






Languages
Pages
Legal

8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
1/17
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
2/17
A systemic strategy for optimizing manufacturing operations
product customization and delivery performance expectations on a make-to-stock,
make-to-order, or assemble-to-order basis.
Driving continual and rapid improvements in these objectives results in continuing
improvements in quality, deliver performance expectations, all of which will
contribute to the profitability objectives of the enterprise. And additionallyImprovement may vary considerably with the type of industry and from operation to
operation within an industry.
In various types of manufacturing operations, opportunities for process improvement
are often missed or given incomplete attention because of a lack of discipline in
collecting data, analyzing data, and executing a quantitative systematic plan for
improvement. The best strategy for capturing improvement opportunities offered by
the manufacturing excellence are
Identifying and quantifying the opportunities for achieving efficient operations
through use of asset utilization (AU) process.
Focusing on these opportunities
BACKGROUND ON POLYMER SHEET FORMING OPERATION
The process for polymer sheet manufacturing is based largely on technology
developed many decades ago. The polymer sheet forming process is a continuous
casting operation. A schematic example of a typical continuous casting process is
shown in the figure. A viscous polymer stream is cast onto a wheel and conveyed
through an oven system to create a sheet of specific thickness and characteristics. This
sheet is wound onto large rolls, which are then sent to other operations within the
company, and the critical features of the sheet include thickness uniformity, absence
of defects, and sheet modulus (rheology).
2
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
3/17
A systemic strategy for optimizing manufacturing operations
Teams of operators in the polymer operation are responsible for operating a group of
machines and performing basic maintenance. Individual process engineers are
involved with day-to-day process improvement activities for specific groups of
machines. In addition to the machine teams, process improvement teams also drive
improvement activities by machine functions. These cross-functional teams are
composed of engineers, working within the polymer operations, who cover machine
functions such as casting, coating, and conveyance.
Normally we observe that the same product, produced on different machines,
exhibited different performance characteristics, and hence a strong held belief was
that manufacturing process is as art and not a science.
This case study focuses on a set of machines in the polymer
manufacturing operations, and illustrates the application of AU to identify and
quantify improvement opportunities through root cause analysis and the application of
a process optimization framework to understand and quantify key process-product
relationships as a mechanism for capturing the quality improvement opportunities
identified by AU.
IDENTIFYING AND QUANTIFYING IMPROVEMENT
OPPORTUNITIES
A process for identifying and quantifying opportunities for improvement is AU. The
AU process looks at how we can efficiently match demand requirements with
equipment utilization and efficient operation.
The goal is not to drive each piece of equipment to 100%AU as it would result inexcess inventory or work in process. The Au process that employed in the polymer
3
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
4/17
A systemic strategy for optimizing manufacturing operations
sheet manufacturing (dealt as a case study) focuses on specific aspects, such as
scheduled maintenance, unscheduled maintenance, material flow through the
operation, feed stock issues, throughput inefficiencies, production rates, product
quality issues, and waste. There are various other approaches similar to AU and these
include the overall equipment effectiveness approach described as a part of TPM.
ASSET UTILIZATION DEFINITIONS
Improvement opportunities are identified by measuring an overall AU number andfour key manufacturing productivity parameters: Availability, Run time efficiency,
Run speed efficiency, and yield.
Availability determines the percent of time that the equipment is available to run
product. Downtime, which is time spent on scheduled and unscheduled maintenance,
no operation, and idle time caused by lack of customer orders, are tracked by this
metric. The no operation category is time that the equipment is down because of
situations beyond its control such as equipment being down in other parts of the
operation, material flow problems or incoming material, and supplies that are not
available or are of poor quality.
Run speed determines the percentage of time that the equipment ran at maximum
speed. Time spent running at actual operating speed is compared with the maximum
equipment speed. Run speed efficiency is calculated by determining how the actual
amount of material produced compares with what amount of material should have
been produced at maximum speed or standard rate.
