





Languages
Pages
Legal


ANALYTICAL HIERARCHY PROCESS APPLICATION IN GREENNESS
COMPARISON OF MACHINE TOOL SYSTEM
MOHAMMADHASSAN HASHEMZADEH
A project report submitted in partial fulfilment of the
requirements for the award of the degree of
Master of Engineering (Industrial Engineering)
Faculty of Mechanical Engineering
Universiti Teknologi Malaysia
JANUARY 2013

iii
To my beloved mother and father and brothers who are my motivations
for continuing my life
Thanks for the love, supports and memories

iv
[
ACKNOWLEDGEMENT
In the name of GOD, Most Gracious, Most Merciful. First and foremost I am
grateful to GOD on His blessing in completing this thesis. I wish to express my
sincere appreciation to my supervisors, Assoc. Prof. Dr. Mat Rebi bin Abdul Rani for
encouragement, precious guidance and critics. Without his continued support and
interest, this thesis would not have been the same as presented here, and also to the
staffs of Mechanical Engineering Faculty.
My deep sense of gratitude and regards to my father, mother and brothers (all
of them in Islamic Republic of Iran) who have provided me support and strength
throughout my life, study and staying in Malaysia. I’ve missed you and my love to
you forever.
Last but not least my heartfelt thanks to my friends for their support and
guidance.

v
ABSTRACT
Recently, some activities for environmental protection have been attempted
to reduce environmental burdens in many fields. The manufacturing field also
requires such reduction. Machine tools are mother machines and widely utilized in
the manufacturing fields. Therefore, one of the most important issues to be solved is
to develop a system to evaluate environmental burden related to the machine tools.
The development of the evaluation system enables us to select among different
machining process. This project has developed a framework based on which different
machining process can be compared in terms of their environmental impact. Several
environmental indicators of machining process were identified based on greenness
concept and those with main influence were selected based on expert opinion and by
applying MINITAB 14. The analytical hierarchy process (AHP) was mainly
employed as it provides a comprehensive and rational environment for structuring
the decision problem at each level. The priority of each indicator was also obtained
by AHP method and using EXPERT CHOICE 11.5. These indicators and their
assigned priorities were then used to develop the framework. Using the framework
developed in this research different machining process can be compared from the
greenness aspect.
vi
ABSTRAK
Baru-baru ini, beberapa aktiviti bagi perlindungan alam sekitar telah cuba
untuk mengurangkan beban alam sekitar dalam pelbagai bidang. Bidang pembuatan
juga memerlukan pengurangan. Mesin alat merupakan mesin utama dan digunakan
secara meluas dalam bidang pembuatan. Oleh itu, salah satu isu yang paling penting
yang perlu diselesaikan adalah untuk membangunkan satu sistem untuk menilai
beban kepada alam sekitar yang berkaitan dengan alat mesin. Pembangunan sistem
penilaian membolehkan kita untuk memilih antara proses pemesinan yang berbeza.
Projek ini telah membangunkan satu rangka kerja berasaskan proses pemesinan yang
berbeza yang boleh dibandingkan dari segi kesan alam sekitar mereka. Beberapa
penunjuk alam sekitar proses pemesinan telah dikenal pasti berdasarkan konsep
kehijauan dan mereka dengan pengaruh utama telah dipilih berdasarkan pendapat
pakar dan dengan menggunakan MINITAB 14. Proses hierarki analisis (AHP)
terutamanya pekerja kerana ia menyediakan persekitaran yang menyeluruh dan
rasional untuk penstrukturan masalah keputusan di setiap peringkat. Keutamaan
setiap petunjuk juga telah diperolehi oleh kaedah AHP dan menggunakan EXPERT
CHOICE 11.5. Petunjuk dan keutamaan yang diberikan mereka kemudiannya
digunakan untuk membangunkan rangka kerja. Menggunakan rangka kerja yang
dibangunkan dalam proses ini pemesinan penyelidikan yang berbeza boleh
dibandingkan dari perspektif kehijauan.

vii
TABLE OF CONTENTS
CHAPTER TITLE PAGE
DECLARATION ii
DEDICATION iii
ACKNOWLEDGEMENT iv
ABSTRACT v
ABSTRAK vi
TABLE OF CONTENTS vii
LIST OF TABLES xi
LIST OF FIGURES xii
LIST OF ABBREVIATION xiv
LIST OF SYMBOLS xv
LIST OF APPENDICES xvi
1 INTRODUCTION
1.1 Introduction 1
1.2 Background of the Study 3
1.3 Problem Statement 6
1.4 Research Questions 7
1.5 Objective of the Study 7
1.6 Scope of the Study 8
1.7 Significance of the Study 8
1.8 Research Organization 9
1.9 Conclusion 10

