Wps report
21
1.0 INTRODUCTION There are numerous welding process variables that should be described in a welding procedure. It is always desirable and often essential that the variables associated with the welding be described in a welding procedure with sufficient detail to permit reproduction of the weld and to afford a clear understanding of the parameters for performing the production weld. These variables are stipulated in two different documents: 1. Welding procedure specification (WPS) 2. Procedure qualification record (PQR) 1.1 Welding procedure specification (WPS) Welding procedure specification is a document that describes how welding is to be carried out in production. They are recommended for all welding operations and many application codes and standards make them mandatory. The WPS document providing the required welding variables for a specific application to assure repeatability by properly trained welders and welding operators. Generally, proposed welding procedures should be proven adequate by either procedure qualification tests or by sufficient prior use and service experience to assure dependability. The purpose of a welding procedure specification is to define those details that are to be carried out in welding specific materials or parts. To fulfill this purpose effectively, a welding 1
Transcript of Wps report

1.0 INTRODUCTION
There are numerous welding process variables that should be described in a welding
procedure. It is always desirable and often essential that the variables associated with the
welding be described in a welding procedure with sufficient detail to permit reproduction of
the weld and to afford a clear understanding of the parameters for performing the production
weld. These variables are stipulated in two different documents:
1. Welding procedure specification (WPS)
2. Procedure qualification record (PQR)
1.1 Welding procedure specification (WPS)
Welding procedure specification is a document that describes how welding is to be
carried out in production. They are recommended for all welding operations and many
application codes and standards make them mandatory. The WPS document providing the
required welding variables for a specific application to assure repeatability by properly
trained welders and welding operators. Generally, proposed welding procedures should be
proven adequate by either procedure qualification tests or by sufficient prior use and service
experience to assure dependability. The purpose of a welding procedure specification is to
define those details that are to be carried out in welding specific materials or parts. To fulfill
this purpose effectively, a welding procedure specification should be as concise and clear as
possible or in other words it is a recipe of the welding.
1.2 Procedure qualification record (PQR)
Every welding to be carried out needs a report which detailed welding method, type
of material and welding material is in compliance according to standards and which its
welding is performed in compliance with ASME or other organization codes according to
project standards. The PQR should have several mechanical tests such as non-destructive test
and destructive test which provide the result of the testing. All the test also required the
endorsement from third party inspection bodies. The mechanical tests are conducted and its
1

results are in compliance. Therefore, every WPS must require a supporting welding
procedure qualification record (PQR).
The PQR can support several WPS under validity areas. The PQR preparation and
tests must be conducted and approved under supervision of Third Party Inspection Bodies
such as Lloyd consultation and PQR must be in compliance with standard of the job carried
out. For jobs apart from ASME Code, related standard must be taken as a basis. The welding
terminology that will be used must be appropriate to manufacturing standard.
1.3 Welder Qualification Record
In the welded manufactures, welding must be performed by a welder who has
absolutely this qualification. For certification of this, welders will be tested according to
ASME SEC. IX or other standard codes in compliance with project standard and will have a
certificate and badge that covers the welding specifications. Tests of welders must be
conducted under supervision of Independent Inspection Bodies, and then certificates must be
given by these bodies. Welders who do not have such a certificate or whose certificate is
expired, then before the project, they must be re-taken to test in supervision of authorized
inspection company. Badges that is submitted by Independent Inspection Body such LLoyd
and have also photograph on it must be present on the welder during work and quality
controller will check that welder is authorized to this welding and not by looking at this
badge.
1.4 WPS in industry
Industry today uses two common types of welding procedure specifications. One is a
broad, general type that applies to all welding processes of a given kind on a specific
material. The other is a narrower, more definitive type that spells out in detail the welding of
a single size and type of joint in a specific material or part. The narrower, more definitive
type is most frequently used by manufacturers for their own control of repetitive in-plant
welding operations or by purchasers desiring certain specific metallurgical, chemical, or
mechanical properties. However, either type may be required by a customer or agency,
depending upon the nature of the welding involved in charge.
2

