






Languages
Pages
Legal

Hindawi Publishing CorporationAdvances in Materials Science and EngineeringVolume 2012, Article ID 828070, 22 pagesdoi:10.1155/2012/828070
Review Article
A Review of Metallic Bipolar Plates for Proton ExchangeMembrane Fuel Cells: Materials and Fabrication Methods
Shahram Karimi,1, 2 Norman Fraser,1 Bronwyn Roberts,1 and Frank R. Foulkes2
1 Alternative Energy Engineering Technology Program, Lambton College, 1457 London Road, Sarnia, ON, Canada N7S 6K42 Department of Chemical Engineering and Applied Chemistry, University of Toronto, 200 College Street, Toronto,ON, Canada M5S 3E5
Correspondence should be addressed to Shahram Karimi, [email protected]
Received 20 March 2012; Accepted 13 June 2012
Academic Editor: Meilin Liu
Copyright © 2012 Shahram Karimi et al. This is an open access article distributed under the Creative Commons AttributionLicense, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properlycited.
The proton exchange membrane fuel cell offers an exceptional potential for a clean, efficient, and reliable power source. The bipolarplate is a key component in this device, as it connects each cell electrically, supplies reactant gases to both anode and cathode, andremoves reaction products from the cell. Bipolar plates have been fabricated primarily from high-density graphite, but in recentyears, much attention has been paid to developing cost-effective and feasible alternative materials. Two different classes of materialshave attracted attention: metals and composites. This paper offers a comprehensive review of the current research being carriedout on metallic bipolar plates, covering materials and fabrication methods.
1. Introduction
Proton exchange membrane fuel cells (PEMFCs) are elec-trochemical devices that convert the chemical energy ofreactants (a fuel and an oxidant) directly to electrical energyin the form of low voltage direct current (DC) electricityand heat. They have been receiving significant attentiondue to their high power density, energy efficiency, andenvironmentally friendly characteristics [1–4]. However, oneof the major impediments to making them a viable powersource is the high manufacturing cost of a number of keycomponents, including catalyst layers [5–12], solid polymerelectrolyte (SPE) membrane [13–16], and bipolar plates [17–22].
The practical operating voltage from a single cell—alsoknown as a membrane-electrode assembly (MEA)—is about0.7 V. Desired voltages are obtained by connecting cells inseries; this is accomplished by inserting a highly conductivematerial (e.g., a bipolar plate) between two parallel MEAs.Such plates are by volume, weight, and cost the most criticalcomponent of a fuel cell stack [23, 24], and account for morethan 40% of the total stack cost and about 80% of the total
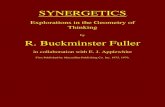
weight [25–31]. As a result, there have been significant R&Dactivities in the past few years to lower their cost, reduce theirsize, and improve their performance and lifetime. Bipolarplates perform a number of critical functions simultaneouslyin a fuel cell stack to ensure acceptable levels of poweroutput and a long stack lifetime. They act as a currentconductor between adjacent MEAs, provide pathways forreactant gases (hydrogen and oxygen or air), facilitate waterand heat management throughout the stack, and providestructural support for the whole stack. Accordingly, theymust exhibit excellent electrical and thermal conductivity,corrosion resistance, mechanical and chemical stability, andvery low gas permeability. Furthermore, raw materials mustbe widely available at reasonable cost and be amenable torapid and cost-effective fabrication methods and processes[23]. An exploded view of a PEM fuel cell stack is shown inFigure 1.
Due to the multifaceted characteristics of bipolar platesand a wide combination of physical and chemical propertiesthat are often contradictory, a large number of candidates hasbeen proposed and investigated over the years. As a result,a set of targets and requirements has been established to
2 Advances in Materials Science and Engineering
(1)(1)
(2) (3)(4)
(5)
(4)
(3)(6)
(3)(7)
Figure 1: An exploded view of a PEM fuel cell stack. (1) clamping plate; (2) End plate; (3) gasket; (4) gas diffusion layer; (5) SPE/catalystlayer; (6) bipolar plate; (7) additional stacked cells.
develop suitable material for the fabrication of bipolar plates.A summary of such requirements and targets is presentedbelow [23, 24].
(i) Bulk electrical conductivity (in-plane): >100 S cm−1.
(ii) Hydrogen permeability: 10 W m−1 K−1.
(viii) Thermal stability: up to 120◦C.
(ix) Chemical and electrochemical stability in acidicenvironments.
(x) Low thermal expansion.
(xi) Acceptable hydrophobicity (or hydrophilicity).
The requirements for specific bipolar plates are ultimatelydictated by the type of application and operating conditionsunder which the fuel cell stack is utilized. Thus, thebipolar plate requirements for mobile and transportationapplications are considerably different from those for sta-tionary applications. In the former case, the plates must belightweight, thin, and be able to withstand harsh and chang-ing environments, where operating temperature, humidity,and loads continuously change to meet demands. In the lattercase, size and volume of the bipolar plates, and ultimatelythe fuel stack, are not critical; however, durability is crucial.As with many other systems, for terrestrial applications,economics play a vital role.
2. Materials
Bipolar plate materials are broadly divided into metallic-and carbon-based. Initially, carbon-based bipolar plates,particularly high-density graphite, dominated the R&Dactivities and other applications [32]. This stemmed fromthe excellent chemical and electrical properties of graphitein the harsh operating PEMFC environment. However, its
use was mainly limited to stationary and laboratory settings,where lightweight and low volume plates were not critical.Additionally, the high cost of machining gas channels and thematerial’s inherent brittleness retarded its use in terrestrialapplications, including the mobile and transportation fields,where cost-effective mass production processes are highlydesired and often mandatory [17–20, 32]. As a result,metallic bipolar plates have recently attracted the attentionof the scientific community. Although, at first, metals(excluding noble metals) may seem to exhibit most of thedesired characteristics, including high thermal and electricalconductivity, low gas permeability, ease of manufacturingand relatively low cost, they have a number of disadvantagessuch as chemical instability in the corrosive environmentsof PEMFCs, leading to corrosion and formation of a thinoxide layer on their surface. The former can poison the solidpolymer electrolyte as well as the catalyst layer by releasingcorrosion byproducts (Fe3+, Cr3+, Ni2+, etc.), while the lattercan significantly increase the interfacial contact resistance(ICR) between metallic plates and gas diffusion layers, result-ing in inferior fuel cell performance. A number of processeshave been proposed to improve the corrosion resistance andinterfacial contact resistance of metallic bipolar plates; theseinclude the application of a thin, conductive protective layeron the surface of the metallic plates as well as other surfacemodification techniques. In addition to a large number ofpublications on different types of bipolar plates, severalreview papers have been published on the material type,and manufacturing processes. Early works include those byHermann et al. [30], Borup and Vanderborgh [33], Mehtaand Cooper [34], Cooper [35], Yuan et al. [36], and Brettand Brandon [37], while more recent reviews include thoseby Tawfik et al. [38], Li et al. [39], Wang and Turner [40],and Hamilton and Pollet [41]. Despite the large numberof studies conducted by various groups and evidenced bythe significant number of publications over the last twodecades, no single material has been identified to satisfy allthe requirements listed above [40, 41].
2.1. Graphite Bipolar Plates. Carbon is found in many com-pounds and is the building block of many materials. It isfound free in nature in three allotropic forms: graphite,
Advances in Materials Science and Engineering 3
amorphous carbon, and diamond. Another type of carbon,known as buckminster fullerene, has been recently addedto the list. While diamond is one of the hardest substancesknown, graphite is soft and slippery. It is a crystalline formof carbon, in which each carbon atom is covalently bondedto three adjacent carbon atoms in the same plane to formsix-member structures that, in turn, connect to create flatplanes or sheets. The bond angle is 120◦ and each carbonatom uses only three of its four unpaired electrons to formstrong covalent bonds with three other carbon atoms in thesame plane. This arrangement creates a “free” network ofelectrons, where each carbon atom contributes one free (i.e.,unpaired) electron to the network. One of the consequencesof such an arrangement is the ability of graphite to conductelectrical current along the planes of carbon atoms, whichis a highly desirable property in the manufacture of bipolarplates. However, the bond between layers is through weakvan der Waals forces with larger distances, which is about 2%of the bond energy within the planes (620–720 kJ/gram atomversus 5.0–17.0 kJ/gram atom) [32]. Consequently, graphiteexhibits weak flexural strength and is more prone to fractureduring fabrication than other bipolar plate materials [38, 42,43].
Nevertheless, early fuel cell research focused ongraphite—natural and synthetic—as a leading materialfor bipolar plate construction on account of its corrosionresistance, lack of poisoning agents, and low surface contactresistance or interfacial contact resistance. However, asstated previously, graphite is brittle, permeable to gases,and exhibits poor mechanical properties. Furthermore, itis not suitable for mass production, since the fabricationof channels in the plate surfaces requires machining, atime-consuming and costly process [24, 31, 32, 38, 42].Additionally, after processing such as resin impregnationis often required to ensure the impermeability of graphiteplates to reactant gases. Finally, the molecular structure,porosity and flexural strength of graphite have preventeda much-needed reduction in the thickness of such bipolarplates, limiting them to about 4–6 mm in thickness [44, 45].This has resulted in fuel cell stacks with low power density,which is not acceptable for transportation and mobileapplications. However, graphite is still considered thestandard material against which most of today’s bipolarplate materials are measured. The limitations as well asthe advantages of graphite have led fuel cell researchersto investigate alternate materials that meet the strictrequirements of high-performance, cost-effective, anddurable hydrogen fuel cells.