4
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
5/17
A systemic strategy for optimizing manufacturing operations
Yield is the percent of time that quality product is produced on the equipment. To
calculate yield, the amount of time spent running waste or running substandard
product must be assessed.
GUIDELINES FOR IMPLEMENTING THE AU PROCESS
1. The AU process should be employed to drive toward predictable equipment
and operations. Unscheduled maintenance and quality loss events marked by
AU denote that equipment and processes are not predictable or reliable. Events
or conditions leading to unscheduled maintenance and quality losses should be
eliminated.
2. Improvement activities should focus on increasing the AU of any capacity-
constrained equipment, or in the case of unconstrained equipment, the slowest
producing piece of equipment versus across all equipment with a given
function.
3. The goal of the AU process is to increase efficient equipment utilization as a
way to reduce costs. AU should not be driven to 100%, as it would increasethe inventory costs. It is important that each operation make the product mix
required in the most efficient manner and in the minimum amount of time
needed to meet the demand or make only what is needed. To achieve all these
objectives operations must be predictable and reliable and material flow must
be synchronized across the operation.
4. REDUCING THE ROOT CAUSES OF PRODUCTIVITY
LOSSES
5
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
6/17
A systemic strategy for optimizing manufacturing operations
A process optimization framework was developed through this project for
reducing process variability and increasing product quality because of a %yield
improvement opportunity identified through AU.
The process optimization framework is comprised of two parts. The first part
strives to link the knowledge and experience of personnel within the operationwith fundamental theory and statistical techniques, by using multivariate
canonical discriminant analysis to quantify the relationship between key process
conditions and product attributes, based on existing process and product attribute
data. The second part uses the learnings from the first part for developing a
designed experiment, which quantifies the magnitude of process effects on
product attributes by changing process conditions in a controlled manner. The
learnings from both parts are then employed to develop a real time predictive
model for the casting process signals based on the polymer sheet thickness profile
attributes.
MANUFACTURING OPTIMIZATION FRAMEWORK: THREE
PARALLEL ACTIVITIES
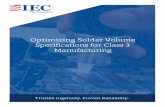
A schematic diagram of the casting zone was shown earlier in the figure. The
viscous polymer stream flows into the casting hopper reservoir at a specific
temperature and viscosity. The polymer flows from the casting hopper reservoir
through a slot of fixed dimensionality, forming a catenary between the hopper slot
and the wheel surface. In the casting process flow diagram shown, two functions
of the casting are highlighted a critical to the casting process. These functions
distribute flow of polymer in the hopper and shape the catenary between the
hopper and the wheel surface, are the first steps in creating the polymer sheet. The
process conditions associated with these two functions directly and dramatically
affect the final polymer sheet profile and edge shape quality.
6
Figure. Functional flow diagram for the casting process
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
7/17
A systemic strategy for optimizing manufacturing operations
A framework was established for understanding and quantifying the process-
product relationship. This framework examines the cause and effect relationships
between casting process conditions and the resulting sheet product attributes by
using these parallel activities to select key casting process parameters and
determining their effect on polymer sheet metrics. These parallel activities serveto better characterize the casting functions from three points of reference:
knowledge and experience of operations personnel, process data analysis with
multivariate statistical tools, and order of magnitude calculations.
Valuable information about any process resides with the engineers, operators, and
maintenance personnel working in the operation. It is critical that the knowledge,
opinions, and experience of these people be captured in a systematic format for
driving an focusing the casting process improvement activities .tools such as fault
tree diagrams are appropriate for this purpose.
The second critical activity is the evaluation of casting process data with valid andappropriate statistical techniques. Multivariate statistical tools such as principal
components analysis, canonical discriminant analysis etc can be employed
successfully to evaluate large populations of attribute data to identify the main
process parameters as well as codependent sources of variability.
The third activity serves to link the first and second activities to the fundamental
theory of the casting process. Order of magnitude of calculations can be used to
determine the magnitude of change anticipated on the cast sheet attributes with
changing process conditions.