Welding procedure specifications (WPS) are sometimes required by the purchaser to
govern fabrication of a given product in a fabricator's workshop. Most often, however, the
purchaser will simply specify the properties desired in the weldment in accordance with a
code or specification, leaving the fabricator to use a welding procedure that will produce the
specified results. In other cases, the purchaser will prescribe that the fabricator establishes
definite welding procedure specifications and test them to prove that the resulting welds will
meet requirements specified by the purchaser.
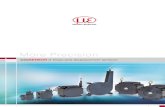
Figure 1 pressure use in many industries such as petrochemical, oleo chemical and heavy chemical
industry. The pictures above show the almost complete of pressure vessel.
3

2.0 WPS DESCRIPTION
In this section, the WPS provided will be given with description and justification
about all content involve in WPS form that involve . The justification include the applicable
code and detail on welding process. This WPS only can be applied for carbon steel weld on
fabrication of pressure vessel. This WPS can use for certain metal codes with thickness
between 15.3mm. Any metal part with that thickness can be joint with single vee and sing
bevel type. All the WPS is referred to ASME BPVC section 9.
2.1 The codes
In this fabrication of girth weld of nozzle accordance of WPS provided, the ASME
boiler and pressure vessel code (BPVC) section 9 was followed. The ASME boiler and
pressure vessel code embraces its own QA system which revolves around satisfying the rules
of the code. This demonstrates that an accredited fabricator has some competencies
permitting them to perform a large amount of their own inspection without the involvement
of an Independent Inspection Body, which would be required by other standards for similar
inspections. However, there are no agencies or board stopping by using any of the rules of the
ASME code without being ASME approved. To prove the competence in welding, an
Independent Inspection Body is recommended to approve the WPS and the test.
2.2 Welding process – gas tungsten arc welding
According to the WPS, gas tungsten arc welding is use as their welding process.
GTAW is one of welding process that provide good joining, good penetration and high
quality weld. Actually GTAW or TIG usually applied on stainless steel but carbon steel also
acceptable. Manual welding type mean the weld operation is done by hand weld without any
help from robot or machine. The process is used with shielding gas and without the
application of pressure. The shielding gas used is argon. GTAW can be used with or without
the addition of filler metal. The polarity type can be used with either DC or AC, the choice
depends largely on the metal to be welded. For this application, DCEN is use by using 2%
4

thoriated tungsten electrode. Direct current welding is typically performed with the electrode
negative (DCEN) polarity. DCEN welding offers the advantages of deeper penetration and
faster welding speeds. Alternating current provides a cathodic cleaning action (sputtering)
that removes metal oxides from the surfaces of the weld joint, which is necessary for welding
aluminum and magnesium.
2.3 Electrode – Thoriated tungsten
2.4 mm diameter with 7 inch length electrode was used to weld. The tungsten
electrode is made of 2% thorium tungsten that called thoriated tungsten. Thoriated tungsten
electrodes are widely used because they make good welds, deep penetration, long lasting and
quite easy to use. These electrodes are normally sharpened by grinding like pencil pointed as
part of the standard procedure while preparing to perform gas tungsten arc welding (GTAW).
2.4 Shielding gas - Argon
Argon gas with 99.9% purity is use as shielding gas for this type of welding. Argon is
a heavy gas that is obtained from the atmosphere by the liquidization of air. Depending on the
volume of use, argon may be supplied as a compressed gas or as a liquid. Furthermore, the
argon gas can be purchased at much lower prices in the bulk liquid form compared to the
compressed gas form. This gas is the most widely used type of shielding gas for GTAW than
helium. Actually there are several advantages by using argon rather than helium.
a. Good arc starting
b. Produce smooth arc
c. Lower flowing rate than helium
d. Easy on current setting when welding
5

