






Languages
Pages
Legal


บทท 2
ทฤษฎและงานวจยทเกยวของ
การศกษาทฤษฎทเกยวของกบการชบแขงทางคณะผวจยได
ศกษาแนวคดจากทฤษฎการชบแขงจากหลากหลายกระบวนการ
และเอกสารทเกยวของดงน
2.1 ทฤษฎทเกยวของ
2.1.1 ทฤษฎการอบชบเหลกกลาดวยความรอน
เหลกกลา คอเหลกทมธาตคารบอน(C) ผสมอยไมเกน
2%โดยทวไปเหลกกลาสามารถแบงออกไดเปน 2 ชนดใหญๆ คอ
เหลกกลาธรรมดา คอ เหลกกลาทมคารบอนเปนสวนผสมทส าคญ
เพยงธาตเดยวแตโดย ทวไปแลวมกจะม แมงกานส(Mn) ซลกอน
(Si) ซลเฟอร(S) และฟอสฟอรส(P) ผสมอยเพยงเลกนอยซง
สมาคม American Iron And Steels ไดก าหนดค านยามไววา
เหลกกลาคารบอนธรรมดาคอ เหลกทอาจจะมแมงกานสผสมไดไม
เกน1.65% ซลกอน0.6% ทองแดง0.6%นอกจาก ธาตอนทมผสม
อยเลกนอย และยงสามารถแบงเหลกกลาธรรมดาออกไดเปน 3
ชนดยอยๆ คอ
เหลกกลา ทม เปอร เซนตของธาตคารบอนต า (Low
Carbon Steels)เหลกกลาชนดนมสวนผสมของธาตต า
กวา 0.2 %
เหลกกลาทม เปอร เซนตของธาตคารบอนปานกลาง
(Medium Carbon Steels) เหลกกลาชนดนมสวนผสม
ของธาตอยในระหวาง 0.2% – 0.5 %

เหลกกลา ทม เปอร เซนตของธาตคารบอนสง(High
Carbon Steels) เหลกกลาชนดนมสวนผสมของธาต
มากกวา 0.5 %
เหลกกลาผสม(Alloy Steels) คอเหลกกลาทมธาตอนผสมอย
นอกจากธาตคารบอน โดยทธาตทส าคญทผสมอยในเหลกชนดน
ไดแกโครเมยม(Cr) นเกล(Ni) โมลบดนม (Mo) ทงสเตน(W)
แวนนาเดยม(V) แมงกานส(Mn) ซลกอน(Si) เปนตน เหลกลา
ผสมสามารถแบงออกไดเปน 6 ชนดใหญๆคอ

- เหลกกลาทมสวนผสมต าทนแรงดงสง - เหลกกลาใชท า
ชนสวนเครองจกร
- เหลกกลาส าหรบท าเครองมอ - เหลกกลาไรสนม
- เหลกกลาทนความรอน - เหลกกลาใชท า
อปกรณไฟฟา
(a) (b)
(e) (c)
(d)

รปท 2.1 แสดงโครงสรางแบบเฟอรไรท(a)แสดงโครงสรางแบบ
เพรไลท(b)แสดงโครงสรางแบบซเมนตไตต (c)แสดงโครงสราง
แบบเบนไนท(d)แสดงโครงสรางแบบมารเทนไซท(e) [2]
การชบแขง ( Hardening)
การชบแขง (Hardening)คอ การอบชบความรอนเพอ
ตองการใหเหลกภายหลงจากการชบมความแขงเพมขน เพอทน
ตอการเสยดสในขณะใชงาน การชบแขงเปนวธจะใหได
โครงสรางของเหลกสดทายเปน Martensite หรอ Bainite ขนอย
กบความแขงสดทายทตองการ การเปลยนแปลงโครงสรางจาก
Austenite ไปเปน Martensite หรอ Bainite ซงจะไดเหลกทม
ความแขงสงจะตองมองคประกอบทส าคญอยางนอย 3 ประการคอ
ปรมาณคารบอนซงเปนองคประกอบทส าคญ เพราะการท
Austenite จะเปลยนไปเปน Martensite ในลกษณะการชบแขง
ธรรมดาดวยน า เหลกควรจะมคารบอนมากกวา 0.3% สวนธาตท
ผสมในเหลกอน ๆ เชน นเกล โครเมยม และโมลบดนม จะเพยงท า
หนาทชวยใหการชบแขงไดผลดขนเทานน ความแขงของ
Martensite จะขนอยกบปรมาณของคารบอน ดงตวอยางเชน
เหลกคารบอน 0.35% สามารถชบแขงไดความแขงประมาณ 50
HRC ตรงกนขามกบเหลก 0.02%C, 10%Cr ไดความแขงภายหลง
การชบแขงเพยง 35 HRC
อณหภมกอนการชบ คอ อณหภม ทเหลกจะตองเปลยนเปน
Austenite กอนการชบน าหรอน ามน อณหภมของเหลกไมสงพอ

จนโครงสรางเปลยนเปน Austenite หมด เราจะชบในน าหรอ
น า เกลอ น าดาง ความแขง ทไดจะไมสง เ ทา ทควร เพราะ
Martensite ทไดจะตองมาจาก Austenite เทานน และเปนการ
เปลยนโครงสรางโดยปราศจากการก าเนดนวเคลยส ไมเหมอน
อยางเชน Ferrite หรอ Cementite
อตราการเยนตว เปนองคประกอบทส าคญอกประการหนงท
Austenite จะเปลยนไปเปน Martensite หรอ Bainite จะตองเปน
อตราการเยนตวทสงพอ ซงจะปรากฏค าวา “อตราการเยนตว
วกฤต (Critical cooling rate)” หมายถง อตราการเยนตวท
Austenite เปลยนไปเปน Martensite หรอ Bainite ถาอตราการ
เยนตวชากวาน Austenite จะไมมโอกาสเปลยนเปน Martensite
หรอ Bainite แตจะได Pearlite หรอ Sorbite แทน
อณหภมส าหรบการชบแขง (Hardening Temperature)
Hardening Temperature แบงออกตามสวนผสมของคารบอน
ดงน
Hypo Eutectoid Steels Hardening Temp จะอยทเหนอ
Ac3 ประมาณ 50oC ซงอณหภมนจะไดโครงสรางทเปน
Austenite ทงหมด ถาพจารณาในกรณทอณหภมต ากวาน และอย
ในชวง Ac1 – Ac3 จะปรากฏม Ferrite เหลออยบางสวน ถาท า
การชบทอณหภมน Austenite จะเปลยนเปน Martensite แต
Ferrite จะไมมการเปลยนแปลง ยงคงสภาพอยเชนเดม เหลก
ภายหลงจากการชบแขงแลวจะไมไดความแขงสงเทาทควร และ
บรเวณโครงสรางทเปน Ferrite จะเปนบรเวณทออน (Soft spots)
ขาดคณสมบตตานทานตอการเสยดส

ในกรณถาเผาทอณหภมเหนอเสน Ac3 ไปมาก (Overheating) จะ
ไดโครงสรางของ Austenite ทมเกรนโต ภายหลงการชบน าจะได
Martensite ทหยาบ (Coarse martensite) ซงจะทนแรงกระแทก
ไดนอยลง อกประการหนง ชนงานในขณะชบน าจะเกดการบดงอ
หรอแตกราวไดงาย
Hyper Eutectoid Steelsจะใชอณหภมเหนอเสน Ac1
ประมาณ 30 - 50 oC เทานน จะเหนวาในชวงของอณหภมนจะ
ปรากฏโครงสรางของ Proeutectoid Cementite เหลออย
บางสวนเทานน ทกลายหรอสลายตวไปเปน Austenite และ
Cementite เหลออยนจะกระจดกระจายอยทวไปในโครงสราง
ของ Austenite เมอท าการชบน าจะไดโครงสรางของ Martensite
โดยม Proeutectoid Cementite แทรกอย ซงจะปรากฏเปนผลด
ในสวนทเหลกจะมความแขงสง และทนการเสยดสในขณะใชงาน
ไดด ทงนเพราะ Proeutectoid Cementite มความแขงประมาณ
700 – 800 HB ซงแขงกวา Martensite (650 – 700 HB) ประเดน
ทส าคญคอ จะตองเลอกอณหภม ทจะไม เกด Proeutectoid
Cementite ในลกษณะตอเนองเปนลกโซตามขอบเกรน
ในกรณทเผาอณหภมเหนอเสน Acm จะไมเกดผลด นอกจาก
ตองใชพลงงานมากขนแลว Austenite จะขยายตวใหเกรนโตเรว
มาก จะท าใหผล ทไดภายหล งการชบไม ด เพราะจะได
Martensite เกรนหยาบ ทนแรงกระแทกไดไมด และยงอาจจะเกด
การบดงอและแตกราวไดโดยงาย

รปท 2.2. แสดงชวงอณหภมทเหมาะส าหรบการชบแขงของ
เหลกกลาคารบอน
อตราการอบและชวงเวลาทเหมาะ ( Heating Rate & Holding
Time )
การก าหนดอตราการเผาและชวงเวลาทเหมาะสมจะขนอย
กบ Factor หลายประการ เชนสวนผสมของเหลก โครงสรางเดม
ความเครยดเหลอคาง รปรางและขนาดของชนงานทจะท าการชบ
แขงปกตเหลกเมอบรรจเขาเตาอบ ความรอนทเหลกไดรบทผดกบ
ใจกลางจะไมเทากนในตอนแรก เพราะกวาความรอนจะเคลอน
ผานเนอเหลกเขามาถงใจกลางยอมตองใชเวลา การอบในอตรา
สง ความแตกตางของอณหภมทผวใจกลางจะมคามาก การบดงอ
มมากซงจะท าใหเกดการแตกราวไดงาย โดยทวไปเราแบงอตรา
การอบได 3 อตราขนอยกบอณหภมของเตา
อตราการเผาชา เปนวธทเรมตนโดยบรรจเหลกเขาเตาพรอม
กบการใหความรอนแกเตาอบพรอมๆกน อณหภมทงของเตาและ

ชนงานจะรอนขนในอตราใกลเคยงกนในลกษณะเชนน อณหภม
แตกตางระหวางผวกบใจกลางของแทงเหลกมนอย การอบใน
ลกษณะเชนนเหมาะส าหรบเหลกทมคารบอนสงมความเครยด
เหลอคางมาจากการขนรป รปรางซบซอนและมสวนทหนาและ
บางตางกนมาก
อตราการเผาสงวธนจะอบใหมอณหภมเทาทตองการจากนน
จงจะบรรจเหลกเขาเตาภายหลง หรอในกรณทเตาก าลงใชงาน
อย เมอน าเอาเหลกออกไปชบหมดแลว กจะเรมบรรจเหลกชด
ตอไปใหม ลกษณะเชนนอตราการอบจะสงอณหภมระหวางผวกบ
ใจกลางจะแตกตางกนมากในตอนเรมตนแตจะไมเทากนใน
ระยะเวลาทสนกวาวธแรกส าหรบชวงเวลาทจะทงไวทอณหภมท
ตองการ(Holding Time) มวตถประสงคเพอใหไดออสเทนไนทท
สม าเสมอและใหอณหภมบรเวณผวและใจกลางแทงเทากน ไมม
กฏเกณฑทตายตวขนอยกบหลกในการปฏบ ตถาเปนเหลก
คารบอนหรอเหลกผสมต า ( Low - Alloys ) ซงคารไบดสลายตว
ไดงาย จะใชเวลาประมาณ 5-15นาท กพอ ทงนขนอยกบความ
หนาของชนงานดวย แตถาเปนเหลกผสมปานกลาง หรอสง ซง
คารไบดมเสถยรภาพจะตองใชเวลาใหนานพอทคารไบดจะ
สลายตวหมด ซงเวลาทใชควรจะเพมขนประมาณ 25% - 50%
ของเวลาทใชเกณฑปกตดงตารางเวลาทเหมาะสมขางลาง

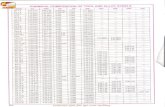
ตารางท 2.1 แสดงอตราการอบและชวงเวลาทเหมาะสม
อตราการเผาทสงมาก เปนวธทไมคอยจะนยมใชเพราะอตราการ
เผาจะสงอณหภมระหวางผวกบใจกลางแทงเหลกจะแตกตางกน
มากกวาในตอนเรมตน โดยวธการอบใหอณหภมในเตาสงเกน
กวาอณหภมทตองการ เมอบรรจเหลกเขาเตาอณหภมของเตาจะ
ลดลงมาจนเทากบทตองการ พรอมๆกบอณหภมของชนงาน
เพมขน เวลาทใชจะสนกวาทงสองวธ แตอณหภมระหวางใจกลาง
กบผวเหลกจะแตกตางกนอาจจะท าใหเกดการบดงอหรอชนงาน
แตกราวไดงายวธนเหมาะส าหรบงานขนาดเลก และรปรางงายๆ
จ าเปนจะตองบรรจในหบเหมอนวธทสองเพอชวยลดอตราการอบ
ใหชาลง
Thickness
or
diameter
Of part (
mm )
Box fumaces (gas or
oil-fired )
Salt Baths
Heating.
min
Holding.
min
Heating.
min
Holding.
min
25
50
75
100
125
150
200
20
40
60
80
100
120
160
5
10
15
20
25
30
40
7
17
24
33
40
50
65
3
8
12
17
20
25
35