The learnings and output of these three parallel activities were incorporated
coherently into a designed experiment as the next step in the process optimization
7
Figure the process optimization framework developed for examining the process-product
relationshi s
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
8/17
A systemic strategy for optimizing manufacturing operations
framework. The final step in the process-optimizing framework the development
of a predictive model for the real-time detection of process conditions leading to
out of spec product.
RESULTS AND DISCUSSIONS
1. AU ANALYSIS FOR A SET OF POLYMER MACHINES
The AU calculations were performed for a set of eight polymer machines within
the sheet manufacturing operations using nine consecutive months of process data.
The datas are shown in the table. Most of the down time was caused byunscheduled maintenances and scheduled maintenances activities. There was little
idle time across the set of polymer machines evaluated. Run time efficiency
values approached 100%, ranging from polymer 95 to 99%. High values for this
parameter were expected, because this is a continuous operation with a large
number of dedicated machines and minimal product changes.
Machine Availability(%) Run time
efficiency(%)
Run speed
efficiency(%)
Yield(%
)
Asset
utilization(%)
C 78 96 75 68 38
D 95 99 88 80 66
F 64 95 74 69 31
G 95 98 84 85 66
H 81 96 91 72 51
I 93 98 85 79 61
M 86 97 85 81 57
O 97 99 79 85 64
The run speed efficiency values ranged from 74 to 91%. A major root cause ofrunning at lower speeds was the occurrence of quality problems at the higher
operating speeds. Yield values ranged from 68 to 85%. Time spent running any
product that does not meet customer quality satisfaction affects this metrics. The
resulting AU numbers ranged from 31 to 66%. This shows a difference in
utilization of approximately 35%across the machine evaluated, examining the root
causes of quality losses further pinpointed specific yield improvement
opportunities by quantifying the types of waste and reject generated across the
machines.
PROCESS OPTIMIZATION FRAMEWORK
8
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
9/17
A systemic strategy for optimizing manufacturing operations
KNOWLEDGE AND EXPERIENCE
The engineers, operators, and maintenance personnel working on the polymer
machines were extremely valuable resources for information about the casting
process. Two undesirable product conditions were downselected as most
frequently occurring in the sheet. These are widthwise thickness variability and
edge condition
variability. Fault tree diagrams were developed to organize this process
information , obtained from brainstorming sessions conducted over a 4-month
period. These diagrams help to understand the relationship between the casting
process conditions and undesirable product quality. These diagrams and the
process by which they are generated are critically important for capturing the
knowledge, opinions, and learnings of experienced personnel, which is often lost.
STATASTICAL TOOLS FOR EXAMINING PROCESS DATA
The second of the three parallel activities is to examine historical data from the
casting process areas. The goal of this work is to determine if a predictive model,
using inputs from existing process signals, could be developed from historicallyrecorded qualitative product attribute metrics. This process is important in
9
Figure. The fault tree diagram showing the potential causes for variations in thickness profile
within the castin zone
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
10/17
A systemic strategy for optimizing manufacturing operations
determining if adequate process data (or attributes) are being monitored or new
sensor inputs are required.
ORDER-OF-MAGNITUDE THEORETICAL CALCULATIONS
The third activity, conducted in parallel to the other two discussed above,
examines the theoretical calculations of the casting process to determine the
magnitude of change anticipated on the casting conditions. Order-of-magnitude
calculations were used to examine the effects of changing polymer temperature
and viscosity. One of the principal goals of the order-of-magnitude calculations
was to preclude meaningless experimental design scenarios and offer yet another
opportunity to discover potential main effect variables that could affect observed
process performance.
When examining the commonality of these three parallel activities, it is crucial tonote that the casting process signals cited in the knowledge and experience
activity corroborated the key casting signals determined by the multivariate
statistical analysis of historical data and the order-of-magnitude theoretical
calculations. This was a significant step toward demonstrating that the process is a
science and not an art.