2.5 Filler metal – ER70S-G
The A-number and F-number are indicate 1 and 6. F-number is refer to electrodes and
welding rods to reduce the number of welding procedure and performance qualifications. A-
number function is to minimize the number of welding procedure qualifications, steel and
steel alloy filler metals are also grouped according to ASME section 9 tables 3 in appendix.
The F-number groupings are based essentially on their usability characteristics, which
determine the ability of welders to make satisfactory welds with a given process and filler
metal. The A-number is based on chemical composition of the deposited weld metal.
The filler metal used to joint as added metal to joint the metal with base metal
thickness 15.3 mm according to WPS. The filler metal code is design by AWS to show the
specification such as strength, type and chemical composition in the filler metal. ‘ER’ letter
means the electrode or filler rod. ‘70’ show that the filler rod have tensile strength that can
stand to 70000 psi and ‘S’ is solid filler rod without any flux in it. Some filler rod have
tubular shape contain with flux and ‘G’ is chemical composition of the filler rod; 0.05% C,
0.31% Si, 1.07% Mn and 0.05% P, 0.82% Ni (refer to Kobelco consumable table in
appendix). This filler rod was categorized in high tensile steel and low temperature steel. In
addition, the rod is suitable for DCEN polarity and shielded by argon gas.
2.6 Base metal
Carbon steel is use to fabricate the pressure vessel. According to WPS provide, P-
Number is 1 and group number is 1 or 2. Base metals are assigned P-numbers in ASME
Section IX (QW/QB-422 table at appendix) to reduce the number of welding procedure
qualifications required. For ferrous base metals having specified impact test requirements,
group numbers within P-numbers are assigned. These assignments are based on comparable
base metal characteristics such as composition, weldability, and mechanical properties. This
list is an ascending sort based on specification numbers.
6

Table 1 P- Number assignment (courtesy of ASME)
2.7 Joint design – single vee and single bevel
Welder can use this WPS for single vee and single bevel joint. If welder want to use
the specification for other joining type such as double vee, company need to produce new
WPS for that joining. The root face at the both joining with gab 3 - 4.5mm produce excellent
penetration and reinforcement and normal practical variations in voltage, current, welding
speed, and edge preparation cause minimum damage to the backing. For this joint, low
amount of filler wire is needed and also low current input can apply at the first pass of the
weld. However single pass weld only can aaply when the thickness of the metal is 4mm and
below.
2.8 Preheating
The minimum temperature for preheating is 26 degrees and maximum is 200 degrees
Celsius. The temperature for preheating is depending on the thickness of the joint. If thick
material 15.3 mm accordance of WPS, maximum temperature of preheat is required.
Preheating is important to reduce cooling rate of the metal after welding. In addition, the
purpose of preheat is to reduce risk of hydrogen cracking and reduce the hardness of the weld
heat effected zone that contribute to cracking. Sometime the base metal contains moisture
that can produce porosity effect on weld after. So preheating will needed to reduce and give
zero moisture to get high quality welding. Preheat method is flame heating on the base metal
using LPG.
7

2.9 Electrical characteristic
The polarity in the WPS is direct current electrode negative or straight polarity for
GTAW. This polarity is suitable for steel such as mild steel and stainless steel with using the
thoriated tungsten as the electrode because the heat concentration is 70% on metal and 30%
on electrode. According to ANSI/AWS standard, the electrode must be use in Direct Current
Electrode Negative (DCEN) only. The polarity to use with a particular electrode is
established by the electrode manufacturer.
The current use actually is not constant. For this type of fabrication, the current
adjustment is depend on thickness of the metal to be joint. The welder should know hoe to
control their travel speed during welding to get proper heat input. Refer to WPS, the heat
input is quite slow because the limitation of the GTAW. Even though, GTAW with DCEN
polarity produce good arc and deep penetration. According to AWS, the current range; 90 to
200 A should use 2.4 mm diameter electrode. This parameter is important to follow to avoid
the electrode become melt due to high heat input.
2.10 Welding technique
Welder should do the weaving or string technique during the weld. With the string
bead method, weld beads are deposited in a straight line. With the weaving bead method,
weld beads are deposited in a zigzag formation. The use of string beads reduces the amount
of heat input, because the forward weld travel speed is faster. Therefore, the string bead
technique should be used instead of the weave bead technique. The exception to the string
bead requirement occurs when welding in the vertical position. In this case, a partial-weave
technique may be used to facilitate welding. However, the total weave shall not be greater
than twice the electrode diameter.
The cup size is 8mm in diameter. The cup size is depending on filler rod size and gas
flow rate use for shielding the metal from oxidation. High flow rate of shielding gas need
suitable gas cup size to prevent metal oxidation and weld deposition such porosity and poor
weld shape. This happen cause of the gas pressure concentration is too narrow and hit the
molten filler rod and gas trapped in it. If gas cup size is too big, the oxidation will occur due
to gas separation and lack of pressure to shield the metal from air.
8

