







Languages
Pages
Legal


Abstract number: 002-0470
A New Approach for the Production Planning of Flexible Manufacturing Systems Based on
the Concept of Operation Types
Second World Conference on POM and 15th Annual POM Conference, Cancun, Mexico, April 30 – May 3, 2004
Tamás Koltai (corresponding author) Budapest University of Technology and
Economics Department of Industrial Management
1111 Budapest, Műegyetem rkp. 9. T. Bld., Hungary
E-mail: [email protected] Phone: 36-1-463-2432
Fax: 36-1-463-1606
Kathryn E. Stecke The University of Texas at Dallas
School of Management P.O. Box 830688, Richardson, Texas 75083-
0688, USA E-mail: [email protected]
Phone: 972-883-4781 Fax: 972-883-2799
Viktor Juhász Budapest University of Technology and
Economics Department of Industrial Management
1111 Budapest, Műegyetem rkp. 9. T. Bld., Hungary
E-mail: [email protected] Phone: 36-1-463-2432
Fax: 36-1-463-1606
Peter Várlaki Széchenyi István University
Institute of Informatics and Electrical Engineering
Department of Matematics 9026 Győr, Egyetem tér 1, Hungary
E-mail: [email protected] Fax: 36-1-463-1783
Abstract
Manufacturing systems produce parts to meet demand, either forecast and/or actual. When developing a production plan, an initial question is whether there is enough capacity from the system for the different operations demanded by the production requirements. The paper provides an aggregate capacity analysis model, which can be the basis for aggregate production planning. Aggregation in the paper means that the similar manufacturing operations, which require the same type of machines, are aggregated into operation types. Applying the concept of “operation types”, the variety of the alternative uses of the production capacity can be reduced and a systematic evaluation of capacity utilization and workload balance is possible. The proposed capacity analysis model, can help operation managers to make production planning decisions, make or buy decisions, and can assist when decisions on taking certain orders has to be made. The basic concept of the model is illustrated by a real case example. The paper also highlights some further research possibilities based on the operation type aggregation concept.

2
1. Introduction
Manufacturing systems produce parts to meet demand, either forecast and/or actual. When
developing a production plan, an initial question is whether there is enough capacity from the
system for the different operations demanded by the production requirements. Production
planning for the equipment that performs different operations in conventional manufacturing
systems is more straightforward than in flexible manufacturing systems. In some conventional
systems, the capacity available for production can be determined directly from the available
capacities of the different single-purpose machines, as they can usually perform only a small
variety of operations. (Conventional and manual systems may also contain general-purpose
machine tools.) A system with multi-purpose computer numerical control (CNC) machines
provides additional opportunities to increase system utilization through the machine flexibility,
since each machine can be used for a variety of operations. In this case, it is useful to know if
there is enough capacity of a variety of functional types to perform all of the technologically
different operations. If there is enough capacity of different types, then next, the alternative uses
of the machines for the different operations need to be analyzed. For example, in a combined
system with mixed types (single- and general-purpose) of machines, decisions concerning
whether certain operations should be assigned to the single-purpose machines (or not) can be
considered in order to leave the CNCs free for more complex or special operations.
This type of problem is found in production systems that produce several types of parts
requiring technologically different operations on both CNC and conventional machines. For
example, consider the manufacturing system of a particular company, GE Lighting Tungsram,
producing parts for light source production lines. In this system, about 5000 different part types
are produced yearly in small and medium lots. Several multiple axis CNC machines as well as
3
conventional machines are available for production. Some part types can be produced on both
CNC and conventional machines, while others can only be produced on CNC machines.
Consider a GE example of two part types (a bearing block and a driving plate) to be
scheduled for production in a particular time period. The bearing block requires milling with the
following three tools: side mill, face mill, and drilling end mill. It also requires drilling with two
different size drills. These operations can be performed either on a three-axis CNC milling
machine with one mount and requiring 5 tools, or can be performed on three conventional
machines (vertical mill, lathe, and a drilling machine). The driving plate requires a complicated
milling operation with an end mill, which can be done only on the CNC machine. The following
questions need to be addressed by the GE production manager when planning production for the
addition of these two part types to a current production plan for an upcoming period of time:
– Should the CNC machine be used only for the driving plate and the conventional
machines only for the bearing block? If, in this case, there is not enough capacity on the
conventional machines, should certain operation(s) be moved to the CNC machine or instead,
should overtime be scheduled for the conventional machines?
– Can only the CNC machine be used for both part types by loading all of the required tools
for them? If, in this case there is not enough capacity on the CNC machine to perform all of the
required operations, should certain operation(s) be moved to the conventional machine(s) or
instead should overtime be scheduled for the CNC machine?
These questions should be answered considering that
– Production and tooling costs are different on the conventional and CNC machines.
– Overtime costs money.
– Workers at the CNC and conventional machines should have balanced workloads to
avoid dissatisfaction of workers having uneven workloads as well as under-utilized machines.
4
– Some special cutting tools might be in shortage if they are loaded on too many machines
at the same time.
– Flexibility in a production plan is very useful in rescheduling production in the case of
machine breakdowns, because the delay of some parts may delay subsequent assembly
operations.
This small example of two part types demonstrates the real problems that exist when
several hundred part types and all of the machines of the manufacturing system are involved. The
techniques presented in this paper can help companies similar to GE Lighting Tungsram address
such issues.
The paper provides aggregate model for capacity analysis. Aggregation here means that the
similar manufacturing operations, which require the same type of machines, are aggregated into
operation types. Applying the concept of “operation types”, the variety of the alternative uses of
the production capacity can be reduced and a systematic evaluation of capacity utilization and
workload balance is possible.
An easy-to-use mathematical model and graphical illustrations are provided to analyze the
capacity over- and under-utilization of the machines, as well as of the entire system.
Aggregation is a widely used tool in production planning. When some elements of a
production system are treated in an aggregate manner, simpler models can be applied for
capacity, inventory, and production planning. Obviously some information is lost by aggregation,
but at a certain level of decision-making, an aggregate treatment can be sufficient. When
information that is more detailed is required, then the aggregated concepts are disaggregated
and/or a more detailed model is applied. In traditional production planning models, products
and/or facilities are aggregated (Thomas and McClain, 1993). Products using the same setup of
the production process are aggregated into product families and/or products with similar resource