รปท 2.3 แสดงผลของอณหภมทตางกนบรเวณผวและภายในใจ
กลางเมออบดวยอตราตางๆกน[3]
การชบแขงเหลกกลาผสมคารบอน
ปจจบนเหลกกลาผสมคารบอนถกผลตคารบอนถกผลตขน
เพองานการคามากกวาโลหะผสมชนดอนๆ ดวย เหตผลทวา
ผลผลตราคาถก และสามารถน าไปใชงานไดดใน ทก ๆ ดาน
เหลกกลาคารบอนผสมต า (0.10% - 0.25%) ในกรรมวธ
ผลตสดทายของการผลตมกจะน าไปผานขบวนการอบออนหรอ
การชบแขงผวเทานนเพราะเหตทเปนเหลกทมคารบอนผสมนอย
ท าใหการชบแขงท าไดไมลกเกนโครงสรางมารเทนไซทเพยง
เลกนอยภายหลงการชบ ปรบปรงคณสมบตทางกลไดเลกนอย ไม
คมคากบราคาทนทตองลงทนไป โดยทวไปจงไมนยมท ากรรมวธ
ทางความรอนไปกระท ากบเหลกชนดนมากนกจะมการอบออน
ขบวนการกแตเฉพาะกรณเหลกแผนเปลอยหรอเหลกเสน เพอ
เตรยมพรอมส าหรบงานขนรปหรองานรดหรอกระท าระหวาง
ขบวนการสลายความแคนตกคาง ปฏบตการนจะท าระหวางชวง
อณหภมของการเกดผลกใหม และเสนอณหภมวกฤตลาง (A1)
ผลการกระท าทเกดขนคอเหลกออนลง อนเนองมาจากการเกด

ผลกใหมและการเจรญเตบโตของเกรนเฟอรไรท สวนการลด
ความเคนทเกดขนใน Cold-Headed ชนดคารบอนต านนจะ
กระท าทระดบอณหภมประมาณ 1000 F การคนตวทระดบ
อณหภมต ามจดประสงคลดความเครยดทเกดจากการรดเยน โดย
ยงความสามารถรกษาความแขงและเหนยวทมอยในชนงานเดม
เอาไวได
เหลกกลาคารบอนผสมปานกลาง (0.25% - 0.55%)ผลผลต
ของเหลกชนดนมกน าไปผานกระขบวนการชบแขงและการคนตว
โดยมสารตวกลางทใชชบแตกตางกนรวมถงทงระดบอณหภมเพอ
การคนตวแตกตางกนไป เหลกกลาผสมคารบอนอนเปนผลผลผลต
ของกระบวนการทงสองนจงมคณสมบตแปรเปลยนไปไดใน
ชวงกวาง เหลกกลมน เปนเหลกในกลม ทสามารถน าไปใช
ประโยชนไดมากทสดในบรรดาเหลก 3 กลม ทน ามากลาวถงใน
หวขอน ตวอยางใชเหลกในกลมน เชน ใช ท าเพลาขอเหวยง
จานประกบเพลา เพลากลาง ตวอยางการใชเหลกในกลมน เชน
ใชท าเพลาะขอ เหวยง จานประกบเพลา เพลากลาง และชนสวน
เครองยนตตวอน ๆ ซงตองการความแรงและความแขง นอกจากน
เหลกกลาทผสมคารบอนปานกลางมกจะถกน ามาปรบสภาพปกต
หรอท ากรอบออน กอนทจะน าไปชบแขง เพอใหไดคณสมบตทาง
กลทดทสดภายหลงการชบแขงและการคนตวผลตภณฑชนด
Cold-Headed สวนใหญท าจากเหลกในกลมนมกใชเหลกทม
สวนผสมของคารบอนไม เกน 0.4%อยางไรกตามมความ
จ าเปนตองปรบคณสมบตของเหลกชนดนกอนทจะน าไปผานงาน
รดเยน (Cold Working)เพราะเหตทมคารบอนผสมอยสง
คณสมบตดานการใชงานจะลดลง ขบวนการปรบคณภาพทใชกน
บอยกอนรดเยนเหลกชนดนไดแก การปรบโครงสรางเมดกลม
(Spheroidizing)แตจะใชขบวนการอนใดนนกขนอยกบวาจะเอา
เหลกทไดไปใชในงานใด สวนสารตวกลางทใชชบเหลกกลาชนด

นมกใชน าซงหาไดงาย ในบางกรณถาตองการคณสมบตทาง
ความแขงมากนกกชบ ลงในน ามนเพอลดปญหาความแตกราว
และการบดตวของชนงานเครองมอประเภท Hand Tools
ทงหลาย เชน คม ไขควง ประแจปากแตกลวนท าจากเหลกใน
กลมนทงสนเครองมอเหลานผานการอบชบดวยความรอนสวนมาก
จะชบลงในน าบางสวน หรอจมทงสน แลวท าการอบคนทระดบ
อณหภมทเหมาะสมตอไป
เหลกกลาผสมคารบอนสง มคารบอนสงกวา 0.55% มทใช
งานอยในขอบเขตจ ากด เพราะราคาของการผลตคอนขางแพง
รวมทงมขอดอยในเรองความงายตอการตกแตงชนงานดวย
เครองจกร การขนรป การเชอมกวาเหลกกลาผสมคารบอนปาน
กลาง เมอผานขบวนการทางความรอนจะมความเปราะ เหลกกลา
ทคารบอนสง เหมาะทจะน ามาใชท าสปรง ซงตองการคณสมบต
ดานการตานทานความลาและการเสยรปรางอยางถาวรสงมาก
การชบแขงเหลกในกลมนจะตองกระท าใหถกตองและเปน
ระบบ ชนงานทเปนคารบอนต าควรชบในน า บรเวณทตองการให
เกดขอบคมกควรชบลงในน าชนสวนบรเวณอนทไมตองการ
คณสมบตพเศษกควรชบลงน ามน โดยทวไปการชบเหลกชนดน
ควรกระท าดวยการชบแขงสองชนแบบ Austempering หรอ
Martempering กได เพราะสามารถหลกเลยงการบดตวและการ
แตกราวของชนงานไดอยางมากรวมทงคณสมบตดานความ
เหนยวยงคงอย ความแขงทเกดขนกยงคงสงอย ผลการชบแขง
เหลกชนดนแมจะใชวธชบแบบรนแรง แตความแขงทไดจะไมลก
ลงไปจากผวชนงานมากนก เมอเทยบกบเหลกกลาชนดอน และนก
เปนขอจ ากดของการใชงาน เหลกในกลมนตองค านงถงลกษณะ
พนทหนาตดของวสดทจะน าไปชบ
เครองมอพวกไขควง คม ประแจปากตาย และอปกรณชนด
Hand Tools อนๆ ผานการชบแขงโดยชบลงในน ามน แลวตามมา
ดวยการคนตวใหไดความแขงตามระดบทตองการถาไมตองการ

ใหความแขงลดลงมากใหอบคนตวทระดบอณหภม300F –375F
เพอปองกนการแตกหกขณะใชงาน ประแจปากตายแบบ Stillson
นนบรเวณฟนของมนสามารถตดไดดวย จงตองชบบรเวณนลงใน
น าหรอน าทะเล เพอใหบรเวณนมความแขงอยในระดบรอคเวล
สเกล C 50 – 60 ซงการปรบคณภาพของประแจชนดนอาจท าได
โดยใหความรอนเฉพาะบรเวณฟนคม แลวชบลงในน าหรอน า
ทะเลแลวเอาชนงานทงชนจมน ามน เพอใหสวนทเหลอเกดความ
แขงขนพอสมควร ส าหรบคอนตองการความแขงอยางสงบรเวณ
ผวหนาสมผส สวนดานถอนตะปตองการความแขงนอยกวาแต
ตองการความเหนยวสงจง ตองแยกสวนการชบเปนสวนๆ
ตามล าดบ แตทงสองดานตองท าการคนตวผลลพทสดทายของ
ความแขงทไดเฉพาะสวนใชตอกจะมความแขงใน รอคเวลสเกล
C 50 – 58 สวนทางดานถอนตะปจะมความแขงในชวงC 40 – 47
พวกอปกรณทใชในการตด เชน ขวาน สว ใบมดรถตดหญา
ตองการความแขงสง และความเหนยวสงดวย โดยเฉพาะบรเวณ
คมมด วธการชบแขงอปกรณพวกนใชวธใหความรอนโดยการ
น าเอางานจมลงในโลหะหลอมเหลวทอณหภมต าสดทเหลกจะ
ยงคงความแขงขนได แลวเอาชนงานจมลงน าทะเลผลของการ
ปรบคณภาพแบบน บรเวณคมมดของอปกรณจะมความแขงอย
ในชวงรอคเวลสเกล C 50 – 60

ตารางท 2.2 แสดงประเภทของเหลกลาผสม
ประเภท คารบอน จ ด
คราก
ความตาน
แทนแรงดง
เ ห ล ก ก ล า
ผ ส ม
คารบอนต า
เ ห ล ก ก ล า
ผ ส ม
ค า ร บ อ น
ปานกลาง
เ ห ล ก ก ล า
ผ ส ม
คารบอนสง
เหลกกลาละมน
ชนดพเศษ
เหลกกลาละมน
มาก
เหลกกลาละมน
เหลกกลาละมน
ปานกลาง
เหลกกลาแขง
ปานกลาง
เหลกกลาแขง
เหล กกล าแข ง
มาก
0 . 0 8
สงสด
0.08-
0.12
0.12-
0.20
0.20-
0.30
0.30-
0.40
0.40-
0.50
0.50-
0.80
18-28
20-29
22-30
24-36
30-40
34-46
36-47
32-36
36-42
38-48
44-55
50-60
58-70
65-100
ประเภท ความยด
ค ว า ม
แขง
บ ร
เนลล
การใชงาน

เ ห ล ก ก ล า
ผ ส ม
คารบอนต า
เ ห ล ก ก ล า
ผ ส ม
ค า ร บ อ น
ปานกลาง
เ ห ล ก ก ล า
ผ ส ม
คารบอนสง
เหลกกลาละมน
ชนดพเศษ
เหลกกลาละมน
มาก
เหลกกลาละมน
เหลกกลาละมน
ปานกลาง
เหลกกลาแขง
ปานกลาง
เหลกกลาแขง
เหล กกล าแข ง
มาก
40-30
40-30
36-24
32-22
30-17
26-14
20-11
9 5 -
100
8 0 -
120
100-
130
112-
145
140-
170
160-
200
180-
235
เปนแผน
เปนแทงหรอ
เสนลวด
โ ค ร ง ส ร า ง
ทวไป
ช น ส ว น
ส า ห ร บ
เครองจกรกล
ทวไป
เครองมออด
รถรางสปรง
แมพมพ
สายเปยโน

ตารางท 2.3 แสดงคณสมบตของกาซปกคลมตามาตราฐาน DIN
325 26 [4]
ชนด อารกอน
(Argon)
ฮเลยม
(Helium)
คารบอนไดออกไซด
(Carbondioxide)
สญลกษณ Ar He CO2
ความปรสทธ %
โดยปรมาตร 99.99 99.99 99.70
ความหนาแนนท
1 5 C, 1 บ า ร
(kg/m3)
1.669 0.167 1.849
คว า มหน า แน น
เทยบกบอากาศท
1 5 C , 1 บ า ร
(kg/m 3)
1.37 0.14 1.44
จดเดอดท1.013
บาร(C) -185.9 -268.9 -78.5
Dew point ท 1
บาร(C) -50 -50 -35
ปฎก ร ยาในการ
เชอม inert inert oxidizing
ชนด ออกซเจน
(Oxygen)
ไนโตรเจน
(Nitrogen)
ไฮโดรเจน
(Hydrogen)
สญลกษณ O2 N2 H2
ความปรสทธ %
โดยปรมาตร 99.50 99.50 99.50

ความหนาแนนท
15C , 1บาร
(kg/m3)
1.337 1.170 0.085
คว า มหน า แน น
เทยบกบอากาศท
1 5 C , 1 บ า ร
(kg/m 3)
1.04 0.91 0.06
จดเดอดท1.013
บาร(C) -183.0 -195.8 -252.9
Dew point ท 1
บาร(C) -35 -50 -50
ปฎก ร ยาในการ
เชอม oxidizing unreactive reducing

2.1.2 การทดสอบความแขง(Hardness Testing)
การทดสอบความแขงของวสดมอยดวยกนหลายวธ และบาง
วธกตองมเครองทดสอบความแขงดวยแตการทดสอบความแขง
เพยงวธเดยวนน จะไมสามารถตอบเกยวกบคณสมบตทแทจรง
ของวสดไดอยางสมบรณ ซงบางครงอาจจะตองน าผลการทดสอบ
ทได ไปเปรยบเทยบกบผลการทดสอบความแขงวธอน โดยใชชน
ทดสอบเดยวกน ถงแมวาจะมการทดสอบความแขงอยหลายวธ แต
จดประสงคของการทดสอบความแขงแตละวธนน กแตกตางกน
เชน อาจจะตองการทราบ คณสมบตอยางงายในการแปรรป
คณสมบตความตานทานการสกหรอคณสมบตความตานทานตอ
การน าไปตกแตงดวยเครองจกร หรอคณสมบตในการทจะน าไป
ท าขดลวดสปรง ซงจะเหนวาการทดสอบความแขง ใหความหมาย
ไดกวางๆ หลายอยาง และยงไมมการเปรยบเทยบขอดขอเสยของ
การทดสอบแขงแตละวธไวเพยงแตมขอก าหนดเกยวกบขดจ ากด
ของการทดสอบแตละวธไวเทานน
เพอใหการใชงานของวสดเหลกกลาแตละชนด หรอวสด
อนๆ ใหเหมาะสมกบสภาพการใชงานไดดทสด จะใชเหลกทม
ความแขงไมเทากน จงไดมการวดความแขงของผวเหลก เชน
ตามวธ บรเนล (Brinell) แบบวกเกอร (Vickers) และแบบรอกเวล
(Rockwell-C) ตามปกตชนงานทไมไดชบแขง จะนยมทดสอบ
ความแขงแบบวธบรเนล ชนงานทชบแขงจะนยมทดสอบแบบวธรอ
คเวล-C