Metal cleaning is very important before do any welding operation. Surface cleaning
on weld area should be done to avoid any contaminant such as oil or grease, metal particle,
paint or others that not the base metal component. Furthermore, the surface of the groove
needs to be smooth and not too rough. All the contaminant may cause the welding defect and
discontinuity such crack due to gas trapped, poor joining cause the oil and grease.
3.0 PQR DESCRIPTION
This is the justification of the WPS provided in this report. The justification is contain
the detailed of the test involve and has third party inspector endorsement. Before the WPS is
endorse, the welding coupon provided by fabricator need to be tested. The PQR is the testing
report that approves the pre-WPS is acceptable and can legal to use.
3.1 Tensile test
Since a large proportion of design is based on tensile properties, it is important that
the tensile properties of the base metal, the weld metal, the bond between the base metal and
weld metal, and the HAZ conform to the design considerations of the weld. Where butt joints
are used, the weld metal needs to develop the minimum tensile properties of the base metal.
Tensile strength of weld metal or weld joints is obtained by pulling a specimen to failure. The
example of the specimen can referred to tensile test speciment in appendix. According to
ASME section 9 for thicknesses up to and 25 mm, a full thickness specimen shall be used for
each required tensile test. The tension test specimen shall be pulled at two points under
tensile load. The tensile strength shall be calculated by dividing the ultimate total load by the
least cross-sectional area of the specimen as calculated from actual measurements made
before the load is applied.
For tensile test have its acceptance range. In order to pass the tension test, the
specimen shall have a tensile strength over than ASME section 9 has decide.
a. The tensile strength is not less than minimum tensile strength of the base metal. Refer
to table 2 ASME section 9.
9

b. The tensile strength is not less than the minimum specified tensile strength of the
weaker of the two, if base metals of different minimum tensile strengths are used.
c. If the specimen breaks in the base metal outside of the weld or weld interface, the test
shall be accepted as meeting the requirements, provided the strength is not more than
5% below the minimum specified tensile strength of the base metal.
For this report, two specimens, SA-333 grade 6 has been tested for this test.
According to the PQR the ultimate total load 10500 kg approximately has been applied for
tensile stress purpose. Refer to result record, the test is acceptable. The specimen was broken
at the base metal and the tensile strength is obtained with 515.11 MPa over than minimum
tensile stress (415 MPa) provide by ASME section 9 . By refer to table 2 ASME section 9 at
appendix this result have proved that the weld is stronger than base metal
3.2 Guided bend test
One of the most common tests used in the development of welding procedures is the
bend test. The bend test is used to check the relative ductility of welded joint or weld test
specimen. The specimen is usually bent in a special guided test jig. The specimens are
subjected to strain at the outer fiber by bending the specimen to a specified radius that is
based on the type of material and specimen thickness. Codes generally specify a maximum
allowable size for cracks in a bend specimen. Cracks and tears resulting from a lack of
ductility or discontinuities in the weld metal are evaluated for acceptance or rejection to the
applicable code requirements.
Guided-bend test specimens shall be prepared by cutting the test plate or pipe to form
specimens of approximately rectangular cross section. The cut surfaces need to design the
sides of the specimen. There are two surfaces shall be called the face and root surfaces, the
face surface having the greater width of weld. The specimen thickness and bend radius are
shown in figure 3 courtesy of ASME section 9 at appendix.
10