5
consumption are aggregated into product types. When a good production plan and capacity
utilization is determined, a detailed production program can be prepared, in which product types
and/or families are disaggregated into products (see, for example, Johnson and Montgomery,
1974 and Hax and Candea, 1984). Facility-level aggregation means that several different
resources of the production, such as machines, workforce, and materials are considered as a
single resource or facility (see, for example, Holt et al. 1960).
Special-purpose machines perform just a small set of technologically different operations.
In this case, aggregation of machines is approximately equivalent to the aggregation of
operations. In case of multi-purpose CNCs, machines and operations have to be treated
separately, since the operation manager decides on the set of operations a machine has to
perform. This fact was recognized by Niess (1980), who aggregated similar operations into
operation types. Niess developed an algorithm to determine a series of sets of orders for several
production periods. The generated production program provides balanced capacity utilization,
that is, there is no excess capacity over- and under-utilization. Niess applied this method for
conventional production systems consisting of several single- and multi-purpose machines.
To solve the FMS production planning problems, Stecke (1983) proposed a nonlinear
integer production planning model. The size of this model, however, can preclude frequent
application, especially for a large FMS. A hierarchical approach was also proposed by Stecke
(1986), Van Looveren et al. (1986), and Jaikumar and Van Wassenhove (1989) to handle the
increased complexity of FMS production planning. Stecke and Kim (1991) suggest an aggregate
approach to sequence the production of orders for different types of parts in order to balance the
workload for the various machine types.
Production planning of an FMS in an MRP environment was presented in Mazzola et al.
(1989). In this case, part type selection is determined by an MRP system in the rough cut capacity
6
planning phase. For the selected part types, first grouping and loading of machines is solved, then
detailed scheduling is done. Since part type selection is solved independently of the grouping and
loading problem, the complexity of the model is somewhat reduced, but still the solution of real
size models requires efficient heuristics.
The complexity of the capacity analysis of FMSs implies that aggregation could be an
appropriate approach. The technological characteristics of these systems, however, require
modification of traditional aggregation concepts. The capability to perform a large number of
technologically different operations can cause difficulties in production planning as well as
benefits for operation. The main contribution of this paper is to show how the increased
complexity of the capacity analysis of FMSs can be addressed by aggregating operations into
operation types. It is very difficult to solve simultaneously machine pooling, tooling, and loading,
and frequently it is not even necessary. When the manufacturing manager in GE Tungsram would
like to know whether there is enough capacity on the CNC and conventional machines to
manufacture a given set of orders considering certain flexibility and cost objectives, then a
detailed tooling and routing solution is unnecessarily detailed information. Evaluation of the best
possible tooling and routing is required only after decision on the acceptance of the orders. That
is why hierarchical approaches are proposed to solve the production planning problems of FMSs.
When operation types are used, a framework is obtained for the subsequent detailed workload
allocation (during disaggregation). Using the suggested method, the aggregation concept applied
for conventional systems can be extended for FMSs. A key idea is that the focus is on the
requirements of the operation types rather than on the capability of each machine.
The paper is organized as follows. First the basic notation, and the concept of the capacity
analysis model are provided. Next the application of the model for a sample problem based on the
part manufacturing division of GE Tungsram in Hungary is illustrated. The example is followed
7
by sensitivity analysis. It is explained how the change of production requirements and machine
capacities can be analyzed with the help of the presented method. Finally, the main application
areas of the model are summarized.
2. Basic definitions and concepts
A flexible manufacturing system (FMS) is a collection of machines, linked together by an
automated materials handling system and directed by a central computer. An order (for a single
part type) consists of ri parts of type i. Each part type has a finite number of operations. An
operation, oj, is defined by its processing time on a given machine and by the set of cutting tools
required.
A machine visit requires a pallet, a fixture, and whatever is on the fixture. This is usually a
single part, but may also be multiple parts of the same type or multiple parts of several types, in
one or more mounts. Each part type may have a (partial) precedence among its operations.
An operation type, oth, is an aggregated set of all of those operations that can be performed
on the same machines. Let’s consider a part, which requires several milling and drilling
operations. If all of the machines are able to perform all operations, then the manufacturing of
this part requires one operation type consisting of all drilling and milling operations. If, however,
two machines can perform the drilling operations, and just one of the two machines can perform
the milling operations, then the operations are aggregated into two operation types (drilling and
milling).
An operation type set, Sk, consists of a single or multiple operation type(s). In general, the
total number of the operation type sets, K”, can be calculated as
(1)
where H is the total number of single operation types.
12 −=′′ HK

8
Table 1. Summary of notations
The CNC machines can be single-purpose machines (a single operation type only can be
performed) or multi-purpose machines (two or more operation types can be performed).
Subscripts:
order (part type) i=1,...,I
operation j=1,...,J
operation type h=1,...,H
set of operation types k=1,...,K
subset of a set of operation types k'=1,...,K'
subset of the set of all operation types k"=1,...,K"
machines m=1,...,M
Parameters:
ri = production requirements of part type i, i=1,...,I
oj = operation, j=1,...,J
oth = operation type h, h=1,...,H
Sk = operation type set k, = {oth, h=1,...,HSk}, h=1,...,H; k=1,...,K; where Hsk is the number of
operation types in operation type set Sk, k=1,...,K
S'k' = set of all possible subsets of Sk, k'=1,...,K'
S"k" = set of all possible subsets of Sk, which contains all operation types, k"=1,...,K"
xkm = binary variable, whose value is equal to 1, if operation type set k is assigned to machine m, and it
to 0, otherwise, k=1,...,K; m=1,...,M
cm = production capacity of machine m (expressed in Cus), m=1,...,M
pij = processing time of operation j of order i (expressed in CUs), i=1,...,I; j=1,...,J
ph = total processing time for all operations of type h for all orders in a given period (expressed in
CUs), h=1,...,H
pk = total processing time for all operations of operation type set k, for all orders in a given period
(expressed in CUs), k=1,...,K
uk = upper capacity bound of operation type set k, k=1,...,K
lk = lower capacity bound of operation type set k, k=1,...,K
α = acceptable percent of capacity under-utilization
β = acceptable percent of capacity over-utilization

