
Zero-Dimensional Nanostructures: Nanoparticles (2)web.eng.fiu.edu/wangc/Zero-Dimensional...
35
Zero-Dimensional Nanostructures: Nanoparticles (2) Dr. Chunlei (Peggy) Wang Mechanical and Materials Engineering Florida International University
Transcript of Zero-Dimensional Nanostructures: Nanoparticles (2)web.eng.fiu.edu/wangc/Zero-Dimensional...
Zero-Dimensional Nanostructures: Nanoparticles (2)
Dr. Chunlei (Peggy) WangMechanical and Materials Engineering
Florida International University
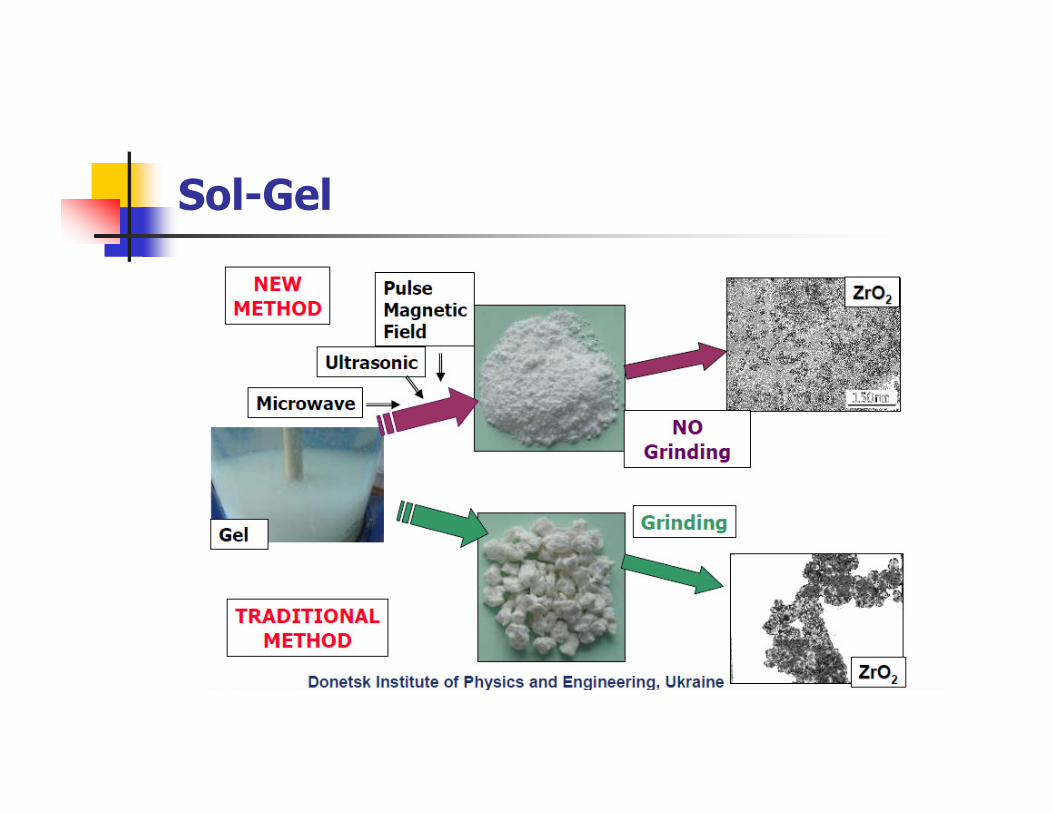
� The sol-gel process is a versatile solution process for making ceramic and glass materials. Applying the sol-gel process, it is possible to fabricate ceramic or glass materials in a wide variety of forms: ultra-fine or spherical shaped powders, thin film coatings, ceramic fibers,microporous inorganic membranes, monolithic ceramics and glasses, or extremely porous aerogel materials.
� In general, the sol-gel process involves the transition of a system from a liquid "sol" (mostly colloidal) into a solid "gel" phase.
� The starting materials used in the preparation of the "sol" are usually inorganic metal salts or metal organic compounds such as metal alkoxides. In a typical sol-gel process, the precursor is subjected to a series of hydrolysis and polymeration reactions to form a colloidal suspension, or a "sol". Further processing of the "sol" enables one to make ceramic materials in different forms.
Sol-Gel
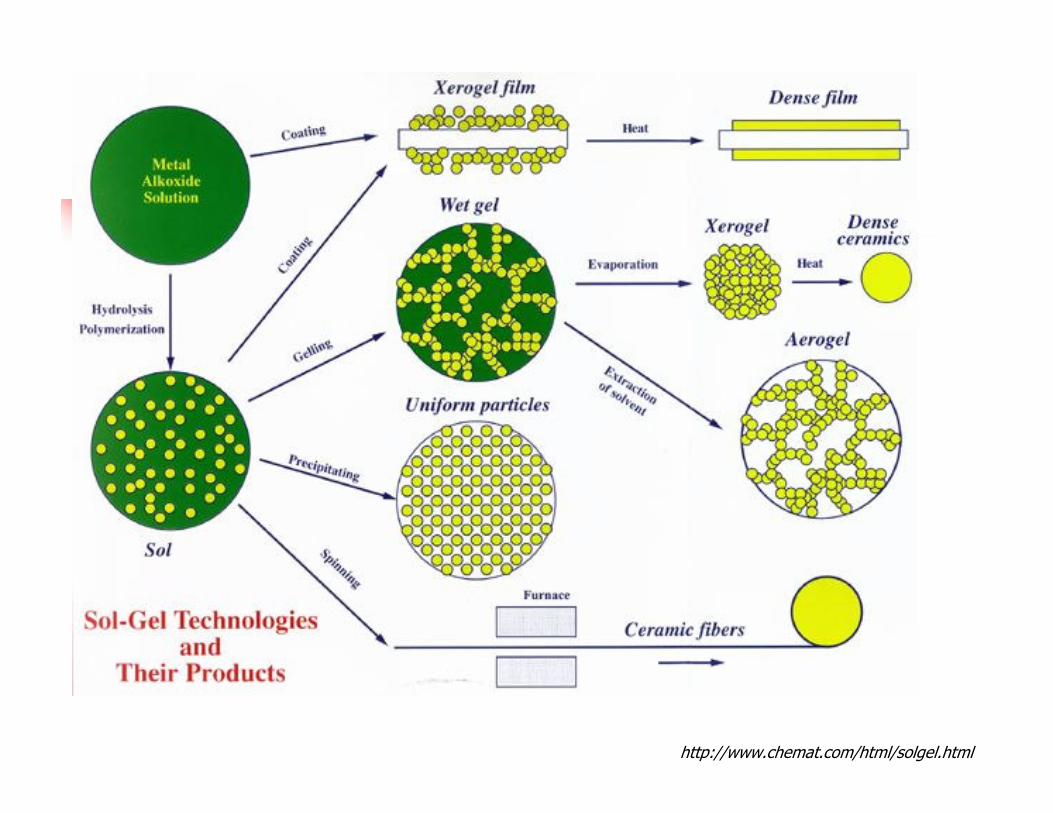
� Thin films can be produced on a piece of substrate by spin-coating or dip-coating. When the "sol" is cast into a mold, a wet "gel" will form. With further drying and heat-treatment, the "gel" is converted into dense ceramic or glass articles. If the liquid in a wet "gel" is removed under a supercritical condition, a highly porous and extremely low density material called "aerogel" is obtained. As the viscosity of a "sol" is adjusted into a proper viscosity range, ceramic fibers can be drawn from the "sol". Ultra-fine and uniform ceramic powders are formed by precipitation, spray pyrolysis, or emulsion techniques.