2.2. Metallic Bipolar Plates
2.2.1. Introduction. In recent years, metallic bipolar plateshave been attracting the attention of the research communitybecause of their desirable characteristics, such as highelectrical conductivity, formability and manufacturability,gas impermeability, and superior mechanical properties [46,47]. Metal plates offer higher strength, toughness and shockresistance than graphite plates, and their unique mechanical
properties allow for fabrication of thinner plates. Althoughmetals offer many advantages, they are, however, moresusceptible to corrosion, which can adversely affect theirperformance and durability [43, 46]. It is important tonote that corrosion can take place both at the anode andthe cathode of an operating PEMFC. At the anode, theprotective metal oxide layer can be reduced as a result of thepresence of a reducing environment, leading to unwantedhydride formation and dissolution of the metal in water.This problem is amplified by the addition of water vapourto the incoming fuel stream. This can potentially increasethe risk of polymer electrolyte membrane contamination andcan adversely impact the activity of the catalyst layer. At thecathode, the existing oxidizing environment can substantiallyincrease the corrosion rate of metallic bipolar plates, leadingto performance losses and even premature failure of thewhole stack.
Surface modification techniques have been proposedand corrosion-resistant coatings have been developed tominimize these effects [40, 41]. Metals also are much denserthan graphite or composites, hence a substantial reductionin their thickness is necessary [43]. Stainless steel, aluminumalloys, titanium alloys, nickel alloys, copper alloys, andmetal-based composites have been used to fabricate plates.Research has mainly been focused on iron-based alloys, suchas stainless steels, because of their low cost; however, morerecently, considerable efforts have been expended to usenoble metals, aluminum, and titanium as the material ofchoice for fabricating bipolar plates.
2.2.2. Types of Metals. Metals, such as titanium and stainlesssteels, exhibit excellent mechanical properties and have verylow gas permeation rates. They are also suitable for massproduction with low scrap rates and are stable in a PEMfuel cell environment where low pH values are common.The good corrosion characteristics of stainless steels andtitanium are attributed to the passivation of such metalsin the presence of oxygen, where a protective oxide metalfilm is formed on their surface. Such an advantage comes atthe expense of metal conductivity, which is hindered by thepresence of such insulating protective layers [48]. In order tomake these metallic plates conductive, it becomes necessaryto remove such oxide films or reduce their thickness toan acceptable level and apply a conductive and corrosion-resistant film to retard the further formation of oxide filmsand decrease their interfacial contact resistance.
Stainless steels, by far, have been the focus of on-going recent research. The primary selection criterion forstainless steel (SS) bipolar plates is the Cr, N, and Mocontent, in accordance with the pitting resistance equivalent[49, 50]. Stainless steels come in different compositionsand, accordingly, behave differently in various environments.Stainless steel bipolar plates with different compositionshave been used extensively by different workers [51–55].In an early work, Davies et al. [53] conducted a seriesof experiments on three types of stainless steel bipolarplates, namely, 310L, 316L, and 904L. They reported that904L performed the best while 316L exhibited the worst
4 Advances in Materials Science and Engineering
performance in an environment similar to that of a PEMfuel cell. In another published paper, the same authors[54] utilized Auger Electron Spectroscopy (AES) to deter-mine the thickness of the passive film on the surfaceof various stainless steel bipolar plates. It was reportedthat the thickness of the passive layer decreases with thealloying element content, and often varies between 3 to5 nm.
316 stainless steel has been receiving increasing attentionas a replacement for nonporous graphite in bipolar plates.Wang and Northwood [25] investigated the influence ofoxygen- and hydrogen-containing environments on thecorrosion behavior of such bipolar plates. Intergranularand pitting corrosion in both the oxygen- and hydrogen-containing environments were reported with a greater corro-sion resistance shown by 316L SS bipolar plates in simulatedcathodes. This has been attributed to the cathodic protectionability of the oxygen-containing environments. In addition,metal ion concentrations of about 25 and 42 ppm at theanode and cathode, respectively, after 5000 h of operation arereported utilizing potentiostatic tests (using ICP-OES).
It was concluded that 316L SS bipolar plates must becoated, since such levels of ion concentrations can adverselyaffect the membrane. The above finding was confirmed byMa et al. [56], who studied the corrosion behavior of 316LSS bipolar plates and concluded that such plates must becoated since they can corrode in both anode and cathodeenvironments. It is thus common practice to coat 316L and316 stainless steels bipolar plates for use in PEM fuel cells[57–60].
Other types of stainless steels such as 304 also havebeen widely used as bipolar plates. Chung et al. [61] andFukutsuka et al. [62] both utilized carbon-coated 304 SS insingle-cell and three-cell PEM fuel cells, respectively. Thefirst group employed chemical vapor deposition (CVD) todeposit a carbon film on Ni-coated 304 SS plates. Chemicalstabilities comparable to Poco graphite were reported. Thesecond group used plasma-assisted CVD to deposit a carbonlayer on 304 SS. It was claimed that carbon-coated 304SS exhibited higher electrical conductivity compared withuncoated 304 SS, while maintaining an acceptable level ofcorrosion resistance. As both studies were carried out forrelatively short times, long-term experiments are required tojustify the use of such materials as bipolar plates in PEM fuelcells.
Copper alloys also have been studied as potential can-didates for bipolar plates in fuel cells. Good corrosionresistance of copper and its alloys in weakly corroding envi-ronments has been reported in the literature [63–66]. Nikam[66] examined the corrosion behavior of copper-berylliumalloy C-17200 using a Tafel extrapolation technique. It wasnoted that true corrosion representation cannot be obtainedfrom such plots. Consequently, chronoamperometry wasutilized to gain a better understanding by analyzing thecorrosion products by employing SEM, EDS, and XPS. Inan earlier work [63], the authors presented their findingson the resistivity of the corrosion layer of the abovealloy using a four point probe apparatus in 0.5 M H2SO4solution.
2.2.3. Bare Metals as Bipolar Plates. Stainless steel plates pos-sess high thermal and electrical conductivities, mechanicalstrength, and reasonable manufacturing cost. Accordingly,uncoated stainless steel plates have been examined in bothsimulated and real fuel cell environments to evaluate theircorrosion resistant behavior [25, 67–69]. Lafront et al. [67]studied the corrosion characteristics of untreated 316L SSplates in simulated anodic and cathodic PEMFC environ-ments. They reported that the resulting passive films wereunstable in a simulated anodic environment, but quite stablein a cathodic environment. The former was attributed to theonset of pitting corrosion due to the presence of hydrogen.Yang et al. [70] examined the corrosion resistance of bare316L SS in simulated PEMFC environments containing 6 ×10−4 M F− and different concentrations of sulfuric acid,ranging from 1 × 10−5 M to 1.00 M. Based on potentiostaticand potentiodynamic studies, it was concluded that thecorrosion resistance of uncoated 316L SS decreases as thesulfuric acid concentration increases, leading to a decreasein the thickness of the passive film. Moreover, the ICRbetween 316L SS plates and the carbon substrate was claimedto decrease with increasing acid concentration. However,the reported ICR values for all acid concentrations at acompression force of 150 N cm−2 were higher than theUS DOE target of 20 mΩ cm2. Ferritic stainless steels alsohave been considered as possible bipolar plate material; but,initially their ICR and corrosion resistant properties havebeen reported to be inferior to those of austenitic stainlesssteels [71]. More recently, however, it has been reportedthat the inclusion of small amounts of chromium cansubstantially improve the corrosion resistance of such platesin simulated and real PEMFC environments [72]. Kumagai etal. [72] conducted a series of experiments on ferritic stainlesssteel plates in simulated and real PEMFC environments. Itwas reported that by reducing the amounts of carbon andnitrogen and maintaining a minimum of 22 wt% chromiumin the ferritic stainless steel plates, comparable performancein terms of corrosion resistance and ICR is observed. It wasstated that bipolar plates containing 19 wt% chromium didnot perform as well as plates with higher chromium contents.X-ray fluorescence studies indicated contamination of theMEAs with iron species after 1000 h of operation in a realfuel cell, leading to lower fuel cell performance. The reportedinterfacial contact resistances of the ferritic stainless steelplates, however, were all higher than the DOE requirement(around 30 mΩ cm2 at a compaction force of 150 N cm−2).
Nikiforov et al. [73] examined the corrosion behaviorof a number of commercially available stainless steels (AISI316L, AISI 321, and AISI 347), Ni-based alloys (Inconel625, Incoloy 825, and Hastelloy C-276), tantalum, andtitanium for use in high-temperature steam electrolysers.All samples were exposed to an acidic medium containing85% phosphoric acid at temperatures ranging from 30◦Cto 120◦C. It was reported that nickel-based alloys exhibitedbetter corrosion resistance than austenitic stainless steelsamples in the simulated environment at the temperaturesstudied. Amongst the stainless steel alloys, AISI 321 deliveredthe best results in terms of corrosion resistance at 120◦C. Thisis surprising since the molybdenum content of AISI 316L
Advances in Materials Science and Engineering 5
is higher than that of AISI 321, and higher molybdenumcontent usually corresponds to higher corrosion resistance[74, 75]. It was claimed that samples made from tantalumshowed the best corrosion resistance while titanium samplesexhibited the worst performance in the aforementionedsimulated PEMFC environments.