9
Capacity of a machine, cm, here is expressed in capacity units (CUs), over a period of, for
example, a shift or two, a day, or a week. This data is determined by the total processing time a
machine can work in a given period. Processing time of operation j of order i, pij, is also
expressed in terms of CUs, rather than in hours or minutes. The processing time of an operation
type, ph, is the sum of the processing times of the operations belonging to that operation type, that
is,
(2)
The capacity requirement for an operation type set is the number of CUs per period
demanded by the production requirements, and can be calculated by summing the production
times of the operation types of the operation type set, that is,
(3)
The production requirements for the manufacturing system are given from a master
production schedule (MPS) periodically, say each shift, day, or week.
An upper capacity bound of a particular operation type set k, uk, is the maximum amount
of available capacity for operation type set k. It is calculated as the sum of the CUs of those
machines which are capable of performing any and all operations belonging to that operation
type set, that is,
(4)
A lower capacity bound of an operation type set k, lk, is the minimum amount of planned
free capacity for operation type set k that is available only to the operations that belong to that
Hhotopp hj
I
iijh ,..,1,
1=∈=∑
=
KkppkSH
hhk ,...,1
1== ∑
=
{ } KkKkHh
pxcu kSotSotk
M
mmkmk
khkh ′′=′′==
≥⋅= ∑ ∑′′′′∈∈′′ =
′′,...,1
,...,1,...,1
| 1I

10
operation type set. It is calculated as the sum of the CUs of those machines, which are capable of
performing only those operations belonging to that particular operation type set, that is,
(5)
This is free capacity because if it isn't used, there is idle time on the machines.
The ideal available capacity per period for an operation type set is a range defined by the
difference between the upper and the lower capacity bounds of available capacity. The capacity is
sufficient if the production requirements from all operation type sets are less than their
corresponding upper bounds. When all operations have been assigned to machines and the
workload is less than the lower capacity bound of any operation type set, then there is machine
idle time. In case of ideal workload allocation the production requirements for all the operation
type sets are between the upper and lower bounds, that is,
(6)
In real manufacturing systems, production managers, on one hand, must generally be
resigned to a certain amount of idle capacity. Idle capacity is either planned and serves as buffer
capacity to absorb the effect of unexpected events (i.e., machine breakdowns, tool breakages,
quality problems), or it is the consequence of scheduling constraints. This fact is incorporated in
the parameter α, which expresses the acceptable percentage of capacity under-utilization of the
machines. On the other hand, production managers need to work around a certain amount of lack
of capacity. In these cases, management may consider overtime, subcontracting, or other possible
capacity adjustments. This fact is incorporated in the parameter β, which expresses the acceptable
percentage of capacity over-utilization. Taking into consideration the acceptable percentage of
{ } KkKkHh
pxcl kSotSotk
M
mmkmk
khkh ′=′==
≤⋅= ∑ ∑′′∈∈′ =
′,...,1,...,1,...,1
| 1I
Kkupl kkk ′′=≤≤ ,...,1

11
under-, and over-utilization, a more pragmatic condition for the production requirements is the
following,
(7)
2. Illustration of the operation type set capacity constraints The introduced notation and concepts are illustrated with the help of the sample process of GE
Tungsram presented in the introduction (Koltai, Farkas, and Stecke 2000). This system produces
several different types of bearing blocks and driving plates. In a particular production period four
machines are assigned to the production of these parts. This set of machines includes one three-
axis CNC milling machine (M1) and three single-purpose machines: a vertical mill (M2), a drill
(M3), and a lathe (M4) as shown in Figure 1.
Figure 1: The configuration of the sample manufacturing system
The required operations are aggregated into four operation types: simple milling (ot1),
drilling (ot2), turning (ot3), and complicated milling (ot4). The part types with the corresponding
operations and operation types are listed in Table 2. These main manufacturing capabilities,
which are attainable through tooling up the machines, are indicated in Figure 1. For example, ot1,
Three axis CNC machine (M1)
ot1, ot2, ot3, ot4
Vertical milling
machine (M2)ot1
Lathe (M4)ot3
Drilling machine (M3)
ot2
Three axis CNC machine (M1)
ot1, ot2, ot3, ot4
Vertical milling
machine (M2)ot1
Lathe (M4)ot3
Drilling machine (M3)
ot2
( ) ( ) Kkupl kkk ′′=⋅+≤≤⋅− ,...,111 βα

12
ot2, ot3, and ot4 at machine M1 indicates that M1 is capable of performing all the operation types,
whereas M2, M3, and M4, respectively, are single-purpose machines for ot1, ot2, and ot3.
Table 2. The part types,
operations, and operation types of the sample problem Part Type Operation Operation Type
bearing block (BB) side milling simple milling
(ot1) end milling face milling drilling (large hole) drilling (ot2) drilling (small hole) turning turning (ot3) driving plate (DP)
milling with a drilling end mill
complicated milling (ot4)
drilling drilling (ot2)
The production requirements determined by the MPS are given in Table 3 for one
production period, which spans one shift. The different part types manufactured in the system are
termed orders. Identification of these orders is done by the name of the part type (BB=bearing
block or DP=driving plate) and by a number indicating the particular order. The required
operation types are shown in the heading of Table 3, while their corresponding production
requirements are given by the calculated processing times expressed in CUs (i.e., order BB1
requires 0.34 CUs for simple milling, 0.10 CUs for drilling, and 0.2 CUs for turning. 0.1 CUs
means that in a single eight hour shift, 48 minutes of drilling operation is required. In practice, for
order BB1, the 0.10 CUs of drilling represents the sum of the processing time of two drilling
operations (drilling large and small holes) with two different tools for all of the bearing blocks of
this order.

