







Languages
Pages
Legal


A STUDY ON PORE FORMATION AND
EVOLUTION, AND ITS EFFECT ON FOOD
QUALITY DURING INTERMITTENT
MICROWAVE-CONVECTIVE DRYING
(IMCD)
Mohammad Uzzal Hossain Joardder
B. Sc. In Mechanical Engineering
Submitted in fulfilment of the requirements for the degree of
Doctor of Philosophy
Chemistry, Physics and Mechanical Engineering
Science and Engineering Faculty
Queensland University of Technology
February 2016

To those who serve humanity
throughout history

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective
Drying i
Keywords
Binary diffusion
Capillary diffusion
Case hardening
COMSOL Multiphysics
Dielectric properties
Diffusion coefficient
Effective diffusivity
Energy efficiency
Equilibrium vapour
Gas pressure
Evaporation rate
Food quality
Glass transition temperature
Heat and mass transfer
Intermittent microwave-convective drying
Lambert’s Law
Mathematical modelling
Microwave power distribution
Multicomponent transport
Multiphase porous media model
Microstructure
Nano- pores
Non-equilibrium evaporation
Non-uniform heating
Porosity
Pore evolution
Rehydration


Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying iii
Abstract
A number of factors including quality of raw material, internal microstructure,
method of preparation, pre-processing treatments and drying conditions affect the
quality of dried food. The structure of the food materials goes through deformations
due to the simultaneous effect of heat and mass transfer during the drying process.
Pore formation and evolution lead to changes in many quality attributes and directly
affects physical properties including the mass diffusion coefficient, thermal
conductivity, thermal diffusivity and microstructure. A considerable amount of
research work has been done to investigate the characteristics of pore during drying.
However, the research up to now has examined porosity formation during traditional
drying methods like convective drying and freeze-drying. Microwave assisted
convective drying is an advanced area of drying and research shows that intermittent
microwave-convective drying (IMCD) increases both energy efficiency and product
quality. However, researchers have not investigated pore formation and evolution in
IMCD yet.
Plant-based food materials are complex in nature as these have heterogeneous,
amorphous, hygroscopic and porous properties. During drying, water from
hygroscopic porous media is migrated in different phases (e.g. liquid water and
vapour). Only multiphase transport models consider transport of liquid water,
vapour, and the air inside the food materials separately and, therefore,, are more
realistic. However, currently, there is no multiphase model for IMCD process.
This research, therefore, first develops a pore formation and evolution model
and investigates the relationship between the porosity and mechanical and other
properties of food. The model takes both process parameters (e.g. drying
temperature) and sample properties (e.g. glass transition temperature) into
consideration. The model can predict dynamically the changes in porosity, shrinkage
and case hardening of food samples during drying. A multiphase model for IMWC
drying has been developed taking porosity evolution and shrinkage over the course
of drying into account. In this model, solid matrix, liquid water and gas (water
vapour and air) phases, pressure-driven flow as well as capillary diffusion, binary
diffusion, and evaporation are considered.

iv Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Thus, the model provides an in-depth understanding of IMCD drying enabling
investigation of moisture distribution, temperature distribution and redistribution,
evaporation, and fluxes due to different drying mechanisms, deformation, and pore
formation and evolution. Some selected properties including rehydration capacity,
microstructure and mechanical characteristics of IMCD treated samples have been
investigated and compared with that of convective drying. Uniform and higher open
porosity was found in the IMCD treated sample leading to better rehydration
capacity and texture. This study thus establishes that IMCD leads to an improvement
in the food quality and energy efficiency.
This research provides a method of porosity prediction taking process
conditions and sample properties into consideration. Eventually, more accurate
predictions of heat and mass transfer during IMCD were achieved because of
consideration of porosity evolution in these models. Some positive correlations were
found between pore development and the quality of IMCD treated samples. Finally, a
hypothesised relationship between process parameters, product quality attributes, and
porosity has been proposed. Therefore, the present study makes several noteworthy
contributions to the modelling of IMCD and its effect on food quality.

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying v
List of Publications
Book (1)
M.U.H. Joardder, C. Kumar, M. A. Karim, and R. J. Brown (2015), 1.
Porosity: Establishing the Relationship between Drying Parameters and
Dried Food Quality. Springer (DOI 10.1007/978-3-319-23045-0)
Journal papers (12)
M. U. H. Joardder, C. Kumar, and M. A. Karim (2015) Food Structure: 2.
Its Formation and Relationships with Other Properties. Critical Reviews in
Food Science and Nutrition, (available online) [ I.F. 5.55]
M. U. H. Joardder; C. Kumar, R. J Brown, and M. A. Karim (2015) A 3.
micro-level investigation of the solid displacement method for porosity
determination of dried food. Journal of Food Engineering,166, 156–164
[I.F. 2.77]
M. U. H Joardder, R. J. Brown, C. Kumar, and M. A. Karim (2015) 4.
Effect of cell wall properties on porosity and shrinkage of dried apple.
International Journal of Food Properties, 18(10), 2327-2337. [I.F. 0.92]
C. Kumar, M. A. Karim and M.U.H. Joardder (2014) Intermittent Drying 5.
of Food Products: A Critical Review. Journal of Food Engineering, 121,
48–57 [Impact Factor 2.77]
M. U. H Joardder, R. J. Brown, C. Kumar, and M. A. Karim, Prediction 6.
of porosity of food materials during drying: current challenges and future
directions. Trends in Food Science & Technology (Under review) [IF 4.65]
Joardder et al., Prediction of porosity considering material properties and 7.
process conditions during drying. Food Biophysics (To be submitted)
[IF 1.63]

vi Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Joardder et al., Multiphase porous media model for Intermittent 8.
microwave-convective drying (IMCD) of food: Considering shrinkage and
pore evolution. International Journal of Heat and Mass Transfer (To be
submitted) [I.F. 2.38]
Joardder et al., Effect of pore formation and evolution during Intermittent 9.
microwave-convective drying (IMCD) on the quality of dried food,
Innovative Food Science and Emerging Technologies (To be submitted)
[IF 3.03]
C. Kumar, M. U. H. Joardder, T.W. Farrell, G. J. Millar, M. A. Karim 10.
(2015) A Modelling of Intermittent Microwave-Convective Drying
(IMCD) of Food materials. Drying Technology, (Online available).
C. Kumar, M. U. H. Joardder, T.W. Farrell, and M. A. Karim, (2015) 11.
Multiphase porous media model for Intermittent microwave-convective
drying (IMCD) of food: Model formulation and validation. Journal of
Thermal Science. (Under review) [IF 0.4]
C. Kumar, M. U. H. Joardder, T.W. Farrell and M. A. Karim (2015) A 12.
3D coupled electromagnetic and multiphase porous media model for
IMCD of food material. AIChE Journal, (Under Review ) [2.75]
M. I.H. Khan, C. Kumar, M.U.H. Joardder, and M. A. Karim, 13.
Determination of appropriate, effective diffusivity for different food
materials, Journal of Food Engineering, (Under Review) [IF 2.77]
Conference paper (11)
M. U. H. Joardder, M. A. Karim, C. Kumar, and R. J. Brown (2014) 14.
Prediction of shrinkage and porosity during drying: Considering both
material properties and process conditions. 12th International Congress on
Engineering and Food, At Québec City Convention Centre, Québec City,
Kuala Lumpur, Malaysia, June14-18, 2015.

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying vii
M. U. H. Joardder, M. A. Karim, and C. Kumar (2013) Effect of 15.
moisture and temperature distribution on dried food Microstructure and
Porosity. From Model Foods to Food Models, the DREAM Project
International Conference, 24– 26 June 2013, Nantes, France. [Achieved
outstanding paper and plane fare to attend the conference]
M. U. H. Joardder, M. A. Karim, C. Kumar, and R. J. Brown (2014) 16.
Effect of cell wall properties on porosity and shrinkage during drying of
Apple. 1st International Conference on Food Properties (iCFP2014),
Kuala Lumpur, Malaysia, January 24–26, 2014. [Achieved best paper
award].
C. Kumar, M. U. H Joardder, M. A. Karim, G. J. Millar, and Z. M. Amin 17.
(2014) Temperature redistribution modelling during intermittent microwave
convective heating. Procedia Engineering, 90(2014), 544–549.
M. U. H Joardder, M.A. Karim, R.J. Brown, and C. Kumar (2014) 18.
Determination of effective moisture diffusivity of banana using
thermogravimetric analysis. Procedia Engineering, 90, 538–543.
M. U. H. Joardder, M.A. Karim, and C. Kumar (2013) Effect of 19.
temperature distribution on predicting the quality of microwave-
dehydrated food. Journal of Mechanical Engineering and Sciences, 5,
562–568.
M. U. H. Joardder, M. A. Karim, C. Kumar, and R. J. Brown (2013) 20.
Fractal dimension of dried foods: A correlation between microstructure
and porosity. Food Structures, Digestion and Health International
Conference 22–24 October 2013 - Melbourne, Australia.
M. U. Joardder, M. A. Karim, and C. Kumar (2013) Better 21.
Understanding of Food Material on the Basis of Water Holding Capacity.
International Conference on Mechanical, Industrial and Material
Engineering, 1–3 November 2013, Rajshahi, Bangladesh.

viii Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
C. Kumar, M. U. H. Joardder, T. W. Farrell, G. J. Millar, and M.A. 22.
Karim (2014) Multiphase porous media model for heat and mass transfer
during drying of agricultural products. In 19th Australasian Fluid
Mechanics Conference, 8–11 December 2014, RMIT University,
Melbourne, VIC.
C. Kumar, M. A. Karim, M. U. H. Joardder, G. J. Miller, M. A. Karim, 23.
and Z. M. Amin (2014) Intermittent microwave convective heating:
modelling and experiments. 10th International Conference on Mechanical
Engineering, 20–21 June 2014, BUET, Dhaka, Bangladesh.
C. Kumar, M. A. Karim, S. C. Saha, M. U. H. Joardder, R. J. Brown, and 24.
D. Biswas (2013) Multiphysics modelling of convective drying of food
materials. Global Engineering, Science and Technology Conference, 28–
29 December 2013, Dhaka, Bangladesh.
C. Kumar, M. A. Karim, M. U. H. Joardder, and G. J. Miller (2012) 25.
Modelling Heat and Mass Transfer Process during Convection Drying of
Fruit. 4th International Conference on Computational Methods, 25–27
November 2012, Gold Coast, Australia.

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying ix
List of Abbreviations
IMCD Intermittent Microwave-Convective Drying
MCD Continuous Microwave-Convective Drying
MW Microwave
CD Convective drying
COR Coefficient of Rehydration
GTT Glass Transition Temperature
DSC Differential Scanning Calorimeter
SEM Scanning Electron Microscope
PL Power Level (microwave power level)
PR Pulse Ratio (microwave intermittency)
RH Relative humidity (%)
db Dry basis
wb Wet basis
SSMF Solid structure mobility factor
ASD Air space deformation

x Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Table of Contents
Keywords .................................................................................................................................. i
Abstract ................................................................................................................................... iii
List of Publications ................................................................................................................... v
List of Abbreviations ............................................................................................................... ix
Table of Contents ..................................................................................................................... x
List of Figures ....................................................................................................................... xiv
List of Tables ....................................................................................................................... xviii
Statement of Original Authorship ......................................................................................... xix
Acknowledgements ................................................................................................................ xx
Chapter 1: Introduction ...................................................................................... 1
1.1 Background and motivation ........................................................................................... 1
1.2 Research problems ......................................................................................................... 2
1.3 Aims and objectives ....................................................................................................... 3
1.4 Significance and scope ................................................................................................... 4
1.5 Thesis outline ................................................................................................................. 5
Chapter 2: Literature Review ............................................................................. 8
2.1 Food drying .................................................................................................................... 8
2.2 Intermittent drying ....................................................................................................... 11
2.3 Intermittent microwave convective drying (imcd) ....................................................... 11 2.3.1 Combined microwave and another drying ......................................................... 12 2.3.2 Intermittent application of MW in CD............................................................... 13
2.4 Drying Models ............................................................................................................. 14 2.4.1 Empirical models ............................................................................................... 14 2.4.2 Diffusion-based (single phase) models .............................................................. 15 2.4.3 Multiphase models ............................................................................................. 17 2.4.4 MCD and IMCD model ..................................................................................... 18
2.5 Food structure .............................................................................................................. 19 2.5.1 Structural Homogeneity ..................................................................................... 20 2.5.2 Anisotropy ......................................................................................................... 22 2.5.3 Pore characteristics ............................................................................................ 23
2.6 Pore formation mecHanism.......................................................................................... 26 2.6.1 Moisture content ................................................................................................ 27 2.6.2 Water distribution .............................................................................................. 29 2.6.3 Structural mobility ............................................................................................. 32 2.6.4 Phase transition (Multiphase) ............................................................................ 33
2.7 Prediction of porosity ................................................................................................... 34 2.7.1 Empirical models ............................................................................................... 34 2.7.2 Theoretical models of porosity .......................................................................... 36

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying xi
2.8 Effect of process parameters on quality ........................................................................41
2.9 Summary of literature and research gaps ......................................................................43
Chapter 3: Research Design .............................................................................. 45
3.1 Methodology and Research Design ..............................................................................45 3.1.1 Prediction of pore evolution ...............................................................................45 3.1.2 IMCD model .......................................................................................................46
3.2 Solution procedure ........................................................................................................47
3.3 Experimental investigation ...........................................................................................51 3.3.1 Sample preparation .............................................................................................52 3.3.2 Drying experiments ............................................................................................52 3.3.3 Ripeness..............................................................................................................55 3.3.4 Glass transition temperature ...............................................................................55 3.3.5 Power absorption ratio ........................................................................................56 3.3.6 Thermal imaging ................................................................................................56 3.3.7 Particle density determination ............................................................................56 3.3.8 Porosity Determination .......................................................................................61 3.3.9 Microstructure analysis ......................................................................................61 3.3.10 Mechanical properties determination .................................................................62 3.3.11 Image analysis ....................................................................................................63 3.3.12 Rehydration ........................................................................................................64
3.4 Statistical analysis .........................................................................................................65
Chapter 4: Single Phase Convective Drying and Pore Formation ................ 67
4.1 Model development ......................................................................................................67 4.1.1 Prediction of pore evolution ...............................................................................67 4.1.2 Single phase convective drying model ...............................................................75
4.2 Governing equations .....................................................................................................76
4.3 Initial and boundary conditions ....................................................................................76 4.3.1 Heat transfer boundary conditions ......................................................................77 4.3.2 Mass transfer boundary condition ......................................................................77 4.3.3 Change in dimension ..........................................................................................77 4.3.4 Input parameters .................................................................................................77
4.4 Result and discussion ....................................................................................................84 4.4.1 Effective diffusivity ............................................................................................84 4.4.2 Glass transition temperature ...............................................................................85 4.4.3 Average moisture content ...................................................................................85 4.4.4 Temperature evolution........................................................................................87 4.4.5 Porosity evolution ...............................................................................................88 4.4.6 Case Anisotropy shrinkage and case hardening .................................................92
4.5 Sensivity analysis .........................................................................................................94 4.5.1 Effect of air temperature .....................................................................................94 4.5.2 Effect of air velocity ...........................................................................................96
4.6 Conclusions ..................................................................................................................96
Chapter 5: Single Phase IMCD and Pore Formation ..................................... 99
5.1 Model development ....................................................................................................100 5.1.1 Governing equations .........................................................................................103 5.1.2 Initial and boundary conditions ........................................................................104 5.1.3 Microwave power absorption using Lamberts Law .........................................105

xii Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
5.1.4 Input parameters .............................................................................................. 106
5.2 Results and discussion ............................................................................................... 107 5.2.1 IMCD optimisation .......................................................................................... 107 5.2.2 Average moisture curve ................................................................................... 110 5.2.3 Temperature evolution ..................................................................................... 110 5.2.4 Equilibrium vapour pressure ............................................................................ 112 5.2.5 Porosity evolution ............................................................................................ 113 5.2.6 Shrinkage and case hardening .......................................................................... 114
5.3 Conclusion ................................................................................................................. 115
Chapter 6: Multiphase IMCD Model: Considering Shrinkage and Pore
Formation 117
6.1 IMCD multiphase modelling...................................................................................... 119 6.1.1 Governing equations ........................................................................................ 121 6.1.2 Initial conditions .............................................................................................. 129 6.1.3 Boundary conditions ........................................................................................ 129 6.1.4 Input parameters .............................................................................................. 130
6.2 Results and discussion ............................................................................................... 135 6.2.1 Average moisture content ................................................................................ 135 6.2.2 Distribution and evolution of water and vapour .............................................. 135 6.2.3 Temperature evolution and distribution ........................................................... 137 6.2.4 Vapour pressure, equilibrium vapour pressure, and saturated pressure ........... 139 6.2.5 Gas pressure ..................................................................................................... 140 6.2.6 Evaporation rate ............................................................................................... 141 6.2.7 Liquid water and vapour fluxes ....................................................................... 142 6.2.8 Gas porosity ..................................................................................................... 146 6.2.9 Thermal conductivity ....................................................................................... 146 6.2.10 Effective specific heat capacity ....................................................................... 147 6.2.11 Effective density .............................................................................................. 148 6.2.12 Comparison between single phase and multiphase .......................................... 148
6.3 Conclusions ................................................................................................................ 149
Chapter 7: Effect of Porosity on Food Quality .............................................. 151
7.1 Rehydration capacity .................................................................................................. 153 7.1.1 Weight gain ...................................................................................................... 153 7.1.2 Coefficient of rehydration (COR) .................................................................... 154 7.1.3 Relative height and diameter ........................................................................... 155 7.1.4 Relationship between relative mass increase and relative volume increase .... 156
7.2 Microstructural changes during drying ...................................................................... 157 7.2.1 Microstructure of exposed surface ................................................................... 158 7.2.2 Case hardening ................................................................................................. 161 7.2.3 Cell wall Nano-pores ....................................................................................... 162 7.2.4 Effect of microwave power on microstructure ................................................ 163 7.2.5 Internal pores ................................................................................................... 164
7.3 Mechanical properties of dried foods ......................................................................... 165 7.3.1 Cell Stiffness and Drying Rate ........................................................................ 167 7.3.2 Cell Dimension and Porosity ........................................................................... 169 7.3.3 Stiffness variation with load variation ............................................................. 169 7.3.4 Comparison of mechanical properties of IMCD treated and dried
connective sample ............................................................................................ 170

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying xiii
7.4 Appearance of dried food ...........................................................................................172 7.4.1 Change of shape ...............................................................................................172 7.4.2 Change of colour ..............................................................................................173
7.5 Associations among drying conditions, pore characteristics and food quality ...........174 7.5.1 Process parameters and quality correlations .....................................................175 7.5.2 Hypothesised relationships among process parameters, pore
characteristics, and food quality .......................................................................176
7.6 Conclusion ..................................................................................................................178
Chapter 8: Conclusions ................................................................................... 181
8.1 Overall summary ........................................................................................................181
8.2 Conclusions ................................................................................................................182
8.3 Contribution to knowledge and significance ..............................................................183
8.4 Limitations ..................................................................................................................184
8.5 Future direction ...........................................................................................................185
Bibliography ........................................................................................................... 187
Appendices .............................................................................................................. 207

xiv Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
List of Figures
Figure 1-1: Organization of the dissertation (P1 – P14 refers to book and
journal publications) .............................................................................. 6
Figure 2-1: General classification of drying models in literature .............................. 14
Figure 2-2: Demonstration of the hierarchical structure of different food
materials............................................................................................... 20
Figure 2-3: Different types of pores in food sample .................................................. 25
Figure 2-4: Factors that affect pore formation and evolution ................................... 26
Figure 2-5: Change of porosity as a function of water content ................................ 27
Figure 2-6: Water distribution within plant based cellular tissue ............................ 31
Figure 2-7: Multiphase mass flows in food materials during drying ........................ 33
Figure 3-1: Framework of this research .................................................................... 45
Figure 3-2: Typical plant based cellular tissue .......................................................... 46
Figure 3-3: Steps toward IMCD multiphase model ................................................... 47
Figure 3-4: Simulation strategy in COMSOL Multiphysics ..................................... 48
Figure 3-5: Intermittency function of microwave power ......................................... 48
Figure 3-6: Mesh for the simulation of CD and IMCD drying ................................. 49
Figure 3-7: Mesh independence check of the simulation .......................................... 50
Figure 3-8: Determination of Glass transition temperature using DSC ..................... 55
Figure 3-9: Particle density determination of sample using He pycnometer ............ 57
Figure 3-10: Envelope (bulk) volume determination of dried fruit using
displacement method ........................................................................... 58
Figure 3-11: Glass bead entrance into open and connected pores of the sample ...... 59
Figure 3-12: Microstructure of apple slice, a.) without coating and b.) with
coating ................................................................................................. 60
Figure 3-13: Porosity of dried apple slice with and without coating ....................... 61
Figure 3-14: Mechanical properties observation using universal testing
machine ................................................................................................ 62
Figure 3-15: Pore distribution determination using image J software ...................... 64
Figure 4-1: Conceptual maps of different pathways of water migration from
plant tissue ........................................................................................... 68
Figure 4-2: Hypothetical pore evolution theory over the course of drying ............... 70
Figure 4-3: Water migration and pore formation during drying ................................ 70
Figure 4-4: Variation of glass transition temperature with moisture content .......... 72

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying xv
Figure 4-5: (a) The actual geometry of the sample slice and (b) simplified 2D
axisymmetric model domain. .............................................................. 75
Figure 4-6: Finding the activation energy of apple sample ...................................... 81
Figure 4-7: Change of Effective diffusivity with time .............................................. 84
Figure 4-8: Effect of water content (wet basis) on glass transition temperature
of apple tissue ...................................................................................... 85
Figure 4-9: Moisture evolution obtained for experimental and simulation with
shrinkage and without shrinkage ......................................................... 85
Figure 4-10 Water distribution within apple sample during drying ........................... 86
Figure 4-11: Validation of predicted surface temperature profile with
experimental data ................................................................................ 87
Figure 4-12: Effect of shrinkage on temperature profile of apple slice ..................... 87
Figure 4-13: Temperature distribution within the apple sample ................................ 88
Figure 4-14: Change in porosity with moisture content of apple slice during
drying ................................................................................................... 89
Figure 4-15: Variation of mobility factor with moisture content ............................... 89
Figure 4-16: ASD factor of dried apple as a function of moisture ............................. 90
Figure 4-17: Relationship between volume reduction and migrated water
volume of selected food samples ......................................................... 91
Figure 4-18: Case hardening during drying at 600
C in sample with average
moisture content (0.5 db) ..................................................................... 93
Figure 4-19: Effect of mobility factor on shrinkage of the sample ............................ 94
Figure 4-20: Porosity at different moisture content with different drying
temperature .......................................................................................... 95
Figure 4-21: Effect of drying air velocity on porosity evolution ............................... 96
Figure 5-1: 2D an axisymmetric domain showing symmetry boundary and
transfer boundary ............................................................................... 101
Figure 5-2: Effect of different drying parameters on different variables on the
desirability of the ............................................................................... 109
Figure 5-3: Moisture content with time during IMCD and convective drying ....... 110
Figure 5-4: Temperature curve obtained from the model (average top surface)
and experimental validation .............................................................. 111
Figure 5-5: Thermal images and model temperature distribution of top surface
at selected times ................................................................................. 112
Figure 5-6: Evolutions of equilibrium vapour pressure at the surface of the
sample ................................................................................................ 113
Figure 5-7: Computed and measured porosity as a function of moisture content .. 113
Figure 5-8 : Volume ratio at different moisture content during IMCD drying ........ 114

xvi Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Figure 5-9: Case hardening during drying at 600
C in sample with average
moisture content (0.5 db) ................................................................... 115
Figure 6-1: Classification of different drying models ............................................ 117
Figure 6-2: Schematic showing 3D sample, 2D axisymmetric domain and
Representative Elementary Volume (REV) with the transport
mechanism of different phases .......................................................... 119
Figure 6-3: Flow chart showing coupling between multiphase transport and
solid mechanics.................................................................................. 120
Figure 6-4: Boundary condition of multiphase IMCD model .............................. 129
Figure 6-5: Comparison between predicted and experimental values of average
moisture content during IMCD with and without shrinkage ............. 135
Figure 6-6: Spatial distribution of water saturation with times for IMCD1 and
IMCD2 ............................................................................................... 136
Figure 6-7: Spatial distribution of vapour with different time for IMCD1 and
IMCD2 ............................................................................................... 136
Figure 6-8: Average vapour mass fraction in apple sample during IMCD
drying ................................................................................................. 137
Figure 6-9: Top surface average temperature obtained for IMCD1 and IMCD2 ... 138
Figure 6-10: Temperature distribution within apple sample during IMCD1
and IMCD2 ........................................................................................ 139
Figure 6-11: Average vapour pressure, equilibrium vapour pressure and
saturation pressure at surface ............................................................. 139
Figure 6-12 Gas pressure gradient across the half thickness the sample in
different times during IMCD1 and IMCD2 ....................................... 140
Figure 6-13: Spatial distribution of evaporation rate at different drying times
during IMCD1 and IMCD2 ............................................................... 141
Figure 6-14: Spatial distribution water flux due to capillary diffusion at
different drying times during IMCD1 and IMCD2 ........................... 143
Figure 6-15 Spatial distribution water flux due to gas pressure gradient at
different drying times during IMCD1 and IMCD2 ........................... 143
Figure 6-16: Spatial distribution vapour flux due to binary diffusion at
different drying times during IMCD1 and IMCD2 ........................... 144
Figure 6-17: Spatial distribution of vapour flux due to gas pressure at different
drying times during IMCD1 and IMCD2 .......................................... 145
Figure 6-18: Change of porosity with moisture removal ........................................ 146
Figure 6-19: Effective thermal conductivity with moisture content during
IMCD ................................................................................................. 147
Figure 6-20: Effective specific heat capacity with moisture content during
IMCD ................................................................................................. 147

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying xvii
Figure 6-21: Effective specific heat capacity with moisture content during
IMCD ................................................................................................. 148
Figure 7-1: Classification of food quality attributes ............................................ 152
Figure 7-2: Weight gain of samples during rehydration ...................................... 154
Figure 7-3: COR of IMCD and CD treated apple samples. ................................ 154
Figure 7-4: Relative diameter of apple sample during rehydration ........................ 155
Figure 7-5: Relative height of apple sample during rehydration ............................ 156
Figure 7-6: Relationship between relative volume change and relative mass
change ................................................................................................ 156
Figure 7-7: Exposed surface porosity in different type of drying ........................ 158
Figure 7-8 : Microstructural change of apple slice during convective drying
(left) microwave (right) (40X magnification in SEM image) ........... 159
Figure 7-9: Microstructural change of apple slice during IMCD drying (40X
magnification in SEM image) ........................................................... 160
Figure 7-10: Open porosity of dried product achieved from different drying
conditions .......................................................................................... 161
Figure 7-11: Case hardening and internal pores in convective dried apple slice
(40X magnification in SEM image) .................................................. 161
Figure 7-12: Development of nano-pores during CMD, convective drying and
IMCD ................................................................................................. 162
Figure 7-13: Effect of microwave power on microstructure and porosity ............. 163
Figure 7-14: Internal pores in dried apple slice ...................................................... 164
Figure 7-15: Compressive extension characteristics of apples .............................. 168
Figure 7-16: Weight loss of apple slice in convective drying at 700 C .................. 168
Figure 7-17: Microstructure of fresh and dried apple samples (500x).................... 169
Figure 7-18: Effect of speed of load on stiffness of the apple tissue ..................... 170
Figure 7-19: Strain-stress curves of apple tissue at moisture content 2.6 (db) in
IMCD and CD ................................................................................... 170
Figure 7-20: Variation of Young Modulus with moisture content for IMCD
and CD-treated apple slice................................................................. 171
Figure 7-21: Change of roundness during CD and IMCD ..................................... 172
Figure 7-22: Colour change over the time of drying.............................................. 173
Figure 7-23: Different factors that influence porosity during drying of food
materials ............................................................................................ 176
Figure 7-24: Hypothesised relationships between the drying parameters, pore
formation and evolution, and dried food qualities ............................ 177

xviii Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
List of Tables
Table 2-1: Internal moisture transfers mechanisms during drying of solid foods ...... 9
Table 2-2 Differences in physical properties between crystalline and
amorphous states of materials. ............................................................. 21
Table 2-3: Changes of porosity with a decrease in moisture content during
drying of various fruits and vegetables. ............................................... 28
Table 2-4: Summary of empirical models predicting porosity during drying .......... 35
Table 3-1: List of instruments with their measured quantity .................................... 51
Table 3-2: Some selected key factors of rehydration of dehydrated sample ........... 64
Table 4-1: Input parameters for the model ................................................................ 78
Table 4-2: Physical properties of some selected food materials ............................... 91
Table 5-1: Variables of IMCD optimisation .......................................................... 103
Table 6-1: Input properties for the model ............................................................... 130
Table 7-1: Crust thickness of the IMCD and CD treated samples .......................... 162

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying xix
Statement of Original Authorship
The work contained in this thesis has not been previously submitted to meet
requirements for an award at this or any other higher education institution. To the
best of my knowledge and belief, the thesis contains no material previously
published or written by another person except where due reference is made.
Signature:
Date: 10 February 2016
QUT Verified Signature

xx Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Acknowledgements
The greatest thanks go to the Creator of the Universe. I would like to thank
Him for giving me the opportunity, strengths and blessing in completing this thesis.
Then, I would like to thank my principle supervisor, Dr Azharul Karim, for his
supervision and effort. Thank you very much for your invaluable advice, inspiration
and perseverance throughout this research. I also appreciate the exceptional support,
supportive comments, guidance and recommendation given by my co-supervisor,
Associate Professor Richard Brown. I sincerely thank both of my supervisors for
their many hours of assistance, supervision and direction.
I would also like to express my love and gratitude to my beloved family
members, for their understanding and endless love.
Furthermore, I also wish to express my gratitude for the numerous scientific
discussions and assistance given by my colleagues and the members of the Energy
and Drying Group at Queensland University of Technology, in particular, Dr.
Chandan Kumar for his continued support during my candidature especially with
experiments and idea development, Dr. Majedul Islam, Dr. Zakaria Amin, Md. Imran
Hossain Khan, Kazi Badrul Islam, Duc Nghia Pham. I also Thank all undergraduate
students who were involved in different parts of the project.
The technical aspects of the experimental works demonstrated in this thesis
would not have been possible without the support of the research facilities at the
Queensland University of Technology.
A ‘thank you’ to my thesis proof-reader, Dr Michael Clancy for his
contribution to the polishing of this work
I gratefully acknowledge financial support from the QUT Postgraduate Award
(QUTPRA) scholarship and QUT HDR Tuition Award. Last, but by no means the
least, I would like to thank the government of the People’s Republic of Bangladesh
for providing me with a high-quality education for almost free.

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Chapter 1: Introduction
This chapter outlines the background and motivation (Section 1.1), research
objectives (Section 1.2), and aims of this study (Section 1.3). The significance and
scope of this research have been described in Section 1.4. Finally, Section 1.5
provides an overview remaining of the chapters of the dissertation.
1.1 BACKGROUND AND MOTIVATION
Currently, one-third of produced food is wasted annually due to a lack of
proper processing and preservation (Gustavsson et al., 2011; UN, 2007). This loss is
even greater in developing countries, amounting to 30–40% of seasonal fruit and
vegetables (Karim & Hawlader, 2005b). On the other hand, according to the UN
food agency, every day 18,000 children die of hunger and malnutrition and 850
million people go to bed every night with empty stomachs (UN, 2007). The World
Food Programme (WFP) identifies hunger as the number one health risk, and it kills
more people every year than AIDS, malaria and tuberculosis combined (World Food
Programme, 2012). Therefore, proper food processing must be emphasised to reduce
this massive loss, promote food security and combat hunger.
Drying is one of the easiest and oldest methods of food processing and
preservation, which prevents food from microbial spoilage. It increases shelf life,
reduces weight and volume thus minimising packing, storage, and transportation
costs and enables storage of food under an ambient environment. However, it is
probably the most energy intensive technique of the major industrial processes
(Kudra, 2004) and accounts for up to 15% of all industrial energy usage (Chua et al.,
2001a). Moreover, drying causes changes in the food qualities including
discolouration, aroma loss, textural changes, nutritional degradation, and changes in
physical appearance and shape (Quirijns, 2006). Researchers have been striving to
improve energy efficiency and product quality in food drying for many years.
Intermittent Microwave-Convective Drying (IMCD) is an approach that increases
both energy efficiency and product quality (Kumar et al., 2014a).

2 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Although there are some experimental investigations of IMCD, modelling
studies of this process remain under-developed. The modelling of IMCD is essential
to understand the physical mechanism of heat and mass transfer and finally to
optimise the process of food preservation. Pore formation and evolution, and
inevitable structural deformation prevail over the course of drying. This porous
structure of plant-based materials is a dominant factor that significantly affects the
heat and mass transfer phenomenon, as well as quality characteristics during
drying.Therefore; this research aims to develop a comprehensive multiphase model
for IMCD taking pore formation and evolution into account.
1.2 RESEARCH PROBLEMS
Although there have been some studies highlighting the advantages of
intermittent microwave-convective drying (IMCD) of food materials, most of these
are experimental. There has been no mathematical model that correctly describes the
physical understanding of the heat and mass transfer phenomenon occurring within
food material during IMCD. A proper understanding of the internal heat and mass
transfer mechanism involved is essential for optimisation of the drying process.
Mathematical modelling of moisture transport inside food can be developed by
two approaches: (i) a single-phase model, which considers transport only water, is
present in the food material, and (ii) a multiphase porous media model that considers
transport of liquid water, vapour, and air inside the food materials. The multiphase
models are more comprehensive and provide better insight into the transport
mechanisms. These models are divided into two groups: equilibrium and non-
equilibrium. Most of the multiphase models of food drying consider equilibrium.
However, equilibrium conditions may not be valid at the surface of food where the
moisture content is lower. Therefore, the non-equilibrium approach is a more
realistic representation of the physical situation while drying (Zhang & Datta, 2004).
There is no IMCD model developed considering the non-equilibrium approach. In
this study, non-equilibrium multiphase porous media models were developed for
food drying.
Apart from transport mechanisms, pore formation and evolution is a crucial
factor that needs to be considered in IMCD model. Without a proper understanding
of the pore formation mechanism, while drying, other mechanical properties of

Chapter 1 | Introduction
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 3
shrinkage, texture and the microstructure cannot be appropriately predicted. Several
studies have developed theoretical models of pore formation of foodstuff during hot
air and freeze-drying, but there is still insufficient information about pore formation
during IMCD drying leading to erroneous predictions of drying kinetics and
structural deformation during the drying process. The available literature
demonstrated that the drying temperature and the microwave power affect the
porosity of dried fruits.
Consideration of some fundamental parameters like glass transition
temperature and moisture distribution and case hardening can generalise the pore
formation predictions to some extent.
Therefore, extensive research on the development of an appropriate pore
formation model is necessary for a better understanding of the effects pores in IMCD
drying. The modelling and simulation of pore formation will help in understanding
its effect on shrinkage, texture and microstructure other quality attributes. The aim of
this research project, therefore, is to investigate pore formation and evolution to
develop a fundamental pore formation model. An appropriate IMCD model taking
shrinkage and porosity into consideration will then be developed. This research also
explores the effects of IMCD on quality attributes of food including texture,
microstructure and rehydration.
1.3 AIMS AND OBJECTIVES
Primary objectives of this study are to (i) develop a theoretical model to
describe pore formation and evolution during drying and (ii) develop an appropriate
IMCD model taking shrinkage and pore evolution into consideration. Correlation of
process parameters with quality attributes during IMCD will also be established.
Since convection-drying modelling is a prerequisite for developing an IMCD model,
a convection drying model is initially developed taking shrinkage into consideration.
The final model is a multiphase porous media IMCD model that takes account of
variable porosity and shrinkage. More specific objectives of this work were to:
Develop fundamental porosity model considering process parameters and
sample properties, and then validate these with experimental data;
Develop mathematical models for convection drying with and without
considering shrinkage;

4 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Develop a multiphase porous media model for IMCD considering
shrinkage and variable porosity;
Conduct comprehensive experimental investigation and validate the
models developed;
Study the effect of pore formation and evolution during IMCD on
rehydration capacity, mechanical properties, microstructure and change of
appearance of dried sample.
1.4 SIGNIFICANCE AND SCOPE
A theoretical model has been developed for the prediction of pore formation
considering process parameters such as drying temperature and moisture flux and
sample properties including initial porosity and glass transition temperature to
accommodate a wide range of food materials. Eventually, a more accurate
mathematical model of IMCD has been developed for food, taking the evolution of
pore characteristics that enables an understanding of heat and mass transport, and
structural deformation during IMCD.
The temperature distribution and redistribution have also been investigated
using the model. Since the temperature distribution and redistribution during IMCD
are the keys to overcoming the overheating of the product, the model in this work
makes a significant contribution to improving food product quality. The multiphase
model, which is an advanced approach to modelling the drying process, enables
investigation of temporal and spatial profiles of temperature, liquid water, water
vapour, and air inside the food material. Two IMCD models (i) IMCD1 (neglecting
shrinkage) and (ii) IMCD2 that considers shrinkage and pore evolution have been
developed in this study. Finally, the effect of pore formation and evolution over the
course of IMCD on physical attributes of dried food investigated in this study will
help in developing appropriate drying processes for better product quality.
The insights of physical phenomena acquired from the models in this thesis
will make a great contribution to the field of drying. The mathematical models used
in this research are fundamental; therefore, they can be easily modified and adapted
to any food material without considerable effort. Furthermore, the models developed
in this research will also be useful in developing realistic models for other food
processing applications including frying, baking, cooking and eventually optimising

Chapter 1 | Introduction
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 5
those processes. Successful implementation of these theoretical models in the food
industry can lead to a significant improvement in food quality, energy efficiency, and
optimisation.
1.5 THESIS OUTLINE
This thesis consists of a total of eight chapters, including this introductory
chapter. Chapter 2 presents a literature review and Chapter 3 describes the
methodology used in this study. Chapter 4 begins by laying out the theoretical
approach of porosity prediction and finishes by looking at how porosity varies over
the course of convection drying. Chapter 5 and Chapter 6 present the gradual
development of IMCD models along with a prediction of pore formation. The thesis
progresses from simple diffusion-based models (Chapter 4 and 5) to multiphase
porous, deformable media model for IMCD (Chapter 6). The effects of IMCD drying
on food quality are presented in Chapter 7. Finally, the conclusion chapter (Chapter
8) gives a brief summary and critique of the findings and includes a discussion of the
implication of the findings for future research into this area.
An overview of the dissertation is also illustrated in Figure 1.1 and a chapter-
wise brief description is given below.
In Chapter 1, (the current chapter), background and motivation, research
problems, objectives, significance and outline of the thesis are presented.
In Chapter 2, a review of contemporary literature relevant to this thesis scope
is presented. This chapter begins with the general background of drying of food
materials; it then provides an extensive review of IMCD and its modelling.
Following this, details of the structural characteristics of food material are presented.
Then, pore formation mechanism and its prediction models during drying are
discussed in detail. Finally, the key research problems and gaps are identified and
presented.
In Chapter 3, experimental procedures for determining different model
parameters and sample properties are discussed.
In Chapter 4, a single-phase convection model is developed considering
shrinkage phenomenon. An effective moisture diffusivity that varies with moisture
content and temperature of drying air is considered in this model. A theoretical

6 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
approach to pore formation is discussed. Finally, drying kinetics and pore formation
during convection drying are determined in this chapter.
Figure 1-1: Organization of the dissertation (P1 – P14 refers to book and journal publications)
In Chapter 5, a single-phase IMCD model is developed by adding the
convection drying model and intermittent microwave heating. This model considers
Lambert’s Law for microwave heat generation. Optimisation of IMCD is presented
in this chapter.
In Chapter 6, multiphase porous media model is implemented for IMCD
considering shrinkage phenomenon and porosity evolution during drying. This
chapter presents fundamental formulations of heat, mass, and momentum transfer

Chapter 1 | Introduction
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 7
along with input parameters and variables for the model. Transport of different
phases due to pressure-driven, capillary diffusion, and binary diffusion are
investigated. Pore formation and evolution over the drying time is discussed. The
variation of different parameters that are achieved by both deformation and non-
deformed domain are compared.
In Chapter 7, effects of pore formation during IMCD on different quality of
dried food are investigated. In particular, rehydration capacity, microstructure,
mechanical characteristics and change of appearance of IMCD treated sample are
compared with the convection dried sample. Finally, a hypothetical relationship
among process parameters, pore characteristics and dried food quality has been
proposed.
In Chapter 8, the major conclusions, contribution to knowledge, limitations,
and recommendations of this research are presented.

8 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Chapter 2: Literature Review
This Chapter will inform our approach towards the main research topic starting
with a detailed background of the subject, and a comprehensive review of the most
relevant literature presented to identify research gaps.
We begin with the basics of food drying (Section 2.1) and the rest of the
chapter deals with reviewing literature on the following topics: intermittent
microwave-convective drying (IMCD) (Section 2.2); food structure (Section 2.3);
pore formation mechanism (Section 2.4); models of porosity (Section 2.5); modelling
of drying (Section 2.6) and effect of process parameters on quality (Section 2.7).
Section 2.8 highlights the summary of literature review and identifies research gaps.
2.1 FOOD DRYING
The main purpose of drying in food processing is to guarantee safe storage of
the material to prevent microbial growth. The process of drying commonly means
moisture evaporation due to simultaneous heat and mass transfer (Karim &
Hawlader, 2005a).
The surface contains free moisture and therefore during the first stage of
drying, a constant drying rate is observed. In this stage vapourisation of this free
moisture takes place. The drying rate at this stage is surface-based and governed by
external factors such as the area exposed to the dry air, the temperature difference
between wet surface and dry air, as well as the external heat and mass transfer
coefficients (Srikiatden & Roberts, 2007). After this period, to facilitate drying, the
moisture has to be diffused from the inside of the material to the surface. Therefore,
beyond the point called critical moisture content (Mc), the drying rate moves from
the constant rate stage to first falling stage. In this phase, the drying rate is mainly
dependent on thickness, shape and the collapse of internal tissues. Heat damage may
occur at the surface at this stage due to lack of moisture at the surface. In the first
falling-rate period, the drying rate reduces as the moisture content decreases because
of the additional internal resistance for moisture transfer and to the reduction of heat
flux.