การทดสอบความแขงของวสดตามวธแบบบรเนล (Brinell)
การทดสอบความแขงของวสดตามวธแบบบรเนล (Brinell) น
วศวกรชาวสวเดน J.A. Brinell ไดน ามาใชกอนตงแตป ค.ศ.
1849 โดยเรมมาเปนสตรดงน :
ความแขงตามบรเนล HB =F/S
…………………....(2.1.)
โดย F = แรงทใชทดสอบเปน kp ท าเปน N ได 0,102 Nเพราะวา
S = พนทของรอยกดเปน mm2
แทนคาลงในสมการ (1) จะได
…………………… (2.2.)
………………….. (2.3.)
1 kp = 9.81 N
HB = 0,102 F/S
S = D h

รปท 2.4. แสดงขนาดทางเรขาคณตชวยในการหา
พนทรอยกด
รปท 2.5. แสดงการทดสอบความแขงวธบรเนล

จากรป เสนประใช ท.บ.29 (เรขาคณต) จะได ;
(2
D)2 =(
2
d)2 + (
2
Dh )2
………….… (2.4.)
(2
Dh )2 = (
2
D)2 (
2
d)2
2
Dh = (
2
D)2 (
2
d)2
h = 2
22 dDD
เอาคา h แทนใน (3) ได :
S = D (2
22 dDD )
แลวแทนใน (2) จะได ;
……………….. (2.5.)
ขนาดเสนผานศนยกลาง D ของลกบอลลเหลก * (ขดผวมน) ม
ขนาดมาตรฐานคอ 10 5 2, 5 2 และ1 mm การเลอกแรงกด
ทดสอบตองใหมากพอทจะเกดเปนรอยกด เสนผานศนยกลาง d =
0,24D…0,6 D ทงนเพอใหไดคาทแนนอน
ในการทจะปรบคาแรงทดสอบใหไดแมนย าและใหไดผล จะ
สามารถท าการเปรยบเทยบผลการทดสอบไดนนจะตองมคาขน
ภาระ (degree of loading) ทมาตรฐานคอ 30 10 2,5 1,25
คาความแขงจะสามารถเปรยบเทยบได เมอชนทดสอบหลายชน
ใหคาขนภาระ และเวลาทใชกดทดสอบเหมอนกน
HB = 22(
)2(102,0
dDDD
F

ขนภาระ (degree of loading) B = 2
102,0
D
F หนวย
เปน N/mm2
ตวอยางท 2.1 แสดงเวลาทใชกดทดสอบนนขนกบชนดของวสด
ส าหรบเหลกกลา F = 102,0
30 2D=
102,0
10030
ใชลกบอลเหลก ขนาดเสนผานศนยกลาง D = 10 mm
คาขนภาระของเหลกกลา = 30 (ดไดจาก
ตารางท 2.4);
F = 29420N
ในการทดสอบความแขงตามวธบรเนลน ผวชนงานททดสอบตอง
เรยบ เปนมนปราศจากวสดอนออกไซดโดยเฉพาะอยางยงวสด
หลอลน เหมาะส าหรบวสดทมความออนเหนยว ความหนาของ
ชนงานตองมขนาดอยางนอย 8 เทาของรอยทลกบอลตกลงไป
เงอนไขการทดสอบ
- อณหภมทดสอบจะอยระหวาง (ตามเกณฑ) 10 ถง 35C
ส าหรบการทดสอบทมการควบคมจะอยท 235C
- เวลาการทดสอบ : ใหชวงเวลาทเรมกดชนทดสอบจนถงแรงกด
ทดสอบรวม อยระหวาง 2 ถง 8 วนาท แลวใหหวกดแชอยในชน
ทดสอบอก 10 ถง 15 วนาท
- ระยะหางกงกลางขอรอยกดถงขอบชนทดสอบมคาดงน (เทากบ
คา a min) ส าหรบเหลกกลา เหลกหลอ ทองแดง และทองแดงเจอ
อยางนอย 2.5 เทาของเสนผานศนยกลางรอยกดเฉลย (a min =

2,5d) ส าหรบโลหะเบา ตะกว ดบก และสวนเจอของมนอยางนอย
3 เทาของเสนผานศนยกลางรอยกดเฉลย (a min = 3 d)
- ระยะหางระหวางกงกลางของรอยกดทงสอง (เทากบคา bmin)
ส าหรบเหลกกลา เหลกหลอ ทองแดง และทองแดงเจออยางนอย4
เทาของเสนผานศนยกลางรอยกดเฉลย
(bmin=6 d) ส าหรบโลหะเบา ตะกว ดบก และสวนเจอของมน
อยางนอย 6 เทาของเสนผานศนยกลางรอยกดเฉลย (a min = 6
d)
รปท 2.6. แสดงระยะหางของรอยกด คาความหนาต าสดของชน
ทดสอบ S min

รปท 2.7. แสดงความหนาต าสดของชนทดสอบสมพนธกบ
ขนภาระ B และความแขง
(ค านวณจาก 8 เทาของรอยกดลก h)
ตวอยางท 2.2 แสดงวธอานสญลกษณยอของการทดสอบความ
แขงแบบบรเนล
350 HB = ความแขงบรเนล 350 ใชลกบอลขนาดเสนผาน
ศนยกลาง 10 mm แรงทใชกด 29,420 N เวลาทใชกดแช
10 – 15 วนาท
ตามปกตถาไมมตวเลขอยหลง HB แสดงวาใชเกณฑทดสอบ
มาตรฐาน คอ ใชลกบอลขนาดเสนผานศนยกลาง 10 mm แรงท
ใชกด 29,420 N เวลาทใชกดแช 10 –15 วนาท
120 HB 5/250/30 ความแขงบรเนล 120 ใชลกบอลขนาดเสน
ผานศนยกลาง 5 mm แรงทใชกด 2,450 N เวลาทใชกดแช 30
วนาท

Rm = 3,5 HB
170 HB 2,5/62,5 ความแขงบรเนล 170 ใชลกบอลขนาดเสน
ผานศนยกลาง 2.5 mm แรงทใชกด 613 N (62.5 9.81 N =
631 N)
ส าหรบเหลกกลาไมเจอจะมคาความสมพนธระหวางคาความ
ตานแรงดงกบความแขงตามบรเนล ดงน
หนวย N/mm2
รปท 2.8 แสดงการวดขนาดรอยกดบนชนทดสอบดวยเลนส
ขยาย อานคาได 4.6mm

ตารางท 2.4 แสดงความหนาต าสดของชนทดสอบ สมพนธกบเสนผาน
ศนยกลางรอยกดเฉลย
(ค านวณจาก 8 เทาของรอยกดลกh)

ตวอยางท 2.3 แสดงสญลกษณการอานคาความแขงตามวธบ
รเนล
150 HB 5/250/30
คาความแขง อกษรยอของวธการทดสอบ
ขนาดเสนผานศนยกลางของลกบอลเหลก mm
แรงกดทดสอบคณ 9.81 N
เวลาทใชแรงกดทดสอบเปน
วนาท

ตารางท 2.5 การเลอกคาขนภาระ (degree of loading) B คาขนาดเสน
ผานศนยกลางของลกบอลเหลก D
และคาแรงทใชทดสอบ F
วสดโลหะ
ช ว ง
ค า
ค ว า ม
เ ข ง
HB
ข น
ภาร
ะ B
ขนาดเสนผานศนยกลางของ
ลกบอลเหลก (mm)
10 5 2.5 1
เ ห ล ก ก ล า ,
เหลกกลาหลอ,
เหลกหลอเทา ,
เ ห ล ก หล อ อ บ
เหนยว, ไททา
เนยมเจอ
67
ถง
450
30
2942
0
(300
0)
7355
(750
)
1840
(187.
5)
294
(130
)
แรง
ท
ใ ช
ก ด
ท ด
ส อ
บ
เปน
N
(kp
)
โลหะเบา (หลอ
เจอและเหนยว
เจอ) ทองแดง,
ท อ ง เ ห ล อ ง ,
บรอนซ
22
ถง
315
10
9800
(100
0)
2450
(250
)
613
(62.5
)
98
(10)
อ ะ ล ม เ น ย ม
บ ร ส ท ธ ,
แ ม ก น เ ซ ย ม ,
ส ง ก ะ ส ,
ทองเหลองหลอ
11
ถง
158
5 4900
(500)
1225
(125
)
306.5
(41.2
5)
49
(5)

โลหะรองเพลา,
ตะกวเจอ 6 ถง
78 2.5
2450
(250)
613
(62.
5)
153.2
(15.6
25)
24.5
(2,5)
ต ะ ก ว ด บ ก
โลหะออน
3 ถง
39
1.2
5
306,5
(31.2
5)
306,
5
(31.
25)
76.6
(7.81
25)
12.2
(1.2
5)

ตารางท 2.6 แสดงคาความแขงบรเนลจากแรงกดและรอยกด

การทดสอบตามวธรอคเวล(Rockwell)
รปท 2.9. แสดงขนตอนการทดสอบความแขงตามวธรอ
คเวล
จะใชเพชรรปกรวยมมม 120 หรอ ตามรอกเวล HRB จะใชลก
บอลเหลกกลา เสนผานศนยกลาง 1/6
ตามวธ HRC จะใชทดสอบกบชนทดสอบทเปนเหลกกลาชบแขง
และตามวธ HRB จะใชทดสอบกบเหลกกลาไมชบแขง ผวทดสอบ
จะตองเรยบ (Ra = 0,8 m ถง 1,6m) เปนมนปราศจากวสดอน
รวมทงสารหลอลน
ก) จากรปขางบน ขนแรก (ซายสด) กดหวเพชรบนชนงาน
ทดสอบดวยแรงกดน า 10 kp เปนเวลานาน 5 ถง 8 วนาท โดยได
ความลกเปนระยะ 1 ตอจากนน จะตงเขมนาฬกาไปทเลขศนย
ข) ขนทสอง (รปกลาง) ใชแรงกดเพมเขาไปอก 140 kp รวมได
150 kp (แรงกดน า + แรงกดเพม) ท าใหหวเพชรกดเขาไปใน

ชนงานทดสอบได ความลกเปนระยะ = 2 เปนเวลานาน 5 ถง 8
วนาท เขมของนาฬกาวดจะหมนทวนเขมนาฬกาจาก 100 ไปยง
(ตวอยางเชน) ราว ๆ 40
ค) ขนทสาม จะลดแรงกดเพม 140 kp ออกท าใหเหลอแรงกดน า
เพยง 10 kp ดวยเหตน ท าใหเขมวดของนาฬกาถอยกลบจาก
ราวๆ 40 มายงราวๆ 60ตามตวเลขทกลาวมาครงนจะเปนคาความ
แขงของรอกเวล : HRC = 60
ในเครองทดสอบความแขงสมยใหมสามารถอานคาความแขงรอก
เวลทนาฬกาไดทนท แตในกรณนจะเอาคาความแขงจากรอกเวล
จากระยะความลก e ของหวเพชรตามสตรค านวณ (ขางบน)
ความลกรอยจก e อนญาตใหไดสงสดไมเกน 1/10 ของชนงานท
ทดสอบ ดวยเหตนผวชนงานชบแขงบางทชบดวยแกสไนโตรเจน
จงไมสามารท าการทดสอบได
ตวอยางท 2.4 แสดงการอานสญลกษณยอ
45 HRC = ความเขงตามรอกเวล 45 ตามวธรอกเวล C
80 HRB = ความแขงตามรอกเวล 80 ตามวธรอกเวล B
การทดสอบความแขงรอกเวล โดยใชบอลเหลก (HRB) จะกระท า
คลายวธใชเพชรรปกรวย เพยงแตเปลยนรปเพชรกรวยมาเปนลก
บอลเหลกชบแขง ใชแรงกดน า 10 kp แรงกดทเพมเตม 90 kp
ความหนาของชนทดสอบจะเทากบ 12 เทาของรอยกดลกเปน
อยางต า

ตารางท 2.7. แสดงตารางคาความแขงของวสดตามรอกเวล
วสด ความแขงตามรอก
เวล kp/mm2
เหลกกล าชบแข ง
ดวยเปลวไฟ 54
เ ห ล ก ก ล า เ พ ม
คารบอน 62
เหลกกลาไนโตร 68
ในการทดสอบโลหะไมใชเหลก หรอพลาสตก ฉนวนและปะเกน
จะใชบอลเหลกกลาขนาดเสนผานศนยกลาง 1/8 1/4 หรอ 1/2
โดยขนอยกบความแขงของวสดแตละชนด แรงทใชทดสอบม 588
N 980 N หรอ 1471 N เชน การทดสอบความแขงของพลาสตก
โดยวธทดสอบ HRL ใชบอลเหลกขนาดเสนผานศนยกลาง 1/4
แรงกดทดสอบ 588 N ส าหรบวสดแนววนและวสดปะเกน ใชวธ
ทดสอบแบบ HRR ใชลกบอลเหลกขนาดเสนผานศนยกลาง 1/2
แรงกดทดสอบ 588 N สวนการทดสอบความแขงตามวธรอกเวล
HRA ใชทดสอบความแขงของวสดทแขงมาก เชน วลแฟรมคาร
ไบด และอนๆ (ระหวาง 60 ถง 88 HRA)
วธรอกเวล HRB ใชทดสอบวสดทแขงปานกลาง เหลกกลาไมชบ
แขง ทองเหลอง บรอนซ (ระหวาง 35 ถง 100 HRB)
วธรอกเวล HRC ใชทดสอบเหลกกลาชบแขง (ระหวาง 20 ถง 70
HRC)

วธรอกเวล HRF ใชทดสอบเหลกแผนบางทผานการรดเยน
ทองแดง และทองเหลองทผานการอบมาแลว (ระหวาง 60 ถง 115
HRF)
รปท 2.10 แสดงความสมพนธของความหนาต าสดกบคาความ
แขงรอกเวลของชนทดสอบ [5]
2.1.3 การทดสอบแรงการลา
ทฤษฎและเครองมอทดสอบ
การลาเปนความเสยหายของวสดจากการรบแรงเคน
แบบซ าหรอแบบเวยนรอบ จ านวนรอบของการรบแรงทท าใหวสด
แตกหกจะขนอยกบขนาดของแรงเคนทกระท าและ เงอนไขอนๆท
กระท ากบวสดเชน การดดงอเสนลวดจนแตกหกดวยอตราเรวคา
หนงพบวาตองท าการดดงอนานกวาดวยจ านวนครงท มากกวาเมอ