Sol-Gel
Sol-Gel
http://www.chemat.com/html/solgel.html
Sol-Gel
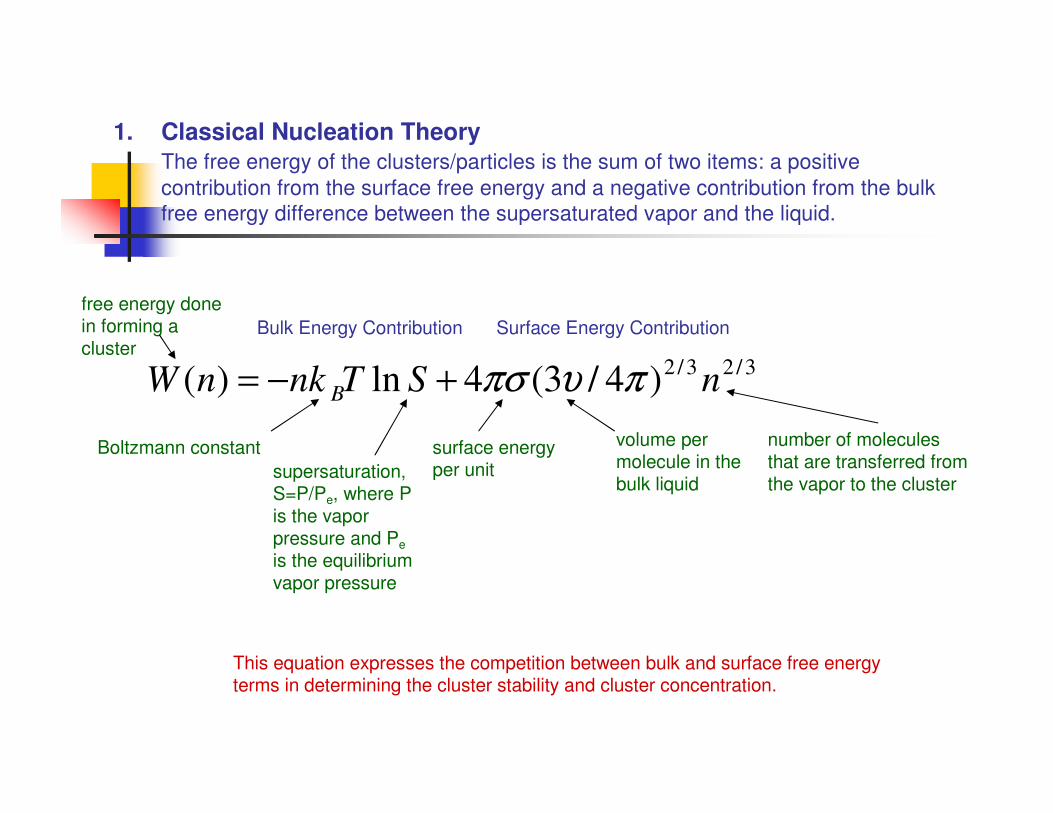
1. Classical Nucleation Theory
The free energy of the clusters/particles is the sum of two items: a positive
contribution from the surface free energy and a negative contribution from the bulk
free energy difference between the supersaturated vapor and the liquid.
Boltzmann constant
Bulk Energy Contribution
surface energy per unit
Surface Energy Contribution
volume per molecule in the bulk liquid
number of molecules that are transferred from the vapor to the cluster
supersaturation, S=P/Pe, where P is the vapor pressure and Pe
is the equilibrium vapor pressure
3/23/2)4/3(4ln)( nSTnknW
Bπυπσ+−=
free energy done in forming a cluster
This equation expresses the competition between bulk and surface free energy terms in determining the cluster stability and cluster concentration.
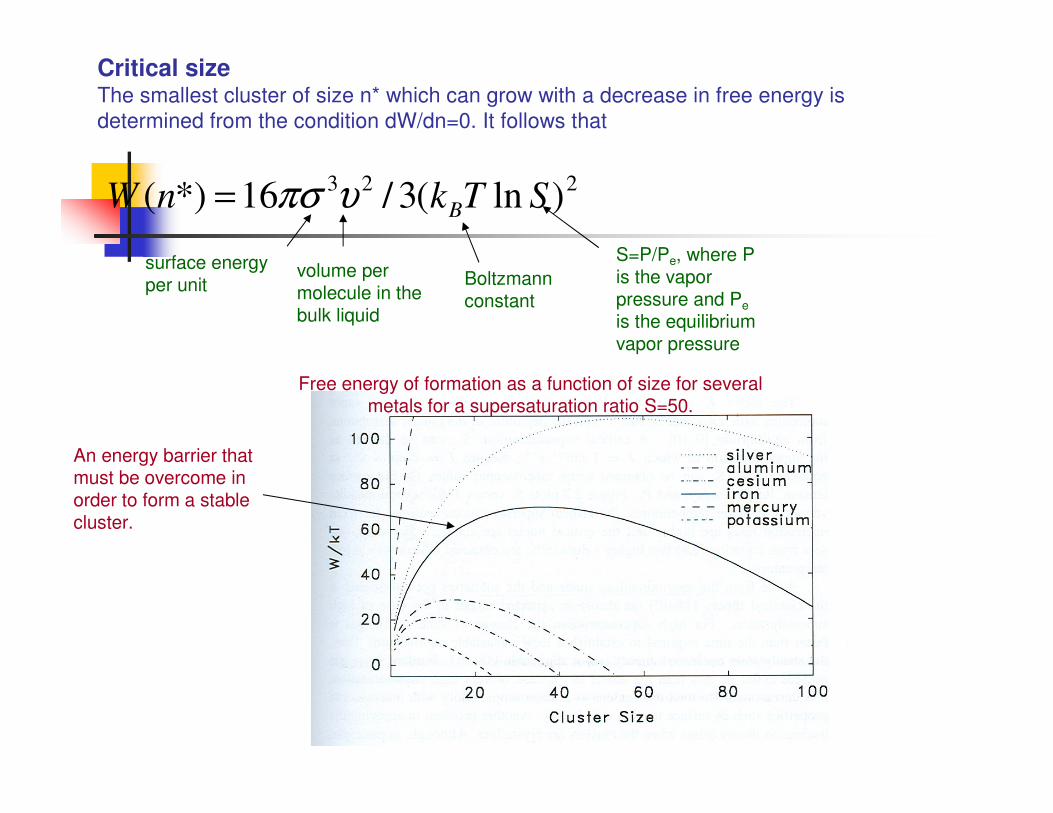
Critical sizeThe smallest cluster of size n* which can grow with a decrease in free energy is
determined from the condition dW/dn=0. It follows that
surface energy per unit
volume per molecule in the bulk liquid
S=P/Pe, where P is the vapor pressure and Pe
is the equilibrium vapor pressure
223)ln(3/16*)( STknW
Bυπσ=
Boltzmann constant
An energy barrier that must be overcome in order to form a stable cluster.
Free energy of formation as a function of size for several metals for a supersaturation ratio S=50.