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 9
In the second falling rate, moisture moves from the centre to the surface due to
diffusion result from concentration gradient between the core region and the surface.
The diffusion rate decreases in the falling rate drying period due to shrinkage and
lowers moisture gradient that results in a longer drying time. The drying rate of this
later falling rate period is much too slow; literature shows to remove the last 10% of
water from food materials it takes almost equal time to that required for removing the
first 90 % of water content. Drying behaviour of some biological and most food
materials experience this second falling rate period. Supplying more energy by
increasing the drying air temperature in this stage accelerates drying. But higher
temperature may damage the surface of the product resulting in hard crust formation
while the moisture content at the centre is still high (Zeki, 2009). Because food
materials are poor heat conductors, it limits the supply of heat from the surface to the
inner part. Thus, the surface gets overheated and damaged. This damaged surface
ultimately deters the heat and mass transfer rate hindering subsequent drying (Botha
et al., 2012).
However, depending upon the drying process condition and sample properties
different types of internal moisture transfer mechanisms can take place during drying
as presented in Table 2.1 (below).
Table 2-1: Internal moisture transfers mechanisms during drying of solid foods
Moisture removal mechanism during drying Reference
Diffusion Lewis (1921),
Sherwood
(1929a) ,
Sherwood
(1929b)
Capillary Ceaglske and
Hougen (1937)
Evaporation-condensation Henry (1948)
Transfer of liquid
water
Capillary
Liquid diffusion
Surface diffusion
Transfer of water vapour
Differences in partial pressure
(diffusion)
Differences in total pressure
(hydraulic flow)
Görling (1958)
Capillary
Diffusion
Surface diffusion in liquid layers absorbed at solid interfaces
Water vapour diffusion in air-filled pores
Gravity
Vaporization-condensation sequence.
Van Arsdel
(1963)

10 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Moisture removal mechanism during drying Reference
Hydraulic flow
Capillary flow
Evaporation-condensation
Vapour diffusion
Keey (1970)
Molecular diffusion
Capillary flow
Knudsen flow
Hydrodynamic flow
Surface diffusion
Bruin and Luyben
(1990)
Transfer of liquid water
Capillary (saturated )
Molecular diffusion
(within solid )
Surface diffusion
(absorbed water)
Liquid diffusion (in
pores)
Hydraulic flow (in pores)
Transfer of water vapour
Diffusion (in pores): - Knudsen,
- Ordinary,
-Stephan
diffusion.
Hydraulic flow (in pores)
Evaporation-condensation
Hallstöm (1990)
Transfer of liquid water
Capillary
diffusion
Surface diffusion
Hydraulic flow
Transfer of water vapour
Mutual diffusion
Knudsen flow
Diffusion
Slip flow
Hydrodynamic (bulk) flow
Stephan diffusion
Poiseuille flow
Evaporation-condensation
Waananen et
al.(1993)
It can be seen from Table 2.1 (above) that more than one mass transfer
mechanism can be involved in the drying process. Therefore, difficulty arises where
several mechanisms can account for moisture transfer as drying proceeds though
only one of the mechanisms dominates moisture transfer at any given time (Karel &
Lund, 2003).
Crust formation, longer drying time and poor quality of food are the main
disadvantages of the Hot air drying. To solve these problems, an advanced drying
technique such as intermittent microwave-convective drying (IMCD) can be
implemented.

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 11
2.2 INTERMITTENT DRYING
Intermittent drying can be attained by maintaining the supply of drying energy
which generally can be practiced by varying the drying temperature, air , humidity,
or operating pressure (Kumar et al., 2014a). It can also achieved by changing the
mode of energy input (e.g., microwave, convection, radiation, conduction). Supply of
same amount of energy during entire drying process causes quality degradation
(Zeki, 2009) and wastage of energy. One possibile reason for this is that at the later
stage of drying process, the drying rate decreases as there is insufficient moisture in
the sample to be removed. Case hardening or other heat damage is occurred on the
surface of the sample if constant external energy source is applied. The concept of
the intermittency is developed to provide intermittent application of secondary
energy source which is appropriate for energy removal from the core of the sample.
Consequently, surface damage and overall quality degradation can be minimized by
implementing intermittent drying.
Extensive research have been done on intermittent drying where the intermittency
were achieved by changing drying air conditions (Chin & Law, 2010; Chua et al.,
2002a; Chua et al., 2000a; Ho et al., 2002). In recent times, intermittency of energy
input in combined drying method e.g., microwave/radiofrequency (Ahrné et al.,
2007; Botha et al., 2012; Esturk, 2012a; Esturk et al., 2011; Soysal, 2009),
ultrasound (Schössler et al., 2012).
Types of intermittency influence the energy efficiency and product quality and.
Therefore, the intermittency of secondary energy source should not be chosen
arbitrarily, rather it has to be chosen based on the physics involved in the drying
method. Otherwise, better product quality and the optimum energy efficiency will
not be attained.
2.3 INTERMITTENT MICROWAVE CONVECTIVE DRYING (IMCD)
Microwaves are electromagnetic radiation in the frequency range of 300MHz–
300GHz with a wavelength 1mm–1m. This is the propagation of electromagnetic
energy through space using time-varying electric and magnetic fields (Feng et al.,
2012). Microwaves penetrate the material until moisture is located and heats up the
material volumetrically thus facilitating a higher diffusion rate and pressure gradient
to drive off the moisture from inside of the material (Turner & Jolly, 1991). There

12 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
are two main mechanisms of microwave heating; bipolar re-orientation and ionic
conduction. Water molecules are bipolar in nature and try to follow the electric field
that alternates at very high frequency. For a commonly used microwave frequency of
2.45 GHz, the electric field changes direction 2.45 billion times a second, making the
dipoles move with it (Datta & Rakesh, 2009). Such rotation of molecules produces
friction and generates heat inside the food material (Zhang et al., 2010). Ionic
conduction is a second major mechanism of microwave heating which is caused by
ions, such as those present in salty food, which migrate under the influence of the
electric field.
Due to its volumetric heating capability, application of microwaves with other
drying methods can significantly increase the drying rate. The main advantages of
microwave assisted drying are:
Volumetric heating: Microwave energy interacts with water molecules
within the food leading to volumetric heating and increased moisture
diffusion rates (Turner et al., 1998). This can thereby significantly reduce
drying times (Mujumdar, 2004; Zhang et al., 2006). It is clear from the
literature that microwave convection (MWC) drying shows remarkably
lower drying time than hot air (CD) drying (Orsat et al., 2007; Wojdyło et
al., 2014; Zhang et al., 2010).
Controlled heating: The fidelity of heating can be controlled using
microwave energy as it can be applied intermittently by varying the pulse
ratio and the power level of the microwave. (Gunasekaran, 1999).
Selective heating: Preferential heating of wetter areas is possible with
microwave heating and also bound water molecules can be excited by
microwaves (Gunasekaran, 1999; Turner et al., 1998).
2.3.1 Combined microwave and another drying
Microwaves are combined with hot air-drying, freeze-drying, vacuum drying
and osmotic drying (Huang et al., 2012; Jiang et al., 2013; Jiang et al., 2014b; Liu et
al., 2012b; Wang et al., 2012). Due to less cost being involved, convection drying is
most widely combined with a microwave to make convective microwave drying
(MCD) (Andrés et al., 2004).

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 13
To mitigate longer drying times and formation of a crust over the course CD,
incorporation of microwaves (MW) can increase the diffusion rate and supplying
moisture to the surface. This is the reason that MCD can significantly shorten drying
time and improve energy efficiency and product quality (Zhang et al., 2006). From
the experimental studies, a substantial reduction in the drying time (25–90%) has
been found in MCD drying when compared with convection drying (Cinquanta et al.,
2013; Izli & Isik, 2014; Prabhanjan et al., 1995). A number of studies found MCD
treated products possess superior quality when compared to hot air drying
(Argyropoulos et al., 2011; Cinquanta et al., 2013; Jindarat et al., 2011).
2.3.2 Intermittent application of MW in CD
Due to uneven power distribution of MW, continuous MW energy supply to
food material causes uneven heating and overheating. To overcome this problem, the
introduction of MW energy intermittently can be an option. This intermittent
application of MW maintains the expected temperature of the food materials during
drying and the uniform distribution of moisture within food materials, which
improves product energy efficiency and quality (Soysal et al., 2009a). Many
researchers incorporated intermittent microwave energy with different drying
techniques such as vacuum drying (Jiang et al., 2014a; Mothibe 2014) and freeze
drying (Wang et al., 2013), and they found superior quality attributes of dried
samples in comparison with vacuum and freeze dried product.
In addition to these, the advantages of IMCD in terms of quality and energy
efficiency have also been reported in the literature. Soysal et al. (2009) compared
IMCD and convective drying for oregano and found that the IMCD was 4.7–11.2
times more energy efficient compared to convective drying. For instance, Soysal et
al. (2009a) found that IMCD treated red pepper showed better sensory attributes,
colour, texture, than CD and MCD.
Advantages of IMCD in terms of improving energy efficiency and product
quality, and significantly reducing drying time have been found in many products
such as sage leaves (Esturk, 2012b; Esturk et al., 2011), bananas (Ahrné et al., 2007),
oregano (Soysal, 2009), pineapple (Botha et al., 2012), red pepper (Soysal et al.,
2009a), and carrots and mushrooms (Orsat et al., 2007).

14 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
2.4 DRYING MODELS
Mathematical modelling is a good tool to discover the possible solution of a
given problem in drying. It is necessary for evaluating the effect of process
parameters on energy efficiency and drying time, and optimising the drying process
(Kumar et al., 2014a).
Developing a physics based drying model for agricultural products is a
challenging task. This is because of the complex structural nature of agricultural
products and changes in the thermo-physical properties during drying. Moreover,
heat and mass transfer are highly coupled during drying. Therefore, some
assumptions are indispensable if mathematical models are to be developed, but these
should be carefully made to represent the physical phenomena during the process. In
this section, the modelling approaches of drying are discussed together with their
limitations. The models can be classified into three categories: empirical models,
diffusion based (single phase) models and multiphase models as shown in Figure 2.1
and discussed in detail in the subsections of this paragraph.
Figure 2-1: General classification of drying models in literature
2.4.1 Empirical models
The empirical or observation based models can be rapidly developed based on
experimental data. These models are derived from Newton’s law of cooling and
Fick’s law of diffusions (Erbay & Icier, 2010). These are simpler to apply and often
used to describe the drying curve. Despite these advantages, they do not provide

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 15
physical insight into the process. Also, these models are only valid for specific
process condition and material. In contrast to empirical models, the physics-based
models can capture the inherent drying mechanism better (Chou et al., 2000; Chua et
al., 2003; Ho et al., 2002).
2.4.2 Diffusion-based (single phase) models
The diffusion-based models are very popular because of their simplicity and
good predictive capability (Arballo, 2010; Perussello et al., 2014). These models
assume conductive heat transfer for energy and diffusive transport for moisture.
These models need an effective diffusivity (phenomenological coefficient) value,
which has to be experimentally determined. The effective diffusivity calculation is
crucial for drying models because it is the main parameter that controls the process
with a higher diffusion coefficient implying increased drying rate. This effective
diffusion coefficient changes during drying due to the effects of sample temperature
and moisture content (Batista et al., 2007). Some authors considered effective
diffusivity as a function of shrinkage or moisture content (Karim & Hawlader,
2005b), whereas, others postulated it as temperature dependent (Chandra Mohan &
Talukdar, 2010).
Several fundamental mathematical models have been developed for food
drying. For example, Barati and Esfahani (2011) developed a food drying model
wherein they considered the material properties to be constant. However, in reality
during the drying process physical properties such as diffusion coefficients and
dimensional changes occur to the extent of drying progress. Consequently, if these
latter issues are not considered, the model predictions may be erroneous regarding
estimating temperature and moisture content (Wang & Brennan, 1995b). In
particular, the diffusion coefficient can have a significant effect on the drying
kinetics.
Calculation of the effective diffusivity is crucial for drying models because it is
the main parameter that controls the process with a higher diffusion coefficient
implying increased drying rate. The diffusion coefficient changes during drying due
to the effects of sample temperature and moisture content (Batista et al., 2007).
Alternatively, some authors considered effective diffusivity as a function of
shrinkage or moisture content (Karim & Hawlader, 2005b); whereas, others
postulated it as temperature dependent (Chandra Mohan & Talukdar, 2010).

16 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
In the case of a temperature dependent effective diffusivity value, the
diffusivity increases as drying progresses. On the other hand, effective diffusivity
decreases with time in the case of shrinkage or moisture dependency. This latter
behaviour is ascribed to the diffusion rate decreasing as moisture gradient drops.
However, Baini and Langrish (2007) mentioned that shrinkage also tends to reduce
the path length for diffusion that results in increased diffusivity. Consequently, there
are two opposite effects of shrinkage on effective diffusivity that theoretically may
cancel each other.
Silva et al.(2011) analysed the effect of considering constant and variable
effective diffusivities in banana drying. They found that the effective variable
diffusivity (moisture dependent) was more accurate than the constant effective
diffusivity in predicting the drying curve. However, there are limited studies
comparing the influence of temperature dependent and moisture dependent effective
diffusivity. Recently, Silva et al. (2014) considered effective diffusivity as a function
of both temperature and moisture together (i.e. D=f(T, M)), not temperature or
moisture dependent diffusivities separately. Therefore, it was not possible to
compare the impact of considering temperature and moisture dependent effective
diffusivities. Moreover, they did not report the impact of variable diffusivities on
material temperature. A comparison of drying kinetics for both temperature and
moisture dependent effective diffusivities can play a vital role in choosing the correct
effective diffusivity for modelling purposes. Though there are several modelling
studies of food drying, there are limited studies that compare the impacts of
temperature dependent and moisture dependent effective diffusivities.
Understanding the exact temperature and moisture distribution in food samples
is important in food drying. (Joardder et al., 2013c)showed that temperature
distribution plays a critical role in determining the quality of dried food. Similarly,
moisture distribution plays a critical role in food safety and quality. Vadivambal and
Jayas (2010) showed that despite the fact that the average moisture content was
lower than what was considered a safe value, spoilage started from the higher
moisture content area. Therefore, it is crucial to know the moisture distribution in the
sample. Unfortunately, it is difficult to measure temperature and moisture
distribution inside the sample experimentally, which means that appropriate

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 17
modelling approaches are required to determine the moisture distribution. Mujumdar
and Zhonghua (2007) argued that technical innovation can be intensified by
mathematical modelling that can provide a better understanding of the drying
process. Karim and Hawlader (2005b) developed a mathematical model to determine
temperature and moisture changes with time, but it did not provide temperature and
moisture distribution within the sample. The moisture distribution is a key parameter
for evaporation because evaporation depends on surface moisture content.
Although this model can provide a good match with experimental results, it
cannot provide an understanding of other transport mechanisms such as pressure
driven flow and evaporation. The drawbacks of these kinds of models are discussed
in detail in the work of Zhang and Datta (2004). Lumping all the water transport as
diffusion cannot be justified in all situations. Therefore, multiphase models
considering transport of liquid water, vapour, and the air inside the food materials are
more realistic.
2.4.3 Multiphase models
The multiphase models incorporate the transition from the individual phase at
the ‘microscopic’ level to the representative average volume at the ‘macroscopic’
level, which provides a fundamental and convincing basis of heat and mass transport
(Datta, 2007b; Whitaker, 1977). Multiphase models can be categorised into two
groups: equilibrium and non-equilibrium approach of vapour pressure. In equilibrium
formulations, the vapour pressure, vp , is assumed to be equal to the equilibrium
vapour pressure, eqvp ,
, and vice versa. There are some multiphase models
considering equilibrium approach applied in vacuum drying of wood (Turner &
Perré, 2004) and convection drying of wood and clay (Stanish et al., 1986),
(Chemkhi et al., 2009), microwave spouted bed drying of apple (Feng et al., 2001)
and large bagasse stockpiles (Farrell et al., 2012). Some multiphase porous media
models combine the liquid water and vapour equations together to eliminate the
evaporation rate term (Farrell et al., 2012; Ratanadecho et al., 2001; Suwannapum &
Rattanadecho, 2011). By doing this, the concentrations of liquid water and vapour
cannot be determined.
However, equilibrium condition may be valid at the surface with lower
moisture content because equilibrium condition may not be achieved due to lower

18 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
moisture content at the surface during drying. Therefore, the non-equilibrium
approach is a more realistic representation of the physical situation while drying
(Zhang & Datta, 2004). Moreover, the non-equilibrium formulation for evaporation
can be used to express explicit formulation of evaporation, thus allowing calculation
of each phase separately. Furthermore, non-equilibrium multiphase models are
computationally effective and applied to wide range of food processing such as
frying (Bansal et al., 2014; Ni & Datta, 1999), microwave heating (Chen et al., 2014;
Rakesh et al., 2010), puffing (Rakesh & Datta, 2013) baking (Zhang et al., 2005),
meat cooking (Dhall & Datta, 2011) etc. However, application of these non-
equilibrium models in the drying of food materials is very limited. To the authors’
best knowledge, there is no IMCD model considering non-equilibrium and shrinkage
in multiphase porous media.
2.4.4 MCD and IMCD model
To model MCD and IMCD, a heat source due to microwave heating is added to
the energy equation. This heat source can be mostly modelled using two formulations
(Lambert’s Law and Maxwell’s equations). As mentioned before, Lambert’s Law is a
simple approximation of microwave heat generation, whereas Maxwell’s equations
are a more comprehensive and accurate means of predicting microwave heating
(Chandrasekaran, 2012; Rakesh et al., 2009).
A physical understanding of heat and mass transfer, and interaction of
microwaves with food products is important for optimisation of the drying process
(Feng et al., 2012). Coupled heat and mass transfer models have to be developed to
predict the temperature and moisture distribution inside the material, which will help
to improve the understanding of the underlying physics and develop better strategies
for the control of IMCD. There are some single phase diffusion based models
available for microwave heating only (Chen et al., 2014; Pitchai et al., 2012), MCD
(Malafronte et al., 2012; McMinn et al., 2003), however, intermittency of microwave
has not been dealt with in these outlined models. In light of the literature, it is clear
that despite there being some single phase models that considered intermittency,
these are only for heating without consideration of mass transfer (Gunasekaran &
Yang, 2007b; Yang & Gunasekaran, 2001), and thus they cannot be applied to
drying.

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 19
Thus, there is a lack of understating of the physical phenomena involving heat
and mass transfer in IMCD. Successful modelling of heat and mass transfer during
IMCD, as well as in-depth knowledge concerning food structure, and the nature of
deformation during drying and multiphase distribution is essential.
In addition to process condition, drying kinetics and dried food quality depend
on the material properties and its change during drying. In particular, pore formation
and evolution over the course of drying needs to consider while developing heat and
mass transfer model for any drying.
2.5 FOOD STRUCTURE
Most of the food materials subjected to drying process can be treated as
hygroscopic porous and amorphous media with the multiphase transport of heat and
mass. Natural as well as processed foods encompass hierarchical structure and span
scales from nano to millimetres as shown in Figure 2. 2. From cellular to tissue level,
different food materials show significantly different structure. This variation of the
structure causes completely dissimilar reaction during different food processing. It is
assumed that higher level structures are progressively assembled from the molecular
to the macro scale until the desired properties and functions are achieved (Baer,
Cassidy, & Hiltner, 1991). Cellular materials, for example, organised from glucose to
tissue level with the size of nano to the macro scale. A similar pattern can be found,
as shown in Figure 2.2, in other types of food structures including crystalline, fibrous
and gel.

20 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Figure 2-2: Demonstration of the hierarchical structure of different food materials
Moreover, the cellular tissue of plant materials encompasses different
component broadly intercellular air (initial porosity), intercellular water (free water),
intracellular water (bound water) and solid matrix (cell wall).
Chemical composition and physical structure of food materials influence both
heat and mass transfer mechanisms (Rosselló, 1992). If food is treated as the
material, it can be classified as porous or nonporous according to its void containing
features. On the other hand, most of the food materials behave as amorphous nature
rather than crystal.
Overall, foods are complex material regarding physical characteristics than
solid crystal materials. In the following sections, different material-related
characteristics of plant-based food stuff have been discussed in detail.
2.5.1 Structural Homogeneity
Where the arrangement of the material of atoms or molecules is concerned, it
can be classified as crystalline, polycrystalline or amorphous. The proportion of these
two states dominates the functional and physical properties as shown in Table 2.2.
[Adapted from (Bhandari, 2012)].Some food processing cause crystallisation of food
materials, such as freezing of foods by crystallisation of water, sugar and salt.
Consequently, the shelf life of food materials prolonged significantly. On the other

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 21
hand, to retain the flavour, taste and colour of food materials, amorphous state of
food microstructure are essential (Roos, 1995).
Crystal and Polycrystalline
Crystal materials are those which periodically repeated lattice of atoms or
molecules. In this type of material, molecules are packed tightly (Bhandari, 2012).
Thermodynamically, crystals are found in the stable equilibrium state (Hartel R. W.,
2001). Introducing heat up to a certain level melts the material. In addition to this,
crystalline materials follow the heat capacity concept that means temperature
increased proportionally in response to heating. As soon as crystal materials reach
melting temperature then these take the latent heat of melting without increasing the
temperature until reaching a melting stage. In general, melted liquid has more heat
capacity as this liquid phase demonstrates lower temperature as a result of heating.
Table 2-2 Differences in physical properties between crystalline and amorphous states of materials.
Properties Crystalline state Amorphous state
Density High Low
Mechanical strength Strong (Ductile) Brittle
Compressibility Poor Good
Internal porosity Low High
Hygroscopicity Low High
Softening
temperature High ( Melting)
Low (glass
transition)
Chemical reactivity Low High
Interaction with
solvent Slow Rapid
Heat of solution Endothermic Exothermic
Amorphous materials
Amorphous materials have a disordered molecular structure, in this type of
material atoms or molecules are arranged in a lattice that duplicates periodically in
space. The examples included all amorphous solids, water glasses, organic polymers,
or even metals. Due to the more open and porous nature of the arrangement of
molecules in an amorphous state, individual molecules easily interact with external
materials. An example of this is water that can be straightforwardly absorbed by
amorphous food materials. Amorphous solids have higher entropy than crystalline
materials since the microstructure of amorphous materials may consist of a short
range array and regions of high and low densities (Lian, 2001).

22 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
The glass transition temperature (Tg) is the critical temperature at which a
material changes its criteria from being 'glassy' to being ‘rubbery’ (Roos, 1998,
2003). 'Glassy' in this instance means hard and brittle that allows breakage easily
while a 'rubbery' state is elastic and flexible. Contrary to melting, when an
amorphous material undergoes the glass transition heat capacity change, it does not
have latent heat associated with the change of state.
Slade and Levine (Slade & Levine, 1991) first introduced the concept of glass
transition to explain or identify the physicochemical modifications in food materials
during food processing and storage. In addition, this theory has been proposed in
order to give details on the process of shrinkage, collapse, fissuring, and cracking
during drying (Cnossen & Siebenmorgen, 2000; Karathanos et al., 1993; Karathanos
et al., 1996a). Contrary to these findings, Rahman (2001) identified that the glass
transition theory does not always hold true interpretation for many products or
processes.
2.5.2 Anisotropy
An anisotropic structure is one which displays different properties or structure
of tissue when observed from a different direction. In general, fruit flesh or cortex
consists of parenchyma-type cells. There is a variation of cell size across the apple
fruit with cells under the skin being smaller (70 µM), increasing in size (approx. 250
µM) towards the centre of the flesh (Bain & Robertson, 1950; Reeve, 1953).
Towards the inner cortex, the apple cells become more elongated, spreading out in a
radial pattern, lying alongside air gaps (Khan & Vincent, 1990). Growth within the
plant based tissue varies according to the position, with more rapid growth occurring
at the calyx than at the stalk. There is a strong possibility of the water distribution,
and water holding capacity varying with this cell size variation.
The variation in cell size significantly affects the amount of collapse occurring
during the drying, and this leads to non-uniform porosity (Fito & Chiralt, 2003).
Larger cells with relatively thin cell wall weakened the tissue of the plant-based food
materials (Zdunek & Umeda, 2005). Due to this, non-uniform porosity is observed in
the dried product with less porosity where bigger cells exist in the sample. Therefore,
the anisotropic geometrical nature of the cells of the plant tissue should be taken into

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 23
consideration as it is an important parameter that determines the structural properties
in the course of drying.
2.5.3 Pore characteristics
Most of the parenchyma tissue contain intercellular spaces filled with water
and air. This initial volume of air is known as “initial porosity”. From the study of
Reeve (1953), it emerged that the width of the intercellular space varies from 210 to
350 µm whereas the length ranged between 438–2000 µm. The initial porosity in
fruits and vegetables varies between 0.02–0.34 (Boukouvalas et al., 2006; Ting et al.,
2013). However, the distribution of these intercellular spaces is anisotropic in nature.
They play a significant role in overall shrinkage during drying. The same material
with different initial porosity ends up with different amounts of volumetric
shrinkage. This is because of the influence of the amount of initial porosity on the
rigidity of the tissue.
It is found that material with higher initial porosity shows higher shrinkage
than the material with a lower initial porosity of same raw materials. In addition to
these, the initial intercellular spaces control the transport of mass and heat at the time
of drying. Therefore, most of the macroscopic properties are affected directly or
indirectly by corresponding microstructural properties (Aguilera, 2005; Mebatsion et
al., 2008).
A lot of literature has been published on the many food materials that behave
like porous media as these contain porous structures. Many food materials are highly
porous for example, white bread and butter cookies, with porosities of 0.90 and 0.55,
respectively. Powdered-based materials, such as milk powder, flour, chocolate
pudding have porosities of 0.454–0.610, 0.69 and 0.5, respectively. The minimum
and maximum value of porosity of a wide range of food categories have been
compiled in the review works of Boukouvalas et al. (Boukouvalas et al., 2006).
Difficulties arise when an attempt is made to classify a material as porous or
non-porous. About this, Goedeken and Tong (1993) investigated measurements of
permeability on pregelatinized flour dough where they took porosity as a function of
the range of 0.10–0.60. A significant correlation was found between permeability
and porosity. The results revealed that the porosity range 0.1 to 0.6 showed
permeability values ranging from 1.97 × 10−14
m2 to 2.27 × 10−
11 m
2. For porosity, a

24 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
value less than 0.4 showed more resistance to air flow through to samples due to the
permeability being low (7.9 × 10−13
m2).From this finding, the authors came to the
conclusion that a material can be defined as porous when it possesses a porosity of
0.4 or more. However, Waananen and Okos (1996) proposed that a material having
porosity over 0.25 can be classified as a porous material.
In light of the findings in literature, materials having porosity lower than 0.25
can be classified as non-porous, intermediate porous material are those having
porosity between 0.25 to 0.4 , and a highly porous structure would have a porosity
above 0.4 (Karathanos et al., 1996b; Krokida & Maroulis, 1997; Rahman et al., 1996;
Waananen & Okos, 1996). Most of the pores in the fresh and dried porous sample are
non-uniform in size and irregular in geometry (Yao & Lenhoff, 2004). Therefore, to
interpret the complex nature of pore geometry, pore types and pore size is important.
Pore size
In general, most of the food materials are the combination of solid, liquid and
gases; porosity is the volume of void or gas to the total volume. Porosity refers to the
ratio of the free space that exists in the material to the total volume of the material. It
can be obtained from the following relationship.
Total
Void
V
VPorosity
V
VV
VVV
Vws
gws
g
1
(2.1)
Where, Va ,Vw, Vs and V are the gas, water, solid and total volume
respectively.
Porosity can be alternatively expressed according to the following equation as
it is usually estimated from the apparent density and the true density of the material.
p
b
1
(2.2)
Depending on the nature of pores, three types of pores can be developed during
drying namely blind pore, closed pore, and interconnected pore. These are as shown
in Figure 2.3.

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 25
Figure 2-3: Different types of pores in food sample
It can be seen from this figure that blind pores are those that have one end
closed while interconnected pores are those which allow flowing of any fluids, and
closed pores refer to the pores that are closed on all sides.
Taking into account all types of pores, an apparent porosity of food material
can be determined by the following relationship.
blindopencloseapp (2.3)
Pore size
Pore size is important in both water transport and mechanical properties of the
plant tissue during drying. The size of pore determines the pattern of internal water
transport mechanism over the time of drying.
On the basis of pore size, pores in porous materials can be classified as macro,
micro and mesopores. Micropores have a width of greater than 2 nm while pores
with a width greater than 50nm are called macropores, and pores between these two
sizes are termed mesopores.
In terms of porosity, materials can be divided into two groups (i) porous and
(ii) capillary porous materials. This classification is defined by the pore size. Porous
materials are defined as those having a pore diameter greater than or equal to 10-7
m
while materials with a pore diameter of less than 10-7
are called capillary-porous
materials (Datta, 2007a). However, most of the food materials are treated as
capillary- porous materials.

26 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
However, the pore characteristics of the food materials do not remain constant;
rather they change significantly due to simultaneous heat and mass transfer.
Therefore, insight into the pore formation mechanism will assist us to understand the
physics behind the structural change of food materials over the course of drying.
2.6 PORE FORMATION MECHANISM
Properties and structures of the dried product are influenced by the type of
drying, the its associated variables and the raw structure and components of the food
materials (Aguilera & Chiralt, 2003). Similarly, the properties of food material,
drying methods, and their conditions have pronounced effects on the porosity of the
final product. Even the same type of raw materials demonstrate different pore
characteristics are depending upon the drying method and conditions (Sablani et al.,
2007). On the whole, porosity is directly dependent on initial water content,
temperature, pressure, relative humidity, air velocity, electromagnetic radiation, food
material size, composition and initial microstructure and viscoelastic properties of
the biomaterial, as shown in the Figure 2.4 (Guiné, 2006; Krokida et al., 1997;
Saravacos, 1967).
Figure 2-4: Factors that affect pore formation and evolution

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 27
Moreover, different food materials demonstrate different values of porosity due
to their diverse structures. For example, an apple develops the highest porosity,
whereas banana and carrot show less porosity at the same drying conditions. This
could be due to their initial structures and compositions. Therefore, in order to
control or predict food porosity, both the process conditions and product properties
are to be taken into consideration.
After an extensive review of the literature, it is clear that changes in porosity in
food materials over the period of drying mainly depends on volume change and void
formation due to water migration. Both of these the phenomena occur simultaneously
depending on the material properties and drying conditions. However, the followings
are the significant factors that must be considered to predict porosity in dried
products.
2.6.1 Moisture content
Moisture content is the distinctive factor that causes porosity to vary
significantly. Porosity, in general, increases with the removal of water. However,
shrinkage of the food sample also increases with the removed water volume, owing
to the higher contraction stresses developed within the material. These two opposite
physical changes determine different patterns of pore formation and evolution.
Figure 2-5: Change of porosity as a function of water content
(A and B: with inversion; C and D: no inversion point).

28 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Under such circumstances, it becomes difficult to predict the nature of pore
formation. To relate the relationship between water content and porosity, two
experiment-based generic trends are available in the literature, as shown in Figure
2.6 (Rahman, 2001). One of these generic trends has an inversion point (A and B),
and the other does not (C and D).
In most of the cases, inversion begins at a critical moisture point. The two
generic trends cover all manner of possible changes in porosity.
A study by Lozano et al. (1983) is relevant here, as it has investigated all four
types of porosity trends for selected agricultural products. In that study, the porosity
of pear and carrot were found to change as a function of water with an inversion. It
appeared that pear showed an upward inversion, while a downward inversion trend
was reported in the case of carrot.
Table 2-3: Changes of porosity with a decrease in moisture content during drying of various fruits
and vegetables.
Porosity relationship with
moisture content
Food Stuff References
Upward
inversion
Pear (Lozano et al., 1983)
Downward
Inversion
Carrot,
pineapple,
ginseng
(Lozano et al., 1983; Martí et al.,
2009; Martynenko, 2011; Yan et
al., 2008a)
Increasing
without
inversion
Sliced and
whole pear,
carrot, whole
garlic, cube-
shaped garlic,
potato, mango,
avocado,
strawberry,
banana, apple,
prune
(Boukouvalas et al., 2006;
Djendoubi Mrad, 2012; Guiné,
2006; Karathanos et al., 1996b;
Katekawa, 2004; Krokida et al.,
1997; Liu et al., 2012a; Lozano et
al., 1983; Martí et al., 2009; Sablani
et al., 2007; Tsami & Katsioti,
2000; Vincent 2008; Wang &
Brennan, 1995a; Yan et al., 2008a)
Decreasing
without
inversion
Sliced garlic (Lozano et al., 1983; Sablani et al.,
2007)

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 29
On the other hand, some other food materials show porosity without inversion.
For example, sliced garlic was found to have decreased porosity with a decrease in
moisture content, whereas an increase in porosity and a decrease in moisture content
were found for potato. Based on an extensive literature review, changing patterns of
porosity with moisture content for various food materials are presented in Table 2.3
below.
In light of the above-mentioned discussion, knowledge of only moisture
content is not sufficient information to predict the porosity closely. Therefore, other
related factors concerning pore evolution need to be taken into consideration.
2.6.2 Water distribution
Water in fresh fruits and vegetables primarily remains contained in the cells
(intracellular) and stays intact before any processing. A small amount of water exists
within the intercellular spaces. Haldar et al. (2011b) found that more than 85–95% of
the water within selected fresh fruit and vegetable tissues is intracellular, and the rest
of the water is present in the intercellular spaces.
The internal moisture transport takes place using three transport mechanisms:
(i) Transport of free water,
(ii) Transport of bound water, and
(iii) Transport of water vapour.
The liquid may flow due to the capillary and gravitational forces, transport of
water vapour by diffusion, and transport of bound water by desorption and diffusion.
Crapiste et al. (Crapiste et al., 1988) divided water flux inside plant tissue into
three types of transport during drying:
(i) Intercellular refers to the water vapour movement through
intercellular spaces,
(ii) Wall-to-wall represents the capillary water flow through the cell wall
tubes, and
(iii) Cell-to-cell refers to water flux through the vacuoles, the cytoplasm
and the cell membranes.

30 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
In general, at high moisture contents, liquids flow due to dominating capillary
forces. With decreasing moisture content, the amount of liquid in the pores also
decreases, and a gas phase is built up, causing a decrease in the liquid permeability.
Gradually, the mass transfer is taken over by vapour diffusion in a porous structure,
with increasing vapour diffusion (Datta & Rakesh, 2009).
Porosity evolution during drying is mainly caused by the void space left by the
migrated water. However, shrinkage of the solid matrix towards the centre of the
sample compensates for the void volume. Therefore, insight into heat and transfer
mechanisms and the structural deformation phenomenon are essential to
understanding the evolution of porosity in the course of the drying process. On the
other hand, these transfer mechanisms and structural changes are significantly
influenced by both the material properties and the process parameters.
Pore formation is prevented by shrinkage, collapse or expansion of food
material during drying. The degree of these structural changes depends on the
distribution of water within the food tissue. In a broad classification, water in food
materials can be grouped as free and bound water. Also, on the basis of the spatial
position of water it can be termed as intercellular and intracellular water and cell wall
water as presented in Figure 2.6.The term intercellular refers to any water found
inside a cell of any material while the intercellular water is that which is present in
capillaries. Intracellular water varies between 78-97 % (wet basis) in different fruits
and vegetables (Halder et al., 2011a), and the rest of the water exists as intercellular
water.

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 31
Figure 2-6: Water distribution within plant based cellular tissue
However, intracellular water encompasses water in cells and the cell walls.
Though, it is hard to determine the proportion of water within cells and cell walls,
however, some literature attempted to determine this (Joardder et al., 2015a; Joardder
et al., 2013a).
In general, plant tissues undergoing drying are subjected to stresses leading to
shape modification and deformation (Mayor & Sereno, 2004). These stresses are
developed due to simultaneous thermal and moisture gradients. The stresses
generated by moisture gradients take place during the entire period of the drying
process while the thermal stress is most significant at the earlier stage of the drying
(Jayaraman et al., 1990; Lewicki & Pawlak 2003). Therefore, the stress generated by
the moisture gradient is the dominant cause of the shrinkage of plant tissue during
drying.
It is essential to know the mechanisms and pathways of water migration from
the plant tissue during drying to understand the nature of collapse that is a
consequence of moisture transfer.

32 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Literature dealing with the classification of water migration from samples
during drying is common. For example, Le Maguer and Yao (1995) proposed three
possible ways for the movement namely, (i) apoplastic transport (cell wall to free
space), (ii) symplastic transport (movement of water between two neighbouring
cells) and (iii) transmembrane transport (across the cell membrane).
In addition to this, Crapiste et al. (1988) presented different ways of water flux
inside plant tissues during drying; intercellular (vapour movement through
intercellular spaces), wall-to-wall (capillary flux across the cell walls) and cell-to-
cell (water flux through vacuoles, the cytoplasm and the cell membranes).
2.6.3 Structural mobility
To explain the physicochemical changes, Slade and Levine (Slade & Levine,
1991) first introduced the glass transition concept in food materials during storage
and drying. The glass transition temperature (Tg), is defined as the temperature at and
above which the amorphous material changes from a glassy state to a rubbery state
(Champion et al., 2000). In the glassy state, the material matrix has very high
viscosity with the range of 1012
to 1013
Pas. Effectively, the matrix behaves like a
solid as it can retain the rigidity of the structure by supporting its body weight against
the flow of solid matrix due to gravity (Angell, 1988; Lewicki, 1998b).Therefore,
)( gTTT can be treated as the driving force of structural collapse (Del Valle et
al., 1998), where T is the temperature of a sample undergoing drying. In this paper,
mobility temperature will be used to refer to T .
The glass transition theory is proposed in order to gain insight into the process
of shrinkage, collapse, and cracking during drying (Cnossen & Siebenmorgen, 2000;
Karathanos et al., 1993; Karathanos et al., 1996a; Krokida et al., 1998a; Rahman,
2001). Once over the glass transition temperature, the cell membrane collapses
significantly. At higher temperatures, cell walls cannot retain their intact structures,
and rupturing begins. Subsequently, water from the cells migrates into extracellular
spaces. Later, the water predominantly migrates from this extracellular space to the
outside of the material.
Although the glass transition concept can be applied to explain or identify the
physicochemical changes during food processing, many experimental studies were

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 33
unable to establish the relevant relationship in order to support this concept (Del
Valle et al., 1998; Wang & Brennan, 1995a).
2.6.4 Phase transition (Multiphase)
Plant-based porous food materials, in general during drying, encompass three
phases namely solid, liquid and gas (Chen & Pie, 1989). In addition to this, the void
spaces are filled with multiphase materials including water, vapour and air. The
pores change with the transport of those phases.
Figure 2-7: Multiphase mass flows in food materials during drying
The phase change from liquid to vapour is an important phenomenon because
the vapour phase diffusion is a significant mass transfer mechanism in a porous food
sample. Therefore, multiphase mass transfer phenomena, as presented in Figure 2.7,
occur during drying time. In many cases, vapour diffusion accounts for 10-34% of
moisture flux in convective drying at 55 to 71oC (Waananen & Okos, 1996). In
addition to this, vapour diffusion is faster than liquid water diffusion in porous media
during drying. The crust formation effect can be observed if drying conditions allow
a phase transition (liquid water to vapour) in the outer zone material, even at high
drying rates (Mayor & Sereno, 2004). Another remarkable phenomenon, crust
formation occurred due to the precipitation of non-volatile compounds on the surface
(Ramos et al., 2003).

34 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Evaporation rate has a substantial effect on the pore formation during drying.
In particular, while drying under microwave energy, higher microwave power leads
to increased evaporation rate; consequently, the more porous structure developed in
comparison with the convection dried product. Therefore, quick evaporation of water
retains the porous structure and causes less collapse of the solid matrix.
In brief, the microstructures and solid matrix architecture of plant tissue vary
so much that there are many exceptions to these explanations of the pore formation.
Therefore, various concepts such as water-holding capacity, ratio of extracellular and
intracellular water content, glass transition temperature, exchange surface area of the
sample, phase change of liquid water, gas pressure and internal moisture transport
mechanisms need to be taken into consideration in order to explain pore formation
clearly for a particular material in a selected drying condition.
2.7 PREDICTION OF POROSITY
The models are classified into empirical and fundamental groups. Empirical
models are obtained using regression and analysis of experimental data for different
variables relating to porosity. Theoretical models are based on a physical
interpretation of the structure of food materials. Predictions of porosity are made
considering mass removal and volume variation of the different phases within the
food system along the drying process. Before discussion of the models, the
definitions of porosity-related terms are presented in the following sections.
2.7.1 Empirical models
Empirical models are developed using experimental data to fit parameters for a
particular system. Methods, materials and the processing environment confine these
models, and the fitting parameters usually have no physical significance. Even with
these limitations, the empirical models still provide a good explanation of the
experimental data. Table 2.4 provides empirical models for porosity measured in the
last three decades for different types of food materials in different drying conditions.
Coefficients a, b and c in different models holds different values to fit the
experimental value in the proposed model.

