
WORKING WITH 3D PRINTER STANDARD OPERATING …ehs.ucr.edu/laboratory/UCR 3D PRINT Lab...
11
3D PRINT Lab SOP Page 1 of 11 Version - 8/28/2017 WORKING WITH 3D PRINTER STANDARD OPERATING PROCEDURE Type of SOP: Process Hazardous Chemical Hazard Class 1. HAZARD OVERVIEW 3D printing is an additive manufacturing technology used in rapid prototyping and small-scale manufacturing of physical objects from a three-dimensional digital model. The hazards associated with 3D printing are related to the processes and technologies applied. These may range from: hazards associated with electrical/shock, electromechanical force, burns from molten materials, ultraviolet light (UV)/ laser beams, and to health hazards associated with inhalation of ultrafine and/or toxic smoke, fumes, dusts and chemical hazards. In addition, some 3D Printing processes require post-printing caustic etchant use, or other hazardous chemical processes. When installing 3D printers, all hazards associated with the entire printing-process from installation to project- set-up to production to post-printing processes must be considered for each type of technology/application, as well as the site-specific work environment where installed The more common 3D print technologies on campus are Material Extrusion and Vat Photo-polymerization. Only authorized users are allowed to handle, move, connect or touch 3D printers 2. HAZARD IDENTIFICATION Material Extrusion-using either Fused Deposition Modeling (FDM)/ Fused Filament Fabrication (FFF) use filaments (Thermoplastics) which can be a(an) : o Inhalation hazards, exposure to high concentrations of nanoparticles and Volatile Organic Compounds from thermal decomposition o Fire hazard from contact with hot surfaces and post processing chemicals /due to electrical component failure o skin and eye irritants/sensitizers from airborne contaminants and post processing chemicals o Sharp tools may also be part of accessory kit Vat Photo-polymerization-using either Stereolithograph Apparatus (SLA)/ Digital Light Processing (DLP) use UV light and hazardous monomers which can generate:
Transcript of WORKING WITH 3D PRINTER STANDARD OPERATING …ehs.ucr.edu/laboratory/UCR 3D PRINT Lab...
3D PRINT Lab SOP Page 1 of 11 Version - 8/28/2017
WORKING WITH 3D PRINTER STANDARD OPERATING PROCEDURE
Type of SOP: Process Hazardous Chemical Hazard Class
1. HAZARD OVERVIEW
3D printing is an additive manufacturing technology used in rapid prototyping
and small-scale manufacturing of physical objects from a three-dimensional
digital model.
The hazards associated with 3D printing are related to the processes and
technologies applied. These may range from: hazards associated with
electrical/shock, electromechanical force, burns from molten materials,
ultraviolet light (UV)/ laser beams, and to health hazards associated with
inhalation of ultrafine and/or toxic smoke, fumes, dusts and chemical hazards.
In addition, some 3D Printing processes require post-printing caustic etchant
use, or other hazardous chemical processes. When installing 3D printers, all
hazards associated with the entire printing-process from installation to project-
set-up to production to post-printing processes must be considered for each
type of technology/application, as well as the site-specific work environment
where installed
The more common 3D print technologies on campus are Material Extrusion
and Vat Photo-polymerization.
Only authorized users are allowed to handle, move,
connect or touch 3D printers
2. HAZARD IDENTIFICATION
Material Extrusion-using either Fused Deposition Modeling®️ (FDM)/
Fused Filament Fabrication (FFF) use filaments (Thermoplastics) which
can be a(an) :
o Inhalation hazards, exposure to high concentrations of nanoparticles and Volatile Organic Compounds from thermal decomposition
o Fire hazard from contact with hot surfaces and post processing chemicals /due to electrical component failure
o skin and eye irritants/sensitizers from airborne contaminants and post processing chemicals
o Sharp tools may also be part of accessory kit
Vat Photo-polymerization-using either Stereolithograph Apparatus
(SLA)/ Digital Light Processing (DLP) use UV light and hazardous
monomers which can generate:
3D PRINT Lab SOP Page 2 of 11 Version - 8/28/2017
o Radiation hazard from UV light, especially damaging to skin and
vision
o Inhalation hazards exposure to high concentrations of nanoparticles
o Fire hazard from contact with hot surfaces and post processing chemicals /due to electrical component failure
o Its inherent support material and post-processing may use
hazardous propriety chemicals
Other 3D Printing Hazards
o Hot surfaces – print head block, heated beds and UV lamp
o High voltage/Electric risk – UV lamp connector, electric outlet and
ground wire
o Moving parts – printing assembly potential
entrapment/entanglement
3. ENGINEERING CONTROLS
Ventilation: Use 3D printers ONLY in well-ventilated areas. Task ventilation may be
useful for some styles and application of 3D printers; conduct work inside a fume hood
or low flow enclosures to prevent exposure if working in conjunction with volatile
compounds, thermoplastics that release toxic components (consult SDS) or
photopolymer which may have hazardous monomers such as acrylates. Any failure of
the external ventilation or any fumes in the 3D printer room/area should be immediately
reported to PI/Lab manager/EHS.