To generate clusters and larger nanoparticles from supersaturated vapors (vapor to liquid), one can use the following methods:
� The physical cooling of a vapor by sonic or supersonic expansion techniques
� A gas phase chemical or photochemical reaction that can produce nonvolatile condensable products
� Directly by thermal evaporation, sputtering, or laser ablation
Techniques for cluster formation
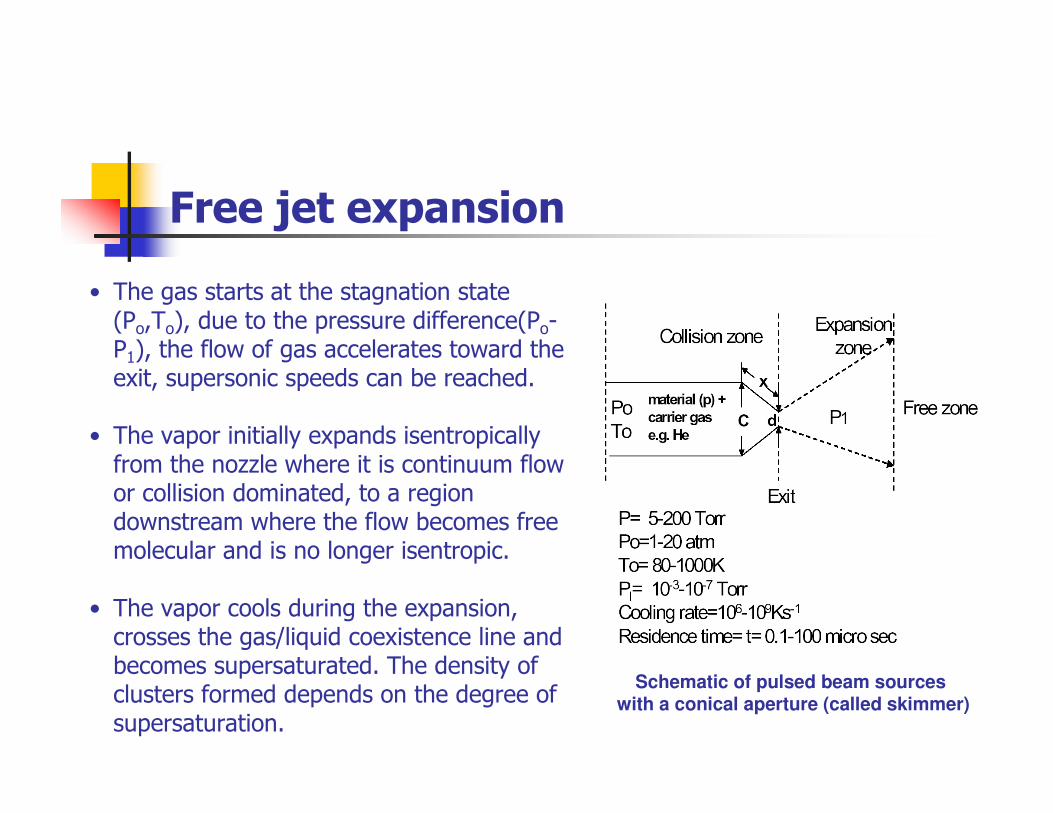
Free jet expansion
• The gas starts at the stagnation state (Po,To), due to the pressure difference(Po-P1), the flow of gas accelerates toward the exit, supersonic speeds can be reached.
• The vapor initially expands isentropicallyfrom the nozzle where it is continuum flow or collision dominated, to a region downstream where the flow becomes free molecular and is no longer isentropic.
• The vapor cools during the expansion, crosses the gas/liquid coexistence line and becomes supersaturated. The density of clusters formed depends on the degree of supersaturation.
Schematic of pulsed beam sources with a conical aperture (called skimmer)
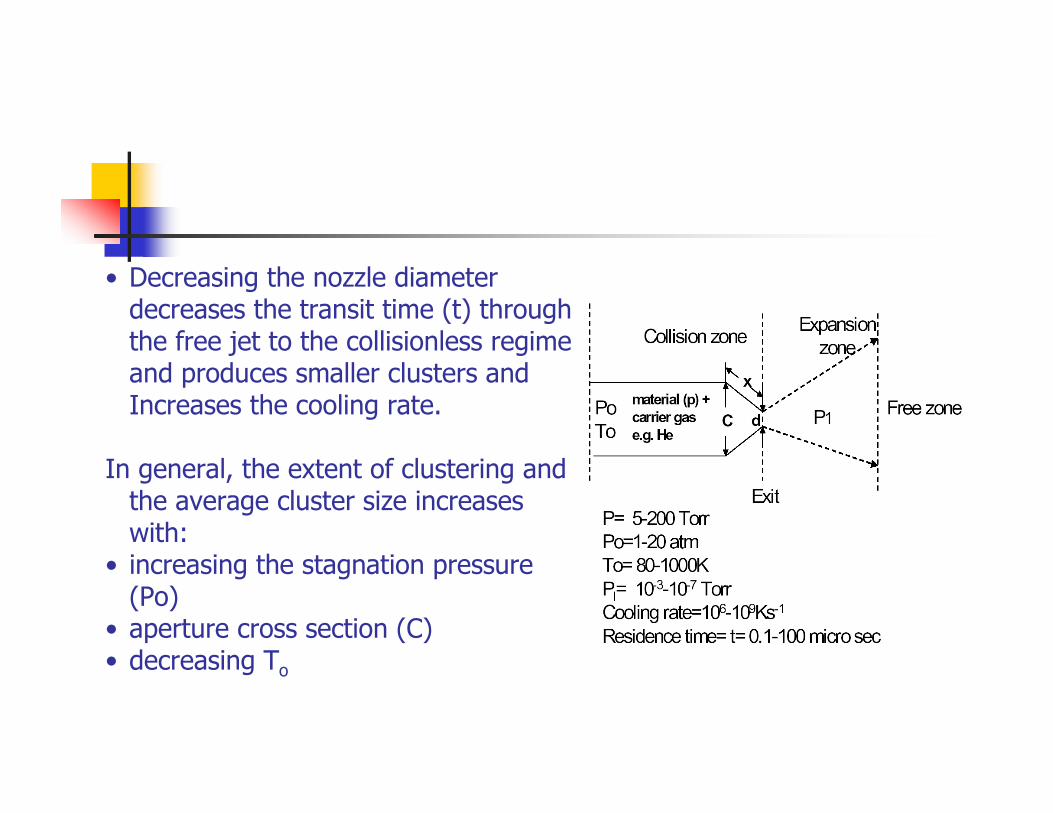
• Decreasing the nozzle diameter decreases the transit time (t) through the free jet to the collisionless regime and produces smaller clusters and Increases the cooling rate.