เทยบกบการดดงอเสนลวดเดยวกน ดวยอตราการดดงอทเรวขน
เปนสองเทา นนคอแมจะใช แรงเคนเทากนแตถาเพมอตราเรวและ
องศาของการดดงอจะท าใหวสดแตกหกเรวขน โดยไมเกยวของ
กบขนาดของแรงเคนทกระท า
ชนสวนโลหะหลายประเภททน าไปใช เพอการรบแรงเคน
แบบหมนรอบหรอแบบ ซ าๆ เกดความเสยหายท แรงเคนต ากวา
แรงเคนปกตทสามารถรบได อยางมากความเสยหาย เหลานท
เกดขนภายใต การรบแรงเคนแบบหมนรอบหรอแบบซ าๆ เรยกวา
ความเสยหายจาก การลา (fatigue failures) ยกตวอยางชนสวน
เครองจกรทมความเสยหายจากการลาได แก
ความเสยหายจากการลาของเพลาเหลกทมรองบากดงรปท
2.11 ปกตความเสยหาย จากการลาจะเรมเกดทจดศนยรวมแรง
เคนเชนสวนทเปนมมหรอรองบากหรอบรเวณทม ต าหนหรอม
สงเจอปนทางโลหะวทยา จากจดเรมแตกรอยแตกจะลกลามไปยง
ดานตรงขาม ของชนสวนภายใต การหมนหรอการรบแรงเคน
แบบซ าๆ ในระหวางขนตอนน ของ กระบวนการลา บรเวณทจบ
ยด (clamshell) หรอบรเวณขอบรอยบาก (beach mark) ของ
ชนสวนจะมขนาดใหญขน สดทายบรเวณทเปนพนท หนาตดจะ
ลดนอยลงจนไมสามารถรบ แรงเคนไดอก จากนนชนสวนจะเกด
การแตกหกอยางสมบรณโดยปกตพนผวรอยแตกมสอง บรเวณท
ตางกน กลาวคอบรเวณทมผวเรยบซงเกดจากการขดสกนของผว
รอยแตกเรมตน ดง รปท 2.11 กลายเปนรอยแตกลกลามไปทว
หนาตดและอกบรเวณหนงเปนบรเวณพนผวทขรขระซงเกดจาก
การแตกหกของพนทหนาตดทเหลอรบแรงเคนทสงเกนไปกวาจะ
รบไดใน รป ท 2.12 รอยแตกจากการลาจะลกลามตลอด
พนทหนาตดกอนเกดการแตกหกในทายทสด

รปท 2.11 พนผวการแตกหกจากการลาของเหลกกลา 1040(2x)
รปท 2.12 พนผวเรยบจากการขดสของรอยแตกเรมตน
ชนสวนตะขอรถเครน ชนสวนเครองจกรและผวของ
เครองบนจะเกดการแตกหก เสยหายจากการรบแรงเคนแบบเวยน

รอบ ปกตแรงเคนท เกดเฉพาะบรเวณเหลานท าให เกด การ
เปลยนแปลงโครงสรางอยางถาวร ภายในชนงาน ตลอดจนเกด
รอยราวและแตกหก หลงจากรบแรงสลบไปมาจ านวนหนง โดย
เรมแรกจะเกดรอยราวจากนนแรงเคนทเกดขน รอบรอยราว จะท า
ใหวสดแตกหก โดยเฉพาะในวสดเปราะภายใต แรงเคนดงจะท า
ให เกด ความเขมขนแรงเคนทบรเวณปลายของรอยราวท าให
รอยราวลกลามจนชนงานแตกหก ชวงทรอยราวลกลามวสดจะม
ความเครยดแบบถาวร ความเสยหายจากการลาสวนใหญเรมจาก
รอย แตกขนาดเลก (microscopic cracks) ซงเกดการลกลามและ
ขยายตวจากแรงเคนทสะสม เพมขนจนกระทงเกนจดแตกหกของ
วสดรอยราวเหลานมกเกดจากแนวการเลอน (slip lines) ซง
เกดขนในวสดจากการรบแรงเคนแบบซ าๆ และเกดจากดส
โลเคชนขนาดเลกโดยมความ บกพรองเชนรอยขดขวนทพนผว
รองบาก สงเจอปน และจดบกพรองอนๆ เปนจดก าเนดของ รอย
ราว การน าชนงานโลหะเหนยวเนอเดยวกนไปรบแรงเคนแบบ
หมนรอบจะท าให เกดการ เปลยนแปลงโครงสรางพนฐานใน
ระหวางกระบวนการลาดงน
1. การเกดจดเรมตนของรอยแตกหกเปนขนเรมตนของการ
เสยหายจากการลา
2. การเตบโตของรอยแตกในรปของแถบการเลอน จดเรมตนของ
รอยแตกทเกดจาก การเสยรปถาวรมาจากกระบวนการทไม
สามารถเกดการเสยรปยอนรอยเดมได อยางสมบรณ การเสยรป
ถาวรในทศทางหนงแลวเกดสลบในทศทางกลบกนเปนเหตท าให
พนผวเกดสน และรอง เรยกวาการขบออกของแถบการเลอน
(slipband extrusion) และการยบเขาของแถบ การเลอน
(slipband intrusion) เกดขนบนพนผวของชนทดสอบโลหะ (รปท
2.13) เชนเดยวกบ ความเสยหายทเกดขนในโลหะตลอดแถบการ
เลอนท เกดขน ความไมสม าเสมอของพนผว และความเสยหาย

ตลอดแถบการเลอนทเกดขนเปนเหตท าให เกดรอยแตกทบรเวณ
พนผวหรอ ทบรเวณใกลพนผว ซงจะลกลามเขาไปในชนทดสอบ
ตลอดระนาบทไดรบแรงเคนเฉอนสง ขนนเรยกวาการเตบโตขนท
หนง (stage I) ของรอยแตกจากการลาและอตราการเตบโตของ
รอยแตกโดยปกตจะชามาก ประมาณ m/cycle
รปท 2.13 กลไกในการเกดการขบออกและการยบเขาของแถบ
การเลอน
3. การเตบโตของรอยแตกบนระนาบทไดรบแรงเคนเฉอนสง ใน
ระหวางขนทหนง รอยแตกอาจเตบโตในโลหะหลายผลกแตจะม
ขนาดเพยงสองถงสามเกรนเทานน กอนทจะเปลยนทศทางไปใน
ทศตงฉากกบแรงเคนดงสงทสดบนชนทดสอบโลหะการเตบโตใน
ขนทสอง (stage II) รอยแตกจะเกดการลกลามดวยอตราคอนขาง
เรวเชน m/cycle จากนนรอง การลา (fatigue striation) จะ
โตขนอยางตอเนองกลายเปนรอยแตกขวางพนทหนาตดชน
ทดสอบ (รปท 2.11) รองการลาเหลานจะเปนประโยชนในการ
วเคราะหความเสยหายจากการ ลาในการก าหนดจดเรมและ
ทศทางของการลกลามของรอยแตกจากการลา
4. ความเสยหายแบบเหนยวสงสด (ultimate ductile failure)
สดทายเมอรอยแตก ครอบคลมพนทมากพอจนหนาตดของเนอ

โลหะท เหลอไมสามารถรองรบแรงทกระท าชนทดสอบจะเกดการ
แตกหกแบบเหนยว ตวแปรหลกทมผลกระทบตอความแขงแรงการ
ลาของโลหะความแขงแรงการลาของ โลหะหรอโลหะผสม
นอกจากไดรบผลกระทบจากองคประกอบทางเคมของโลหะแลว
ยง ไดรบผลกระทบจากตวแปรอนๆ ดวยตวแปรทส าคญทสดไดแก
1. จดรวมแรงเคน (stress concentration) ความแขงแรงการลา
จะลดลงอยางมากถามจด สะสมแรงเคน เชนรอยบาก ฟองอากาศ
รองสลกและการเปลยนรปของหนาตด ตวอยางเชน ความเสยหาย
จากการลาในรปท 2.11 ซงเรมเกดจากรองสลกในเพลาเหลก
ความเสยหายจาก การลาสามารถลดไดโดยการออกแบบอยาง
ระมดระวง โดยหลกเลยงรปทรงท จะท าใหเกดการสะสมของแรง
เคน
2. ความหยาบของพนผว (surface roughness) ปกตพนผว
สดทายของชนทดสอบ โลหะทมความเรยบมากกวามความ
แขงแรงการลาทสงกวา เนองจากพนผวหยาบจะมการ สะสมแรง
เคนซงจะท าใหงายตอการเกดรอยแตกจากการลา
3. สภาวะของพนผว (surface condition) เนองจากความเสยหาย
จากการลาสงสดเรม เกดทผวของโลหะดงนนการเปลยนแปลง
สภาวะของพนผวจงมความส าคญตอความแขงแรง การลาของ
โลหะยกตวอยางกระบวนการชบผวแขง เชน carburizing และ
nitriding ซงจะท าใหพนผวของเหลกกลาแขงขนสงผลท าใหม
อายการลาเพมขน ในทางตรงขาม decaburizing จะท าใหพนผว
ของเหลกออนลงและมอายการลาลดลง เชนเดยวกบการท าให
พนผวของโลหะ มแรงเคนตกคางโดยการขนรปจะชวยเพมอาย
การลาได
4. สงแวดลอม (environment) ถาโลหะมการรบแรงเคนแบบ
หมนรอบในสงแวดลอม ทกอให เกดการกดกรอน การกดกรอน
ทางเคมจะเรงอตราการลกลามของรอยแตกจากการลา การ

รวมกนของการกดกรอนกบการรบแรงเคนแบบหมนรอบของโลหะ
เรยกวาการลาจาก การกดกรอน (corrosion fatigue)
แรงเคนท าให เกดการแตกหกจากการลาจะก าหนดจากระดบ
ความแตกตางและชนด ของแรงเคน โดยแรงเคนอาจเปนแรงเคน
ตามแนวแกน แรงเคนเฉอน บด หรอดดงอคาแรง เคนทวสดเกด
การแตกหกจากการลาเรยกวาความแขงแรงการลา ( fatigue
strength) แรงเคน จ ากด (limiting stress) หรอแรงเคนวกฤต
(critical stress) เปนแรงเคนในชวงทวสดสามารถ รบแรงแบบ
ซ าๆ โดยไมแตกหกและไมขนกบจ านวนรอบ ซงเรยกวาขดจ ากด
ความทนทาน (endurance limit)
การทดสอบการลาเปนการทดสอบแบบระยะยาว บางครงอาจเปน
เดอนหรอเปนป ปกตการทดสอบการลาจะไมใชในกระบวนการ
ควบคมคณภาพหรอการตรวจสอบ เนองจาก ตองใช เวลาและ
ความพยายามคอนขางมากในการจดเกบขอมลทจ าเปน โดยใน
การทดสอบ การลามเครองมอหลายชนดแตทกชนดมสองสงท
เหมอนกนคอตองสามารถนบจ านวนรอบ การหมนอยางถกตองจน
กรทงชนงานแตกหก และตองสามารถบนทกแรงเคนทท าให
ชนงานแตกหกได อยางถกตอง ถามการทดสอบกบชนทดสอบ
หลายชนดวยแรงเคนและ

รปท 2.14 กราฟผลการทดสอบการลา
จากรปท 2.14 จะพบวาเสนกราฟมลกษณะเปนเสนทคอนขางตรง
สองเสนมาบรรจบ กน และถาท าการลากเสนกราฟลางมาตดกบ
แกนของแรงเคนจะท าใหไดคาขดจ ากดแรงเคน หรอแรงเคน
วกฤต (Sc ) ของวสด
อณหภมเปนตวแปรทมผลกระทบตอความแขงแรงการลา
ของวสด คอเมออณหภม เพมขนความแขงแรงของวสดจะลดลง
ท าให ความแขงแรงการลาและขดจ ากดการลา (endurance
limit) ลดลงดวย นอกจานนความแขงแรงการลาของโลหะยง
ไดรบผลกระทบ จากสวนประกอบทางเคมและโครงสรางจลภาค
ของวสดเชนการเตมธาตผสมบางชนดจะท าให ความแขงแรงการ
ลาของโลหะเพมขนรวมทงกระบวนการตางๆ เชนกระบวนการทาง
ความรอนและการขนรปเยนจะชวยใหโลหะมความแขงแรงการลา
เพมขนเชนกน นอกจากนการท าผวสดทายของวสดใหเรยบหรอ
กระบวนการตางๆทจะชวยลดการเกดของดสโลเคชน และลดจด

เรมเกดหรอการขยายตวของรอยแตกลวนชวยใหวสดมความ
แขงแรงการลาเพมขน
กระบวนการทดสอบ
การทดสอบการลาสามารถใชเครองทดสอบไดหลายชนด
เชน เครองทดสอบแรงเคน แนวแกน เครองทดสอบแรงเคนการดด
งอเครองทดสอบแรงเคนเฉอนบดและเครองทดสอบอเนกประสงค
(Universal testing machine) โดยในการก าหนดอายการลาของ
วสดจะท าการ ทดสอบการลากบชนทดสอบทมขนาดไมใหญมาก
ในลกษณะของการหมนแทนเหลก ซง ขณะทหมนชนทดสอบจะ
ไดรบแรงสลบกนระหวางแรงกดกบแรงเคนดงในปรมาณท เทากน
(รปท 13.5) ชนทดสอบทใชในการทดสอบการลาแบบพบงอ
(reversed bending) ของ R.R. Moor ดงรปท 13.6 จะตองท า
การขดเงาผวชนทดสอบจนถงตรงแกนกลาง โดยขอมลจากการ
ทดสอบจะน ามาบนทกใน
รปของกราฟ SN คอบนทกแรงเคน S เทยบกบจ านวนรอบการ
หมน N ทท าใหวสดแตกหก
รปท 2.15 ภาพเครองทดสอบการลาโดยการพบงอแบบหมนรอบ
ของ R.R.Moore