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 35
Table 2-4: Summary of empirical models predicting porosity during drying
Empirical Equation Drying
condition
Food
item R
2 References
)exp()exp(
)exp(
jXfeXd
cXbaY
Air Drying
(600 C)
Apple 0.97 Lozano et al.(1980)
xc
baX
aXY
)(
Air drying,
550C
Apple,
pears,
Potato
N/A Mattea et al.(1986)
Air Drying,
(700C)
Squid 0.97 Rahman et al.(1990)
Air drying
(700C)
Garlic N/A Modamba et
al.(1994)
bXa
Air Drying (
47 0C)
Pumpkin
Seed
0.988 Joshi et al.(1993)
Air Drying
(700C)
Onion 0.974 Rapusas et al.(1995)
Air Drying
(700C)
Calamari
Mantle
Meat
N/A Rahman et al.(1996)
c
Xba exp
Air Drying 30,
45, 600C
Air velocity:
3m/s
Potato 0.998 Magee et al. (2004)
bX
a
1
Air and Solar
Drying
Pear N/A Guiné (2006)
2cXbXa Air Drying
(50,80,1050C)
Apple 0.93-
0.97
Rahman et al.(2005)
5.02
0
ln
X
Xba
Air Drying
(40,500C)
Banana N/A Katekawa et
al.(2004)
Thermal
conduction
Meat N/A Perez et al.(1984)
In Table 2.4, all the empirical models were developed by correlating the
moisture content of the sample with porosity. It was also found that the empirical
relationships highly agree with the experimental data. Alongside linear relationships
between moisture content and porosity, other trends like exponential and power
relationships were also found. For example, Modamba et al. (1994), Lozano et
al.(1980) and Rapusas et al. (1995) expressed porosity using quadratic, exponential
and power law equations respectively.
0W
Wba
2cWbWa
3bWbWa
2
00
W
Wc
W
Wba
bWWa 0

36 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Empirical models show a high accuracy in the prediction of porosity, but these
models have the following limitations:
They are not generic as they depend on the type of product, the drying
conditions (e.g. temperature, pressure, humidity and processing time, etc.)
The entire empirical model is specially developed to fit the experimental
data into a model while having to consider the particular drying conditions
and material properties. Therefore, these models cannot be replicated to
predict the expected parameters for slightly diverse systems and materials.
The empirical model is based on experimental data with no consideration
of the fundamental knowledge of the interrelation between process
variables and sample properties. For this reason, a fundamental
understanding of the physics that governs the process, and structural
change (formation of the pore) cannot be understood in the empirical
models.
It is essential to develop theoretical models as they have a wider insight of
physical parameter changes that can be used for a wide range of processes and
products.
2.7.2 Theoretical models of porosity
Most of the theoretical predictions are based on the conversion of mass and
volume principles. The first theoretical porosity model was developed by Kilpatric et
al. (1955). It was simple and considered the volumetric shrinkage of fruits and
vegetables during drying. This model is shown in Equation 2.4 and only considers
bulk and solid density (Miles et al., 1983).
(2.4)
Although this model has physical significance, it needs an instantaneous
experimental value of a bulk density of the sample. This basic model can be used as
the definition of porosity when the experimental value of both densities is available.
Later, Lozano et al. (1983)developed the following generalised equation to
predict the porosity of foodstuffs. In their next modified model, apparent shrinkage
s
b
1

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 37
coefficients and apparent and solid densities were taken into consideration. It
assumes that during drying, the shrinkage phenomenon is a linear function of
moisture content:
ε =(X + 1)
(X0 + 1)
ρb0
ρb
(2.5)
Their experimental results provided a good approximation for garlic, sweet
potato and potato, but the predicted porosity of other materials was not accurate. This
model also completely failed to predict the porosity of carrots with varied moisture
contents. This inconsistency may be due to the assumption of the shrinkage
phenomenon as a linear function of moisture content. In general, many of the food
materials do not show the linear relationship between volume shrinkage and volume
of migrated water at any time during drying (Lozano et al., 1980; Madamba et al.,
1994; Rapusas & Driscoll, 1995).
To resolve this shrinkage and moisture content relationship, Zogzas et al.
(Zogzas et al., 1994), proposed a model considering the volume shrinkage coefficient
( ). Three other fitting parameters were also considered and included the density of
dry solids ( ), enclosed water density ( ) and the bulk density of the dry solids (
) and are shown in Equation 16.
𝜀 = 1 −ρb0[ρw + Xρs]
ρwρs[1 + βX]
(2.6)
Despite the frequent use of this model, the prediction abilities of different
materials and methods were not accurate. One possible explanation would be that all
of the parameters associated with this model significantly affected by the drying
method and material properties (Krokida & Maroulis, 1997). The effect of process
parameters and product variants on the four fitting parameters is described below:
Dry solid density ( ) is an innate material property that is significantly
affected by the type of material being studied, as it is highly dependent on
material composition and structure. However, for some materials
undergoing drying, the value of solid density does not vary due to change
in drying conditions if the drying conditions (such as high temperature) do
not cause migration of other components.
s w
b
s

38 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Enclosed water density ( ) has no discernible effect on either drying
method or material (Krokida & Maroulis, 1997).
The bulk density of dry solids ( ) is the principle issue that is robustly
affected by both material properties and process parameters factors. In
addition to this, online (instantaneous) measurements of this parameter are
vital but require a separate device for measurement.
To incorporate more practical physical phenomena, Rahman (Rahman, 2003)
proposed a hypothesis where the author identified that capillary force was the main
force seen in the collapse of tissue and observed that the counterbalancing of this
force handled the formation of pores and lowering the shrinkage. The
counterbalancing force was reported as any of the following: (i) strengthening of the
solid matrix (ice formation, case hardening and matrix reinforcement), (ii) generation
of internal pressure, (iii) mechanism of moisture transport or (iv) environmental
pressure. Therefore, the parameters (especially the shrinkage-expansion coefficient)
have been introduced to represent this force-balancing hypothesis. The author
developed two models for the pattern of shrinkage considering ideal and non-ideal
conditions.
In ideal conditions, it was assumed that the volume of developed pores did not
contribute to shrinkage and was equal to the volume of water removed during drying.
For apparent porosity of porous food materials the following equation was
developed:
(2.7)
Where, the volume of formed pores due to loss of water is
and volume of water along with solids at any water level was
By adding the shrinkage expansion coefficient to the ideal model, the non-ideal
model for real food materials can be obtained. Considering initial porosity and actual
measured porosity using the values of α and β, the shrinkage-expansion coefficient
can be calculated by the following equation:
w
b
'0 )1(
o
w
M
1
m
M
'

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 39
(2.8)
(2.9)
From Equation 2.8, it is noted that the shrinkage expansion coefficient requires
experimental values of initial and instantaneous porosity. Initial porosity is the
material property; however, instantaneous porosity requires experimental
measurement. Clearly then, the main difficulty seen in using this model is the
measurement of the shrinkage-expansion coefficient , as it is significantly
influenced by process parameters and characteristics of food materials.
Determination of this coefficient also requires experimental data and consequently
the porosity model becomes dependent on the empirical value of these variables. In
addition to this, the accuracy of these models is also not substantially proven using
experimental results.
It is assumed that initial porosity ε0 remains constant throughout the drying
process, although, the initial air volume is severely affected when the product is
under extreme heating. Therefore, collapse, as well as shrinkage, takes place in the
food material during drying. It needs to be mentioned that shrinkage refers to an
overall volume reduction phenomenon, whereas collapse represents irreversible
changes of volume (Prothon et al., 2003).
To introduce the collapse phenomenon, Khallofi et al.(2009) took into account
the possible change of volume over time during the drying processes. In their
prediction model of porosity, both collapse function and shrinkage function
were taken into consideration. The authors defined the collapse function as:
(2.10)
Where, is the evolution of air within the solid matrix.
Finally, the following expression was obtained for the theoretical model of
porosity considering the collapse function and the shrinkage function:
)1(
)( 0
'
'
'
X X
0
/
a
aa
V
XVX
)(/ XV aa

40 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
(2.11)
Where,
Despite the incorporation of some physics in the above model, some critical
questions were raised:
This model suggested using shrinkage and collapse function; however
there is no clear guideline for the use of these. In other words, for a
particular method or product, it is hard to determine whether to consider
one or both functions.
Measurement of these functions is not quite clear from the description of
the respective functions. For this reason, the model becomes the dependent
of two functions; both are affected by different variables including the
types of food materials and methods of drying.
The drying process that uses internal heating like microwaves is not
considered in this model. Therefore, it is not clear as to whether other
drying methods, as opposed to freezing and air-drying, are suitable for
using this model. Due to this, it becomes less generic for different types of
drying.
Although extensive analysis of the empirical and theoretical models on
porosity found that accurate and reliable prediction of porosity during the drying
process still needs the further attention of the researchers. A central issue is that there
is no generic model that can be applied to different products and drying processes.
Analysed literature confirmed that both product type and drying technology
discernibly affect pore formation and the pore evolution during drying of food
materials. To adapt the material properties, the previous studies mainly considered
the amount of the water migrates from the sample. Previous models involved other
structural parameters, like the volumetric shrinkage coefficient, shrinkage-expansion
DXC
BXAX
)(
)()1)(()( 0000 XXXXA
)1)(( 0 XB
)()1)(()(1 00000 XXXXC
)(1)1( 0 XD

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 41
coefficient and shrinkage-collapse coefficient. Most of the material properties varied
due to change in the drying conditions.
The measurement of the structural parameters meant there was a necessity for
experimental data. So by avoiding these structural parameters, which vary in drying
conditions, the formulation of a generic model of porosity was facilitated. In contrast,
a model containing different parameters that are not influenced by the drying
conditions can be treated as generic, regardless of the drying method. Therefore, a
model considering process parameters and material properties can address this
necessity.
2.8 EFFECT OF PROCESS PARAMETERS ON QUALITY
The methods of drying vary with the process. There are more than 200 types of
dryers (Mujumdar, 1997). For every dryer, the process conditions, such as the drying
chamber temperature, pressure, air velocity (if the carrier gas is air), relative
humidity, and the product retention time, have to be determined according to feed,
product, purpose, and method.
The various drying processes have different process conditions which are
important in influencing the product structure and causing different final outcomes
with differences in quality, and in particular, porosity (Krokida & Maroulis, 2001a;
Krokida & Maroulis, 2001b). For the example purpose, we only discuss the effect of
different drying process on porosity.
The porosity of freeze-dried materials (80–95%) is always higher in
comparison to all other dehydration processes. Microwave-dried potato has a higher
porosity (75%) while microwave-dried Apple does not develop high porosity (25%).
Vacuum-dried Apple develops high porosity (70%); while vacuum-dried potato’s
porosity values are lower (25%). Table 2.5 (below) provides the varying porosity of
some fruits and vegetables under various drying methods.
Taken together, porosity is affected by a combination of sample properties and
process parameters, the latter of which we have a significant amount of control over.
Therefore, proper choice of process conditions can provide an expected structure of
the finished product.

42 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Table 2.5 Comparison of porosity of different foodstuffs under various drying methods
Food
Material
Porosity in different drying processes
Reference Convective
Drying
MW
Drying
Osmotic
Drying
Vacuum
Drying
Freeze
drying
Apple 0.6 0.75 0.55 0.50-
0.73
0.75-
0.92
(Giraldo, 2003;
Karathanos et al.,
1996b; Krokida et
al., 1998b; Krokida
et al., 1997)
Banana 0.20 0.25 0.20 0.20-
0.70
0.80-
0.90
(Krokida, 1997)
Potato 0.20 0.70 - 0.15-
0.25
0.78-
0.87
(Karathanos et al.,
1996b; Krokida et
al., 1997)
Carrot 0.10 0.70 - 0.10-
0.50
0.88-
0.94
(Karathanos et al.,
1996b)
Blueberry 0.15 0.21 - 0.45 0.70 (Yang & Atallah,
1985)
Quince 0.17 - 0.08 - 0.72 (Koç et al., 2008;
Tsami & Katsioti,
2000)
Tuna
strips
0.24 - - 0.46 0.76 (Rahman et al.,
2002)
Though most of the previous studies showed improvement in different quality
attributes, they fail to explain the relationship between moisture and temperature
distribution. There are limited studies on the effect of process variables on textural
attributes of IMWC drying. In some cases, however, it is reported that fruits and
vegetables (e.g., potatoes, apples, bananas and carrots) undergoing drying and other
thermal processing exhibit an initial tissue-softening stage; followed by a tissue
hardening stage (Devahastin & Niamnuy, 2010b; Krokida et al., 2000). This
transition could be moisture dependent, and desired quality can be obtained by
investigating the problem. Bourne (1992) showed that textural properties of apples
largely depend on water activity.Krokida et al. (2000) investigated the effect of
moisture content on elastic parameters. So it is interesting and essential to explore
the textural properties during IMWC drying and its dependency on moisture and
temperature distribution in the same process.
Similar to porosity, other qualities of dried products are affected by both
sample properties and process conditions. However, there is a lack of literature
concerning dried food quality yield from IMCD.

Chapter 2 | Literature Review
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 43
2.9 SUMMARY OF LITERATURE AND RESEARCH GAPS
Based on the above literature review, we can make the following conclusion:
Optimisation of energy and quality is the prime focus in food drying
research;
MCD treated products achieve superior quality when compared to CD;
IMCD technique reduces energy requirement and drying time and
produces better quality finished food compared to CD and MCD;
Although some studies attempted to investigate sensory quality attributes
of dried food; in-depth study on textural, rehydration and thermos-physical
attributes of IMCD treated food has not been done.;
IMCD allows redistribution of temperature and moisture resulting uniform
distribution of moisture and temperature that eventually mitigate the
problems of overheating;
Although drying is a multiphase transfer process involving internal
moisture, vapour and air transfer over the course of drying, one of these
dominates over the other depending on the process parameters and
material properties;
Single-phase models are simple and effective to some extent. However,
these models require experimental determination of effective diffusion
coefficients. Effective diffusivity coefficients cannot provide detailed
information about different moisture transport phenomena such as pressure
driven flow and evaporation as single phase model lumps all moisture flux
together;
Shrinkage and pore evolution during drying are obvious phenomena;
however, there is no IMCD model that considers these factors;
Shrinkage and porosity depend on process parameters and sample
physicochemical properties;
Proper prediction of pore formation and evolution is necessary to develop
more realistic multiphase IMCD model and accurate interpretation of the
quality of dried food;

44 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Various concepts such as water-holding capacity, the ratio of extracellular
and intracellular water content, glass transition temperature, exchange
surface area of the sample, phase change of liquid water, gas pressure and
internal moisture transport mechanisms need to be taken into consideration
in order to explain pore formation accurately.
A porosity model considering process parameters and material properties
can provide a more realistic prediction than existing models.
From these conclusions, it is clear that a comprehensive multiphase porous
media IMCD model considering shrinkage and pore evolution is necessary to
describe actual drying process, and this is not available in the literature. To address
this necessity, an investigation on pore formation and evolution is carried out to
develop an IMCD multiphase porous model taking shrinkage and pore evolution into
consideration.

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 45
Chapter 3: Research Design
In this chapter, a method of model development and solution, and experimental
investigation are discussed. The framework of this research is presented in Figure
3.1.
Figure 3-1: Framework of this research
A brief description of the models is provided here; however, detail descriptions
of the models are presented in Chapters 4, 5 and 6.
3.1 METHODOLOGY AND RESEARCH DESIGN
As the primary objectives of this study are to (i) develop a prediction model to
describe pore formation and evolution during drying and (ii) develop a multiphase
IMCD model taking shrinkage and pore evolution into consideration. The research
has been designed in the following two stages:
3.1.1 Prediction of pore evolution
Both product type and drying conditions discernibly affect pore formation and
evolution during drying of food materials. Therefore, a porosity prediction model
that takes both material properties and drying conditions into consideration can be

46 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
treated as more theoretical than the current models of porosity prediction. To adapt
the material properties; water content, initial porosity, particle density and glass
transition temperature have been included in the porosity prediction model.
Figure 3-2: Typical plant based cellular tissue
As plant-based cellular tissue encompasses air, water and solid matrix (shown
in Figure 3.2), structural deformation depends on all of these components. Therefore,
in our porosity prediction model the followings consideration has been taken into
account.
I. Pore formation is proportional to the amount of migrated moisture. The
proportionality depends on nature of water (free or bound) and solid
matrix mobility. Intracellular and intercellular water will be considered
separately. In addition, the nature of solid mobility will be determined
from information of drying air temperature and glass transition
temperature of the sample.
II. Pore evolution due to deformation of air spaces is predicted by the
structural strength of the sample. A density ratio obtained from particle
density and water density will be incorporated to predict the initial air
space deformation.
3.1.2 IMCD model
A 2D axisymmetric IMCD multiphase model considering shrinkage and pore
evolution has been developed in three steps, as shown in Figure 3.3.

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 47
Step 1: Development of single phase convection drying model: a single-
phase convection model is developed considering shrinkage phenomenon. An
effective moisture diffusivity that varies with moisture content and temperature of
drying air is considered in this model.
Figure 3-3: Steps toward IMCD multiphase model
Step 2: Development of single phase IMCD model: By adding an
intermittent microwave heating source in the energy conservation equation, a single-
phase IMCD model is developed. This model considers Lambert’s Law for
microwave heat generation.
Step 3: Development of multiphase IMCD porous media model:
Considering transport of different phase (liquid water, vapour and air) due to two
different internal mass transfer mechanisms such as convection flow and diffusion
flow, a multiphase IMCD porous media model has been developed. In this model,
shrinkage and pore evolution during drying are also taken into account.
Details of step1-3 have been provided in Chapter 4, Chapter 5 and Chapter 6
respectively.
3.2 SOLUTION PROCEDURE
The simulation was performed by using COMSOL Multiphysics 4.4, a finite
element based engineering simulation software programme. COMSOL Multiphysics
has a wide range of predefined physics interfaces for application ranging from fluid
flow and heat transfer to structural mechanics and electromagnetic analysis. It also
has the flexibility of adding own partial differential equations (PDEs) and link them
to other equations. Material properties, source terms and boundary conditions, can all
be arbitrary functions of the dependent variables which are important in drying

48 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
application as transport properties for both heat and mass changes with temperature
and moisture content in drying operation.
Figure 3-4: Simulation strategy in COMSOL Multiphysics
The software facilitated all steps in the modelling process, including defining
geometry, meshing, specifying physics, solving, and then visualising the results.
COMSOL Multiphysics can handle the variable properties, which are a function of
the independent variables. Therefore, this software was very useful in drying
simulation where material properties changed with temperature and moisture content.
The simulation methodology and implementation strategy followed in IMCD
multiphase is shown in Figure 3.4.
Figure 3-5: Intermittency function of microwave power

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 49
A combination of a rectangular function and an analytic function in COMSOL
Multiphysics was used to develop a microwave intermittency function as shown in
Figure 3.5. Then it was multiplied by the heat generation term in the energy
equations to implement intermittency of the microwave heat source. Rectangular
function in COMSOL Multiphysics has been defined in order to define the
intermittency of MW power.
Since heat and mass transport phenomena are happening at the transport
boundaries, a finer mesh (maximum element size 0.01mm) was chosen at those
boundaries to capture this phenomenon more accurately.
Figure 3-6: Mesh for the simulation of CD and IMCD drying
Moreover, triangular mesh with a homogenous element size was used to the
better performance of resolving the physics within the rectangular domain. Figure 3.6
shows the mesh chosen for the model. To accomplish the grid independent
simulation, the following two conditions were checked.
- Remaining RMS Error qualities have lessened to an acceptable value as for
our study 10-3
– 10-4
.
- Monitor points for selected values have come to an unfaltering solution
Once the simulation solution satisfies these conditions, the solution is
independent of mesh.
In order to observe the mesh independency, variation of average temperature
with a number of cells is plotted, as shown in Figure 3.4.
From Figure 3.7, it is clear that up to 30000 cells there is a significant
variation found in the selected parameter (average volumetric temperature). It can

50 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
also be seen from the figure that acceptable difference exists for cell number more
than 60000. This manifest that we have achieved a solution value that is not
dependent of the mesh resolution. Therefore, for the further study we can use 60000
cells.
Figure 3-7: Mesh independence check of the simulation
The maximum time step was set 1s to prevent the solver from taking too large
time steps that can result in convergence problems. In addition to this, linear element
order for all dependent variables was used to get the robust performance of solving
linear elements.
Moving mesh module of COMSOL Multiphysics, Arbitrary–Lagrangian–
Eulerian (ALE) approach has been used to account structural deformation happening
in food sample. This approach can provide structural shrinkage along with domain
mesh movement. As ALE is implemented in this thesis, a brief discussion is
presented below.The partial differential equations of physics are usually formulated
either in a spatial coordinate system (Eulerian formulation), with coordinate axes
fixed in space, or in a material coordinate system (Lagrangian formulation), fixed to
the material in its reference configuration and following the material as it deforms.
A prime shortcoming with the pure Eulerian formulation is that it cannot deal
moving domain boundaries as physical quantities are referred to fixed points in
space, whereas the set of spatial points instantaneously inside the domain boundaries
changes with time. Therefore, to allow moving boundaries, the Eulerian equations
must be rewritten. The finite element mesh offers one such system: the mesh
59
59.5
60
60.5
61
61.5
62
0 20000 40000 60000 80000 100000 120000
Aver
age
volu
met
ric
tem
pura
ture
( 0
C)
Number of cells

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 51
coordinates.Rewriting physics equations on a freely moving mesh, turns in an
arbitrary Lagrangian-Eulerian (ALE) method. The ALE method is therefore an
intermediate between the Lagrangian and Eulerian methods, and it combines the best
features of both—it allows moving boundaries without the need for the mesh
movement to follow the material.
To solve the circular dependency of the variables, the variables were treated as
dependent variables. To ensure that the results are grid-independent, several grid
sensitivity tests were conducted. The simulation was repeated using updated sample
size and materials properties after each cycle. The total number of degrees of
freedom to be solved for was 805526. The simulations were run on a 12 core, 2.0
GHz Windows workstation with 16 GB memory for a total run time of 10 hours. The
simulations were performed using a Windows 7 computer with Intel Core i7 CPU,
3.4GHz processor and 16 GB of RAM.
3.3 EXPERIMENTAL INVESTIGATION
Prediction of porosity and modelling of IMCD require numerous properties of
the sample. Many of these parameters are obtained from literature; however, a great
number of parameters are unavailable in literature. To find out the value or
correlations of those parameters, experiments have been conducted. In this study
models developed have been validated by experimental results. Table 3.1 presents
the lists of the instruments was used in this study.
Table 3-1: List of instruments with their measured quantity
Instrument Measured quantity Unit
Differential scanning calorimeter (DSC) Glass transition temperature K
Refractometer Ripeness o
Brix
Thermal imaging camera Temperature K
Gas (helium) pycnometer Solid density kg/m
3
Tapped density analyser Bulk density kg/m
3
Scanning electron microscope (SEM) Micrograph
Profilometer Surface roughness
Nuclear magnetic resonance (NMR) Water distribution
2kN Instron universal testing machine Mechanical properties
Electronic Moisture Analyser Moisture content

52 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
In addition to these, quality investigation, in particular, microstructure,
rehydration and mechanical properties, changes in appearance require an
experimental process. Details of these experimental procedures are provided in the
following sections.
3.3.1 Sample preparation
Fresh Granny Smith apples used for the intermittent microwave drying
experiments were obtained from local supermarkets. The samples were stored at
5±10C to keep them as fresh as possible before they were used in the experiments.
The apples taken from the storage unit were washed and put aside for one hour to
allow their temperature to elevate to room temperature prior to each drying
experiment. The samples were cut to a thickness of 10mm and a diameter of
approximately 40mm.
Electronic Moisture Analyser (KERN MLS_A Version 3.1) was used to
measure the moisture content of the samples. Ten samples were used for the moisture
content measurement. The initial moisture content of the fresh apple was found to be
85±0.75% wb.
3.3.2 Drying experiments
Drying tests were performed based on the American Society of Agricultural
and Biological Engineers (ASABE S448.1) Standard. The procedures for ASABE
standard are as follows:
Tests should be conducted after the drying equipment has reached steady-
state conditions. Steady state is achieved when the approaching air stream
temperature variation from the set point is less than or equal to 10C.
The sample should be clean and representative in particle size. It should be
free from broken, cracked, weathered, and immature particles and other
materials that are not inherently part of the product. The sample should be
a fresh one having its natural moisture content.
The particles in the thin layer should be exposed fully to the airstream.
Air velocity approaching the product should be 0.3 m/s or more.

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 53
Nearly continuous recording of the sample mass loss during drying is
required. The corresponding recording of material temperature (surface or
internal) is optional but preferred.
The experiment should continue until the moisture ratio, MR, equals 0.05.
Me should be determined experimentally or numerically from established
equations.
The IMCD drying was achieved by heating the sample in the microwave for
60s and then drying for 120s in the convection dryer. In other word, in order to get
the intermittency of the microwave power application, the sample is placed in MW
after the tempering period for 120s.The experiments were conducted with a
Panasonic Microwave Oven having inverter technology with cavity dimension of
355mm (W) x251mm (H) x365mm (D). The inverter technology enables accurate
and continuous power supply at lower power settings. Whereas, with conventional
oven, the lower power is achieved by turning the microwave on and off at maximum
power (Kumar et al., 2015b) . The microwave oven can supply 10 accurate power
levels with a maximum of 1100W at 2.45GHz frequency. The apple slices were
placed in the centre of the microwave cavity, for an even absorption of microwave
energy. The moisture loss was recorded at regular intervals at the end of power-off
times by placing the apple slices on a digital balance (specification: 0.001g
accuracy).
The convection drying was conducted to compare the results with IMCD. For
convection drying, the same samples were placed in a convection dryer and the
temperature was set to 600C. The moisture loss was recorded at regular intervals of
10 mins with the digital balance (specification: 0.001g accuracy). All experiments
were done in triplicate, and the standard deviation was calculated.
Uncertainty analysis
Uncertainty analysis of the experiments was done according to Kumar et al.(2014b).
If the result R of an experiment is calculated from a set of independent variables so
that, N321 .,..........,, XXXXRR , Then the overall uncertainty can be calculated
using the following expression

54 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
2/1
1
2
i
i
.
N
i
XX
RR
(3.1)
and the relative uncertainty can be expressed as follows:
2/1
1
2
i
i
..1
N
i
XX
R
RR
Re
(3.2)
Uncertainty analysis of temperature
The temperature was directly obtained from the calibrated thermal image and the
accuracy was within the ASHRAE recommended range, which is ±0.50C. Therefore,
the uncertainty of the temperature would be
5.0measured TT (3.3)
Uncertainty analysis of moisture content
The dry basis moisture content, ratio of the weight of moisture, mW to that of bone
dry weight, dW , of the sample was calculated from the following equation.
d
d
d
m
W
WW
W
WM
(3.4)
Therefore, 2
d
d
d
d
d
...
W
WW
W
WW
W
MW
W
MM
and
dd
d
d .
.
WWW
WW
WW
W
M
M
Now the relative uncertainty associated with the measurement of moisture content of
sample can be expressed:
2/12
dd
d
2
d
m.
.
WWW
WW
WW
We
(3.5)
Now the present work considers following valued of the apple sample to be dried in
the drying chamber. gW 10 and gW 1d .As these two values are obtained using
the same load cell, and as per manufacturer’s specification, the percentage error of
load cell is %1.0 , therefore, 0001.0d WW . Substituting all the valued in Eq.
24, the relative uncertainty for moisture content, me , is obtained, the value is found to
be %1.1 .

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 55
3.3.3 Ripeness
Physico-chemical properties of plant-based sample vary significantly the
variation of ripeness. Therefore, samples with consistent ripeness were chosen in this
study. The stage of ripeness regarding Brix was measured using refractometer (RFM
342 Refractometer). Brix is reported as "degrees Brix" and is equivalent to a
percentage. According to this, 1o
Brix represents 1% sucrose solution in water. To
carry out the Brix measurement, a test measurement was carried out using water at
the start of each series of ripeness measurements. After this, a small amount of
extracted juice from fresh apple is deposited on the prism with a pipette. The average
ripeness (Brix) of the apples was found to be 13.04 ± 0.30.
3.3.4 Glass transition temperature
In order to measure heat flows and temperature associated phase transitions in
any materials, a thermal analysis technique named DSC is used. The measured
parameters are expressed as a function of temperature and time. Firstly, about 10 mg
of Granny Smith samples of different moisture content were placed into aluminium
pans (20 µl) of differential scanning calorimeter (DSC). Samples were weighted after
hermetically sealed with lids. The mass of each sample was checked prior to sample
preparation and found ± 0.1mg weight differences from the empty reference pan.
Figure 3-8: Determination of Glass transition temperature using DSC
In this study, DSC Q100 (TA Instruments, USA), as shown in Figure 3.8 was
used. N2, 50 ml/min was deployed as purge gas. After cooling the sample at -650C,
thermos-analytical curves obtained by heating the sample to 1000C. The thermos-
analytical curves were investigated using TA software for measuring glass transition
temperature.

56 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
3.3.5 Power absorption ratio
The Panasonic Inverter microwave oven was used in the experiments to
determine the power absorption. The tests were conducted at three power levels
100W, 200W and 300W, with a water sample. The volume of water sample was
taken as the same volume of apple to obtain accurate power absorption. Water was
heated for 60s, and thermal images were taken by the thermal imaging camera (FLIR
i7) before and after heating. The water was properly agitated to measure the average
rise of temperature. The absorbed power, 0P , can be calculated by Equation 3.1 for
various load volume and applied microwave power.
t
TCmP pww
0
, (3.1)
The incident power absorbed by the sample for three different power levels and
various loads was calculated by Equation 3.1, Power absorption ratio defined as the
ratio of absorbed power by sample and microwave set power, was then calculated.
3.3.6 Thermal imaging
A thermal image camera allows monitoring temperature distribution in the
heated material. An FLIR i5 thermal camera that provided 10000-pixel images was
used for this. It allowed temperature accuracy calibrated within ± 2°C or 2% of
reading to meet the standard. It is capable of tracing the optimised temperature range
from -20° to 250°C. An FLIR i7 thermal imaging camera was used to measure the
temperature distribution on the surface. Accurate measurement of temperature by
thermal imaging cameras depends on the emissivity values. The emissivity value of
apple was found in the range between 0.94 and 0.97 (Hellebrand et al., 2001) and set
in the camera before taking images.
3.3.7 Particle density determination
Particle density was determined with the gas (helium) pycnometer
(Quantachrome pentatype 5200e, USA), as presented in Figure 3.9. Helium is used to
measure the skeleton (particle/solid/true) density due to its small molecular size,
which makes it possible to access the smallest pores of up to 3.5X10-10
m. Therefore,
all of the pores, even the closed intercellular pores, can be accessed, as the cell walls

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 57
contain numerous pores that are larger than 3.5 X10-10
m. Ten measuring cycles were
carried out using this instrument to calculate the mean value for particle density of
each sample. Therefore, particle volume, Vp can be determined from the known mass
and particle density of the sample.
Figure 3-9: Particle density determination of sample using He pycnometer
Bulk density determination
The bulk density, ρb, was calculated from the bulk volume and the weight of
the sample. Bulk volume was measured by the glass bead displacement method. The
density of the same sample was measured both before and after coating. The sample
was first covered with conventional correcting fluid to fill up the open pores as there
are many open pores that are large enough to allow the glass beads access (Lab
Glass, 57 µm) into the pores. The density of glass beads (glass bead packing density)
was determined from the weight of glass beads required to fill the known volume
vial as shown in Figure 3.10. The tapped density is expressed as:
Tapped density = mass of glass beads / tapped volume (empty vial volume)
The process of determining the glass bead packing density has been repeated
three times.This process of tapping was carried out by using a tapped density
analyser (Quantacrome Autotap, follow ASTM B527 standard). The tapping
frequency was 60 taps/min and 260 tap/min for manual tapping and autostop
respectively. Tap height 3 mm is fixed in the tapped density analyser. The effect of
the number of taps of the vial on the packing density has been carefully observed,
and taken into consideration in determining the glass beads’ density. Therefore, to

58 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
eliminate variance, the considerable endeavour was made to maintain constant glass
bead density. Next, the sample was placed in the vial. The rest of space within the
vial was filled with glass beads and tapped up to the same number at which the glass
bead density was measured. The top of the vial was levelled with a plastic ruler. The
bulk volume Vb can be determined by the following equation:
c
c
gb
gb
vcgbvb
mmVVVVV
(3.2)
Where, vV and are the vial and glass bead volume respectively.
In addition to this, some of the real-time volume measurement was done by
image analysis technique when necessary arises.
The dense random packing of monosized spherical glass beads has been
studied experimentally by tapping a filled vial (container) for 0-150 times. The true
density of the glass bead was found to be 2.44±0.002 g /cm3. After a certain number
of taps (90 in the case of manual tapping and 120 for the auto top), the almost
constant packing density of glass beads with the value 0.99-1.0 g /cm3 was obtained.
Although a large number of taps increases the measuring time, it provides more
reproducible packing density of the glass beads. It was found that glass bead density
Figure 3-10: Envelope (bulk) volume determination of dried fruit using displacement method

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 59
becomes almost constant after a certain number of taps. It can be concluded that a
minimum number of taps are necessary (after which density does not change much)
to reach a constant glass bead packing density.
In addition, this, sizes of the investigated pores were in the range of 50 µm-260
µm (Levi & Karel, 1995; Marousis & Saravacos, 1990; Yan et al., 2008b).
Therefore, it can be confirmed that many glass beads may enter into the open,
connected pores of dried foods. This phenomenon has also been observed by using
SEM after measuring bulk density using glass beads, as shown in Figure 3.11.
Figure 3-11: Glass bead entrance into open and connected pores of the sample
It is very clear that a large numbers of glass beads penetrated into the pores due
to the larger size of the pores. It can also be seen that some surface pores are large
enough to accommodate multiple beads. Pursuing this further, there are multilayers
of glass beads packed into the pores. In light of these findings, it can be assumed that
many pores are not only open but also connected with other internal pores. Under
these circumstances, it is obvious that bulk volume determined in this method would
provide lower bulk volume than the actual volume. Therefore, the coating of the
sample is a solution to overcoming this error in bulk volume measurement.

60 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
As previously discussed, in many cellular plant tissues, the cell dimension is
more than 100 µm and in the case of apple, it was found to be 100–250 µm.
Similarly, the open pores on the surface of the dried apple were found to be 50 nm to
200 µm (Joardder et al., 2015a). Therefore, an uncoated sample during glass
displacement allows smaller glass beads access into these larger open pores.
The coated sample (in Figure 3.12b) shows that there were no micro-pores
exposed on the outer surface of the sample. This layer eventually resists glass beads
entering the pores underneath it. Following this method, the bulk volume
determination would be more accurate than the measurement without coating.
To assess the porosity of the sliced apple at different moisture contents,
repeated experimental measurements were conducted. A comparison between
porosity of dried apple samples measured at different moisture content with and
without a coating of the surface is made and presented in Figure 3.13.
Figure 3-12: Microstructure of apple slice, a.) without coating and b.) with coating

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 61
Figure 3-13: Porosity of dried apple slice with and without coating
As Figure 3.13 shows, there is a significant difference between the porosity of
the coated and uncoated samples. As uncoated surface allows a lot of glass bead
penetration into the dried sample, it can be concluded that in order to achieve more
accurate porosity, the surface of the sample must be coated with the appropriate
coating material. It is also appeared from the figure more difference and standard
deviation has been observed in the case of the sample with very less moisture
content. This is also manifest the effect of open pores on pore calculation.
3.3.8 Porosity Determination
Porosity of dried food is determined by the ratio of particle volume and bulk
volume as expressed by the following equation:
b
p
V
V1
(3.3)
Where, Vp and Vb are the particle volume and bulk volume of the dried food
material.
3.3.9 Microstructure analysis
A Scanning Electron Microscope (Quanta 200 SEM, Oregon, USA) was used
to analyse the microstructure of both coated and uncoated apple slices. Image J 1.47v
software was used to analyse the microstructure to achieve the pore distribution on
the surface. A profilometer (Nanovea Profiler, Irvine, CA) was used for 3D mapping
of the dried foodstuff. This software allows the determination of the size of the area
or line to be measured, as well as measurement of the fractal dimension.

62 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
3.3.10 Mechanical properties determination
The compression speed was 2, 5, 10 and 20mm/min, as proposed in ASAE
standard 368.1 (Ekrami-Rad et al., 2011). Experiments were carried out using the
2kN Instron universal testing machine as shown in Figure 3.14. After slicing apple
sample to 10 mm thickness, cylindrical samples of diameter 10 were prepared using
a bore. After checking the dimension of the cylinder, the samples were placed on
sample holder (lower compression plate). After setting up required speed of the load,
the instrument was run for operation. Force and deformation data from the
compression test were recorded on a connected computer.
Young’s modulus (apparent elastic modulus, ASAE standard 368.1) was
obtained from the slope of the force-deformation curve at the point of its highest
gradient (Khan, 1993).
Figure 3-14: Mechanical properties observation using universal testing machine
The Poisson’s ratio was calculated by measuring the diminution before and
after deformation under compression test. Young’s modulus, Poisson’s ratio and
stiffness were calculated using the following formulas (Bentini et al., 2009; Emadi et
al., 2009; Grotte, 2002):
Young’s modulus,
L
l
D
F
Strain
StressE
2)2/( (3.4)

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 63
Poisson’s ratio,
l
lD
d
(3.5)
Where, d is transverse deformation (mm), D is sample width (mm), l is axial
deformation (mm) and L is sample length (mm).
From Young’s modulus, Hooke’s law can be derived, which describes the
stiffness of the material.
Stiffness, k=l
F
L
AE where A is the cross-sectional area of the sample.
3.3.11 Image analysis
Digital image and SEM images were analysed using Image J, cross-platform
image analysis tool developed by the US NIH,software. To determine colour change,
cell dimension, cell wall thickness, open pores calculation the software was used.
Colour analysis
Colour analysis in the RGB colour model was done using colour picker
software. RGB-triplets for every pixel in the image where the red (R), green (G) and
blue (B) is intensities of mentioned colours in the range from 0 to 255. Colour
analysis was done in terms of hue angle and colour change. The hue angle value
corresponds to whether the object is red, orange, yellow-green, blue, or violet
(Mohammadi et al., 2008). Hue angle is defined as:
BGR
BGh
2
)(3tan 1
0 (3.6)
Eventually,
BGR
BG
2
)(3tanh0
(3.7)
Colour changes in the RGB colour model were defined as:
])()()[( 222 BGRERGB (3.8)
Where, ∆𝐸 is the colour changes value of raw apple slice and dehydrated apple.

64 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Open porosity
In addition to this the surface porosity is determined by the steps as shown in
Figure 3.15 using Image J software. First of all, SEM image is opened in the image J
environment and after selecting scale, a threshold value is set. Following this, the
threshold image is converted to binary image. After that, particles (pores) are
analysed and data is imported in Microsoft Excel. Finally, the output data is analysed
with MS excel for achieving pore size and distribution.
3.3.12 Rehydration
Rehydration was performed by shaking the dried samples at room temperature
with defined weight in distilled water (100 cm3) at 25
0C. The samples were removed,
dried off with tissue paper and weighed at regular intervals. The measurements were
repeated three times. Some of the key factors in connection with rehydration are
calculated using the equation as presented in Table 3.2.
Table 3-2: Some selected key factors of rehydration of dehydrated sample
Factor Equation Significance
Coefficient of
rehydration
dhd
inr
MW
MWCOR
100
100
The degree of structural
disruption. How much drying
causes reduction of water
retention
Weight gain
d
dt
wW
WWRC
)(%
Gaining of weight over the time
of rehydration.
Volume gain
d
dt
vV
VVRC
)(%
Gaining of volume over the time
of rehydration.
Figure 3-15: Pore distribution determination using image J software

Chapter 3 | Research Design
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 65
3.4 STATISTICAL ANALYSIS
Each of the experiments and measurements was carried out three times. The
results presented were the mean value with standard deviation (S.D.). To determine
the variability of data in different observations, standard deviation (SD) is calculated.
Also, the standard error of mean was used to determine the precision of the average
values. Standard deviation (SD) and standard error of mean can be calculated by
using the following equations:
Standard deviation,
1
1
n
xxn
i
i
(3.9)
Standard Error of the Mean (SEM):
NM
(3.10)
Where,
Σ M = standard error of the mean
σ = the standard deviation
xi=Each of the values of the data
n= number of values
N = number of observation
Moreover, the value of standard deviation can also be referred as the index of
reproducibility of the experiments.
Coefficient of Determination calculation:
The Coefficient of Determination is one of the most important tools in statistics
which is widely used in data analysis. The formula that was used for calculating the
coefficient of determination is given below:
])([])([
][2222
22
YYnXXn
YXXYnR
(3.11)
Where, R2 is the coefficient of determination, X is the simulated or theoretical
data, and Y is the observed or experimented data.


Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 67
Chapter 4: Single Phase Convective Drying
and Pore Formation
Due to simultaneous thermal and moisture gradients, plant tissue undergoes
stress, shrinkage and deformation during drying. The stresses generated by the
moisture gradient take place during almost the entire drying period while the thermal
stress is more prominent in the earlier stages (Jayaraman et al., 1990; Lewicki &
Pawlak 2003). Therefore, the stress generated by the moisture gradient is the
dominant contributor to plant tissue shrinkage during drying. Taken together, a
model considering thermal and moisture gradient, glass transition temperature, and
drying time can be the right approach to predicting structural changes over the period
of drying. Therefore, we choose a shrinkage velocity as a function of moisture and
temperature dependent effective diffusivity, glass transition temperature for porosity
prediction. Implementing this concept, simulation of shrinkage velocity-based
porosity of plant-based food materials is carried out. Single phase convective drying
model with considering shrinkage is developed in this chapter.
The aims of this chapter are threefold; to (i) Simulation of single-phase
convective drying model based on effective diffusivities considering shrinkage
phenomenon develop (ii) validate porosity models based on sample parameters and
process parameters (iii) conduct a parametric study with validated models.
4.1 MODEL DEVELOPMENT
4.1.1 Prediction of pore evolution
Even though porosity development is mainly due to the void spaces created by
migrated water, the shrinkage of a solid matrix towards the centre of the sample
compensates the void volume. Therefore, insight into the heat and mass transfer
mechanisms, as well as the structural deformation is essential to an understanding of
the evolution of porosity in the course of the drying. These transfer mechanisms and
structural changes are significantly influenced by both material properties and
process parameters; with moisture content, solid density, initial density, particle
density and glass transition temperature being the important material properties that
need to be taken into consideration.

68 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
The air temperature is the prime process factor that significantly influences the
structural modification of the food material. An improved interpretation of pore
formation and evolution considering these material properties and process conditions
is discussed below. At this point, a theoretical interpretation of pore formation can be
hypothesised based on water distribution including free and bound water as shown in
Figure 4.1. The plant tissue undergoes stresses during shrinkage and deformation
because of simultaneous thermal and moisture gradients.
Concept of Moisture Distribution
Water from the three different spaces namely cell, cell wall and intercellular
zones take various pathways to migrate to the atmosphere during the period of
drying. However, there are different paths of water flux depending upon the food
structure, composition, and drying conditions (Joardder et al., 2015b). By
considering these, a conceptual map of different pathways of water migration from
plant tissue can be described as shown in Figure 4.1.
Figure 4-1: Conceptual maps of different pathways of water migration from plant tissue
Figure 4.1 show that water from different spaces of a plant tissue can migrate
through different routes. For example, water from cells migrate trough cell walls
including cell membranes into intercellular space before finally ending up in the
atmosphere. This phenomenon continues while the cell wall remains intact due to
lower drying temperature.
At higher temperatures, on the other hand, the cell membrane and walls are
ruptured; resulting in some of the water travelling directly to its the surroundings
Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 69
when the rest of the water migrates through intercellular spaces to the atmosphere.
Cell wall water migration requires relatively higher energy as it passes through inter-
micro-fibrillary spaces that are approximately 10 nm in cross section and many times
longer in length (Lewicki & Lenart, 1995).The inter-micro-fibrillary spaces are build
up due to the gap between micro-fibrils which are unbranched and fine threads,
measuring roughly 10-25 nm diameter (Gibson, 2012; Lewicki, 1998a).
The stresses generated by the moisture gradient take place during almost the
entire drying period, while the thermal stress is more marked in the earlier stages
(Jayaraman et al., 1990; P.P. Lewicki & Pawlak 2003). Therefore, the stress
generated by the moisture gradient is the dominant contributor of plant tissue
shrinkage during drying. As discussed, the structural modification is mainly caused
by the water migration from the tissue. However, the bulk moisture content at a
different time cannot describe the structural changes at that very time. Water contents
in terms of the free (intercellular) and bound (intracellular) water can represent
structural changes during drying.
Based on microstructure studies and water migration analysis, a step in step
pore formation mechanism has been presented in Figure 4.2.
At the very initial stage of the drying process, only intercellular (free)
water migrates from the tissues, but this causes ideal shrinkage of the
sample. In the initial stages, food materials do not encounter shrinkage.
However, these empty spaces then behave like the initial air space.
After migration of the intercellular water (known as a falling rate stage of
drying), the intracellular water starts migrating from the cells and causes
cell shrinkage.
The volumetric shrinkage is proportional to the amount of removed water
without collapse.

70 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
However, cell breakage is observed as the drying time increases. This does
not, however, collapse the cell severely. This usually occurs during cell
wall water migration. Parenchyma cells in plant tissue are typically thin-
walled and abundant. Vacuoles that serve as cell water storage containers
are located inside these cells. Vascular solutes are usually osmotically
active, which push against the cell membrane lining the cell wall. The
turgor pressure develops and keeps the cells in a state of elastic stress, thus
maintaining the shape and tension in the tissue (Ilker & Szczesniak, 1990).
If the turgor pressure is lost, the structure of the fruit collapses and once
this occurs, it cannot be reversed (Reeve, 1970).
Figure 4-3: Water migration and pore formation during drying
Figure 4-2: Hypothetical pore evolution theory over the course of drying

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 71
Cell shrinkage then occurs due to a lower turgor pressure. This is caused
due to the migration of large amounts of cell water. It is vital to predict the
proportion of shrinkage of the sample with the migration of water at this
stage (Figure 4.3 presents this concept).The proportionality can be
redirected to solid structure mobility factor.
Pore expansion occurs in the later stage of drying when the food matrix
becomes sufficiently dry and increases in viscosity (Del Valle et al., 1998),
thus hindering both shrinkage and collapse (Karathanos et al., 1996a).
Further drying may also cause enlargement of the intercellular space. The
cell wall and solid matrices of the plant based cellular tissues are flexible
enough to allow migration of water from the vacuole, allowing shrinkage
of the entire tissue but not increasing the volume of the intercellular spaces
(Hills & Remigereau, 1997).
Solid structure mobility factor (SSMF)
Glass transition temperature and drying air temperature affect the nature of
pore evolution. The key points on the solid structure mobility factor are discussed
below (Figure 4.4)
The rate of shrinkage is closely related to its physical state (Levi & Karel,
1995). When the material is in a rubbery state, it has high mobility within
the matrix and conversely, low mobility in the glassy state. Volume
shrinkage eliminates almost the entirety of the void volume developed due
to water migration .
Shrinkage characteristics depend greatly on the value of mobility
temperature. High rates of shrinkage are caused due to a high mobility
temperature, which can be observed in the early stage of drying. As drying
progress, the mobility temperature decreases and the shrinkage rate sharply
declines due to the increase of collapse resistance in the dried material
(Karathanos et al., 1993; Katekawaa & Silvaa, 2007). This is due to the
moisture content decreasing the glass transition temperature of the sample
rises above the drying temperature.