In general, the extent of clustering and the average cluster size increases with:
• increasing the stagnation pressure (Po)
• aperture cross section (C)• decreasing To
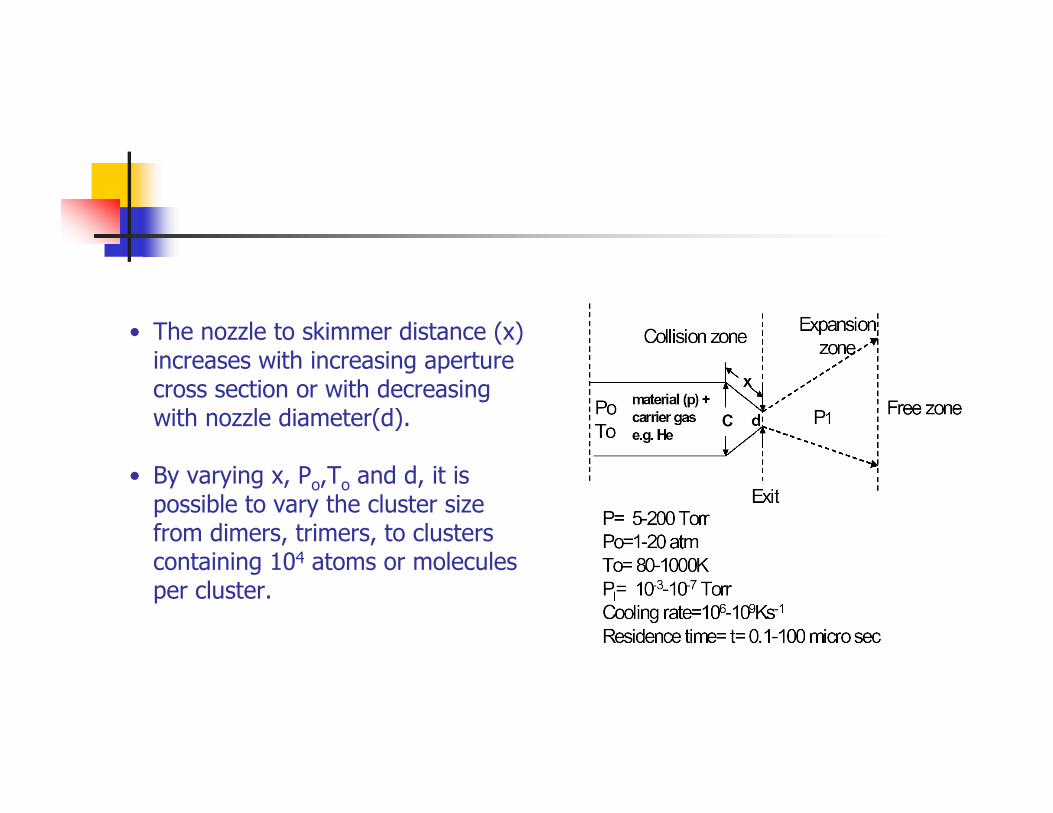
• The nozzle to skimmer distance (x) increases with increasing aperture cross section or with decreasing with nozzle diameter(d).
• By varying x, Po,To and d, it is possible to vary the cluster size from dimers, trimers, to clusters containing 104 atoms or molecules per cluster.
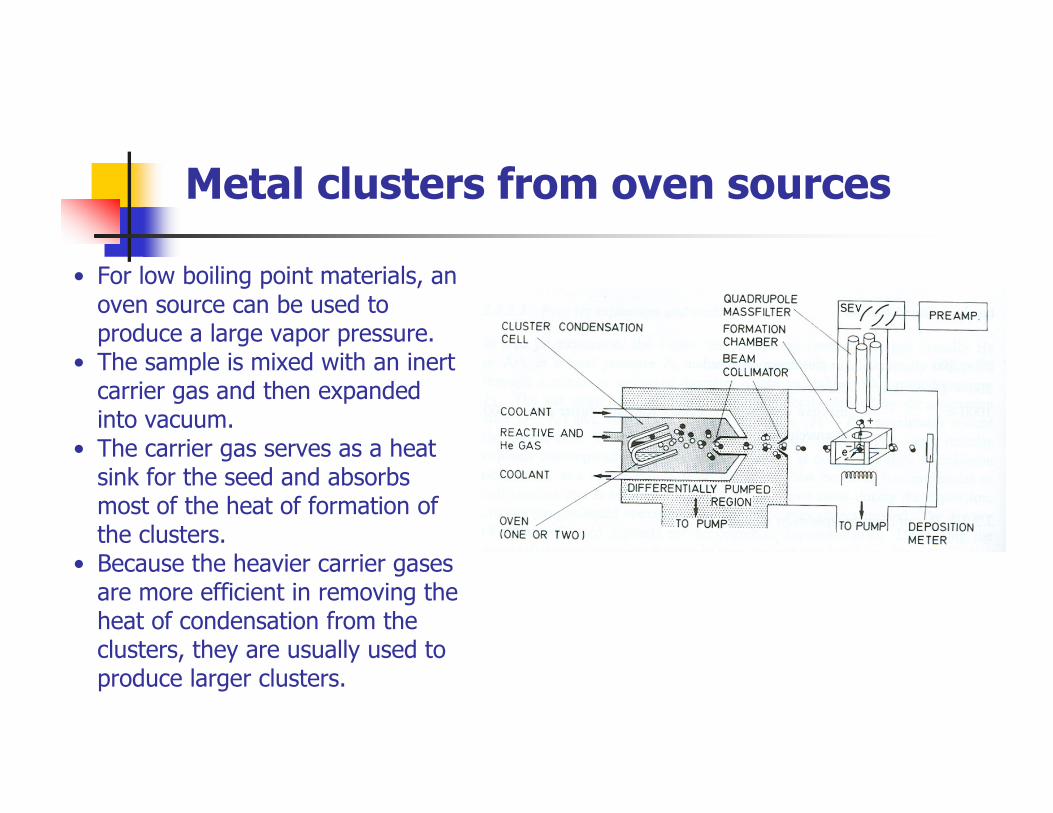
Metal clusters from oven sources
• For low boiling point materials, an oven source can be used to produce a large vapor pressure.
• The sample is mixed with an inert carrier gas and then expanded into vacuum.
• The carrier gas serves as a heat sink for the seed and absorbs most of the heat of formation of the clusters.
• Because the heavier carrier gases are more efficient in removing the heat of condensation from the clusters, they are usually used to produce larger clusters.
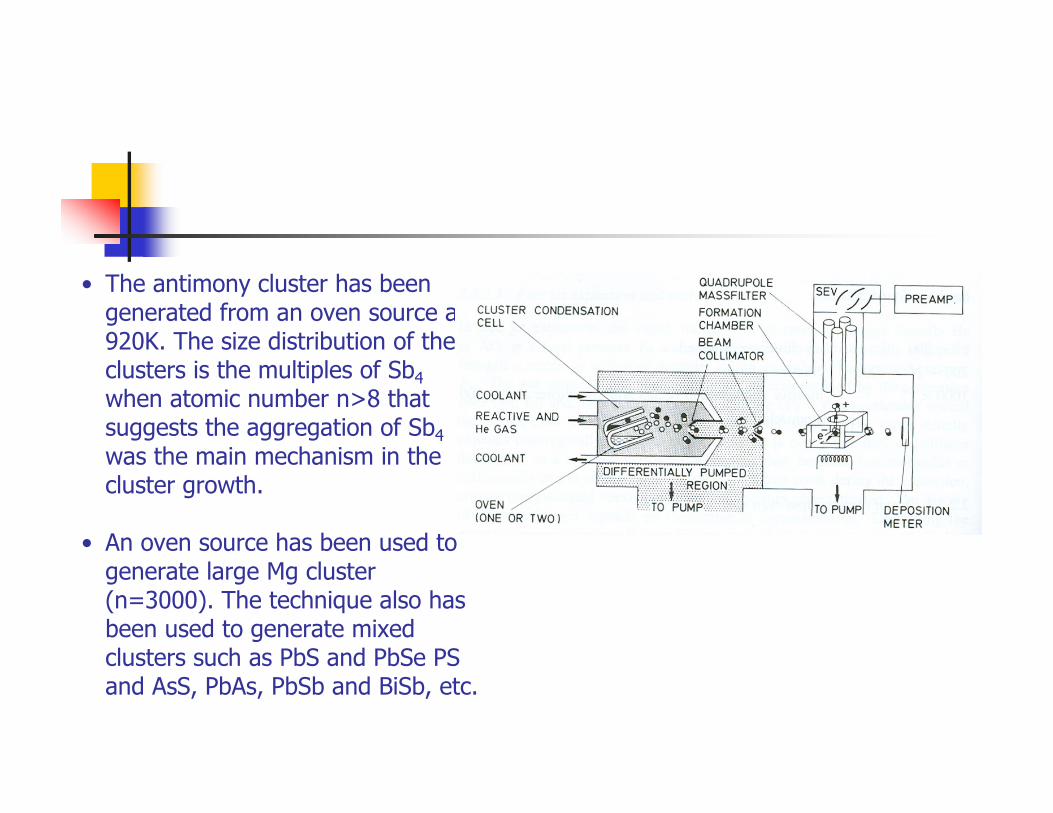
• The antimony cluster has been generated from an oven source at 920K. The size distribution of the clusters is the multiples of Sb4when atomic number n>8 that suggests the aggregation of Sb4was the main mechanism in the cluster growth.