13
Table 3. Production requirements in CUs for one period Order ot1 ot2 ot3 ot4 BB1 0.34 0.10 0.20 BB2 0.46 0.15 0.16 BB3 0.25 0.18 0.13 BB4 0.65 0.27 0.11 DP1 0.10 0.4 DP2 0.10 0.50 Total 1.70 0.90 0.60 0.90
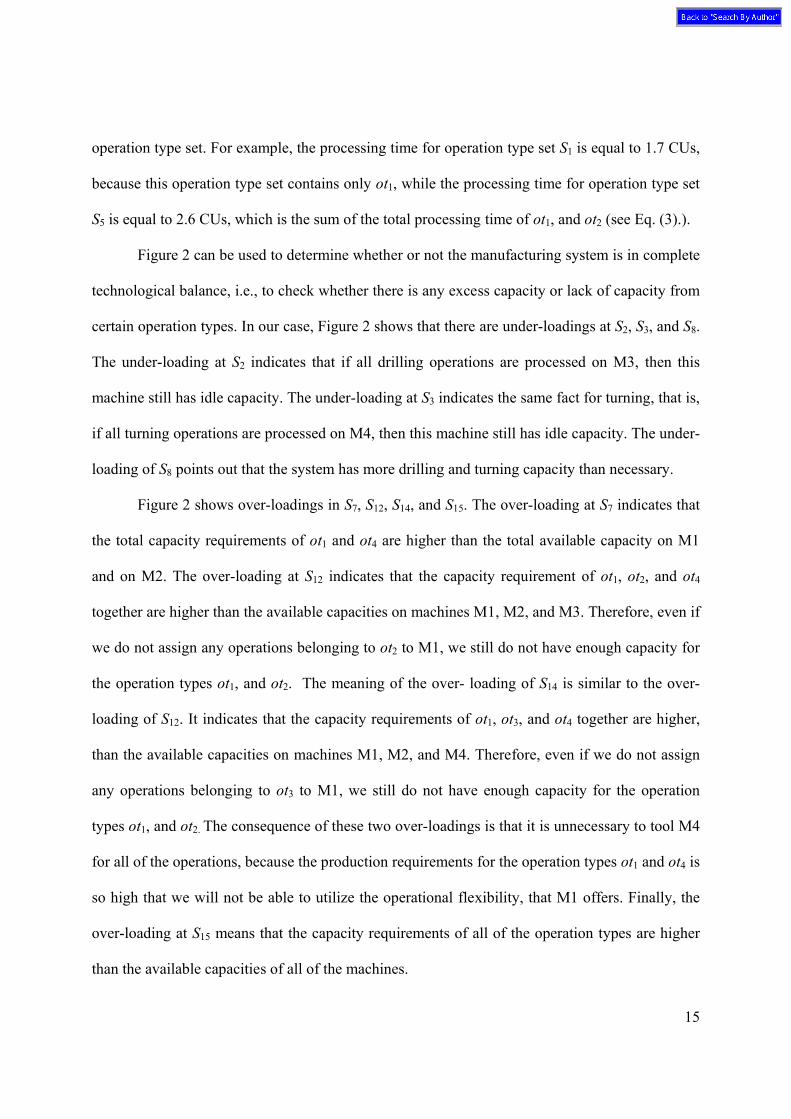
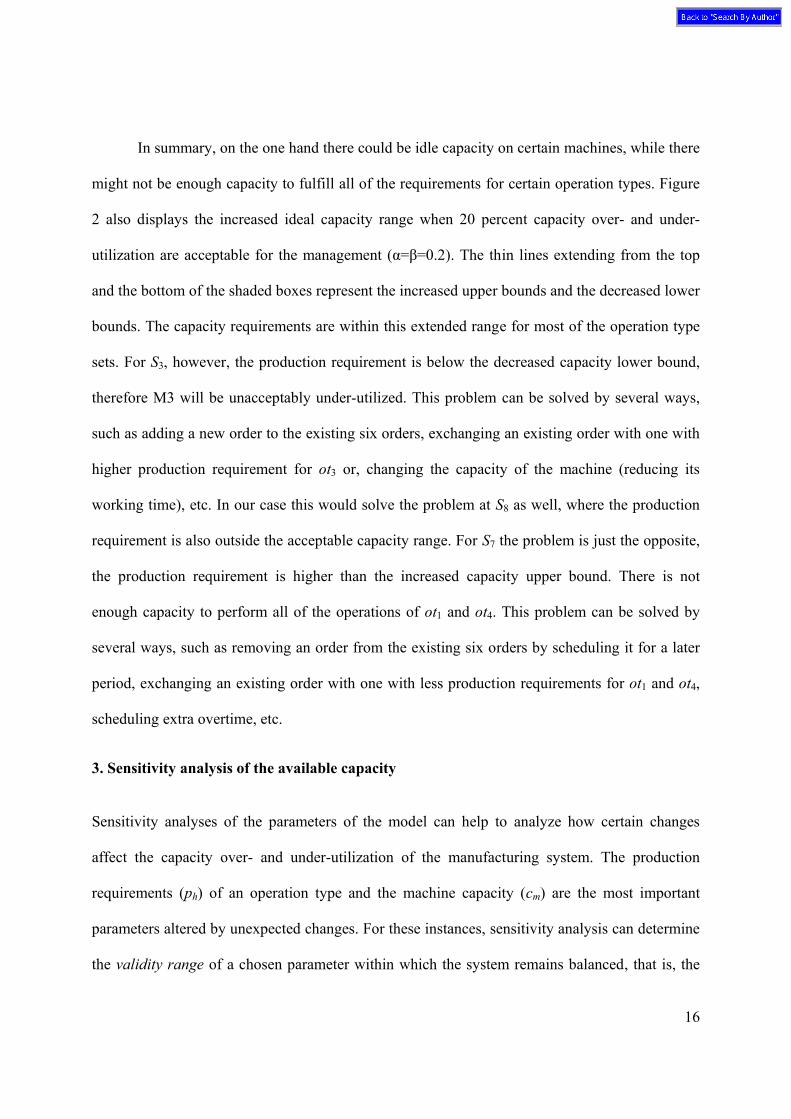
The ideal available capacity range for each operation type set is displayed in Figure 2. The
possible operation type sets are placed on the horizontal axis. In this case, there are four operation
type sets (S1, S2, S3, S4) with single operation types, six operation type sets (S5, ..., S10) with two
operation types, four operation type set (S11 ..., S14) with three operation types, and one operation
type set (S15) with four operation types. In this example, the total number of operation types, K”,
is equal to15. The lower and the upper capacity bounds of each operation type set are measured
on the vertical axis.
For example, for the operation type set S1 the lower capacity bound is equal to 1 CU (l1=1),
because M2 is the only machine which is dedicated for ot1; and the upper capacity bound is equal
to 2 CUs (u1=2), since M1 and M2 are both capable of performing ot1. For S4, l4=0, because there
is no machine which is dedicated exclusively to ot4, while u1=1, because only M1 can perform
ot4. For S5, which is an operation type set containing operation types ot1 and ot2, l5=2 because M2
can perform ot1, and M3 can perform ot2. For S5, u4=3, as M1, M2, and M3 can do either ot1 or
ot2. If the capacity requirement is smaller than the lower bound of any operation type set, then the
system is underloaded, and there is free capacity on one or more machines. For example, if less
than 1 CU from ot1 is required, then the vertical milling machine, M2, will have idle capacity. If
the capacity requirement is greater than the upper bound of any operation type set, then the
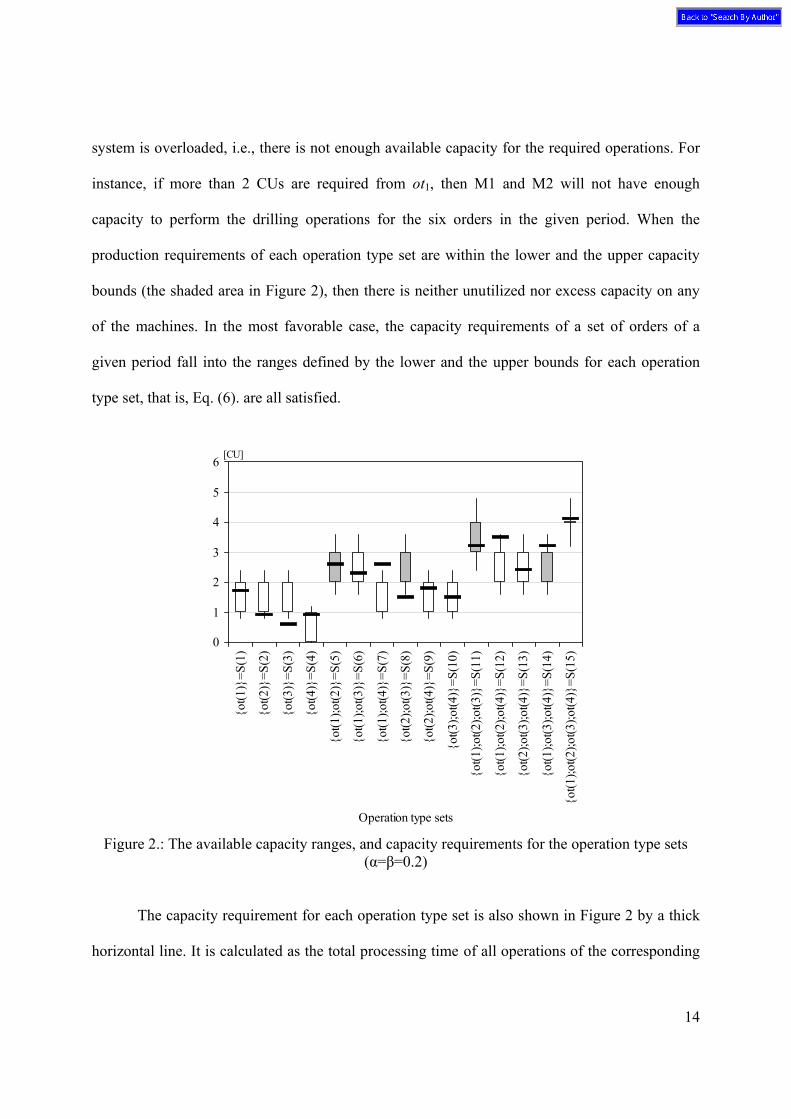
14
system is overloaded, i.e., there is not enough available capacity for the required operations. For
instance, if more than 2 CUs are required from ot1, then M1 and M2 will not have enough
capacity to perform the drilling operations for the six orders in the given period. When the
production requirements of each operation type set are within the lower and the upper capacity
bounds (the shaded area in Figure 2), then there is neither unutilized nor excess capacity on any
of the machines. In the most favorable case, the capacity requirements of a set of orders of a
given period fall into the ranges defined by the lower and the upper bounds for each operation
type set, that is, Eq. (6). are all satisfied.
Figure 2.: The available capacity ranges, and capacity requirements for the operation type sets (α=β=0.2)
The capacity requirement for each operation type set is also shown in Figure 2 by a thick
horizontal line. It is calculated as the total processing time of all operations of the corresponding
0
1
2
3
4
5
6
{ot(1
)}=S
(1)
{ot(2
)}=S
(2)
{ot(3
)}=S
(3)
{ot(4
)}=S
(4)
{ot(1
);ot(2
)}=S
(5)
{ot(1
);ot(3
)}=S
(6)
{ot(1
);ot(4
)}=S
(7)
{ot(2
);ot(3
)}=S
(8)
{ot(2
);ot(4
)}=S
(9)
{ot(3
);ot(4
)}=S
(10)
{ot(1
);ot(2
);ot(3
)}=S
(11)
{ot(1
);ot(2
);ot(4
)}=S
(12)
{ot(2
);ot(3
);ot(4
)}=S
(13)
{ot(1
);ot(3
);ot(4
)}=S
(14)
{ot(1
);ot(2
);ot(3
);ot(4
)}=S
(15)
Operation type sets
[CU]
15
operation type set. For example, the processing time for operation type set S1 is equal to 1.7 CUs,
because this operation type set contains only ot1, while the processing time for operation type set
S5 is equal to 2.6 CUs, which is the sum of the total processing time of ot1, and ot2 (see Eq. (3).).
Figure 2 can be used to determine whether or not the manufacturing system is in complete
technological balance, i.e., to check whether there is any excess capacity or lack of capacity from
certain operation types. In our case, Figure 2 shows that there are under-loadings at S2, S3, and S8.
The under-loading at S2 indicates that if all drilling operations are processed on M3, then this
machine still has idle capacity. The under-loading at S3 indicates the same fact for turning, that is,
if all turning operations are processed on M4, then this machine still has idle capacity. The under-
loading of S8 points out that the system has more drilling and turning capacity than necessary.
Figure 2 shows over-loadings in S7, S12, S14, and S15. The over-loading at S7 indicates that
the total capacity requirements of ot1 and ot4 are higher than the total available capacity on M1
and on M2. The over-loading at S12 indicates that the capacity requirement of ot1, ot2, and ot4
together are higher than the available capacities on machines M1, M2, and M3. Therefore, even if
we do not assign any operations belonging to ot2 to M1, we still do not have enough capacity for
the operation types ot1, and ot2. The meaning of the over- loading of S14 is similar to the over-
loading of S12. It indicates that the capacity requirements of ot1, ot3, and ot4 together are higher,
than the available capacities on machines M1, M2, and M4. Therefore, even if we do not assign
any operations belonging to ot3 to M1, we still do not have enough capacity for the operation
types ot1, and ot2. The consequence of these two over-loadings is that it is unnecessary to tool M4
for all of the operations, because the production requirements for the operation types ot1 and ot4 is
so high that we will not be able to utilize the operational flexibility, that M1 offers. Finally, the
over-loading at S15 means that the capacity requirements of all of the operation types are higher
than the available capacities of all of the machines.
16
In summary, on the one hand there could be idle capacity on certain machines, while there
might not be enough capacity to fulfill all of the requirements for certain operation types. Figure
2 also displays the increased ideal capacity range when 20 percent capacity over- and under-
utilization are acceptable for the management (α=β=0.2). The thin lines extending from the top
and the bottom of the shaded boxes represent the increased upper bounds and the decreased lower
bounds. The capacity requirements are within this extended range for most of the operation type
sets. For S3, however, the production requirement is below the decreased capacity lower bound,
therefore M3 will be unacceptably under-utilized. This problem can be solved by several ways,
such as adding a new order to the existing six orders, exchanging an existing order with one with
higher production requirement for ot3 or, changing the capacity of the machine (reducing its
working time), etc. In our case this would solve the problem at S8 as well, where the production
requirement is also outside the acceptable capacity range. For S7 the problem is just the opposite,
the production requirement is higher than the increased capacity upper bound. There is not
enough capacity to perform all of the operations of ot1 and ot4. This problem can be solved by
several ways, such as removing an order from the existing six orders by scheduling it for a later
period, exchanging an existing order with one with less production requirements for ot1 and ot4,
scheduling extra overtime, etc.
3. Sensitivity analysis of the available capacity
Sensitivity analyses of the parameters of the model can help to analyze how certain changes
affect the capacity over- and under-utilization of the manufacturing system. The production
requirements (ph) of an operation type and the machine capacity (cm) are the most important
parameters altered by unexpected changes. For these instances, sensitivity analysis can determine
the validity range of a chosen parameter within which the system remains balanced, that is, the