72 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Figure 4-4: Variation of glass transition temperature with moisture content
The sample shrinks until the mobility temperature factor reaches zero or
close to zero. So drying at higher temperature causes shrinkage even with
very low moisture content (Kurozawa et al., 2012). Therefore, an SSMF
can be written as:
00 g
g
TT
TT
On the basis of the above-mentioned assumptions, the following
relationship has been proposed to calculate shrinkage velocity. In this
thesis, the shrinkage velocity will refer to the rate of shrinkage.
For ideal shrinkage, equilibrium is reached between moisture removal and
structural changes, the shrinkage velocity can be found from boundary flux
(mol.m-2
.s-1
) and the average concentration of moisture (mol.m-3
). After
simplification, a mathematical equation of shrinkage velocity (Aprajeeta et
al., 2015; Datta, 2007a; Golestani et al., 2013; Jomaa & Puiggali, 1991;
Karim & Hawlader, 2005b) can be written as follows :
L
Dv
eff2 (4.1)
Where, Deff is the effective moisture diffusivity and L is the half thickness of the
sample. Moreover, this expression can also be derived from the integration of Fick’s

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 73
second law of diffusion as the material does not follow an ideal shrinkage pattern
throughout the drying time due to phase change from rubbery to glassy phase. On the
basis of the hypothesis described in previous sections, a modified equation
considering glass transition temperature concept in order to accommodate effect of
process condition has been proposed and shown in Equation 4.2. Considering this
factor in effect, we can multiply the SSMF (00 g
g
TT
TT
) with equation 4.2 and we
can get the following expression
00
2
g
geff
sTT
TT
L
Dv (4.2)
The term gTT in Equation 4.2 represents level of collapse during drying that
can be found in different literature (Del Valle et al., 1998; Kurozawa et al., 2012;
Levi & Karel, 1995). This expression can represent, the effect of temperature, drying
time, the material properties (effective diffusivity), and characteristic length of the
sample. After getting the instantaneous bulk volume from the above shrinkage
velocity approach, we can predict porosity of the material during drying by the
following equation:
tvLtvr
VV
ss
sw
0
2
0
1
(4.3)
Where, Vw is the instantaneous volume of water and Vs is the volume of solid
material of the sample that is considered constant throughout the drying process.
Also, t is the time of drying, r is the instantaneous radius of the sample and L is the
instantaneous thickness of the sample.
Air space deformation factor (ASD)
Shrinkage due to water migration can be predicted considering the water
distribution concept and the solid structure mobility factor. However, deformation of
air space (initial porosity) still is not clear from the above-mentioned discussion.
Moreover, the initial porosity changes over the course of drying. The shrinkage of
initial porosity depends on stength of the adjacent cell wall strcture (Joardder et al.,
2014a). Primarily, this change of the air space can be correlated with the change of

74 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
particle density and water density and it is defined as air space deformation (ASD)
factor ( ) as demonstrated in Equation 4.4.
wp
wp
00 (4.4)
It is hypothesised that, if the density ratio is close to unity, as most of fresh
material demonstrate during early part of drying, there will be a complete a
shrinkage. Therefore, the porosity model considering variable initial porosity can be
written as following:
)()1()()1(
)()(1
00
0 000
0 00
0
0
ff
w
nt
t bbt
nt
t ff
w
bbt
XXm
XXV
XXm
XX
t
t
(4.5)
Where, Xb and Xf are the bound (intracellular) and free (intercellular) water content
respectively. An assumption is made that the free water migrates before bound water.
The percentage of intracellular and intracellular water for the plant-based material is
available in literature (Halder et al., 2011a). For apple, Halder et al. (2011a) found
that approximately 90% water is intracellular water. It is also assumed that the air
space developed due to the migration of free water behaves like the initial porosity
over the course of drying.
Therefore, Equation 4.3 represents porosity prediction model considering shrinkage
velocity whereas equation 4.5 represents porosity prediction model with the
information of free water, bound water, SSMF, initial porosity and density factor. In
brief, both of the models take process parameters and sample quality into
consideration to predict porosity.

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 75
4.1.2 Single phase convective drying model
An effective diffusivity based single-phase convective drying model is
developed in Chapter 4. The energy balance is characterised by Fourier flux, and the
moisture flux is considered due to Fickian diffusion.
The model developed in single-phase convection drying considers the
cylindrical geometry of the food product as shown in Figure 4.5.
Figure 4-5: (a) The actual geometry of the sample slice and (b) simplified
2D axisymmetric model domain.
The following assumptions are applied when developing the mathematical
model:
The sample is a homogeneous matter;
Uniform initial temperature and moisture distribution exist within the
sample;
The thermo-physical properties vary with moisture content of the food
material;
Heat and mass transfer co-efficient (hm, hT) values are assumed constant
over the entire surface of the sample and an average value based on a flat
plate empirical correlation are used. In order to avoid complexity, it is
assumed h does not vary with radial distance the sample.
Moisture from the inside of the sample is migrated by the diffusion
mechanism towards the surface.
Drying air is supplied continuously with constant velocity;
The heat transfer inside the sample takes place by conduction mode only.

76 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Shrinkage is considered throughout the drying process.
4.2 GOVERNING EQUATIONS
Heat transfer
The energy balance is characterised by a Fourier flux equation with a null heat
generation as there is no heat generation inside the sample:
Qz
TT
rr
Tr
rrk
t
Tcp
2
2
2
2
2
11
(4.6)
Here, T is the temperature (0K), is the density of sample (kg/m
3),
pc is the
specific heat (J/kg/K), and k is the thermal conductivity (W/m/K). This heat
generation, Q (W/m3) is null as there is no heat generation inside the food material.
Mass transfer
We assume that the mass flux of moisture is due to Fickian diffusion; therefore,
01
dr
CrD
rrt
ceff
(4.7)
Where, c is the moisture concentration (mol/m3),
effD is the effective diffusion
coefficient (m2/s).
Change in dimension
The relationship obtained from the effective diffusivity and glass transition
temperature for dimension change (the shrinkage velocity), as presented in Equation
4.8 was used for simulation studies.
00
2.
g
geff
nTT
TT
L
Dvn
dt
dr (4.8)
4.3 INITIAL AND BOUNDARY CONDITIONS
The initial conditions for heat and mass transfer are given by,
CT t
0
)0( 30 and 0)0( cc tw

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 77
Here, 0c is the initial moisture concentration of the apple (mol/m3).
4.3.1 Heat transfer boundary conditions
Both convection and evaporation were considered at the transport boundaries
as shown Figure 4.5 Heat and mass transfer in the transport, and sample domain
deformation boundaries can be expressed by Equation 4.9.
fg
airveqv
mairT hRT
-pphTThTk
,)().( n ,
(4.9)
where, ℎ𝑇 is heat transfer coefficient (W/m2/K), ℎ𝑚 is mass transfer coefficient
(m/s), 𝑇𝑎𝑖𝑟 is drying air temperature (0C), Me is equilibrium moisture content (kg/kg)
dry basis and ℎ𝑓𝑔 is latent heat of evaporation (J/kg).
The heat transfer boundary condition at the symmetry boundary is given by,
𝒏. (𝑘𝛻𝑇) = 0. (4.10)
4.3.2 Mass transfer boundary condition
The mass transfer boundary condition at the transport boundaries are given by,
𝒏. (𝐷𝛻𝑐) = ℎm(𝑐b − 𝑐), (4.11)
where, 𝑐𝑏 is bulk moisture concentration (mol/m3).
The mass transfer boundary condition at the symmetry boundary is given by
𝒏. (𝐷𝛻𝑐) = 0. (4.12)
4.3.3 Change in dimension
The relationship obtained from the effective diffusivity and glass transition
temperature for dimension change (the shrinkage velocity), as presented in Equation
4.8 was used for simulation studies.
nvn
dt
dr. (4.13)
Where, Vn is the shrinkage velocity of the sample.
4.3.4 Input parameters
The input parameters of the model are listed in Table 4.1 below, and some of
the parameters are discussed later in this section.

78 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Table 4-1: Input parameters for the model
Parameter Value Reference
Sample diameter,
Dias
40 mm This work
Sample thickness, Ths 10 mm This work
Initial temperature, T0 303K
Vapour mass fraction,
0.026 Calculated
Constants
Drying air
temperature, Tair
333K This work
Universal gas
constant, Rg
8.314 (Çengel & Boles,
2006)
Molecular weight of
water, Mw
18.016 g mol-1
(Çengel & Boles,
2006)
Latent heat of
evaporation, hfg
2.26e6 J kg-1
(Çengel & Boles,
2006)
Ambient vapour
pressure, Calculated
Heat transfer
coefficient,
16.746 W/(m2K) Calculated
Mass transfer
coefficient,
1.79X10-2
m/s Calculated
Thermo-physical properties
Specific heat
Apple, 𝑪𝒑𝒂𝒑𝒑𝒍𝒆 )22.34.1(1000 dapplep MC J kg-1
K-1
Białobrzewski (2006)
Air, 𝑪𝒑𝒂 1005.68 J kg-1
K-1
(Carr et al., 2013)
Thermal conductivity
Apple dM
apple eK206.0
443.049.0
(Mattea et al., 1986)
Air, kair 0.026 W m-1
K-1
(Rakesh et al., 2012)
Water, 0.644 W m-1
K-1
(Rakesh et al., 2012)
Density
Apple solid, 𝝆𝒔 1419 kg m-3
This study
Initial bulk density,
ρapple0
842, kg m-3
Measured
Air, Ideal gas law, kg m-3
vw
airvp ,
Pa2992
Th
mh
sthk ,
wthk ,
v

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 79
Parameter Value Reference
Water, 1000, kg m-3
Particle density
(Krokida et al., 1997;
Zogzas et al., 1994)
Initial porosity
(Krokida et al., 1997;
Rahman, 2003;
Rahman et al., 1996;
Santos & Silva, 2008;
Zogzas et al., 1994)
Equilibrium vapour pressure
The vapour pressure of the food is assumed to be always in equilibrium with
the vapour pressure given by an appropriate sorption isotherm. For apple, the
correlation of equilibrium vapour pressure with moisture and temperature is given by
(Kumar et al., 2014b)
)](ln[232.0182.0exp)(0411.0949.43696.0
,, TPMeMTPP satdb
M
dbsatveqv
(4.14)
TTx
TxTTP satv
ln656.61001445.0
104176.00486.03915.1/2206.5800exp
37
24
, (4.15)
Here, dbM is the moisture content dry basis and Psat are the saturated vapour
pressure as given by equation 4.10 (Vega-Mercado et al., 2001).
Effective diffusivity
Understanding the drying behaviour of food material is essential in order to get
a better prediction of quality and obtain optimum drying condition. The complex
nature of food materials causes more than one internal mass transfer mechanism
during the time of drying. Different modes of mass transfer may exist at the same
time in a system. However, one of them dominates at a certain time in the system.
Drying of apple dominantly follows the falling rate period. Furthermore, diffusivity
is commonly used to describe drying kinetics of plant tissues (fruits and vegetables)
in their falling rate stage, and the driving force of diffusion is concentration gradient.
This falling rate period of drying can be modelled using Fick’s law. Fick’s second
law can be expressed as:
𝜕𝑀𝑅
𝜕𝑡= ∇[𝐷𝑒𝑓𝑓(∇𝑀𝑅)] (4.16)
Where, moisture ratio MR, is calculated using the following equation
w
ws
ws
wsp X
X
VV
mm
1
1
00
00 11
V
VV ws
p
b

80 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
𝑀𝑅 =𝑀−𝑀𝑒
𝑀0−𝑀𝑒 (4.17)
It is assumed that the initial moisture content is uniform in banana slabs. It is
also assumed that external mass transfer resistance is negligible, and moisture
migration from the food material occurs in one dimension. For one-directional drying
in an infinite slab, Crank [13] gave an analytical solution, as given below:
𝑀𝑅 =8
𝜋2∑
1
(2𝑛+1)2∝𝑛=0 𝑒𝑥𝑝 (−
(2𝑛+1)2𝜋2𝐷𝑒𝑓𝑓𝑡
4𝐿2 ) (4.18)
Where, n is a positive integer, t is drying time (sec), and L is sample thickness
(m). Considering uniform initial moisture distribution and negligible shrinkage,
Equation (4.18) is suitable for determining effective moisture diffusivity. A
simplified approach is shown in Equation 4.19 can be obtained taking only the first
term of series solutions in Equation (4.19). This equation could be further simplified
into Equation 4.20 by taking the first term of a series solution as follows(A. Vega-
Gálvez, 2010).
ln (𝑀−𝑀𝑒
𝑀𝑜−𝑀𝑒) = ln (
8
𝜋2) − (𝜋2𝐷𝑒𝑓𝑓
4𝐿2 𝑡) (4.19)
Effective moisture diffusion could be determined from the slope (k) obtained
from the plot of ln(𝑀−𝑀𝑒
𝑀𝑜−𝑀𝑒) versus time. The slope of the straight line can be
expressed as follows;
slope =𝜋2𝐷
4𝐿2 = 𝐾 (4.20)
Where L = the thickness of the slab, if drying occurred only on one large face.
In this study, drying occurred on two faces, as slabs were placed on a mesh tray. In
this case L = half thickness.
In this work, two different simulations were performed with two different
effective diffusivities namely, temperature dependent effective diffusivity, and
moisture dependent effective diffusivity for each food material.
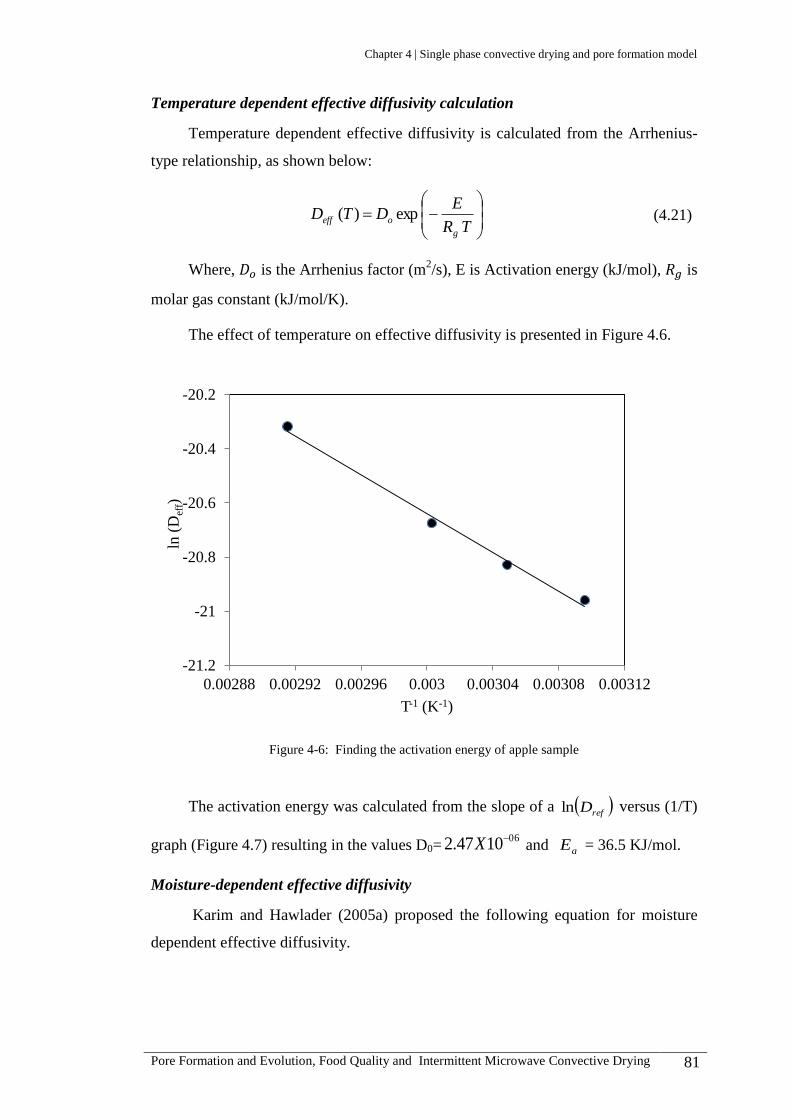
Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 81
Temperature dependent effective diffusivity calculation
Temperature dependent effective diffusivity is calculated from the Arrhenius-
type relationship, as shown below:
TR
EDTD
g
oeff exp)( (4.21)
Where, 𝐷𝑜 is the Arrhenius factor (m2/s), E is Activation energy (kJ/mol), 𝑅𝑔 is
molar gas constant (kJ/mol/K).
The effect of temperature on effective diffusivity is presented in Figure 4.6.
Figure 4-6: Finding the activation energy of apple sample
The activation energy was calculated from the slope of a refDln versus (1/T)
graph (Figure 4.7) resulting in the values D0=061047.2 X and aE = 36.5 KJ/mol.
Moisture-dependent effective diffusivity
Karim and Hawlader (2005a) proposed the following equation for moisture
dependent effective diffusivity.
-21.2
-21
-20.8
-20.6
-20.4
-20.2
0.00288 0.00292 0.00296 0.003 0.00304 0.00308 0.00312
ln (
Def
f)
T-1 (K-1)

82 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
2
b
b
D
Do
eff
ref (4.22)
Where b
bo is called thickness ratio and 𝐷𝑟𝑒𝑓 is called the reference effective
diffusivity which is calculated by determining slope from experimental value, 𝑏0 and
b are the half thickness of the material at time 0 and t respectively.
Average effective moisture diffusivity
Diffusivity is affected by both sample properties and process parameters.
Process parameters can easily be controlled compared to sample properties. Several
authors reported that the diffusion coefficient is a function of sample temperature and
moisture content (Batista et al., 2007; Chandra Mohan & Talukdar, 2010; Hassini et
al., 2007; Karim & Hawlader, 2005b). Baini and Langrish (Baini & Langrish, 2007)
claimed that shrinkage tends to reduce the path length for diffusion that results in
increased diffusivity. However, the effective diffusivity varies throughout the process
due to moisture and temperature gradient. Therefore, a necessity arises to take the
average of the moisture dependent diffusivity and temperature dependent diffusivity
for aligning closer prediction of effective diffusivity during drying.
For this study we took average diffusivity using the following expression:
2
)()(),(
TDMDTMDeff
(4.23)
After putting all of the value, we get the following moisture and temperature
dependent effective diffusivity.
2
22115exp1047.21081.3
),(
06
2
10
TRX
b
bX
TMDg
o
eff.
(4.24)
Glass transition temperature determination
To describe the plasticizing effect of water on Granny Smith apples, the Glass
Transition Temperature (GTT) of the sample at different moisture content was
obtained using the Gordon-Taylor model (Gordon & Taylor, 1952)
(4.25)
11
)1(
kX
TkXTXT
w
gwwgsw
g

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 83
The GTT of water (gwT ) is -135
0C (Johari et al., 1987), Tg and Tgs are TGT of
the binary mixture and dry matter (solid) respectively. Whereas, Xw indicates water
mass fraction.
Heat and mass transfer coefficient calculation
The heat transfer coefficients are calculated from well-established correlations
of Nusselt number for laminar and turbulent flow over flat plates as shown in
equations 4.26 to 4.27 (Golestani et al., 2013; Montanuci et al., 2014; Perussello et
al., 2014).
33.05.0T PrRe664.0h
k
LNu (Turbulent) (4.26)
33.05.0T PrRe0296.0h
k
LNu (laminar) (4.27)
where L is characteristics length (m), Re is the Reynolds number, and Pr is the
Prandtl number.
Mass transfer coefficient by the Sherwood number (Sh) and the Schmidt
number (Sc), respectively, as in the following relationships:
33.05.0m Re332.0h
ScD
LSh
va
(Turbulent) (4.28)
33.08.0m Re0296.0h
ScD
LSh
va
. (laminar) (4.29)
Here vaD is the binary diffusivity of vapour and air (m2/s).
The values of Re, Sc and Pr, were calculated by
𝑅𝑒 =𝜌𝑎𝑣𝐿
𝜇𝑎, (4.30)
𝑆𝑐 =𝜇𝑎
𝜌𝑎𝐷𝑣𝑎, (4.31)
and 𝑃𝑟 =𝐶𝑝𝜇𝑎
𝑘𝑎, (4.32)
Here, 𝜌𝑎 is density of air (𝑘𝑔
𝑚3), 𝜇𝑎 is dynamic viscosity of air(𝑃𝑎. 𝑠), 𝑣 is drying air
velocity (m/s), 𝑘𝑎 is thermal conductivity of air (𝑊
𝑚𝐾).

84 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
After gathering the required input parameters and initial conditions for the
governing equations and boundary conditions, the model was simulated in COMSOL
Multiphysics. The simulated results were validated by experimental data as discussed
in the following section.
4.4 RESULT AND DISCUSSION
4.4.1 Effective diffusivity
Different effective diffusivities obtained from the simulation is compared with
experimental effective diffusivity are presented in Figure 4.7.
Figure 4-7: Change of Effective diffusivity with time
From the data presented in Figure 4.8, it is apparent that temperature dependent
moisture diffusivity increases with time whereas a decreasing trend is observed for
moisture dependent diffusivity. However, an average of these two effective
diffusivities shows a clear agreeable trend with the effective experimental
diffusivity.It is worthy to mention that, when the temperature rises to reach
equilibrium with the drying air, the effective moisture diffusivity start decreasing.
Consequently, a second falling drying rate is observed after this stage. Therefore,
effective moisture diffusivity while considering the effect of moisture and
temperature is more realistic.
0
2E-10
4E-10
6E-10
8E-10
1E-09
1.2E-09
0 5000 10000 15000 20000 25000
Eff
ecti
ve
dif
fusi
on (
m2s-1
)
Time (s)
D(M)
D(T)
D(M,T)
Experimental

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 85
4.4.2 Glass transition temperature
The variation of GTT of apple tissue with water content is presented in Figure
4.8. As can be seen from the above figure, apple tissue stays at the rubbery phase at
room temperature even with very low moisture content. The value of the glass
transition temperature of apple solid matrix was found 600C, while there is no
moisture fraction. This demonstrate that the sample stays rubbery throughout the
drying time if the drying temperature is equal or above 600 C.
Figure 4-8: Effect of water content (wet basis) on glass transition temperature of apple tissue
4.4.3 Average moisture content
The comparison of moisture content obtained from experiments and simulation
is shown in Figure 4.9.
Figure 4-9: Moisture evolution obtained for experimental and simulation with shrinkage and without
shrinkage

86 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
The model considering shrinkage provided a quite satisfactory match with the
experimental result. However, a significant difference between the model data (not
considering shrinkage) and experimental data is observed. This rather contradictory
result may be due to consider constant bulk density in the calculation of moisture
content during the modelling. It can be also seen from Figure 4.9 that the moisture
content (dry basis) of apple slice dropped from its initial of 6.14 kg/kg to 0.6 kg/kg
after 500 minutes. Diffusion rate decreases in the falling rate drying period due to
shrinkage and low moisture gradient result in longer drying times.
To check the agreement between predicted values with shrinkage and
experimental results, the coefficient of correlation (R2) was found to be 0.99 (with
shrinkage) and 0.96 (without shrinkage). This manifests very good agreement with
the model that consider shrinkage and experimental data. Therefore, a clear benefit
of considering shrinkage in drying kinetics prediction is found in this analysis.
Figure 4-10 Water distribution within apple sample during drying
In addition to this, Figure 4.10 reveals that moisture easily dries out from the
outer surface of the sample. The results, as shown in Figure 4.10, indicate that
relatively high concentration of moisture exists near the centre of the sample
throughout the drying time. To remove this extremely core water, a very slow falling
rate period is to prevail in the drying phenomenon. Literature shows that in order to

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 87
remove the last 10% of water from food material it takes almost equal time to that
required removing first 90 % of water content (Halder et al., 2011b; Joardder et al.,
2013a; Joardder et al., 2013d) .
4.4.4 Temperature evolution
The temperature profile of the sample over the time of drying process is shown
in Figure 4.11. At the initial stage, the rapid increment of temperature was observed
followed by almost steady but slower increase of temperature. On the other hand,
edge temperature rises at a higher pace. In the figure, surface temperatures from
model and experiments are compared.
Figure 4-11: Validation of predicted surface temperature profile with experimental data
Simulated results of temperature were compared with the experimental data
and found 0.964 R2 value. Moreover, the effect of shrinkage on temperature is
shown in Figure 4.12.
Figure 4-12: Effect of shrinkage on temperature profile of apple slice

88 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
It is clear from Figure 4.12 that temperature distribution within the sample is
insignificantly influenced by the shrinkage. As the major heat penetration happens
during the first stage of drying, it makes the temperature distribution less dependent
on shrinkage. However, a minimal discrepancy of average surface temperature of
these two models is observed over the middle part of drying. On the other hand, there
is no significant difference existing at the initial and final stages of drying.
The spatial temperature distribution is presented in Figure 4.13. Similar to
moisture distribution, an ununiformed temperature exists within the sample
throughout the drying process.
The temperature distribution is very important as it is crucial to understand the
glass transition temperature and case hardening of food sample during drying.
4.4.5 Porosity evolution
Figure 4.14 shows the porosity of the sample against moisture content (dry
basis). The trend of the computer model that consider shrinkage velocity shows a
slower increment of porosity at the early stage of drying; however, it increases
Figure 4-13: Temperature distribution within the apple sample

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 89
rapidly during the final stages of the drying. Both of the models considers shrinkage
is caused due to moisture migration with considering solid structure mobility factor
as presented in figure 4.15.
On the other hand, Computed model considering air space deformation (ASD)
shows a decrease of porosity during the early stage of the drying.
Figure 4-14: Change in porosity with moisture content of apple slice during drying
However, there are a slightly decreasing trends of porosity is observed at the
early stage of drying. It may be due to shrinkage of intercellular air spaces and
completed shrinkage of migrated water volume.
Figure 4-15: Variation of mobility factor with moisture content

90 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
On the other hand, the computed model considering ASD shows decrease of
porosity during the early stage of the drying. The relationship between the ASD
factor and moisture ratio is given in Figure 4.16. It is clearly apparent from the figure
that the air spaces shrink significantly throughout the drying.
As it is an assumed nature of air space deformation, it led some discrepancy
between experimental and the predicted model (ASD based) of porosity at the later
part of drying. More research on the initial air space shrinkage pattern can provide a
realistic prediction formula of porosity. However, a preliminary observation of the
shrinkage or collapse has been done in this study. To manifest the nature of initial air
space shrinkage, the volume ratio together with moisture ratio of some selected
materials with different degrees of initial porosity has been investigated.
Initially, food material encounters shrinkage without collapse. After the
removal of most of the water, breakdown occurs during the latter part of drying. In
short, ideal shrinkage occurs when the volume reduction of the solid matrix is equal
to the volume of the removed mass from the food materials. It may happen when
there are no mechanical restrictions to shrinkage of the solid matrix. This type of
shrinkage is also called as “free” or “ideal” shrinkage in the literature (Katekawa &
Silva, 2006). Figure 4.17 below shows the nature of shrinkage of some selected food
materials.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.2 0.4 0.6 0.8 1
Air
spac
e def
orm
atio
n f
acto
r
Moisture ratio
Figure 4-16: ASD factor of dried apple as a function of moisture

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 91
Figure 4-17: Relationship between volume reduction and migrated water volume of selected food
samples
Moreover, the nature of collapse and shrinkage depend on the strength of the
cell wall, intercellular adhesion and porosity of the tissue. Tissue with high porosity
shrinks in response to moisture migration; whereas, tissue with low porosity and
strong intercellular adhesion would fail by the collapse (Ormerod et al., 2004). Apart
from shrinkage, cell collapse is one of the important phenomena that significantly
alter porosity.
Table 4-2: Physical properties of some selected food materials
Food Initial Moisture
content
Bulk density (Fresh)
(g/cc)
Solid density
(g/cc)
Apple 84 ±1.5 0.87 1.28 ±0.01
Pear 84 ±1 1.00 1.38 ±0.004
Potato 78 ±1.4 1.08 1.36 ±0.003
Eggplant 90 ±1.9 0.56 1.43 ±0.004
Parsnip 79.5 ± 0.8 0.73 1.29 ±0.004
From Table 4.2, we see that food material having a lower bulk density leads to
high initial porosity causing more volume reduction than the volume of migrated
water. In other word, materials with a bulk density lower than water show more
volumetric shrinkage than the volume of migrated water. However, all of the plant
tissue behaves like ideal material for the initial part of drying regardless of their

92 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
initial properties. Further investigation is required to determine exactly how initial
porosity changes during drying.
The initial average experimental porosity was found to be 0.19, and the final
porosity reached nearly 0.60. The ASD based model shows close prediction at the
early stage of drying than shrinkage velocity model; whereas, the shrinkage velocity
based model prediction at the later part of drying is more accurate.
Simulated results of porosity were compared with the experimental data and an
R2 value of 0.98 was achieved. This type of trend has been reported for various plant-
based foods such as potato, carrot, and apple, pear (Guiné, 2006; Karathanos et al.,
1996a; Rahman, 2003; Sereno et al., 2007).
4.4.6 Case Anisotropy shrinkage and case hardening
Shrinkage is an obvious occurrence during drying of food materials. The
structural changes in cellular levels occur over the period of drying due to loss of
water. Consequently, damage and collapse of cell walls may happen (Devahastin &
Niamnuy, 2010a; Ramos et al., 2003). Porous foods tend to shrink less than non-
porous foods during drying because porous foods normally have less initial moisture
content than non-porous foods (Srikiatden & Roberts, 2007).
The ideal shrinkage happens when the volume reduction is equal to the volume
of the migrated water volume. However, this is not found for most of the food
materials. In other words, shrinkage does not compensate for the entire space left by
the migrated water during drying. The shrinkage velocity was found from
experiments is with range of 71065.1 to
71065.3 whereas the average
shrinkage velocity from model was found with the range of 7108.1 to
7105.3 .
Case hardening or crust formation is a common phenomenon during drying of
food samples. However, the thickness of this crust depends significantly on the
material properties and drying conditions. Hardening represents the transition to a
glassy state of the material from the rubbery state. In this study, the value of this is
treated as the degree of case hardening.
Case hardening is very common phenomenon during food drying (Costa et al.,
2001; Gulati & Datta, 2015; Moyano et al., 2007; Moyano, 2007) and it is common
with the type of foods that contain dissolved sugars and other solutes. This

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 93
phenomenon can be explained from the different pathways of water migration from
sample as described in section 4.1.In brief, some amount of the water leave dissolved
substance behind as it is evaporated within the sample and migrates as water vapour
to the surface. On the other hand, a portion of water, mainly water in pores and
capillaries, migrates as liquid water with dissolved substance. This type of water is
evaporated on the surface and the dissolved sugar and other substances are deposited
on the surface; consequently, case hardening happens.
Figure 4-18: Case hardening during drying at 600 C in sample with average
moisture content (0.5 db)
Figure 4.18 shows the degree of case hardening for the apple sample during
drying at 600 C. It is clear from the figure that the core shows a rubbery state even at
low average moisture content, whereas the surfaces reach a glassy state due to faster
moisture migration from the surface.

94 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Figure 4-19: Effect of mobility factor on shrinkage of the sample
In addition to this, anisotropy shrinkage can clearly observe from Figure 4.19.
As the model consider solid mobility factor in shrinkage velocity, anisotropy
shrinkage can be predicted successfully. The edge of the sample shows very low
shrinkage as it reaches the glassy state at the early stage of drying. Whereas, the
portion of the sample towards the centre manifest more shrinkage. On the other hand,
the simulation that has not considered solid mobility factor shows uniform shrinkage
throughout the sample. Therefore, incorporating glass transition temperatures in
shrinkage prediction model successfully demonstrate anisotropy nature of plant-
based tissue deformation over the course of drying.
4.5 SENSIVITY ANALYSIS
One of the main advantages of modelling is the capability to predict the
influence of different process conditions and sample properties on the quality
parameters of different drying product without having to conduct expensive and
complicated experimentations. In this section, the effect of drying air temperature, air
velocity and sample thickness on the porosity of the sample will be analysed.
4.5.1 Effect of air temperature
A range of air temperatures (50-650
C) was taken into consideration, as these
temperatures are typical in convective air-drying. The drying temperature, in general,
influences the structure of the outer and inner portion of the food sample, and

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 95
determines whether the external and internal structure will be porous or not. Figure
4.20 below shows the effect of different drying temperature on the porosity of the
apple sample. From the figure, it is evident that the porosity increases with the
increase in drying air temperature.
Figure 4-20: Porosity at different moisture content with different drying temperature
At a high drying rate, a transition of rubber-glassy states prevailed on the outer
surface due to low moisture content, which gave rise to rigid porous crust on the
surface (Rahman et al., 2005; Wang & Brennan, 1995a). Subsequently, the surface
moisture decreases very quickly, and internal stresses are developed in tissue.
Consequently, it negatively affects the shrinkage and results in the highly porous
interior (Aguilera & Stanley, 1999; Mercier et al., 2011). This phenomenon is widely
known as case hardening (Souraki et al., 2009). Experimental results from various
studies show that the porosity increases with the temperature at different moisture
contents. In the case of drying banana at 30, 40, 500C, a higher porosity was found at
a temperature of 500C (Katekawa, 2004). For potato (Wang & Brennan, 1995a) and
eggplant (Russo et al., 2012) significantly higher porosity was found during air
drying in 700C when compared with 40 and60
0C.
Drying time is a vital factor that influences the collapse of cells significantly in
the course of drying. Therefore, a lower drying temperature (i.e. longer drying time)
could cause structural damage to the food product as most of the food materials show
a rubbery state during the period of drying. Due to this, longer drying time causes the
collapse of plant tissues even when they are dried at low temperature as plant tissues
have a very low glass transition temperature (Karathanos et al., 1993).

96 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
4.5.2 Effect of air velocity
A range of air velocities (0.5-1 m/s) was taken into consideration, as these air
velocities are typical in convective air-drying. The response of air velocity to
porosity is presented in Figure 4.21.
Figure 4-21: Effect of drying air velocity on porosity evolution
In light of Figure 4.21, it is clearly apparent that the porosity increases with the
rise of drying air velocity. Ratti et al. (1994) found an increase of air velocity causes
higher porosity for potato, apple and carrot. This may be caused due to higher drying
rate occurred at higher air velocity. Consequently, the surface moisture decreases
quickly in the case of higher air velocity, internal stresses are developed in the tissue
resulting in a higher porous interior.
4.6 CONCLUSIONS
The drying kinetics of convection drying, considering shrinkage phenomenon
has been investigated. In addition to this, the characteristics of structural
modification and porosity changes due to simultaneous heat and mass transfer were
also investigated in this work. The model is validated with extensive experimental
results. The simulated data concerning moisture content and temperature evolution
over the time of trying were found quite agreeable with experimental data. Pore
evolution and shrinkage were predicted with high accuracy and a remarkable
correlation with process parameters and sample properties were observed.The single
most striking observations to emerge from this study was the prediction of anisotropy
shrinkage and case hardening during convection drying.

Chapter 4 | Single phase convective drying and pore formation model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 97
To get a proper insight of heat and mass transfer during the dehydration
process, precise predictions of shrinkage and pore evolution are required. The
comprehensive understanding of the prediction of the pore formation mechanism
needs to be researched further. A wider variation of process conditions and various
food properties can be considered in the future research to develop a more realistic
and generic model for pore formation.


Chapter 5 | A Single Phase IMCD and Pore Evolution Model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 99
Chapter 5: Single Phase IMCD and Pore
Formation
Intermittent microwave convective drying (IMCD) is an advanced technology,
which improves both energy efficiency and food quality in drying. Modelling of
IMCD is essential to optimise the microwave power level and intermittency during
the process. However, there is still a lack of modelling studies dedicated to IMCD.
Mathematical modelling can help us to understand the heat and mass transfer
involved in IMCD and thereby be used to determine the optimum pulse ratio and
power levels for drying. Previously mentioned work related to IMCD has only been
limited to experimental analysis. To date, relatively few studies have presented
theoretical models of the IMCD of food.
Recently, Bhattacharya et al. (2013) and Esturk (2012b) have developed a
purely empirical model for MCD (not IMCD) of oyster mushroom (Pleurotus status)
and stage respectively. However, these empirical models do not provide physical
insight into the process and are only applicable to a specific experimental range
(Perussello et al., 2014). Some diffusion-based single phase models exist for MCD
(Arballo et al., 2012; Hemis et al., 2012), but, none of them considered intermittency
of the microwave energy applied. However, there are some simulation models
considering intermittency of microwave power (Gunasekaran, 1999; Gunasekaran
& Yang, 2007a, 2007b; Yang & Gunasekaran, 2004); mass transfer was neglected
in those models.
In addition to this, deformation of the sample and pore evolution have not been
considered in any previous IMCD model. Extensive analysis of the empirical and
theoretical models on porosity found that accurate and reliable prediction of porosity
during the drying process still needs the further attention of researchers. A central
issue is that there is no generic model that can be applied to different products and
drying processes. Literature analyses confirmed that both product type and drying
technology discernibly affect pore formation and the pore evolution during drying of
food materials. To adapt the material properties, the previous studies mainly
considered the amount of the water migrates from the sample. Previous models

100 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
involved other structural parameters, such as the volumetric shrinkage coefficient,
shrinkage-expansion coefficient and shrinkage-collapse coefficient. Most of the
material properties varied due to change in the drying conditions.
The measurement of the structural parameters meant there was a necessity for
experimental data. So by avoiding these structural parameters, which vary in drying
conditions, the formulation of a generic model of porosity was facilitated. In contrast,
a model containing different parameters that are not influenced by the drying
conditions can be treated as generic, regardless of the drying method. In addition to
this, there is no theoretical model of pore formation available for IMCD drying.
Taken together, there is very limited study dealing with modelling the IMCD
considering shrinkage of food, which considers the whole drying period, as well as
porosity prediction. Furthermore, the temperature redistribution due to the
intermittency of the microwave, which is crucial in IMCD for quality improvement,
is not properly investigated.
In the current study, we present a model of IMCD of food that accounts for the
intermittency of the microwave power, variable thermos-physical and dielectric
properties of the material, and large deformation. Pore evolution during IMCD
drying was also predicted using a theoretical model and validated by experimental
data.
5.1 MODEL DEVELOPMENT
In an attempt to develop an IMCD model, a volumetric microwave energy
source is incorporated in energy balance equation. The model uses Lambert Law for
microwave power absorption and transport model from the convection model. Prior
to commencing the modelling appropriate pulse ratio (will be discussed later) and
microwave power optimised using response surface method (RMS).
To develop a single phase IMCD model, a 2D axisymmetric geometry of a
cylindrical slice apple was considered as presented in Figure 5.1.

Chapter 5 | A Single Phase IMCD and Pore Evolution Model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 101
Figure 5-1: 2D an axisymmetric domain showing symmetry boundary and transfer boundary
As we already discussed single-phase convection model in Chapter 4, the
repeated initial conditions and model parameters are not presented here.
Microwave intermittency
Depending on the heat and mass transfer characteristics the different
samples/loads may require different intermittency or pulse for better product quality
and energy efficiency. Intermittency or pulse ratio is defined as
PR =ton+toff
ton (5.1)
Where, 𝑡𝑜𝑛 is the microwave on time, and 𝑡𝑜𝑓𝑓 is the microwave off time.
PR should be considered carefully because it is possible to obtain a given PR
with a different combination of power on and off time. Therefore, cycle power on
time should be considered along with PR (Gunasekaran, 1999). Cycle power on time
and PR should be carefully selected to maximise the advantages of pulse microwave
drying. Gunasekaran (1999) reported, increasing the PR and lowering the power of
time is better for energy utilisation and lower energy cost. However, this increases
the drying time. Therefore, the PR ratio should be selected based on the transfer
characteristics of the material.
To get the closer surface temperature of CD of the IMCD dried sample, the
effect of microwave power level pulse ratio and MW on time were investigated.

102 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
IMCD optimisation
To investigate the relative contributions of the selected variables pulse ratio
(PR), microwave power (P) and microwave ON time (MT) to sample surface
temperature at the time of drying, response surface methodology (RSM) was used.
However, this optimisation does not intend to optimise the quality of the IMCD
product which needs further research. In this optimisation analysis, the objective is to
find out the appropriate value of the process variables that can lead the surface
temperature closer to connective air temperature. RSM is a statistical method that is
used for the optimising problem-associated multivariable. This methodology can
successfully correlate measured response/s and manifold input variables. In addition
to this, RSM requires less experimental data to deliver statistically satisfactory
results (Kaur et al., 2009).
A second-order polynomial equation, as presented in Equation 5.2, was used
for analysis of input variables data and to correlate response function to coded
variables (Balusu et al., 2005; Maddox & Richert, 1977).
exixjxiiixik
ji kij
k
i
k
i kik
11
2
10 (5.2)
Where, ‘ ’ is the regression coefficient, k the number of input variables, ‘xis’
are coded process variables, ‘β’ is the response, and ‘e’ is random error.
A desirable function D, an approach of optimisation of multiresponse, was
determined for optimisation of the multiple responses to the statistical analysis using
the following equation (Giri & Prasad, 2007).
nnddddD
1
321 )..............( (5.3)
Where, n is the total number of responses in the study. The overall composition
function represents the desirability ranges of different response (di).
ANOVA (analysis of variance) was conducted for finding the statically
significance of the model variables and for fitting the model. A statistical software
package, Design Expert (Version: 9.0.5.1, Minneapolis, MN) was used to analyse
IMCD data, 3D graphs of response, numerical optimisation of input variables and
perform RSM. In addition to this, the software can analysis the result to find the
maximum value of desirability function (Yadav et al., 2010). Optimisation criteria

Chapter 5 | A Single Phase IMCD and Pore Evolution Model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 103
for various factors and responses are given in Table 3.1. Equal-weight was taken into
consideration for all of the responses.
Table 5-1: Variables of IMCD optimisation
Variable
symbol
Responses Unit Goal Lower
limit
Upper
limit
P Microwave Power W In range 100 300
R Pulse ratio 1 In range 0.25 1
MT Microwave on time s In range 30 120
Tmax Maximum surface
temperature
0C minimize 60 170
t Drying time s minimize 1500 4500
5.1.1 Governing equations
Heat transfer
The energy balance is characterised by a Fourier flux equation with heat
generation source Q:
QTkt
Tcp
).(
(5.4)
Here, T is the temperature (0K), is the density of sample (kg/m
3),
pc is the
specific heat (J/kg/K), and k is the thermal conductivity (W/m/K) and Q (W/m3) is
the heat generation.
Mass transfer
We assume that the mass flux of moisture is due to Fickian diffusion; therefore,
0
c-D.
t
ceff
(5.5)
Where, c is the moisture concentration (mol/m3),
effD is the effective diffusion
coefficient (m2/s).
Change in dimension
The shrinkage velocity obtained from the effective diffusivity and glass
transition temperature for dimension change, as presented in Equation 5.6
was used for simulation studies. The concept of shrinkage velocity can

104 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
also be found in other literature (Aprajeeta et al., 2015; Datta, 2007a;
Golestani et al., 2013; Karim & Hawlader, 2005b)
nvn
dt
dr. (5.6)
5.1.2 Initial and boundary conditions
The initial conditions for heat and mass transfer are given by,
CT t
0
)0( 30 and 0)0( cc tw
Here, 0c is the initial moisture concentration of the apple (mol/m3).
Heat transfer boundary conditions
Heat and mass transfer in the transport, and sample domain deformation
boundaries (as shown in Figure 5.1) can be expressed by the equation:
fg
airveqv
mairT hRT
-pphTThTk
,)().( n , (5.7)
where, ℎ𝑇 is heat transfer coefficient (W/m2/K), ℎ𝑚 is mass transfer coefficient
(m/s), 𝑇𝑎𝑖𝑟 is the drying air temperature (0C), Me is equilibrium moisture content
(kg/kg) dry basis and ℎ𝑓𝑔 is latent heat of evaporation (J/kg).
The heat transfer boundary condition at the symmetry boundary is given by,
𝒏. (𝑘𝛻𝑇) = 0. (5.8)
Mass transfer boundary condition
The mass transfer boundary condition at the transport boundaries are given by,
𝒏. (𝐷𝛻𝑐) = ℎm(𝑐b − 𝑐), (5.9)
where, 𝑐𝑏 is bulk moisture concentration (mol/m3).
The mass transfer boundary condition at the symmetry boundary is given by
𝒏. (𝐷𝛻𝑐) = 0. (5.10)
Change in dimension
The relationship obtained from the effective diffusivity and glass transition
temperature for dimension change (the shrinkage velocity), as presented in Equation
5.11 was used for simulation studies. The concept of shrinkage velocity has been in

Chapter 5 | A Single Phase IMCD and Pore Evolution Model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 105
other literature (Aprajeeta et al., 2015; Datta, 2007a; Golestani et al., 2013; Karim &
Hawlader, 2005b)
For boundaries 3 and 4 in Figure 5.1 the deformation condition is presented by
this equation.
ndt
dr.
00
2
g
geff
sTT
TT
L
Dv (5.11)
5.1.3 Microwave power absorption using Lamberts Law
In literature, it is mentioned that for relatively thicker samples both Maxwell’s
and Lambert equation for predicting microwave power absorption can be applied
(Budd & Hill, 2011). Therefore, many researchers deploy Lamberts Law for
microwave energy distribution in food products during drying (Abbasi Souraki &
Mowla, 2008; Arballo et al., 2012; Hemis et al., 2012; Khraisheh et al., 1997;
Mihoubi & Bellagi, 2009; Salagnac et al., 2004; Zhou et al., 1995). In this study,
microwave energy absorption within the sample was calculated using Lamberts Law
that considered exponential attenuation of microwave absorption within the product,
namely,
h-zα-
mic=PP 2
0 exp . (5.12)
Here, 𝑃0 the incident power at the surface (W), α is he attenuation constant
(1/m), and h is the thickness of the sample (m) and (h-z) represents the distance from
surface (m). The measurement of 0P via experiments is presented in section 5.10.The
attenuation constant, α is given by
2
1'
''1
'2
2
(5.13)
Where is the wavelength of the microwave in free space ( cm24.12 at
2450MHz and air temperature 200C) and ε' and ε" are the dielectric constant and
dielectric loss, respectively.