• An oven source has been used to generate large Mg cluster (n=3000). The technique also has been used to generate mixed clusters such as PbS and PbSe PS and AsS, PbAs, PbSb and BiSb, etc.
Technical Problems
• less useful for materials with high boiling points such as refractory elements with high cohesive energies.
• Clogging, reactivity of the metal vapors with oven materials.
• the need for large quantities of starting material.
free jet expansion using oven sources
Laser vaporization cluster beams
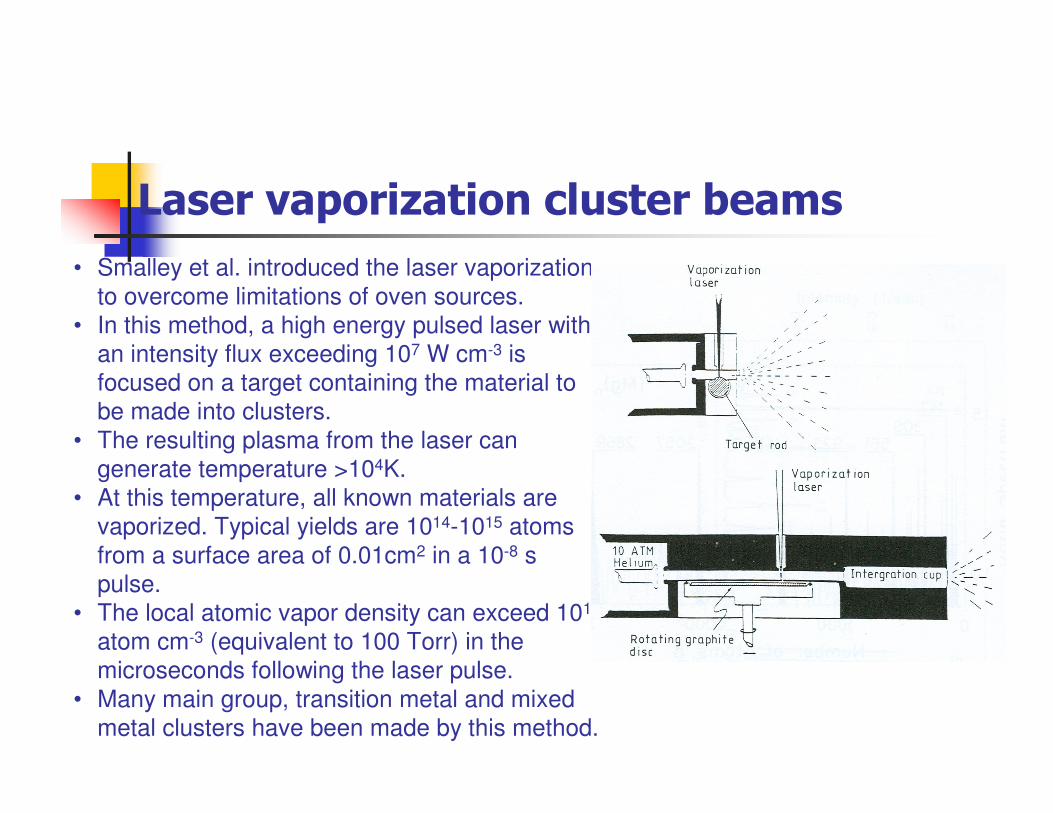
• Smalley et al. introduced the laser vaporization
to overcome limitations of oven sources.
• In this method, a high energy pulsed laser with
an intensity flux exceeding 107 W cm-3 is
focused on a target containing the material to
be made into clusters.
• The resulting plasma from the laser can
generate temperature >104K.
• At this temperature, all known materials are
vaporized. Typical yields are 1014-1015 atoms
from a surface area of 0.01cm2 in a 10-8 s
pulse.
• The local atomic vapor density can exceed 1018
atom cm-3 (equivalent to 100 Torr) in the
microseconds following the laser pulse.
• Many main group, transition metal and mixed
metal clusters have been made by this method.
Laser photolysis of organometallic compounds
• Photodissociation of organometallic precursor molecules can produce a complex pre-expansion mixture of metal atoms, ions, and unsaturated fragments.
• During typical laser pulses of 10-20 ns of UV (ultraviolet radiation) light, many organometallic compounds are reduced to their metal atoms.
• Immediately after the laser pulse, supersaturation ratios of refractory metal atoms of 106 or greater can exist.
• Tam et al. used technique to generate metal clusters and ultrafine ceramic particles.
• Smalley et al generate n=1-30 Fe clusters by laser photolysis of Fe(CO)3.• The mixed metal clusters and metal-carbon clusters have been prepared by this method.
Cluster assembled materials• Cluster beams can be used to deposit material on substrates. Cluster beam deposition falls into two classes by using: (1) high energy KeV ionized cluster beam and (2) low energy neutral cluster beam on substrate.
• For high energy cluster beam, the clusters fragment on the substrate, thus creating additional nucleation sites and enhancing diffusion. Yamada was able to obtain an epitaxial coating of Al on Si (111) surfaces using high energy cluster beam.
• Low energy cluster beams do not fragment, they can diffuse on thesurface. If two clusters meet, they can “touch” but still separate or they can fuse into a larger cluster. The fusing decreases their surface free energy. However, the energy barrier for coalescence increases with cluster size.
• If the reduced melting temperature is comparable to substrate temperature, then the clusters are “liquid like” and there is no barrier to fusion. In this case, coalescence will be unhindered until the melting temperature of the fused clusters is larger than the substrate temperature.
• Fusion of clusters of refractory metals and covalently bonded materials is sufficiently hindered that the average cluster size of refractory metals and covalently bonded materials on the substrate is likely to be similar to the average cluster size of the incident beam.
• larger size clusters are produced 1-100 nm because of the high particle density (colloid and grow by coalescence)
• larger quantity of clusters are produced. ~gram quantity during a single run.
• Nanoparticles of elements and oxides (especially TiO2) have been prepared by this method.
• The method has the advantages of being versatile, easy to perform to produce high purity particles, films and coatings.