รปท 2.16 ภาพรางแทงชนทดสอบการลาแบบหมนรอบ
ตวอยางกราฟ SN ของเหลกกลาคารบอนสงและโลหะผสม
อลมเนยมความแขงแรง สงดงรปท 2.17 พบวาโลหะผสม
อลมเนยมแรงเคนทท าให เกดความเสยหายจะลดลงเมอ จ านวน
รอบการหมนเพมขน ในขณะทเหลกคารบอนในชวงแรกมความ
แขงแรงการลาลดลง เมอจ านวนรอบการหมนเพมขน จากนน
เสนกราฟจะอยทระดบคาคงทคาหนงซงความ แขงแรงการลาไม
ลดลงอกแมจ านวนรอบการหมนจะเพมขนกตาม ระดบคาคงทใน
กราฟ SN นจะเรยกวาขดจ ากดการลาหรอขดจ ากดความทนทาน
ซงกรณนมคาประมาณ 320 MPa ทจ านวนรอบการหมนระหวาง
106 กบ 1010 รอบ เหลกกลาผสมหลายชนดจะมขดจ ากดความ
ทนทานประมาณครงหนงของคาความแขงแรงดง ในขณะทโลหะ
ผสมทไมใชเหลก เชน โลหะผสมอลมเนยมจะไมปรากฏขดจ ากด
ความทนทานและมความแขงแรงการลาต า โดยม คาเปนหนงใน
สามของคาความแขงแรงการดงปกต

รปท 2.17 กราฟแรงเคนกบจ านวนรอบการหมน (SN Curve) วน
การทดสอบการลาของโลหะผสมอลมเนยม 2014-T6 และ
เหลกกลาคารบอนปานกลาง 1047
การทดสอบการลาในลกษณะการหมนรอบดวยการยดชน
ทดสอบทรงกระบอกไวท ปลายดานหนงของเครองทดสอบแลว
ถวงน าหนกไวทปลายอกดาน ในชวงแรกพนผวดานบน ของชน
ทดสอบจะรบแรงดงและดานลางจะรบแรงอด เมอท าการหมนไป
ครงรอบพนผวดานบนจะเคลอนไปอยดานลางและรบแรงอด สวน
ผวดานลางจะพลกมาอยดานบนและรบแรงดงและเมอท าการหมน
ครบรอบพนผวทงสองจะกลบมารบแรงแบบเดมอกครง ตลอดการ
ทดสอบชนทดสอบจะรบแรงสลบกลบกนเชนนตอเนองกน โดยแรง

เคนสงสดทกระท ากบชน ทดสอบสามารถค านวณไดดวยสมการ
ตอไปน
σ = 10.18 x
เมอ σ คอแรงเคนสงสด (ปอนดตอตารางนว หรอเมกกะพาสคาล)
L คอความยาวชนทดสอบ (นว หรอเมตร)
F คอแรงกระท า (ปอนดหรอนวตน)
d คอเสนผานศนยกลางชนทดสอบ (นว หรอเมตร)
ตวอยางท 2.5
จงหาแรงเคนสงสดเมอแทงทดสอบมขนาดเสนผานศนยกลาง 0.5
นวยาว 12 นว ซง รบแรงกระท า 50 ปอนด
σ = 10.18 x
= 48,864 lb/
ตวอยางท 2.6
จงหาเสนผานศนยกลางนอยสดของชนทดสอบซงยาว 12 นว
โดยวสดมความแขงแรง การลา (แรงเคนสงสด) 80,000 ปอนดตอ
ตารางนวและสามารถรบแรงกระท า 2,000 ปอนด
d3 = 10.18 x
d =

= 1.45 in.
ปกตกระบวนการทดสอบการลาจะมหลายแบบเพอใชกบชน
ทดสอบในแบบตางๆ โดยแบบแรกเปนการทดสอบชนทดสอบดวย
กระบวนการใหแรงเคนสง ซงจะท าใหชน ทดสอบแตกหกอยาง
รวดเรว และแบบทสองเปนการใหชนทดสอบรบแรงเคนต าจนกระ
ทง ชนงานแตกหกโดยการทดสอบจะด าเนนไปในลกษณะของ
การลดแรงเคนลงอยางตอเนองใน ขณะทเพมจ านวนรอบขนอยาง
ตอเนองจนกวาแรงเคนทกระท ามคาต ากวาขดจ ากดการลาของ
วสดซงวสดจะไมแตกหก[6]
2.1.4 การทดสอบการกระแทก (Impact Testing)
ทฤษฎและเครองมอการทดสอบ
การทดสอบการกระแทกเป นการวดการส งถ าย
พลงงานทจ าเปนในการแตกหกของวสดคาความแขงแรงการ
กระแทกจะบงบอกถงความสามารถในการรบแรงแบบฉบพลน
(shock load) แมพลงงานไมสามารถสรางและท าลาย แตพลงงาน
การกระแทกจะสญเสยไป ในหลายลกษณะเชน ถกใชในการเสย
รปแบบยดหยนและแบบถาวรของวสดและแรงเสยด ทานจากการ
เคลอนทของชนสวนตางๆเปนตน โดยการออกแบบโครงสรางและ
เครองจกร ประการแรกตองใหชนงานสามารถดดซบพลงงานให
ได มากทสดเทาจะเปนไปไดในชวงของ การยดหยน และประการ
ท สองคออาศยการหนวงบางรปแบบเพอลดการดดซบพลงงาน
ของเครองในการทดสอบการกระแทกจะใชพลงงานของลกตมก
ระแทกใหชนทดสอบแตกหก โดยพลงงานจะนยามเปนงานซงเป
นแรงทกระท าเปนระยะทางหนงดงสมการ W = FD เมอ W คอ

งาน (ปอนดฟต หรอ นวตนเมตร) F คอแรงทกระท า (ปอนดหรอ
นวตน) D คอระยะทางในชวงทแรงกระท า (นว หรอเมตร)
วตถประสงคการทดสอบการกระแทกคอการวดงานทใชใน
การแตกหกภายใตการกระแทกอยางฉบพลน ซงสามารถหาได
จากการปลอยลกตมททราบคาน าหนกแนนอนลงบนชนทดสอบด
วยความสงคาหนงดงรปแลวท าการค านวณคาการดดซบพลงงาน
การกระแทกหรอความตานทานการกระแทกของวสดจากผลตาง
ของระดบพลงงานศกยของลกตมกอนและหลงการกระแทกดวย
สมการตอไปน
E = w(h-h’)
หรอ = mg(h-h’) (ในหนวยเมตรก)
เมอ E คอ พลงงานทไดจากการปลอยตมน าาหนก
(ปอนดฟต หรอ นวตนเมตร)
w คอ น าหนกของลกตม (ปอนด
m คอ มวลของตมน าหนก (กโลกรม)
h, h’ คอ ความสงของลกตมกอนและหลงกระแทก
ตามล าดบ (ฟต หรอเมตร) g คออตรา
แรงจากแรงดงดดของโลก ( 9.81 เมตรตอวนาทก าลงสอง)

รปท 2.18 ลกษณะการท างานของเครองทดสอบการกระแทก
ตวอยางท 2.7 จงหาคาพลงงานทเกดขนจากการตกกระแทกพน
ของกระปองโซดาหนก 12 ออนซ (0.34 กโลกรม) ทหลนจากตก
สง 100 ฟต (30.5 เมตร)
วธท า
E = 0.75 lb x 100 ft.
= 75 ft-lb
หรอ = 0.34 kg x 9.81 m/s2 x 30.5 m.
= 102 N.m
สมบตของวสดทสมพนธกบการแตกหกเรยกวาความแกรง
(toughness) โดยสาเหต ของการแตกหกมาจากการกระแทกหรอ
แรงกระท าแบบฉบพลน โดยความเหนยวและความแขงแรงจะม
อทธพลอยางมากตอความแกรงของวสดและโดยทวไปจะใชการ
ทดสอบการ กระแทกในการวดความแกรงของวสด
แรงทกระท าในการทดสอบการกระแทกสามารถท าไดทงใน
รปของการดดงอการดงการอด หรอการบดแตทนยมใชคอแรงดด

งอและทนยมใชนอยสดคอแรงดงสวนแรงอดและแรงบดจะใช
เฉพาะกรณเทานน การตกระแทกสามารถท าไดดวยการปลอยลก
ตมน าหนกการเหวยงลกตมหรอการหมนวงลอ บางการทดสอบ
จะเปนการทดสอบการแตกหกของชน ทดสอบดวยการกระแทก
เพยงครงเดยวและบางการทดสอบเปนการแตกหกชนทดสอบดวย
การกระแทกหลายครงดวยน าหนกเดม โดยเพมความสงลกตมขน
เรอยๆจนชนงานแตกหก
อยางไรกตามการทดสอบทนยมใชโดยทวไปไดแกการ
ทดสอบการกระแทกแบบ ชารปและแบบไอซอด (Chapy and
Izod impact tests) โดยการทดสอบทงคนจะท าการใสแรงกระท า
ดวยการเหวยงลกตมและใชชนทดสอบทมรองบากและมขนาดเลก
และการทดสอบจะเปนการใสแรงดวย การดดงอการทดสอบทง
สองแบบนตางกนทการออกแบบชนทดสอบและความเรวของลกต
มในการกระแทกชนทดสอบ ในการทดสอบแบบชารปชนทดสอบ
จะถกยดในลกษณะเปนคานเดยว (single beam) แลวตกระแทกท
บรเวณดานหลงของรองบากสวนในการทดสอบแบบไอซอดจะยด
ชนงานในรปของคานโยกและตกระแทกทปลายอกขางหนง
ดานหนารองบาก ในการทดสอบเหลาน การดดซบพลงงานจะ
เพมขนในชนทดสอบในการทดสอบแบบไอซอดจะถกยดปลายข
างหนงในแนวตงดวยหวจบทตดอยกบฐาน ความเรวมาตรฐานใน
การเหวยงลกตมในการทดสอบการ กระแทกแบบไอซอดคอ 11.5
ฟตตอวนาทในขณะท การทดสอบแบบชารปชนงานจะถกยด
ปลายทงสองขางและอยในแนวนอนโดยใช ความเรวลกตมในการ
กระแทก 17.5 ฟตตอวนาทการบากชนทดสอบทงสองแบบเปนการ
เพมแรงเคนเฉพาะบรเวณ ซงจะท าให เกดการดดซบของพลงงาน
ทจดเดยวและทราบบรเวณทชนงานจะเกดการแตกหกถาไมมการ
บากแรงเคนจะกระจายไปทวทงชนงาน ซงจะท าใหชนงานเกด
การเสยรปถาวรจากการดดงอมากกวาทเกดการแตกหก ซงจะท า
ใหผลการทดสอบท ไดไมสามารถน าไปใชงานไดทงนเนองจาก

วตถประสงคการทดสอบการกระแทกเปนการวดปรมาณพลงงาน
ทตองการในการ แตกหกของวสด
กระบวนการทดสอบ
สวนประกอบทจ าเปนตองไดมาตรฐานในการทดสอบการ
กระแทกได แก กระบวนการทดสอบแทนวางชนงาน ชดรองรบ
ชนงาน ชนทดสอบ น าหนกของลกตม และความเรวการกระแทก
ของลกตม
รปแบบทางทฤษฎของเครองทดสอบการกระแทกแบบ
แตกหกในคราวเดยว (single blow)ควรเปนดงน
ตมน าหนกทเคลอนทควรจะใหพลงงานจลนทมากพอทจะท า
ใหชนทดสอบ แตกหกในบรเวณทก าหนด
แทนวางและชดรองรบชนงานท สามารถท าใหชนงานรบ
แรงทกระแทกไดเตมท
กรรมวธส าหรบการวดพลงงานหลงเหลอของลกตมหลงจาก
ทชนงานแตกหก
พลงงานจลนการกระแทกจะท าการวดและควบคมจากน าหนก
กบระดบความสงทวดจากกงกลาง
น าหนกของลกตมทถกปลอยลงมาอยางอสระและลกตมควรจะถก
ยดเปนอยางด เพอลดอทธพลของการแกวงดานขางหรอแรงหนวง
และความเสยดทานคอตองอย ในสภาพทยดแนนเมอเหวยง
กระแทกกบชนงานดงนนตองหากลไกการขจดสงตางๆ เหลาน
เพอลด ผลกระทบจากการยดเหนยวความเรงและการสนแทนวาง
ชนงานควรจะมน าหนกมากพอเมอเทยบกบพลงงานจากการ
กระแทกของลกตม และไมท าใหพลงงานการกระแทกเกดการ
สญเสยจากการเสยรปหรอการสนของแทนวางและชนงานจะตอง
ถกยดอยางดและอยในต าแหนงทถกตองตลอดการทดสอบ

การทดสอบแบบชารป Charpy test)
เครองทดสอบการกระแทกแบบชารปปกตจะมขนาด 220
ปอนดฟตส าหรบทดสอบโลหะและ 4 ปอนดฟตส าหรบชนงาน
พลาสตก (ASTM E23) ลกตมประกอบดวยแขนยด ลกตมทคอน
ขางเบาแตแขงแกรงและมกอนน าหนกตดอย ทปลายลกตมนจะ
เคลอนผานระหวางขาตงเครองสองขา โดยมใบมดตดไวทขอบ
ดานทจะกระแทกกบชนทดสอบซงตอง กระทบกบชนงานบรเวณ
ดานหลงและเปน สวนทลกทสดของรองบาก
รปท 2.19 การทดสอบแบบชารป