106 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
The volumetric heat generation, micQ (W/m3) in equation is then calculated by:
V
PQ mic
mic , (5.14)
Where, V is the volume of apple sample (m3).
Microwave incident power absorption calculation procedure is described in
details in Section 3.3.2.
From experimentollowing correlation between absorption power (P0),
microwave power (Pmic) and sample volume ( V) is found.
)06.11897.0(0 VPP mic (5.15)
5.1.4 Input parameters
The input parameters of the model are listed in below. It is worthy to mention
that, the repeated input parameters used in convection model are not presented here.
Some of the parameters are briefly described in the below.
Table 5.1: Input properties of the model
Parameter Value Reference
Microwave power 100 W This work
Pulse ratio 3 This work
Microwave on time 40 s This work
Dielectric properties of apple
' 1.0289.30638.36'2
wbwb MM Martín-Esparza
et al. (2006) 1.0.8150.26543.13
2 wbwb MM
Equilibrium vapour pressure
For apple, the correlation of equilibrium vapour pressure with moisture and
temperature is given by (Kumar et al., 2014b)
)](ln[232.0182.0exp)(0411.0949.43696.0
,, TPMeMTPP satdb
M
dbsatveqv
(5.16)
TTxTxTTP satv ln656.61001445.0104176.00486.03915.1/2206.5800exp 3724
,
(5.17)
Here, dbM is the moisture content dry basis andsatvP ,
is the saturated vapour
pressure as given by equation 5.118 (Vega-Mercado et al., 2001).

Chapter 5 | A Single Phase IMCD and Pore Evolution Model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 107
Effective Diffusivity Calculation
The procedure of finding moisture and temperature dependent diffusivity is
already discussed in chapter 4. Finally, average effective diffusivity, ),( TMDeff,
which is average of the temperature and moisture dependent effective diffusivities
given by
2
22115exp1047.21081.3
),(
06
2
10
TRX
b
bX
TMDg
o
eff
(5.18)
Glass transition temperature
To manifest the plasticizing effect of water on apple, the GTT data were fitted
in Gardon and Taylor equation as mention below.
11
)1(
kX
TkXTXT
w
gwwgsw
g (5.19)
The GTT of water (gwT ) is -135
0C (Johari et al., 1987), Tg and Tgs are GTT of
the binary mixture and dry matter (solid) respectively, where Xw indicates water
mass fraction. The value of Tgs and k were found 600C and 3.4 respectively.
Heat and mass transfer coefficient
The heat and mass transfer coefficients were discussed in Section 4.. and found
to be Th =16.746 W/(m2·K) and mh =0.067904 m/s, respectively.
After gathering the required input parameters and initial conditions for the
governing equations and boundary conditions, the model was simulated in COMSOL
Multiphysics. The simulated results were validated by experimental data as discussed
in the following section.
5.2 RESULTS AND DISCUSSION
5.2.1 IMCD optimisation
From the ANOVA analysis, as presented in Table 5.2, Microwave power, pulse
ratio and microwave on time were significant 05.0p .

108 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Table 5.2: Output of ANOVA analysis
Source df F
Value p-value, Prob > F Significance
Model 10 3553.84 < 0.0001
significant
P 1 3000.00 < 0.0001
R 1 5415.00 < 0.0001
MT 1 1815.00 < 0.0001
P*R 1 60.00 0.0045
P*MT 1 60.00 0.0045
R*MT 1 2535.00 < 0.0001
P2
1 364.50 0.0003
R2
1 1682.00 < 0.0001
P2R 1 187.50 0.0008
P2*MT 1 3967.50 < 0.0001
The following regression equation (R2 =0.99) was obtained for Maximum
surface temperature (Ts) relating to the levels of input variables.
MTPRPRP
MTRMTPRPMTRPTs
2523223 103.6*1066.11031042.4
*96.0*02.0*73.035.333.7381.119.133
To maintain surface tempurature, optimum values of the drying process
variables obtained the maximum desirability function (0.965) from the investigation
result obtained from Design Expert 9 were: 100 W, 3 and 40 s of microwave power,
pulse ratio and microwave on time respectively. The relationships between
desirability and variables are presented in Figure 5.2.

Chapter 5 | A Single Phase IMCD and Pore Evolution Model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 109
Figure 5-2: Effect of different drying parameters on different variables on the desirability of the
(a) Pulse ratio and microwave on time
(b) Pulse ratio and microwave power at 40 s microwave on time
(c) Microwave power and microwave on time at 2.5 pulse ratio

110 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
5.2.2 Average moisture curve
The comparison of moisture content obtained from experiments and simulation
is shown in 5.3. This figure also demonstrates the comparison of the kinetics of
IMCD and convective drying. It was found that, in 75 minutes of drying, convection
drying reduced the moisture content to 3 kg/kg db, whereas by using IMCD reduced
the moisture content to 0.4 kg/kg db.
Thus, IMCD significantly reduces the drying time. To reduce the moisture
content to 0.4 kg/kg db by convection drying took around 300min, which is 4 times
longer than the IMCD with intermittency 60s on and 120s off. It is found that a high
correlation is obtained between the model and experimental values with R2=0.98.
Figure 5-3: Moisture content with time during IMCD and convective drying
5.2.3 Temperature evolution
Figure 5.4 (below) shows the temperature at the centre of the top surface
predicted from our model while Figure 5.6 shows the temperature distribution of the
surface obtained experimentally from thermal imaging. The thermal images were
taken immediately after microwave heating for 40 s and after tempering for 80s in
the convection dryer.
0
1
2
3
4
5
6
7
0 1000 2000 3000 4000 5000
Moic
ture
con
ten
t (g
wate
r/g s
oli
d)
Time (s)
Experiemntal (IMCD)
Predicted (IMCD)
Convective drying

Chapter 5 | A Single Phase IMCD and Pore Evolution Model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 111
Thus, this measurement allows the investigation of temperature to rise during
microwave heating and drops during tempering in the process of IMCD. An
assessment of the experimental results for the range of sample surface temperature
shows a wide range of fluctuation due to uneven microwave power distribution and
non-uniform moisture distribution.
The temperature curve from the model shows that the temperature rises during
each heating cycle. The temperature then falls during the 80s convection-drying
phase (when the microwave is turned off).
It is obvious from Figure 5.4 that the temperature gradually increases up to the
end of drying. A similar rise in temperature with cycled microwave heating was
found by Rakesh et al. (2010) and Yang et al. (2001).Counter to this, the temperature
trend of this model is not consistent with that of Sunjka et al.(Sunjka et al., 2004)
who found a stable temperature at the later part of drying. This issue is discussed in
details in Section 6.2.3.
Figure 5-4: Temperature curve obtained from the model (average top surface) and experimental
validation
To illustrate the temperature distribution, an experimental and model
temperature distribution of two selected times (heating and tempering) are presented
in Figure 5.5.

112 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Figure 5-5: Thermal images and model temperature distribution of top surface at selected times
From the figure, it is clear that the temperature is higher towards the centre of
the surface during drying. However, the spatial gradient is temperature is less during
the tempering period resulting in a more uniform temperature distribution.
5.2.4 Equilibrium vapour pressure
Equilibrium vapour pressure,eqvP ,
, is an important parameter for surface
evaporation and thus moisture loss. The equilibrium vapour pressure at the surface is
presented in Figure 5.6 and it is observed that eqvP ,
initially increases rapidly because
of increase in temperature and the higher moisture content. However, when the
material becomes drier, near the end of the drying, the equilibrium vapour pressure
decreases. This indicates that initially the moisture loss is higher and that the drying
rate starts to decrease when the equilibrium vapour pressure starts reducing at about
15 mins. However, due to diffusion the vapour pressure is still higher than the
ambient vapour pressure, airvP ,
, and evaporation occurs.

Chapter 5 | A Single Phase IMCD and Pore Evolution Model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 113
Figure 5-6: Evolutions of equilibrium vapour pressure at the surface of the sample
5.2.5 Porosity evolution
Figure 5.7 shows the porosity evolution of the sample against moisture ratio. In the
figure, there is a clear trend of increasing porosity with a decrease of moisture
content.
Figure 5-7: Computed and measured porosity as a function of moisture content
The porosity of the sample was found slowly increasing at the early part of the
drying up to moisture ratio 0.7. After that, porosity sharply increased with moisture
content up to the end of drying. This may be due to less mobility of solid matrix of
0
2000
4000
6000
8000
10000
12000
14000
16000
0 500 1000 1500 2000 2500 3000 3500
Equ
ilib
riu
m v
apo
ur
pre
ssu
re (
Pa)
Time (s)
Sample surface
Ambient
0
0.1
0.2
0.3
0.4
0.5
0.6
0.1 0.3 0.5 0.7 0.9
Poro
sity
Moisture Ratio
Experiemnt
Predicted

114 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
the sample while is approaching glass transition due to less temperature difference
and between sample and surrounding. It is found that a high correlation is obtained
between the model and experimental values of porosity with R2=0.985.
5.2.6 Shrinkage and case hardening
Shrinkage is an obvious occurrence during drying of food materials. The
structural changes in cellular level occur over the period of drying due to loss of
water. Consequently, damage and collapse of cell walls may happen (Devahastin &
Niamnuy, 2010a; Ramos et al., 2003). Porous foods tend to shrink less than non-
porous foods during drying because porous foods normally have less initial moisture
content than non-porous foods (Srikiatden & Roberts, 2007).
The ideal shrinkage happens when the volume reduction is equal to the
volume of the migrated water volume. However, this is not found for most of the
food materials. In other words, shrinkage does not compensate the entire space left
by the migrated water during drying.
Figure 5-8 : Volume ratio at different moisture content during IMCD drying
Volume reduction of apple slice with respect to time is shown in Figure 5.8.
From the figure, it is apparent that volume reduction continues up to very low
moisture content. The model results were compared with experimental images and
found good agreement with R2 values 0.99.

Chapter 5 | A Single Phase IMCD and Pore Evolution Model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 115
Figure 5-9: Case hardening during drying at 600 C in sample with average moisture content (0.5 db)
In addition to this, case hardening or crust formation is a common phenomenon
during drying of food samples. However, the thickness of this crust significantly
depends on the materials properties and drying conditions. As case hardening
represents the transition to a glassy state of the materials from the rubbery state. As
the moisture and temperature are more uniformly distributed during IMCD resulting,
less case hardening as shown in Figure 5.9.It is clear from the figure that the IMCD
treated sample has very thin case hardening. This issue is discussed in details in
Section 7.2.2.
5.3 CONCLUSION
In this study, a novel model of IMCD, considering shrinkage, has been
developed and compared with experimental data collected from a sample of apple.
Optimisation of IMCD has been determined to achieve reasonable temperature
development during IMCD by a response surface method. Optimum values of the
drying process variables obtained the maximum desirability function (0.965) from
the investigation result obtained from Design Expert 9 were: 100 W, 3 and 40 s of
microwave power, pulse ratio and microwave on time respectively. The predicted
moisture content, temperature distribution, porosity and shrinkage showed good
agreement with experimental data. The IMCD found quite faster compared to
convection drying. In addition to this, the intermittency during IMCD allows more
uniform temperature and moisture distribution resulting less altered structural
modification. The single phase models lump all water fluxes with an effective

116 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
diffusion coefficient, but this assumption cannot be justified by the situation of
IMCD, where pressure driven flow and evaporation is involved. Therefore, to
investigate IMCD accurately multiphase models need to be developed and
considered.

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Chapter 6: Multiphase IMCD Model:
Considering Shrinkage and Pore
Formation
Food materials are complex in nature as they have heterogeneous, amorphous,
hygroscopic and porous properties. In addition to this, during processing, the
microstructure of food materials change and this significantly affects other properties
of food (Joardder et al., 2015b).
Therefore, an appropriate understanding of the microstructure of the food raw
material and its evolution during processing is critical to understand and accurately
describe dehydration processes and quality anticipation. There are many modelling
scenarios available in literature for different food processing such as (i) drying ,
frying (Ni & Datta, 1999), (ii) microwave heating (Ni et al., 1999; Rakesh et al.,
2010), (iii) thawing (Chamchong & Datta, 1999a), baking (Zhang et al., 2005), and
(iv) puffing (Rakesh & Datta, 2013). These model can be classified into two main
categories; empirical models and theoretical models as shown in Figure 6.1.
Figure 6-1: Classification of different drying models

118 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Empirical models are built by fitting the model’s parameters to the
experimental data. Although empirical models provide high accuracy, they are not
generic and do not offer physical insight.
In contrast, theoretical models are built, based upon the understanding of the
fundamental phenomena and mechanisms that may be involved in heat and mass
transfer. Diffusion-based theoretical models are very popular due to their simple
nature of implementation that assumes diffusive transport for moisture and
conductive heat transfer for energy (Chandra Mohan & Talukdar, 2010; Perussello et
al., 2014; Perussello et al., 2012). However, this type of model requires
experimentally determined moisture diffusivity and cannot provide insight of other
internal moisture transfer mechanisms (a compilation of different internal moisture
transfer mechanisms is discussed in Section 2.1).
Considering sharp moving boundaries between dry and wet regions, improves
the diffusive model to some extent (Farkas et al., 1996; Mascarenhas et al., 1997).
Whereas, multiphase porous media models consider distributed evaporation that
deals with the transition from the individual phase at the ‘microscopic’ level to the
representative average volume at the ‘macroscopic’ level (Datta, 2007b). Due to
computational effectiveness this model has been implemented in different food
processing applications such as frying (Bansal et al., 2014; Ni & Datta, 1999),
microwave heating (Chen et al., 2014; Rakesh et al., 2010), puffing (Rakesh & Datta,
2013), baking (Zhang et al., 2005), meat cooking (Dhall & Datta, 2011), and drying
(Kumar et al., 2015a).
However, there is no multiphase model for IMCD drying along with
considering shrinkage. As shrinkage is indispensable during drying, a realistic model
demands consideration of shrinkage. Moreover, shrinkage phenomenon completely
depends on pore formation and evolution during drying. Therefore, proper prediction
of porosity is essential in order to develop comprehensive porous media model.
In this study, two multiphase porous media IMCD models have been
developed. One of these does not consider sample shrinkage and the other one
considers a proper prediction of structural deformation. In this section, the model
without considering shrinkage is presented as IMCD1 and the model that takes into
consideration pore evolution and shrinkage is named as IMCD2. In addition to this,

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 119
non-equilibrium evaporation rates consider all transport mechanisms such as
capillary diffusion, and pressure driven flow evaporation of water, vapour, and air.
6.1 IMCD MULTIPHASE MODELLING
In this section, the equations for multiphase porous media are developed
describing heat, mass and momentum transfer for IMCD of an apple slice.
Mathematical problem formulation, description of heat and mass transfer,
implementation of solid mechanics are discussed in this section
The model developed in this research considered transport of liquid water,
vapour, and air inside food materials. The mass and energy conservation equations
included convection, diffusion, and evaporation. The non-equilibrium formulation
for evaporation has been used to describe the evaporation, which allows
implementation of the model in commercial software. Momentum conservation was
developed from Darcy’s equations. Evaporation was considered as being distributed
throughout the domain, and a non-equilibrium evaporation formulation was used for
evaporation condensation-condensation phenomena.
Heat and the mass transfer considered to take place at all boundaries except the
symmetry boundary. The apple slice was considered as a porous medium, and the
pores were filled with three transportable phases, namely liquid water, air and water
vapour as shown in Figure 6.2.
Figure 6-2: Schematic showing 3D sample, 2D axisymmetric domain and Representative Elementary
Volume (REV) with the transport mechanism of different phases

120 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
It is assumed that all phases (solid, liquid, and gases) are continuous and local
thermal equilibrium is valid, which means that the temperatures in all three phases
are equal. Liquid water transport occurred due to convective flow resulting from gas
pressure gradient, capillary flow and evaporation. Vapour and air transport arose
from gas pressure gradients and binary diffusion.
The driving force of deformation is associated with a change in moisture
content and the gradients in gas pressure (negligible for convection drying).
Deformation changes to structure and porosity of the materials affecting multiphase
transport, while, heat and mass transfer change mechanical properties of the sample
that influence pore formation and evolution. Eventually, the drying problem
experiences two-way coupled with material deformation, and heat and mass transport
as illustrated in Figure 6.3.
To develop the porous multiphase model for IMCD of an apple sample, the
following assumptions are taken into consideration:
The model developed in this research considered transport of liquid water,
vapour, and air inside multiphase food materials.
The mass and energy conservation equations included convection,
diffusion, and evaporation.
Figure 6-3: Flow chart showing coupling between multiphase transport and solid mechanics

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 121
The non-equilibrium formulation for evaporation has been used to describe
the evaporation.
Momentum conservation was developed from Darcy’s equations.
Evaporation was considered as being distributed throughout the domain.
All phases maintain local thermal equilibrium.
Moisture-dependent physical, thermal, mechanical has been considered.
The governing equations for multiphase transport in porous media,
electromagnetics, ALE for moving mesh and solid mechanics for large
deformations were solved using Finite Element software COMSOL
Multiphysics 4.4 (COMSOL, Burlington, MA).Mass, energy and
momentum conservations for different species and phases were solved
using general form of PDEs, Transport of Dilute Species, Heat Transfer in
Fluid modules, Darcy’s Law, respectively, using the MUltifrontal
Massively Parallel Sparse direct Solver. ALE framework and Non-linear
Solid Mechanics module were used for moving mesh and solid momentum
balance respectively.
6.1.1 Governing equations
The mathematical model consisted of conservation equations for all
transportable phases, transport mechanisms and structural deformation for IMCD
considering shrinkage and without shrinkage.
Mass balance equations
The instantaneous representative elementary volume (REV), the smallest
volume over which an estimation can be made that will represent a quality
illustrative of the whole sample, as presented in Figure 6.2 V (m3) summation of
the volume of three phases, namely, gas, water, and solid, namely,
swg VVVV . (6.1)
Where, wV is the volume of water (m3),
gV is the volume of gas (m3), and sV was
the volume of solid (m3).
The apparent porosity, , is defined as the volume fraction occupied by water
and gas. Thus,

122 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
V
VV wg
. (6.2)
Water saturation ( wS ) and gas saturation (gS ), are defined as the fraction of
pore volume occupied by the individual phase,
V
V
VV
VS w
gw
ww
, (6.3)
and w
g
gw
g
g SV
V
VV
VS
1
, (6.4)
The mass concentrations of water( wc ), vapour ( vc ), and air ( ac ) in kg/m3 are
calculated by,
www Sc , (6.5)
gv
v SRT
pc , (6.6)
and g
aa S
RT
pc , (6.7)
Where, R is the universal gas constant (J/mol/K), w is the density of water (kg/m3),
vp is the partial pressure of vapour (Pa), T is the temperature of product (K) and
ap is the partial pressure of air (Pa).
Mass conservation of liquid water
The mass conservation equation for the liquid water is expressed by,
*
InSt
www
,
(6.8)
Where, wn
is water flux (kg/m2s), and
evapRI *
is the evaporation rate of liquid water
to water vapour (kg/m3s).
The total flux of the liquid water is due to the gradient of liquid pressure,
cw pPp , as given Darcy’s Law (Bear, 1972), namely,

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 123
c
w
wrw
w
w
wrw
ww
w
wrw
ww pkk
Pkk
pkk
n
,,,
. (6.9)
Here, P is the total gas pressure (Pa), cp is the capillary pressure (Pa), wk is
the intrinsic permeability of water (m2),
wrk , is the relative permeability of water, and
w is the viscosity of water (Pa.s).
The capillary pressure depends upon concentration ( wc ) and temperature (T)
for a particular material (Datta, 2007a). Therefore, further breakdown of equation
(6 can be presented as,
TT
pkkc
c
pkkP
kkn c
w
wrw
ww
w
c
w
wrw
w
w
wrw
ww
,,,. (6.8)
The capillary diffusivity due to the temperature gradient is known as a Soret
effect, is insignificant than the capillary diffusivity due to concentration gradients
(Datta, 2007a). Therefore, this will be neglected in this work.
Substituting the above into Equation (6 can be written as,
evapc
w
wrw
w
w
wrw
www RT
pkkP
kkS
t
,, (6.11)
Mass conservation of water vapour
The conservation of water vapour can be written as follows:
evapvvgg RnSt
, (6.12)
Where, v is the mass fraction of vapour, g is the density of the gas (kg/m
3) and
vn
is the vapour mass flux (kg/m2s).
As the gas is binary mixture and vn
can be written as (Bird et al., 2007),
vgeffgg
v
grg
vvv DSPkk
n
,
,, (6.13)
where, grk ,is the relative permeability of gas (m
2),
gk is the intrinsic permeability of
gas (m2),
geffD ,is the binary diffusivity of vapour and air (m
2/s) , and
g is the
viscosity of gas (Pa.s) .

124 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Mass fraction of air
After calculating the mass fraction of vapour, v from water vapour mass
conservation equation, the mass fraction of air, a , can be calculated from
va 1 . (6.14)
Continuity equation to solve for pressure
The gas pressure, P, can be determined via a total mass balance for the gas
phase,
evapgg RnS
t
g
, (6.15)
Where, the gas flux,gn
, is given by,
Pkk
ni
grg
gg
,
. (6.16)
Here, g is the density of gas phase, given by,
RT
PM gg , (6.17)
Where, gM is the molecular weight of gas (kg/mol).
Energy equation
After assuming thermal equilibrium of the phases, the energy balance equation
that considers conduction and convection, radiation heat transfer, and energy
sources/sinks due to evaporation/condensation can be presented as,
)().( tfQRhTkhnhnt
Tc mevapfgeffwwggeffpeff
(6.18)
Here, eff is the effective density (kg/m
3), T is the temperature (K) of each
phase, gh is the enthalpy of gas (J),
effk is the effective thermal conductivity (W/m/K),
wh is the enthalpy of water (J), fgh is the latent heat of evaporation (J/kg),
effpc is the
effective specific heat (J/kg/K), and f(t) is an intermittency function of microwave

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 125
source (Qmic). Equation 6.18 considers energy transport due to conduction and
convection and energy sources/sinks due to evaporation/condensation.
Thermos-physical properties
The thermo-physical properties of the REV are obtained by the volume-
weighted average of the different phases and can be calculated by the following
equations,
swwggeff SS 1 , (6.19)
pspwwpggeffp ccScSc 1 , (6.20)
and sthwthwgthgeff kkSkSk ,,, 1 . (6.21)
Here s is the solid density (kg/m3).
gthk ,,
wthk ,, and
sthk ,are the thermal
conductivity of gas, water, and solid, (W/m/K) respectively.pgc ,
pwc , and psc are the
specific heat capacity of gas, water, and solid (J/kg/K), respectively.
Evaporation rate
A non-equilibrium formulation as described in Ni et al. (1999) is considered to
calculate the evaporation rate, namely,
veqvv
evapevap ppRT
MKR ,
. (6.22)
Here, eqvp ,
is the equilibrium vapour pressure (Pa), vM is the molecular weight
of vapour (kg/mol), vp is the vapour pressure (Pa), and Kevap is material and process
dependent the evaporation constant (s-1
).
It is worthy to mention that K denotes evaporation rate constant and defined as
transition of a molecule from liquid water to water vapour. For different plant based
food materials, K value is used with the range of 1000-100000 s-1
(Halder et al.,
2011b). However, use of K=100000 s-1
value creates some convergence issues during
numerical scheme and significantly increased the computation time. In addition, it is
found that there is very negligable change of solution for the value of K=1000 s-1
and
above. Taken all these into consideration, K=1000 s-1
has been used in this study.
The equilibrium vapour pressure of apple, as presented in Equation 6.23, can
be obtained from the sorption isotherm (1989).

126 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
)](ln[232.0182.0exp)(0411.0949.43696.0
,, TPMeMTPp satdb
M
dbsatveqv
(6.23)
Here, dbM is the moisture content (dry basis), satvP ,
is the saturated vapour
pressure of water (Pa) and, which can be related to wS via,
s
wwdb
SM
1. (6.24)
The saturated vapour pressure of water, satvP ,
, is a function of temperature and
is taken the regression equation found by Vega-Mercado et al. (2001) as,
.
ln656.61001445.0
104176.00486.03915.1/2206.5800exp
37
24
,
TTx
TxTTP satv
(6.25)
The vapour pressure, vp , is obtained from partial pressure relations given by,
Pp vv , (6.26)
where, v is the mole fraction of vapour and P is the total pressure (Pa).
The mole fraction of vapour, v , can be calculated from the mass fractions and
molecular weight of vapour and air as,
vaav
avv
MM
M
, (6.27)
Where, vM is the molecular mass of vapour (kg/mol), aM is the molecular mass of air
(kg/mol).
Solid deformation
Plant-based food materials are deformable under the condition of drying due to
simultaneous heat and mass transfer. From the multiphase transport model, it is easy
to calculate the related forces that cases displacement during drying. However, the
material properties, the real dominants of the response of the forces, are vital.
Mechanical properties during drying conditions are not available in the
literature. Without the appropriate mechanical properties, the predicted elastic
volume ratio (elastic Jacobian, Jel ) will show significant error. If we consider a very

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 127
basic hyperelastic model, a Neo-Hookean constitutive model as presented in
Equation 6.19, can be used in order to characterise material deformation.
)ln(2
1ln)3(
2
11 elels JJIW (6.28)
In the equation, 1I is the first invariant of the right-Cauchy-Green tensor
(details of the term is not covered here due to the irrelevancy of the preceding
discussion). Whereas µ is the shear modulus of the material and λ is the Lame’s
constant and can be calculated using the following equations:
)21)(1(
E and
)1(2
E
Where, E is the Elastic modulus and m is the Poisson ratio.
Eventually, the constitutive model depends on E and . The value of these two
mechanical characteristics significantly changes throughout the drying process. This
variation is discussed in Chapter 7 Section 7.3.5 (page 169).
Therefore, there was no literature found that dealt with variable mechanical
characteristics during IMCD. However, Gulati et al (Gulati & Datta, 2015) applied a
moisture dependent Elastic Modulus for a potato sample in their constitution model
for multiphase modelling during convective drying (taken from Yang and Sakai (H.
Yang, & Sakai, N. (2001)..
After an investigation, Yang and Sakai (2001) revealed that the variable
Elastic modulus was calculated at room temperature for different moisture content
and found increasing E with decreasing moisture content. This variable E cannot be
taken into consideration as the variation of E happens in drying condition. In drying
conditions, the materials remain rubbery (with various degree of softness) due to a
higher temperature. Moreover, the E should show a decreasing trend with a decrease
of moisture content (Krokida & Philippopoulos, 2005) until the sample reaches the
Glass phase. This study has gone some way towards enhancing our understanding of
deformation of plant-based tissue during drying in particular IMCD.
In addition to this, Gulati and Datta (2015) considered that mechanical
properties are correlated only with moisture contents. However, the pathway of fluid
is important as this significantly influences the material properties. As the
mechanical properties of processed plant-based tissue depend upon cell wall strength,

128 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
inter-cellular adhesion, ease of fluid flow and cell wall porosity (Ormerod et al.,
2004). Furthermore, in addition to this, processing temperature has a significant
effect on mechanical properties. Most of the fruits and vegetables show decreasing
firmness of raw tissue with an increase of temperature (Bourne, 1982). Therefore, a
relationship of Elastic Moduli with moisture content cannot express the accurate
nature of the mechanical properties of the sample during drying. .
Due to this practical constraint, the strain-stress relationship determination
from the constitutive law is beyond the scope of this study.Therefore, the volumetric
deformation due to moisture migration will be calculated by using a semi-empirical
shrinkage velocity model as mentioned below.
00
2
g
gws
TT
TT
L
Dv (6.29)
Where, Dw can be obtained from the total flux of the liquid water at any
particular time of drying. The concept of shrinkage velocity has also been found in
other literature (Aprajeeta et al., 2015; Golestani et al., 2013; Karim & Hawlader,
2005b).
Porosity calculation
The instantaneous bulk volume from the above shrinkage velocity approach of
the material during drying can be calculated by the following equation:
tvLtvrV ss 0
2
0 (6.30)
Where, Vw is the instantaneous volume of water, while Vs is the volume of
solid material of the sample that is considered constant throughout the drying
process. Also, t is the time of drying, r is the instantaneous radius of the sample and
L is the instantaneous thickness of the sample.
Assuming the mass of solid phase remains constant, instantaneous total
porosity can be determined by the following equation:
)1()1( 00 VV ss
(6.31)

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 129
0
011
V
V
(6.32)
Therefore, gas porosity gS (6.33)
6.1.2 Initial conditions
The initial conditions for equations 6.8, 6.9, 6.15, and 6.18 are given by,
0)0( wwtw Sc , (6.34)
0262.0)0( tvw , (6.35)
ambt PP )0(, (6.36)
and KT t 303)0( , (6.37)
respectively.
6.1.3 Boundary conditions
The schematic of apple geometry presented in Figure 6.4, shows the boundary
conditions
Figure 6-4: Boundary condition of multiphase IMCD model
Vapour flux
Total vapour flux, totalvn ,
, from a surface ( hypothetical) with only gas phase
can be written as,
RT
-pphn airvv
mvtotalv ,
,
(6.38)

130 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Where, totalvn ,
is the total vapour flux at the surface (kg/m
2s), mvh is the mass transfer
coefficient (m/s), and airvp ,
is the vapour pressure of ambient air (Pa).
In a multiphase problem, the total vapour flux on the surface encompasses
evaporation from liquid water and existing vapour on the surface. The boundary
conditions for water and vapour phase can be written as,
RT
-ppShn airvv
wmvw
, (6.39)
RT
-ppShn airvv
gmvv
, (6.40)
respectively.
In food drying, the pressure at the boundary (exposed to environment) is equal
to the ambient pressure, ambP . Hence, the boundary condition of pressure can be
expressed as,
ambPP . (6.41)
For the energy equation, energy can transfer by convective heat transfer and
heat can be lost due to evaporation at the surface, given by,
fg
airvv
wmvairTsurf hRT
-ppShTThq )( . (6.42)
Here, Th is the heat transfer coefficient (W/m2/K) and airT is the drying air
temperature (K).
6.1.4 Input parameters
The input parameters of the model are listed in.6.1 The rest of the parameters
that are not listed in this table are derived and discussed in the latter sub-sections.
Table 6-1: Input properties for the model
Parameter Value Reference
Sample diameter, Dias 40 mm This work
Sample thickness, Ths 10 mm This work
Equivalent porosity, initial, 0.922 (Ni, 1997; Rahman, 2008).
Water saturation, initial, 0.794 (Ni, 1997; Rahman, 2008).
Initial saturation of vapour, 0.15 (Ni, 1997; Rahman, 2008).
0
0wS
0vS

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 131
Parameter Value Reference
Gas saturation, initial, 0.19 (Ni, 1997; Rahman, 2008).
Initial temperature, T0 303K
Vapour mass fraction, 0.026 Calculated
Evaporation constant, Kevap 1000 This work
Drying air temperature, Tair 333K This work
Universal gas constant, Rg 8.314 J mol-1
K-1
(Çengel & Boles, 2006)
Molecular weight of water, 𝑀𝑤 18.016 g mol-1
(Çengel & Boles, 2006)
Molecular weight of vapour, 𝑀𝑣 18.016 g mol-1
(Çengel & Boles, 2006)
Molecular weight of gas (air),
𝑀𝑎
28.966 g mol-1
(Çengel & Boles, 2006)
Latent heat of evaporation, ℎ𝑓𝑔 2.26e6 J kg-1
(Çengel & Boles, 2006)
Ambient pressure, 𝑃𝑎𝑚𝑏 101325 Pa
Specific heats
Apple solid, 𝐶𝑝𝑠 3734 J kg-1
K-1
Measured
Water, 𝐶𝑝𝑤 4183 J kg-1
K-1
(Carr et al., 2013)
Vapour, 𝐶𝑝𝑣 1900 J kg-1
K-1
(Carr et al., 2013)
Air, 𝐶𝑝𝑎 1005.68 J kg-1
K-1
(Carr et al., 2013)
Thermal conductivity
Apple solid, 0.46 W m-1
K-1
(Choi & Okos, 1986)
Gas, 0.026 W m-1
K-1
(Rakesh et al., 2012)
Water, T4108.959.0 (Rakesh et al., 2012)
Density
Apple solid, 𝜌𝑠 1419 kg m-3
This study
Vapour, Ideal gas law, kg
m-3
Air, Ideal gas law, kg
m-3
Water, 1000, kg m-3
Permeability
Permeability is an important factor in relation to describing the water transport
due to the pressure gradient in unsaturated porous media. The value of the
permeability determines the extent of pressure generation inside the material. The
smaller the permeability, the lower the moisture transport and the higher the internal
pressure, and vice versa.
vw
sthk ,
gthk ,
wthk ,
v
v
w

132 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Permeability is a property of porous materials that defines the resistance to
flow of a fluid through the material under the influence of a pressure gradient.
According to Darcy’s law for laminar flow, pressure drop and flow rate shows a
linear relationship through a porous material (Scheidegger, 1974). The slope of this
line is related to permeability as shown below.
PA
LQk
(6.43)
Where, k is the permeability, Q is the volumetric flow rate, 𝜇 is the fluid
viscosity, A is the sample cross sectional area, and ∆𝑃 is the pressure gradient.
Permeability, k, is further divided into two groups namely, intrinsic permeability, ki,
and relative permeability, kr, given by the following expression:
The permeability of a material to a fluid, k , is a product of intrinsic
permeability, ik , of the material and relative permeability, rik ,, of the fluid to that
material (Bear, 1972), namely,
riikkk , . (6.44)
The intrinsic permeability, ki, represents the permeability of a liquid or gas in
the fully saturated state. The relative permeability of a phase is a dimensionless
measure of the effective permeability of that phase. It is the ratio of the effective
permeability of that phase to the absolute permeability. Relative permeability of
gases is a function of saturation.
The intrinsic permeability depends on the pore structure of the material and
from literature it is found as following (Feng et al., 2004) as ,
77.039.0
110578.5
2
312
wk . (6.45)
The gas intrinsic permeability kg was 21212 102.1104.7 m and
21313 104.2105.6 m at a moisture level of 36.0% (db) of 60.0% (db)
respectively. In this study, we used an average of212100.4 m (Feng et al., 2004).
Relative permeabilities are generally expressed as functions of liquid
saturation. There are numerous studies which have developed such functions (Plumb,

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 133
1991). In this study, the relative permeabilities of water, wrk ,
, and gas, grk ,, for apple
were obtained from the measurement of Feng et al. (2004), namely,
3
, wwr Sk , (6.46)
and wS
gr ek86.10
, 01.1
, (6.47)
Viscosity of water and gas
Viscosities of water (Truscott, 2004) and gas (Gulati & Datta, 2013) as a
function of temperature are given by,
T
ww e
1540143.19
(6.48)
and
65.0
3
27310017.0
T
g .
(6.49)
Effective gas diffusivity
The effective gas diffusivity can be calculated as a function of gas saturation
and porosity according to the Bruggeman correction (Ni, 1997) given by,
3/4
, gvageff SDD . (6.50)
Here, binary diffusivity, vaD , can be written as,
81.1
0
05103.2
T
T
P
PDva ,
(6.51)
where 𝑇0 = 256𝐾 and 𝑃0 = 1 𝑎𝑡𝑚. For simplicity, In this study effective gas
diffusivity was considered as 2.6 × 10−6 𝑚2
𝑠 (Datta, 2007b).
Capillary diffusivity of liquid water
Liquid from food material can flow from material of higher concentration to
the lower concentration of water due to the difference in capillary action. This is
referred to as “unsaturated” flow and is extremely important in food processing, for
example, in the drying of food materials. During the modelling of multiphase flow
for different food processing systems, the property of capillary diffusivity is very
important.

134 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Capillary force is one the main driving force of liquid water in drying (Ni,
1997). It is clear that in our formulation the capillary diffusivity, cD , is proportional
to w
c
S
p
, and is a function of capillary pressure.
It can be found from the literature that the capillary pressure increases
significantly at lower saturation levels and when it reaches irreducible saturation the
value becomes infinity. Therefore, that part is neglected to avoid numerical
instability. The underlying physics is that as wS approaches 1, more water becomes
free and the resistance of the solid matrix to the flow of free water is almost zero.
Therefore, cD is very large at high moisture content; as a result, the concentration
gradient is concomitantly small (Ni, 1997). As an outcome, the capillary diffusivity
can be very close to effective moisture diffusivity for very wet material when vapour
diffusion is insignificant. However, it can be quite different in the lower moisture
region.
Considering that the highest value corresponds to the highest saturation of
water, a similar relationship between capillary diffusivity and moisture as given by
Ni (1997) is used in this study, namely,
wbc MD 888.6exp10 8 . (6.52)
In this study, a similar function was developed for apple by analysing the value
of different effective diffusivity values presented in the literature (Esturk, 2012b;
Feng et al., 2001; Feng et al., 2000; Golestani et al., 2013)
Heat and mass transfer coefficient
The heat and mass transfer coefficients were calculated based on the empirical
relationship discussed in previous in Chapter 4 and found to be Th =16.746 W/(m2K)
and mh =0.017904 m/s, respectively.
After gathering all the required input parameters and initial conditions for the
governing equations and boundary conditions, the multiphase porous media IMCD
model was simulated in COMSOL Multiphysics. The simulated results were
validated by experimental data as discussed in the following section.

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 135
6.2 RESULTS AND DISCUSSION
In this section, profiles of moisture, temperature, pressure, fluxes and
evaporation rate are presented and discussed. Validation is also conducted by
comparing moisture content and temperature from experiments.
6.2.1 Average moisture content
The evolution of average moisture content obtained from IMCD1 and IMCD2
models and experiments are compared in Figure 6.5. It can be seen from the figure
that both of the models data show the agreeable trend as found in experiments.
However, IMCD2 shows better match at the end of drying; whereas IMCD1 shows
relatively low moisture content at 4500s.
Figure 6-5: Comparison between predicted and experimental values of average moisture content
during IMCD with and without shrinkage
It seems possible that this result is due to higher temperature developed in
IMCD1 model resulting higher moisture migration rate. It was found that moisture
content (dry basis) of apple slice dropped from its initial value of 6.14 kg/kg to 1.58
kg/kg after 4500 s of drying. In addition to this, due to extensive time requirement to
run the models until equilibrium condition, there is a room for future research.
6.2.2 Distribution and evolution of water and vapour
The predicted distribution of water saturation and vapour saturation along the
half thickness of the material at different times is shown in Figure 6.6 and 6.7,
respectively.

136 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
The result obtained from both the models show that over the course of drying
the water saturation near the surface was lower than in the centre region. Moreover,
due to an adequate supply of drying air, all of the water at the surface migrated
through convective flow instantly removed from the surface. This nature of moisture
distributions within the sample seem to be consistent with the findings of Chemkhi et
al. (2009), namely, that the core contained higher moisture content compared to the
surface. Along the drying time, it is clearly demonstrated from Figure 6.6 that
concentration of water is decreased for both of the models.
Figure 6-6: Spatial distribution of water saturation with times for IMCD1 and IMCD2
Figure 6-7: Spatial distribution of vapour with different time for IMCD1 and IMCD2

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 137
Unlike the moisture distribution, vapour saturation was found to increase with
drying time within the sample (as shown in Figure 6.7). However, the vapour
saturation at and near the surface was lower than the centre, because the vapour
coming from the surface was immediately removed by the drying air through
convection. In addition to this, it is clearly apparent from Figure 6.7 that
concentration of vapour of any point of the sample is decreased with time for both
the models.
A higher vapour fraction is found in these IMCD drying compared to
convective drying due to higher vapour generation in IMCD. It is also observed that
average vapour fraction fluctuates with the intermittency of microwave application.
However, vapour fraction is relatively higher (up to 0.45) in IMCD1 compare to
IMCD2, as shown in Figure 6.8. A possible explanation for this might be that
unchanged volume consideration causes more volumetric heating resulting higher
vapour generation during IMCD1.
6.2.3 Temperature evolution and distribution
Figure 6.9 shows the average surface temperature evolution of the material for
IMCD1 and IMCD2. Oscillations of temperature during both models are found as
expected because temperature increases during microwave on-time and drops during
the tempering periods. Due to sudden exposure of the sample to higher air
0
0.1
0.2
0.3
0.4
0.5
0.6
0 1000 2000 3000 4000 5000 6000
Aver
age
vap
our
frac
tio
n
Time (s)
Without shrinkage
With shrinkage
Figure 6-8: Average vapour mass fraction in apple sample during IMCD drying

138 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
temperature and volumetric heating, the surface temperature rose sharply at the
beginning of the drying process. Then, the temperature rose with the same rate for
IMCD1; however, a temperature fluctuation within a constant range 60-65 0C is
observed during IMCD2.
The inconsistency may be due to higher absorption of microwaves is taken into
consideration as the volume of the sample assumed constant for IMCD1 (as
absorption power maintain an association with sample volume as discussed in
Section 3.3.6). The trend of temperature obtained for IMCD2 is consistent with that
of Sunjka et al.(Sunjka et al., 2004) who found almost stable temperature for
Cranbarry during microwave convective drying after 15 min. of drying. It seems
possible that this result is due to low power absorption happened while the moisture
decreases. In addition to this, considering shrinkage and porosity evolution in
IMCD2 provides a realistic change of thermos-physical properties of the sample.
Figure 6-9: Top surface average temperature obtained for IMCD1 and IMCD2
To compare the temperature distribution within the apple sample during
IMCD1 and IMCD2, simulation results are shown in Figure 6.10. From the figure, it
is apparent that the surface temperature was always lower than the central
temperature over the course of drying. This higher interior temperature could be due
to evaporation cooling and higher absorption power towards the core due to higher
moisture content.