17
capacity requirements remain within the ideal available capacity range. This sensitivity range can
be determined by the feasible increase and the feasible decrease of a given parameter.
3.1. Sensitivity analysis of the total processing time of an operation type (ph) Every change concerning the orders may result in a change of their production
requirements. A customer may request an increase of an order. Another customer may cancel an
entire order. A customer may require a small modification of the product, which may result in,
for example, increased drilling time. In case of a rush order, the production requirements of all
operation types may change. The sensitivity analysis of the total processing time of an operation
type can help to analyze the consequences of these situations.
The sensitivity range of a particular processing time, ph, can be determined by calculating
the possible change of ph for all operation type sets that contain operation type oth. That is, a
range is computed for all Sk, when oth∈Sk. The feasible decrease of the total processing time of
operation type h, ∆ph-, is determined by the minimum of the algebraic differences between the
processing times and the capacity lower bounds for all operation type sets which contain
operation type oth, that is,
(8)
The feasible increase of the total processing time of operation type h, ∆ph+, is determined
by the minimum of the algebraic differences between the capacity upper bounds and the
processing times for all operation type sets which contain operation type oth, that is,
(9)
( )( )[ ] Kk
HhlpMinp kkSotkhkh ,...,1
;,...,11 ==α−⋅−=
∈
−∆
( )( )[ ] Kk
HhpuMinp kkSotkhkh ,...,1
;,...,11 ==−β+⋅=
∈
−∆