viii
2 LITERATURE REVIEW
2.1 Introduction 11
2.2 Green Job 11
2.3 Machining Processes 13
2.3.1 Milling 14
2.3.2 Grinding 14
2.3.3 Broaching 14
2.3.4 Boring 15
2.3.5 Drilling 15
2.3.6 Turning 16
2.4 Machining System 16
2.4.1 Material Production 17
2.4.2 Cutting Fluid Preparation 18
2.4.3 Tool Preparation 19
2.4.4 Machine Tool Construction 20
2.4.5 Material Removal 20
2.4.6 Cleaning Process 22
2.5 Machining Waste and Pollution 22
2.6 Energy Consumption in Machining 29
2.7 Environmental Analysis of Machining Process 30
2.8 Dry Machining and Near-Dry Machining 32
2.9 Greenhouse Gases and Effects 36
2.10 An Introduction to Analytical Hierarchy Process (AHP) Method 37
2.11 Conclusion 39
3 RESEARCH METHODODLOGY
3.1 Introduction 40
3.2 Research Framework 40
3.3 Research Planning 42
3.3.1 Quantitative Research 42
3.3.2 Qualitative Research 42
3.4 Data Gathering Methods 43
3.4.1 Primary Data 44
3.4.1.1 Questionnaire 44

ix
3.4.1.1.1 Likert Scale Questionnaire 44
3.4.1.1.2 AHP Questionnaire 45
3.4.1.2 Experiment 47
3.4.2 Secondary Data 47
3.4.2.1 Identification of Green Categories and Indicators 47
3.5 Analyzing/Processing Data 48
3.5.1 Analyzing Likert Scale Questionnaire 49
3.5.2 One-Sample t-Test 50
3.5.2.1 Hypotheses for a One-Sample t-Test 51
3.5.2.1.1 Two-Tailed t-Tests 52
3.5.2.1.2 One-Tailed t-Tests 52
3.6 Analytical Hierarchy Process (AHP) 53
3.6.1 Steps of Analytical Hierarchy Process (AHP) 54
3.6.1.1 Establishment of a Structural Hierarchy 54
3.6.1.2 Establishment of Comparative Judgments 55
3.6.1.3 Consistency Test 56
3.6.1.4 Synthesis 57
3.7 Conclusion 58
4 Result and Analysis
4.1 Introduction 59
4.2 Initial List of Indicators 59
4.3 Respondents 60
4.4 Questionnaire Result and Analysis 61
4.4.1 Likert Scale Questionnaire Analysis 61
4.4.1.1 Reliability Test 62
4.4.1.2 Result Interpretation 66
4.4.2 AHP Questionnaire Analysis 67
4.4.2.1 Defining Problems 67
4.4.2.2 Designing Questionnaire 68
4.4.2.3 Selection of the Respondents 70
4.4.2.4 Testing the Consistency 67
4.4.2.5 Synthesis 76
4.5 Conclusion 79

x
5 MODEL DEVELOPMENT AND CASE STUDY
5.1 Introduction 80
5.2 Aggregating the Synthesized Results 80
5.3 Development of Framework 82
5.4 Normalizing the Indicators 84
5.5 Case study 85
5.5.1 Milling Process 85
5.5.2 The Machine Tool 85
5.5.3 Milling Direction 86
5.5.4 Milling Cutters 87
5.5.5 Cutting Parameter and Definition 88
5.5.6 Workpiece: Spur Gear 91
5.6 Application of Case Study Data to Model 92
5.7 Result 94
5.8 Discussion on Case Study 96
5.8.1 Type of Process 96
5.8.2 Development of Wear 97
5.8.3 Cutting Tool Material 98
5.8.4 Cutting Parameter 99
5.8.5 Noise 100
5.9 Conclusion 101
6 SUMMARY AND FUTURE WORKS
6.1 Introduction 102
6.2 Summery 102
6.3 Postscript 104
6.4 Future Work 105
6.5 Conclusion 106
REFERENCES 107
APPENDIX A 112
APPENDIX B 118
APPENDIX C 126
xi
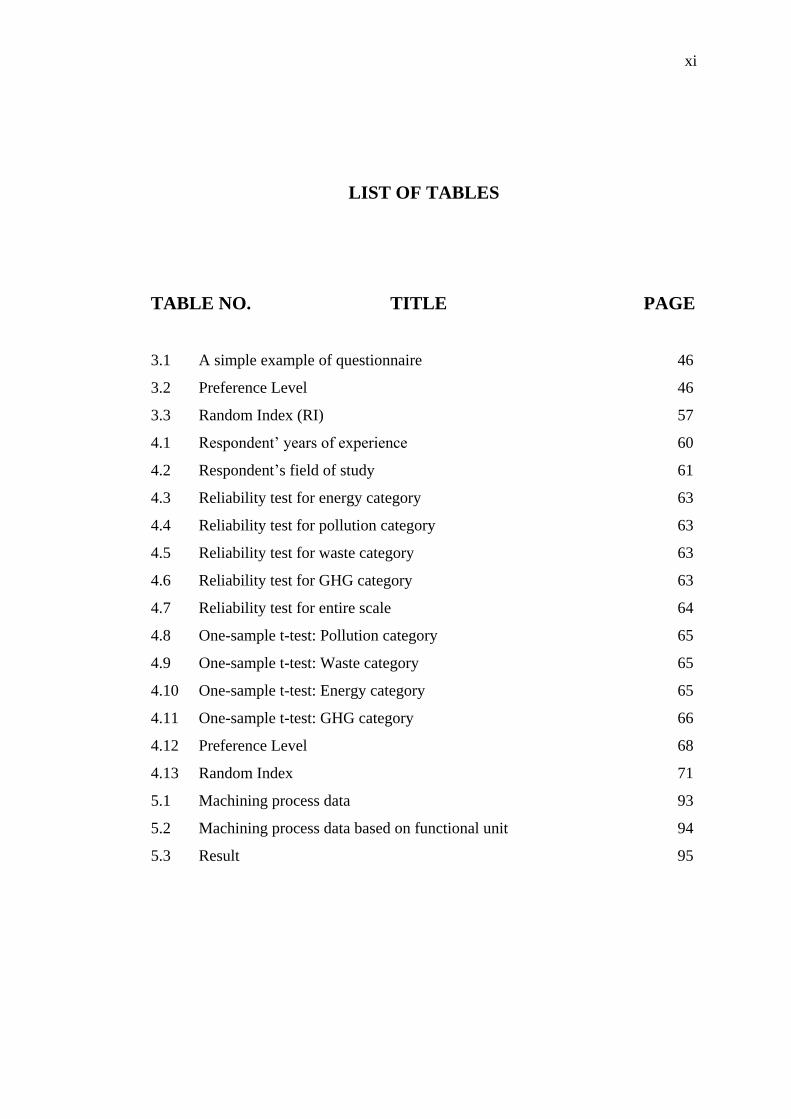
LIST OF TABLES
TABLE NO. TITLE PAGE
3.1 A simple example of questionnaire 46
3.2 Preference Level 46
3.3 Random Index (RI) 57
4.1 Respondent’ years of experience 60
4.2 Respondent’s field of study 61
4.3 Reliability test for energy category 63
4.4 Reliability test for pollution category 63
4.5 Reliability test for waste category 63
4.6 Reliability test for GHG category 63
4.7 Reliability test for entire scale 64
4.8 One-sample t-test: Pollution category 65
4.9 One-sample t-test: Waste category 65
4.10 One-sample t-test: Energy category 65
4.11 One-sample t-test: GHG category 66
4.12 Preference Level 68
4.13 Random Index 71
5.1 Machining process data 93
5.2 Machining process data based on functional unit 94
5.3 Result 95