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 139
Figure 6-10: Temperature distribution within apple sample during IMCD1 and IMCD2
6.2.4 Vapour pressure, equilibrium vapour pressure, and saturated pressure
The comparison between vapour pressure, equilibrium vapour pressure and
saturation vapour pressure at the surface during IMCD1 and IMCD2 are presented in
Figure 6.11. A proper understanding the nature of these three pressures is essential to
an understanding of drying kinetics.
Figure 6-11: Average vapour pressure, equilibrium vapour pressure and saturation pressure at surface
0
10000
20000
30000
40000
50000
60000
70000
80000
0 500 1000 1500 2000 2500 3000 3500 4000
Pre
ssu
re (
Pa)
Time (s)
Vapour Pressure ( No shrinkage)
Equilibrium VP ( No shrinkage)
Saturation VP ( No shrinkage)
Vapour Pressure ( shrinkage)
Equilibrium VP (shrinkage)
Saturation VP (shrinkage)

140 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
The saturated vapour pressure varies with temperature, and data is available
from many sources. The saturated vapour pressure obtained from simulation is
compared with literature (Çengel & Boles, 2006) and this accords with available
data. The equilibrium vapour pressure data was calculated from the sorption isotherm
of apple and, was found to be lower than the saturation vapour pressure as expected
for IMCD. All of the pressures show fluctuation due to temperature oscillation
resulting from intermittency of microwave energy source.
At the initial stage of drying, vapour pressure found higher than equilibrium
vapour pressure that is resulting higher evaporation at this time. After this period
these pressures overlap for IMCD2; however, a constant discrepancy of this pressure
was found for IMCD1. For IMCD2, the overlapping is caused by the surface
becoming dried and the equilibrium vapour pressure then becomes lower.
6.2.5 Gas pressure
In Figure 6.12, spatial gradient of the gas pressure (ambg PPP ) within the
sample is presented.
Figure 6-12 Gas pressure gradient across the half thickness the sample in different times during
IMCD1 and IMCD2
Figure 6.12 indicates that the gas pressure is maximum at the core region and
progressively drops towards the surfaces. Due to lower gas porosity the migration of
gas from the interior is restricted while the sample contains higher moisture content,

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 141
and this causes a rise in total gas pressure. In microwave heating, this type of gas
pressure distribution is in agreement with the available literature (Feng et al., 2001;
Wei et al., 1985). The regions having zero gas pressure maintain atmospheric
pressure. Increasing with gas porosity, the amount of gas migration from the centre is
increased and the lower gas pressure gradient is observed.
6.2.6 Evaporation rate
As the IMCD models considered non-equilibrium approaches, calculation and
visualisation of evaporation within the sample are great advantages over other the
equilibrium approaches. Figure 6.13 illustrates the spatial distribution of the
evaporation rate over the course of IMCD.
From the figure, it is quite revealing that a higher evaporation rate occurs near
the surface and maintains a non- equilibrium condition.
Figure 6-13: Spatial distribution of evaporation rate at different drying times during IMCD1 and
IMCD2
It is clear from the figure is that the evaporation maintains a zone, which starts
not exactly from surface, rather beneath the surface and decreasing to zero
evaporation towards the core (as demonstrated in Figure 6.14). This result may be
explained by the fact that the liquid water saturation becomes lower near the surface
of the sample and contributes no difference between the vapour pressure and

142 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
equilibrium vapour pressure. Eventually, the evaporation front moves inside of the
material as drying progress.
Another interesting pattern emerged from the graph in Figure 6.13, the peak of
evaporation moves towards the centre. One possible reason for this is the gradual
increase of completely dried thickness from the surface. IMCD1 shows the random
nature of the evaporation zone throughout the drying time; whereas, IMCD2
provides a well-distributed evaporation zone. In other words, pore formation and
evolution consideration makes difference in IMCD1 and IMCD2 evaporation rate
profiles as porosity plays important role in determining the transport phenomena
during drying.
6.2.7 Liquid water and vapour fluxes
The major advantage of a multiphase porous media model is that the relative
contribution of liquid water and vapour fluxes due to diffusion (due to a
concentration gradient) and convection (due to gas pressure gradient) can be
illustrated.
Liquid water fluxes
Water fluxes due to capillary pressure (diffusive flow) and gas pressure
gradients (convection flow) are plotted in Figure 6.15 and Figure 6.16, respectively.
Water capillary flux
It can be seen from Figure 6.14 that the capillary flux is higher at about 0.4–0.8
mm beneath the surface and this peak is moving towards the core with drying time in
both models. It is worthy to note here that capillary flux ( wc cD ) is directly
proportional to moisture gradient ( wc ) of the sample. Moreover, the gradient is
higher initially near the surface and the peak of gradient moves towards the centre
with time. These factors may explain the nature of the spatial distribution of water
capillary flux within the sample.
In addition, with time the pick capillary flux reduces due to moisture migration
as shown in Figure 6.14. The capillary flux in IMCD1 does not represent the typical
trend concentration gradient.
Water convective flux

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 143
The water flux due to the gas pressure gradient (Figure 6.15) showed a similar
pattern of water diffusion flux distribution, although with lower magnitude than
capillary flux for IMCD2 as expected. Therefore, it is clear from this result that
diffusive water flux dominates over the convective flux throughout the food
processing time.
Figure 6-14: Spatial distribution water flux due to capillary diffusion at different drying times during
IMCD1 and IMCD2
Figure 6-15 Spatial distribution water flux due to gas pressure gradient at different drying times
during IMCD1 and IMCD2

144 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
The convective water flux increased from zero (at the centre) to a peak at
approximately 0.5 mm beneath the surface. This could be due to the higher-pressure
gradient near the surface resulting higher convective flow. However, in convection
drying, the gradient of pressure is needed a closer inspection, because there may not
be enough pressure development inside the sample.
However, IMCD1 showed higher convective flux than capillary flux with
increasing trend while drying progress, which cannot be justified. This rather
contradictory result may be due to higher temperature developed in the sample for
IMCD1.It is also apparent that the convective flux is higher than capillary flux in the
case of IMCD1, which also not acceptable as capillary flux water must be higher
than convective flux during low-temperature drying.
The patterns of liquid fluxes show that liquid water concentration prediction
differs in IMCD1 and IMCD2 mainly due to the differences in convective flux. As
convective flux is directly affected by available porosity of the sample, ignoring
shrinkage leads erroneous prediction of convective flux.
Vapour fluxes
Figure 6.16 and 6.17 show the spatial distribution of the diffusive and convective
fluxes of vapour, respectively.
Figure 6-16: Spatial distribution vapour flux due to binary diffusion at different drying times during
IMCD1 and IMCD2

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 145
Figure 6.16 shows that vapour flux due to binary diffusion occurring near the
surface with zero in the centre of the sample. It seems possible that this types of
spatial distribution of capillary flux of at the transport at the surface, which generated
large vapour concentration near the surface resulting in a higher diffusion flux. The
findings of this study in this regard is consistent with that found by Ousegui et al.
(2010) who found a similar pattern of capillary vapour flux.
The spatial distribution of convective flux during IMCD is presented in Figure
6.17 . Due to controlled application of microwave the temperature could not reach
such higher that causes huge evaporation.
Figure 6-17: Spatial distribution of vapour flux due to gas pressure at different drying times during
IMCD1 and IMCD2
Therefore, gas pressure developed within the sample is minimal ranging 1-10
Pa. From the above figure, it is clear that convective vapour flux is occurring near the
surface with zero centres depending on the gas pressure gradient at any time.
However, IMCD1 does not capture this trend due to unnatural temperature
development at the end of drying. Similar to water concentration, vapour
concentration prediction was not found correct in case of IMCD1 due to this
unnatural temperature development.
In brief, the vapour and water fluxes caused by all sources showed that the
fluxes were minimal at the centre and gradually increase until a peak is achieved.

146 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
From the pick, these start decreasing towards the surface and show zero fluxes
except vapour diffusive flux.
6.2.8 Gas porosity
Figure 6.18 shows the porosity evolution of the sample against moisture
content. In the figure, there is a clear trend of increasing porosity with a decrease of
moisture content. This increase of porosity is the direct consequence of the increase
in gas saturation during drying. Moreover, porosity prediction from IMCD2 agrees
closely with experimental value whereas IMCD2 failed to predict a reasonable value
of porosity over the course of drying.
The proper prediction of porosity is essential heat and mass transfer as porosity
affects thermo-physical properties of the sample. The effect of shrinkage and
porosity evolution on thermal conductivity, effective heat capacity and effective
density is discussed below:
6.2.9 Thermal conductivity
Thermal conductivity is defined as the ability of a material to conduct heat. The
structure of the foodstuff, its composition, heterogeneity of food and processing
conditions influence the thermal conductivity of foods (Hamdami et al., 2003;
Sablani & Rahman, 2003).
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
2.5 3 3.5 4 4.5 5 5.5 6 6.5
Poro
sity
Moisture content (kg/kg of solid)
Without shrinkage
With shrinkage
Experimental
Figure 6-18: Change of porosity with moisture removal

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 147
It is clear from Figure 6.19 that the effective density decreases sharply for
IMCD1 without shrinkage resulting in higher gas porosity. Dry porous solids are
very poor heat conductors because air occupies the pores resulting in low thermal
conductivity. This is the case of IMCD1.
Figure 6-19: Effective thermal conductivity with moisture content during IMCD
6.2.10 Effective specific heat capacity
Like effective thermal conductivity, effective specific heat capacity
significantly depends on the pore characteristics and distribution of different phases,
such as air, water, ice, and solids.
Figure 6-20: Effective specific heat capacity with moisture content during IMCD
0.2
0.3
0.4
0.5
0.6
0.7
0.8
2.5 3 3.5 4 4.5 5 5.5 6 6.5
Eff
ecti
ve
ther
mal
conduct
ivit
y
(W/m
.K)
Moisture content (kg/kg solid)
Without shrinkage
With shrinkage
2000
2200
2400
2600
2800
3000
3200
3400
3600
3800
4000
2.5 3 3.5 4 4.5 5 5.5 6 6.5
Eff
ecti
ve
spec
ific
hea
t
capas
ity (
J/kg.K
)
Moisture content (kg/kg solid)
Without shrinkage
With shrinkage

148 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
It is clearly apparent from Figure 6.20 that effective specific diffusivity highly
depends on the porosity of the sample. Therefore, neglecting shrinkage during
multiphase model should not be justified.
6.2.11 Effective density
Effective density, generally, depends on shrinkage and pore evolution over the
course of drying.
Figure 6-21: Effective specific heat capacity with moisture content during IMCD
Figure 6.21 shows the effective density of the apple sample at different
moisture content. The graph clearly shows that effective density is significantly
affected by the distribution of multiphase in the sample. The effective density found
in IMCD2 is consistent with experimental results.
6.2.12 Comparison between single phase and multiphase
In order to demonstrate the advantages of multiphase model, a comparison
between the findings of single phase and multiphase are presented in this section.
Figure 6.22 shows the trend of temperature in the sample.
350
450
550
650
750
850
2.5 3.5 4.5 5.5 6.5
Eff
ecti
ve
den
sity
(kg/m
3)
Moisture content ( kg water/kg solid)
Without shrinkage
With shrinkage
Experimental

Chapter 6 | Multiphase IMCD model
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 149
Figure 6.22: Volumetric average temperature evolution during drying
It is clearly apparent that temperature prediction using multiphase porous media
model is closer to experimental result than single phase model. In the single phase
model, an increasing trend in temperature is found throughout the drying time while
the multiphase provided more realistic temperature trend and agreed well with
experimental data. Our experimental result is consistent with Sunjka et al.(Sunjka et
al., 2004) who found a stable temperature at the later part of drying.
Similar to temperature profile, other results found in single phase and multiphase
model have differences. In most of the cases, proper prediction of temperature and
shrinkage in the multiphase makes these differences.
6.3 CONCLUSIONS
Two non-equilibrium multiphase porous media models for IMCD have been
developed. Incorporation of shrinkage and pore evolution proved a significant
advancement relative to existing approaches. A number of parameters of the model
were validated by experimental results and demonstrated that good agreement
existed. One of the more significant findings to emerge from this study is that
consideration of shrinkage and pore evolution during IMCD can explain more
accurately the physics of heat and mass transfer. In addition to this, the model can
manifest the characteristics of different parameters such as evaporation rate, capillary
diffusion, effective thermal conductivity, gas pressure successfully, which is not
possible by using simpler models. In addition to this, the results of above-mentioned

150 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
parameters can be utilised to answer particular inquiries in practical situations where
real time observation of these parameters is not possible. As this model is physics
based, which provides a deeper insight of heat and mass transfer over the course of
drying; eventually, it can be implemented for predicting energy requirement, quality
enhancement and process optimisation.

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Chapter 7: Effect of Porosity on Food
Quality
Quality is the extent to which a product meets the needs of the consumer. It
includes sensory properties, psychological factors, and other characteristics such as
contributions to health and compatibility with lifestyle conditions (Bonazzi &
Vasseur., 1996; Bruhn, 1994). Several authorities have defined quality in various
ways, but the term appears to be associated with the degree of fitness for use or the
satisfaction derived from it by consumers (Rahman, 2005). Quality attributes can be
divided into two major categories: sensory and hidden.
The sensory characteristics of quality include colour, gloss, size, shape,
texture, consistency, flavour, and aroma, which consumers can evaluate
with their senses (Avila & Silva, 1999; Bruhn, 1994; Salunkhe et al., 1991)
. One of the most important sensory quality attributes is colour because it
measures the first impact of the product on consumer perceptions (Avila &
Silva, 1999; Bonazzi & Vasseur., 1996). Other important attributes to the
initial acceptance of food are appearance, flavour and texture.
Hidden quality attributes, which consumers cannot evaluate with their
senses are hidden characteristics, such as nutritive value and the presence
of harmful or toxic substances (Salunkhe et al., 1991) .
In addition to the preceding classification, Rahman (1999) proposed a
classification containing four major classes: (1) physical and physicochemical
properties, (2) kinetic properties, (3) sensory properties, and (4) health properties.
Quality attributes are presented in Figure 7.1.

Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Owing to the complex nature of food products and the wide range of
temperatures and moisture contents developed within the system, the quantitative
description of the relations between processing conditions and product quality has
proved difficult (Franzen et al., 1990). For example, the severity of processing also
results in higher nutritional loss and general poorer product quality. It is, therefore,
obvious that an optimum combination of processing time must be established to
obtain the desired food characteristics. In many cases, the right levels of various
processing parameters are needed to develop the appropriate flavour, texture, and
aroma.
However, the pore characteristics of biomaterials is a critical factor that affects
heat and mass transport in capillary-porous biomaterials (Krokida & Maroulis, 1999;
Luikov A.V., 1975), and quality attributes of food products. The influences of CD
and IMCD will be described in terms of pore characteristics of dried sample.
Rehydration capacity, microstructure, mechanical characteristics and optical
properties of finished product are described in the following sections.
Figure 7-1: Classification of food quality attributes

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 153
7.1 REHYDRATION CAPACITY
It is indispensable for the porous dried biomaterials to rehydrate faster to obtain
the desired sensorial and textural properties. Therefore, rehydration is the process of
moistening a dry material. In most cases, dried foods are soaked in water before
cooking or consumption. Thus, rehydration is one of the most important qualities. In
practice, most of the changes that occur during drying are irreversible, and
rehydration cannot be considered simply as a process reversible to dehydration
(Lewicki et al., 1998). Different type of rehydration characteristics namely, weight
gain, the coefficient of rehydration, relative height and diameter, and the relationship
between volume gain and mass gain are compared for IMCD treated the product with
the convection dried product.
7.1.1 Weight gain
The characteristics of weight gain during rehydration of IMCD and CD treated
samples are presented in Figure 7.2. For both types of sample, absorption of water is
rapid in the beginning. A rapid moisture uptake is due to surface and capillary
suction. Porosity, capillaries and cavities near the surface, temperature, trapped air
bubbles, amorphous-crystalline state, soluble solids and pH of the soaking water are
the factor that affects the rehydration kinetics (Lewicki et al., 1998; Rahman M.S &
C.O., 1999; Weerts et al., 2003). However, porosity is found the dominating factor
affecting rehydration mechanisms (e.g.,. diffusion, capillary imbibition) of dried food
materials (Farkas & Singh, 1991; Karathanos et al., 1993; Marabi & Saguy, 2004).
In addition to this, the ability to reconstitute varies with drying conditions and
the same fresh materials might end up as an entirely different product. For example,
freeze-dried materials seem to have a higher and quicker rehydration ability, than air
and microwave dried products (Laurienzo et al., 2013; Oikonomopoulou & Krokida,
2013; Pei et al., 2014).

154 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Figure 7-2: Weight gain of samples during rehydration
7.1.2 Coefficient of rehydration (COR)
The COR of IMCD and CD is presented in Figure 7.3 below. It is observed that
samples dried in IMCD condition had higher values of COR. COR of IMCD treated
was found 08.070.0 , whereas 18.063.0 was found for CD treated samples. The
higher value of COR for the IMCD treated implies that IMCD less irreversible
deformation than CD.
Furthermore, rehydration may be taken as a measure of the injury of the food
material caused by drying. Therefore, the rehydration capacity highly depends on the
nature of porosity, for example, low porosity leads to products with poor rehydration
0
0.5
1
1.5
2
2.5
3
3.5
0 100 200 300 400 500
Wei
gh
t g
ain
Time (min)
IMCD
Convection
Figure 7-3: COR of IMCD and CD treated apple samples.

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 155
capabilities (Mayor & Sereno, 2004; Mcminn & Magee, 1976). Marabi and Saguy
(2004) investigated the effect of porosity ranging between 0.13-0.90 on rehydration
of dried carrots and found faster rehydration kinetics for the samples with higher
porosity. This is due to the irreversible collapse phenomenon following the loss of
turgidity during drying.
7.1.3 Relative height and diameter
Relative diameter and height of the sample during rehydration with time are
presented in Figure 7.4 and Figure 7.5. At the initial stage of rehydration, water
enters through the open pores. During further rehydration, solid matrix (cell walls)
absorb water and the material swells (Witrowa-Rajchert & Lewicki, 2006). Due to
less resistance of penetration of water is observed for the IMCD treated apple
sample. This may be due to less or no case hardening is happening during IMCD
drying.
Unlikely the relative diameter, IMCD shows less relative height gain than the
CD treated sample. This may be due to the higher amount of water swallowed by the
thick crust on the exposed surface.
In addition of this, the height of the apple slice obtained from convection
drying increased quickly and afterwards a sudden collapse of the structure was
detected. The collapse occurred in the CD treated sample at different times and
appeared to be an explicit characteristic of the convection dried samples. Most
1
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2
0 100 200 300 400 500
Rel
ati
ve
dia
met
er
Time (min.)
IMCD
Convection
Figure 7-4: Relative diameter of apple sample during rehydration

156 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
probably, it is the manifestation of uneven structural modification during convection
drying of the apple samples.
7.1.4 Relationship between relative mass increase and relative volume increase
Both IMCD and CD treated apple samples are porous and therefore, their mass
gains were greater than the volume increase. However, the speed of volume gaining
depends on pore characteristics of the dried samples. For example, initially, volume
gaining for the convective dried sample is much faster than that for the IMCD treated
sample, as shown in Figure 7.6.
Figure 7-6: Relationship between relative volume change and relative mass change
1
1.1
1.2
1.3
1.4
1.5
1.6
1.7
0 100 200 300 400 500
Rel
ati
ve
hei
gh
t
Time (min.)
IMCD
Convection
Figure 7-5: Relative height of apple sample during rehydration

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 157
As water penetrates first to the material through the thick crust in the case of
convective dried sample then that resulting swelling of solid matrix (Witrowa-
Rajchert & Lewicki, 2006).
On the other hand, slow volume gain is anticipated for the IMCD treated
sample at the initial stage. For IMCD treated sample, water penetrated first into open
pores that did not evoke an equivalent amount of volume gain.
In brief, the volume change over the period of rehydration predominantly
depends on the porosity and relaxation of the shrinkage stress of the dried plant
tissue (Witrowa-Rajchert & Lewicki, 2006). For this reason, dried food with higher
porosity gain less in its volume as the rehydrated water fills the pores significantly.
On the other hand, in the case of dried product with low porosity, rehydrated water
penetrating into the solid matrix and leads to swelling; consequently the volume of
the rehydrated sample increases profoundly.
7.2 MICROSTRUCTURAL CHANGES DURING DRYING
In most of the cases, food materials are complex in terms of physical
characteristics. Most of the food materials subjected to a drying process can be
treated as hygroscopic porous amorphous media with the multiphase transport of heat
and mass. Chemical composition and physical structure of food materials influence
both heat and mass transfer mechanisms (Rosselló, 1992). Since the correlations
between physical and microstructural changes could help identify optimum drying
conditions, several studies have been conducted to investigate such relationships in
various food products (Achanta & Martin, 1996; Askari et al., 2009; Gumeta-Chavez
et al., 2011; Riva et al., 2005; Yang et al., 2010).
Due to concurrent heat and mass transfer, complex microstructural changes
take place in the sample. Food properties, drying methods, and their conditions
influence the microstructural changes of the final dried product (Joardder et al.,
2015b). Even the same type of raw materials demonstrates different microstructural
changes and pore characteristics depending upon the drying method and conditions
(Joardder et al., 2013c; Sablani et al., 2007). Therefore, microstructural change is
directly dependent on initial water content, temperature, pressure, relative humidity,
air velocity, electromagnetic radiation, food sample size, composition and initial

158 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
microstructure and the viscoelastic properties of the biomaterial (Joardder et al.,
2013b; Krokida et al., 1997; Saravacos, 1967).
There are a number of studies that deal with the microstructural changes during
the conventional drying process. However, researchers have not studied
microstructural changes and pore formation during microwave and IMCD drying.
In this section, the effect of temperature distribution on microstructure and
porosity of the food material is investigated. Microstructural changes during
convective, microwave and IMCD drying are discussed in great detail. In addition to
this, case hardening, crust formation, hot spot and nano-pore formation are also
discussed.
7.2.1 Microstructure of exposed surface
In hot air drying of fruits and vegetables, in general, the tissue is featured by an
extensive shrinkage and microstructural changes, such as fruit ‘softening’ or loss of
‘firmness’ as shown in Figure 7.7 (Aguilera & Chiralt, 2003; Bolin & Huxsoll,
1987).
In addition to this, the evaporation rate is higher in microwave drying, and it
has a substantial effect on the pore formation during drying. In particular, over the
Figure 7-7: Exposed surface porosity in different type of drying

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 159
time of drying under microwave energy, higher microwave power leads to increased
evaporation rate; consequently, a more porous structure developed in comparison
with drying with lower microwave drying. Therefore, quick evaporation of water
retains the porous structure and causes less collapse of the solid matrix.
Due to thermal exposure of the cells of the surface of the sample, there is a
significant amount of collapse. Figure 7.8 shows a digital and microstructural image
of dried sample achieved from AD and MCD. It is clear from the figure that there is
little evidence of porosity present on the surface mainly due to case hardening.
On the other hand, avoidance of case-hardening can be achieved by balancing
the energy flow to the surface and volumetric heating. Application of microwave
develops a higher driving force for moisture flow by increasing vapour pressure
difference between the interior and surface of food materials. Sometimes, it may
cause puffing within the sample but eventually this increase of vapour pressure
enhances the porosity of the plant-based food materials (Therdthai & Visalrakkij,
2012).
CMD causes overheating those results in the burn of the solid materials as
shown in Figure 7.8. When the food materials get exposed to microwaves resulting
local overheating as the warmer areas are better able to absorb further energy than
Figure 7-8 : Microstructural change of apple slice during convective drying (left) microwave
(right) (40X magnification in SEM image)

160 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
the colder areas. It may be due to lower heat exchange rate between the hot spots and
the rest of the material. Similarly, due to the non-uniform higher temperature inside
the sample, rapid phase change happens.
Compared to convective drying, IMCD provides better product quality as
shown in Figure 7.9. Since the least efficient part of the conventional drying system
is near the end of drying. Therefore, incorporation of microwave energy would be
optimised if it is used to remove the last one-third of the moisture content (Joardder
et al., 2015b).
It can be claimed that the use of microwave energy in the early stage of drying
may result in cellular collapse and bulk shrinkage in the final products (Al-Duri,
1992) (Zhang et al., 2006).
From Figure 7.9, it is clear that the structural quality of IMCD finished product
is far better than convective, and continuous microwave dried product. Case
hardening is minimal, and the cells of the surface are not completely collapsed.
Therefore, a vast number of unbroken cells are present on the surface of the sample.
In the same way, the sample shape remains almost as round as it was initial. All of
these positive outcomes relate to uniform temperature distribution and the small
temperature gradient between the surroundings and the entire sample.
Figure 7-9: Microstructural change of apple slice during IMCD drying (40X
magnification in SEM image)

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 161
Figure 7-10: Open porosity of dried product achieved from different drying conditions
Furthermore, intermittency in microwave application combined with other
drying methods in many cases causes a uniform porosity throughout the sample, due
to uniform distribution-redistribution of moisture and temperature(Gunasekaran,
1999; Joardder et al., 2013b). Consequently, higher open pores are found for IMCD
treated dried food as presented in Figure 7.10.
7.2.2 Case hardening
SEM image of exposed and internal (sliced from top) surfaces have been
presented in Figure 7.11.
Figure 7-11: Case hardening and internal pores in convective dried apple slice (40X magnification
in SEM image)

162 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
In the entire exposed surface of convection dried sample, the presence of the
case hardening is evident. However, as shown in Figure 7.11, the internal cells do not
get damaged as much as happened to the cells of the surface.
From the figure, it is also clearly noticeable that some cells inside the food
remain unbroken and the inside is more porous than the surface. Moreover, the case
hardening occurred not only on the top surface but also on other exposed surface
(e.g. sides of the sample) for the convective dried sample. This case hardening
hinders the heat and mass transfer by acting as an insulator to these processes. This
may be one of the reasons why the convection drying takes longer time than IMCD
(Karathanos et al., 1996b). Image analysis provided the crust thickness of dried apple
tissue for CD and IMCD treated samples as presented in Table 7.1.
Table 7-1: Crust thickness of the IMCD and CD treated samples
Drying conditions Crust thickness (mm)
Convective drying 50-70 0C 0.86± 0.24
IMCD 600
C and 100W 0.46± 0.27
As can be seen from Table 7.1, the CD treated sample has significantly thicker
crust than the sample treated in IMCD.
7.2.3 Cell wall Nano-pores
In CMD, the higher driving kinetics causes water to migrate in such a way that
it develops numerous tiny pores, as shown in Figure 7.12, which is not observed in
air-dried samples.
Figure 7-12: Development of nano-pores during CMD, convective drying and IMCD

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 163
Moreover, microwave oven dried apple slice contains many tiny pores that are
completely absent in the hot air dried sample. In microwave drying, internal
volumetric heating drives moisture through the intracellular pathway. Consequently
many small pores are developed on the cell membranes that are absent in the case of
hot air convective drying. This type of small pores is significantly influenced by both
moisture and temperature distribution. Whereas, at low microwave power, the cell
structure is found intact due to weakly induced force (Khraisheh et al., 2004).Similar
to CMD, nano-pores prevail in the IMCD treated sample, however, it has less
diameter than CMD treated samples. For microwave, the nano-pore rage is 365-1239
nm and IMCD cell walls having nano-pores ranging between 201-580 nm.
7.2.4 Effect of microwave power on microstructure
SEM images of dried apple samples obtained for three different microwave
powers are presented in Figure 7.13.
From the figure, it is clear that both number and size of tiny pores increase with
the increase of power of microwave. This difference may be caused by higher mass
flow rate with higher temperature from the cells.
Figure 7-13: Effect of microwave power on microstructure and porosity
Apart from this, multiple tiny pores could be combined during the time of
microwave heating. Therefore, microwave power should be taken into considering
carefully achieving proper porosity in the samples.

164 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
7.2.5 Internal pores
Internal pores are arranged differently than external pores. In Figure 7.14, SEM
images of dried product from all of the selected three drying are presented. From the
figure, it is obvious that different drying conditions influence the internal structure of
the food as they do on the exposed surfaces. Sever uneven collapse and puffing is
observed in the MW dried food. This may be caused by significant uneven heat and
mass transfer during continuous microwave drying. On the other hand, there are both
collapsed and non-collapsed cells within the convective dried product. Whereas,
dried product achieved from IMCD possesses uniform pores throughout the sample.
Overall, the internal pore formation is closely dependent on the pattern of
temperature and moisture distribution (Joardder et al., 2013b).
In a nutshell, the spatial distribution of temperature and moisture is the most
substantial issue that influences the structural modification of the sample undergoing
simultaneous heat and mass transfer. In the light of these findings, the microstructure
produced during convective drying is severely collapsed; in particular, on the outer
surfaces, as it is exposed to the hot air for a longer period. On the other hand,
microwave heating reduces drying time with resulting uneven hot and cold zones
within the food sample. Consequently, the unexpected microstructure is produced
during CMD. Unlike convective and CMD, IMCD drying produces a relatively better
microstructure with higher porosity. Taken together, choosing proper intermittency
of microwave and temperature distribution, desired changes of microstructure and
Figure 7-14: Internal pores in dried apple slice

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 165
porosity can be obtained for dried food samples. The current study thus clearly
establishes the role of temperature distribution and redistribution on microstructure
and porosity over the time of drying.
7.3 MECHANICAL PROPERTIES OF DRIED FOODS
Mechanical properties of food materials, in particular, cellular food materials
are determined by the cell wall composition and solid matrix architecture. Among the
mechanical properties, stiffness, hardness and strength of food can be correlated with
the porosity, and other characteristics of pores (Bhatnagar & Hanna, 1997; Gogoi et
al., 2000; Ross et al., 2002). The variation in porosity, average pore size, pore size
distribution, and specific surface area also have significant effects on the mechanical,
textural, and other quality characteristics of dried foods. In general, porosity allows
the fluid to flow from the food under the compression during consumption, thus
influencing the mechanical properties of the dried food (Ralfs, 2002).
Vincent (1989) pointed out that torsional stiffness (0.5-7 MPa ) changed with
the variation of porosity (0.84-0.54 ) in the case of fresh apple. It was also found that
stiffness maintained a linear relation when it was plotted as a dependent of 𝜀0
23⁄.
However, prediction of mechanical properties by considering porosity is complicated
and uncertain due to morphological anisotropy of food materials.
In addition to these, the hardness of the sample is strongly affected by pore
characteristics. Results from several sources have identified that increased pore size
decreases the hardness of the dried sample (Liu & Scanlon, 2003; Therdthai &
Visalrakkij, 2012). Furthermore, the softness of the dried tissue is attributable to the
portion where the larger pores exist. It seems possible that tissue with larger and
higher pores have a solid matrix of lower strength; consequently, it can be easily
broken.
Biological materials, especially plant tissue, encompass very complex natures
due to their anisotropy, porous, hygroscope attributes. Fresh apple has a large amount
of intercellular space which contains 22-38% air spaces of total tissue volume. In
other words, fresh apple flesh is intensely porous with initial porosity 0.22-0.38
(Lewicki & Pawlak 2003). Amongst different types of apples, Granny Smith is one
of the higher initial porous materials (0.33), due to larger cell dimension and thinner
cell wall thickness. Larger cells in plant tissue generally are found more loosely

166 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
packed than smaller cells. Despite having almost same moisture content 0.86 g/g
sample and 0.87 g/g of a sample for Granny Smith and Red Delicious respectively)
and density (789 kg/m3
and 766 kg/m3
for Granny Smith and Red Delicious
respectively), Granny Smith and Red Delicious apples show different drying rates.
Moreover, literature has confirmed the role of mechanical properties of plant-based
food with flavour, bio-availability of nutrients and textural perceptions (Ormerod et
al., 2004) .
Plant cell membrane and wall are semi-permeable and regarded as the
components that affect the transfer of water to and from parenchyma cells (Fanta et
al., 2012; Qi et al., 1999). Determination of moisture content in fruits and vegetables
is still a complex task as they contain both free and bound water. Determination of
the separate types of water is even more critical than the estimation of total water.
The drying rate of the later falling rate period is much too slow as the internal mass
transfer resistance increases due to water being transported through a thicker layer of
the dry solid matrix (Aversa et al., 2011).The literature shows in order to remove last
10% of water from food material it takes almost the same time that is required to
remove the first 90% of water content. In another word, bound water migration from
food materials during drying takes more time and energy to migrate from food
material. In plant tissue, water is distributed in intercellular, intracellular and cell
wall (Joardder et al., 2013a). Out of the total water, more than 90% water is
intracellular and cell wall water (Halder et al., 2011a).
Therefore, the macroscopic structural behaviour depends on turgor pressure,
cell wall properties and cell size (Aguilera & Lillford, 2007; Alamar et al., 2008;
Rojas et al., 2002). Generally, the cell wall of plants encompasses about 60% water,
2-8% pectin substances, 5-15% hemicellulose, 10-15 % cellulose, 1-2 % protein, 0.5-
3% lipids (Bach Knudsen, 2001). This proportion varies due to a variety of factors
such as environmental conditions, stage of maturity, processing after harvest, and
botanical origin of the plant(Eastwood, 1992) Determining the size and shape of the
cell is one of the most important functions of the cell walls in plant tissue.
Therefore, knowledge of the exact amount of bound water in the cell wall of
fruits and vegetable tissue is crucial for realistic modelling of heat and mass transfer

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 167
as well as more efficient drying system (Joardder et al., 2013e). However, there is an
insufficient study in order to determine cell wall bound water.
In addition to bound water, the stiffness of the cell wall is essential to correlate
the deformation (shrinkage/ expansion) during drying. The compression test provides
the mechanical response of the plant tissue (Sirisomboon & Pornchaloempong 2011).
As stiffness is one of the structural properties of the tissue and can be derived from
the material properties and shape of the sample. In addition to stiffness, Poisson’s
ratio and Young’s modulus are important apparent elastic properties of biomaterials
for the anticipation of load-deformation behaviour of those materials. These elastic
properties can be used in order to compare the relative strength of different plant
tissues (Kiani Deh Kiani et al., 2011).
Before comparing the mechanical properties of IMCD and CD treated apple
slice, a brief discussion of the overall mechanical response of apple slice is presented
in the following sections. Moreover, these sections would give more insight of the
mechanism of shrinkage and pore formation during drying.
7.3.1 Cell Stiffness and Drying Rate
The result, as shown in Figure 7.15, in order to achieve the same amount of
compressive deformation, Granny Smith requires less energy than Red Delicious
apple. As Red Delicious apple tissue is stiffer (23.03kN/m) than Granny Smith apple
(21.8kN/m). The average Young modulus is also higher for Red Delicious
(3.10MPa), while Granny Smith shows Young modulus 2.81MPa. It was found that
the value of Poisson’s ratio is 0.169-0.344 for Granny Smith (Grotte, 2002) and
0.155-0.25 for Red Delicious apples (Chappell & Hamann, 1968). Overall, the cell
wall stiffness presumed higher in Red Delicious as its tissue is stiffer than Granny
Smith. Consequently, this higher stiffness affects the rate of moisture migration from
the cell of apple flesh.

168 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
There is a significant similarity between compressive test and drying process. The
result, as shown in Figure 7.16, indicate that moisture migration rate is higher for
Granny Smith compared to Red Delicious. This result confirmed that in order to
remove the same amount of water Red Delicious apple took more heat energy than
Granny Smith.
Therefore, a positive relationship found between water migration by mechanical and
thermal energy as demonstrated by the similar trends. Interestingly, this correlation
can explain the nature of the cell wall stiffness that facilitate or hinders the water
migration in mechanical and thermal energy application.
Figure 7-15: Compressive extension characteristics of apples
Figure 7-16: Weight loss of apple slice in convective drying at 700 C

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 169
7.3.2 Cell Dimension and Porosity
Cell dimension influenced the rigidity of cell wall and tissue of plant materials.
Higher cell dimension caused loose packing of cells. Consequently, density, rigidity,
intercellular spaces were affected significantly. The microstructures of fresh and
dried Granny Smith and Red Delicious apples are presented in Figure 7.17.
Figure 7-17: Microstructure of fresh and dried apple samples (500x)
The results obtained from microstructure analysis of samples shows that
Granny Smith encompasses larger cells than Red Delicious, as shown in Figure 7.17.
This consistent with the previous literature which provides a high initial porosity of
Granny Smith is 0.33 (Vincent, 1989). It was also found from the pycnometer data
that dried Granny Smith apple comprises of higher porosity due to larger cell
dimension and loose packing of cells.
7.3.3 Stiffness variation with load variation
Due to porous and anisotropy nature, apple tissue shows variable stiffness in
response to the different speed of load. Figure 7.18 shows the variation of the
stiffness of apple slice with the speed of load.

170 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
It is clear from Figure 7.18 that the sample encountering a higher speed of load
showed higher stiffness. This trend of the stiffness of apple tissue can be expected for
different drying rate of the sample as will be discussed in Section 7.3.6.
7.3.4 Comparison of mechanical properties of IMCD treated and dried
connective sample
Stress and strain
Figure 7.19 shows strain- stress curves for the samples treated with IMCD and
CD with moisture content 2.6 (kg/kg d.b.). From the figure, it is obvious that the
sample dried in CD requires more stress to get the same amount of strain in IMCD
treated sample. This may be due to case hardening phenomenon that occurs during
convection drying.
Figure 7-19: Strain-stress curves of apple tissue at moisture content 2.6 (db) in IMCD and CD
Figure 7-18: Effect of speed of load on stiffness of the apple tissue

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 171
Modulus of elasticity
Figure 7.20 shows the Young’s modulus E with a moisture content of apple
slice. The following nonlinear equations were fitted for CD and IMCD treated
samples through regression analysis.
For convection dried samples, the relationship between Young modulus and
moisture content is presented in Equation 7.1.
]99.0[55027104876973582888337.2739 2234 RMMMME (7.1)
On the other hand, the relationship between Young modulus and moisture content for
IMCD treated sample is presented in Equation 7.2.
]99.0[55027104876973582888337.2739 2234 RMMMME (7.2)
For both cases, E decreased with a decrease in moisture content. However, is
start increasing once the sample reached to glassy phase with very low moisture
content. In Figure 7.20 there is a clear trend of increasing discrepancy between CD
and IMCD treated samples with decreasing moisture content. This increasing trend
is caused due to the formation of crust for CD treated samples.
Poisson's ratio
Parenchyma tissue of apple shows wide-ranging anisotropy nature meaning
cells have a non-equal diameter in all dimensions (Khan & Vincent, 1990). In
0
20000
40000
60000
80000
100000
120000
140000
160000
0 1 2 3 4 5 6
Yo
un
g M
od
ulu
s (P
a)
Moisture content (g water/ g solid)
IMCD
CD
Figure 7-20: Variation of Young Modulus with moisture content for IMCD and CD-
treated apple slice

172 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
addition to this, high initial porosity adds more complexity to achieving consistent
material properties of apple tissue and shows a wide range of Poisson’s ratio: 0.15-
0.34 (as discussed in Section 2.3.2, page 22).
An attempt was made to find out Poisson’s ratio at different moisture contents
after IMCD and convection drying of the samples. However, a wide range (0.2-0.4)
of porosity was found during IMCD and CD. These may be caused due to non-
uniform moisture migration causing both shrinkage and porosity within apple tissue
depending upon cell collapse and shrinkage.
Macroscopic structural behaviour depends on turgor pressure, cell wall
properties and cell size (Aguilera & Lillford, 2007; Alamar et al., 2008; Rojas et al.,
2002). Among these, cell wall components are the key structural components of
plants tissue as the mechanical properties of tissue depends on the cell wall
properties (Joardder et al., 2014b; Vincent 2008). Therefore, associations between
macroscopic structural behaviours, moisture content and porosity demands further
extensive research.
7.4 APPEARANCE OF DRIED FOOD
As much as closer the appearance of dried food to fresh food attracts consumer
attention (Oikonomopoulou & Krokida, 2013). Appearance is expressed by the
colour of food, shape and texture. In the following sections, change of shape and
colour are presented.
7.4.1 Change of shape
Shrinkage and change of shape, in most cases, cause a negative impression of
the customer (Mayor & Sereno, 2004).
Figure 7-21: Change of roundness during CD and IMCD

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 173
Figure 7.21 shows the changes of shape in terms of roundness of the sample. It
is apparent from the figure that convection drying causes more shape changes than
IMCD. As process parameters are the key dominators of the shape changes of food
material over the period of drying, shape changes differ during IMCD and
convection drying. In addition, uniform heat and mass transfer ensure uniform shape
change whereas case hardening restricts uniform deformation of the sample.
7.4.2 Change of colour
The colour of food material is changed over the time of drying. (Grabowski et al.,
2002; Hansmann & Joubert, 1998; Reyes et al., 2002). Figure 7.22 presents the hue
angle of fresh; IMCD treated and Convection dried sample. It is clearly seen from the
figure that convection drying causes more colour degradation than IMCD in the
sample with same moisture content. As both optical and browning characteristics
determine colour which depends on sample structure, and chemical reaction period
pattern. In the case of convective dried product, longer drying time and collapsed
surface causes more colour degradation.
Figure 7-22: Colour change over the time of drying
The prime cause of colour change during drying is the browning reaction due
to simultaneous heat and mass transfer (Fu et al., 2007). The kinetics of colour
change is notably affected by the structure of food tissue. Loss of cellular turgor
pressure leads to a change of porosity. Subsequently, it may increase the effective
0
20
40
60
Fresh IMCD CD
Hu
e an
gle
Drying condition

174 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
release of different chemical reacting agents; accelerating Maillard reaction resulting
higher browning rates (Acevedo et al., 2008).
In addition to this, the appearance of food materials directly depends on several
factors including the ability of food material to scatter, absorb, transmit and reflect of
visible light (Wyszecki & Stiles, 2000). Therefore, modifications of light reflectance
ability of food surface due to the evolution of porosity and changes of surface texture
must also be taken into consideration (Fornal, 1998; Lewicki & Duszczyk, 1998;
Lewicki & Pawlak 2003). Moreover, altered structure in the course of drying may
also influence the dispersion of photons on the surface resulting in changing the
degree of scattering (Romano et al., 2012).
However, a comprehensive investigation on the relationship of degree of
porosity and colour change during different drying methods would enhance the
understanding of colour change kinetics over the course of drying.
Considering overall customer satisfaction at first glance, colour and shape are
the most important factors that are needed to be taken into consideration.
Maintaining the proper degree of porosity can secure the appealing nature of dried
food materials.
7.5 ASSOCIATIONS AMONG DRYING CONDITIONS, PORE
CHARACTERISTICS AND FOOD QUALITY
Pore formation is one of the important structural changes that take place over
the course of drying. The degree of porosity depends both on the properties of the
food materials as well as drying process conditions. On the other hand, pore
characteristics affect heat and mass transfer mechanisms significantly. In addition,
the degree of porosity of food materials notably influences the nutritional, sensorial,
mechanical, and chemical quality of dried food products. An extensive review of the
literature in relation to porosity reveals that relationships among process parameters,
food qualities, and sample properties can be established. At the end of this section,
hypothesised relationships among process parameters, product quality attributes, and
porosity is discussed in detail.