Tian and Sun [76] investigated the electrochemicalbehavior of untreated high chromium (26 wt%) and nickel(19.4 wt%) austenitic stainless steel (HCN) and 316L stain-less steel (16–18 wt% Cr and 12–14 wt% Ni) plates insimulated anodic and cathodic PEMFC environments. Theauthors reported that HCN requires a lower passivationcurrent density than 316L SS in both simulated environ-ments. The above observation was ascribed to the higherCr and Ni content of the former plates compared withthat of the latter. Scanning electron microscopy revealed thepresence of only uniform corrosion on the surface of HCNplates after potentiostatic polarization tests compared withthat of 316L SS, where pitting corrosion also was noticed.Moreover, the ICR of the HCN plates was stated to bearound 30 mΩ cm2 at a compaction pressure of 150 N cm−2
compared with a value of about 200 mΩ cm2 for bare316L SS plates at the same compaction force. Althougha marked decrease in ICR was reported, it is still higherthan the target set by the US DOE. A summary of theabove and several other studies [77–79] is presented inTable 1.
2.2.4. Coated Metallic Bipolar Plates. A wide variety ofcoatings and processes have been developed to address theconcerns associated with bare metallic bipolar plates. Anumber of common coating materials for metallic bipolarplates is presented in Table 2. Such materials are oftenclassified as carbon- and metal-based coatings. The formerincludes conductive polymers, graphite, diamond-like car-bon and organic self-assembled monopolymers, while thelatter comprises noble metals, metal carbides, and metalnitrides. Extensive research on both carbon- and metal-based coatings has been conducted and reported in theliterature. It is generally agreed that such coatings must beconductive and adhere to the metallic bipolar plate substrate[33, 34, 80]. Proper adhesion to the substrate is achievedby careful selection of coating materials having thermalexpansion coefficients similar to those of the substrate tominimize micro- and macrocrack formation. In an earlyreport, Woodham et al. [81] investigated the roles of thermalexpansion coefficient and corrosion resistance of a numberof different bipolar plates on stack performance. Windet al. [82] evaluated the performance of several bipolarplates, including bare 316L SS plates and plates coated withgold, in a real fuel cell environment for 100–1000 h. Theamount of Fe, Ni, and Cr ion contamination in the MEAswas determined after the operation of the fuel cell. Thechemical analysis of the MEAs revealed that the amountof nickel and chromium ions was substantially reduced forgold-plated bipolar plates; however, the Fe3+ content in theMEA was considerably increased compared with that of base316L SS bipolar plates. No explanation was provided; six
other coatings also were evaluated, but their chemical natureand composition were not disclosed.
(1) Metal and Nonmetal Nitride Films. In an early study, Liet al. [97] examined the corrosion behavior and electricalconductivity of 316 SS plates coated with TiN. It wasstated that both the corrosion resistance and the electricalconductivity of such plates were improved in simulatedfuel cell environments similar to those of a real PEMFC.Significant long-term studies on the stability of such plateshave yet to be reported. In another simulated PEM envi-ronment experiment, Wang et al. [98] investigated theelectrochemical properties of TiN and CrN as coatings ona 316L SS substrate using electron beam physical vapordeposition. Their results showed promise for the CrN-coated316L SS used as an alternative bipolar plate material, withconsiderably fewer pinholes, and better interfacial contactresistance and corrosion protection than for the uncoatedmetal. Cho et al. [28] conducted long-term studies on thecorrosion behavior of TiN-coated 316 SS plates and reportedsignificant improvement when compared with uncoated 316SS substrates. The authors have reported their findings interms of surface energy, water contact angle and surfacewettability. Water contact angles of 90◦ and 60◦, respectively,are reported for TiN-coated 316 SS and uncoated 316 SSplates. It is interesting to note that the water contact angleon TiN-coated 316 SS is similar to that of graphite; this hasbeen confirmed by Taniguchi and Yasuda [99], who observedan increase in power output of a PEM fuel cell stack when gasflow channels showed low water wettability.
More recently, a large number of studies has beenreported on metallic bipolar plates covered with variousnitride films [84–86, 100–105]. Tian [84] reported improve-ment in both corrosion resistance and interfacial contactresistance of CrN/Cr-coated 316L SS compared with bare316L SS bipolar plates in simulated PEMFC environments. Athin layer of pure chromium with a thickness of 0.5 µm wasfirst deposited on 316L SS followed by a dense CrN coatingof about 4 µm thickness using a physical vapor deposition(PVD) technique.
A passive current density of less than 10 × 10−6 A cm−2in a simulated PEMFC environment consisting of 0.05 MH2SO4 and 2 ppm F− operating at 70◦C was reported; thisis about one order of magnitude lower than that for bare316L SS. Furthermore, the ICR for the CrN/Cr coated 316LSS was reported to be about 30 mΩ cm2 at a compactionforce of 150 N cm−2, while that for the corresponding bare316L SS was more than three times as great at 100 mΩ cm2.The higher ICR of the bare 316L SS plates was attributedto the formation of a natural air-formed oxide film on theplate surface, resulting in lower conductivity. Cha et al. [100]investigated the corrosion resistance and ICR properties ofnitride films as protective layers for austenite 304 stainlesssteel bipolar plates. The plates were coated with NbN single-phase or NbN/NbCrN multiphase films using inductivelycoupled plasma-assisted D.C. magnetron sputtering system.Polarization tests were carried out in a conventional three-electrode cell using a solution of 0.5 M H2SO4 and 2 ppm
6 Advances in Materials Science and Engineering
Ta
ble
1:U
nco
ated
met
als—
inte
rfac
ialc
onta
ctre
sist
ance
and
corr
osio
nre
sist
ant
prop
erti
esin
sim
ula
ted
PE
MFC
envi
ron
men
ts.
Bas
em
etal
Test
envi
ron
men
tC
orro
sion
curr
ent
den
sity
(×10
−6A
cm−2
)
Inte
rfac
ialc
onta
ctre
sist
ance
(mΩ
cm2
at15
0N
cm−2
)
Sam
ple
size
l×
w×
t(m
m)
Pu
rge
Ref
eren
ce
316L
SS1×
10−5
to1.
0M
H2SO
4+
6.0×
10−4
MF−
(NaF
)at
70◦ C
1.48
(1×
10−5
MH
2SO
4)
0.88
(0.1
MH
2SO
4)
640
(1.0
MH
2SO
4)
50(1×
10−5
MH
2SO
4)
20(0
.1an
d1.
0M
H2SO
4)
10(d
iam
eter
)[7
0]
Ferr
itic
SSty
pe
444
Ferr
itic
SSty
pe
445J
20.
05M
H2SO
4+
2pp
mF−
at80
◦ C∼3
0∼3
020
mm
2×
2A
ror
Air
[72]
AIS
I31
6L,A
ISI3
21,A
ISI
347,
Inco
nel
625,
Inco
nel
825,
Has
tello
yC
-276
,tan
taliu
m,
tita
niu
m
85%
H3P
O4
at30
◦ C,8
0◦C
,120
◦ C15
(dia
met
er)
[73]
316L
SSh
igh
Cr
and
Ni
Au
sten
itic
SS(2
6w
t%C
r,19
.4w
t%N
i)0.
05M
H2SO
4+
2pp
mF−
at70
◦ C20
0(3
16L
SS)
30(H
CN
)H
2(a
n)
Air
(cat
)[7
6]
316L
SS31
7LSS
904L
SS98
%H
3P
O4
at17
0◦C
316L
SS:5
–5.8
mA
cm−2
317L
SS:5
.0m
Acm
−2
904L
SS:1
.0–1
.7m
Acm
−225×
13H
2(a
n)
Air
(cat
)[7
7]
SSty
pe
201
SSty
pe
SL21
91.
0M
H2SO
4at
70◦ C
316L
SS:1
2SS
typ
e20
1:8
>10
025
.4×
12.7
H2
(an
)A
ir(c
at)
[78]
Hig
hn
itro
gen
SS(1
.06
wt%
N2)
0.05
MSO
42−
+2
ppm
F−at
80◦ C
and
pH2.
3,4.
3,5.
58
at0.
1V
9at
0.6
V
Aft
er8
hpo
lari
zati
on:
pH2.
3:11
0pH
4.3:
110
pH5.
5:10
0as
polis
hed
:20
(all
at10
0N
cm−2
)
20×
20×
2(f
orpo
lari
zati
onte
st)
80×
80×
6(f
oral
loth
erte
sts)
Ar
orA
ir[7
9]
Advances in Materials Science and Engineering 7
Table 2: Potential coating materials for metallic bipolar plates.
CoatingBase plate material
ReferenceAluminum Stainless steel Titanium Nickel
Conductive polymer • [33]Chromium • [83]Chromium nitride • [84–87]Diamond-like carbon • [33]Gold • • [81, 82]Gold-titanium • [88]Gold-nickel • [88]Graphite foil • • • [89]Graphite topcoat • • • • [89]Indium tin oxide • [90]Lead oxide • [90]Nickel • [91]Niobium • [92]Organic monopolymer • [33]Platinum • [88, 93, 94]Silicon carbide • [90]Silver • [91]Silver-PTFE • [95]Titanium-aluminum • [90]Titanium nitride oxide • [90]Zirconia • [96]
HF as the electrolyte at 70◦C with no gas purging duringthe experiments. A corrosion current density of 9.87 ×10−9 A cm−2 (at a corrosion potential of−0.48 V versus SCE)was reported for the multiphase NbN/NbCrN film with a Crtarget power and gas ratio of 300 W and 0.2, respectively. Onthe other hand, the best result for the single-phase NbN filmwas obtained with a Cr target power and gas ratio of 150 Wand 0.4, respectively; with a corresponding corrosion currentdensity of 8.26 × 10−9 A cm−2 (at a corrosion potentialof −0.12 V versus SCE) reported. These are significantimprovements over bare 304 stainless steel plates, wherethe corrosion current density under similar experimentalconditions was stated to be several orders of magnitudehigher at 1.3 × 10−5 A cm−2 (at a corrosion potential of−0.79 V versus SCE). However, the reported ICR values forall the coated samples were much higher than the target valueset by U.S. DOE. The best ICR result was claimed for the NbNfilm prepared at a Cr target power of 150 W and gas ratioof 0.40; this film had a value of 35 mΩ cm2 at a compactionpressure of 150 MPa (about 150% higher than the U.S. DOEtarget at the same compaction force). Although substantialimprovement in the corrosion resistance of the above coatedplates were reported, their ICR was significantly higher thanthe acceptable levels.
