







Languages
Pages
Legal


Bioplastics Compounding

Bioplastics
Plastics which are biodegradableand/or
partly or wholly derived from renewable resources

Bioplastics
Many different types– starch, processed starch and starch blends– fermentation products from plant sugars and starches– polymers produced directly by microbes– blends with renewable resource derived polymers– PE and PP from renewable resources (sugarcane ethanol)
• have identical properties to standard PE and PP

Bioplastics

Bioplastics• Diverse range of polymer types• Wide range of characteristics for some bioplastics depending
on details of chemistry. e.g.– Isomers (eg l-PLA vs d-PLA)– Co-monomers– Chain branching vs linear
• Starch is processed to produce ‘thermoplastic starch’ (TPS)– ‘cooking’ with water– plasticization – reaction extrusion
• Many proprietary blends and patents• Generalizations, even for one polymer type, are not possible

Blending BioplasticsSustainability
– Renewable content– Biodegradability– Greenhouse gas– Energy & water
Performance– Mechanical– Water resistance– Gas barrier– Colour & appearance
Processability– Temp stability– Melt strength– Rheology
Cost

Blending Bioplastics
Some examples of commercial bioplastic blends

Blending Bioplastics
Example: CeralloyTM Eco HD– 50% non-renewable HDPE– 50% CerestarchTM thermoplastic starch
kg C
O2
eq/k
g
Source: www.cerestech.com

Plasticizers

Plasticizers
• Addition of plasticizers is often used to lower Tg and melt viscosity
• Improve processability and properties (impact, low temperature flex)
• Plasticizers should be: – low molecular weight and high b.p.– low viscosity which is not temperature sensitive– compatable with base polymer– biodegradable– made from renewable resources

Plasticizers• Problems can occur with blooming and leaching of
very low m.w. or incompatible plasticizers• Water is used as a plasticizer for starch
– Limits processing temperature– Evaporation over time leads to embrittlement

Plasticizers
Some plasticizers used in bioplastics
Processing
Processing• Biodegradable polymers must have relatively low main
chain bond strengths to allow breakdown by microbes– e.g. starch amylopectin
• This leads to low thermal degradation temperatures

Processing
• Generally hygroscopic and moisture content needs to be controlled
• Degradation can produce corrosive acids• Minimize process temperatures and residence times• Degradation can occur in extruder ‘dead zones’• Purge with PE before shut down

Processing
Processing‘window’

Processing
• Good mixing required– Twin screw co-rotating extruder
• Feeding may be difficult– Hydrophyllic starch surfaces tend to cause powders to clump– Control moisture content
• Mixing hydrophyllic starch and other bioploymers with hydrophobic polymers (e.g. PP, PE) requires compatibilizers
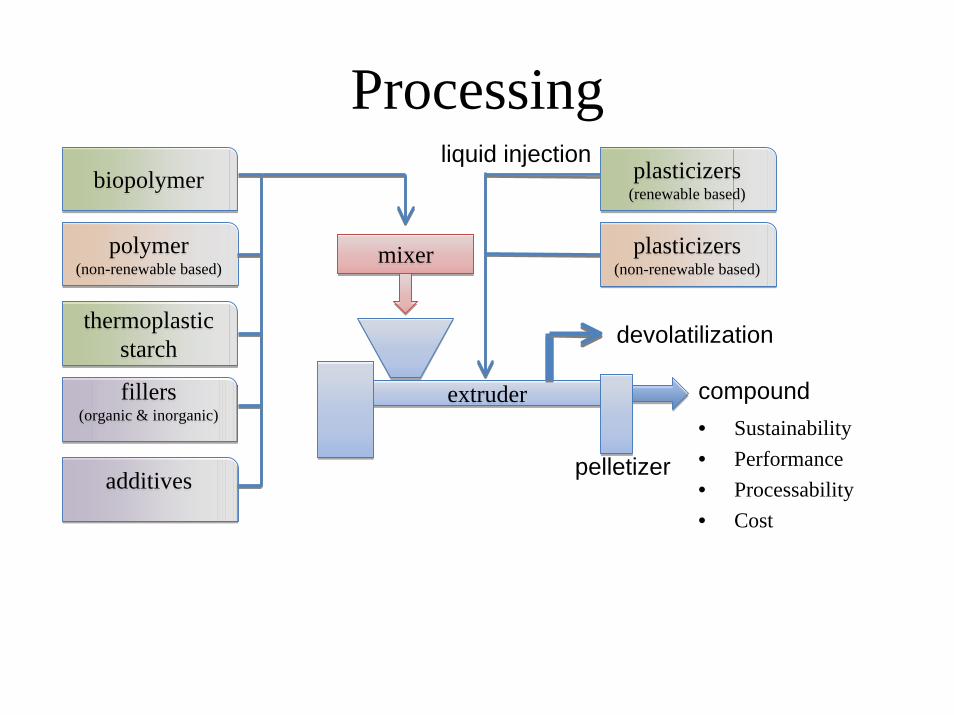
Processingbiopolymerbiopolymer
thermoplastic starch
thermoplastic starch
plasticizers(renewable based)plasticizers
(renewable based)
polymer(non-renewable based)
polymer(non-renewable based)
plasticizers(non-renewable based)
plasticizers(non-renewable based)
additivesadditives
fillers(organic & inorganic)
fillers(organic & inorganic)
extruderextruder
mixermixer
pelletizer
compound• Sustainability• Performance• Processability• Cost
liquid injection
devolatilization