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 175
7.5.1 Process parameters and quality correlations
Food preservation focuses on the stability of food materials in terms of its
physical, chemical, microbial, and nutritional aspects. Among preservation
techniques, drying provides a high level of stability. However, the consequence of
the simultaneous heat and mass transfer is damage to the food material tissue.
Sometimes these consequences result in consumer dissatisfaction. Porosity denotes
the level of physical modification with respect to the initial structure of food
materials. Knowledge of pore formation and evolution of food materials during
drying is fundamental for the design and development of efficient drying process
(Oikonomopoulou & Krokida, 2013). However, much uncertainty still exists about
the relation between drying process conditions and product quality. An
understanding of the interrelationship between the process conditions and dried
product quality will yield the following benefits with respect to the drying of food
materials:
Generic drying models: Most prediction models available in the literature
deal with a particular type of drying method. Even slight changes in
process parameters and material substantially alter the predicted result of a
model. Therefore, any theoretical model based on the interrelationship
between process parameters and product quality may lead to the
development of a generic model.
Maintaining optimal drying conditions: Various changes such as
shrinkage, porosity, and colour modification occur over the course of
drying; however, the rate of such changes is not uniform throughout the
drying process. On the other hand, moisture content and the kinetics of
heat and mass transfer directly influence the rate of quality change.
Therefore, success in establishing a relationship between the process
parameters and quality may pave the way toward optimising drying
conditions. The real-time analysis of food material qualities over the
course of drying and controlling the process parameters accordingly would
yield an effective drying system with an excellent quality of dried foods.
This would also improve energy efficiency and lead to a sustainable drying
system.

176 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
7.5.2 Hypothesised relationships among process parameters, pore
characteristics, and food quality
In light of this study, several factors involved in the drying process have been
shown to affect the pore formation and evolution throughout the drying process. The
intensity of these factors significantly affects the porosity and controlling these to
appropriate levels can result in the optimum degree of porosity.
Some factors cause an increase in porosity with an increase in their intensity, as
shown in Figure 7.23. These include sample shape, temperature, the mobility of the
solid, and the coating treatment. On the other hand, the porosity decreases with
increases in certain parameters, such as pressure in the drying system, and the drying
rate. However, in both cases, exceptions sometimes arise which are reported in the
literature. If these factors are regulated through the choice of the appropriate drying
process, then the porosity of the dried food can be controlled.
Just as different factors affect porosity, porosity exerts a considerable influence
on dried food quality. Based on findings of this study and as reported in the
literature, it can be hypothesised, as demonstrated in Figure 7.23, that pore
characteristics can be the bridging factor between drying parameters and dried food
quality.
Figure 7-23: Different factors that influence porosity during drying of food materials

Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 177
In other words, by controlling the process parameters, an expected degree of
porosity can be achieved while confirming the level of porosity would determine the
anticipated quality of dried food. Accordingly, predicted quality attributes can be
managed by maintaining porosity within the dried food by controlling the process
parameters.
Since porosity influences water transport to a considerable degree, food quality
is significantly affected by the level of porosity. Therefore, successful establishment
of such interrelationships could confer the following benefits:
Real- time control of quality: The quality of dried food material strongly
depends on the various processing parameters. In addition to this, the
quality of food materials varies with the variations in the different
parameters of the drying process. Numerous interrelationships exist
between process parameters and quality attributes. Therefore, it becomes
almost impossible to monitor the process parameters as to control of all of
the quality attributes. Measurement of instantaneous porosity can be one
Figure 7-24: Hypothesised relationships between the drying parameters, pore formation and
evolution, and dried food qualities

178 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
route of controlling process parameters to manipulate the quality of dried
food materials.
Drying kinetics optimisation: Since porosity significantly affects
moisture transport, its real-time evaluation is essential for optimisation of
drying and quality control.
Energy optimisation: Quality optimisation demands moderate processing
conditions that lead to higher processing times. On the other hand,
increasing the efficiency of the process generally results in lower product
quality (Mahn et al., 2011). These conflicting and opposing influences of
the productivity of industrial operations and the final product quality can
be balanced to produce optimum energy application (Holdsworth, 1985).
Controlling the expected porosity can serve as the means for achieving the
optimum energy supply because porosity significantly influences the rate
of moisture transport and volume reduction.
Effective preservation system: Knowledge of the interrelationship
between structure and quality can be application to the design of better
storage and packaging systems.
In summary, if the correlations between the process parameters can be
developed in the function of pore characteristics, both an effective food processing
system and finished food with better quality would be achieved.
7.6 CONCLUSION
The intermittency of microwaves can provide a better option to control the
product temperature and finally improve the food quality than food processed by
MCD and CD. The IMCD treated samples showed higher moisture absorption than
the CD treated samples. The higher capacity for the IMCD treated sample implies
that IMCD causes less irreversible deformation than CD.
Uniform internal and external microstructure was observed in IMCD treated
samples due to the well-distributed moisture and temperature. A lesser amount of
case hardening was observed in the IMCD treated food sample due to faster and
better-distributed evaporation of water vapour.
Chapter 7 | Food quality
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 179
Nanopores are developed on the cell wall due to the high rate of evaporation
which was caused by microwave heating. This is the first time an observation of
nanopores was conducted.
Drying conditions alter the mechanical properties of food materials during
drying. This change of mechanical properties should be taken into consideration
during modelling of deformation during drying to achieve real stress-strain
characteristics of the food sample.
Process parameters and structural changes significantly affect the variation of
colour and shape of the product. IMCD treated sample was more appealing that
convection dried sample.
Just as different factors affect porosity, porosity exerts a considerable influence
on dried food quality. Based on findings of this study and reported in the literature, it
can be hypothesised, that pore characteristics can be the bridging factor between
drying parameters and dried food quality. By controlling the process parameters, an
expected degree of porosity can be achieved while confirming the level of porosity
would determine the anticipated quality of dried food. Accordingly, predicted quality
attributes can be managed by maintaining porosity within the dried food by
controlling the process parameters.


Chapter 8 | Conclusions
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 181
Chapter 8: Conclusions
8.1 OVERALL SUMMARY
IMCD is an advanced drying technique that can provide a better quality food
using less energy than other conventional drying techniques. To properly understand
this drying technique, mathematical model development is essential. In particular,
physics-based insights of heat and mass transfer and structural modification are the
key factors for a better understanding of the drying process and optimisation.
The primary aim of this study is to establish a physics-based prediction of pore
formation and evolution and develop a comprehensive mathematical model of
transport of heat and mass transfer, and structural deformation of food materials
during IMCD drying. The outcome of this research and related innovations has led to
the publication of one book and 10 peer-reviewed (Q1) journal papers.
The study was initiated with a single-phase convection drying model to
identify the best way to predict porosity while drying (Chapter 4). The model was
validated by experimental data. Then the model was used to develop an IMCD
model, which calculates the microwave power generation using Lambert’s Law
(Chapter 4). The IMCD model was also validated with experimental data and then
was used to investigate the temperature redistribution during IMCD. However, these
models (discussed in Chapter 4 and 5) were single phase and considered an overall
moisture flux by a diffusivity effective term obtained from the experiments. In
Chapter 6, two multiphase porous media models namely, IMCD1 and IMCD2 were
developed to investigate how shrinkage and pore evolution affects the transport of
mass and energy within the porous media samples.
Chapter 4 presents a single-phase model and looks at how porosity varies over
the course of convection drying. Chapter 5 and Chapter 6 present the gradual
development of IMCD models along with pore formation prediction. The thesis
progresses from the simple diffusion-based models (Chapter 4 and 5) to multiphase
porous, deformable media model for IMCD (Chapter 6).The effects of IMCD drying
on food quality have been presented in Chapter 7. Finally, the conclusion (Chapter 8)

182 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
gives a brief summary and critique of the findings and includes a discussion of the
implication of the findings for future research into this area.
The overall outcome of the thesis was the better understanding of the heat and
mass transfer involved in IMCD including temperature redistribution, and moisture
and vapour fluxes due to different mechanisms. The final multiphase porous media
model for IMCD which consider shrinkage and pore formation during drying has
successfully fulfilled the main aim of this research. The modelling enhances the
understanding of IMCD and will help to optimise the process for better energy
efficiency and product quality.
The section below (Section 8.2) presents the main conclusions arising from this
study.
8.2 CONCLUSIONS
The primary objective of this study is to investigate pore formation and
evolution in order to understand the mechanisms involved in the heat and mass
transfer process during IMCD. We have done this by means of a comprehensive
mathematical model as well as by establishing its correlation with quality attributes
of dried food. The models developed were validated by experimental investigation.
The major conclusions are:
Prediction of porosity as a function of process parameters and sample
properties can represent a more realistic deformation while drying
(Chapter 4).
An interesting observation to emerge from the single-phase convective
drying model was the prediction of anisotropic shrinkage and case
hardening during convection drying. (Chapter 4)
Multiphase porous media models for IMCD showed that the higher fluxes
of vapour and water, due to gas pressure, make the IMCD faster (Chapter
6). This is a significant finding as these cannot be determined by the
single-phase model.

Chapter 8 | Conclusions
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 183
The lesser amount of case hardening was observed in IMCD treated food
sample due to faster and distributed evaporation of water vapour. (see
Chapter 7)
Nanopores are developed on the cell wall due to the high rate of
evaporation which was caused by microwave heating. This is the first time
an observation of nanopores was conducted (Chapter 7).
Drying conditions alter mechanical properties of food materials during
drying. This change of mechanical properties should be taken into
consideration during modelling of deformation while drying, so as to
achieve real stress-strain characteristics of the food sample (Chapter 7).
Just as different factors affect porosity, porosity exerts a considerable
influence on dried food quality. Based on findings of this study and
reported on literature, it can be hypothesised, that pore characteristics can
be the bridging factor between drying parameters and dried food quality
(Chapter 7).
The final multiphase IMCD model considering shrinkage and pore evolution
provides an in-depth understanding of the IMCD drying mechanism. After successful
simulation of the multiphase IMCD model, temperature distribution and
redistribution moisture distribution, evaporation, and fluxes due to different driving
forces, sample deformation has been demonstrated. These insights of transfer
mechanisms and sample deformation over the course of IMCD are essential to
understanding the effect of process conditions on drying kinetics, energy efficiency,
and product quality, and eventually to optimise the drying process.
8.3 CONTRIBUTION TO KNOWLEDGE AND SIGNIFICANCE
Fundamental physics-based mathematical models of IMCD and pore evolution
with relevant experimentations in this thesis offer some significant contributions to
knowledge. The significance and contribution of this research are listed below:
The considerations of the effective diffusion coefficient as a function of
moisture content and temperature has contributed some way towards
finding a more realistic process conditions and materials properties

184 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
dependent moisture diffusivity rather than assuming a constant effective
diffusivity. This makes the single phase model more realistic.
Consideration of process parameters and materials properties dependent
shrinkage, anisotropic nature of shrinkage has been demonstrated. This has
never been investigated before.
Prediction of porosity considering process parameters and sample
parameters has gone some way towards theoretical prediction of pore
formation and evolution.
Due to the flexible nature of the model parameters, the multiphase porous
media model considering shrinkage and porosity for heat and mass transfer
may be applied in different areas of the food process industry including
baking, frying, cooking and heating, and even in other field where
transport in porous media is involved including biological tissue, coal
drying, soil science, soil mechanics, etc.
The hypotheses related to correlations between drying conditions, pore
formation and dried food quality makes noteworthy contributions to the
understanding of the interrelationship between structure and quality and
can be applied to the design of better storage and packaging systems.
8.4 LIMITATIONS
Though this study developed advanced mathematical models for food drying
applications, the current study had several limitations.
Due to lack of time and appropriate experimental facilities, validations of
different fluxes during drying inside the product were not possible.
Due to the unavailability of the variation of capillary pressure during
drying of apple, the capillary flow was calculated using capillary pressure
rather than determining it as a function of moisture content.
In this study, all the water (intercellular and intracellular) is assumed to
have the same effective diffusivity which is not justified to some extent.

Chapter 8 | Conclusions
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 185
The shrinkage of the sample is determined from a shrinkage velocity
approach rather than obtaining it from solid mechanics due to inadequate
mechanical properties availability in the literature.
8.5 FUTURE DIRECTION
To overcome the above-mentioned limitations, the following suggestions and
recommendations are proposed:
Real time structural change and pore formation should be investigated in
order to achieve a realistic relationship of process parameters and
structural modifications.
Two types of water namely bound water and free water can be considered
separately in the model.
It would be interesting to compare a macro-scale model with a multi-scale
model which considers transfer mechanisms and structural deformation in
both macroscale and micro-scale.
A further study could assess instantaneous heat and mass transfer
coefficients by solving conjugate problems which simulate the airflow
inside the oven.
Future research should concentrate on the optimisation of the IMCD
process variable to achieve energy efficient drying system that provides
better-dried food.
Considerably more work will need to be done to determine initial air space
deformation characteristics in order to predict pore formation and
evolution more precisely.
A wider variation of process conditions and various food properties can be
considered in future research to develop a more realistic and generic model
for pore formation.
Therefore, researchers and scientists from different fields can incorporate their
knowledge and endeavour in order to establish a bridging relationship between
process conditions, food structure and product quality. To do so, a multiphase
multiscale porous material model needs to be developed where all of the
variables should be considered dynamic and theoretical.

186 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 187
Bibliography
A. Vega-Gálvez, M. M., L.P. Díaz, L. Lopez, K. Rodriguez, K. Di Scala. (2010).
Effective moisture diffusivity determination and mathematical modelling of
the drying curves of the olive-waste cake. Bioresourse Technology, 101,
7265–7270.
Abbasi Souraki, B., & Mowla, D. (2008). Experimental and theoretical investigation
of drying behaviour of garlic in an inert medium fluidized bed assisted by
microwave. Journal of Food Engineering, 88(4), 438-449.
Acevedo, N. C., Briones, V. B. P., & Aguilera, J. M. (2008). Microstructure affects
the rate of chemical, physical and color changes during storage of dried apple
discs. Journal of Food Engineering, 85(2), 222-231.
Achanta, S. O., & Martin, R. (1996). Predicting the quality of dehydrated foods and
biopolymers — research needs and opportunities. Drying Technology, 14(6),
1329-1368.
Aguilera, J. M. (2005). Why food microstructure? Journal of Food Engineering,
67(1-2), 3-11.
Aguilera, J. M., & Chiralt, A. F. P. (2003). Food dehydration and product structure.
Trends in Food Science & Technology, 14(10), 432-437.
Aguilera, J. M., & Lillford, P. J. (2007). Food Materials Science : Principles and
Practice
Aguilera, J. M., & Stanley, D. W. (Eds.). (1999). Microstructural Principles of Food
Processing and Engineering (2nd ed.). Gaitherburg, Maryland: Aspen
publishers, Inc.
Ahrné, L. M., Pereira, N. R., Staack, N., & Floberg, P. (2007). Microwave
Convective Drying of Plant Foods at Constant and Variable Microwave
Power. Drying Technology, 25(7-8), 1149-1153.
Al-Duri, B. a. M., S.;. (1992). Comparison of drying kinetics of foods using a fan-
assisted convection oven, a microwave oven and a combined
microwave/convection oven. Journal of Food Engineering, 15(2), 139-155.
Al-Muhtaseb, A. H., McMinn, W. A. M., & Magee, T. R. A. (2004). Shrinkage,
density and porosity variations during the convective drying of potato starch
gel. Paper presented at the 14th International Drying Symposium, São Paulo,
Brazil.
Alamar, M. C., Vanstreels, E., Oey, M. L., Moltó, E., & Nicolaï, B. M. (2008).
Micromechanical behaviour of apple tissue in tensile and compression tests:
Storage conditions and cultivar effect. Journal of Food Engineering, 86(3),
324-333.
Andrés, A., Bilbao, C., & Fito, P. (2004). Drying kinetics of apple cylinders under
combined hot air–microwave dehydration. Journal of Food Engineering,
63(1), 71-78.
Angell, C. A. (1988). Perspective on the glass transition. Physics and Chemistry of
Solids, 49, 863–871.
Aprajeeta, J., Gopirajah, R., & Anandharamakrishnan, C. (2015). Shrinkage and
porosity effects on heat and mass transfer during potato drying. Journal of
Food Engineering, 144(0), 119-128.

188 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Arballo, J. R., Campanone, L. A., & Mascheroni, R. H. (2012). Modeling of
Microwave Drying of Fruits. Part II: Effect of Osmotic Pretreatment on the
Microwave Dehydration Process. Drying Technology, 30(4), 404-415.
Arballo, J. R., Campañone, L. A.,Mascheroni,R. H.;. (2010). Modeling of
Microwave Drying of Fruits. Drying Technology, 28(10), 1178-1184.
Argyropoulos, D., Heindl, A., & Müller, J. (2011). Assessment of convection, hot-air
combined with microwave-vacuum and freeze-drying methods for
mushrooms with regard to product quality. International Journal of Food
Science & Technology, 46(2), 333-342.
Askari, G. R., Emam-Djomeh, Z., & Mousavi, S. M. (2009). An investigation of the
effects of drying methods and conditions on drying characteristics and quality
attributes of agricultural products during hot air and hot air/microwave-
assisted dehydration. Drying Technology, 27(7-8), 831-841.
Aversa, M., Curcio, S., Calabrò, V., & Iorio, G. (2011). Measurement of the water-
diffusion coefficient, apparent density changes and shrinkage during the
drying of Eggplant (Solanum Melongena). International Journal of Food
Properties, 14(3).
Avila, I. M. L. B., & Silva, C. L. M. (1999). Modelling kinetics of thermal
degradation of colour in peach puree. Journal of Food Engineering, 39, 161–
166.
Bach Knudsen, K. E. (2001). The nutritional significance of “dietary fibre” analysis.
Animal Feed Science and Technology, 90(1–2), 3-20.
Bain, J. M., & Robertson, R. N. (1950). The physiology of growth in apple fruits i.
Cell size, cell number, and fruit development. Australian Journal of Scientific
Research, B4, 75-91.
Baini, R., & Langrish, T. A. G. (2007). Choosing an appropriate drying model for
intermittent and continuous drying of bananas. Journal of Food Engineering,
79(1), 330-343.
Balusu, R., Paduru, R. R., Kuravi, S. K., Seenayya, G., & Reddy, G. (2005).
Optimization of critical medium components using response surface
methodology for ethanol production from cellulosic biomass by Clostridium
thermocellum SS19. Process Biochemistry, 40(9), 3025-3030.
Bansal, H. S., Takhar, P. S., & Maneerote, J. (2014). Modeling multiscale transport
mechanisms, phase changes and thermomechanics during frying. Food
Research International, 62, 709-717.
Barati, E., & Esfahani, J. A. (2011). Mathematical modeling of convective drying:
Lumped temperature and spatially distributed moisture in slab. Energy, 36(4),
2294-2301.
Batista, L. M., da Rosa, C. A., & Pinto, L. A. A. (2007). Diffusive model with
variable effective diffusivity considering shrinkage in thin layer drying of
chitosan. Journal of Food Engineering, 81(1), 127-132.
Bear, J. (1972). Dynamics of fluids in porous media: American Elsevier Pub. Co.
Bentini, M., Caprara, C., & Martelli, R. (2009). Physico-mechanical properties of
potato tubers during cold storage. Biosystems Engineering, 104(1), 25-32.
Bhandari, B. (2012). Food Materials Science and Engineering. Chicester: Wiley-
Blackwell.
Bhatnagar, S., & Hanna, M. A. (1997). Modification of microstructure of starch
extruded with selected lipids. Starch/Staerke, 49(1), 12-20.

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 189
Bhattacharya, M., Srivastav, P., & Mishra, H. (2013). Thin-layer modeling of
convective and microwave-convective drying of oyster mushroom (Pleurotus
ostreatus). Journal of Food Science and Technology, 1-10.
Białobrzewski, I. (2006). Simultaneous Heat and Mass Transfer in Shrinkable Apple
Slab During Drying. Drying Technology, 24(5), 551-559.
Bird, R. B., Stewart, E. W., & Lightfoot, N. E. (2007). Transport Phenomena: John
Wiley & Sons.
Bolin, H. R., & Huxsoll, C. C. (1987). Scanning electron microscope/ image analyzer
determination of dimensional postharvest changes in fruit cells. Journal of
Food Science,, 52(6), 1649–1650.
Bonazzi, C., E. Dumoulin, A.-L. Raoult-Wack, Z. Berk, J.J. Bimbenet, F. Courtois,
G., & Vasseur., T. a. J. (1996). Food drying and dewatering. Drying
Technology, 14, 2135-2170.
Botha, G. E., Oliveira, J. C., & Ahrné, L. (2012). Microwave assisted air drying of
osmotically treated pineapple with variable power programmes. Journal of
Food Engineering, 108(2), 304-311.
Boukouvalas, C. J., Krokida, M. K., Maroulis, Z. B., & Marinos-Kouris, D. (2006).
Density and porosity: Literature data compilation for foodstuffs. International
Journal of Food Properties, 9(4), 715-746.
Bourne, M. C. (1982). Effect of Temperature on Firmness of Raw Fruits and
Vegetables. Journal of Food Science, 47(2), 440-444.
Bourne, M. C. (1992). Calibration of rheological techniques used for foods. Journal
of Food Engineering, 16(1–2), 151-163.
Briun, S., & Luyben, K. A. M. (Eds.). (1990). Drying of Food Materials: A Review
of Recent Developments Washington, DC: Hemisphere Publishing Corp.
Bruhn, C. M. (Ed.). (1994). Consumer perception of quality. Boca Raton: CRC
Press, Inc.
Budd, C. J., & Hill, A. D. C. (2011). A comparison of models and methods for
simulating the microwave heating of moist foodstuffs. International Journal
of Heat and Mass Transfer, 54(4), 807-817.
Carr, E., Turner, I., & Perré, P. (2013). A Dual-Scale Modeling Approach for Drying
Hygroscopic Porous Media. Multiscale Modeling & Simulation, 11(1), 362-
384.
Ceaglske, N. H., & Hougen, O. A. (1937). Drying Granular Solids. Industrial &
Engineering Chemistry, 29(7), 805-813.
Çengel, Y. A., & Boles, M. A. (2006). Thermodynamics: an engineering approach:
McGraw-Hill Higher Education.
Chamchong, M., & Datta, A. K. (1999a). Thawing of foods in a microwave oven: II.
Effect of load geometry and dielectric properties. Journal of Microwave
Power and Electromagnetic Energy, 34(1), 22-32.
Champion, D., Le Meste, M., & Simatos, D. (2000). Towards an improved
understanding of glass transition and relaxations in foods: molecular mobility
in the glass transition range. Trends in Food Science & Technology, 11(2),
41-55.
Chandra Mohan, V. P., & Talukdar, P. (2010). Three dimensional numerical
modeling of simultaneous heat and moisture transfer in a moist object
subjected to convective drying. International Journal of Heat and Mass
Transfer, 53(21-22), 4638-4650.
Chandrasekaran, S., Ramanathan, S. and Basak, T.;. (2012). Microwave material
processing-a review. AIChE Journal, 58(2), 330-363.

190 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Chappell, T. W., & Hamann, D. D. (1968). Poisson’s ratio and Young’s modulus for
apple flesh. Transactions of the ASAE, 11(5), 608-612.
Chemkhi, S., Jomaa, W., & Zagrouba, F. (2009). Application of a Coupled Thermo-
Hydro-Mechanical Model to Simulate the Drying of Nonsaturated Porous
Media. Drying Technology, 27(7-8), 842-850.
Chen, J., Pitchai, K., Birla, S., Negahban, M., Jones, D., & Subbiah, J. (2014). Heat
and Mass Transport during Microwave Heating of Mashed Potato in
Domestic Oven—Model Development, Validation, and Sensitivity Analysis.
Journal of Food Science, 79(10), E1991-E2004.
Chen, P., & Pie, D. C. T. (1989). A mathematical model of drying processes.
International Journal of Heat and Mass Transfer, 32, 297–310.
Chin, S. K., & Law, C. L. (2010). Product Quality and Drying Characteristics of
Intermittent Heat Pump Drying of Ganoderma tsugae Murrill. Drying
Technology, 28(12), 1457-1465.
Choi, Y., & Okos, M. (1986). Thermal properties of liquid foods: review. MI:
American soceity of agricultural engineers.
Chou, S. K., Chua, K. J., Mujumdar, A. S., Hawlader, M. N. A., & Ho, J. C. (2000).
On the Intermittent Drying of an Agricultural Product. Food and Bioproducts
Processing, 78(4), 193-203.
Chua, K. J., Chou, S. K., Hawlader, M. N. A., Mujumdar, A. S., & Ho, J. C. (2002a).
PH—Postharvest Technology: Modelling the Moisture and Temperature
Distribution within an Agricultural Product undergoing Time-varying Drying
Schemes. Biosystems Engineering, 81(1), 99-111.
Chua, K. J., Chou, S. K., Ho, J. C., Mujumdar, A. S., & Hawlader, M. N. A. (2000a).
Cyclic Air Temperature Drying of Guava Pieces: Effects on Moisture and
Ascorbic Acid Contents. Food and Bioproducts Processing, 78(2), 72-78.
Chua, K. J., Mujumdar, A. S., & Chou, S. K. (2003). Intermittent drying of
bioproducts––an overview. Bioresource Technology, 90(3), 285-295.
Chua, K. J., Mujumdar, A. S., Hawlader, M. N. A., Chou, S. K., & Ho, J. C. (2001a).
Convective drying of agricultural products. Effect of continuous and stepwise
change in drying air temperature. Drying Technology, 19(8), 1949-1960.
Cinquanta, L., Albanese, D., Fratianni, A., La Fianza, G., & Di Matteo, M. (2013).
Antioxidant activity and sensory attributes of tomatoes dehydrated by
combination of microwave and convective heating. Agro Food Industry Hi-
Tech, 24(6), 35-38.
Cnossen, A. G., & Siebenmorgen, T. (2000). The glass transition temperature
concept in rice drying and tempering: Effect on milling quality. American
Society of Agricultural Engineers, 43(6), 1661–1667.
Costa, R. M., Oliveira, F. A. R., & Boutcheva, G. (2001). Structural changes and
shrinkage of potato during frying. International Journal of Food Science &
Technology, 36(1), 11-23.
Crapiste, G. H., Whitaker, S., & Rotstein, E. (1988). Drying of cellular material—II.
Experimental and numerical results. Chemical Engineering Science, 43(11),
2929-2936.
Datta, A., & Rakesh, V. (2009). An introduction to modeling of transport processes:
applications to biomedical systems: Cambridge University Press.
Datta, A. K. (2007a). Porous media approaches to studying simultaneous heat and
mass transfer in food processes. I: Problem formulations. Journal of Food
Engineering, 80(1), 80-95.

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 191
Datta, A. K. (2007b). Porous media approaches to studying simultaneous heat and
mass transfer in food processes. II: Property data and representative results.
Journal of Food Engineering, 80(1), 96-110.
Del Valle, J. M., Cuadros, T. R. M., & Aguilera, J. M. (1998). Glass transitions and
shrinkage during drying and storage of osmosed apple pieces. Food Research
International, 31(3), 191–204.
Devahastin, S., & Niamnuy, C. (2010a). Invited review: Modelling quality changes
of fruits and vegetables during drying: a review. International Journal of
Food Science & Technology, 45(9), 1755-1767.
Devahastin, S., & Niamnuy, C. (2010b). Modelling quality changes of fruits and
vegetables during drying: a review. International Journal of Food Science
and Technology, 45(9), 1755-1767.
Dhall, A., & Datta, A. K. (2011). Transport in deformable food materials: A
poromechanics approach. Chemical Engineering Science, 66(24), 6482-6497.
Djendoubi Mrad, N., Boudhrioua, N., Kechaou, N., Courtois, F. and Bonazzi, C.;.
(2012). Influence of air drying temperature on kinetics, physicochemical
properties, total phenolic content and ascorbic acid of pears. Food and
Bioproducts Processing, 90(3), 433-441.
Eastwood, M. A. (1992). The physiological effect of dietary fiber: An update. Annual
Review of Nutrition, 12, 19-35.
Ekrami-Rad, N., Khazaei, J., & Khoshtaghaza, M.-H. (2011). Selected mechanical
properties of Pomegranate peel and fruit. International Journal of Food
Properties, 14(3), 570-582.
Emadi, B., Abbaspour-Fard, M. H., & Kdv Yarlagadda, P. (2009). Mechanical
Properties of Melon Measured by Compression, Shear, and Cutting Modes.
International Journal of Food Properties, 12(4), 780-790.
Erbay, Z., & Icier, F. (2010). A Review of Thin Layer Drying of Foods: Theory,
Modeling, and Experimental Results. Critical Reviews in Food Science and
Nutrition, 50(5), 441-464.
Esturk, O. (2012a). Intermittent and Continuous Microwave-Convective Air-Drying
Characteristics of Sage (<i>Salvia officinalis</i>) Leaves. Food
and Bioprocess Technology, 5(5), 1664-1673.
Esturk, O. (2012b). Intermittent and Continuous Microwave-Convective Air-Drying
Characteristics of Sage (Salvia officinalis) Leaves. Food and Bioprocess
Technology, 5(5), 1664-1673.
Esturk, O., Arslan, M., Soysal, Y., Uremis, I., & Ayhan, Z. (2011). Drying of sage
(Salvia officinalis L.) inflorescences by intermittent and continuous
microwave-convective air combination. Research on Crops, 12(2), 607-615.
Fanta, S. W., Vanderlinden, W., Abera, M. K., Verboven, P., Karki, R., Ho, Q. T., . .
. Nicolaï, B. M. (2012). Water transport properties of artificial cell walls.
Journal of Food Engineering, 108(3), 393-402.
Farkas, B. E., & Singh, R. P. (1991). Physical properties of air dried and freeze-dried
chicken white meat. Journal of Food Science, 56(611-615).
Farkas, B. E., Singh, R. P., & Rumsey, T. R. (1996). Modeling heat and mass
transfer in immersion frying. I, model development. Journal of Food
Engineering, 29(2), 211-226.
Farrell, T. W., Knight, J. H., Moroney, T. J., Hobson, P. A., Turner, I. W., & Fulford,
G. R. (2012). The mathematical modelling of large-scale bagasse stockpiles.

192 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Feng, H., Tang, J., Cavalieri, R. P., & Plumb, O. A. (2001). Heat and mass transport
in microwave drying of porous materials in a spouted bed. AIChE Journal,
47(7), 1499-1512.
Feng, H., Tang, J., & John Dixon-Warren, S. (2000). Determination of Moisture
Diffusivity of Red Delicious Apple Tissues by Thermogravimetric Analysis.
Drying Technology, 18(6), 1183-1199.
Feng, H., Tang, J., Plumb, O. A., & Cavalieri, R. P. (2004). Intrinsic and relative
permeability for flow of humid air in unsaturated apple tissues. Journal of
Food Engineering, 62(2), 185-192.
Feng, H., Yin, Y., & Tang, J. (2012). Microwave Drying of Food and Agricultural
Materials: Basics and Heat and Mass Transfer Modeling. Food Engineering
Reviews, 4(2), 89-106.
Ferdous, G. (1997). Dietary fibre content of thirteen apple cultivars. Journal of the
Science of Food and Agriculture, 75(3), 333-.
Fito, P., & Chiralt, A. (2003). Food matrix engineering: The use of the water-
structure-functionality ensemble in dried food product development. Food
Science and Technology International, 9(3), 151-156.
Fornal, J. (1998). The changes of plant materials microstructure during processing.
Polish Journal of Food and Nutrition Sciences, 7(3), 9–23.
Franzen, K., Singh, R. K., & R., O. M. (1990). Kinetics of nonenzymatic browning
in dried skim milk. Journal of Food Engineering, 11, 225-239.
Fu, X. Y., Xue, C. H., Miao, B. C., Li, Z. J., & Zhang, Y. Q. (2007). Effect of
processing steps on the physico-chemical properties of dried-seasoned squid.
Food Chemistry, 103(2), 287-294.
Gibson, L. J. (2012). The hierarchical structure and mechanics of plant materials.
Journal of the Royal Society, Interface / the Royal Society, 9(76), 2749-2766.
Giraldo, G., Talens, P., Fito, P. and Chiralt, A.; . (2003). Influence of sucrose
solution concentration on kinetics and yield during osmotic dehydration of
mango. Journal of Food Engineering, 58, 33-43.
Giri, S. K., & Prasad, S. (2007). Optimization of Microwave-Vacuum Drying of
Button Mushrooms Using Response-Surface Methodology. Drying
Technology, 25(5), 901-911.
Goedeken, D. L., & Tong, C. H. (1993). Permeability Measurements of Porous Food
Materials. Journal of Food Science, 58(6), 1329-1333.
Gogoi, B. K., Alavi, S. H., & Rizvi, S. S. H. (2000). Mechanical properties of
protein-stabilized starch-based supercritical fluid extrudates. International
Journal of Food Properties, 3(1), 37–58.
Golestani, R., Raisi, A., & Aroujalian, A. (2013). Mathematical Modeling on Air
Drying of Apples Considering Shrinkage and Variable Diffusion Coefficient.
Drying Technology, 31(1), 40-51.
Gordon, M., & Taylor, J. S. (1952). Ideal copolymers and the second-order
transitions of synthetic rubbers. i. non-crystalline copolymers. Journal of
Applied Chemistry, 2(9), 493-500.
Grabowski, S., Marcotte, M., Poiner, M., & Kudra, T. (2002). Drying characteristics
of osmotically pre-trteated cranberries-energy and quality aspects. Drying
Technology, 20(10).
Grotte, M., Duprat, F.,Piétri, E.,Loonis, D. (2002). Young's modulus, Poisson's ratio,
and Lame's coefficients of Golden Delicious apple. International Journal of
Food Properties, 5(2), 333-349.

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 193
Guiné, R. P. F. (2006). Influence of Drying Method on Density and Porosity of
Pears. Food and Bioproducts Processing, 84(3), 179-185.
Gulati, T., & Datta, A. K. (2013). Enabling computer-aided food process
engineering: Property estimation equations for transport phenomena-based
models. Journal of Food Engineering, 116(2), 483-504.
Gulati, T., & Datta, A. K. (2015). Mechanistic understanding of case-hardening and
texture development during drying of food materials. Journal of Food
Engineering, 166, 119-138.
Gumeta-Chavez, C., Chanona-Perez, J. J., Mendoza-Perez, J. A., Terres-Rojas, E.,
Garibay-Febles, V., & Gutierrez-Lopez, G. F. (2011). Shrinkage and
deformation of Agave atrovirens Karw tissue during convective drying:
Influence of structural arrangements. Drying Technology, 29(6), 612-623.
Gunasekaran, S. (1999). Pulsed microwave-vacuum drying of food materials. Drying
Technology, 17(3), 395-412.
Gunasekaran, S., & Yang, H.-W. (2007a). Effect of experimental parameters on
temperature distribution during continuous and pulsed microwave heating.
Journal of Food Engineering, 78(4), 1452-1456.
Gunasekaran, S., & Yang, H.-W. (2007b). Optimization of pulsed microwave
heating. Journal of Food Engineering, 78(4), 1457-1462.
Gustavsson, J., Cederberg, C., Sonesson, U., Otterdijk, R. v., & Meybeck, A. (2011).
Global food losses and food waste. Retrieved 2 October 2012, from
http://www.fao.org/ag/ags/ags-division/publications/publication/en/c/74045/
Halder, A., Datta, A. K., & Spanswick, R. M. (2011a). Water transport in cellular
tissues during thermal processing. AIChE Journal, 57(9), 2574-2588.
Halder, A., Dhall, A., & Datta, A. K. (2011b). Modeling transport in porous media
with phase change: Applications to food processing. Journal of Heat
Transfer, 133(3).
Hallström, B. (1990). Mass transport of water in foods — A consideration of the
engineering aspects. Journal of Food Engineering, 12(1), 45-52.
Hamdami, N., Monteau, J. Y., & Le Bali, A. (2003). Effective thermal conductive
evolution as a function of temperature and humidity during freezing of high
porosity model. Trnasictions of the institution of chemical engineering, 81,
1123-1128.
Hansmann, C. F., & Joubert, E. (1998). Dehydration of peaches without
sulphurdioxide Drying Technology, 16(1), 101–121.
Hartel R. W. (2001). Crystallization in Foods. Gaitherburg , MD: Aspen publishing
Hassini, L., Azzouz, S., & Belghith, R. P. A. (2007). Estimation of potato moisture
diffusivity from convective drying kinetics with correction for shrinkage.
Journal of Food Engineering, 79(1), 47-56.
Hellebrand, H. J., Beuche, H., & Linke, M. (2001). Determination of thermal
emissivity and surface temperature distribution of horticultural products.
Paper presented at the Sixth International Symposium on Fruit, Nut and
Vegetable Production Engineering, Potsdam, Germany.
Hemis, M., Choudhary, R., & Watson, D. G. (2012). A coupled mathematical model
for simultaneous microwave and convective drying of wheat seeds.
Biosystems Engineering, 112(3), 202-209.
Henry, P. S. H. (1948). The diffusion of moisture and heat through textiles.
Discussions of the Faraday Society, 3, 243-257.

194 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Hills, B. P., & Remigereau, B. (1997). NMR studies of changes in subcellular water
compartmentation in parenchyma apple tissue during. International Journal
of Food Science & Technology, 32(1), 51.
Ho, J. C., Chou, S. K., Chua, K. J., Mujumdar, A. S., & Hawlader, M. N. A. (2002).
Analytical study of cyclic temperature drying: effect on drying kinetics and
product quality. Journal of Food Engineering, 51(1), 65-75.
Holdsworth, S. D. (1985). Optimisation of thermal processing - a review. Journal of
Food Engineering Geology, 4, 89-116.
Huang, L.-l., Zhang, M., Wang, L.-p., Mujumdar, A. S., & Sun, D.-f. (2012).
Influence of combination drying methods on composition, texture, aroma and
microstructure of apple slices. LWT - Food Science and Technology, 47(1),
183-188.
Ilker, R., & Szczesniak, A. S. (1990). Structural and chemical bases for texture of
plant foodstuffs. Journal of Texture Studies, 21(1), 1-36.
Izli, N., & Isik, E. (2014). Color and Microstructure Properties of Tomatoes Dried by
Microwave, Convective, and Microwave-Convective Methods. International
Journal of Food Properties, 18(2), 241-249.
Jayaraman, K. S., Gupta, D. K. D., & Rao, N. B. (1990). Effect of pretreatment with
salt and sucrose on the quality and stability of dehydrated cauliflower.
International Journal of Food Science & Technology, 25(1), 47-60.
Jiang, H., Zhang, M., Mujumdar, A., & Lim, R.-X. (2013). Analysis of Temperature
Distribution and SEM Images of Microwave Freeze Drying Banana Chips.
Food and Bioprocess Technology, 6(5), 1144-1152.
Jiang, H., Zhang, M., Mujumdar, A. S., & Lim, R.-X. (2014a). Comparison of drying
characteristic and uniformity of banana cubes dried by pulse-spouted
microwave vacuum drying, freeze drying and microwave freeze drying.
Journal of the Science of Food and Agriculture, 94(9), 1827-1834.
Jiang, H., Zhang, M., Mujumdar, A. S., & Lim, R. X. (2014b). Changes of
microwave structure/dielectric properties during microwave freeze-drying
process banana chips. International Journal of Food Science & Technology,
49(4), 1142-1148.
Jindarat, W., Rattanadecho, P., Vongpradubchai, S., & Pianroj, Y. (2011). Analysis
of Energy Consumption in Drying Process of Non-Hygroscopic Porous
Packed Bed Using a Combined Multi-Feed Microwave-Convective Air and
Continuous Belt System (CMCB). Drying Technology, 29(8), 926-938.
Joardder, M. U. H., Karim, A., Kumar, C., & Brown, R. J. (2014a). Effect of cell
wall properties of plant tissue on porosity and shrinkage of dried apple.
Proceedings of the 2014 International Conference on Food Properties
(ICFP2014).
Joardder, M. U. H., Kumar, C., Brown, R. J., & Karim, M. A. (2015a). Effect of cell
wall properties on porosity and shrinkage of dried apple. International
Journal of Food Properties, In Press.
Joardder, M. U. H., Kumar, C., & Karim, M. A. (2013a, 1-3 November). Better
understanding of food material on the basis of water distribution using
thermogravimetric analysis . Paper presented at the International Conference
on Mechanical, Industrial and Materials Engineering, Rajshahi, Bangladesh.
Joardder, M. U. H., Kumar, C., & Karim, M. A. (2013b). Effect of moisture and
temperature distribution on dried food microstucture and porosity.

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 195
Proceedings of From Model Foods to Food Models: The DREAM Project
International Conference.
Joardder, M. U. H., Kumar, C., & Karim, M. A. (2013c). Effect of temperature
distribution on predicting quality of microwave dehydrated food. Journal of
Mechanical Engineering and Sciences, 5, 562-568.
Joardder, M. U. H., Kumar, C., & Karim, M. A. (2015b). Food structure: Its
formation and relationships with other properties. Critical Reviews in Food
Science and Nutrition, In Press.
Joardder, M. U. H., Kumar, C., Karim, M. A., & Brown, R. J. (2013d).
Determination of effective moisture diffusivity of banana using
Thermogravimetric analysis. Paper presented at the International Conference
on Mechanical Engineering, Dhaka, Bangladesh.
Joardder, M. U. H., Kumar, C., Karim, M. A., & Brown, R. J. (2013e). Fractal
dimension of dried foods: A correlation between microstructure and porosity.
Paper presented at the Food Structures, Digestion and Health International
Conference, Melbourne, Australia.
Joardder, M. U. H., Kumar, C., Karim, M. A., & Brown, R. J. (2014b). Effect of cell
charecteristics of plant tissue on porosity and shrinkage during drying. Paper
presented at the International conference on food properties, Kuala Lumpur,
Mlaysia.
Johari, G. P., Hallbrucker, A., & Mayer, E. (1987). The glass-liquid transition of
hyperquenched water. Nature, 330(6148), 552-553.
Jomaa, W., & Puiggali, J. R. (1991). Drying of shrinking materials. Modellings with
shrinkage velocity. Drying Technology, 9(5), 1271-1293.
Joshi, D. C., Das, S. K., & Mukherjee, R. K. (1993). Physical Properties of Pumpkin
Seeds. Journal of Agricultural Engineering Research, 54(3), 219-229.
Karathanos, V., Anglea, S., & Karel, M. (1993). Collapse of structure during drying
of celery. Drying Technology, 11(5), 1005-1023.
Karathanos, V. T., Anglea, S. A., & Karel, M. (1996a). Structural collapse of plant
materials during freeze-drying. Journal of Thermal Analysis, 47(5), 1451-
1461.
Karathanos, V. T., Kanellopoulos, N. K., & Belessiotis, V. G. (1996b). Development
of porous structure during air drying of agricultural plant products. Journal of
Food Engineering, 29(2), 167-183.
Karel, M., & Lund, D. B. (2003). Physical Principles of Food Preservation (2nd
ed.). New York: Marcel Dekker.
Karim, M. A., & Hawlader, M. N. A. (2005a). Drying characteristics of banana:
Theoretical modelling and experimental validation. Journal of Food
Engineering, 70(1), 35-45.
Karim, M. A., & Hawlader, M. N. A. (2005b). Mathematical modelling and
experimental investigation of tropical fruits drying. International Journal of
Heat and Mass Transfer, 48(23-24), 4914-4925.
Katekawa, M. E., & Silva, M. A. (2006). A review of drying models including
shrinkage effects. Drying Technology, 24(1), 5-20.
Katekawa, M. E. a. S., M.A.;. (2004, 22-25 August 2004). Study of porosity
behaviour in convective drying of bananas. Paper presented at the Drying
2004 – Proceedings of the 14th International Drying Symposium (IDS 2004),
São Paulo, Brazil.