• However, the cost is still high and not as versatile as chemicalmethod to prepare large variety of materials and microstructures.
free jet expansion method vs. thermal evaporation method
Evaporation Process
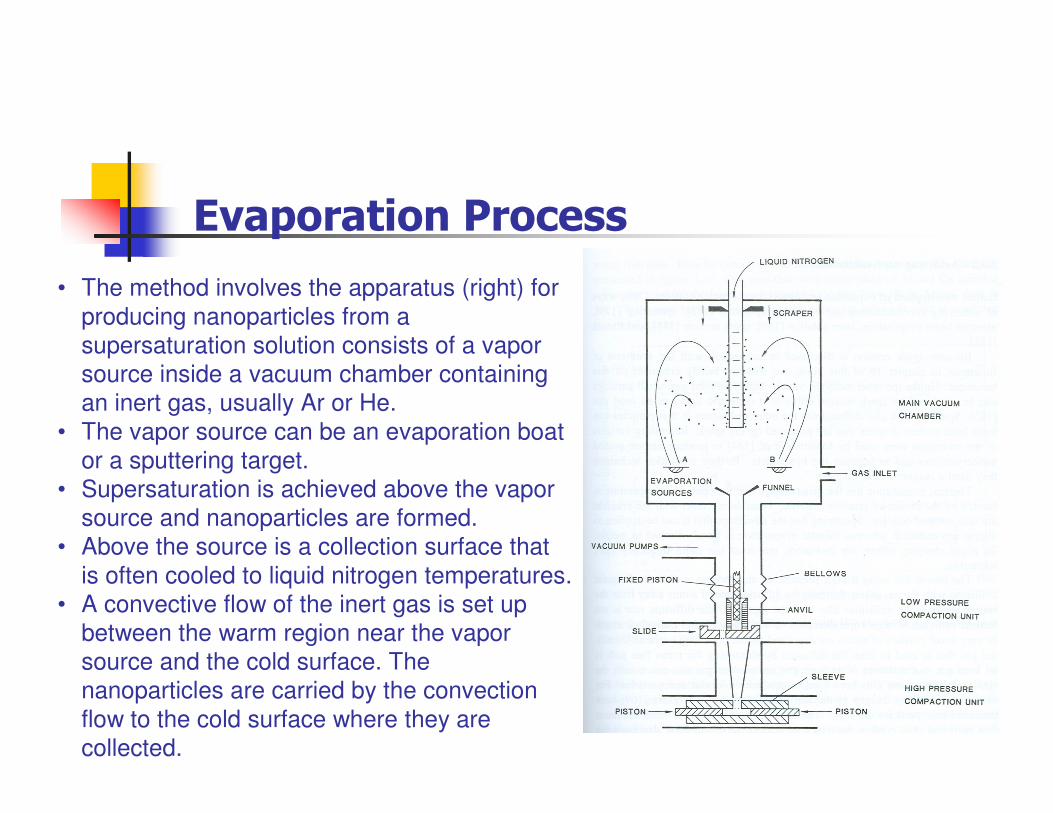
• The method involves the apparatus (right) for
producing nanoparticles from a
supersaturation solution consists of a vapor
source inside a vacuum chamber containing
an inert gas, usually Ar or He.
• The vapor source can be an evaporation boat
or a sputtering target.
• Supersaturation is achieved above the vapor
source and nanoparticles are formed.
• Above the source is a collection surface that
is often cooled to liquid nitrogen temperatures.
• A convective flow of the inert gas is set up
between the warm region near the vapor
source and the cold surface. The
nanoparticles are carried by the convection
flow to the cold surface where they are
collected.

The formation of nanoparticles in the evaporation process involve five steps as shown in the following:
• achieving supersaturation• particle nucleation and growth• coalescence and coagulation• transport of particles• collection of particles
Many processes have been developed to achieve supersaturation such as earlier mentioned jet expansion technique, thermal evaporation, sputtering, electron beam evaporation, laser ablation, spark erosion, flames, etc.
Evaporation Process

Spark erosion
Unlike inert gas, produces Nanoparticles either in a dielectric liquid or an inert gas.Nanoparticles are also produced from molten droplets that are produced by the spark. Fullerenes have been produced by this method.
Thermal evaporation vs. Sputtering
• Thermal evaporation has the disadvantages of (a) operation temperature is limited by the choice of crucible materials, (b) possible reactions with the crucibles. This method is used mostly for metal nanoparticlesproduction.
• Sputtering has the advantage of applicable to almost any material. To avoid charging effects for insulators, one must use radio frequency (RF) sputtering.
Principle of Nanoparticle Formation from Evaporation Process-1. Achieve supersaturation
• A high pressure of an inert gas is required in the process because of the frequent collisions with the gas atoms decrease the diffusion rate of atoms away from the source region.
• The high pressure is needed to limit the mean free path and thus confine the vapor to achieve supersaturation.
• The collisions also cool the atoms. If the diffusion rate is not limited sufficiently, then the supersaturation is not achieved and individual atoms or very small clusters of atoms are deposited on the collecting surface.
• Usually an inert gas is used, but mixtures of an inert gas and another gas that reacts with the sputtered atoms have also been used to produce molecular nanoparticles such as TiO2.
• High inert gas pressure is need to achieve supersaturation but the sputtering rate is decreased.
• The ions lose energy by collisions with the inert gas, and thus, few of them have the necessary threshold energy to sputter atoms from the target.
• Therefore, there is balance between the inert gas pressure of achieving supersaturation and sputtering rate.
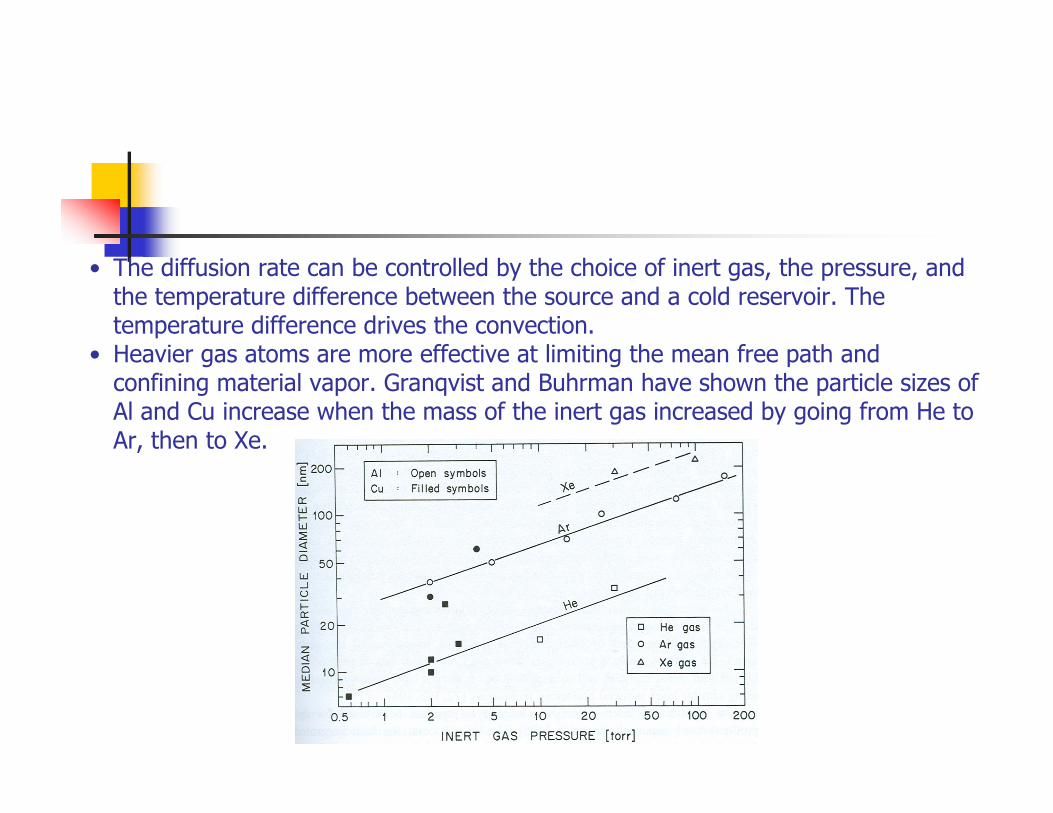
• The diffusion rate can be controlled by the choice of inert gas, the pressure, and the temperature difference between the source and a cold reservoir. The temperature difference drives the convection.
