





![RESEARCHARTICLE ......communityabortion stigma andlowersocial support were associatedwithmore negative emotions(b=0.45[0.31,0.58]andb=-0.61[-0.93,-0.29], respectively). Conclusions](https://static.fdocuments.in/doc/165x107/5f525cae3954ef0fc232381c/researcharticle-communityabortion-stigma-andlowersocial-support-were-associatedwithmore.jpg)

Languages
Pages
Legal


AFCI Separations Activities
R. T. JubinNuclear Science and Technology DivisionOak Ridge National Laboratory
Presented at:Joint ANS/AIChE Local Section MeetingKnoxville, TNFebruary 10, 2009
The submitted manuscript has been authored by a contractor of the U.S. Government under contract DE-AC05-00OR22725. Accordingly, the U.S. Government retains a nonexclusive, royalty-free license to publish or reproduce the published form of this contribution, or allow others to do so, for U.S. Government purposes.

February 10, 2009 ANS/AIChE Local Section Meeting 2
Overview
Separations Campaign OverviewKey Campaign Accomplishment / GoalsCoupled End to End (CETE) ProjectOff-gas Treatment– ORNL– INL– SNL
Centrifugal Contactors– INL

February 10, 2009 ANS/AIChE Local Section Meeting 3
Separations Campaign Program Overview
Major program elements– Advanced aqueous separations– Advanced electrochemical separations– Process equipment scale-up and
development– Off-gas treatment– Process control and monitoring– Process modeling and simulation– EBR-II spent fuel treatment– Separations regulatory and safety
crosscut

February 10, 2009 ANS/AIChE Local Section Meeting 4
Separations Campaign FY-08 Major Accomplishments
Revised campaign research strategy for aqueous processing– De-emphasize repetitive testing of separation process at lab-scale
using small amounts of used nuclear fuel– Focus on head-end operations
• Voloxidation to separate tritium• Off-gas capture and immobilization of 129I, 85Kr (and Xe), 3H, 14C
– Demonstrate product conversion using modified direct denitration– Transition development activities from laboratory testing to
engineering development• Incorporate industry input into campaign development activities• Increase Technology Readiness Levels (TRL’s) > 6• Incorporate solvent recycle effects into testing
– Integrate Waste Form development with Separations development

February 10, 2009 ANS/AIChE Local Section Meeting 5
Separations Campaign FY-08 Major Accomplishments
Revised campaign research strategy for aqueous processing– Focus on simplification of separation processes
• Decay store HLW rather than separate Cs/Sr• Reduce number of separation steps and separated products
– Separate U/Pu/Np together by manipulating valance states• Combine TRUEX/TALSPEAK or use alternative technology
– Avoid dependence on rigid pH control– Develop science-based approach to develop alternative Am/Cm
separation process• Formation of “SIGMA TEAM”• Multi-lab team focused on development of robust separation
process for separation of Am or Am/Cm in a single step

February 10, 2009 ANS/AIChE Local Section Meeting 6
Separations strategy evolution

February 10, 2009 ANS/AIChE Local Section Meeting 7
Selected Development Focus Areas for Aqueous Technologies
Focus on simplification of process is key objective to improve operation and reliability and reduce cost
– Studies have shown that the UREX+ separations options are complicated and costly
– Largest challenge is separation of Am/Cm or Am alone• Focus area for Sigma Team
CETE Run 2 (focus on off-gas capture and MDD)Capture and immobilization of volatile off-gas (129I, 85Kr, 3H, 14C?)
– Voloxidation to separate tritium– Off-gas capture and immobilization
Testing at scales larger than laboratory scale, in prototypic equipment w/ solvent recycle (increase TRL’s)Integration of separations and waste form development activities (each affects the other)Process monitoring and control improvements Collaboration with industrial teams to identify and resolve design data needs