196 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Katekawaa, M. E., & Silvaa, M. A. (2007). On the influence of glass transition on
shrinkage in convective drying of fruits: A case study of banana drying.
Drying Technology: An International Journal, 25(10), 1659-1666.
Kaur, S., Sarkar, B. C., Sharma, H. K., & Singh, C. (2009). Optimization of
Enzymatic Hydrolysis Pretreatment Conditions for Enhanced Juice Recovery
from Guava Fruit Using Response Surface Methodology. Food and
Bioprocess Technology, 2(1), 96-100.
Keey, R. B. (1970). Drying Principles and Practice. . Oxford: Pergamon Press.
Khalloufi, S., Almeida-Rivera, C. and Bongers, P.;. (2009). A theoretical model and
its experimental validation to predict the porosity as a function of shrinkage
and collapse phenomena during drying. Food Research International, 42(8),
1122-1130.
Khan, A. A., & Vincent, J. F. V. (1990). Anisotropy af apple parenchyma. Journal of
the Science of Food and Agriculture, 52, 455-466.
Khan, A. A., Vincent, J.V.F;. (1993). Compressive stiffness and fracture properties
of apple and potato parenchyma. Journal of Texture Studies, 24(4), 423 - 435.
Khraisheh, M. A. M., Cooper, T. J. R., & Magee, T. R. A. (1997). Microwave and air
drying I. Fundamental considerations and assumptions for the simplified
thermal calculations of volumetric power absorption. Journal of Food
Engineering, 33(1–2), 207-219.
Khraisheh, M. A. M., McMinn, W. A. M., & Magee, T. R. A. (2004). Quality and
structural changes in starchy foods during microwave and convective drying.
Food Research International, 37(5), 497-503.
Kiani Deh Kiani, M., Maghsoudi, H., & Minaei, S. (2011). Determination of
Poisson's ratio and Young's modulus of Red Bean grains. Journal of Food
Process Engineering, 34(5), 1573-1583.
Kilpatric, P. W., Lowe, E., & Van Arsdel, W. B. (1955). Tunnel dehydrators for
fruits and vegetables. New York: Academic Press.
Koç, B., Eren, I., & Kaymak Ertekin, F. (2008). Modelling bulk density, porosity and
shrinkage of quince during drying: The effect of drying method. Journal of
Food Engineering, 85(3), 340-349.
Krokida, M., & Maroulis, Z. B. (2001a). Quality changes during drying of food
materials. Delhi, India: Oxford IBH.
Krokida, M. K., Karathanos, V. T., & Maroulis, Z. B. (1998a). Effect of freeze-
drying conditions on shrinkage and porosity of dehydrated agricultural
products. Journal of Food Engineering, 35(4), 369-380.
Krokida, M. K., Karathanos, V. T., & Maroulis, Z. B. (2000). Compression analysis
of dehydrated agricultural products. Drying Technology, 18(1-2), 395-408.
Krokida, M. K., & Maroulis, Z. B. (1997). Effect of drying method on shrinkage and
porosity. Drying Technology, 15(10), 2441–2458.
Krokida, M. K., & Maroulis, Z. B. (1999). Effect of microwave drying on some
quality properties of dehydrated products. Drying Technology, 17(3), 449-
466.
Krokida, M. K., & Maroulis, Z. B. (2001b). Structural properties of dehydrated
products during rehydration. International Journal of Food Science and
Technology, 36(5), 529-538.
Krokida, M. K., & Philippopoulos, C. (2005). Rehydration of Dehydrated
Foods. Drying Technology: An International Journal, 23(4), 799-830.

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 197
Krokida, M. K., Tsami, E., & Maroulis, Z. B. (1998b). Kinetics of color changes
during drying of some fruits and vegetables. Drying Technology, 16(3-5),
667–685.
Krokida, M. K., Zogzas, N. P., & Maroulis, Z. B. (1997). Modelling shrinkage and
porosity during vacuum dehydration. International Journal of Food Science
& Technology, 32(6), 445-458.
Krokida, M. K. a. M., Z. B.;. (1997). Effect of drying method on shrinkage and
porosity. Drying Technology, 15(10), 2441-2458.
Kudra, T. (2004). Energy Aspects in Drying. Drying Technology, 22(5), 917-932.
Kumar, C., Joardder, M. U. H., Farrell, T., & Karim, A. (2015a). Non-equilibrium
multiphase porous media model for heat and mass transfer during food drying
Journal of.
Kumar, C., Joardder, M. U. H., Farrell, T. W., Millar, G. J., & Karim, M. A. (2015b).
A Mathematical Model for Intermittent Microwave Convective (IMCD)
Drying of Food Materials. Drying Technology, null-null.
Kumar, C., Karim, M. A., & Joardder, M. U. H. (2014a). Intermittent drying of food
products: A critical review. Journal of Food Engineering, 121(0), 48-57.
Kumar, C., Millar, G. J., & Karim, M. A. (2014b). Effective Diffusivity and
Evaporative Cooling in Convective Drying of Food Material. Drying
Technology, 33(2), 227-237.
Kurozawa, L. E., Hubinger, M. D., & Park, K. J. (2012). Glass transition
phenomenon on shrinkage of papaya during convective drying. Journal of
Food Engineering, 108(1), 43-50.
Laurienzo, P., Cammarota, G., Di Stasio, M., Gentile, G., Laurino, C., & Volpe, M.
G. (2013). Microstructure and olfactory quality of apples de-hydrated by
innovative technologies. Journal of Food Engineering, 116(3), 689-694.
Le Maguer, M., & Yao, Z. M. (Eds.). (1995). Mass transfer during osmotic
dehydration at cellular level. Lancaster: Technomic publication company.
Levi, G., & Karel, M. (1995). Volumetric shrinkage (collapse) in freeze-dried
carbohydrates above their glass transition temperature. Food Research
International, 28(2), 145-151.
Lewicki, P. P. (1998a). Effect of pre‐drying treatment, drying and rehydration on
plant tissue properties: A review. International Journal of Food Properties,
1(1), 1-22.
Lewicki, P. P. (1998b). Some remarks on rehydration properties of dried foods.
Journal of Food Engineering, 36, 81–87.
Lewicki, P. P., & Duszczyk, E. (1998). Color changes of selected vegetables during
convective air drying. International Journal of Food Properties, 1(3), 263–
273.
Lewicki, P. P., & Lenart, A. (Eds.). (1995). Osmotic Dehydration of fruits and
vegetables (Vol. 1). New York: Marcel Dekker.
Lewicki, P. P., & Pawlak , G. (2003). Effect of drying on microstructure of plant
tissue. Drying Technology, 21(4).
Lewicki, P. P., Pomaranska-Lazuka, W., Witrowa-Rajchert, D., & Nowak, D. (1998).
Effect of mode of drying on storage stability of colour of dried onion. Journal
of Food and Nutrition Sciences, 7/48(4), 701–706.
Lewis, W. K. (1921). The Rate of Drying of Solid Materials. Journal of Industrial
and Engineering Chemistry, 13(5), 427-432.
Lian, Y. (2001). Amorphous pharmaceutical solids: preparation, characterization and
stabilization. Advanced Drug Delivery Reviews, 48(1), 27-42.

198 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Liu, G., Chen, J., Liu, M., & Wan, X. (2012a). Shrinkage, porosity and density
behaviour during convective drying of bio-porous material. Procedia
Engineering, 31(0), 634-640.
Liu, P., Zhang, M., & Mujumdar, A. S. (2012b). Comparison of three microwave-
assisted drying methods on the physiochemical, nutritional and sensory
qualities of re-structured purple-fleshed sweet potato granules. International
Journal of Food Science & Technology, 47(1), 141-147.
Liu, Z., & Scanlon, M. G. (2003). Predicting Mechanical Properties of Bread Crumb.
Food and Bioproducts Processing, 81(3), 224-238.
Lozano, J. E., Rotstein, E., & Urbicain, M. J. (1980). Total porosity and open-pore
porosity in the drying of fruits. Journal of Food Science, 45, 1403-1407.
Lozano, J. E., Rotstein, E., & Urbicain, M. J. (1983). Shrinkage, porosityand bulk
densityof foodstuffs at changing moisture contents. Journal of Food Science,
48, 1497–1502, 1553.
Luikov A.V. (1975). Systems of differential equations of heat and mass transfer in
capillary-porous bodies (review). International Journal of Heat and Mass
Transfer, 18(1), 1-14.
Madamba, P. S., Driscoll, R. H., & Buckle, K. A. (1994). Shrinkage, density and
porosity of garlic during drying. Journal of Food Engineering, 23(3), 309-
319.
Maddox, I. S., & Richert, S. H. (1977). Use of Response Surface Methodology for
the Rapid Optimization of Microbiological Media. Journal of Applied
Bacteriology, 43(2), 197-204.
Mahn, A. V., Antoine, P., & Reyes, A. (2011). Optimization of Drying Kinetics and
Quality Parameters of Broccoli Florets. International Journal of Food
Engineering, 7(2).
Malafronte, L., Lamberti, G., Barba, A. A., Raaholt, B., Holtz, E., & Ahrné, L.
(2012). Combined convective and microwave assisted drying: Experiments
and modeling. Journal of Food Engineering, 112(4), 304-312.
Marabi, A., & Saguy, I. S. (2004). Effect of porosity on rehydration of dry food
particulates. Journal of the Science of Food and Agriculture, 84(10), 1105-
1110.
Marousis, S. N., & Saravacos, G. D. (1990). Density and Porosity in Drying Starch
Materials. Journal of Food Science, 55(5), 1367-1372.
Martí, N., Mena, P., Cánovas, J. A., Micol, V., & Saura, D. (2009). Vitamin C and
the role of citrus juices as functional food. Natural Product Communications,
4(5), 677-700.
Martín-Esparza, M. E., Martínez-Navarrete, N., Chiralt, A., & Fito, P. (2006).
Dielectric behavior of apple (var. Granny Smith) at different moisture
contents. Journal of Food Engineering, 77(1), 51-56.
Martynenko, A. I. (2011). Porosity Evaluation of Ginseng Roots from Real-Time
Imaging and Mass Measurements. Food and Bioprocess Technology, 4(3),
417-428.
Mascarenhas, W. J., Akay, H. U., & Pikal, M. J. (1997). A computational model for
finite element analysis of the freeze-drying process. Computer Methods in
Applied Mechanics and Engineering, 148(1–2), 105-124.
Mattea, M., Urbicain, M. J., & Rotstein, E. (1986). Prediction of Thermal
Conductivity of Vegetable Foods by the Effective Medium Theory. Journal
of Food Science, 51(1), 113-115.

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 199
Mayor, L., & Sereno, A. M. (2004). Modelling shrinkage during convective drying
of food materials: a review. Journal of Food Engineering, 61(3), 373-386.
McMinn, W. A. M., Khraisheh, M. A. M., & Magee, T. R. A. (2003). Modelling the
mass transfer during convective, microwave and combined microwave-
convective drying of solid slabs and cylinders. Food Research International,
36(9-10), 977-983.
Mcminn, W. A. M., & Magee, T. R. A. (1976). Physical characteristics of dehydrated
potatoes––Part II. Journal of Food Engineering, 33, 49–55.
Mebatsion, H. K., Verboven, P., Ho, Q. T., Verlinden, B. E., & Nicolaï, B. M.
(2008). Modelling fruit (micro)structures, why and how? Trends in Food
Science and Technology, 19(2), 59-66.
Mercier, S., Villeneuve, S., Mondor, M., & Des Marchais, L. P. (2011). Evolution of
porosity, shrinkage and density of pasta fortified with pea protein concentrate
during drying. LWT - Food Science and Technology, 44(4), 883-890.
Mihoubi, D., & Bellagi, A. (2009). Drying-Induced Stresses during Convective and
Combined Microwave and Convective Drying of Saturated Porous Media.
Drying Technology, 27(7-8), 851-856.
Miles, C. A., Beck, G. V., & & Veerkamp, C. H. (1983). Calculation of
thermophysical propcrties of foods. London: Applied Science Publishers.
Montanuci, F. D., Perussello, C. A., de Matos Jorge, L. M., & Jorge, R. M. M.
(2014). Experimental analysis and finite element simulation of the hydration
process of barley grains. Journal of Food Engineering, 131, 44-49.
Mothibe , K. J., Wang, C.Y. ,Mujumdar A.S., Zhang , M.;. (2014). Microwave-
Assisted Pulse-Spouted Vacuum Drying of Apple Cubes. Drying Technology,
32(15).
Moyano, P. C., Troncoso, E., & Pedreschi, F. (2007). Modeling texture kinetics
during thermal processing of potato products. Journal of Food Science, 72(2),
E102-E107.
Moyano, P. C., Troncoso, E. and Pedreschi, F. (2007). Modeling texture kinetics
during thermal processing of potato products. Journal of Food Science, 72(2),
E102-E107.
Mujumdar, A. S. (1997). Drying Fundamentals. London.: Chapman & Hall.
Mujumdar, A. S. (2004). Research and Development in Drying: Recent Trends and
Future Prospects. Drying Technology, 22(1-2), 1-26.
Mujumdar, A. S., & Zhonghua, W. (2007). Thermal Drying Technologies—Cost-
Effective Innovation Aided by Mathematical Modeling Approach. Drying
Technology, 26(1), 145-153.
Ni, H. (1997). Multiphase moisture transport in porous media under intensive
microwave heating. (PhD), Cornell University, Ithaca, New York, United
States, Ithaca, New York, United States.
Ni, H., & Datta, A. K. (1999). Moisture, Oil and Energy Transport During Deep-Fat
Frying of Food Materials. Food and Bioproducts Processing, 77(3), 194-204.
Ni, H., Datta, A. k., & Torrance, K. e. (1999). Moisture transport in intensive
microwave heating of biomaterials: a multiphase porous media model.
International Journal of Heat and Mass Transfer, 42(8), 1501-1512.
Oikonomopoulou, V. P., & Krokida, M. K. (2013). Novel aspects of formation of
food structure during drying. Drying Technology, 31(9), 990-1007.
Ormerod, A. P., Ralfs, J. D., Jackson, R., Milne, J., & Gidley, M. J. (2004). The
influence of tissue porosity on the material properties of model plant tissues.
Journal of Materials Science, 39(2), 529-538.

200 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Orsat, V., Yang, W., Changrue, V., & Raghavan, G. S. V. (2007). Microwave-
assisted drying of biomaterials. Food and Bioproducts Processing, 85(3),
255-263.
Pei, F. Y., Shi, W. J., Sun, Y., Mariga, Y., Zhao, A. M., Fang, L., . . . Qiu-hui.
(2014). Comparison of Freeze-Drying with Three Different Combinations of
Drying Methods and Their Influence on Colour, Texture, Microstructure and
Nutrient Retention of Button Mushroom (Agaricus bisporus) Slices. Food
and Bioprocess Technology, 7, 1-9.
Perez, M. G. R., & Calvelo, A. (1984). Modeling the thermal-conductivity of cooked
meat. Journal of Food Science, 49(1), 152-156.
Perussello, C. A., Kumar, C., de Castilhos, F., & Karim, M. A. (2014). Heat and
mass transfer modeling of the osmo-convective drying of yacon roots
(Smallanthus sonchifolius). Applied Thermal Engineering, 63(1), 23-32.
Perussello, C. A., Mariani, V. C., & do Amarante, Á. C. C. (2012). Numerical and
experimental analysis of the heat and mass transfer during okara drying.
Applied Thermal Engineering(0).
Pitchai, K., Birla, S. L., Subbiah, J., Jones, D., & Thippareddi, H. (2012). Coupled
electromagnetic and heat transfer model for microwave heating in domestic
ovens. Journal of Food Engineering, 112(1–2), 100-111.
Plumb, O. A. (1991). Heat Transfer During Unsaturated Flow in Porous Media. In S.
Kakaç, B. Kilkiş, F. Kulacki & F. Arinç (Eds.), Convective Heat and Mass
Transfer in Porous Media (Vol. 196, pp. 435-464): Springer Netherlands.
Prabhanjan, D. G., Ramaswamy, H. S., & Raghavan, G. S. V. (1995). Microwave-
assisted convective air drying of thin layer carrots. Journal of Food
Engineering, 25(2), 283-293.
Prothon, F., Ahrné, L., & Sjöholm, I. (2003). Mechanisms and Prevention of Plant
Tissue Collapse during Dehydration: A Critical Review. Critical Reviews in
Food Science and Nutrition, 43(4), 447-479.
Qi, H., Sharma, S. K., & LeMaguer, M. (1999). Modeling multicomponent mass
transfer in plant material in contact with aqueous solutions of sucrose and
sodium chloride during osmotic dehydration. International Journal of Food
Properties, 2(1), 39-54.
Quirijns, E. J. (2006). Modelling and dynamic optimisation of quality indicator
profiles during drying. (PhD), Wageningen University, Wageningen.
Retrieved from http://edepot.wur.nl/121784
Rahman M.S, & C.O., P. (Eds.). (1999). Drying and food preservation. New York:
Marcel Dekker:.
Rahman, M. S. (2001). Towards prediction of porosity in food foods during drying:
A brief review. Drying Technology, 19(1), 3-15.
Rahman, M. S. (2003). A theoretical model to predict the formation of pores in foods
during drying. International Journal of Food Properties, 6(1), 61-72.
Rahman, M. S. (2005). Dried Food Properties: Challenges Ahead. Drying
Technology, 23(4), 695-715.
Rahman, M. S. (2008). Food properties handbook: CRC press.
Rahman, M. S., Al-Amri, O. S., & Al-Bulushi, I. M. (2002). Pores and physico-
chemical characteristics of dried tuna produced by different methods of
drying. Journal of Food Engineering, 53(4), 301-313.

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 201
Rahman, M. S., Al-Zakwani, I., & Guizani, N. (2005). Pore formation in apple
during air-drying as a function of temperature: Porosity and pore-size
distribution. Journal of the Science of Food and Agriculture, 85(6), 979-989.
Rahman, M. S., & McCarthy, O. J. (1999). A classification of food properties.
International Journal of Food Properties, 2(2), 93-99.
Rahman, M. S., Perera, C. O., Chen, X. D., Driscoll, R. H., & Potluri, P. L. (1996).
Density, shrinkage and porosity of calamari mantle meat during air drying in
a cabinet dryer as a function of water content. Journal of Food Engineering,
30(1-2), 135-145.
Rahman, M. S., & Potluri, P. L. (1990). Shrinkage and density of squid flesh during
air drying. Journal of food engineering., 12(2), 133-143.
Rakesh, V., & Datta, A. K. (2013). Transport in deformable hygroscopic porous
media during microwave puffing. AIChE Journal, 59(1), 33-45.
Rakesh, V., Datta, A. K., Amin, M. H. G., & Hall, L. D. (2009). Heating uniformity
and rates in a domestic microwave combination oven. Journal of Food
Process Engineering, 32(3), 398-424.
Rakesh, V., Datta, A. K., Walton, J. H., McCarthy, K. L., & McCarthy, M. J. (2012).
Microwave combination heating: Coupled electromagnetics- multiphase
porous media modeling and MRI experimentation. AIChE Journal, 58(4),
1262-1278.
Rakesh, V., Seo, Y., Datta, A. K., McCarthy, K. L., & McCarthy, M. J. (2010). Heat
transfer during microwave combination heating: Computational modeling and
MRI experiments. AIChE Journal, 56(9), 2468-2478.
Ralfs, J. D. (2002). The influence of freezing and tissue porosity on the material
properties of vegetable tissues. (BL: DXN057947). (U152143 Ph.D.), The
University of Reading (United Kingdom), Ann Arbor. ProQuest
Dissertations & Theses Global database.
Ramos, I. N., Branda˜o, T. R. S., & Silva, C. L. M. (2003). Structural Changes
During Air Drying of Fruits and Vegetables.
Rapusas, R. S., & Driscoll, R. H. (1995). Thermophysical properties of fresh and
dried white onion slices. Journal of Food Engineering, 24(2), 149-164.
Ratanadecho, P., Aoki, K., & Akahori, M. (2001). Experimental and numerical study
of microwave drying in unsaturated porous material. International
Communications in Heat and Mass Transfer, 28(5), 605-616.
Ratti, C. (1994). Shrinkage during drying of foodstuffs. Journal of Food
Engineering, 23(1), 91-105.
Ratti, C., Crapiste, G. H., & Rotstein, E. (1989). A New Water Sorption Equilibrium
Expression for Solid Foods based on Thermodynamic Considerations.
Journal of Food Science, 54(3), 738-742.
Reeve, R. M. (1953). Histological investigations of texture in apples. Journal of
Food Science, 18(1-6), 604-617.
Reeve, R. M. (1970). Relationships of histological structure to texture of fresh and
processed fruits and vegetables. Journal of Texture Studies, 1(3), 247-284.
Reyes, A., Alvarez, P. I., & Marquard, F. H. (2002). Drying of carrots in fluidized
bed. I. Effect of drying conditions and modelling. Drying Technology, 20(7),
1463–1483.
Riva, M., Campolongo, S., Leva, A. A., Maestrelli, A., & Torreggiani, D. (2005).
Structure-property relationships in osmo-air-dehydrated apricot cubes. Food
Research International, 38(5), 533-542.

202 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Rojas, A. M., Delbon, M., Marangoni, A. G., & Gerschenson, L. N. (2002).
Contribution of Cellular Structure to the Large and Small Deformation
Rheological Behavior of Kiwifruit. Journal of Food Science, 67(6), 2143-
2148.
Romano, G., Argyropoulos, D., Nagle, M., Khan, M. T., & Müller, J. (2012).
Combination of digital images and laser light to predict moisture content and
color of bell pepper simultaneously during drying. Journal of Food
Engineering, 109(3), 438-448.
Roos, Y. H. (1995). Phase transition in Foods . San Diego , CA, USA: Academic
Press.
Roos, Y. H. (1998). Phase transitions and structure of solid food matrices. Current
Opinion in Colloid and Interface Science, 3(6), 651-656.
Roos, Y. H. (2003). Thermal analysis, state transitions and food quality. Journal of
Thermal Analysis and Calorimetry, 71(1), 197-203.
Ross, K. A., Campanella, O. H., & Okos, M. R. (2002). The effect of porosity on
glass transition measurement. International Journal of Food Properties, 5(3),
611-628.
Rosselló, C. (1992). Simple mathematical model to predict the drying rates of
potatoes. Journal of Agricultural and Food Chemistry, 40(12), 2374-2378.
Russo, P., Adiletta, G., & Di Matteo, M. (2012). The influence of drying air
temperature on the physical properties of dried and rehydrated eggplant. Food
and Bioproducts Processing(0).
Sablani, S. S., & Rahman, M. S. (2003). Using neural networks to predict thermal
conductivity of food as a function of moisture content, temperature and
apparent porosity. Food Research International, 36(6), 617-623.
Sablani, S. S., Rahman, M. S., Al-Kuseibi, M. K., Al-Habsi, N. A., H., A.-B. R., Al-
Marhubi, I., & Al-Amri, I. S. (2007). Influence of shelf temperature on pore
formation in garlic during freeze-drying. Journal of Food Engineering, 80(1),
68-79.
Salagnac, P., Glouannec, P., & Lecharpentier, D. (2004). Numerical modeling of
heat and mass transfer in porous medium during combined hot air, infrared
and microwaves drying. International Journal of Heat and Mass Transfer,
47(19-20), 4479-4489.
Salunkhe, D. K., Bolin, H. R., & Reddy, N. R. (1991). Storage, processing and
nutritionaln quality of fruits and vegetables. Volume II. Processed fruits and
vegetables. Boca Raton, etc.: CRC Press, Inc.
Santos, P. H. S., & Silva, M. A. (2008). Retention of Vitamin C in Drying Processes
of Fruits and Vegetables—A Review. Drying Technology, 26(12), 1421-
1437.
Saravacos, G. D. (1967). Effect of the drying method on the water sorption of
dehydrated apple and potato. Journal of Food Science, 32(1), 81-84.
Scheidegger, A. E. (1974). The physics of flow through porous media, 3rd edition.
University of Toronto press. Toronto.
Schössler, K., Jäger, H., & Knorr, D. (2012). Effect of continuous and intermittent
ultrasound on drying time and effective diffusivity during convective drying
of apple and red bell pepper. Journal of Food Engineering, 108(1), 103-110.
Sereno, A. M., Silva, M. A., & Mayor, L. (2007). Determination of Particle Density
and Porosity in Foods and Porous Materials with High Moisture Content.
International Journal of Food Properties, 10(3), 455-469.

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 203
Sherwood, T. K. (1929a). The Drying of Solids—I. Industrial & Engineering
Chemistry, 21(1), 12-16.
Sherwood, T. K. (1929b). The Drying of solids—II. Industrial & Engineering
Chemistry, 21(10), 976-980.
Silva, W. P., Hamawand, I., & Silva, C. M. D. P. S. (2014). A liquid diffusion model
to describe drying of whole bananas using boundary-fitted coordinates.
Journal of Food Engineering, 137(0), 32-38.
Silva, W. P., Silva, C. M. D. P. S., Farias, V. S. O., & Gomes, J. P. (2011). Diffusion
Models to Describe the Drying Process of Peeled Bananas: Optimization and
Simulation. Drying Technology, 30(2), 164-174.
Sirisomboon, P., & Pornchaloempong , P. (2011). Instrumental textural properties of
Mango (cv Nam Doc Mai) at commercial harvesting time. International
Journal of Food Properties, 14(2), 441-449.
Slade, L., & Levine, H. (1991). A food polymer science approach to structure-
property relationships in aqueous food systems: Non-equilibrium behavior of
carbohydrate-water systems. Advances in Experimental Medicine and
Biology, 302, 29-101.
Souraki, B. A., Andrés, A., & Mowla, D. (2009). Mathematical modeling of
microwave-assisted inert medium fluidized bed drying of cylindrical carrot
samples. Chemical Engineering and Processing: Process Intensification,
48(1), 296-305.
Soysal, Y., Arslan, M. and Keskin, M.;. (2009). Intermittent Microwave-convective
Air Drying of Oregano. Food Science and Technology International, 15(4),
397-406.
Soysal, Y., Ayhan, Z., Eştürk, O., & Arıkan, M. F. (2009a). Intermittent microwave–
convective drying of red pepper: Drying kinetics, physical (colour and
texture) and sensory quality. Biosystems Engineering, 103(4), 455-463.
Srikiatden, J., & Roberts, J. S. (2007). Moisture transfer in solid food materials: A
review of mechanisms, models, and measurements. International Journal of
Food Properties, 10(4), 739-777.
Stanish, M. A., Schajer, G. S., & Kayihan, F. (1986). A mathematical model of
drying for hygroscopic porous media. AIChE Journal, 32(8), 1301-1311.
Sunjka, P. S., Rennie, T. J., Beaudry, C., & Raghavan, G. S. V. (2004). Microwave-
Convective and Microwave-Vacuum Drying of Cranberries: A Comparative
Study. Drying Technology, 22(5), 1217-1231.
Suwannapum, N., & Rattanadecho, P. (2011). Analysis of Heat–Mass Transport and
Pressure Buildup Induced inside Unsaturated Porous Media Subjected to
Microwave Energy Using a Single (TE10) Mode Cavity. Drying Technology,
29(9), 1010-1024.
Therdthai, N., & Visalrakkij, T. (2012). Effect of osmotic dehydration on dielectric
properties, microwave vacuum drying kinetics and quality of mangosteen.
International Journal of Food Science and Technology, 47(12), 2606-2612.
Ting, V. J. L., Silcock, P., Bremer, P. J., & Biasioli, F. (2013). X-Ray Micro-
Computer Tomographic Method to Visualize the Microstructure of Different
Apple Cultivars. Journal of Food Science, 78(11), E1735-E1742.
Truscott, S. (2004). A heterogenous three-dimensional computational model for
wood drying. (PhD), Queensland University of Technology.
Tsami, E., & Katsioti, M. (2000). Drying kinetics for some fruits: Predicting of
porosity and color during dehydration. Drying Technology, 18(7), 1559-1581.

204 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Turner, I. W., & Jolly, P. C. (1991). Combined microwave and convective drying of
a porous material. Drying Technology, 9(5), 1209-1269.
Turner, I. W., & Perré, P. (2004). Vacuum drying of wood with radiative heating: II.
Comparison between theory and experiment. AIChE Journal, 50(1), 108-118.
Turner, I. W., Puiggali, J. R., & Jomaa, W. (1998). A Numerical Investigation of
Combined Microwave and Convective Drying of a Hygroscopic Porous
Material: A Study Based on Pine Wood. Chemical Engineering Research and
Design, 76(2), 193-209.
UN. (2007). 18,000 children die every day of hunger, U.N. says.
http://www.usatoday.com/news/world/2007-02-17-un-hunger_x.htm
Vadivambal, R., & Jayas, D. (2010). Non-uniform Temperature Distribution During
Microwave Heating of Food Materials—A Review. Food and Bioprocess
Technology, 3(2), 161-171.
Van Arsdel W. B. (1963). Food Dehydration (Vol. 1). Connecticut: The Avi
Publishing.
Vega-Mercado, H., Marcela Góngora-Nieto, M., & Barbosa-Cánovas, G. V. (2001).
Advances in dehydration of foods. Journal of Food Engineering, 49(4), 271-
289.
Vincent, J. F. V. (1989). Relationship between density and stiffness of apple flesh.
Journal of the Science of Food and Agriculture, 47(4), 443-462.
Vincent , J. F. V. (2008). The composite structure of biological tissue used for food.
New York, USA: Springer.
Waananen, K. M., Litchfield, J. B., & Okos, M. R. (1993). Classification of drying
models for porous solids. Drying Technology, 11(1), 1-40.
Waananen, K. M., & Okos, M. R. (1996). Effect of porosity on moisture diffusion
during drying of pasta. Journal of Food Engineering, 28(2), 121-137.
Wang, N., & Brennan, J. G. (1995a). Changes in structure, density and porosity of
potato during dehydration. Journal of Food Engineering, 24(1), 61-76.
Wang, N., & Brennan, J. G. (1995b). A mathematical model of simultaneous heat
and moisture transfer during drying of potato. Journal of Food Engineering,
24(1), 47-60.
Wang, Y., Zhang, M., Mujumdar, A. S., & Mothibe, K. (2013). Microwave-Assisted
Pulse-Spouted Bed Freeze-Drying of Stem Lettuce Slices—Effect on Product
Quality. Food and Bioprocess Technology, 6(12), 3530-3543.
Wang, Y., Zhang, M., Mujumdar, A. S., Mothibe, K. J., & Roknul Azam, S. M.
(2012). Effect of blanching on microwave freeze drying of stem lettuce cubes
in a circular conduit drying chamber. Journal of Food Engineering, 113(2),
177-185.
Weerts, A. H., Lian, G., & Martin, D. (2003). Modeling Rehydration of Porous
Biomaterials: Anisotropy Effects. Journal of Food Science, 68(3), 937-942.
Wei, C. K., Davis, H. T., Davis, E. A., & Gordon, J. (1985). Heat and mass transfer
in water-laden sandstone: Microwave heating. AIChE Journal, 31(5), 842-
848.
Whitaker, S. (1977). Simultaneous Heat, Mass, and Momentum Transfer in Porous
Media: A Theory of Drying. In P. H. James & F. I. Thomas (Eds.), Advances
in Heat Transfer (Vol. Volume 13, pp. 119-203): Elsevier.
Witrowa-Rajchert, D., & Lewicki, P. P. (2006). Rehydration properties of dried plant
tissues. International Journal of Food Science & Technology, 41(9), 1040-
1046.

Bibliography
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 205
Wojdyło, A., Figiel, A., Lech, K., Nowicka, P., & Oszmiański, J. (2014). Effect of
Convective and Vacuum–Microwave Drying on the Bioactive Compounds,
Color, and Antioxidant Capacity of Sour Cherries. Food and Bioprocess
Technology, 7(3), 829-841.
World Food Programme. (2012). Hunger Statistics. Retrieved 2 January, 2014, from
http://www.wfp.org/hunger/stats
Wyszecki, G., & Stiles, W. S. (2000). Colour Science – Concepts and Methods,
Quantitative Data and Formulae. New York.: Wiley-Interscience.
Yadav, D. N., Rajan, A., Sharma, G. K., & Bawa, A. S. (2010). Effect of fiber
incorporation on rheological and chapati making quality of wheat flour.
Journal of Food Science and Technology, 47(2), 166-173.
Yan, Z., Sousa-Gallagher, M. J., & Oliveira, F. A. R. (2008a). Shrinkage and
porosity of banana, pineapple and mango slices during air-drying. Journal of
Food Engineering, 84(3), 430–440.
Yan, Z., Sousa-Gallagher, M. J., & Oliveira, F. A. R. (2008b). Shrinkage and
porosity of banana, pineapple and mango slices during air-drying. Journal of
Food Engineering, 84(3), 430-440.
Yang, C. S. T., & Atallah, W. A. (1985). Effect of four drying methods on the quality
of intermediate moisture lowbush blueberries. Journal of Food Science and
Technology, 50, 1233–1237.
Yang, H., Sakai, N., and Watanabe, A.;. (2001). Drying model with non-isotropic
shrinkage deformation undergoing simultaneous heat and mass transfer.
Drying Technology, 19(7), 1441–1460.
Yang, H. W., & Gunasekaran, S. (2001). Temperature Profiles in a Cylindrical
Model Food During Pulsed Microwave Heating. Journal of Food Science,
66(7), 998-1004.
Yang, H. W., & Gunasekaran, S. (2004). Comparison of temperature distribution in
model food cylinders based on Maxwell's equations and Lambert's law during
pulsed microwave heating. Journal of Food Engineering, 64(4), 445-453.
Yang, J., Di, Q., Jiang, Q., & Zhao, J. (2010). Application of pore size analyzers in
study of Chinese angelica slices drying. Drying Technology, 28(2), 214-221.
Yao, Y., & Lenhoff, A. M. (2004). Determination of pore size distributions of porous
chromatographic adsorbents by inverse size-exclusion chromatography.
Journal of Chromatography A, 1037(1–2), 273-282.
Zdunek, A., & Umeda, M. (2005). Influence of cell size and cell wall volume
fraction on failure properties of potato and carrot tissue. Journal of Texture
Studies, 36(1), 25-43.
Zeki, B. (2009). Chapter 22 - Dehydration Food Process Engineering and
Technology (pp. 459-510). San Diego: Academic Press.
Zhang, J., & Datta, A. K. (2004). Some Considerations in Modeling of Moisture
Transport in Heating of Hygroscopic Materials. Drying Technology, 22(8),
1983-2008.
Zhang, J., Datta, A. K., & Mukherjee, S. (2005). Transport processes and large
deformation during baking of bread. AIChE Journal, 51(9), 2569-2580.
Zhang, M., Jiang, H., & Lim, R.-X. (2010). Recent Developments in Microwave-
Assisted Drying of Vegetables, Fruits, and Aquatic Products—Drying
Kinetics and Quality Considerations. Drying Technology, 28(11), 1307-1316.
Zhang, M., Tang, J., Mujumdar, A. S., & Wang, S. (2006). Trends in microwave-
related drying of fruits and vegetables. Trends in Food Science &
Technology, 17(10), 524-534.

206 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Zhou, L., Puri, V. M., Anantheswaran, R. C., & Yeh, G. (1995). Finite element
modeling of heat and mass transfer in food materials during microwave
heating — Model development and validation. Journal of Food Engineering,
25(4), 509-529.
Zogzas, N. P., Maroulis, Z. B., & Marinos-Kouris, D. (1994). Densities, shrinkage
and porosity of some vegetables during air drying. Drying Technology, 12(7),
1653-1666.

Appendices
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 207
Appendices
Appendix A
IMPLEMENTATION OF THE MODEL IN MATHEMATICAL INTERFACE
OF COMSOL
The mathematics interfaces were used to model heat and mass transfer for
solving as well as finding instantaneous value of some parameters that generally
show circular dependency. A coefficient form PDE, as given in the following
equation, was chosen to solve the equation and the coefficients were defined to
match with the formulated equations of the models.
fauuuuct
ud
t
ue aa
.)(
2
2
Where,
u is the independent variable,
ae is the mass coefficient,
ad is a damping coefficient or a mass coefficient,
c is the diffusion coefficient,
α is the conservative, flux convection coefficient,
β is the convection coefficient,
a is the absorption coefficient,
γ is the conservative flux source term and
f is the source term.
For example, the final equation for liquid water transport in the model is
evapwc
w
wrw
www RcDPkk
St
,. .

208 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Therefore, to implement this equation in COMSOL the following settings were
used.
Description Value expression
Diffusion coefficient cD
Absorption coefficient wS
t
Source term evapR
Mass coefficient 0
Damping or mass coefficient wS
Conservative flux convection coefficient 0
Convection coefficient 0
Conservative flux source P
kk
w
wrw
w
,
Similar strategies were taken for vapour conservation and energy equations.

Appendices
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 209
Appendix B
THE CONVERSIONS OF MOISTURE CONTENT
The moisture content (dry basis), dbM , can be written as,
s
vwdb
ccM
1
Where, wc is the mass concentration of water (kg/m3), and vc is the mass
concentration of vapour (kg/m3).
The relationship between dry basis moisture content, dbM , and wet basis
moisture content, wbM , are shown by following equations,
db
dbwb
M
MM
1
wb
wbdb
M
MM
1

210 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Appendix C
CELL WALL WATER ESTIMATION
An assumption is made that all of the cell wall water treated as physically
bound water due to their easy availability during drying and moisture removal
process. Measuring the cell wall thickness before and after drying can provide the
amount of water it holds. Some other assumptions of calculating cell wall water are
as follows:
1. Shape of cells is spherical, and consist hydraulic diameter. However, the ratio
of intracellular and cell wall water minimize the error of this assumption.
2. As most of the plant tissue shows heterogeneous nature of cell orientation and
content, average number of cell and intercellular space will be considered.
3. Density of cell wall water is same as the density of intracellular water.
4. Cell dimension varies within the plant tissue, average cell dimension has been
considered here.
Assuming that the difference of cell wall thickness represents the amount of
bound water. After calculating the volume difference of cell wall the following
equation can be used to achieve the bound water in the cell wall:
222
3
14 trtrtM cw (1)
Where, r and r1 are the radius of fresh and dried plant tissue cell (Figure 2), t is
the initial thickness and t 1 is the final thickness of cell wall. Shrinkage coefficient of
the cell wall thickness, t
t1
From the equation 1, it is clearly apparent that amount of cell water depends
directly on the cell wall thickness, cell dimension, and cell wall shrinkage
coefficient. Therefore, it is not enough to consider cell wall water only to represent
the amount water in food tissue rather ratio of intracellular and cell wall bound water
can provide more insight regarding the overall bound water present in plant tissue.
So, the ratio of intracellular and cell wall water can be obtained from the equation 2.
)33( 222
3
trtrt
tr
M
M
cw
iw
(2)

Appendices
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 211
Therefore, it is possible to obtain the quite accurate amount of bound water
from the microstructure of fresh and dried product.
Cell wall thickness analysis, presented in Table (below), shows that Red
Delicious has a thicker cell wall compared to the Granny Smith cell wall thickness
for 9.31±3.1 µm and 11.405±3.2 µm for Granny Smith and Red Delicious
respectively) in fresh state.
TableA-1: Cell wall thickness of fresh and dried apple
Granny Smith apple Red Delicious apple
Cell wall
thickness Cell wall
shrinkage
Coefficient
β
Ratio of
intracellular
and cell
wall water
Cell wall
shrinkage
Coefficient
β
Ratio of
intracellular
and cell wall
water Fresh
(µm)
Dried
(µm)
Fresh
(µm)
Dried
(µm)
Avg. 9.312 4.685 0.4969
4.2853
11.405 2.432 78.68
2.13 Min. 6.734 3.769 0.4403 7.678 1.65 78.51
Max. 11.785 6.281 0.4670 14.458 3.527 75.61
On the other hand, after drying the cell wall shrinks more (on average 78.68%
shrinkage) in Red Delicious compared to a Granny Smith (50% shrinkage). This
result indicates the presence of more bound water in Red Delicious within the cell
wall.
These findings of cell wall characteristics manifest the amount of bound water
in cell wall were higher in Red Delicious apple. This result might be the explanation
of why Red Delicious apples take more energy for compression and drying to certain
moisture content. It is relevant to compare this nature of the cell wall with the feature
of dietary fibre of apples. The ratio of insoluble and soluble dietary fibre in Red
Delicious is 4.37, whereas it is 3.21 for Granny Smith apple (Ferdous, 1997). This
implies that the cell wall of Red Delicious is highly dense with insoluble fibre. In
addition to this, it explains why more energy is required to remove the same amount
of water from Red Delicious apple.

212 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Appendix D
ANISOTROPY NATURE OF APPLE TISSUE
The cells immediately underneath the surface are small and radially flattened.
Towards the interior, there is a gradual increase in cell size to a maximum diameter
of 20-300 µ.
As Figure A-1 shows, there is a significant difference of mechanical response
at a different section of the tissue. The tissue of the core of apple shows maximum
mechanical strength. However, the neighbouring tissue of the core has the minimum
strength, and an increasing trend of strength is found towards the peel of an apple.
As Figure 7.18 shows, there is a significant difference of mechanical response
at a different section of the tissue. The tissue of the core of apple shows maximum
mechanical strength. However, the neighbouring tissue of the core has the minimum
strength, and an increasing trend of strength is found towards the peel of an apple.
Figure A-1: Anisotropy nature of apple tissue
-1
0
1
2
3
4
5
6
7
0 0.2 0.4 0.6 0.8 1 1.2
Lo
ad
(N
)
Deformation (mm)
1
2
3
4
5

Appendices
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 213
Appendix E
SNAPSHOT OF SELECTED PUBLICATION
In this Appendix E, abstracts of the published the book, six selected journals
and two award winning conferences are presented. Please turn over to have a look
those snapshot of our selected publications.

214 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
Book: Porosity: Establishing the Relationship between Drying Parameters and
Dried Food Quality

Appendices
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 215
Journal 1:

216 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
M. U. H. Joardder; C. Kumar, R. J Brown, and M. A. Karim (2015) A micro-level
investigation of the solid displacement method for porosity determination of dried
food. Journal of Food Engineering, 166, 156–164 [I.F. 2.77]
Journal 2:

Appendices
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 217
M. U. H. Joardder, C. Kumar, and M. A. Karim (2015) Food Structure: Its
Formation and Relationships with Other Properties. Critical Reviews in Food Science
and Nutrition, (available online) [I.F. 5.55]
Journal 3:

218 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
M. U. H Joardder, R. J. Brown, C. Kumar, and M. A. Karim (2015) Effect of cell
wall properties on porosity and shrinkage of dried apple. International Journal of
Food Properties, 18(10), 2327-2337. [I.F. 0.92]
Journal 4:

Appendices
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 219
C. Kumar, M. A. Karim and M.U.H. Joardder (2014) Intermittent Drying of Food
Products: A Critical Review. Journal of Food Engineering, 121, 48–57 [Impact
Factor 2.77]
Outstanding paper award:

220 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
M. U. H. Joardder, M. A. Karim, and C. Kumar (2013) Effect of moisture and
temperature distribution on dried food Microstructure and Porosity. From Model
Foods to Food Models, the DREAM Project International Conference, 24– 26 June
2013, Nantes, France.

Appendices
Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying 221
Best paper award:

222 Pore Formation and Evolution, Food Quality and Intermittent Microwave Convective Drying
M. U. H. Joardder, M. A. Karim, C. Kumar, and R. J. Brown (2014) Effect of cell
wall properties on porosity and shrinkage during drying of Apple. 1st International
Conference on Food Properties (iCFP2014), Kuala Lumpur, Malaysia, January 24–
26, 2014.
Top Related