Zhang et al. [101] examined the influence of achromium-based multilayer deposited on 304 SS plates interms of its corrosion resistance and ICR properties. Theresulting multilayer—Cr3Ni2/Cr2N/CrN—was deposited onpolished 304 SS plates using a magnetron sputtering tech-nique at a constant temperature of 473 K and varying gas
pressures. Although the initial corrosion current density ofthe coated 304 SS plate was lower than that of the bare304 SS in a simulated environment, its performance after 8hours at 600 mV was somewhat similar to that of the bare304 SS plates. This may be attributed to the passivation ofthe untreated 304 SS plates after several hours of contactwith the electrolyte. Furthermore, the ICR of the coated304 SS plate was reported to be comparable to that ofgraphite (approximately 15 mΩ cm2), while that of thebare 304 SS was claimed to be in the neighborhood of110 mΩ cm2, due to oxide layer formation on its surface.Zhang et al. [102] investigated the performance of arcion plated Cr/CrN/Cr multilayers on 316L SS plates insimulated PEMFC environments containing 0.5 M H2SO4and 2 ppm F− at 70◦C. The corrosion current density ofthe coated 316L SS plate in the aforementioned simulatedanodic environment was reported to be about two orders ofmagnitude lower than that of the bare 316L SS. Althoughthe initial corrosion current density was reported to berelatively low, long-term studies need to be conducted todetermine any adverse effects of the gradual dissolution ofthe top layer; that is, chromium, which is known to takeplace in harsh acidic environments. Furthermore, the ICRof the coated samples was claimed to vary between 30 and35 mΩ cm2 at a compaction pressure of 150 N cm−2, whichis still 50% to 80% higher than the US DOE 2015 target.The authors concluded that the top layer (chromium layerin contact with GDL) must be modified to avoid contam-ination of both catalyst layers and the proton exchangemembrane.
8 Advances in Materials Science and Engineering
Hong et al. [85] attempted to fabricate coated AISI316L plates with low ICR and high corrosion resistance byemploying a high-density plasma nitriding process usinga gas mixture of nitrogen and hydrogen at temperaturesranging from 530 to 650 K. The corrosion resistance of thecoated samples was measured in a simulated environmentcontaining 0.1 N H2SO4 and 2 ppm HF solution at 80◦C.The corrosion current density (at 0.6 V) of the coatedsamples was reported to increase as the nitriding temperatureincreased from 530 to 650 K, ranging from 3.43 to 7.57 ×10−6 A cm−2. The improvement in corrosion resistance of thecoated samples was attributed to the formation of a dense S-phase without chromium-depleted regions. The ICR value ofthe treated samples was reported to increase as the nitridingtemperature increased from 530 to 650 K. The ICR value forthe bare sample at a compaction pressure of 150 N cm−2 wasstated to be 82 mΩ cm2, while the corresponding values forthe samples nitrided at 530, 590, and 650 K were reported tobe 40, 13, and 11 mΩ cm2, respectively. The improvement inthe electrical conductivity of the treated samples was claimedto be the result of the formation of chromium nitrides onthe surface of the treated samples, as well as suppressedoxide formation due to the nitriding process. The samplenitrided at 590 K was reported to have superior electricaland electrochemical properties. Han et al. [86] examinedthe ICR and corrosion resistance of nitrided Cr-electroplatedAISI 316L stainless steel plates using inductively coupledplasma at a constant ICP power of 400 W while varyingthe substrate dc bias voltage from −100 to −300 V. It wasreported that after the plasma nitriding, all samples exhibiteduniform and crack-free chromium nitride layers, but withdifferent thicknesses and surface morphologies. Moreover,it was claimed that the ICR of the samples decreased withincreasing dc bias voltage, with samples prepared at thehighest dc bias voltage (−300 V) showing the lowest ICRvalue of 5.6 mΩ cm2. This was attributed to the formationof nanosized protrusions at the surface of the nitridedsamples, resulting in the expansion of the contact points orareas between the bipolar plate and the gas diffuser. Lastly,based on potentiodynamic polarization measurements, itwas concluded that all the treated samples had acceptablecorrosion resistance in both simulated anodic and cathodicPEMFC environments. However, this last conclusion wasdrawn based on potentiostatic test lasting for less than threehours; it is imperative to carry out such tests for much longerperiods to substantiate such claims.
Choi et al. [103] investigated the electrochemical andelectrical properties of (Ti, Cr)Nx coatings on 316L SSdeposited by ICR-ARMS, using a gas mixture of argonand nitrogen. Corrosion experiments were performed in asimulated environment containing 0.05 M H2SO4 and 2 ppmHF at 80◦C. The primary variable was the nitrogen gasflow rate during the sputtering deposition. The anodic andcathodic corrosion current densities at 0.60 V were reportedto be 5× 10−8 A cm−2 and 5× 10−7 A cm−2, respectively. Theinterfacial contact resistance of the coated plates fabricatedwith a nitrogen gas flow rate of 3.0 sccm (standard cubiccentimeters per minute) was reported to be 4.5 mΩ cm2 ata compaction pressure of 150 N cm−2.
Although most of the studies on coatings for metallicplates have resulted in positive outcomes in terms of inter-facial contact resistance and corrosion resistance propertiesof the resultant layers, there have been a number of reportson the inadequacy of such layers in fuel cell environments.Barranco et al. [104] evaluated the electrical properties andcorrosion resistance of chromium nitride-coated aluminumalloy Magnal-45 plates in a simulated PEMFC environ-ment. All aluminum alloy plates were coated with CrNsingle layers of different thicknesses, ranging from 3 µm to5 µm, utilizing a cathodic arc evaporation physical vapordeposition (CAE-PVD) technique. At a compaction forceof 135 N cm−2, samples coated with CrN layer thicknessesof 3 and 4 µm exhibited similar ICR values of 8 and8.5 mΩ cm2, respectively, while the coated samples with aCrN thickness of 5 µm generated the lowest contact resistant(6 mΩ cm2). The ICR for bare aluminum alloy at the samecompaction force was reported to be 34 mΩ cm2. Althoughsignificant reduction in the corrosion current density ofcoated samples in simulated PEMFC environments wasobserved compared with bare aluminum alloy plates, similarcorrosion behavior was reported for coated samples as wasobserved for untreated plates. Such behavior was attributedto the presence of surface defects, such as pitting holes. Theauthors concluded that unless the formation of pitting holesis eliminated, the utilization of CrN-coated aluminum alloyplates may not be a viable option in aggressive fuel cellenvironments.
Brady et al. [105] developed a preferential thermalnitridation process in which a nickel-chromium alloy wascoated with a thin layer of CrN/Cr2N. Based on theirobservations, a defect- and pinhole-free coating can beachieved with excellent corrosion resistance and negligibleinterfacial contact resistance. Another substrate, 446 SS,also has been tested with positive outcomes in terms ofcorrosion and contact resistance. Lee et al. [106] employeda low-temperature thermal nitridation technique to deposita 130 nm-thick layer of Cr-nitride/oxide on the surface ofthis steel and found improvements in electrical conductivity(over the base metal) with no increase in interfacial contactresistance.
(2) Chromium-Containing Films. In recent years, chrom-ium-nitrogen films as a coating material for stainless steelplates have received some attention. According to Fu etal. [107], 316L SS plates coated with Cr0.49 N0.51 deliveredthe best result in terms of interfacial conductivity andcorrosion resistance and exhibited high surface energy. Choet al. [83] applied a dense layer of chromium on 316Laustenitic stainless steel by pack cementation at 1100◦Cfor several time periods, ranging from 2.5 to 10 hours. Atshort time periods; that is, less than 5 hours, improvementsin corrosion resistance were reported. However, for longerrunning times; that is, greater than 5 hours, no significantimprovements were observed. Feng et al. [108] used ionimplantation of various Ni-Cr coatings onto 316L SS to testthe conductivity and interfacial contact resistance of suchbipolar plates. The ICR results showed an elevenfold decrease
Advances in Materials Science and Engineering 9
in interfacial contact resistance for Ni-Cr-coated platescompared with uncoated 316L SS plates: from 255.4 mΩ cm2
to 22.1 mΩ cm2, respectively.Wu et al. [109] examined the corrosion resistance
and interfacial contact resistance of chromium-containingcarbon films on unpolished 316L SS plates in simulatedPEMFC environments containing 0.5 M H2SO4 and 5 ppmF−. Six carbon-chromium films with different chemicalcompositions, ranging from 5 wt% to 23 wt% chromium,were deposited on stainless steel plates using pulsed biasarc ion plating (PBAIP). It was claimed that the film withthe highest chromium content; that is, 23 wt% Cr and77 wt% C, exhibited the best corrosion resistance in thePEMFC simulated environment at both 25◦C and 70◦C.A corrosion current density of 9.1 × 10−8 A cm−2 at 0.6 V(versus SCE) and 25◦C was reported for the above film;this is two orders of magnitude lower than that of bare316L SS (1.6 × 10−5 A cm−2 at 0.6 V). The corrosion currentdensity of the treated plate increased more significantlythan that for bare 316L SS when the temperature of thesystem increased from 25◦C to 70◦C. The lowest ICR value—2.8 mΩ cm2 at a compaction pressure of 150 N cm−2—wasreported for the above sample as well (23 wt% Cr and 77 wt%C). The observed improvement in ICR was attributed tothe high carbon content of the deposited film, which wasreported to be primarily amorphous. ICR values of the abovesample after corrosion testing were reported to increaseby about 200% and 300% in the simulated anodic andcathodic environments, respectively. The increase in ICR forthe above plates was explained in terms of pitting corrosionby examining the surface morphology of the sample beforeand after corrosion tests.