February 10, 2009 ANS/AIChE Local Section Meeting 8
Introduction to the CETE Demonstration
Develop/Demonstrate Advanced Recycling TechnologiesMultiple process runs ~ 5 - 10 kgs/yr of SNFIdentify and Resolve Scientific & Technical Uncertainties – Interfacial Issues– Process Robustness
Provide Research Products for Evaluation Across DOE Complex– Actinides– FP Waste form
FY09: Focus on Head End Processing and Product Conversions

February 10, 2009 ANS/AIChE Local Section Meeting 9
Coupled-End-to-End Demonstration Overview
Pellet Preparation
Solvent Extraction
Voloxidation
Chopping
Spent LWR Fuel In
ProductConversion
Fuel Pellets Out
Irradiated Fuels Examination LaboratoryBuilding 3525
Radiochemical Engineering Development Center (REDC) Building 7920
Technetium (LANL)Technetium (LANL)
UREX ProductUREX Product
Uranyl Nitrate Solution(Balance of Uranium)
FPEX, FPsFPEX, FPs
Cs/SrCs/Sr
LnLn
UREX+ Raffinate(Am/Cm, FPs)
UREX+ Raffinate(Am/Cm, FPs) TRUEX
RaffinateTRUEX
Raffinate
Am/Cm plusLanthanideFission Products
Am/Cm plusLanthanideFission Products
Am/Cm
UREXProduct
Dissolution
OffgasTreatmentDissolver
Off-gas Treatment
FuelExamination
Modified Direct Denitration
Mixer Settler
FPEX Process
TRUEXProcess Waste Forms
Development
UREX+ CodeconProcess
TALSPEAK Process
OffgasTreatment
Off-gas Treatment
Pressed MOX Pellet
Fuel Rod Examination

February 10, 2009 ANS/AIChE Local Section Meeting 10
Highlights and Lessons Learned from CETE Run 1
Flowsheet Demonstration– Partial partitioning of a U-Pu-Np
Product: No separated Pu– TRUEX-TALSPEAK for Minor
Actinide Separation– FPEX for Cs/Sr Separation
Converted U-Pu-Np and U by Modified Direct Denitration
Demonstrated Fabrication U-Pu-Np co-converted product to pellets.
Removal and disposal or recycle of the residual chemical complexants(DTPA/Lactic Acid) used in the TRUEX-TALSPEAK processes from the americium-curium product is difficult.
– Recovery by re-extraction into HDEHP has been successful

February 10, 2009 ANS/AIChE Local Section Meeting 1111
Product Conversions
Modified Direct Denitration shows promise for simplifying the interface between separation and fuel fabrication.
Produces a powder with good ceramic properties for pellet fabrication.
Further R&D requiredProcess developmentScaleupQualifying the ceramic product
Microscope Image of Product Power
SEM Image of Product Power
U/Pu/Np Oxide
Pellets

February 10, 2009 ANS/AIChE Local Section Meeting 12
Volox #1Surry
Volox #1Surry
OG
7920
50 mgSample
DissolutionDissolution
OG
Clarification
UDS
Volox #2No. AnnaVolox #2No. Anna
OG
7920
50 mgSample
DissolutionDissolution
OG
Clarification
UDS
Volox #3No. AnnaVolox #3No. Anna
OG
7920
50 mgSample
DissolutionDissolution
OG
Clarification
UDS
Feed Adj.and
Re-Clarif.
SX-1TBP/NPH
Co-ExtractionCo-Strip
SX-1TBP/NPH
Co-ExtractionCo-Strip
U, Pu,Np, Tc
FeedAdj.
SX-3TBP/NPH
Co-ExtractionPartial
Partition
SX-3TBP/NPH
Co-ExtractionPartial
Partition
SX-2TBP/NPH
AnLnSeparation
SX-2TBP/NPH
AnLnSeparation
Am, Cm,Ln
Evap.to 5L
SX-4Reverse
TALSPEAK
SX-4Reverse
TALSPEAK
HLac-DTPA
Ln
RaffinateRW
FP WasteStorage
Camp 1FP Waste
Raffinate
Feed Adjustment
InextractableNitrate Salt
Tc
U-Pu-Np
Am, Cm
MDD
Adj topH 1.0
U MDD
CIX/CalcineCIX/
Calcine
AmCmOxide
CETE Run 2 Plans