DESIGNED SCREENING EXPERIMENT
Based on the data obtained through the three parallel activities, a screening
experiment was employed for the next step in the process optimization
framework. The screening experiment was designed to examine quantitatively thecasting process sheet thickness profile relationships as a mechanism to verify the
casting functions. Distribute flow, and shape catenary. It was hypothesized that
casting conditions would affect sheet thickness profile directly or through
interactions with one another. Because of the constraints of the time and lost sheet
production over the testing period, the screening experiment was limited to the
evaluation of individual casting parameters as main-effect terms. Production
losses caused by experimentation can be considerable when, as in certain case,
changes to certain main effect production line conditions, like polymer
temperature, require much time to attain thermal equilibrium.
THICKNESS PROFILES FOR THERMAL EXPERIMENTAL CONDITIONS
Experimental results are discussed for the four experiments in which the polymer
temperature and the casting hopper temperature were varied. Examples of the
thickness profile data for these four experiments, labeled as 1, 2, 11, 12 as shown in
the figure. Each trace is vertically offset to separate the profiles for ease of viewing.
Temperature conditions were observed to affect the resultant thickness profiles in a
dramatic manner. The thickness traces for experiments 1 and 12 are for casting
conditions in which the polymer temperature is greater than the hopper temperature.
The thickness traces for experiments 2 and 11 are for casting conditions in which the
10
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
11/17
A systemic strategy for optimizing manufacturing operations
polymer temperature is less than the hopper temperature. These profiles have the
largest edge-to-centre difference.
TAGUCHI METHOD A BRIEF DESCRIPTION
It is being increasingly recognized that the high quality of a product or service and the
associated customer satisfaction are the key for enterprise survival. Also recognized is
the fact that pre-production experiments, assuming properly designed and analyzed,
can contribute significantly towards quality improvements of a product. A traditional
(but still very popular) method of improving the quality of a product is the method of
adjusting one factor at a time during pre-production experimentation. In this method,the engineer observes the result of an experiment after changing the setting of only
one factor (parameter). This method has the major disadvantages of being very costly
and unreliable. The Japanese were the first to realise the potential of another method
using statistical design of experiments (SDE) - originally developed by R. Fisher.
SDE, in contrast to the one factor method, advocates the changing of many factors
simultaneously in a systematic way (ensuring an independent study of the product
factors). In either method, once factors have been adequately characterised, steps are
taken to control the production process so that causes of poor quality in a product are
minimised.
In the manufacturing industry, one area of current development is concerned with theapplication of modern off-line quality control techniques (pre-production
11
Figure. Four thickness profiles from experimental conditions
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
12/17
A systemic strategy for optimizing manufacturing operations
experimentation and analysis) to product and process engineering. Most of the ideas
for these quality control techniques are derived from W. E. Deming . These ideas
were built upon by Professor Genichi Taguchi. While Deming's main achievements
was to convince companies to shift quality improvements to statistical control of the
production process , Taguchi makes a further step back from production to design, to
make a design robust against variability in both production and user environments.
Five major points of the Taguchi quality philosophy are :
1.In a competitive market environment, continual quality improvements and
cost reductions are necessary for business survival.
2.An important measurement of the quality of a manufactured product is the
total loss generated by that product to the society.
3.Change the pre-production experimental procedure from varying one factor
at a time to varying many factors simultaneously (SDE) , so that quality can be
built into the product and the process.
4.The customer's loss due to poor quality is approximately proportional to the
square of the deviation of the performance characteristic from its target or
nominal value. Taguchi changes the objectives of the experiments and the
definition of quality from "achieving conformance to specifications" to
"achieving the target and minimising the variability.
5.A product (or service) performance variation can be reduced by examining
the non-linear effects of factors (parameters) on the performancecharacteristics. Any deviation from a target leads to poor quality.