xii
[
LIST OF FIGURES
FIGURE NO TITLE PAGE
1.1 Input-Output diagram of a traditional machining process 5
2.1 General machining scenario 17
2.2 Overall machining process of a part 25
2.3 Near-dry machining principle 35
3.1 Research framework 41
3.2 Significance level α for one-tailed t-test 51
3.3 An example of hierarchy structure 55
4.1 Decision hierarchy structure 69
4.2 Sample questionnaires taken from EXPERT CHOICE software 69
4.3 Inconsistent comparisons pair wise 71
4.4 Priorities for an inconsistent judgment 71
4.5 Matrix of comparison pairwise of level 2 (expert1) 72
4.6 Priorities of level 2 with respect to level 1(expert 1) 72
4.7 Matrix of comparison pair wise of level 2 (expert2) 72
4.8 Priorities of level 2 with respect to level 1(expert 2) 72
4.9 Matrix of comparison pairwise of level 2 (expert3) 73
4.10 Priorities of level 2 with respect to level 1(expert 3) 73
4.11 Matrix of comparison pairwise of level 2 (expert4) 73
4.12 Priorities of level 2 with respect to level 1(expert 4) 73
4.13 Matrix of comparison pairwise of level 2 (expert5) 74
4.14 Priorities of level 2 with respect to level 1(expert 5) 74
4.15 Matrix of comparison pairwise of level 2 (expert6) 74
4.16 Priorities of level 2 with respect to level 1(expert 6) 74
4.17 Matrix of comparison pairwise of level 2 (expert7) 75
xiii
4.18 Priorities of level 2 with respect to level 1(expert 7) 75
4.19 Matrix of comparison pairwise of level 2 (expert 8) 75
4.20 Priorities of level 2 with respect to level 1(expert 8) 75
4.21 Synthesized results with respect to goal (expert 1) 76
4.22 Synthesized results with respect to goal (expert 2) 76
4.23 Synthesized results with respect to goal (expert 3) 77
4.24 Synthesized results with respect to goal (expert 4) 77
4.25 Synthesized results with respect to goal (expert 5) 77
4.26 Synthesized results with respect to goal (expert 6) 78
4.27 Synthesized results with respect to goal (expert 7) 78
4.28 Synthesized results with respect to goal (expert 8) 78
5.1 Final priorities with respect to goal 82
5.2 Schematic illustration of milling machine 86
5.3 Down-milling (left) and up-milling (right) 87
5.4 Typical gear cutter 88
5.5 Cutting parameter 90
5.6 Cutting parameter 91
5.7 A typical helical spur gear 92
5.8 Gear manufacturing company 93
xiv
LIST OF ABBREVIATION
MTS Machine Tool System
GHG Greenhouse Gas
EHS Environmental, Health, and Safety
AHP Analytical Hierarchy Process
UNEP United Nations Environment Program
BUE Built-up Edge
HSS High-speed Steel
PVD Physical Vapor Deposition
CVD Chemical Vapor Deposition
DM Dry Machining
NDM Near-dry Machining
CLF Cooling Lubricating Fluid
VOC Volatile Organic Compound
MSDS Material Safety Data Sheet
LCA Life Cycle Assessment
MQL Minimum Quantity Lubrication
LCIA Life Cycle Impact Assessment
MWF Metal Working Fluid
NMVOCs Non-CH4 Volatile Organic Compounds
CR Consistency Ratio
CI Consistency Index
RI Random Index