In an earlier paper, the same authors [87] conducted aseries of experiments on chromium nitride films depositedon 316L SS plates using PBAIP. The nitrogen content of thedeposited films was increased from 0.28 at.% to 0.50 at.%by varying the nitrogen flow rate during sputter depositionfrom 20 to 80 sccm. The phase structure and chemicalcomposition of the resulting films were examined by X-ray diffractometry and X-ray photoelectron spectroscopy. Itwas reported that the multiple-phase structure of chromiumnitride films deposited at low nitrogen flow rates changedinto single phase CrN at high nitrogen flow rates, resultingin more corrosion-resistant films in simulated PEMFCenvironments. The superiority of the chromium nitride filmswith higher nitrogen content was attributed to the existenceof a more uniform film, which is less susceptible to corrosion,since the difference in corrosion potential of various phasescan lead to the formation of local electrochemical cells,accelerating the corrosion rate of such samples.
Lee et al. [110] performed a series of experiments on316L SS plates treated with a powder mix containing 25 wt%to 50 wt% chromium. Surface treatment was carried out ata constant temperature of 1050◦C in an argon atmospherefor 2.5 to 23 hours. Potentiodynamic and potentiostatic testsrevealed the corrosion resistant superiority of the treated316L SS in a simulated PEMFC environment compared withthat of bare 316L SS. The ICR of the chromized samplewith the lower Cr content in the original powder mix
and longer treatment time; that is, 25 wt% Cr and 23 h ofcementation, was reported to be even higher than that forbare 316L SS. This was attributed to the formation of athicker oxide layer after the heat treatment and the reductionin the chromium carbide content in the resulting layer. Augerelectron spectroscopy verified the presence of excess Cr in thecoating layer for the sample with the longer heat treatmentperiod; this is in agreement with an earlier report, where theexcess Cr in the coating layer was ascribed to a higher ICR[71].
More recently, Tian [84] fabricated a series of 316L SSbipolar plates coated with a thin layer of chromium nitrideusing physical vapour deposition. Corrosion resistance andinterfacial contact resistance experiments showed betterperformance compared with 316L SS plates with air-formedoxide films. The ICR of the former was reported to be aslow as one-third of the latter at a compaction force of 150 Ncm−2. It is imperative to note that although CrN-coatedstainless steel plates exhibit higher corrosion resistance inreducing and oxidizing environments, the presence of anypinholes or microcracks in the CrN film will initiate andenhance local corrosion, leading to performance loss and celldegradation.
(3) Noble and Nonnoble Metal Coatings. Noble metals suchas gold, platinum, and platinum-group metals and alloysalso have been used to coat stainless steel [33, 34, 111]and titanium [88, 93, 94] to improve their chemical andother properties in harsh environments similar to thoseof PEM fuel cells. However, such metals are prohibitivelyexpensive and often thicker layers are needed to provideadequate corrosion resistance of the base metal in acidicenvironments. Nevertheless, the greatest level of success thathas been reported on metal bipolar plates has been achievedwith noble metal coatings. Wang et al. [93] examinedgold-plated titanium bipolar plates in a single cell witha 25 cm2 active area. A proprietary method was used todeposit gold coatings of 2.5 µm thickness onto titaniumplates. Polarization curves for graphite, pure titanium, andtitanium coated with gold were presented at several differentcell temperatures, ranging from 40 to 80◦C. Gold-platedtitanium plates performed poorly when the fuel cell tem-perature increased from 40 to 60◦C. However, a significantimprovement was reported at higher cell temperatures of80 to 90◦C. In a paper published earlier by the same group[94], three different types of metallic bipolar plates wereexamined: pure titanium, titanium sintered with iridiumoxide, and titanium coated with platinum. Titanium platescoated with platinum delivered the best result when testedin a single PEM fuel cell operated at cell temperatures of50–65◦C. The effects of electropolishing and gold-titaniumand gold-nickel coating on 316L SS bipolar plates wereinvestigated and compared to mechanically polished platesby Yun [88], who found that by electropolishing the steelplates using electron beam radiation, a very uniform andsmooth surface morphology free of lumps and creviceswas obtained, and that the plates exhibited markedly lowelectrical resistance. Furthermore, the coatings were effective
10 Advances in Materials Science and Engineering
at inhibiting corrosion, unlike the mechanically polishedplates, which underwent significant degradation. Jung et al.[112] studied the electrochemical deposition of platinumonto a titanium bipolar plate in a unitized regenerative fuelcell (URFC). They reported that the deposition of platinumon titanium bipolar plates effectively inhibits the formationof the oxide layer and the corrosion of the titanium surface.This led to decreased contact resistance and good stabilityfor long-term operation. To improve the adhesion of the Ptcoating, an acidic treatment was employed and the Pt-coatedplates showed no signs of corrosion.
Yoon et al. [113] experimented with several coatingcombinations, including gold at various thicknesses, tita-nium, zirconium, zirconium nitride, zirconium niobium,and zirconium nitride with a gold top layer. Testing forcorrosion resistance, it was reported that only the zirconiumcoated sample met the DOE goals for both anode andcathode type environments. Contact resistance testing alsowas carried out and it was found that thin (2 nm) goldcoatings can reduce contact resistance. But, admittedly, suchcoatings and processes are not cost effective. Feng et al.[91] evaluated the electrical and electrochemical propertiesof silver-implanted 316L SS plates in a simulated PEMFCcathode environment with 0.5 M H2SO4 and 2 ppm HF at80◦C. It was observed that silver implantation decreasesthe thickness of the passive layer from 3 to 2 nm, resultingin higher electrical conductivity. Moreover, the corrosioncurrent density of the treated plate was claimed to decreaseto 2.0 × 10−6 A cm−2 from 17.7 × 10−6 A cm−2 for that ofthe bare 316L SS plate. Silver ion implantation also wasreported to significantly decrease the ICR of 316L SS (toabout 150 mΩ cm2) compared with that of the bare 316LSS plates (around 430 mΩ cm2) at a compaction force of150 N cm−2. This reduction in the ICR was attributed to theprecipitated silver nanoparticles in the implanted layer aswell as a noticeable reduction in the passive layer thicknessand increased amounts of highly conducive metallic silverand nickel. Feng et al. [114] determined the impact of anickel-rich layer with a thickness of about 100 µm depositedon 316L SS by ion implantation. All tests showed higherchemical stability of such plates in accelerated cathodeenvironments containing 0.5 M H2SO4 with 2 ppm HF at80◦C. The superiority of Ni-coated plates is attributed to thereduction in the thickness of the passive layer caused by theNi implantation. Lee et al. [96] investigated the viability ofa zirconia coating on 316L SS plates in a simulated PEMFCenvironment. The zirconia coating was applied by employinga sol-gel dip coating method followed by calcination at800◦C for an hour. Although the corrosion resistance of thezirconia-coated 316L SS was reported to improve by oneorder of magnitude compared with that of the bare 316L SSplate in a simulated PEMFC environment, the resulting layerexhibited a high ICR at a compaction force of 150 N cm−2
that was about three times higher than the untreated 316LSS sample. It was suggested to modify the zirconia film byinclusion of conducting materials into the coating via dopingto improve its electrical conductivity. Such measures haveresulted in films with lower ICR in earlier studies [115–117].
(4) Composite, Conductive Polymers, and Carbon-Based Coat-ings. Composite films have been developed and appliedto stainless steel bipolar plates to improve their corrosionresistance and interfacial contact resistance. Fu et al. [95]electrodeposited an Ag-polytetrafluoroethylene compositelayer on 316L SS bipolar plates and reported that theplates exhibited lower interfacial contact resistance, highercorrosion resistance, and better hydrophobic characteristics.Novel composite bipolar plates based on 316L SS also havebeen investigated. Kuo and Chen [118] fabricated bipolarplates using 316L SS and Nylon-6 polymer thermoplasticmatrix using an injection molding process. It was claimedthat such bipolar plates are relatively lightweight, easy toprocess, inexpensive, and exhibit favourable gas tightness,hardness and corrosion resistance. However, they failed tomatch graphite bipolar plates as far as stack performance wasconcerned.
Joseph et al. [57] investigated the viability of conductivepolymer coatings such as polyaniline (PANI) and polypyrrole(PPY) on 304 SS. They reported superior corrosion behaviorand acceptable interfacial contact resistance. However, long-term economic viability and durability studies are absentfrom this report. Wang and Northwood [119] developed amethod to electro-polymerize polypyrrole films on 316L SSusing both galvanostatic and cyclic voltammetric methods.The aforementioned electrochemical methods yielded twodifferent films with marked differences in morphology.Optical microscopy revealed less intergranular corrosionfor plates covered with a dense coat of polypyrrole whencompared with untreated 316L SS plates.