Taguchi's main objectives are to improve process and product design through the
identification of controllable factors and their settings, which minimise the variation
of a product around a target response. By setting factors to their optimal levels, a
product can be manufactured more robust to changes in operation and environmental
conditions. Taguchi removes the bad effect of the cause rather than the cause of a bad
effect, thus obtaining a higher quality product.
HIGHLIGHTS,ACCOMPLISHMENTS,ANDRECOMMENDATIONS
A manufacturing optimization strategy with a unique combination of tools has been
presented and is comprised of an AU model and a Process optimization framework
using multivariate statistical analysis. The AU model demonstrates that efficient
equipment utilization can be assessed and serves as the principle identification metric
by which improvement activities can be focused on areas where the greatest benefit to
the operation can be accomplished. The Process optimization framework, made up of
three parallel activities and a designed experiment, established the process-product
relationship. This framework also served to quantify the effect of process conditionson product attributes and selected key process parameters for the verification strategy.
12
http://kernow.curtin.edu.au/www/Taguchi/refer.htmhttp://kernow.curtin.edu.au/www/Taguchi/refer.htm8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
13/17
A systemic strategy for optimizing manufacturing operations
One of the most significant results from the parallel activities in this work was the
development of a prediction model, from pre-existing data that capably established
the relationship between process conditions and qualitative product attribute data.
Fourier analysis was employed for the quantitative evaluation of thickness profile and
dramatically improved the diagnostic utility of thickness profile for data monitoring.
Most importantly, because of this manufacturing optimization strategy, the polymersheet manufacturing operation can be said to be a process based on quantifiable
science instead of a process that is based as an art.
CAPACITY GAINED THROUGH THE AU PROCESS
The AU process and the four productivity parameters act as drivers for identifying
and quantifying opportunities for increasing capacity and for reducing operational
cost with existing equipment by improving the overall efficiencies of equipment
utilization. Examination of the % yield values for the eight polymer machines studiedin this work shows that % yield for the eight machine listed in Table, range from 68 to
85%. Six machines have values less that 0.85. If the quality losers could be reduced
so that the % yield values across all eight machines could be improved to 85%or
greater, the benefit to the operation would be equivalent to a net capacity gain of an
additional machine. Similarly, % yield improvements to 85% or greater on all low-
efficiency machines across the operation would result in a net capacity gain of one
additional machine, which is an important zero(or low) capital opportunity for
activities that increase % yield to 85%,which is a realizable goal as benchmarked on
in-plant machines. Additional net capacity gains can be achieved with improvement
activities that focus on increasing the other productivity parameters and the Overall
AU number, as discussed below. A schematic of how the AU process helps to
identify and drive improvement activities is show in Figure.
Polymer sheet capacity gain provides two opportunities for the polymer operations.
First, if additional capacity is needed, a capacity increase can be realized without
additional capital expenditures. Second, if there is no need for additional capacity, the
overall number of machines in operation can be reduced, providing savings in
environmental and operating costs.
Machine Current Yield (%) Yield Improvement
(%)
Capacity Gain
C 68 85 17
D 80 85 5
F 69 85 16G 85
13
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
14/17
A systemic strategy for optimizing manufacturing operations
H 72 85 13
I 79 85 6
M 81 85 4
O 85
ADDITIONAL WORK AND ACTIVITIES
Although the project deadlines constraints the nature and magnitude of improvements
realized in the polymer sheet manufacturing, a large scope of additional improvement
opportunities remained. The AU process is used to assess quantitatively these
opportunities and provide a framework for root cause analysis to define process
optimization activities.