• Heavier gas atoms are more effective at limiting the mean free path and confining material vapor. Granqvist and Buhrman have shown the particle sizes of Al and Cu increase when the mass of the inert gas increased by going from He to Ar, then to Xe.
• Laser vaporization has the advantages of (a) production of a high density vapor of any metal within an extremely short time (10-8 s) and the generation of a directional, high speed, metal vapor stream from the solid target.
• A variety of nanoscale metal oxides and nitrides have been synthesized using laser vaporization of metals followed by reactions between the metal vapor and oxygen or NH3 to generate the oxygen and nitride particles.
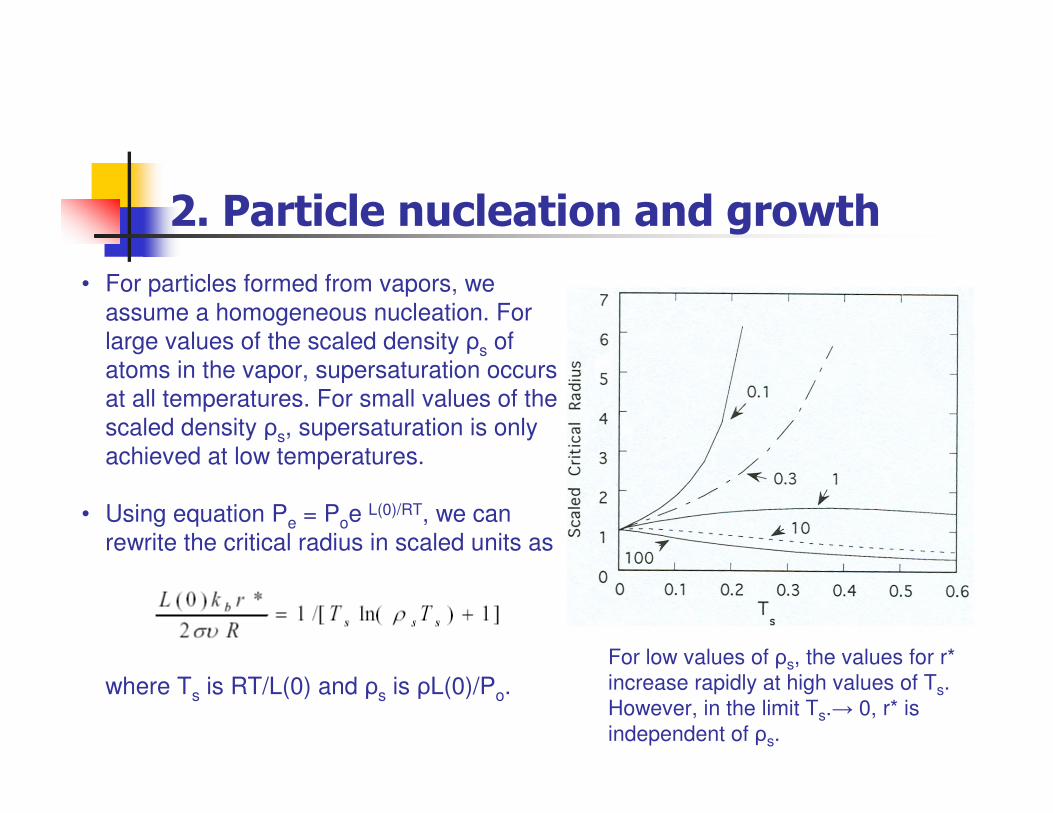
2. Particle nucleation and growth
• For particles formed from vapors, we
assume a homogeneous nucleation. For
large values of the scaled density ρs of
atoms in the vapor, supersaturation occurs
at all temperatures. For small values of the
scaled density ρs, supersaturation is only
achieved at low temperatures.
• Using equation Pe = Poe L(0)/RT, we can
rewrite the critical radius in scaled units as
where Ts is RT/L(0) and ρs is ρL(0)/Po.
For low values of ρs, the values for r*
increase rapidly at high values of Ts.
However, in the limit Ts.→ 0, r* is
independent of ρs.

• The predicted values of r* are about 1nm or less that is smallerthan the experimental data of vapor process. Thus, the nanoparticles usually continue to grow after nucleation by acquiring more atoms from the vapor or by coalescence.
• Usually the mean size of the particles increases as one increases the rate of evaporation (rate of atoms are added to the vapor) or if one increases the partial pressure of these atoms by increasing the inert gas pressure.
3. Coalescence, coagulation and size distributions
• At beginning of the growth, the density of particles is relatively low, and the time before the particles are collected is relatively short, then the particle agglomerates are small.
• At later time, the particles are formed, they collide and either coalesce with one another to form a larger particle or coagulate. Which process will occur depends on the temperature and the available energy.
• Granqvist and Buhrman state that coalescence is the dominant growth mechanism. The change in volume that occurs at each coalescence event is a random fraction of the volume after coalescence.
• They lead to a log-normal distribution for the particle radius. Kurtz and Carpay made some modification to the distribution function as shown inthe following:
4. Particle transport
• The particles are transported to a surface where they are collected with by a convection current or by a combination of a forced gas flow and a convection current.
• The convection current is set up by the temperature difference between the source and a cold surface.
• The forced air flow permits the particles to be collected at a considerable horizontal distance away from they are formed.
• While the particles are moving in a forced gas flow, other processing steps can be performed on them.