Physical vapor deposition was employed by Lee et al.[120] on two base metals, namely, 316L SS and 5052aluminum alloy, with a YZU001-like diamond film. Tafelextrapolations from polarization curves were used to com-pare the corrosion rates of the above metal plates with thatof graphite. Surprisingly, the metallic plates outperformedgraphite plates when placed in a single cell to measureinterfacial contact resistance and performance. Accordingto the authors, 316L SS plates exhibited better corrosionresistance with the above coating than aluminum plates.However, aluminum plates proved to be superior comparedwith stainless steels when interfacial contact resistance wasconcerned, although they had a shorter life when tested ina single cell. Fu et al. [121] investigated the electrical andelectrochemical properties of three different types of carbon-based films on 316L stainless steel plates in simulated PEMFCenvironments. All three films—pure carbon, C-Cr, and C-Cr-N composite films—were prepared using pulsed bias arcion plating. At 2160 mΩ cm2 and 555 mΩ cm2, respectively,the ICR values of the pure carbon film and the C-Cr-N composite were reported to be significantly higher thanthat set by the US DOE at a compaction force of 1.5 MPa.However, the bipolar plate with the C-Cr composite filmexhibited an acceptable ICR value of about 8.72 mΩ cm2 atthe same compaction force. The corrosion current densityof the plate covered with the C-Cr composite film wasreported to be two orders of magnitude lower than that ofthe bare 316L SS in simulated anode and cathode PEMFC
Advances in Materials Science and Engineering 11
environments. However, the corrosion current density forthe other two carbon-based films was not disclosed.
2.2.5. Fabrication of Metallic Bipolar Plates. There has beensignificant activity in fabricating bipolar plates using anumber of different processes. It is necessary to developa manufacturing process that is cost effective and efficientin order to make a metallic plate a viable candidate forcommercial production. The key manufacturing processesinvolved in the fabrication of metal plates include formingthin plates with appropriate flow fields, welding of the anodeand the cathode plates, and coating of the metal substrate.Commonly used forming processes include compressionmolding, stamping, and embossing; the common defectsthat result from such processes are warping, distortion, andcracking [38]. Metallic plates have extensively been fabricatedand tested for their corrosion resistance and interfacialcontact resistance properties [122–127].
Dundar et al. [128] investigated the effects of stampingand hydroforming on the corrosion resistance of metallicbipolar plates. Microchannel arrays were fabricated on 304SS having an initial thickness of 51 µm and the plates testedusing potentiodynamic and potentiostatic techniques. Aninitial flat blank also was tested for reference to simulatethe PEMFC environment; 0.5 M H2SO4 solution was used asthe working electrolyte and the temperature was maintainedat 80◦C. A stamping force, ranging from 100 to 300 kN,and a hydroforming pressure range of 20–60 MPa wereconsidered along with a stamping speed of 0.1–1 mm s−1.It was found that the corrosion current increased withincreasing stamping force, while pressure had only a minoreffect. The corrosion resistance of the blank plate was betterthan that of the hydroformed plate (except when the platewas hydroformed at 60 MPa), but worse than that of stampedplates (except when the plate was stamped at 300 kN). Italso was reported that faster stamping speed resulted in animprovement in the corrosion resistance of the plates.
Peng et al. [129] investigated the feasibility and opti-mization of flow channels for hydroformed bipolar plates.Significant cost reductions were reported when machiningthe flow channels was replaced with the hydroformingprocess. Liu and Hua [130] investigated the rubber padforming process to fabricate metallic bipolar plates (82 mm× 75 mm) for PEM fuel cells. They reported that employingthe above technique can result in bipolar plates with highsurface quality and dimensional accuracy, and low cost andhigh efficiency. Additionally, the key process parameters ofthe rubber pad method were investigated and a prototypewas fabricated to validate the accuracy and reliability ofthe simulations. The estimated fabrication cost of a doublebipolar plate with noncoated 304 SS was reported to beapproximately $1.9; however, the useful life of the rubber padis relatively short.
Yu et al. [131] developed a new technique based onasymmetric composite endplates with a precurvature, andreported improved pressure distribution in the stack. Inanother study, the same authors [132] devised a newaxiomatic design to fabricate composite PEMFC endplates
for transportation applications. Based on a number ofbending and thermal conductivity tests, they claimed thatthe flexural strength and stiffness of a carbon fiber epoxystructure with polyurethane foam- (PUF-) filled honeycombwas three times greater than those of other structures.Furthermore, inserts were used to reinforce the compositestructure to prevent deformation during clamping. Nikamand Reddy [133] reported on the use of corrugated metalfor fabricating bipolar plates, with a focus on weight andcost reduction. By replacing traditional machined parallel-flow channels with sheet metallic bipolar plates, significantsavings in both weight and cost were noted. Yi et al. [134]studied the effects on fuel cell performance of a wave-likeflow field and a perforated design for end and bipolar plates,respectively. Improvements in both volumetric and specificpower densities were observed; however, challenges withadequate stack cooling were encountered.
A large number of coating processes and techniqueshas been employed both in the research community andin industry to deposit a wide array of coating materialson different base materials. Pulse current electrodepositionhas been successfully used to apply a thin layer of goldover aluminum bipolar plates [135, 136]. Painting andpressing have been employed to apply a graphite layer ontoaluminum, titanium, and nickel bipolar plates [89], whileelectron beam evaporation has been used to deposit a thinlayer of indium-doped tin oxide on a number of base metalssuch as stainless steel [90]. Physical vapor deposition hasbeen employed to deposit a number of coating materials suchas chromium or nickel-phosphorus alloy onto aluminum,stainless steel and titanium [137]. Vapor deposition andsputtering have been reported to deliver excellent resultswhen lead oxide was deposited onto stainless steel bipolarplates [90, 138].
In summary, fabrication methods must not significantlycontribute to the overall resistance of the bipolar plate.Most studies have focused on the electrical resistance ofbipolar plates with emphasis on the composition of thematerials under investigation; however, this may not be theonly contributing factor in an operational fuel cell. Thecontact resistance between the bipolar plate material andthe gas diffusion layer (GDL) also can have a significantinfluence on the overall resistance. Accordingly, flow fielddesign and the corresponding fabrication method can playa major role in lowering the overall resistance of such plates.Moreover, thermal management in most PEM fuel cell stacksbecomes critical, necessitating the incorporation of coolingchannels into the design and fabrication of bipolar plates. It iscommon practice to fabricate two half-plates with flow-fieldchannels on the front side and cooling channels on the backside, followed by a joining method to connect them together.The selection of an appropriate joining technique is crucialsince it can potentially contribute to significant internalcontact resistance. This is a pressing issue in the fabrication ofcomposite bipolar plates where such plates are often pressedtogether to create a single bipolar plate. However, in thecase of metallic bipolar plates, the use of appropriate joiningtechniques such as laser welding can significantly lower theinner contact resistance [139]. A summary of the above
12 Advances in Materials Science and Engineering
studies and several other works [92, 140–144] is presentedin Table 3.
3. Critical Analyses
3.1. Bare Metals as Bipolar Plates. Due to its low costand favourable physical and chemical properties, stainlesssteel has become the primary candidate for bipolar plateconstruction. The formation of a passive oxide layer protectsthe plate from corrosion, but leads to higher interfacialcontact resistance. The formation of this passive layer isdependent upon the nature and chemical composition of thealloy. It is generally agreed that the higher the chromiumcontent, the higher the corrosion resistance. However, theinfluence of other elements such as nickel and molybdenumon passive film formation and, consequently, on corrosionresistance and interfacial contact resistance must be takeninto consideration. Pitting resistance equivalent (PRE) canbe employed to rank different iron-based metals for use infuel cells. It is important to point out that ICR and corrosionresistant tests performed in simulated PEM environmentsmust be carried out at high temperatures (60–90◦C) andlong periods (several hundreds or even thousands of hours),resembling real fuel cell environments. When exposed toharsh environments, the thickness of the passive layerformed on many metals may change with time. In addition,the corrosion rate of stainless steel increases as operatingtemperature rises. Therefore, it is imperative to conductboth simulated and real tests at elevated temperatures andextended time periods to ensure the accuracy and validityof the drawn conclusions. Furthermore, there has beendisagreement among various groups on the relationshipbetween alloying content, corrosion and contact resistancebehavior of different stainless steel bipolar plates [52, 53, 55].Future work should attempt to establish a benchmark foralloying content and its effect on corrosion resistance andICR of candidate metals.
3.2. Surface Treatments and Coatings. There are a limitednumber of materials exhibiting a combination of highcorrosion resistance and low interfacial contact resistance foruse in PEM fuel cells. Furthermore, many of these metalsare rare and prohibitively expensive. As a result, the searchfor surface treatments of inexpensive and widely availablemetals that are capable of enhancing their performance infuel cell environments is well established and underway.Surface modification techniques, including electrochemicalsurface treatment, carburization, thermal nitriding, lowtemperature plasma nitriding and ion implantation, havebeen extensively investigated. Most electrochemical surfacetreatments involve the modification of the oxide layer bydecreasing its thickness or enriching its chromium content,leading to higher corrosion resistance and lower ICR. Thetype of electrolyte used in such processes needs to becarefully selected to avoid the incorporation of unwantedelements and compounds into the passive layer or dimin-ish the concentration of the desired elements. The exactcomposition of such electrolytes is not readily available
in the open literature. One of the promising techniquesin surface treatment of austenitic stainless steels is car-burization. Traditionally, carburization was performed athigh temperatures (up to 1000◦C) using a carbon sourcesuch as charcoal. Modern techniques, however, use carbon-containing gases or plasmas at a lower furnace temperature.Furnace temperature, reaction time and gas compositionmust be carefully selected and controlled to achieve desirableresults. At high furnace temperatures, carburization leads tochromium depletion due to precipitation of the chromiumcarbide at grain boundaries, changing the microstruc-ture of the material. High-temperature carburization oftenleads to higher hardness, but lower corrosion resistance.Accordingly, low-temperature carburization (between 450–470◦C) is preferred to enhance the corrosion resistance ofaustenitic stainless steels while maintaining an acceptablehardness. Plasma carburization has been increasingly usedto improve the surface properties of many metals, includingstainless steels, owing to its environmentally friendly char-acteristics compared with solid or gaseous carburization.In addition, plasma carburization is more versatile sinceit can readily penetrate microgaps to give an even surfacetreatment; this is important in substrates with complexgeometries.