As listed in the tables, the run time efficiencies are high, averaging around 97%, as
might be expected for continuous, specific product dedicated machines where set up
times and product changes have been minimized. Availability numbers are next
highest, averaging 87%. The principal production controlled factors contributing tolost availability are unscheduled maintenance and scheduled maintenance. Key
14
Figure. The AU process as a driver for improvement activities
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
15/17
A systemic strategy for optimizing manufacturing operations
activities for minimizing unscheduled maintenance are the implementation of
preventive maintenance and equipment reliability programs. Increasing run speed
efficiency would increase throughput but would adversely affect product quality,
contributing to even lower yield numbers. Owing to the apparent dependency often
observed between these two metrics, optimizing %yield allows for the development of
a better understanding of the key process parameters contributing to yield losses. Thenext step in improving %yield would be to perform a designed experiment, focusing
on the major process factors or casting parameters identified in the screening
experiment. The knowledge gained from this phase of the optimization process then
could be employed to reexamine increasing run speeds under deliberately controlled
process conditions wherein yield losses are minimized.
APPLYING THE MANUFACTURING OPTIMIZATION STRATEGY TO
OTHER MANUFACTURING PROCESSES
The manufacturing optimization strategy established through this work is comprisedof the AU process and the process optimization framework. The AU process a be
adapted readily across different operations, which are set up as continuous, batch, or
job shop operations. Batch or job operations typically would have lower run time
efficiency numbers than a continuous operation because of the setup time and product
change times required for each batch or piece to be produced. The AU process has
been applied successfully to continuous polymer sheet manufacturing, batch and semi
continuous chemical operations, batch aluminum rolling.
The process optimization framework can be applied across different operations,
wherever there is a need to reduce process variability and product quality. The
strengths and unique features of this framework are the qualitative linkage ofknowledge and experience of operations personnel with theoretical foundations and
multivariate statistical tools to quantify the relationships of more than one key process
signal to product quality attributes.
CONCLUSION
The AU model demonstrates that efficient equipment utilization can be assessed and
serves as the principle identification metric by which improvement activities can be
15
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
16/17
A systemic strategy for optimizing manufacturing operations
focused on areas where the greatest benefit to the operation can be accomplished. The
Process optimization framework, made up of three parallel activities and a designed
experiment, established the process-product relationship. This framework also served
to quantify the effect of process conditions on product attributes and selected key
process parameters for the verification strategy.One of the most significant resultsfrom the parallel activities in this work was the development of a prediction model,from pre-existing data that capably established the relationship between process
conditions and qualitative product attribute data
Most importantly, because of this manufacturing optimization strategy, the polymer
sheet manufacturing operation can be said to be a process based on quantifiable
science instead of a process that is based as an art.
From the capacity gained through the Au process for the polymer sheet manufacturing
operations we could infer that, Polymer sheet capacity gain provides two
opportunities for the polymer operations. First, if additional capacity is needed, a
capacity increase can be realized without additional capital expenditures. Second, if
there is no need for additional capacity, the overall number of machines in operationcan be reduced, providing savings in environmental and operating costs. This
manufacturing operation could be applied to other manufacturing operations, which
are set up as continuous, batch, and job match operations.
Taguchi Methods is a system of cost-driven quality engineering that emphasizes the
effective application of engineering strategies rather than advanced statistical
techniques. It includes both upstream and shop-floor quality engineering.
Upstream methods efficiently use small-scale experiments to reduce variability and
find cost-effective, robust designs for large-scale production and the marketplace.Shop-floor techniques provide cost-based, real-time methods for monitoring and
maintaining quality in production.
Taguchi Methods allow a company to rapidly and accurately acquire technical
information to design and produce low-cost, highly reliable products and process.
Taguchi Methods require a new way of thinking about product development. These
methods differ from others in that the methods for dealing with quality problems
center on the design stage of product development, and express quality and cost
improvement in monetary terms.
REFERENCES
1. Journal paper on A Systematic Strategy for Jonell kerkhoff,
16
8/3/2019 A Systemic Strategy for Optimizing Manufacturing Operations
17/17
A systemic strategy for optimizing manufacturing operations
Optimizing Manufacturing Operations Thomas.W.Eager
Production and operations management, vol.7, spring 1998 James Utterback
2. An overview of Tagucchi method Ravi Mathur
3.Production Technology R.K.Jain
4. Introduction to manufacturing process John.A.Schey
17
Top Related