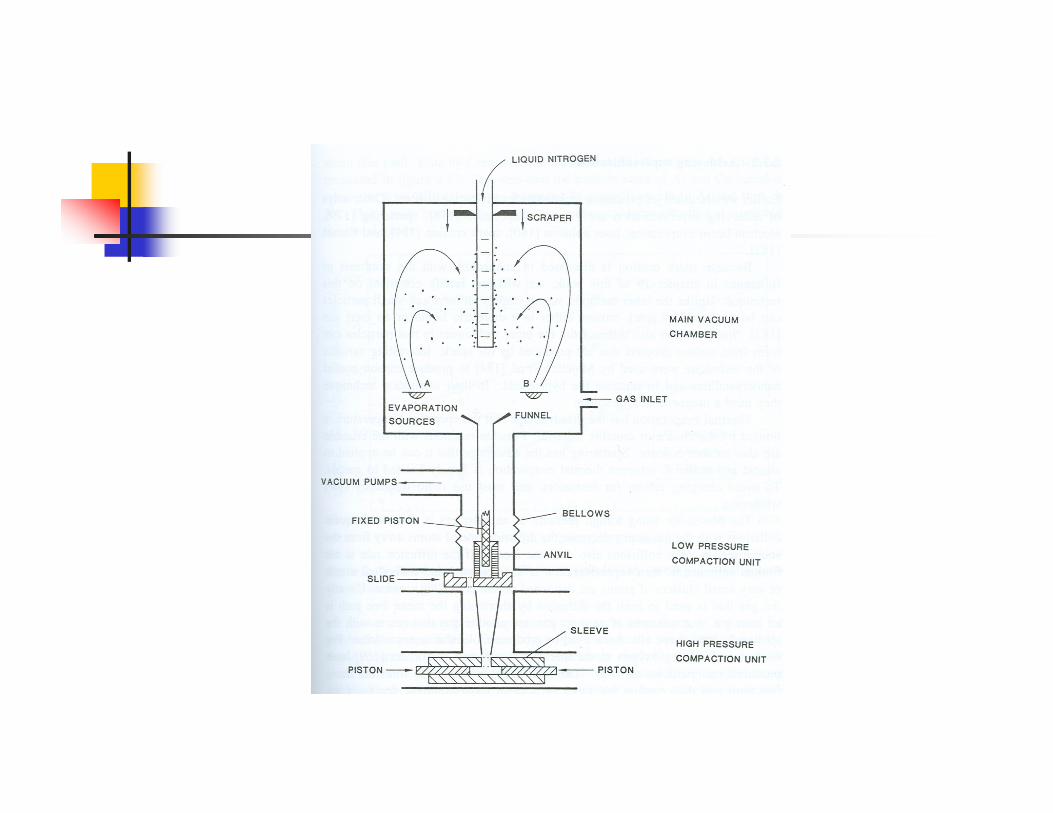
5. Particle Collection
• The particles are usually collected on a cold surface located above the source.
• If one wants to examine the particles in a TEM, one can collect the particles on a thin substrate supported on a TEM grid located on or near this cold surface.
• Thicker deposits can be investigated by small-angle X-ray scattering (SAXS). Thicker deposits of particles can also be deposited directly onto a cold cylindrical surface.
• After deposition they can be scraped off into a funnel, collected in a die, and finally compacted into a nanostructured solid.
• If the particle agglomerates are large and have an irregular shape, it may be difficult to get rid of voids by compaction and to achieve a high density without substantial coarsening, i.e. increasing the grain size.
6. Crystal structure and crystal habit
• The metal nanoparticles obtained by vaporization consists three zones above the source of apparatus.
• The size of the particles and crystal habit of the particles varied depending upon the zone where the particles were collected.
• The differences are due to the different temperatures and metal vapor concentrations in those three zones.
• The large surface area of nanomaterials makes them highly reactive.• Thus the metallic nanoparticles are sometimes coated with an oxygen layer. Nanoparticles often are completely oxidized after they are exposed to air.
• Eversole and Broida found the Zn nanoparticles tends to become clump and form agglomerates to 0.5 micron in oxygen.
• The crystal structure and crystal habit of the particles depends on the composition and temperature.
• Though the particles tend to be equiaxed in order to minimize their surface area, some of the MoO3 particles were in the form of plates and needles.
• In many cases, the particles have the shape of polyhedra with varying
degrees of truncation.
• These shapes occur either in order to minimize the surface energy of the
particles or because of the kinetics of growth.
• If kinetics dominates, then the shape is determined by the rate at which
the different crystal faces grow.
• If the particles are formed in thermal equilibrium, their shape or crystal
habit results from minimizing the surface energy.
• In this case, the surface can be determined by performing a Wulff
construction. It should be noted that twinning may occur during
coalescence.
Structures of Nanoparticles
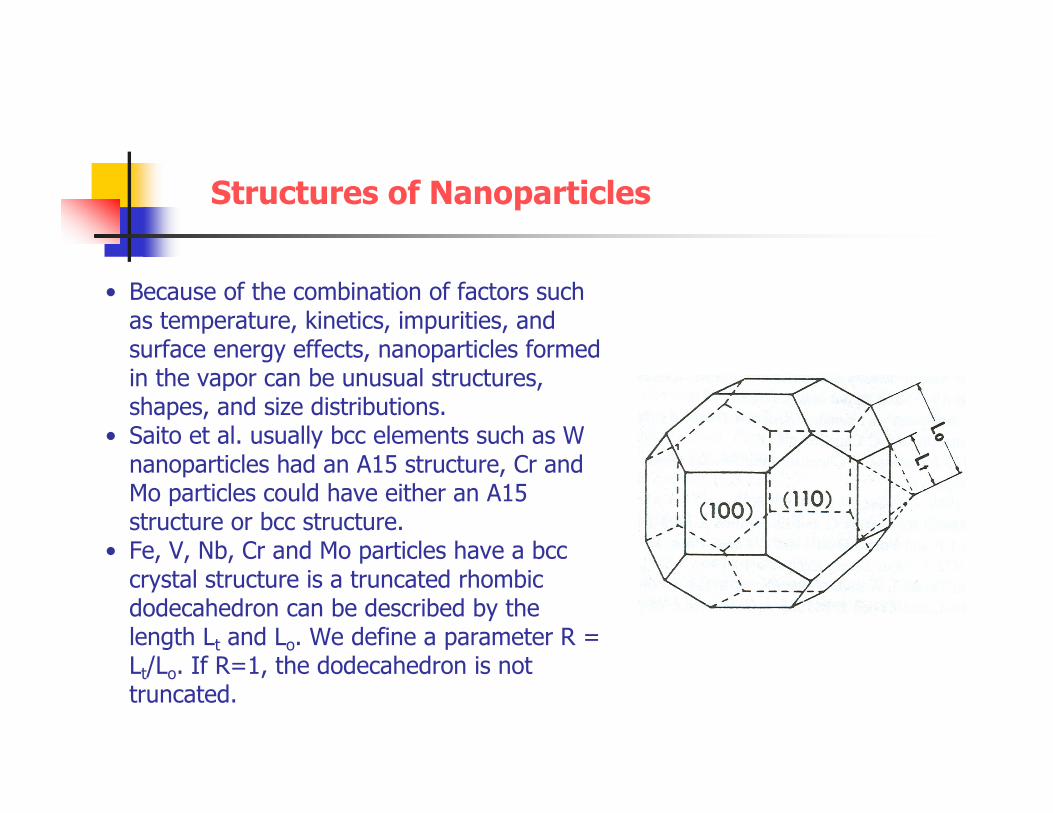
• Because of the combination of factors such as temperature, kinetics, impurities, and surface energy effects, nanoparticles formed in the vapor can be unusual structures, shapes, and size distributions.
• Saito et al. usually bcc elements such as W nanoparticles had an A15 structure, Cr and Mo particles could have either an A15 structure or bcc structure.
• Fe, V, Nb, Cr and Mo particles have a bcc crystal structure is a truncated rhombic dodecahedron can be described by the length Lt and Lo. We define a parameter R = Lt/Lo. If R=1, the dodecahedron is not truncated.

Structures of Nanoparticles
• For most crystals, if one uses a Wulffconstruction, the radial distance to each crystal face is proportional to the surface energy of the face.
• Using this relationship one can show that If the shape is determined by kinetic growth, the growth of the (110) surface is much faster than that of the (100), then the resulting particle will be a cube with (100) crystal faces.


