The hood flow meter should be checked to be operating correctly prior to using the hood
Fire/Hot surface: 3D printer needs to be regularly inspected and maintained.
Furthermore, printer should not be left unattended during operation for an extended
period of time. In order to prevent burns from hot surfaces, 3D printers should be
operated within an enclosure that prevents the user to come into contact with the
various parts which pose a risk of burn, such as the nozzle and heated bed.
As well, adequate signage should be present to warn the user not to tamper with the
enclosure or attempt to touch the printer as it operates.
Chemical Risk: Chemicals with hazardous properties such as flammables can be used
as part of the bed preparation or rinse. Always prepare the bed or post product in a well-
ventilated area designed to safely handle and contain chemicals and their associated
hazards.
Chemicals can also be used in post-printing processes, such as in material surface
finishing or for support material removal. Some support materials used in 3D printing
are removed by dissolving them in an alkaline bath or propriety chemicals. To avoid
chemical exposure while using this corrosive base bath, please see personal protective
equipment (PPE) protocol. Furthermore, an emergency eyewash is required in the
3D PRINT Lab SOP Page 3 of 11 Version - 8/28/2017
immediate vicinity of the work (i.e within 10 secs of unobstructed access). A spill kit
capable of neutralizing the caustic components of the alkaline bath must also be
available.
Moving Parts: 3D printers with enclosures should be equipped with an interlock system
which pauses any printing when the enclosure access is opened. If no interlock system
is present, users must always disengage the printer by turning off the printer main
power before manually moving the printer carriage along its axis.
Furthermore, users should confine long hair, loose clothing, or head scarves before
using any 3D printing devices.
High Voltage/Electrical Risk: Users should not remove instrument covers in order to
do repairs or modifications; the instrument’s manufacturer should be contacted instead.
Due to potential high voltage, only competent person(s) are allowed to remove
equipment covers. Users must always switch off a 3D printer and unplug it completely
from the main power supply if equipment covers are to be removed. The majority of
desktop 3D printers do not have any added electrical safety features or user-serviceable
parts beyond an internal fuse. Always consult manufacturer information before
attempting to service and 3D Printer yourself.
For 3D printers with UV lamps and lasers, ensure that printers are properly shielded to
prevent eye exposure. Don’t look at the lamp
Refer to Appendix 1 for overview of risk assessment form for controlling and managing
current and new hazards
4. PERSONAL PROTECTIVE EQUIPMENT (PPE)
For chemical exposure associated with post production processes:
a. Eye Protection
When using chemical that is a skin hazard or is a caustic liquid, use ANSI
compliant safety glasses and use a face shield if splashing onto the face is a
possibility. Also, use eye protection where airborne projectiles may be present
b. Skin and Body Protection
Wear long pants or equivalent, and closed-toe shoes. Laboratory coats must
be appropriately sized for the individual and be buttoned to their full length.
Laboratory coat sleeves must be of a sufficient length to prevent skin
exposure while wearing gloves.
Flame-resistant lab coat will be required, if working with large quantities of
flammable chemicals.

3D PRINT Lab SOP Page 4 of 11 Version - 8/28/2017
c. Hand Protection
At a minimum, wear neoprene or nitrile chemical-resistant glove. Consult with
your preferred glove manufacturer to ensure that the gloves planned to be
used are compatible with the chemical and usage.
http://www.ansellpro.com/download/Ansell_8thEditionChemicalResistanceGuide.pdf or http://www.showabestglove.com/site/default.aspx
A Laboratory Hazard Assessment must be conducted if additional PPE is required or if
procedures/processes present additional risk. It is the responsibility of the PI to ensure
that any additional PPE requirements are identified and communicated to research staff.
Contact EH&S (951-827-5288) for consultation.
5. SPECIAL HANDLING PROCEDURES AND STORAGE REQUIREMENTS
Changing cartridges: Inspect cartridge for damage and do not use if damaged. Undue
exposure to uncured 3D printer material is a potential hazard.