February 10, 2009 ANS/AIChE Local Section Meeting 13
Management of Volatile Fission Products
Volatile components that must be considered have a wide range of half-lives and disposal requirements:− 3H 12.31 yr − 14C 5715 yr− Xe/85Kr Stable/10.76 yr− 129I 1.57 x 107 yr
Regulatory Drivers, some not written with consideration for full-scale reprocessing facilities, unlikely to be relaxedData still needed on process integration and removal process interactions– Description of integrated capture systems for CETE Demo– Complemented by cold Bench-scale testing at INL– Waste form work for Iodine at SNL

February 10, 2009 ANS/AIChE Local Section Meeting 14
Federal regulations limit radionuclide air emissions in the U.S.
85Kr: <50,000 Ci129I: <5 mCi239Pu: <0.5 mCi
Max fuel cycle emissions per GWyr
energy produced
3H: 1.0E-714C as CO2: 3.0E-785Kr: 7.0E-7129I: 4.0E-11
Ambient air conc at site boundary, Ci/m3
100NRC licensees (10CFR20.1301, .1302, App. B)
10 (3 from 129I
alone)
Others (40CFR61.102)
25 (75 to thyroid, 25 to any other
organ)
Nuclear fuel cycle (40CFR190.10)
10DOE facilities (40CFR61.92)
Dose equivalent to public, mrem/yr

February 10, 2009 ANS/AIChE Local Section Meeting 15
40 CFR 190 Derived Process Requirements
4.77239,000712185Kr (5 year cooled)
Min Required DFCi/GW(e)-yrCi/MTIHMIsotope1780.890.02648129I
0.9547,000141485Kr (30 year cooled)
3.45173,000515485Kr (10 year cooled)
Note: Burn-up: 55 GWd/MTIHM
4.67234,0001162085Kr (5 year cooled)
Min Required DFCi/GW(e)-yrCi/MTIHMIsotope1670.830.04149129I
0.9346,000230985Kr (30 year cooled)2.38169,000841385Kr (10 year cooled)
Note: Burn-up: 33 GWd/MTIHM

February 10, 2009 ANS/AIChE Local Section Meeting 16
Simple Reprocessing Demonstration(Mass Basis: 1 kg SNF; 55 GWD/MTIHM; 5 year Cooling)
06-087
Stack
LWR Spent Fuel
1.292 kg889 Ci
LWR Spent Fuel
1.292 kg889 Ci
Disassembly, Voloxidation, Dissolution
Disassembly, Voloxidation, Dissolution
Primary Separation StepsPrimary Separation StepsFission Product
Stabilization
Fission Product
Stabilization
HLW FormHLW Form
LLWLLW
129I0.29 g
4.0x10-5 Ci
129I0.29 g
4.0x10-5 Ci
Hulls292 gHulls292 g
U931 g
U931 g
Tc1.2 gTc
1.2 gCs/Sr9.22 gCs/Sr9.22 g
Pu/Np11.8 gPu/Np11.8 g
Am/Cm0.70 g
Am/Cm0.70 g
Fission Product36.4 g
143.6 Ci
Fission Product36.4 g
143.6 Ci
Xe8.86 g / ~0 Ci
Kr0.60 g / 11.6 Ci
Xe8.86 g / ~0 Ci
Kr0.60 g / 11.6 Ci
•DOG3H
1.0 x 10-4 g0.88 Ci
3H1.0 x 10-4 g
0.88 Ci
14C1.6 x 10-4 g7.4 x 10-4 Ci
14C1.6 x 10-4 g7.4 x 10-4 Ci
UDS~1-5 gUDS
~1-5 g
129I0.01 g
1.0x10-6 Ci
129I0.01 g
1.0x10-6 Ci
•VOG