xv
LIST OF SYMBOLS
Mean of population
n Sample size
Variance
t Test statistic of t-distribution
Sample mean
Value of interest
s Sample standard deviation
Significance level
Null hypothesis
Alternative hypothesis
Maximum eigen value of the matrix of the importance ratio
G Geometric mean
Final weight of indicator i
Normalized value of indicator i
xvi
LIST OF APPENDICES
APPENDIX TITLE PAGE
A Sample Likert questionnaire 112
B Sample AHP questionnaire 118
C Respondent Name And Their Field Of Work110 126
CHAPTER 1
INTRODUCTION
1.1 Introduction
The world today finds itself in the worst financial, economic, and
environmental crises in generations. Twenty percent of people in the developing
world lack access to sufficient clean water and people are increasingly affected by
climate change and its subsequent consequences (Cai et al., 2011).
Scientists have almost universally accepted that global climate change is a
reality. As a result, many nations are making concerted efforts to reduce the buildup
of carbon dioxide (CO2) and other greenhouse gas (GHG) emissions either by
reducing the use of fossil fuels or by finding ways to prevent emissions from entering
the atmosphere (Global Insight, 2008).
Environmental standards are intended to motivate any organization to be
‘clean and green’. They are generally voluntary and based on the principle of
continuous improvement. The ISO 14001 standard is the most widespread
environmental-related standard. It prescribes how a firm can develop an
environmental policy, identify environmental aspects and impacts of its activities,
products and services, define the significance of these impacts, rank them, identify
legal and other requirements governing the organization’s operation, establish
objectives and targets, implement programs to meet those standards, establish an

2
auditing system and procedures for management review and implement corrective
action, if needed. The latest data available indicates that up to December 2008, at
least 188,815 ISO 14001 certificates had been issued in 155 countries (Grolleau et
al., 2012).
The notion of green jobs has become something of an emblem of a more
sustainable economy and society, that aims to preserve the environment for both
present and future generations and to be more equitable and inclusive of all people
and all countries. Determining what is ultimately sustainable has become highly
contested, resulting in the green label being applied to a wide range of occupations
(Goods, 2011).
In recent years, going green has become a strategic priority in manufacturing,
which has evolved from the growing awareness of the need for environmentally
friendly processes and products. Recent trends in developing new machining
strategies able to support environmental protection and prevention of pollution in
balance with socioeconomic needs and technical requirements inevitably require
significant efforts in fundamental understanding of the actual energy and material
flows needed to meet the machining requirements (Avram et al., 2010).
Machining is unique, among manufacturing processes, in that it can be used
both to fabricate products and to finish products (Kundrák et al., 2006). Machining is
a general term that may be applied to all material removal operations. Conceptually,
material removal operations should be avoided since they focus on eliminating
material from a part with some inherent value. Technological advancements in
casting and forming processes are constantly being sought so as to avoid unnecessary
material removal operations. Still, material removal operations are widely used and
are capable of creating geometries, surface finishes, and providing the precision not
achievable by other operations. Traditional machining or cutting operations rely on a
shearing mechanism in which the action of a sharp cutting tool is used to remove
material. Non-traditional machining operations do not rely on as hearing mechanism
to remove material; instead, they utilize thermal, chemical, and electro-chemical
3
means to eliminate unwanted material (Sutherland and Gunter, 2001).
To an extent, all industrial processes have pollution issues and waste streams.
For the most part, metal fabrication processes do not generate wastes as hazardous as
those produced by other processes involved in the manufacturing of complex metal
parts (i.e., metal finishing or metal coating). However, cutting and shaping processes
may generate significant volumes of spent metal working fluid, which require proper
storage, handling, manifesting and overall management. In metal shaping and cutting
operations, the generation of spent metalworking fluids and scrap metal are the two
major waste streams (NEWMOA and US EPA, 2001).
This study attempts to identify the major environmental indicators of
machining process by employing greenness concept. These indicators will then be
used to develop a model to compare different machining process from environmental
aspect.
1.2 Background of Study
In recent years, increased attention to the environment is presenting
manufacturers with new challenges. The manufacturing industry produces a
considerable amount of non-hazardous and hazardous waste each year. These wastes
include: sand with additives produced by metal-casting operations, fluids from heat
treating, and welding gases. Ever more attention is being focused on reducing the
environmental, health, and safety (EHS) consequences of process waste, as reflected
by the tightening standards, increased fines, and growing litigation associated with
the waste. It is clear that organizations that are to be competitive in the future must
be able to avoid minimize the costs concomitant with being (or not being) “green”
(Sutherland and Gunter, 2001).