When handling damaged cartridges SEE PPE PROTOCOL. In case of leak, follow
spillage procedure and waste handling below. Undamaged cartridges do not pose a spill
risk – no protective equipment required.
If any novel use with additional potential hazards are being considered. Consult
manufacturer instructions, guideline & EHS at 951-827-5528
6. SPILL AND INCIDENT PROCEDURES
Chemical Spill - Dial 911 and EH&S 951-827-5528
Assess the extent of danger. Help contaminated or injured persons. Evacuate the spill
area. Avoid breathing vapors. If possible, confine the spill to a small area using a spill
kit or absorbent material. Keep others from entering contaminated area (e.g., use
caution tape, barriers, etc.).
• Small (<1L) – If you have training and are confident it is manageable, use
appropriate personal protective equipment and clean-up materials for chemical
spilled. Double bag spill waste in clear plastic bags, label, and arrange for
chemical waste pick-up.
• Large (>1L) – Dial 911 and EH&S at 951-827-5528 for assistance. Notify
others in area of spill. Turn off ignition sources in area. Evacuate area and post
doors to spill area. Remain on the scene, but at a safe distance, to receive and
direct safety personnel when they arrive.
Exposure to cleaning solvents –
Chemical Spill on Body or Clothes – Caustic and corrosive materials quickly destroy
skin or tissue if splashed on the body or in the eyes. Remove clothing and rinse body

3D PRINT Lab SOP Page 5 of 11 Version - 8/28/2017
thoroughly in emergency shower for at least 15 minutes. Seek medical attention. Notify
supervisor and EH&S at 951-827-5528 immediately.
Chemical Splash Into Eyes – Immediately rinse eyeball and inner surface of eyelid with
water from the emergency eyewash station for 15 minutes by forcibly holding the eye
open. Seek medical attention. Notify supervisor and EH&S at 951-827-5528
immediately.
Medical Emergency - Dial 911 and EH&S 951-827-5528
Refer to “Injuries and Medical Treatment” Flipchart posted in the laboratory.
7. DECONTAMINATION
Wear proper PPE. Dispose of all used contaminated disposables as hazardous waste
following the Waste Disposal Section.
8. WASTE DISPOSAL
All waste must be disposed through the EH&S Hazardous WASTe Program. Staff
dealing with hazardous waste disposal should have completed UCR Hazardous Waste
Management training - http://ehs.ucr.edu/training/online/hwm/indexlms.html
General hazardous waste disposal guidelines:
• Affix an on-online hazardous waste tag using the WASTe Program
(https://ehs.ucop.edu/waste/#/ ) on all waste containers as soon as the first drop
of waste is added to the container.
• Store hazardous waste in closed containers, in secondary containment, and in
a designated location. Do not let product enter drains. Discharge into the
environment must be avoided.
• Double-bag dry waste using transparent bags.
• Waste must be under the control of the person generating and disposing of it.
• Dispose of routinely generated chemical waste within 90 days.
• Request a waste pick-up on-line: http://ehs.ucr.edu/services/waste.html
9. PRIOR APPROVAL/REVIEW REQUIRED
All work with 3D printers must be pre-approved by the Principal Investigator prior to use
and all training must be well documented. Person(s) working with hazardous chemicals
used in 3D printing are required to take one of two safety training classes, depending on
their working environment:
Hazard Communication (Non-Lab setting) or
Laboratory Safety Fundamentals (2013) & Hazardous Waste Management (Lab setting)
3D PRINT Lab SOP Page 6 of 11 Version - 8/28/2017
In addition, the following shall be completed:
• Documented specific training and specific training on the techniques and
processes to be used.
• Read and understand the relevant Safety Data Sheet.
• Demonstrate competence to perform work.
A review of this SOP and re-approval is required when there are any changes to
procedures, personnel, equipment, or when an incident or near miss occurs.
