate food, the hot water resulting from this process can be used as boilerfeed make-up and potential re-use within the factory (e.g. CIP make-up).
Cooling, chilling, freezing and freeze drying
¡ Recirculating systems should be used to recycle water; once-through cooling systems should not be used.
Cleaning and sanitation
¡ Equipment design
¡ Good housekeeping
Wherever possible, raw materials and product should be kept out of the wastewater system.
¡ Consider ease of cleaning when ordering new equipment.
¡ Wherever practicable, process lines and operations that cause excessive spillage of material onto the floor should be modified to eliminate or reduce the problem.
¡ Dry clean-up procedures should remove as much residual material as possible from vessels and equipment before they are washed.
¡ Drains should be equipped with catchpots.
¡ Catchpots should be in place during cleaning (e.g. by installing lockable catchpots).
¡ Optimise water pressure at jets, nozzles and orifices.
¡ Trigger-operated spray guns or hoses should have an automatic water supply shut off.
¡ Install trays to collect waste to prevent it falling to the floor.
¡ Spilt material should be swept, shovelled or vacuumed rather than hosed down the drain.
¡ Ensure that suitable dry clean-up equipment is always readily available.
¡ Optimise cleaning schedules.
¡ Cleaning cycle durations should be matched to the vessel size.
¡ Use smart scheduling to minimise numbers of product changes and subsequent cleaning between products.
Table 22: Indicative BAT – considerations for operators

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 49
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 13 Section 14Appendix AppendixSection 12
Indicative BAT Operator consideration
¡ Manual cleaning
¡ CIP
¡ Develop procedures so that hoses are only used after dry clean-up.
¡ Use automatic shut off on hand-held hoses and water lances to minimise the use of washdown water.
¡ High-pressure/low-volume systems should be used wherever practicable.
¡ Dry product should be removed before the start of the wash cycle by gravity draining, pigging or air blowdown.
¡ Pre-rinsing should be used to enable remaining product to be recovered for re-use or disposal.
¡ Use of turbidity detector to maximise product recovery.
¡ Optimal CIP programme for the size of plant/vessel and type of soiling.
¡ Optimising frequency and duration of rinses to reduce water use.
¡ Automatic dosing of chemicals at correct concentrations.
¡ Internal recycling of water and chemicals.
¡ Recycle control on conductivity rather than time.
¡ Continuous cleaning of recirculated solutions.
¡ Water efficient spray devices.
Source: EPR 6.10 Sector guidance
Indicative BAT Operator consideration
EPR 6.11: Poultry processing
Accident management:
¡ ensure fat, oil and grease (FOG) do not block drains; and
¡ ensure adequate containment of blood storage tanks.
Overall:
¡ recirculate scald tank water for wet feather flume;
¡ use nozzles instead of irrigation pipes during the defeathering stage; and
¡ use water efficient shower heads to wash poultry during evisceration.
Bleeding:
¡ ensure the blood trough is fitted with a double drain – one opening to be pumped to a tanker for disposal and the other for washwater.
EPR 6.12: Red meat processing (cattle, sheep and pigs)
Accident management:
¡ ensure fat, oil and grease (FOG) do not block drains;
¡ ensure adequate containment of blood storage tanks; and
¡ consider humidified air for pig scalding process; shower scalding is a high water using (and energy intensive) process that is not considered to be BAT.
Table 23: Indicative BAT – Sector specific

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 50
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 13 Section 14 AppendixSection 12
Indicative BAT Operator consideration
Bleeding:
¡ collect as much blood as possible for re-use or disposal to reduce the loading on the effluent treatment system;
¡ ensure blood trough is fitted with a double drain – one opening to be pumped to a tanker for disposal and the other for washwater; and
¡ during end of shift cleaning, squeegee blood that has coagulated on the base and walls of the trough towards the drain, and pump as much as possible to the blood tanker (the blood trough should be pitched and curved to facilitate squeegeeing of partially congealed blood into the drain).
Pig scalding:
¡ minimise drag out by collecting and draining back to tank;
¡ use a conveyor system to drag a carcass through, and a longer tank with countercurrent water filtration and recycling, to reduce the requirement for make-up water and reduce the volume of effluent produced; and
¡ where vat scalding is used, the tank(s) should be insulated and covered with a lid to avoid heat and evaporation losses.
Pig singeing:
¡ re-use singeing unit cooling water for rinses in the dehairing and brushing processes.
Evisceration and gut room processes:
¡ wash the dry paunch contents using countercurrent water filtration and recycling, which will further reduce the requirement for make-up water and reduce the volume of effluent produced.
Cleaning:
¡ use flat jet nozzles to provide maximum impact and velocity – a spray of up to 60°C provides wide coverage and a sweeping effect to propel solids towards floor drains; and
¡ use cold water for first rinse as warm water will make protein materials adhere to surfaces.
EPR 6.13: Dairy and milk processing
Filling:
¡ optimise filling line speed to reduce volume of reclaimed milk due to carryover when changing product on a filling line.
Cleaning and sanitation:
¡ use in-line conductivity or turbidity detectors to isolate product/water interface and maximise product recovery:
- conductivity sensors can be used to monitor levels of dissolved salts, which enables the automatic detection of milk:water interfaces so that product may be recovered for reprocessing; and
- turbidity sensors can also be used to monitor the quality of: (i) process water and therefore assess when it should be discarded and discharged as effluent; (ii) CIP systems and therefore assess suitability for re-use.
¡ use RO techniques to process ‘whitewater’ (i.e. waste milk flushed from the system during cleaning).
Source: (EPR 6.11) Poultry processing; (EPR 6.12) Red meat processing (cattle, sheep and pigs); EPR (6.13) Dairy and milk processing