ชนทดสอบมาตรฐานมขนาด 10 x 10 x 55 มลลเมตรและมการ
บากตรงกลางชนงาน ไวทดานหนง ซงบางการทดสอบตองการร
องบากทเปนแบบรกญแจ (keyhole notch) หรอ เปนแบบตวย (U-
shaped notch) ดงรปท 8.4 โดยชนทดสอบจะถกวางไวระหว
างแทนรองรบชนงาน โดยวางใหฝงตรงขามรองบากหนไปในทาง
ท จะท าการกระแทกคอใบมดทตดอยกบ ลกตมจะตองกระแทกเขา
กบดานหลงรองบากของชนงานท บรเวณกงกลางระหวางแท
นรองรบชนงาน จากนนท าการยกลกตมขนไปยงมมกอนกระแทก
แลวปลอยลกตม เหวยงลงมากระแทกกบชนทดสอบ
ลกตมกระแทกตองยกขนดวยมมททราบคาแนนอนคอ α
ในทางทฤษฎ ถาลกตมไมมความตานทานใดๆ เมอท าการปลอย
ลกตมควรจะมมมหลงเหวยงทดานตรงขามเทากบมม α เทาเดมซง
ในความเปนจรงจะมความเสยดทานของเครองดงนนในการ
ทดสอบ ควรรวมพลงงานทสญเสยไปกบความเสยดทานเหลานด
วย เมอท าการทดสอบใหยกลกตมไป ทมม α จากนนวางชน
ทดสอบเขากบแทนวางปลอยตมน าหนกลงมาโดยใหเหวยงอยาง
อสระ เมอลกตมเหวยงกระแทกกบชนทดสอบจะเกดการถาย
พลงงานสวนหนงใหกบชนทดสอบจน เกดการแตกหกจากนนลกต
มจะเหวยงเลยไปยงฝงตรงขามดวยมมยก
เทากบ β

รปท 2.20 วธการทกสอบแรงกระแทก

เมอท าการบนทกคาน าหนกของลกตม ความยาวของแขนลก
ตมรวมทงมมยกเรมตนกบมมยกหลงกระแทกของลกตม (α และ β)
จากนนท าการค านวณดวยสมการตอไปน
E = wr (cos β - cos α)
หรอ = mgr (cos β - cos α)
เมอ E คอ พลงงานทใชในการแตกหกของชนทดสอบ
(ปอนดฟตหรอนวตนเมตร)
w คอ น าหนกลกตม (ปอนต
m คอ มวลของลกตม (กโลกรม)
g คอ ความเรงจากแรงดงดดโลก (9.81 เมตรตอวนาทยก
ก าลงสอง)
r คอ ความยาวแขนลกตม (ฟต หรอเมตร)
α คอ มมยกลกตมเรมตนกอนกระแทก
β คอ มมยกลกตมสดทายหลงกระแทก
ตวอยาง 2.7
หากท าการทดสอบการกระแทกแบบชาร ป กบชนทดสอบ
มาตรฐานโดยใชลกตม หนก 50 ปอนดซงมแขนยาว 36 นวดวย
มมยกเรมตน 760 และมมยกหลงกระแทก 320 ถามวา ชนงานดด
ซบพลงงานไว เทาไรกอนแตกหก
E = 50 lb x 3 ft. x (cos320 – cos760 )
= 91 ft-lb 3.2

การทดสอบแบบไอซอด (Izod test)
เครองทดสอบการกระแทกแบบไอซอดปกตจะมขนาด 120
ปอนดฟตสวนการทดสอบจะเปนแบบเดยวกนกบแบบชารปถงแมว
าชนทดสอบและรปแบบการทดสอบจะตางกน ใน การทดสอบการ
กระแทกแบบไอซอดลกตมจะกระแทกดานหนาของชนทดสอบท
มรองบาก ซงจะกลบกนกบการทดสอบแบบชารปสวนชนทดสอบ
แบบไอซอดจะมขนาด 10 x 10 x 75 มลลเมตร โดยมมมของรอง
บาก 45o ลก 2 มลลเมตรดงรปท 8.7 ความแขงแรง การกระแทก
ของชนทดสอบจะขนอยกบคามมหลงกระแทก ซงปกตคาพลงงาน
การกระแทก ในหนวยปอนดฟตสามารถอานไดโดยตรงจากหน
าปดเครองทดสอบ
รปท 2.21 การทดสอบแบบไอซอด
ตวอยาง 2.8 ชนทดสอบมการดดซบพลงงานเทาไรถาใชลกต
มหนก 30 กโลกรมทมแขนยาว 75 เซนตเมตรยกดวยมมกอนก
ระแทก 76 แลวไดมมยกหลงกระแทกเทากบ 22
E = 30 kg x 9.81 m/s2 x 0.75 m x (cos22o – cos76 )
= 151 N.m

การทดสอบแฮททจลเนอร -Turner test)
การทดสอบการกระแทกแบบแฮททจลเนอรโดยปกตจะใช
ในการทดสอบกบวสดไม ซงจะวดดวยปลอยลกตมน าาหนกลงมา
กระแทกกบชนทดสอบในแนวดงตามแรงโน มถวงต าแหนง
กระแทก MY 318 227 ชนทดสอบจะเปนชนไมซงปกตจะมขนาด
2 x 2 x 30 นวและชนทดสอบจะถกวางบนแทนวางขนาด 28 นว
โดยลกตมจะถกปลอยลงมาตรงกงกลางแทนวางโดยความสงของ
ลกตมเรมตนท 1 นวจากนนจะท าการเพมความสงขนครงละ 1 นว
ไปเรอยๆ จนถงความสง 10 นวแรกถาชนงานยงไมแตกหกใหเพม
ความสงเพมขนเปนครงละ 2 นวจนกวาชนงานจะแตกหก หรอ
ชนงานเกดการโคงงอ 6 นวจากการกระแทก
ผลการทดสอบ
เมอไดขอมลหลงจากท าการทดสอบการกระแทกใหน าขอมล
การทดสอบมาค านวณหาคาตางๆเปนผลลการทดสอบซงจะใชเป
นสมบตของวสดตอไป
1 พลงงานดดซบ (absorbed energy) เปนคาพลงงานทใช
ในการท าใหวสดแตกหกซงหาคาโดย
การอานจากหนาปดของเครองทดสอบ หรอดวยการค านวณจาก
สมการพลงงานดดซบ
E = wr (cos β - cos α)
หรอ = mgr (cos β - cos α)

2 คาการกระแทก (impact value) หาไดจากการน าคา
พลงงานดดซบหารดวย พนทหนาตดบรเวณรองบากดงสมการ คา
การกระแทก (impact strength) = E (พลงงานดดซบ) A
(พนทหนาตดบรเวณ
รองบาก)
3 รอยแตกหก (fracture surface) เมอท าการทดสอบการ
กระแทกกบวสดรอยแตกหกทเกดขนจะมสองแบบคอรอยแตก
เปราะกบรอยแตกเหนยวซงปกตแลวพนทการเปราะจะอยบรเวณ
กงกลางรอยแตก สวนพนทการแตกเหนยวจะอย บรเวณขอบ
ชนงาน โดยรอบ ดงรป
รปท 2.22 สวนพนทการแตกเหนยว
รอยละการแตกเปราะ (percent brittle fracture, %B) เป
นรอยละของอตราสวนพนทรอยแตกเปราะตอพนทรอย
แตกหกทงหมดของชนทดสอบสภาพรอยแตกเปราะจะม
ลกษณะเปนเกรนของผลกจ านวนมากและแตกแบบผาเกรน
โดยมพนผวแตกหกตงฉากกบแนวแรงทกระแทกและสะทอน
แสงรอยละการแตกเปราะหาไดโดยการวดพนทรอยแตก
เปราะกบพนทรอยแตกทงหมดแลวน าไปค านวณตามสมการ
%S = (C/A) x 100

เมอ C คอพนทรอยแตกเปราะและ A คอพนทรอย
แตกทงหมด
รอยละการแตกเหนยว (percent ductile fracture, %S) เป
นรอยละของอตราสวนพนทรอยแตกเหนยวตอพนทรอยแตก
ทงหมดของชนทดสอบ สภาพรอยแตก เหนยวจะมลกษณะ
แตกตามขอบเกรนในแนว 45o กบแรงกระแทกและไมสะท
อนแสงรอยละการแตกเหนยวหาไดดวยการวดพนทรอยแตก
เหนยวกบพนท รอยแตกทงหมดแลวค านวณตามสมการ
%B = (F/A) x 100
เมอ F คอพนทรอยแตกเหนยว
4 อณหภม เปลยนแปลงสถานะภาพ ( transition
temperature) เมอท าการทดสอบ ชนงานหลายๆ ชนทอณหภมต
างๆกนเพอหาคาอณหภมเฉพาะทท าใหวสดเกดการเปลยนแปลง
สถานะภาพ ซงจะท าใหวสดมความสามารถในดดซบพลงงานและ
มพนผวรอยแตกเปลยนไปอยางมากนนคอเมอผานอณหภมนวสด
จะเปลยนพฤตกรรมจากเหนยวเปน เปราะหรอจากเปราะเป
นเหนยวในทางกลบกน
5 กราฟการเปลยนแปลงสภานะภาพ (transition curve) คอ
กราฟแสดงความสมพนธ ระหวางพลงงานดดซบและรอยละการ
แตกเปราะและเหนยวกบอณหภมการทดสอบ ซงมคาตางๆทส าคญ
ดงน
อณหภมการเปลยนแปลงลกษณะรอยแตก ( fracture
appearance transition temperature, Trs) เปนอณหภมทวสดม

พนผวรอยแตกเหนยวเทากบพนผวรอยแตกเปราะนน คอ
อณหภมณจดทชนทดสอบมพนทรอยละการแตกเปราะกบรอยละ
การแตกเหนยวเทากบรอยละ 50 บนกราฟรอยละการแตกหกจาก
กราฟพบวาเมอท าการทดสอบวสด เหนออณหภมนวสดมรอยละ
การแตกเหนยวเพมขนอยางรวดเรวโดยวสดจะเปลยนพฤตกรรม
จากเปราะเปนเหนยวและในทางกลบกนวสดจะเปลยนพฤตกรรม
จากเหนยวเปนเปราะ
อณหภมการเปลยนแปลงพลงงานดดซบ (energy transition
temperature, Tre) เปนอณหภมทวสดมการเปลยนแปลง
การดดซบพลงงานอยางรวดเรวซงมคาเทากบอณหภม
รปท 2.23 อณหภมการเปลยนแปลงพลงงานดดซบ

6 การขยายตวแนวขวาง (lateral expansion) คอความ
กวางของชนทดสอบทเพ jมขนบร เวณรอยแตกหกดานทถก
กระแทกเทยบกบความกวางเดมหาคาไดโดยการน าชนทดสอบทผ
านการทดสอบมาท าการวดขนาดความกวาง a และ b ดงรป แลว
น าไปค านวณคาการขยายตวแนวขวางดงสมการ
การขยายตวแนวขวาง = a – b (หนวย mm.)
รปท 2.24 การน าชนทดสอบทผานการทดสอบมาท าการวดขนาด
ความกวาง a และ b
A
B

ตวแปรทมอทธพลตอความแขงแรงการกระแทก
ตวแปรทมส งผลตอความแขงแรงการกระแทกนอกจาก
อณหภมแลวพบวาความบรสทธของโลหะมผลตอการดดซบ
พลงงานของวสดอยางมากจากรป เมอรอยละของธาตผสมเพมขน
ความสามารถในการดดซบพลงงานของวสดจะลดลงอยางตอเนอง
โดยทรอยละของธาตผสมท 0.11 วสดสามารถดดซบพลงงานได
240 ปอนดฟต และลดลงเหลอเพยง 40 ปอนดฟตทรอยละของธาต
ผสม 0.63 เปนตน
สรป
ในการทดสอบแรงดงขอมลความแขงแรงดงและสมบตอนๆ
ของวสดทเกยวของจะไดรบจากการใสแรงกระท ากบชนงานอยาง
ชาๆ แตถาชนทดสอบรบแรงกระท าแบบฉบพลนหรออยางรวดเรว
ท าใหวสดประพฤตตวเปราะขนโดยปกตการทดสอบการกระแทก
จะใชวธแบบชารปและไอซอดในการศกษาพฤตกรรมของวสด
ภายใตการรบแรงแบบฉบพลนซงในการทดสอบจะใชลกตมท
ทราบคาน าหนกแนนอนกบมมยกกอน
กระแทกคาหนง[7]
2.1.5 การออกแบบการทดลอง (Design of Experiments :
DOE)
การออกแบบการทดลอง (Design and Analysis of
Experiments : DOE) เปนเทคนคทางสถตชนสงทใชในการปรบ
คาสภาวะของกระบวนการเพอใหไดผลตอบสนองเปนไปตามทเรา
ตองการ ซงขอแตกตางอยางเหนไดชดระหวางวธการโดยทวไป
กบเทคนคของการออกแบบการทดลอง คอ วธการโดยทวไปมก

เปนการทดลองแบบ ลองผดลองถก หรอใชการทดลองปรบตงคา
กระบวนการทละคา (One-Factor-at-a-Time, OFAT) จะได
ผลตอบสนองเขาสจดมงหมายทตองการไดชามาก และสนเปลอง
ทรพยากรในการวเคราะหรวมถงตองเกบขอมลมากและยงไม
เหมาะสมอยางยงกบกระบวนการทมอนตรกรยาระหวางตวแปร
ของกระบวนการดวยกนเอง
ขนตอนการออกแบบการทดลอง
การใชหลกการสถตในการออกแบบและวเคราะหการ
ทดลองเปนสงทจ าเปนทผท าการทดลองตองมความเขาใจวธการ
เกบขอมลตลอดจนการวเคราะหขอมลทไดมาก ซงขนตอนของ
การออกแบบการทดลอง สามารถสรปไดดงน
1. การนยามปญหา (Statement of the Problem) เปนการ
ระบวาความตองการในการผลตคออะไร และตองการรอะไรบาง
ในการผลต ซงการนยามปญหานจะเกยวโยงไปถงวตถประสงค
ของการทดลอง
2. การเลอกปจจย และระดบของปจจย (Choice of
Factors, Levels and Ranges) เปนการใชหลกการทางทฤษฎ
และประสบการณจากงานวจยตาง ๆ เพอระบวาปจจยใดบางนาจะ
มผลตอการทดลอง และในแตละปจจยนนควรจะมชวงในการ
ทดลองอยางไร (Range)
การก าหนดระดบของปจจยสามารถแบงไดเปน 3 แบบ
ดงน
- แบบก าหนด (Fixed Effect) หมายถง ระดบของปจจย
ทสามารถควบคมหรอก าหนดคาไดแนนอนโดยผทดลองก าหนด
เอง
- แบบสม (Random Effect) หมายถง ระดบของปจจยท
ไมสามารถควบคมหรอก าหนดคาของปจจยไดแนนอน ซงผลการ