10. SAFETY DATA SHEETS
Online SDS can be found at http://www.ehs.ucr.edu/services/msds.html
11. DETAILED PROTOCOL
Please Follow Instruction Manual
In addition, when working in the lab, a laboratory worker must:
Always follow manufacturer guidelines, be cognizant of all of the SDS and safety
information presented in this document
Consult EH&S for a hazard assessment when considering modifications/ novel
uses
Notify coworkers before beginning non-routine and hazardous work. To work
alone; facility must have work alone protocol
To prevent respiratory irritation, work in a well ventilated room
Once a printing job is started, do not open cover, or defeat/override interlock
switch
If interlock safety switch fails, do not use the printer
As determined by the hazard assessment, in addition to all pertinent laboratory
personal protective equipment (PPE), chemical protective gloves and suitable
dust mask may be required when accessing the printer stage area after printing
Uncured material may be hazardous; wear suitable/ recommended glove
protection and if material can splash, wear safety goggles
In the event of leak/ spill of printing material cartridges, use solvent-absorbent
pads for model/ support material spills. Dispose clean-up materials as chemical
waste. Contact UCR EH&S 951-827/5288 when responding to any major spills
Keep model and support materials away from areas where cosmetics are
applied, or food and drink are stored, prepared or consumed
Follow all related SOPs in the laboratory SOP bank (PPE, waste disposal, etc. as
appropriately modified by any specific information in the SDS information
presented in this document
discuss ALL issues or concerns regarding this 3D Printer with the PI prior to its
use

3D PRINT Lab SOP Page 7 of 11 Version - 8/28/2017
If there is an unusual or unexpected occurrence when using this material(s), the
occurrence must be documented and discussed with the Principal Investigator or Lab
Supervisor and others who might be using the 3D Printer. Unusual or unexpected
occurrences might include a fire, explosion, sudden rise or drop in temperature.
____________________________________________________________________
Principal Investigator or Lab Supervisor SOP Approval
Print name: _________________________Signature___________________________
Approval Date:

[Chemical Name] SOP Page 8 of 11 PI Name Version - 8/28/2017
Acknowledgement Standard Operating Procedure
Title: 3D PRINT LAB By my signature I acknowledge the contents, requirements, and responsibilities outlined in this Standard Operating Procedure (SOP):
Name Identification* Signature Date
*Identification: Enter your Student ID, Employee ID, UCR NetID, UCR Email

[Chemical Name] SOP Page 9 of 11 PI Name Version - 8/28/2017
A P P E N D I X 1

[Chemical Name] SOP Page 10 of 11 PI Name Version - 8/28/2017
3D PRINTER RISK ASSESSMENT FORM
UCR EHS CHECKLIST
INSTRUCTIONS FOR USE: This checklist is designed to enable the user of 3D printers, in consultation with their PI/Lab manager/Supervisor, identify hazards associated with and prior to, their intended use of a 3D printer. When planning the use of a 3D printer, the recommended risk controls listed below should be considered and incorporated where relevant to reduce the level of risk. Other controls not already covered that are unique to the functions of 3D printers should also be considered and recorded. Refer to Appendix 1 Risk Assessment Matrix for explanation on risk ratings. Retain copies of completed forms on a shared drive and make accessible for the purpose of auditing.
Name of User: Click here to enter text.
Facility : Click here to enter text.
3D Printer Model: Click here to enter text.
Date checklist completed: Click here to enter a date.
Name of Supervisor consulted: Click here to enter text.
Date checklist reviewed: Click here to enter a date.
Item Hazard description How exposed to hazard
Risk Rating –
before controls (High/Medium/
Low)
Recommended risk control measures – (when implemented these controls are designed to reduce risk to as low as reasonably achievable)
Select controls to be incorporated
By whom
1 Fumes/Ultrafine
Particles
Potential Health effects on respiratory system from long term exposure
M
In built HEPA filters and enclosed system ☐
Adequate ventilation or Local air exhaust system ☐
Safety Data Sheet (SDS) ☐
Add other controls unique to use of your 3D Printer. ☐
2 Chemicals
Contact with caustic bath chemicals Contact with post processing chemicals and solvents
L
Enclosed system ☐
Training, SOP & SDS ☐
PPE: Gloves & Chemical Spill Clean-up Kit ☐
Add other controls unique to use of your 3D Printer. ☐
3 Fire
Contact with post processing chemicals
Fire in unit due to electrical component failure
L
Repairs and modifications by competent person only ☐
Regular Maintenance & Electrical Inspection Test & Tag ☐
Add other controls unique to use of your 3D Printer. ☐
4 Heat
Contact with hot extrusion head or finished model could cause burns
L
Enclosed system ☐
Training & SOP ☐
Add other controls unique to use of your 3D Printer. ☐
5 Electric Shock
Contact of persons with live parts.
Contact of persons with parts which have become live under faulty conditions.
L
Restricted Access to Students ☐
Repairs and modifications by competent person only ☐
Regular Maintenance & Electrical Inspection Test & Tag ☐
Training & Standard Operating Procedure (SOP) ☐
Add other controls unique to use of your 3D Printer. ☐
6 Entrapment/
Entanglement Contact with Moving Parts L
Enclosed system around moving parts, guarding ☐
Training prior to operation of printer ☐
Add other controls unique to use of your 3D Printer. ☐
NOTE: Implementation of risk controls should be reviewed regularly to ensure they remain effective in minimizing injury/illness.