Chain Extenders
• PLA and other condensation polymers suffer from chain scission due to heat & shear
• Chain extenders can re-join chains– Improves melt strength– Improves rheology– Aids recycling
• Consider for blown film, thermoforming and foam processes

Chain Extenders
• Clariant CESA-extend– Biodegradable– Derived form renewable resources
• Arkema Biostrength 700– Not biodegradable
Source: Bioplastics 03/08 p35

Mechanical Properties

Property Profiles

Impact Modifiers
• Du Pont Biomax Strong 120– FDA compliant toughening agent for PLA packaging
• Rohm & Haas Paraloid BPM-500– Improves impact & tear strength of PLA film– Maintains clarity– Acrylic based
• Sukano® PLA im S550– Improves resiliance and toughness in transparent PLA

Colour

Colour
• Many bioplastics, especially starch based, are opaque with a yellow/brown colour
• This may be exacerbated with processing• High intensity colours will not be possible• PLA can have excellent clarity• Pigment systems need to maintain biocompostability
and be non-toxic

Colour
Clariant Renol-naturTM pigment systems• Biodegradable• Natural sources:
– Orange from tumeric root– Yellow from tropical flowers
• Lower light resistance than conventional pigments
Colour
PolyOne OnColor BioTM Colorants• Suitable for many bioplastics• Certified for compostability

Colour
Teknor Colour Company• Colour concentrates for PLA bottles, film, sheet,
profiles and injection moulding• Various carrier types:
– Biodegradable PLA– Biodegradable (non-renewable) polyester– Non degradable PET for durable applications

Other Additives

Other Additives
PolyOne OnCap additives for use in bioplastics• Antistat• Antiblock • UV stabilizers• Anti-fog
Nucleation should also be considered as slow set-up times are a problem with some bioplastics
e.g. PLA, PHA’s

Biocomposites
BiocompositesUse of renewable and/or biodegradable fillers or fibres
to make composites with bioplastics• Inorganic fillers e.g. talc, calcium carbonate (chalk)
– Small increase in properties– Increase in s.g.– Acceptable degradation products for compostability tests– Reduce renewable content (which is based on carbon)
• Organic fillers e.g. wood flour, ground peanut husks– Increase renewable content
Natural Fibres
• Addition of natural fibres provides reinforcement and useful increases in strength & stiffness
• Increased renewable content• Natural fibres include:
– Flax – Sugarcane bagasse– Hemp – Wood– Kenaf – Jute
• All cellulose based, but with varying amounts of lignin and other materials, including silica

Additives
REINFORCING NATRAL FIBRES
NON WOOD NATURAL/BIOFIBERS WOOD FIBRES
BASTGRASS FIBRESSEED/FRUITLEAF
STRAW FIBRES
Soft and Hard Woods
Cotton, CoirKenaf, Flax,Jute, Hemp
Corn/WheatRice Straws
Sisal, Pineapple Leaf Fibre
Bamboo Fibre, Elephant Grass

Natural Fibres
Specific Young’s Modulus
Source: A.K.Mohanthy et al,’Natural Fibres, Biopolymers and Biocomposites’,CRC, 2005, and others

Biocomposites• Addition of natural fibre to increase stiffness and
strength • Natural fibre properties are lower than for E-glass• Density is also lower• Higher fibre content is required for similar properties• Can provide light weight and high renewable content• Aim to retain as much fibre length as possible
– Downstream feeding– Low shear