ทดลองทไดจะเปนตวแทนของทงปจจยมไดเปนตวแทนของระดบ
ใดระดบหนง
- แบบผสม (Mixed Effect) หมายถง การผสมผสาน
ระดบของปจจยทเปนทงแบบก าหนดและแบบสมรวมกน
3. การเลอกตวแปรตอบสนอง (Selection of the
Response Variable) ในการเลอกตวแปรตอบสนอง ผวจยจะตอง
เลอกตวแปรทสามารถใหขอมลทเปนประโยชนในการศกษาและ
การวดคานนจะตองมความแมนย าและถกตอง ซงหมายถง
เครองมอวดจะตองแมนย าและถกตองดวย
4. การเลอกแบบการทดลอง (Choice of Experimental
Design) เมอก าหนดทรทเมนต (Treatment) และตวแปร
ตอบสนอง (Response Variables) แลว ตองท าการตดสนใจ
เกยวกบขนาดของการทดลองซงหมายถง จ านวนซ าของการ
ทดลอง (Replicate) ความเหมาะสมของล าดบในการทดลอง
ขอจ ากดในการสม (Randomization) และการบลอก (Blocking)
ทเกยวของ ทงนตองน ามาเกยวโยงกนในดานความเสยงและ
ตนทนทใชในการทดลอง
5. การด าเนนการทดลอง (Performing the Experiment)
ในระหวางการด าเนนการทดลอง ผวจยจะตองศกษาดแลอยาง
ใกลชด ปฏบตตามหลกการทไดออกแบบไว ขอควรระวงในขณะ
ท าการทดลอง คอ ความถกตองของเครองมอวดและความ
สม าเสมอในการทดลองเพอใหเกดความเคลอนนอยทสด ซงจะม
เทคนคแตกตางกนไปในแตละสาขาวจย
6. การวเคราะหขอมล (Statistical Analysis of Data) ใน
การวเคราะหขอมล จะใชความรทางดานสถตเขามาวเคราะห และ
สรปผลรวมทงตดสนความถกตองของขอมลทเกดขนกอนทจะ
ตความขอมลและวธการทางสถตไมสามารถบอกไดวาปจจยมผล

(Effect) เทาใดแนนอน แตเปนเพยงเครองมอทใหแนวทางในการ
วเคราะหภายใตชวงของความเชอมนในการสรปผล
7. การสรปผลและขอเสนอแนะ (Conclusions and
Recommendations) เมอท าการวเคราะหขอมลแลวจะตอง
สรปผลการวเคราะห อาจแสดงในรปรป กราฟ ตาราง แผนภม
ฯลฯ และใหขอเสนอแนะเพอปรบปรงกระบวนการผลตใหดขน
เมอสรปผลแลวควรมการทดสอบเพอยนยนผลจากการทดลองอก
ครงหนง
สวนประกอบตาง ๆ ของการทดลอง
1. วธปฏบตหรอทรทเมนต (Treatment) คอ สงหรอวธท
ผด าเนนการทดลองปฏบตตอสงทดลองเพอวดผลเปรยบเทยบตาม
วตถประสงคของการทดลอง
2. ปจจย (Factor) หมายถง สงทคดวามผลตอตวแปร
ตอบสนองและน ามาพจารณาในการทดลอง ปจจยอาจมลกษณะ
เปนเชงคณภาพหรอเชงปรมาณกได กลมของทรทเมนตทงหลาย
ทมความเกยวของกน (A Particular Class of Related
Treatment) อาจใชค าวา ตวแปรอสระแทนกได โดยปจจยดง
แสดงในภาพท 2.1 สามารถแบงออกไดเปน
2.1 ปจจยทควบคมได (Controllable Factors)
หมายถง ปจจยทสามารถก าหนดคาของปจจยนนไดในการ
ด าเนนการทดลอง ซงเปนผลดตอการทดลองเพราะโดยสวนใหญ
ผท าการทดลองตองการก าหนดคาตาง ๆ ทคดวามผลตอบสนองท
สนใจ
2.2 ปจจยทไมสามารถควบคมได (Uncontrollable
Factor) หมายถง ปจจยทไมสามารถก าหนดคาของปจจยนนได

อาจจะเนองมาจากขอจ ากดทางดานเทคโนโลยและตนทนปจจยท
ไมสามารถควบคมได แบงออกเปน
2.2.1 ตวแปรรบกวน (Noise Variable หรอ
Background Variable) หมายถง ตวแปรทมผลตอตวแปร
ตอบสนอง (Response Variable) ในการทดลองแตไมใชปจจยท
เราก าลงท าการศกษาสวนใหญมกไดแก เวลาหรอเครองมอ
อปกรณ เปนตน
2.2.2 Nuisance Variable คอ ตวแปรทมผลตอตวแปร
ตอบสนอง แตเราไมทราบมากอน สามารถก าจดอทธพลของ
Nuisance Variable ไดโดยการสม
รปท 2.25 ปจจยและพารามเตอรของกระบวนการ
3. ตวแปรตอบสนอง (Response Variable) คอ ตวแปรท
ถกสงเกตหรอวดคาในการทดลอง หรอเรยกอกอยางหนงวา ตว
แปรตาม ซงเปนตวแปรทสะทอนใหเหนถงอทธพลของตวแปร
อสระนนเอง ในการทดลองหนง ๆ อาจวดคาตวแปรตามมากกวา 1
กได การเล อกตวแปรตาม ทดควรพจารณาจากความไว
(Sensitivity) ความเชอถอได (Reliability) การแจกแจงของตว
Uncontrollable factors
Process Output Input
x1 x1 xc
z1 z1 zc
Controllable factors
….
….

แปรนนและความเปนไปไดในทางปฏบต นอกจากนในการเลอก
ตวแปรตามจะตองพจารณาวา คาสงเกตทไดจากทรทเมนตหนง ๆ
ควรมการแจกแจงแบบปกตโดยประมาณ ซงขอสมมตในเรอง
ความเปนปกต (Normality) นเปนสงจ าเปนในการออกแบบการ
ทดลอง ซงอาจจะใชการแปลงขอมล ผTransformation) คา
สงเกตทมการแจกแจงไมปกตเปนแบบปกตได
หลกการพนฐาน 3 ประการ ส าหรบการออกแบบการทดลอง คอ
1. การทดลองซ า (Replication) ซงมคณสมบตทส าคญ 2
ประการ คอ ท าใหทดลองสามารถหาคาประมาณของความ
ผดพลาดในการทดลองได และถาคาเฉลยถกน ามาใชเ พอ
ประมาณผลทเกดจากปจจยหนงการทดลองเรพลเคชนท าใหผ
ทดลองสามารถหาตวประมาณทถกตองยงขนในการประมาณ
ผลกระทบน
2. การท าแบบสม (Randomization) หมายถง การทดลองท
มทงวสดทใชในการทดลองและล าดบของการทดลองแตละครง
แบบสม (Random) วธการเชงสถตก าหนดวาขอมลจะตองเปน
ปจจยแบบสมทมการกระจายแบบสมทมการกระจายแบบอสระ
การทเราสมการทดลองใหเราสามารถลดผลของปจจยภายนอกท
อาจปรากฏในการทดลองได วตถประสงคของการสมนมดงน
1. เพอขจดอคต หรอความเอนเอยงของผทดลอง และเพอให
แนใจวาทรทเมนตตาง ๆ ไมไดเปรยบและเสยเปรยบกนในเรองท
เกยวกบการทดลอง การสมจงเปนการประกนวาจะไมมอคตใด ๆ
เกดขนในการทดลอง
2. การวเคราะหและทดสอบทางสถต นนมขอก าหนดวา
ความคลาดเคลอน (Error) จะตองเกดขนโดยสมเปนอสระตอกน
การสมจงเปนการท าใหขอมลเปนไปตามขอก าหนดเหลาน ทงน
การสมจะชวยขจดหรอเฉลยความผนแปรภายนอกทควบคมไมได

ใหเกดขนกบหนวยทดลองดวยโอกาสเทา ๆ กน การท าแบบสมยง
สามารถแบงออกไดเปน 3 วธ คอ
- การท าแบบสมสมบรณ (Complete Randomization)
- การท าแบบสมอยางงาย (Simple Randomization)
- การท าแบบสมแบบสมบรณภายในบลอก (Complete
Randomization)
3. บลอกกง (Blocking) เปนเทคนคทใชส าหรบเพมความ
เทยงตรงใหแกการทดลอง บลอกอนหนงอาจจะหมายถง สวนหนง
ของวสดทใชในการทดลองทควรจะมความเปนอนหนงอนเดยวกน
มากกวาเชตทงหมดของวสด การเปรยบเทยบเงอนไขทนาสนใจ
ตาง ๆ ภายในแตละบลอคจะเกดขนจากการท าบลอกกง[8]
2.1.10 เทคนคและ สารตวกลางชบแขง
สารตวกลางชบแขง (Quenching medium) จะเปนของไหล
(ของเหลว, กาซ) หรอของแขงกได ท าหนาทเปนตวกลางระหวาง
กระบวนการชบแขง ตวกลางทนยมใชในการชบแขงมกจะเปน
ของเหลว แตอาจมบางครงกเปนกาซ เชน อากาศ สวนของแขง ก
เชน ทราย แตกใชเปนเพยงบางครงในการชบแขง
การชบแขงดวยน า
น าถกน ามาใชเปนตวกลางในการชบแขงมากทสด ราคาไม
แพง และสะดวกทสดในการน ามาใช และใหความเยนอยาง
รวดเรว
การชบแขงดวยน า มกใชกบเหลกกลาคารบอนต า ซ ง
ตองการความเรวในการเปลยนแปลงของอณหภมมาก เพอใหได
ความแขง และความแขงแกรงทด แตน ากมขอเสยอยบางเมอ

น ามาใชชบแขงแบบฉบพลนสดขด อาจเกดความเคน, เกดการบด
หรอเกดการแตกราวภายในเนอเหลก
การชบแขงดวยน าเกลอ
ผลทเกดโดยการชบแขงดวย น าเกลอ (Brine quenching)
คลายกนอยางมากกบผลทไดจากการชบแขงดวยน า น าเกลอเปน
น าทมเกลอละลายอย ขอดทตางจากน า กคอท าใหโลหะมอตรา
เยนตวไดเรวกวาน า ดงนนการชบแขงทเกดขนอยางฉบพลนจงม
มากกวาเลกนอย สวนความแตกตางของผลทไดจากตวกลางทง
สองมเลกนอยมาก
การชบแขงดวยน าเกลอ
เปนตวกลาง ม เกลอโซเดยมคลอไรด หรอเกลอแกง
(Sodium Chloride: NaCl) อตราผสม 5% - 10% ในน า เกลอท า
ใหอตราการท าความเยนเพมขนเพยงเลกนอย อนภาคของเกลอ
ท าใหระยะระบายไอออกใชเวลาลดลง เกลอตกตะกอน เนองจาก
การ ระเบด ออกหางโลหะ การระเบดเลก ๆ มากท าใหแยกฟลม
ของไอออกอยางรวดเรว การชบแขงดวยน าเกลอมกจะเกดสะเกด
เลก ๆ ออกจากโลหะมากกวาการชบแขงดวยน า
นอกจากน าเกลอทใชชบแขงแลว ยงมน าเกลอเขมขนทอาจ
เปนเกลอทงหมดน ามาตมหลอมในเตาหลอมเกลอเพอใชในการ
ชบแขงโลหะ
การชบแขงชนสวนโลหะในอางเกลอหลอมเหลว จะไม
เหมอนกนกบการชบแขงดวยน าเกลอ วธการชบแขงในอางเกลอ
หลอมจะมการอตราการถายเทความรอนอยางรวดเรวกวาน าเกลอ
โดยมเตาหลอมเกลอเปนอางชบแขงดวย อณหภมทใชหลอมเกลอ
อยท 180 °C ถง 400° C (350 °F ถง 750 °F)
การชบแขงดวยน ามน
ในการชบแขงดวยน ามน (Oil quenching) มความนมนวล
กวาน า หรอน าเกลอ มกนยมน าไปเปนตวกลางชบแขงทเปน

ชนงานโลหะทอาจเกดวกฤตเมอน าไปชบดวยน า หรอน าเกลอ เช
ชนงานโลหะทบาง หรอมมมขอบคม เชน ใบมดโกน (Razor
blades), สปรง และใบมดเครองจกร เหลานมกจะน าไปชบแขง
ดวยน ามน
การชบแขงดวยน ามนจะเกดความรนแรงตอชนงานนอยกวา
การชบแขงดวยน า ลดผลความเสยงใหเกดขนนอยลง ทจะท าให
ชนงานเกดความเคน, การบดตว หรอการแตกราวภายใน แตถง
อยางไร เนองจากความนมนวลในการชบแขง ท าใหผลของความ
แขง และความแขงแกรงในเหลกกลาอาจมนอยกวาการชบแขง
ดวยน าเลกนอย
ดงนน นกโลหะวทยาจะตองมการตดสนใจเลอกระหวาง
ตองการใหโลหะมความเดนในดานความแขง และความแขงแกรง
หรอตองการใหโลหะทจะชบลดความเคนภายใน, การแตกราว
หรอการบดตวของชนงาน แลวแตวตถประสงคทจะใชงาน
การชบแขงดวยน าใหประสทธผลทางดานเทคนคมากกวา
เมอน ามนเกดความรอนเกนกวาอณหภมหองเลกนอย 40 °C ถง
65° C (100° F ถง 150 °F) ตวกลางใดทจะถกน าไปชบแขงม
ความเยนกวา จะใหความแขง และความแขงแกรงในการชบ
มากกวา แตถงอยางไร น ามนมความหนาแนนมาก เมอความรอน
น ามนเพมขน ถง 40 °C (100° F) ความหนดของน ามนจะนอยลง
(จะเบาบางกวา) เกดการเคลอนทจะเกดไดอยางอสระไดงายกวา
ในการชบแขงชนงาน ดงนน การอนน ามนจะมผลตอการชบแขง
ไดไวกวาการใชน ามนทเยน