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 51
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 14Appendix AppendixSection 13
WRAP offers independent, practical and proven guidance through:
¡ information resources, from case studies to best practice guides; and
¡ an informative website (www.wrap.org.uk).
WRAP’s Business Resource Efficiency hub includes some tools and updated guidance including water use (www.wrap.org.uk/content/business-resource-efficiency-hub)
Water efficiency publications ¡ Saving Money Through Resource Efficiency:
Reducing Water Use. ¡ Reducing Your Water Consumption. ¡ Tracking Water Use to Cut Costs.
www.wrap.org.uk/content/resource-efficiency-publications
Online resource efficiency tools ¡ Water Monitoring Tool
(www.wrap.org.uk/content/water-monitoring-tool-0)
This tool can be used to easily record and track where water is being used in your organisation.
¡ Mogden Formula Tool (www.wrap.org.uk/content/mogden-formula-tool-0)
This tool calculates the charges water and sewerage companies apply for the conveyance and treatment of effluents discharged to the public wastewater network.
Here you will find useful tools to help you embed resource efficiency in your business.
www.wrap.org.uk/content/online-resource-efficiency-tools
13 Free help and advice from WRAP

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 52
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 AppendixSection 14
The Federation House Commitment is a voluntary agreement signed by companies in the food and drink industry. It aims to reduce water usage and work towards an overall industry-wide target of a 20% reduction in water usage by the year 2020 (base year 2007).
Any company in the food and drink manufacturing industry can join the Federation House Commitment. Membership
is free. Companies who join, pledge to review their on-site water use and take action to reduce it. WRAP will help members review current water use and develop site-specific action plans to cut water use and costs significantly. Members provide annual updates on their progress, water reductions and cost savings.
Find out more and join the Federation House Commitment at www.fhc2020.co.uk.
14 The Federation House Commitment

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 53
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14AppendixAppendix
Appendix A: Water Technology List
Description Qualifying water technologies
The Water Technology List website has been produced by Defra and HM Revenue and Customs, to provide information about the benefits of the Enhanced Capital Allowance Scheme for water technologies. The website details the products and technologies that qualify for the ECA.
¡ cleaning-in-place equipment;
¡ efficient showers;
¡ efficient taps;
¡ efficient toilets;
¡ efficient washing machines;
¡ flow controllers;
¡ leakage detection equipment;
¡ meters and monitoring equipment;
¡ rainwater harvesting equipment;
¡ small scale slurry and sludge dewatering equipment;
¡ vehicle washwater reclaim units;
¡ water efficient industrial cleaning equipment;
¡ water management equipment doe mechanical seals; and
¡ water re-use.
Benefits
The Enhanced Capital Allowance scheme offers a 100% first-year allowance for investments in certain water efficient plant and machinery*. It lets businesses write off 100% of the cost of qualifying plant and machinery against taxable profits in the year of purchase. This can bring significant financial savings and reduce your company’s impact on the environment.
Contact details:Website: www.hmrc.gov.uk/capital-allowances/fya/water.htm
Water Technology List Advice Line: 0844 875 5885
*Eligible products are detailed on the Water Technology List and qualifying water technology categories are summarised above.

Your Guide to Water Minimisation in the Food and Drink IndustryWRAP 54
Home Section 1 Section 2 Section 3 Section 4 Section 5 Section 6 Section 7 Section 8 Section 9 Section 10 Section 11 Section 12 Section 13 Section 14 Appendix
www.wrap.org.uk/brehub
While we have tried to make sure this guide is accurate, we cannot accept responsibility or be held legally responsible for any loss or damage arising out of or in connection with this information being inaccurate, incomplete or misleading. This material is copyrighted. You can copy it free of charge as long as the material is accurate and not used in a misleading context. You must identify the source of the material and acknowledge our copyright. You must not use material to endorse or suggest we have endorsed a commercial product or service. For more details please see our terms and conditions on our website at www.wrap.org.uk
We hope that you have found this guide helpful on your route to greater resource efficiency. Don’t forget that WRAP is here to help you to improve resource efficiency. Visit the website at www.wrap.org.uk or contact the WRAP Resource Efficiency Helpline on 0808 100 2040.
Waste & ResourcesAction Programme
The Old Academy21 Horse FairBanbury, OxonOX16 0AH
Tel: 01295 819 900Fax: 01295 819 911Email: [email protected]
Resource Efficiency Helpline:0808 100 2040
June 2013
Top Related