February 10, 2009 ANS/AIChE Local Section Meeting 17
Generic Head-End Off-Gas Treatment Concept
Shear Voloxidizer Dissolver
HTO I Bed
HEPA
Ru Trap
CausticScrub Drier Xe Bed Kr Bed HEPA
Condenser
NOx AbsorberVOG
Catalytic oxidizerMS (3A) captureRelease from MSCondenseMix in cementIn-can groutingDispose - SLB
Ag-Z captureRemove bedEncapsulatePackageDispose - Rep
NaOH scrubRemoveMix in cementIn-can groutingDispose - SLB
Cryogenic Ag-ZRelease
from Ag-ZCombine w/ Kror Release
Cryogenic HZRelease
from HZCombine w/ XePressurizeBottleDecay storage
RemoveLeachDispose - SLB
SolventExtraction

February 10, 2009 ANS/AIChE Local Section Meeting 18
FY 09 CETE Based Tests (ORNL)
Hot Integrated Off-gas capture tests on the Voloxidation and Dissolver Off-Gas streams– Objectives
• Close volatile component material balances– Voloxidation– Dissolution
• Analysis for residual iodine in dissolver solution– Shearing of full length fuel – Run 3 or later
• Understand impacts of head-end processing conditions on volatile component releases
• Determine capture process interactions

February 10, 2009 ANS/AIChE Local Section Meeting 19
Voloxidation Run 2—Plan and Status
Voloxidation processing for Run 2 was planned as three batches– Batch sizes of 1 to 2 kg of spent fuel– Total production of at least 5 kg to support separations activities– Different conditions were planned for each batch to obtain information on
reaction properties and subsequent dissolution properties of product powder (e.g. undissolved solids)
Flexibility was built into the test plan to permit selection of alternative fuel materials, depending upon availability
550.oxygen2North Anna3
600.Air2North Anna2
500.Air1–2Surry-21
Temperature (°C)OxidantFuel Amt (kg)Fuel SourceBatch

February 10, 2009 ANS/AIChE Local Section Meeting 20
Small Scale Voloxidation
Most of the retort tube is enveloped by the furnaceRotating tubeVariable operating environmentRemovable Hulls basketPowder can integrated into designTilting platform can force material into hotter zones

February 10, 2009 ANS/AIChE Local Section Meeting 21
Voloxidation
Rotary Kiln w/ Heater in Place
Product Canister

February 10, 2009 ANS/AIChE Local Section Meeting 22
Voloxidizer Off-Gas Rack
Krypton ColumnXenon Column
Carbon-14 Scrubber
Iodine Column
Tritium Column

February 10, 2009 ANS/AIChE Local Section Meeting 23
Voloxidation Run 2—Batch 1
First batch was comprised of Surry-2 fuel– Initial enrichment 3.11%– Burnup: 36 GWd/MT heavy metal– Cooling time: 27 years (discharged from reactor in 1981)– Amount: 1704 g (316 g hulls, 1388 g fuel)
Experiment– Fuel was oxidized in air at about 500°C– The run was prematurely terminated due to apparent cessation of oxygen consumption
• Occurred after 4 hours of operation at temperature• Weighing of product powder and hulls showed that fuel was only 70% oxidized• There was potential for a cold zone near the closure flange, causing slow kinetics
– Complete batch of fuel was re-run to finish the oxidation• Operation at temperature for 4 hours was done to ensure complete oxidation
– 1542 g fuel powder recovered (indicates DU carry-over from shakedown run)• The voloxidizer was periodically tilted from the horizontal to cause fuel to migrate from the
cold zone into the hot furnace zone• Both oxygen consumption and 85Kr evolution was used to monitor progress and reaction
endpoint

February 10, 2009 ANS/AIChE Local Section Meeting 24
Run 2—Batch 1—Part AO2 Concentration, Air Flow, and Temperatures
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
18:00 19:12 20:24 21:36 22:48 0:00 1:12 2:24
Time
Flow
(std
L/m
in)
ExhaustAir Feed
0
100
200
300
400
500
600
18:00 19:12 20:24 21:36 22:48 0:00 1:12 2:24
Time
Volo
x C
ente
r Tem
ps (C
)
TE-108TE-109TE-110
0
20
40
60
80
100
120
18:00 19:12 20:24 21:36 22:48 0:00 1:12 2:24
Time
O2
Conc
n. (1
00%
= 0
.21
v/v)
-200
0
200
400
600
800
1000
1200
1400
Raw
G C
ount Exhaust O2
Feed O2Kr inKr out