การชบแขงดวยอากาศ
การชบแขงดวยอากาศ (Air quenching) ใหผลรนแรงตอ
ชนงานนอยกวาการชบแขงดวยการใชน ามน, น า หรอน าเกลอ
ขนตอนทางฟสกสทเกยวของในการชบแขงดวยอากาศ
ชนงานโลหะทรอน ถกวางบนตะแกรง แลวมอากาศเยนถกพนเปา
ดวยความเรวสงจากดานลาง ผานตะแกรง และปะทะกบชนสวน
โลหะทรอน การชบแขงดวยอากาศสามารถสรางท าเปนหองชบ
แขงได หลงจากโลหะออกจากเตา
การชบแขงดวยอากาศชนสวนทชบ จะไมเยนตวอยาง
รวดเรวเหมอนกบชบแขงกบน า หรอน ามน มนจะมทงขอด และ
ขอเสย เนองจากวาอตราการเยนตวลงอยางชา ๆ จงเกดการ
เปลยนแปลงดานความเคน, การบด หรอรอยแตกราวในการชบ
แขงภายในโลหะจะเกดขนนอย อยางไรกตาม เนองจากอตราการ
เยนตวทชา จะสงผลตอความแขง และความแขงแกรงท าใหมคา
ไมสง ยกเวนน าไปใชชบแขงกบโลหะผสมพเศษ โดยปกตจะใช
ชบแขงเหลกกลาทมสวนผสมในโลหะทสงเทานน เชนโลหะผสม
โครเมยม และโมลบดนม เพราะโลหะเหลานโดยปกต สภาพจะ
แขงอยแลวจงสามารถน ามาใชกบการชบแขงดวยอากาศได
บทสรปของกรรมวธการชบแขง
ผลทไดจากการชบแขงดวยวธการตาง ๆ จะมความแตกตาง
กนในดานเทคนค ตวกลางการชบแขงไมวาจะเปน น า, น าเกลอ,
น ามน และอากาศ จะมขอดขอเสยแตกตางกนไปขนอยกบการ
น าไปใชงาน
อตราของความเร ว ท เกดข นจากการชบแขงมผล ท
เปล ยนแปลงในกระบวนการท าความเยนของโลหะ เม อ

เปรยบเทยบความเรวในวธการชบแขงแตละวธ ดไดจากหลกการ
ดานลางน
การชบแขงดวยน า และน าเกลอ มความเรวในการชบแขง
สงสด
การชบแขงดวยน ามน ความเรวในการชบแขงจะรองลงมา
การชบแขงดวยอากาศ ความเรวในการชบแขงจะชาสด
การออกแบบวธการชบแขงขนอยกบความตองการในการ
ท าความแขงแกรง และความแขง ระดบความแตกตางของผล
ทางดานความแขง และความแขงแกรง โดยตวกลางชบแขง
สามารถเปรยบเทยบโดยดไดจากขางลาง
ผลผลตทไดจากการชบแขงดวยน า และน าเกลอ จะมความ
แขง และความแขงแกรงมากทสด
ผลผลตทไดจากการชบแขงดวยน ามน จะมความแขง และ
ความแขงแกรง รองลงมา
ผลผลตทไดจากการชบแขงดวยอากาศ จะมความแขง และ
ความแขงแกรงนอยทสด
อยางไรกตาม โลหะทมการผสมพเศษ สามารถน าไปชบแขง
ดวยอากาศไดดกวาสารตวกลางอน ท าใหโลหะผสมพเศษสามารถ
น าไปเทยบไดกบ การชบแขงดวยน า, น าเกลอ หรอน ามน

เนองจากวาธรรมชาตของการชบแขง มกจะมอนตรายตอ
โลหะในดาน ความเคน, การบด และการแตกราวภายในของโลหะ
จงตองมการพจารณา ตวกลางในการชบแขงแตละชนด ซง
พจารณาดไดจากดานลางน
การชบแขงดวยอากาศ ดทสด เพราะวาเกดความรนแรง
ภายในนอยทสด
การชบแขงดวยน ามน ความเคนภายใน, การบด หรอการ
แตกรา อาจเกดขนแตมเพยงเลกนอย
การชบแขงดวยสารตวกลางทเปนน า หรอน าเกลอ เสยงทจะ
ท าใหเกดความเคน, การบด และการแตกราวภายในมาก
ทสด
ถาตองการใหโลหะมความทนทานตอการบด และการ
แตกราวเปนสงทส าคญ การชบแขงดวยอากาศจะเปนตวเลอกทด
การชบแขงดวยน ามนสามารถพจารณาประนประนอมเพราะมน
เปน ตวกลางประนประนอม (Happy medium) ตรงกลางระหวาง
การชบแขงดวยน า และการชบแขงดวยอากาศถาตองการทงความ
แขงแกรง และความแขง โดยไมเกดการบด จะใชการผสมของ
ธาตในเนอโลหะมาชวยดวย และน ามาชบแขงดวยอากาศ[9]

2.2 งานวจยทเกยวของ
การศกษาตวแปรในการอบชบทมผลตอสมบตเชงกลและ
โครงสรางจลภาคไดศกษาตวแปรในการชบแขงทมผลตอสมบต
ชงกล และโครงสรางจลภาค โดยท าการทดลองและวเคราะหผล
การทดลองดวยวธการค านวณทางสถต เพอหาความสมพนธ
ระหวางความแขง และความทนตอแรงกระแทก กบตวกลางทใช
ในการชบแขง และอณหภมทใชในการอบชบ รวมทงศกษา
โครงสรางจลภาคของเหลกทผานการชบแขงในสภาวะตางๆ
ผลลพธของการศกษาพบวา อณหภมและอตราการเยนตวม
ผลกระทบตอความแขง ความทนตอแรงกระแทก และโครงสราง
จลภาค โดยอณหภมทใชในการอบชบแปรผกผนกบความแขงแต
แปรผนตรงกบความทนตอแรงกระแทก และขนาดเกรน สวนอตรา
การเยนตวแปรผนตรงกบความแขง แตแปรผกผนกบความทนตอ
แรงกระแทก และขนาดเกรน ยกเวนการชบแขงในน ามนอณหภม
ไมมผลตอความทนตอแรงกระแทก โดยความทนตอแรงกระแทกท
ไดจากการชบแขงในน ามนใกลเคยงกบความทนตอแรงกระแทก
กอนการชบแขง[10]
การศกษาอทธพลของตวแปรดานการชบแขงและการบ าบด
เยนทมผลตอการตานทานการสกหรอของเหลกกลาเครองมองาน
เยนเปนการศกษาความตานทานการสกหรอของเหลกกลา
เครองมองานเยนผานการปรบปรงคณสมบตดวยกระบวนการการ
อบชบ ซงการชบแขงท าใหเกดเกรนออสเตไนตทตกคางเหลออย
ภายในโครงสราง สามารถปรบเกรนออสเตไนต ตกคางใหกลบมา
เปนแบบมารเทนไซดได โดยวธการบ าบดดวยความเยน หรอ การ
ชบเยน จงตองศกษาการบ าบดดวยความเยนใหสมพนธกบ
กระบวนการชบอยางถกตองและเหมาะสม เพอเพมประสทธภาพ
การตานทานการสกหรอ และยงท าใหมอายการใชงานเพมขน
การบ าบดความเยนมผลตอคาความแขงหลงจากการชบแขง เมอ
ท าการบ าบดเยนหลงจากการชบแขงทอณหภม 1030 และ 1070

องศาเซลเซยส ท าใหคาแขงเพมขน 1-3 HRC แตถาชบแขงท
อณหภมท 1070 องศาเซลเซยส แลวอบคนตวทอณหภม 120
องศาเซลเซยส เปนเวลา 2 ชวโมง แลวท าการบ าบดเยน คาความ
แขงเพมขนเพยง 1-2 HRC นอกจากนการบ าบดเยนหลงการชบ
แขง ยงมผลชวยเพมความสามารถตานทานการสกหรอไดดกวา
การอบคนตวโดยไมท าการบ าบดเยนประมาน 20%[11]
การศกษาเงอนไขของตวแปรในการอบชบแขงของ
เหลกกลาคารบอนรอบสงเพอการปรบปรงดานคณสมบตการ
ตานทานตอการศกหรอของเอนมลล เปนการศกษาและการ
วเคราะหตวแปรในการชบแขงเหลกกลาคารบอนรอบสง(High
speed steels)ส าหรบการผลตเอนมลล (End mill) เพอปรบปรง
คณสมบตในดานการตานทานตอการสกหรอจากการตดเฉอน
(Machining)โดยมงเนนการปรบปรงคณสมบตดวยความรอนโดย
ตวแปร ในการอบช บ เช น อณหภม ช บแข ง (Hardening
temperature) เวลาในการคงอณหภม (holding time) อณหภม
การอบคนตว (tempering temperature) และจ านวนครงในการ
อบคนตว วสดทใชในการศกษาเปนเหลกกลารอบสง หมายเลข
1.3247 ตามมาตรฐาน DIN ผานการชบแขงและเจยระไนขนรป

ใหเปนเอนมลล (End mill) ซงความแขงเดม 66±2 HRC ผลการ
ผลตยงไมเปนทยอมรบในดานการใชงาน เมอเปรยบเทยบกบเอน
มลลทน าเขาจากตางประเทศ การวเคราะหจะพบวาเอนมลลท
น าเขาจากตางประเทศมความแขงสงสดเทากบ 68.33 HRC การ
ทดลองไดชบแขงทอณหภมชบแขงในชวง 1180 ถง 1210 องศา
เซลเซยส เวลาคงอณหภมในชวง 2.5 ถง 10 นาท การอบคนตวท
อณหภม 535 องศาเซลเซยส จ านวน 4 คร ง โดยใช เตา
สญญากาศ ทมการควบคมแบบอตโนมต ไดความแขงอยในชวง
65.27 ถง 68.37 HRCผลการทดลองพบวาเงอนไขการชบแขงท
กอใหเกดการสกหรอนอยทสดเทากบ 0.123 มม อยทอณหภมชบ
แขง 1210 องศาเซลเซยส เวลาในการคงอณหภม 2.5 นาท และ
การอบคนตวอยท 535 องศาเซลเซยส จ านวน 4 ครง โดยอาย
การใชงานดขน และประสทธภาพการตานทานการศกหรอเพมขน
จากเดมประมาน 25%คณสมบตการตานทานตอการศกหรอของ
เอนมลล[12]
อทธพลของอณหภมและเวลาอบชบแขงของเหลก AISI
1010ไดศกษาอทธพลของอณหภมและเวลาการอบชบแขงของ
เหลก AISI 1010 โดยท าการทดสอบวสด และวเคราะหผลการ
ทดสอบดวยวธทางสถต เพอหาความสมพนธระหวางอณหภมและ
เวลาในกระบวนการอบชบ ทมผลตอความแขง แรงดง โมดลส
ความยดหยนเปอรเซนตความยดหยน รวมทงศกษาโครงสราง
จลภาคของเหลกทผานกระบวนการอบชบผลลพธของการศกษา
พบวา กอนท าออสเตนไนตซงชนงานมลกษณะโครงสรางเปน
เฟอรไรตทงหมด หลงจากการท าออสเตนไนต ซงชนงานม
ลกษณะโรงสรางเปนเฟอรไรตเชนเดมแตลกษณะของขนาดเกรน
มการเปลยนแปลง คาความแขงทไดจากการทดลองมความแขง
เพมขนจากชนงานทยงไมผานกระบวนการออสเตนไนต การ
ทดสอบคาทนตอแรงดงมคาสงขนจากชนงานทยงไมผาน
กระบวนการออสเตนไนตการยดตวจะมคานอยลงกวาชนงานทยง

ไมผานการออสเตนไนตซงเมอความเขงเพมขนจะแปรผนกบการ
ทนตอแรงดงแตจะแปรผกผนกบเปอรเชนตการยดตว[13]
ผลของการอบชบตอคาความแขงและการสกหรอของ
เหลกหลอโครเมยมสงไดศกษาผลของการอบชบตอคาความแขง
ของเหลกหลอโครเมยมสงทใชในเครองสบน าดน โดยท าการอบท
อณหภม 950 และ 1000 c ทเวลา 1, 3, 5, และ 7 ชวโมง และท า
ใหเยนในอากาศเปรยบเทยบกบการเยนตวในน ามน พบวาชนงาน
เหลกหลอโครเมยมสงโดยสวนใหญมคาความแขงเพมขนเมอ
เทยบกบกอนการอบชบ เนองจากการเกดเฟสคารไบดทตยภม
และพบวาเหลกหลอโครเมยมสงทผานการเยนตวในน ามน สวน
ใหญมคาความแขงสงกวาการเยนตวในอากาศ และเมอทดสอบ
การสกหรอแบบขดถและแบบกดเซาะพบวาชนงานเหลกหลอ
โครเมยมสงซงอบทอณหภม 1000 c นาน 1 ชวโมง โดยการเยน
ตวในอากาศเปนภาวะทเหมาะสมทสดเนองจากใชเวลาสน โดยได
ชนงานทมความแขงสงและมอตราการสกหรอต า[14]
Top Related