Another promising surface treatment technique is theutilization of highly conductive and corrosion resistantcoatings. As a result, a large number of coatings and processeshave been developed to address the concerns associatedwith bare metallic bipolar plates and often are classifiedas carbon- and metal-based coatings. Carbon-based coat-ings include conductive polymers, graphite, diamond-likecarbon, and organic self-assembled monopolymers, whileprime examples of metal-based coatings are noble metals,metal carbides and metal nitrides. Extensive research onboth of these coatings has been carried out and reported.It is generally agreed that such coatings must be conductiveand adhere to the metallic bipolar plate substrate. Properadhesion to the substrate is achieved by careful selectionof coating materials having thermal expansion coefficientssimilar to those of the substrate to minimize micro- andmacro-crack formation. There have been a large numberof studies on the resilience of such coatings in both realand simulated fuel cell environments. However, there areseveral concerns with conductive layer coatings. First, thereis always the possibility of imperfections such as pinholesand micro and macro cracks, which can lead to localizedcorrosion. This undermines the integrity of the plates and,most importantly, poisons the membrane when dissolvedions diffuse into the membrane and occupy the exchangesites, thereby lowering the ionic conductivity and the overallperformance of the stack. Second, the cost and durabilityof such conductive layers has become an issue, since bothare the main impediments to the commercialization offuel cells. Several fuel cell manufacturers have developedboth organic and inorganic protective and conductivecoatings for metallic bipolar plates [46]. Although theuse of inorganic protective coatings have been extensivelystudied, the utilization of organic coatings warrants furtherresearch.
Advances in Materials Science and Engineering 13
Ta
ble
3:M
etal
licbi
pola
rpl
ates
—ba
sem
etal
s,co
atin
gs,f
abri
cati
onte
chn
iqu
es,a
nd
chem
ical
and
phys
ical
prop
erti
es.
Bas
em
etal
Coa
tin
gm
ater
ial
Dep
osit
ion
met
hod
Test
envi
ron
men
tC
orro
sion
curr
ent
den
sity
(×10
−6A
cm−2
)IC
R(m
Ωcm
2)
Sam
ple
size
l ×w×t
(mm
)P
urg
eR
efer
ence
310
SST
iN-S
BR
EP
D0.
05M
SO4
2−+
2pp
mF−
at80
◦ C
SBR
TiN
50n
m:1
5.8
SBR
TiN
1µ
m:3
1.7
no
TiN
:40
(all
at18
0N
cm−2
)
20m
m2×
2m
mth
ick
for
pola
riza
tion
test
s80
mm
2×
6m
mth
ick
for
bipo
lar
plat
e
Ar
orA
ir[4
8]
304
SSC
arbo
nw
ith
Nic
kle
Laye
rC
VD
0.5
MH
2SO
4at
40◦ C
[61]
316L
SS30
4SS
Nic
rofe
r31
27N
icro
fer
6020
Nic
rofe
r59
23
CrN
(dep
osit
edon
lyon
SSpl
ates
)P
VD
0.00
1M
H2SO
4
0.00
015
MH
Cl
15pp
mH
Fat
25–7
0◦C
304
SS:3
.26
304
SS/C
rN:0
.24
316L
SS:1
.92
316
SS/C
rN:0
.79
N31
27:3
.14
N60
20:4
.97
N59
23:1
.95
(All
for
cath
ode
at0.
7V
vers
us
NH
E)
Gra
phit
e:X
M96
12:3
.5B
MA
5:14
.5N
i-ba
sed
allo
ys:
N31
27:3
.8N
5923
:3.9
N60
20:7
.030
4SS
:95
304
SS/C
rN:1
931
6LSS
:90
316L
SS/C
rN:1
2(a
llat
220
Ncm
−2)
16cm
2H
2(a
n)
Air
(cat
)[6
9]
316L
SSC
rNP
hysi
calv
apou
rde
posi
tion
(PV
D)
0.05
MH
2SO
4+
2pp
mF−
at70
◦ C
0.5
(an
)1.
3(c
at)
30at
150
Ncm
−210×
10×
6H
2(a
n)
Air
(cat
)[8
4]
Au
sten
ite
304
SSN
bNan
dN
bN/N
bCrN
ICP-
spu
tter
ing
0.5
MH
2SO
4+
2pp
mH
Fat
70◦ C
NbN
:8.2
6×
10−3
NbN
/NbC
rN:9
.87×
10−3
35at
1.5
Mpa
22m
mdi
amet
er×
6m
mth
ick
[100
]
304
SSC
r 3N
i 2/C
r 2N
/CrN
Mag
net
ron
spu
tter
ing
0.5
MH
2SO
4+
2pp
mH
Fat
room
tem
p.0.
1(c
at)
17at
150
Ncm
−225×
25×
2[1
01]
316L
SSC
r/C
rN/C
rP
uls
edbi
asar
cio
npl
atin
g(P
BA
IP)
0.5
MH
2SO
4+
2pp
mF−
at70
◦ C0.
56–1
.00
35at
150
Ncm
−2
100
mm
2
0.1
mm
thic
k(p
lati
ng)
15m
m2
0.1
mm
thic
k(c
orro
sion
)
H2
(an
)A
ir(c
at)
[102
]
14 Advances in Materials Science and Engineering
Ta
ble
3:C
onti
nu
ed.
Bas
em
etal
Coa
tin
gm
ater
ial
Dep
osit
ion
met
hod
Test
envi
ron
men
tC
orro
sion
curr
ent
den
sity
(×10
−6A
cm−2
)IC
R(m
Ωcm
2)
Sam
ple
size
l ×w×t
(mm
)P
urg
eR
efer
ence
AIS
I31
6LC
rN,
Cr 2
N
Indu
ctiv
ely
cou
pled
plas
ma
(IC
P)
(530
–650
K)
0.1
NH
2SO
4+
2pp
mH
Fat
80◦ C
<4.
3(c
at)
at0.
6V
,590
K
80(u
ntr
eate
d)40
(530
K)
13(5
90K
)11
(650
K)
alla
t15
0N
cm−2
40×
50×
0.2
[85]
316L
SSC
rNIC
P0.
1N
H2SO
4+
2pp
mH
Fat
80◦ C
0.15
7at
0.6
V( −
100
V)
0.16
6at
0.6
V(−
200
V)
0.94
4at
0.6
V(−
300
V)
(4.7
6fo
rba
re31
6LSS
)(2
5.5
for
Cr-
plat
ed31
6LSS
)
82.2
at15
0N
cm−2
79.3
(−10
0V
)34
.0(−
200V
)5.
6(−
300
V)
0.2
mm
thic
knes
sH
2(a
n)
Air
(cat
)[8
6]
316L
SS(T
i,C
r)N
xIC
P-A
RM
S0.
5M
H2SO
4+
2pp
mH
Fat
80◦ C
0.50
(cat
)0.
05(a
n)
(all
at0.
6V
)4.
5at
150
Ncm
−2H
2(a
n)
Air
(cat
)[1
03]
Alu
min
um
allo
yM
agn
al-4
5(A
l-50
82)
CrN
(3–5
µm
thic
k)P
VD
0.5
MH
2SO
4+
2pp
mH
Fat
70◦ C
57.4
2at
5µ
m(a
n)
79.1
2at
5µ
m(c
at)
8.0
at3µ
m8.
5at
4µ
m6.
0at
5µ
mal
lat
135
Ncm
−2
1cm
2[1
04]
316L
SS
Cr 0
.43N
0.57→
Cr 0
.49N
0.51
(1),
Cr 0
.49N
0.51→
Cr 0
.43N
0.57
(2),
Cr 0
.43N
0.57
(3)
PB
AIP
0.5
MH
2SO
4+
5pp
mF−
at25
or70
◦ C
(1):
10(2
):1.
0(3
):31
.631
6LSS
:100
(1)
14.1
–19.
6(2
)7.
9–11
.2(3
)6.
9–10
.0(a
llat
0.8–
1.2
MPa
)
15m
m2×
6m
mth
ick
[107
]
316L
SSC
r
Pack
cem
enta
tion
inar
gon
gas
at11
00◦ C
for
2.5–
10h
0.5
MH
2SO
4at
80◦ C
bare
316L
SS:9
531
6LSS
/Cr(
2.5
h):
7531
6LSS
/Cr
(10
h):
9031
6LSS
/Cr
(5h
):95
20×
20×
3H
2(a
n)
Air
(cat
)[8
3]
316L
SSN
i-C
rIo
nim
plan
tati
on0.
5M
H2SO
4+
2pp
mH
Fat
80◦ C
0.07
(cat
)(2
.5–3
.0fo
rba
re31
6LSS
)
22.1
at21
0N
cm−2
50.0
at15
0N
cm−2
(255
.4at
210
Ncm
−2
380
at15
0N
cm−2
for
bare
316L
SS)
15m
m2×
5m
mth
ick
H2
(an
)A
ir(c
at)
[108
]
Advances in Materials Science and Engineering 15
Ta
ble
3:C
onti
nu
ed.
Bas
em
etal
Coa
tin
gm
ater
ial
Dep
osit
ion
met
hod
Test
envi
ron
men
tC
orro
sion
curr
ent
den
sity
(×10
−6A
cm−2
)IC
R(m
Ωcm
2)
Sam
ple
size
l×w×t
(mm
)P
urg
eR
efer
ence
316L
SSC
r xC
yP
BA
IP0.
5M
H2SO
4+
5pp
mF−
at25
◦ Can
d70
◦ C
0.09
1(2
5◦C
)0.