Effects of additives on mechanical properties
Matrix polymer
Modulus (MPa)
Reinforcement Volume fraction (%)
Modulus of composite (MPa)
TPS a) 47.2 Ethanolamine activated montmorilonite
5 145.5
TPS 87 Medium size fibers b) 5 190
TPS 87 Medium size fibers 12 522 c)
TPS 80 Cellulose microfibrils 10 3000
PLA 2700 Recycled newspaper 10 5300
PLA 3500 flax 30 8000
TPS 81.5 montmorilonite 20 850
TPS 45 Waxy maize starch crystals/ 5 d) 298
a) Thermoplastic starchb) 2-3mm in lengthc) as a comparison the author also reported that HDPE module only increased two times with 12% fibres, d) 20 % glycerol as a plasticiser

Biocomposites
• Natural fibres need to be processed to obtain a fibrelength range, generally 1 – 5 mm with low particulate level
• Surface treatment to improve bonding to matrix– Surface fibrillation, corona, plasma– Alkaline swelling– Acetylation, silane, isocyanate reactions
• The environmental effects of chemical methods needs to be considered!

Biocomposites
• Compatibilizers can be used to improve bonding of hydrophobic fibres to hydrophyllic matrixes (e.g. PP)
• Clariant Licocene PP MA 6452 TP– Maleated PP wax

Biocomposites
Some examples of commercial biocomposites
Biocomposites
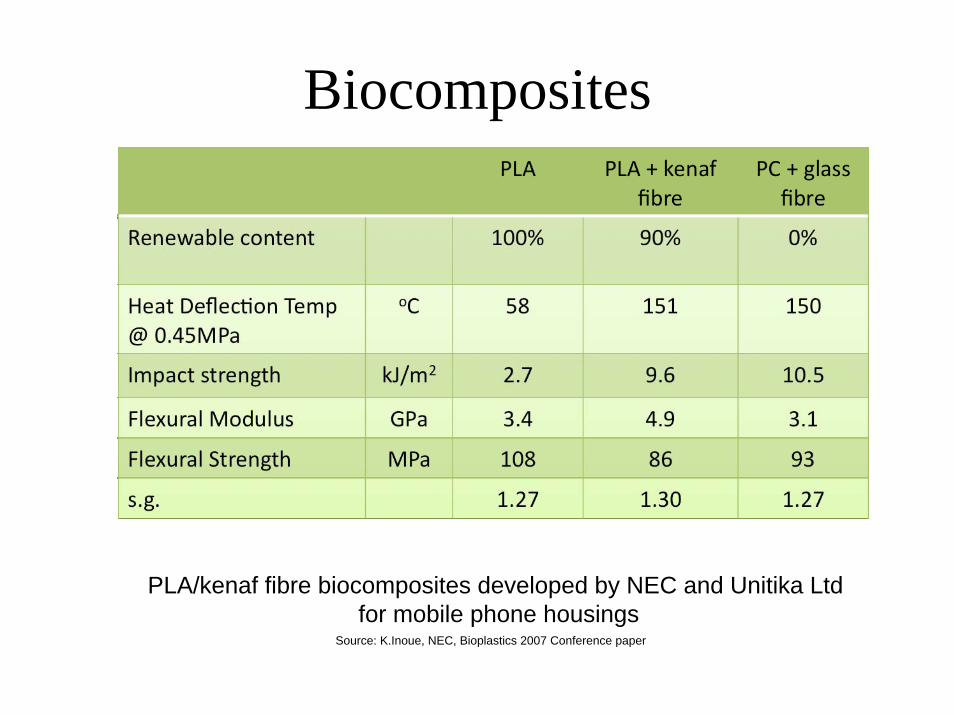
PLA/kenaf fibre biocomposites developed by NEC and Unitika Ltdfor mobile phone housings
Source: K.Inoue, NEC, Bioplastics 2007 Conference paper

Certification

End-of-Life Environments

Certifying Bioplastics - US
• Testing to ASTM D6400 or D6868– Active municipal or commercial composting– Inherent biodegradability similar to natural biopolymers
over 180 days (or longer with additional tests)– Disintegrates into small pieces (<2mm)– No ecotoxicity
• Reviewed and certified by Biodegradable Products Institute (BPI)

Certifying Bioplastics - Europe
• Testing to EN 13432– Controlled composting with elevated temperature and
aeration – Inherent biodegradability similar to natural biopolymers
over 180 days (or longer with additional tests)– Disintegrates into small pieces (<2mm)– No ecotoxicity
• Reviewed and certified by – DIN Certco, or – AVI Certest
Top Related