February 10, 2009 ANS/AIChE Local Section Meeting 25
Run 2—Batch 1—Part BO2 Concentration, Air Flow, and Temperatures
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
12:00 13:12 14:24 15:36 16:48 18:00 19:12 20:24 21:36
Time
Flow
(std
L/m
in)
ExhaustAir Feed
0
100
200
300
400
500
600
12:00 13:12 14:24 15:36 16:48 18:00 19:12 20:24 21:36
Time
Volo
x C
ente
r Tem
ps (C
)
TE-108TE-109TE-110
0
20
40
60
80
100
120
12:00 13:12 14:24 15:36 16:48 18:00 19:12 20:24 21:36
Time
O2
Con
cn. (
100%
= 0
.21
v/v)
-100
-50
0
50
100
150
200
250
300
350
400
450
Raw
G C
ount
Exhaust O2Feed O2Kr in

February 10, 2009 ANS/AIChE Local Section Meeting 26
Summary of INL Off-Gas Work
FY08: Initiated bench-scale iodine capture studies using nonradioactive constituents
FY09: Continue iodine capture work:– Use commercial sorbent IONEX Type Ag 900– Determine DFs under varying conditions (iodine concentration,
co-constituents, temperature, residence times)• Dissolver off-gas may contain iodine at ~10 ppm• Combined vessel off-gas may contain iodine at ~10 ppb
– Determine sorbent capacity

February 10, 2009 ANS/AIChE Local Section Meeting 27
Summary of INL Off-Gas Work
FY09: Install additional sorption columns for water vapor, CO2 and Xe (ambient temperature operations)– An integrated bench-scale treatment unit– Currently plan to run with nonradioactive constituents – Establish baseline capture of water vapor, CO2 and Xe on
commercial adsorbents – Test alternative sorbents– Design Kr capture system, which may be added in future

February 10, 2009 ANS/AIChE Local Section Meeting 28
Encapsulants and Glasses as Iodine Waste Form
Bismuth-containing Encapsulants– Two Trademark
Applications for US Patents submitted;• 2007, 2008
Low-Temperature Glasses for encapsulation of AgI, I2 or AgI-MOR– Glass transition temperatures
lower than sublimation temperatures of AgI or I2
– Glass compositions that enhance iodine retention
Bi-I-O in situlayered oxides

February 10, 2009 ANS/AIChE Local Section Meeting 29
Materials for Iodine Waste Streams -FY09 Plans at SNL
Sorption of I2 gas into traps for encapsulants– Low-temperature glasses– Alternative waste forms
Primary focus will be on “standard” iodine loaded AgZ materials from ORNL and INL surrogate studies and CETE Hot tests– Retention of iodine
Alternate sorbents or recovery operations to produce better waste forms

February 10, 2009 ANS/AIChE Local Section Meeting 30
Off-gas Treatment Take-aways
Multiple air emission regulations may apply to spent fuel reprocessing facilitiesGaseous fission product control efficiencies up to 99.99% (DF = 10,000) may be requiredTechnologies for controlling gaseous fission products are less established; new technologies and waste forms are under evaluationOngoing R&D is continuing to determine performance, operating conditions, and waste forms for gaseous fission product control technologies

February 10, 2009 ANS/AIChE Local Section Meeting 31
Role of Centrifugal Contactors in Aqueous Separations
Centrifugal contactors will likely play a significant role in advanced aqueous recycle of used nuclear fuel– Utilized in portions of production scale facilities– Used for development of advanced separation
processesHave several advantages over pulse columns and mixer-settlers– Less space required– High efficiency– Reach steady-state rapidly, allowing for rapid
recovery from upsets and shutdown/restart– Reduced solvent contact times
But not without a few disadvantages– Processes with slow kinetics– Processes with likelihood of large quantities of solids (clean-in-place capability
has potential to mitigate)– Remote maintenance