18
The results obtained from Eq. (8)., and Eq. (9). when applied to the sample problem are
given in Table 4.
Table 4.: Sensitivity analysis of the production requirements (α=β=0.2) Operation type ph ∆ph
- ∆ph+
ot1 1.7 0.7 -0.2 ot2 0.9 -0.1 0.1 ot3 0.6 -0.2 0.4 ot4 0.9 0.7 -0.2
The sensitivity ranges are valid for 20 percent acceptable capacity over- and under-
utilization (α=β=0.20). The second row of Table 4 shows that the capacity requirement of ot1 can
be decreased by 0.7 CUs without the violation of the lower capacity bound (∆p1-=0.7).
The same value is obtained for ot4 (∆p4-=0.7) indicating that a small decrease of the
production requirement of these operation types will not cause capacity under-utilization. The
negative acceptable increase of the capacity requirement of ot1 (∆p1+= -0.2) indicates that the
system is already over-utilized, further operations of this operation type set cannot be accepted.
The same is true for ot4 (∆p4+= -0.2).
For ot2, an acceptable decrease of p2 is equal to -0.1 CUs (∆p2-= -0.1). The negative sign
shows that the system is already under-utilized, and further decrease of the production
requirement of this operation type cannot be accepted. The feasible increase of p2 is equal to 0.1
CUs (∆p2+=0.1), indicating that a slight increase of the production requirement of this operation
type is acceptable. Similar information is provided for ot3, except that for this operation type the
acceptable increase of the production requirement is higher (∆p2+=0.4).