4
One of the critical issues surrounding the discussion of greenness and green
jobs is that there is no agreed understanding of the term or measures to ensure claims
of ‘greenness’ (Goods, 2011). The International Labor Organization (ILO) defines a
green job as one, which simply “reduces the environmental impact of enterprises and
economic sectors, ultimately to levels that are (ecologically) sustainable” (2008).
The society has generally two kinds of interactions with the environment: as a
source for natural resources, and as a landfill for solid, gaseous and liquid wastes.
The damages act as depletion and the reduced quantity and quality of resources and
as unbalancing the conditions of previously natural processes. The change in balance
takes usually years to detect and can be influenced by a variety of factors. This issue
makes identification and isolation of the problems difficult and sometimes
controversial. The studies done in this direction leads to identification of several
aspects concerning the environment depreciation: ozone depletion, global warming,
acidification, and eutrophication.
The interest in pollution prevention is continuously growing. This determines
several industries, including manufacturing, to develop and implement various
environmentally-friendly strategies. Product design, selection of raw materials,
manufacturing process, product delivery and reuse or recycling options for products’
end of life have influences for the of environmental degradation level. The
manufacturing processes seem to be quite benign compared to materials extraction
and primary processing, but manufacturing processes set many of the requirements
for primary processing outputs. Normally, the processes with higher scrap rates
require more energy in primary processing, while processes which use large
quantities of recycled materials will have reduced primary energy needs.
Concluding the manufacturing uses materials and energy (not directly incor-
porated into the product) and then eliminates them as wastes or emissions to the
environment. In addition to work pieces, tools and energy, a second environmentally
important category of auxiliary materials used in manufacturing processes is
metalworking fluids, cleaning fluids and coatings. Lubricants and solvents are of
5
particular concern, being used to remove the coolant or lubricants from the surface of
the parts (Gutowski, 2004).
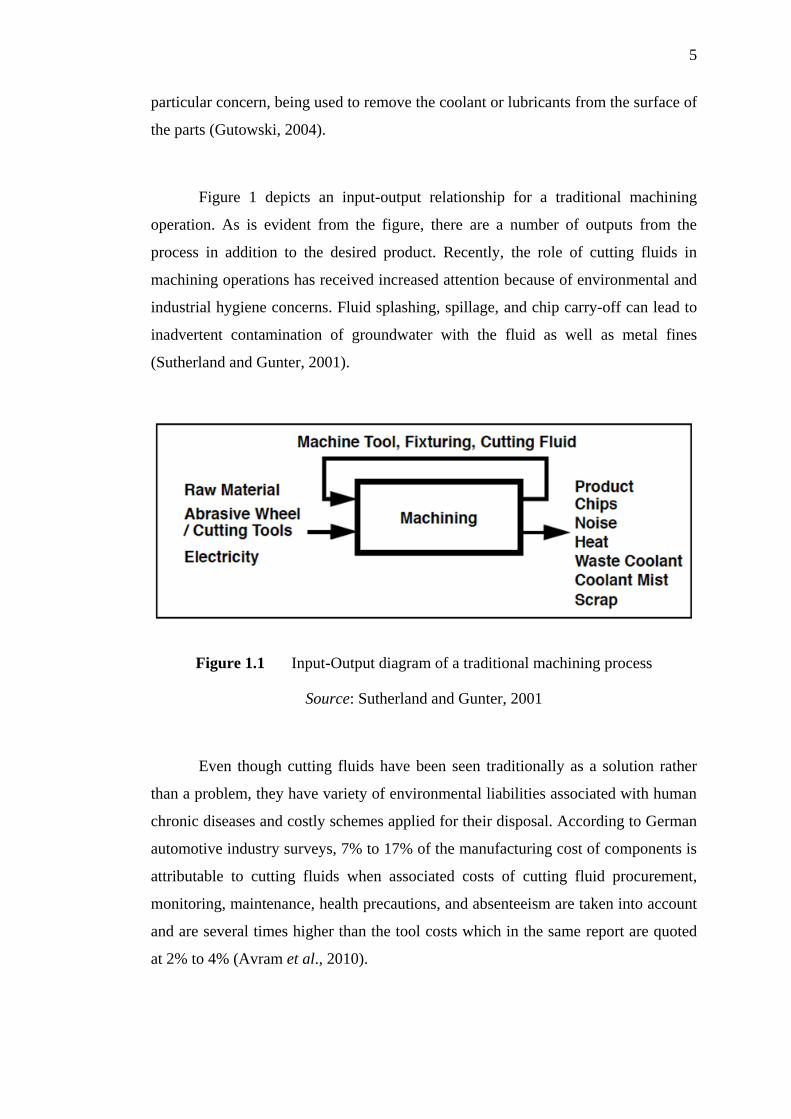
Figure 1 depicts an input-output relationship for a traditional machining
operation. As is evident from the figure, there are a number of outputs from the
process in addition to the desired product. Recently, the role of cutting fluids in
machining operations has received increased attention because of environmental and
industrial hygiene concerns. Fluid splashing, spillage, and chip carry-off can lead to
inadvertent contamination of groundwater with the fluid as well as metal fines
(Sutherland and Gunter, 2001).
Figure 1.1 Input-Output diagram of a traditional machining process
Source: Sutherland and Gunter, 2001
Even though cutting fluids have been seen traditionally as a solution rather
than a problem, they have variety of environmental liabilities associated with human
chronic diseases and costly schemes applied for their disposal. According to German
automotive industry surveys, 7% to 17% of the manufacturing cost of components is
attributable to cutting fluids when associated costs of cutting fluid procurement,
monitoring, maintenance, health precautions, and absenteeism are taken into account
and are several times higher than the tool costs which in the same report are quoted
at 2% to 4% (Avram et al., 2010).