February 10, 2009 ANS/AIChE Local Section Meeting 32
Commercial Centrifugal Contactor Testing at the INLin 2008
Testing of remotely operable/maintainable 5-cm contactorsDesign of remotely operable/maintainable “production” scale 12.5-cm contactorsDesign and construction of 30 stage 5-cm contactor pilot plantTemperature profile testing in the newly constructed contactor pilot plant

February 10, 2009 ANS/AIChE Local Section Meeting 33
Development of Remote 5-cm Centrifugal Contactor

February 10, 2009 ANS/AIChE Local Section Meeting 34
30 Stage 5-cm Centrifugal Contactor Pilot Plant

February 10, 2009 ANS/AIChE Local Section Meeting 35
Test Objectives of Temperature Profile Testing in 30 Stage Pilot Plant
Aqueous separation flowsheets typically require some level of temperature control – often different for various sectionsLaboratory scale centrifugal contactor testing (2-cm) results in large temperature increase for the process solutions due to heat generated from the motors and low flowrates– 2-cm centrifugal contactors with heat exchanger jackets were designed
and utilized to alleviate this issueWill jacketed heat exchangers be required for engineering and production scale centrifugal contactors?– With larger flowrates it is expected that the temperature impact from
motor heat will be reduced– Heating or cooling the process feed solutions may be enough to
accomplish temperature control, preventing the need for a complex heat exchanger system for the centrifugal contactors
– ANL has developed a computer model to predict process temperature based on system design. Limited experimental data is available - Data from testing will be used by ANL to validate/improve their model.

February 10, 2009 ANS/AIChE Local Section Meeting 36
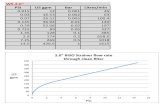
Temperature Profile Testing
Aqueous Only – Approach to Steady State – Ambient Temp
Aqueous Only – Temperature Profile – Ambient Temp
Two Phase Flow – Temperature Profile – Ambient Temp
Two Phase Flow – Temperature Profile – Strip at 50C

February 10, 2009 ANS/AIChE Local Section Meeting 37
Summary of Results of Temperature Profile Tests
Process solution temperature increased when feed solutions were at ambient temperatureAt feed temperatures of 50 ºC, heat losses were greater than the heat gain due to motor operation or heat of mixing which resulted in processes solution temperature decreasing below the feed temperatureControl of the feed solution temperature has a significant impact on process solution temperatureProcess temperature control in flowsheets using CINC 5-cm centrifugal contactors could likely be accomplished for many flowsheets by controlling the temperature of the feed solutionsProcesses that require tighter temperature control may require jacketed contactor or insulation

February 10, 2009 ANS/AIChE Local Section Meeting 38
Testing Planned for FY 2009
A prototype remotely maintainable 12.5-cm centrifugal contactor will be constructed and testedTRUEX mass transfer testing and temperature control testing will be performed using the 30 stage centrifugal contactor pilotplantA location and layout that will allow testing of the pilot plantwith depleted uranium and/or low levels of radiotracers will be evaluatedA pulse column will be set up for testing– Will be moved from the University of Idaho– Two inch glass pulse column that has approximately 20 feet of
active height and upper/lower disengagement heads– Equipped with nozzle plates and an air pulser

February 10, 2009 ANS/AIChE Local Section Meeting 39
Acknowledgements
ORNL– J. Binder– D. Ramey– B. Spencer
SNL– T. Nenoff
INL– D. Haefner– J. Law– T. Todd– N. Soelberg
Prepared by Oak Ridge National Laboratory, P.O. Box 2008, Oak Ridge, Tennessee 37831-6285, managed by UT-Battelle, LLC, for the U.S. Department of Energy under contract DE-AC05-00OR22725.
This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United Statesgovernment nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States government or any agency thereof.
Top Related