19
The results in Table 4 are independent validity ranges, that is, the feasible decrease and
increase is valid only if the capacity requirements of a single operation type change. When the
capacity requirements of more than one operation type set changes, a joint range for all of the
simultaneously changing parameters can be determined.
3.2. Sensitivity analysis of the machine capacity (cm) The capacity of the machines may decrease because of machine breakdowns, unexpected
production stops, or waiting for operators, repair-persons, or tools and materials. A capacity
increase can be regarded as scheduled overtime or as the organization of extra shifts. Sensitivity
analysis of the machine capacity can help analyze these situations.
The sensitivity range of the available capacity of a particular machine can be determined
by calculating the feasible change of the upper and lower capacity bounds of all of those
operation type sets which are affected by the change of the operation type set assigned to that
machine. For example, if a machine is tooled just for drilling, then the feasible change of the
upper and lower capacity bounds of all of those operation type sets which contains drilling has to
be examined.
The capacity decrease of a machine diminishes both the lower and upper capacity bounds.
For our purposes, the decrease of the upper bound is relevant, because it may result in an
infeasible capacity over-utilization. When the capacity of a particular machine changes, then all
of the capacity upper bounds of those operation type sets, which contain any and all of the
operation types assigned to this machine, are affected. The feasible decrease of the capacity of
machine m, ∆cm-, is determined by the minimum of the algebraic differences between the
capacity upper bound and the processing time for all of the affected operation type sets, that is,

20
(10)
The capacity increase of a machine augments both the lower and upper capacity bounds.
For our purposes, the increase of the lower bound is relevant, because it may result in an
infeasible capacity under-utilization. When the capacity of a particular machine changes, all of
those capacity upper bounds of operation type sets, for which the operation type set assigned to
the machine is a subset, are affected. The feasible increase of the capacity of machine m, ∆cm+, is
determined by the minimum of the algebraic differences between the processing time and the
capacity lower bound for all of the affected operation type sets, that is,
(11)
The results computed for the sample problem using Eq. (10)., and Eq. (11). are given in
Table 5. The sensitivity ranges are valid for 20 percent acceptable capacity over- and under-
utilization (α=β=0.20).
Table 5.: Sensitivity analysis of the machine capacities (α=β=0.2) Machines ch ∆ch
- ∆ch+
M1 1 -0.2 0.9 M2 1 -0.2 0.7 M3 1 0.1 -0.1
The second row of Table 5 shows that the capacity of M1 cannot be decreased without
violating the upper capacity bounds (∆c1-=-0.2). All operation types are assigned to M1.
Therefore, every operation type set contains at least one of the operation types of M1. Thus, the
{ }( )[ ]
MmKk
KkHh
puMinc kkSotSotxkmkhkhkm
,..,1,...,1
,...,1,...,1
11|
=′′=′′
==
−β+⋅= ′′′′∈∈=′′
−
′′II∆
{ }( )[ ]
MmKkKkHh
lpMinc kkSotSotxkmkhkhkm
,..,1,...,1,...,1,...,1
11|
=′=′
==
α−⋅−= ′′∈∈=′
+
′II∆