6
Metal fabricators, machines, and researchers have been increasingly
interested in the elimination of metalworking fluid use in the machining of ferrous
and nonferrous metals. Dry machining (DM) may alleviate some of the following
fluid management issues:
i. Need for continuous treatment of the fluid
ii. Need to maintain fluid composition
iii. Disposal of the fluid if and when it reaches the end of its useful life
iv. Continual use of biocides to prevent or reduce microbial growth (NEWMOA
and US EPA, 2001)
Efforts are currently focused to efficient consumption of resources and
conserve energy, minimize the environmental effects of energy production and
improve waste management system. Several aspects regarding the environmental
impact of manufacturing process and the necessity of changed process for increasing
their sustainability and thus, preventing polluting generation has been presented by
Fratila (2012). It is mainly focused on investigating various aspects of machining
process from an environmental perspective.
1.3 Problem Statement
In the literature, various papers proposed decision support system models
based on the analytical hierarchy process in order to solve the machine tool selection
problem. However, the selection is made mainly based on process requirements with
respect to technical and economic criteria and environmental criteria were often
ignored.
Generally, research studies focus on the cutting energy in machining systems,
that is, the amount of energy required to remove a specific amount of material.
However, from the point of view of green manufacturing, the energy consumption

7
should be considered systematically for the whole machine tool system and not
limited solely to the cutting energy which represents just a variable amount highly
dependent on process parameters.
Although significant information related to the performance of machine tools,
machining processes, cutting tools, and materials already exists, there is no unified
methodology to combine all this information to give a meaningful justification for
the choice of a certain machining strategy in the manufacturing of a specific part.
Although major environmental hazards in machining operations are due to the use of
cutting fluids, direct exposure of the production worker to these fluids can lead to
skin diseases and respiratory disorders and other increased health risks.
1.4 Research Question
i. What are the major categories based on which green concept is defined?
ii. What are the environmental indicators of machining process in each
category?
iii. How important is each of the indicators relative to others?
iv. What is the method to be used to combine the indicators?
v. How could the different machining strategies be compared based on the
indicators?
1.5 Objectives of Study
Objectives of this study are:
i. Identifying the major environmental indicators of machining process

8
ii. Developing a model for comparing machining process based on
environmental indicators
1.6 Scope of Study
i. This study considers only the environmental impact of the material removal
process itself but not the impact of the associated processes such as the
material preparation, and the scrap processing.
ii. A five-point Likert scale questionnaire and an AHP questionnaire was used
during this research.
iii. MINI TAB 14 and SPSS (PASW) 18 Software were used for analyzing of
data.
iv. This project has adopted analytical hierarchy process (AHP) method to derive
weights of indicators and EXPERT CHOICE 11.5 software to analyze the
resulting data.
1.7 Significance of Findings
The adoption of new machining strategies is an important issue for any
machine tool system. In real machining decision conditions, more than one criterion
is present and the problem becomes a multi-criteria decision-making one. If
simultaneous improvements were feasible, then a part could be machined with zero
cost, perfect quality, and no environmental impact which is totally unrealistic.
Actually, the improvement of one factor is not always possible without the
worsening of another one when considering a complex system and an elaborate set of
criteria.
9
Since the simultaneous improvement of all the criteria to be taken into
account is almost impossible to achieve, the aim of the proposed method is to find a
compromise solution by using the analytic hierarchy process (AHP), which provides
a comprehensive and rational environment for structuring the decision problem at
each level. The model can be used for any machining process as long as it is adopted
within the scope.
Furthermore, not only the minimization or complete reduction of the cutting
fluid in machining processes as well as the decrease of the energy requirements in
machining could be a powerful indicator for sustainable manufacturing but also the
companies have the potential to save costs and to improve their environmental
performance even the production stays on the same size or it is decreased. This is
possible with the implementation of the sustainability principles in the manufacturing
processes. Finally, developed model helps the policy maker and decision maker to
know where to put their investment and what policy can help most to make the
transformation toward green economy and green environment faster.
1.8 Research Organization
This research consists of six (6) chapters and the flow of them is as follows:
Chapter 1 is the introduction of the study. This chapter explains about the research
statement, problem statement, objective of study, scope of study and matters that
have relate to the introduction of project.
Chapter 2 is the literature review of the project and contains on several topic
related to this study such as green jobs, machining pollution, machine tool system.
Books, journals and previous works are reviewed in order to get a better and clear
picture of the current situation of the study being undertaken.