23(7
0◦C
,air
)3.
0(7
0◦C
,H2)
2.8
(Cr 0
.23C
0.77
)at
150
Ncm
−215
mm
2×
0.1
mm
thic
kH
2(a
n)
Air
(cat
)[1
09]
316L
SSC
rNP
BA
IP0.
5M
H2SO
4+
5pp
mF−
at25
◦ C0.
59(1
6.0
for
bare
316L
SS)
5.8
at1.
2M
Pa15
mm
2×
0.1
mm
thic
k[8
7]
316
LSS
Pow
der
Mix
I(5
0w
t%C
r,43
wt%
Al 2
O3,7
wt%
NH
4C
)Po
wde
rM
ixII
(25
wt%
CR
,72
wt%
Al 2
O3,3
wt%
NH
4C
)
CV
D1.
0M
H2SO
4at
80◦ C
17at
150
Ncm
−2
(sam
ple
I)35
.3at
150
Ncm
−2
(bar
e31
6LSS
)23
3.5
at15
0N
cm−2
(sam
ple
II)
20×
20×
1H
2(a
n)
Air
(cat
)[1
10]
316L
SSA
gIo
nim
plan
tati
on0.
5M
H2SO
4+
2pp
mH
Fat
80◦ C
2.0
(cat
)>
400
(un
trea
ted)
>10
0(A
g)al
lat
150
Ncm
−215×
15×
5[9
1]
316L
SSN
iIo
nim
plan
tati
on0.
5M
H2SO
4+
2pp
mH
Fat
80◦ C
bare
316L
SS:3
12.8
Nic
oate
d:36
(1×
1017
ion
scm
−2)
Nic
oate
d:30
.0(5×
1017
ion
scm
−2)
15×
15×
61.
0cm
2(f
orco
rros
ion
test
s)
H2
(an
)A
ir(c
at)
[114
]
316
LSS
Zir
con
ia
Sol-
geld
ipco
atin
gfo
llow
edby
calc
inat
ion
at80
0◦C
for
1h
our
1.0
MH
2SO
4at
80◦ C
0.80
0(5
6.68
for
bare
316L
SS)
275
at15
0N
cm−2
(104
at15
0N
cm−2
for
bare
316L
SS)
16m
mdi
amet
er×
2m
mth
ick
H2
(an
)A
ir(c
at)
[96]
316L
SSA
g-P
TFE
com
posi
teE
lect
rode
posi
tion
0.5
MH
2SO
4+
5pp
mF−
at70
◦ C
An
ode:
10−5
.01
(PT
FE-A
g)10
−6.3
(pu
reA
g)
2.88
–3.9
4(P
TFE
-Ag)
3.24
–4.5
4(p
ure
Ag)
(all
at0.
8–1.
2M
Pa)
100
mm
2×
0.1
mm
thic
kH
2(a
n)
Air
(cat
)[9
5]
316L
SSC C
-Cr
C-C
r-N
PB
AIP
0.5
MH
2SO
4+
5pp
mF−
at25
◦ Can
d70
◦ C
0.1
(C-C
r)10
(bar
e31
6LSS
)
C-C
r:8.
72C
-Cr-
N:5
55P
ure
C:2
160
alla
t1.
5M
Pa
100×
100×
0.1
H2
(an
)A
ir(c
at)
[121
]
16 Advances in Materials Science and Engineering
Ta
ble
3:C
onti
nu
ed.
Bas
em
etal
Coa
tin
gm
ater
ial
Dep
osit
ion
met
hod
Test
envi
ron
men
tC
orro
sion
curr
ent
den
sity
(×10
−6A
cm−2
)IC
R(m
Ωcm
2)
Sam
ple
size
l ×w×t
(mm
)P
urg
eR
efer
ence
316L
SSA
mor
phou
sca
rbon
(A-C
)
Clo
sed
fiel
du
nba
lan
ced
mag
net
ron
spu
tter
ion
depo
siti
on(C
FUM
SID
)
0.5
MH
2SO
4+
2pp
mH
Fat
80◦ C
0.06
bare
316L
SS:
43.1
(an
),21
.0(c
at)
A-C
:8.3
–5.2
Gra
phit
e:10
.4–5
.4ba
re31
6LSS
:477
-255
.4al
lat
120–
210
Ncm
−2
15m
m2×
5m
mth
ick
H2
(an
)A
ir(c
at)
[140
]
316L
SSLo
w-t
empe
ratu
repl
asm
an
itri
dati
on
0.05
MH
2SO
4+
2pp
mF−
at70
◦ C
65at
4h
(cat
)35
at4
h(a
n)
1.0
cm2×
6m
mth
ick
H2
(an
)A
ir(c
at)
[141
]
304
SSA
-CC
FUM
SID
Sin
gle
Cel
lan
dSh
ort
Stac
k(1
00W
)C
ellT
emp:
60◦ C
Rea
ctan
ts:
80◦ C
H2
(30%
RH
)O
2(3
0%R
H)
5.4
at1.
5M
Pa(9
3.3
at1.
5M
Paba
re30
4SS
)
100×
100×
0.1
Non
e[1
42]
430
SSN
iobi
um
Rol
lbon
din
g
0.00
1M
H2SO
4
0.00
015
MH
Cl
15pp
mH
Fat
25–7
0◦C
69(c
at)
at0.
84V
vers
us
NH
E0.
17(a
n)
at0.
14V
vers
us
NH
E
430
SS/N
iobi
um
:15
430
SS/C
rN:1
9al
lat
220
Ncm
−2
H2
(an
)A
ir(c
at)
[92]
310
SST
iN-S
BR
Ele
ctro
phor
etic
depo
siti
on(E
PD
)
0.05
MSO
42 −
+2
ppm
F−at
80◦ C
<16
Bar
e31
0LSS
:100
TiN
coat
ed:8
0(a
llat
150
Ncm
−2)
20×
20×
2fo
rpo
lari
zati
on80×
80×
6fo
rco
rros
ion
test
Ar
orA
ir[1
43]
SS34
9SS
2205
AIS
I44
4A
ISI
446
Flu
orin
e-do
ped
SnO
2(S
nO
2:F
)
Pre
etch
ing
wit
hC
BrF
3fo
llow
edby
Low
-pre
ssu
rech
emic
alva
pou
rde
posi
tion
(LP
CV
D)
1.0
MH
2SO
4+
2ppm
F−at
70◦ C
Bar
eA
ISI
444:
90co
ated
AIS
I44
4:85
USD
OT
:1.0
(an
)ba
reA
ISI
444:
20co
ated
AIS
I44
4:46
(cat
)al
lat
0.6
V
All>
50mΩ
cm2
25.4×
12.5
H2(a
n)
Air
(cat
)[1
44]
Advances in Materials Science and Engineering 17
3.2.1. Metal and Nonmetal Nitride Films. There have beenseveral publications featuring titanium nitride films onstainless steel plates, with favourable results; however, formass production and cost curtailment, titanium should beavoided. Niobium nitride coatings have been investigated aswell, but did not meet the DOE target for ICR. Chromiumnitride is less expensive and has shown promising results; itis covered fully in the next section.
3.2.2. Chromium-Containing Films. CrN, NiCr, and CrChave all been investigated with varying success rates.Chromium nitride films have been applied to both alu-minum and stainless steel bipolar plates, and it is generallyagreed that a higher flow rate of nitrogen during CVD yieldsa more uniform layer with higher corrosion resistance andlower ICR in fuel cell environments. However, excess Crcan cause localized corrosion, poisoning the solid polymerelectrolyte, leading to lower fuel cell performance. Nickelchromium coatings have been reported to lower the ICR;however, they are yet to meet the DOE target. Chromiumcarbide coatings with high chromium content have the bestpublished results, with an ICR as low as 2.8 mΩ cm2 and acorrosion current of 9.1×10−8 A cm−2 [109]. Future researchshould focus on determining the optimal Cr-C ratio for suchcoatings.
3.2.3. Noble and Nonnoble Metal Coatings. Although greatsuccess has been made in lowering the ICR and corrosionrates by using various noble metals, including gold andplatinum-group metals, the cost is too great for massproduction in terrestrial applications. These types of platesare commonly used in high-performance fuel cells, wherecost is less of a concern and performance is the primaryfactor; that is, space programs and military applications.
3.2.4. Composites, Conductive Polymers, and Carbon-BasedCoatings. Composites, conductive polymers, and carbon-based coatings offer a wide variety of possibilities. With longterm viability in mind, avoiding the use of expensive metalssuch as silver and gold will keep the cost down. Conductivepolymer coatings offer excellent corrosion resistance andcan offer unique fabrication processes such as injectionmolding, if the entire plate is made from the polymer.By lowering the ICR of such materials, polymer bipolarplates could become the new industry standard. Carbon-based chromium coatings are reported to exhibit manyfavourable characteristics and should be investigated further.The incorporation of conductive metal nanoparticles intosuch plates is another viable option that may prove useful inlowering ICR.
3.3. Fabrication of Metallic Bipolar Plates. The possibilitiesfor fabrication of bipolar plates are very promising, asmethods like stamping and hydroforming are already wellestablished. How these processes will affect corrosion andinterfacial contact resistance is, however, not well known.It has been shown that an increased stamping speed willproduce a surface with a lower ICR, yet increasing the
stamping force, will increase it. Further investigation intothese fabrication methods is needed. The key to futurefabrication of bipolar plates will be to design plates withthe physical properties of metals in mind. The use of thincorrugated metal sheets, and avoiding expensive machiningprocesses, will lower both cost and weight of future bipolarplates.
As the need for coatings on metallic bipolar platesbecomes evident, many different processes are being inves-tigated. Pack cemen
Top Related