The transverse side bend test is use for thickness is less than 25mm according to
ASME section 9. The weld is transverse to the longitudinal axis of the specimen, which is
bent so that one of the side surfaces becomes the convex surface of the bent specimen.
Transverse side-bend test specimens shall conform to the dimensions shown in figure 4
courtesy of ASME section 9 at appendix. To accept the test some requirement need to
achieve before proceed to other test.
a. The weld and heat-affected zone of a transverse weld bend
specimen shall be completely within the bent portion of the
specimen after testing.
b. The specimen should have no open discontinuity in the weld or
heat-affected zone exceeding 3mm measured at any direction of the
convex surface.
c. Eye contact discontinuities such as crack occurring on the corners of
the specimen during testing shall not be considered unless there is
record or evidence that proved from lack of fusion, slag inclusions,
or other internal discontinuities.
3.3 Hardness test
This is a very common testing method and essentially characterizes
the strength properties of the material. The test consists in applying a
standard indenter placed on a ground, polished and etched surface of the
specimen for specified period. The specimen undergoes localized plastic
deformation in the immediate vicinity of the indenter. A variety of
indenter geometry and material and corresponding loads have been
standardized.
In the Vickers hardness test, an indenter of a definite shape is pressed into the work
material, the load removed, and the resulting indentation measured. The full load is normally
applied for 10 to 15 seconds. 3 major component need to test according to ASME section 9 ;
11

base metal, HAZ and weld metal. The hardness number is calculated by dividing the load by
the surface area of the indentation. The indenter for the Vickers test is made of diamond in
the form of a square-based pyramid as figure 2. The depth of indentation is about one-seventh
of the diagonal length. The Vickers hardness value is preceded by the designation (HV). The
Vickers hardness number is the same as the diamond pyramid hardness number (DPH).
Figure 2 The shape on the specimen surface after 10 second indented
3.4 Charpy V-Notch impact test
According to ASME section 9,charpy impact test is not necessarily unless it is
required by other section or codes. The Charpy impact test is a pendulum type single-blow
impact test where the specimen is supported at both ends as a simple beam and broken by a
falling pendulum as figure 4 in appendix. The energy absorbed, as determined by the
subsequent rise of the pendulum, is a measure of the impact strength or notch toughness of a
12

material. The tests results are usually recorded in foot-pounds. The type of notch and the
impact test temperature are generally specified and recorded, in addition to specimen size (if
they are sub-size specimens, smaller than 10 mm × 10 mm).
3.0 CONCLUSION
In the development of WPS, the initial procedure test is required. The engineer might
be consider testing a limited number of specimens to reassure both himself and the client that
the materials are worthy of prequalification. Qualification is a significant factor in the cost of
most fabrications; therefore, one must take advantage of prequalification whenever
permissible. This is why engineers often will specify a desired procedure in terms of more
than one process, each of which is prequalified separately or they will combine the results of
several procedures into a single “hybrid” procedure, which can then be offered (with
supporting data) to considered WPS is readily qualified.
13

4.0 REFFERENCES
1. Welding Technology For Engineers edited by Baldev Raj, V Shankar and A K
Bhaduri (2006).
2. ASME Boiler and Pressure Vessel Code (BPVC) Section 9 handbook (2007)
3. American Petroleum Institute (API) Recommended Practice 577 Welding Inspection
and Metallurgy First Edition, (October 2004)
4. The Practical Welding Engineer Handbook by J. Crawford Lochhead and Ken
Rodgers.
5. Welding Inspection Handbook by AWS Third Edition (2000)
6. http://www.ckworldwide.com/technical_specs.pdf
7. http://www.esabna.com/euweb/oxy_handbook
8. http://www.locknstitch.com/PreheatWeld.htm
14

15