10
Next, Chapter 3 provides the detail in methodology used in collecting
information and data that reliable towards the project. The methodology covers all
the steps that take place during this project execution and shown in the flow chart of
research.
Chapter 4 highlights the results and data from the questionnaires that being
distributed to respondent who comes from the experts.
Chapter 5 covers the final result presentation, and the development of
evaluation framework. In this chapter a case study is covered as well.
Chapter 6 consists of a summary of whole study. In this chapter
recommendations and suggestion for future research essential to minimize and
eliminate machining environmental impact is provided.
1.9 Conclusion
This chapter described a general introduction about the entire study including
background of the problem, scope and objective of this research. The next chapter
covers the literature review on the related topics relevant to the project.
107
REFERENCES
Adamantiades, A. G., George Washington University, World Bank. (2005). The
Greenhouse Effect And The Threat Of Climate Change.
Avram, O., Stroud, I., Xirouchakis, P. (2010). A multi-criteria decision method for
sustainability assessment of the use phase of machine tool systems.
International Journal of Advanced Manufacturing Technology, 53, 811–828.
Springer-Verlag London Limited.
Bertram, D. (2007). Likert Scales…are the meaning of life.
http://poincare.matf.bg.ac.rs/~kristina//topic-dane-likert.pdf
Boothroyd, G., Knight, W. A. (2006). Fundamentals of Machining And Machine
Tools. (3th ed). New York: Taylor & Francis.
Cai, W., Wang, C., Chen, J., Wang, S. (2011). Green economy and green jobs: Myth
or reality? The case of China’s power generation sector. Energy, 36, 5994–
6003. Elsevier.
Center on Education and the Workforce (2010). State of Green: The Definition and
Measurement of Green Jobs. Georgetown University.
Cleary, J. & Kopicki, A. (2009). Preparing the Workforce for a “Green Jobs”
Economy. Rutgers University’s John J. Heldrich Center for Workforce
Development, in New Brunswick.
Dahmus, I. B., Gutowski, T.G. (2004) An environmental analysis of machining. In:
Proceedings of the 2004 ASME IMECE, Anaheim, pp 1–10.
DeVon, H. A., Block, M. E., Moyle-Wright, P., Ernst, D. M., Hayden, S. J., Lazzara,
D. J. et al. (2007). A psychometric Toolbox for testing Validity and
Reliability. Journal of Nursing scholarship, 39 (2), 155-164.
Emily Rose Mahns (2010). Green job training, creation, and politics, a collection of
related papers. Master. Thesis. Empire State College, State University of New
York.
FETTE GMBH (2010). Gear Cutting Tools. (brochure). Schwarzenbek,
108
Deutschland: FETTE GMBH.
Fratila, D. (2009). Evaluation of near dry machining effects on gear milling process
efficiency. Journal of Cleaner Production 17 (9), 839–845.
Fratila, D. (2010). Macro-level environmental comparison of near-dry machining and
flood machining. Journal of Cleaner Production, 18,1031–1039.
Fratila, D. (2012). Sustainable Manufacturing Through Environmentally-Friendly
Machining.
Global Insight (2008). U.S. Metro Economies: Current and Potential Green Jobs in
the U.S. Economy. Lexington: Global Insight, Inc.
Goods, C. (2011). Labor unions, the environment and ‘green jobs’. Journal of
Australian political economy no 67
Green Jobs. Nairobi, Kenya: UNEP.
Grolleau, G., Mzoughi, N., Pekovic, S. (2012). Green not (only) for profit: An
empirical examination of the effect of environmental-related standards on
employees’ recruitment. Resource and Energy Economics, 34, 74–92.
Elsevier.
Gutowski TG (2004) Design and manufacturing for the environment. In: Handbook
of mechanical engineering. Springer-Verlag, Berlin
International Labour Organization (2008). Green Jobs: facts and figures, September
ed. Geneva: International Labour Organization.
Jawahir, I. S., Wanigarathne, P. C., Wang, X. (2006). Product design and
manufacturing processes for sustainability, mechanical engineers’. In: Kutz,
M. (Ed.) Handbook: manufacturing and management, third edn, vol 3, (pp.
414–439). John Wiley & Sons, Inc.,Delmar.
Kalpakjian, S. (1995). Manufacturing engineering and technology, 3rd edn. Addison-
Wesley Publishing Company, Reading
Kalpakjian, S., Schmid, S. (2001). Manufacturing engineering and technology, 4th
edn, Prentice Hall, Upper Saddle Rive
Kovoor, P. P., Idris, M. R., Masjuki, H. H., Fazli, T. (2012). A study conducted on
the impact of effluent waste from machining process on the environment by
water analysis. International Journal of Energy and Environmental
Engineering. 2251-6832-3-21.
Krajnc, D., Glavic, P. (2005). How to compare companies on relevant dimensions of
sustainability. Journal of Ecological Economics, 55, 551– 563.