[Chemical Name] SOP Page 11 of 11 PI Name Version - 8/28/2017
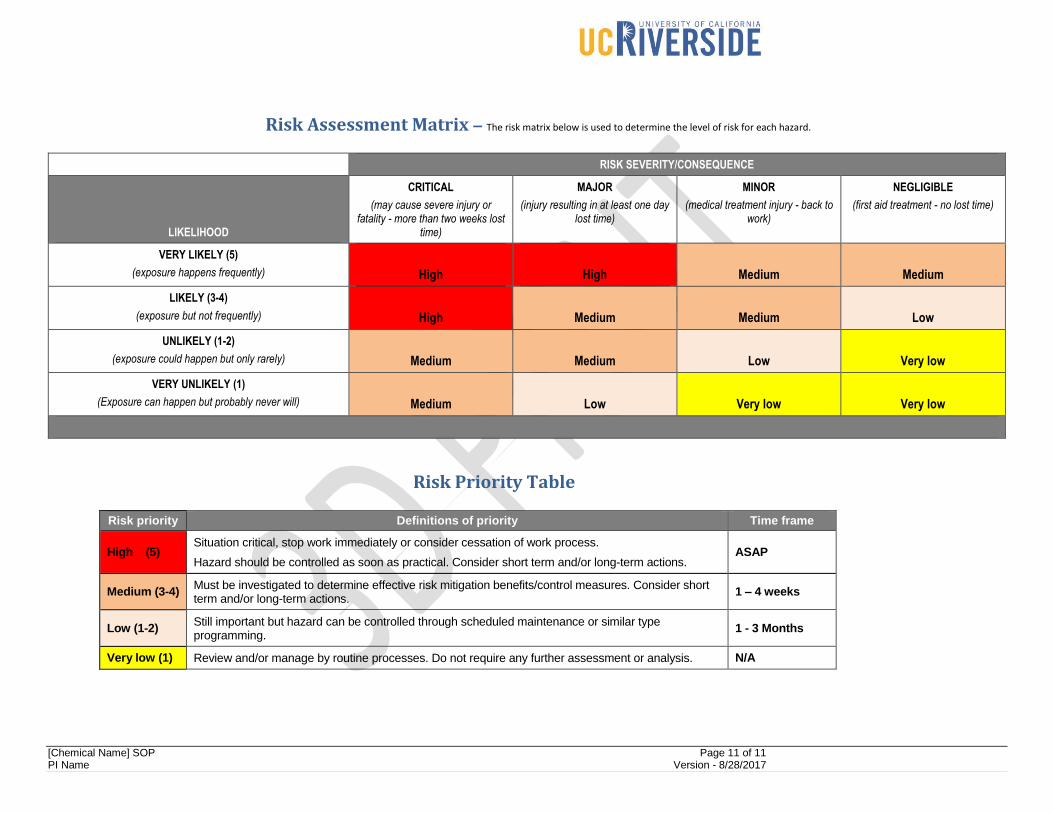
Risk Assessment Matrix – The risk matrix below is used to determine the level of risk for each hazard.
RISK SEVERITY/CONSEQUENCE
LIKELIHOOD
CRITICAL
(may cause severe injury or fatality - more than two weeks lost
time)
MAJOR
(injury resulting in at least one day lost time)
MINOR
(medical treatment injury - back to work)
NEGLIGIBLE
(first aid treatment - no lost time)
VERY LIKELY (5)
(exposure happens frequently)
High
High
Medium
Medium
LIKELY (3-4)
(exposure but not frequently)
High
Medium
Medium
Low
UNLIKELY (1-2)
(exposure could happen but only rarely)
Medium
Medium
Low
Very low
VERY UNLIKELY (1)
(Exposure can happen but probably never will)
Medium
Low
Very low
Very low
Risk Priority Table
Risk priority Definitions of priority Time frame
High (5) Situation critical, stop work immediately or consider cessation of work process.
Hazard should be controlled as soon as practical. Consider short term and/or long-term actions. ASAP
Medium (3-4) Must be investigated to determine effective risk mitigation benefits/control measures. Consider short term and/or long-term actions.
1 – 4 weeks
Low (1-2) Still important but hazard can be controlled through scheduled maintenance or similar type programming.
1 - 3 Months
Very low (1) Review and/or manage by routine processes. Do not require any further assessment or analysis. N/A


