21
difference between the 20 percent increased value of the upper bounds and the capacity
requirements for all operation type sets must be checked, and the minimum of Eq. (10) is found
at S7. Figure 2 shows that for S7, the capacity requirement is higher than the acceptable capacity
over-utilization. Therefore, the capacities of those machines, which contain ot1 and ot4 cannot be
decreased. This also explains the negative value found for the feasible decrease of the capacity of
M2 (∆c2-= -0.2). The feasible increase of the capacity of M1 is equal to 0.9 (∆c1
+=0.9). The
operation type set assigned to M1 is S15. This is the largest set and it affects exclusively the lower
capacity bound of operation type set S15. (S15 is a subset of only itself.) Thus, the difference
between the capacity requirements and the 20 percent decreased values of the lower bounds must
be checked at S15 and it is equal to 0.9 CUs. For M2, the assigned S1 is a subset of eight operation
type sets. The smallest difference between the capacity requirements and the 20 percent
decreased value of the lower bounds is found at S6, and is equal to 0.7 (∆c2+=0.7).
Machine M3 contains a single operation type, ot2. In this case, the feasible decrease of the
machine capacity is equivalent to the feasible increase of the production requirements of ot2, that
is, ∆c3-=∆p2
+=0.1. Similarly, the feasible increase of the machine capacity is equivalent to the
feasible decrease of the production requirements of ot2, that is, ∆c3+=∆p2
-=-0.1. Machine M4
also contains a single operation type, ot3. The last row of Table 5 shows that the feasible capacity
change of this machine is the same as the feasible change of the production requirements of ot3,
except that the value of the feasible decrease must be changed by the value of the feasible
increase.
4. Conclusions FMSs are capable of performing a wide variety of technologically different operations.
Therefore, any model trying to handle all of the operations has to cope with the problem of
22
complexity. The aggregation of operations into operation types can help to address this problem.
The presented method provides an easy to use tool to analyze the availability of capacity. We
suggest two main areas for applying this concept.
1. Formulation of capacity constraints for aggregate production planning. Based on the
presented approach instead of the capacity of the machine the capacity of the operation types can
be formulated. This has major advantages, when just a quick, overall estimation of the available
capacity is required. When the operations manager would like to estimate whether the available
capacity of a flexible system is enough for the manufacturing of a set of orders, then it is not
necessary to determine the detailed production plan containing route, and machine assignment. In
this case the operation type based formulation of capacity constraints can quickly provide the
answer (Koltai 2004).
2. On-line capacity analysis. The presented model provides an overview of the available
capacity when a set of orders is assigned to the system. For example, when a new order arrives,
the model can help check whether there is enough capacity to process it. If the arrival of the new
order results in excess production requirements for any operation type set, then a reschedule of
the new, or an existing order with lower priority, or retooling of machines, or capacity extensions
by overtime, etc., can be considered. In other cases, operation type sensitivity results (like Table
4.) show which operation types are in shortage and which is in excess, helping by this way the
production manager to improve capacity utilization by attracting new orders. Machine sensitivity
information (like Table 5) show which machines are critical from the point of view of completing
the orders in time.
3. Machine tooling. For a particular set of orders, a machine tooling can be determined,
which provides acceptable balance, that is, the production requirements of the operation type sets
are within the ideal capacity range. A model is provided by Koltai et al. (2004) which determines
23
acceptably balanced systems for a set of orders considering several management priorities, such
as tooling cost, machine pooling, flexibility, etc.
The major complexity of the capacity analysis of flexible manufacturing systems is
caused by the possibility of alternative use of the machines. The presented methods provide an
aggregate view about the available capacity, considering the operations requirement of the parts
and the manufacturing capabilities of the system. The model is based on the traditional
aggregation concept of production planning. In a flexible environment, however, the operation is
recommended for aggregation. Applying this concept, several production planning and control
models can be developed to help the production manager in decision-making.
ACKNOWLEDGMENTS
The research was supported by the Hungarian National Foundation for Scientific
Research, Grant Number OTKA T034110
REFERENCES
Hax, A. C., and Candea, C.: Production and Inventory Management, Prentice-Hall,
Englewood Cliffs, NJ. 1984.
Holt, C. C., Modigliani, F., Muth, J. F., and Simon, H. A.: Planning Production,
Inventories and Work Force, Prentice-Hall, Englewood Cliffs, NJ, 1960.
Jaikumar, R., and van Wassenhove, L.,N.: A Production Planning Framework for Flexible
Manufacturing Systems, Journal of Manufacturing and Operations Management, Vol. 2, pp. 52-
79, 1989.
Johnson, L. A., and Montgomery, D. C.: Operations Research in Production Planning,
Scheduling and Inventory Control, John Wiley and Sons, NY, 1974.

24
Koltai, T., Stecke, K. E., and Juhász V.: Planning of Flexibility of Flexible Manufacturing
Systems, In: Proceedings of 2004 JUSFA, 2004 Japan – USA Symposium on Flexible
Automation. (Accepted for publication)
Koltai, T., Stecke, K. E., and Juhász V.: A New Formulation of Capacity Constraints in
the Production Planning of Flexible Manufacturing Systems, In: Proceedings of FAIM 2004,
Conference of Flexible Automation and Intelligent Manufacturing. (Accepted for publication)
Koltai T., Farkas, A., Stecke, K.: An aggregate capacity analysis model for a flexible
manufacturing environment. 2000 Japan-USA Symposium on Flexible Automation, Ann Arbor,
MI, ASME International, pp. 1-8, 2000,
Koltai, T., Farkas, F., and Stecke, K. E.: Aggregate Production Planning of Flexible
Manufacturing Systems Using the Concept of Operation Types, Working Paper #98-007,
University of Michigan Business School, Ann Arbor, Michigan 1998.
Mazzola, J.B., Neebe, A.W., And Dunn, C.V.R.: Multiproduct Production Planning in the
Presence of Work-Force Learning, European Journal of Operational Research, 106, 2-3, 336-
356, 1998.
Niess, P. S.: Kapacitätsabgleich bei Flexiblen Fertigungssytemen, IPA Forschung und
Praxis, Springer Verlag, Berlin, Germany, 1980.
Stecke, K. E.: Formulation and Solution of Nonlinear Integer Production Planning
Problems for Flexible Manufacturing Systems, Management Science, Vol. 29, No. 3, pp. 273-
288, 1983.
Stecke, K. E.: A Hierarchical Approach to Solving Machine Grouping and Loading
Problems of Flexible Manufacturing Systems, European Journal of Operational Research, Vol.
24, pp. 369-378, 1986.
25
Stecke, K. E., and Kim, I.: A Flexible Approach to Part Type Selection in Flexible Flow
Systems Using Part Mix Ratios, International Journal of Production Research, Vol. 29, No.1, pp.
53-75, 1991.
Thomas, L. J., and McClain, J. O.: An Overview of Production Planning, In: Logistics of
Production and Inventory (Editors, Graves, S. C., Rinnooy Kan, A. H. G., and Zipkin, P. H.),
North-Holland, Amsterdam, The Netherlands, 1993.
Van Looveren, A. J., Gelders, L. F., and van Wassenhove, L. N.: A Review of FMS
Planning Models, In: Modeling and Design of Flexible Manufacturing Systems, (Editor, Kusiak,
A.), Elseviers Science Publishers B.V., Amsterdam, The Netherlands, pp. 3-31, 1986.
Top Related