109
Kundrák, J., Mamalis, A. G., Gyáni, K., Markopoulos, A. (2006). Environmentally
friendly precision machining. Material Manufacturing Processes, 21(1):29–
37.
Lee, C. P., Lin, C. C., Fang, R. J., Lo, H., & Wu, M. C. (2009). A Taxonomy Model
for Analyzing Project-Based Learning Using Analytical Hierarchy Process
(AHP): A Case Study of Design of a Beer Company Website in an
Elementary School. In N. Mastorakis, V. Mladenov & V. T. Kontargyri
(Eds.), Proceedings of the European Computing Conference (Vol. 2, pp. 581-
586). New York: Springer Science + Business Media.
Lee, C. P., Lou, S. J., Shih, R. C., Tseng, K. H. (2011). An AHP-based weighted
analysis of network knowledge management platforms for elementary school
students. The Turkish Online Journal of Educational Technology, volume 10
Issue 4.
Majid A. N. (2006) Academic Report writing From research to Presentation. Pearson
Malaysia.
Mason Erwin (2011). Demand For Green Jobs. Master. Thesis. Georgetown
University. Washington, DC.
Moore, D., McCabe, G. (2006). Introduction to the practice of statistics (4th ed.).
New York: Freeman.
Munoz, A.A., Sheng, P., (1995). An analytical approach for determining the
environmental impact of machining processes. Journal of Material
Processing Technology, 53, 736–758.
Narita, H. (2012). Environmental Burden Analyzer for Machine Tool Operations and
Its Application, Manufacturing System, Dr. Faieza Abdul Aziz (Ed.), ISBN:
978-953-51-0530-5, InTech, Available from: http://www.intechopen.com/
books/manufacturing-system/environmental-burden-analyzer-for-machine-
tooloperations-and-its-application
Narita, H., Fujimoto, H. (2009). Analysis of Environmental Impact due to Machine
Tool Operation. International Journal of Automation Technology,Vol.3No.1.
Narita, H., Kawamura, H., Norihisa, T., Chen, L. Y., Fujimoto, H., Hasebe, T.
(2006). Development of Prediction System for Environmental Burden for
Machine Tool Operation (1st Report, Proposal of Calculation Method of
Environmental Burden) International Journal of the Japan Society of
Mechanical Engineers, Series C, Vol.49, No.4, pp. 1188-1195.

110
NEWMOA, US EPA, (2001). Pollution Prevention In Machining And Metal
Fabrication: A Manual For Technical Assistance.
Oberg, E., Franklin, D. J., Holbrook, L. H., Ryffel, H. (1996). Machinery’s
handbook. In: Green RE (ed) 25th edn, Industrial Press Inc., New York
Pusavec, F., Kopac, J. (2009). Achieving and implementation of sustainability
principles in machining processes. Journal of Advanced Production
Engineering Management, 3:151–160
Saaty, T. L. (1980) The Analytic Hierarchy Process, McGraw Hill, ISBN 0-07-
054371-2.
Saaty, T. L. (1986). Axiomatic foundations of the analytic hierarchy process.
Manage. Sci. 32, 841–855.
Sandvik Coromant (2011). Metal Cutting Technical Guide [Catalogue]. Sandvik
Coromant
Singh, R. K., Murty, H. R., Gupta, S. K., Dikshit, A. K. (2007). Development of
composite sustainability performance index for steel industry. Journal of
Ecological Indicators, 7,565–588. Elsevier.
Skerlos, S. J. (2006). Prevention of metalworking fluid pollution: Environmentally
conscious manufacturing at the machine tool.
Sutherland, J. W., Gunter, K. L. (2001). Environmental attributes of manufacturing
processes. Handbook of environmentally conscious manufacturing. In: Madu,
C. N. (Ed.) Chapter 13, (pp. 293-316). Kluwer Academic Publishers
Boston/Dordrecht /London copyright.
U.S. Environmental Protection Agency. (2012). INVENTORY OF U.S.
GREENHOUSE GAS EMISSIONS AND SINKS: 1990 – 2010
United Nations Environmental Program (2008). UNEP Background Paper on
US National Institute for Occupational Safety and Health (1998). Occupational noise
exposure, publication 98-126. Cincinnati, Ohio: Centers for Disease Control
and Prevention.
Weinert, K., Inasaki, I., Sutherland, J.W., Wakabayashi, T. (2004). Dry machining
and minimum quantity lubrication. CIRP Ann Manufacturing Technology,
53(2):511–537.
Zahedi, F. (1986). The analytic hierarchy process: a survey of the method and Its
applications. Interfaces 16 (4), 96–108.
Zhang, H. C., T. C. Kuo, and H. Lu (1997). Environmentally Conscious Design and

111
Manufacturing: A State-of-the-Art Survey. Journal of Manufacturing
Systems,Vol. 16/5, pp. 352-371.
Top Related