What Is Machine Vision? PreviousNext X. What Is Machine Vision? Formal definition: Machine vision is...
27
What Is Machine Vision? Previous Next X
-
Upload
bertha-townsend -
Category
Documents
-
view
225 -
download
0
Transcript of What Is Machine Vision? PreviousNext X. What Is Machine Vision? Formal definition: Machine vision is...
What Is Machine Vision?
Previous Next
X
What Is Machine Vision?
Formal definition:Machine vision is the use of devices for optical non-
contact sensing to automatically receive and interpret an image of a real scene in order to obtain information and/or control machines or processes.
- from the Society of Manufacturing Engineers
or more simply:Automated inspection of manufactured products for
quality and process control
Previous Next
X
Human vs. Machine Vision
Human Vision– Recognition– Hand-eye
coordination– Inspection– Find Position– Gather Information– Safety– ----------
Machine Vision– Identification– Robot Guidance– Inspection– Find position– ----------– ----------– ----------– Measure
Previous Next
X
Human vs. Machine Vision
• Human Vision– High image resolution– Interprets complex scene quickly– Operates in visible light spectrum– Adapts to variables
• Machine Vision– Consistent, tireless– May operate in visible, infra-red, x-ray, etc.– Operates in hostile environments– Follows program precisely
Previous Next
X
Why Use Machine Vision?
• High speed production lines• Microscopic inspection• Clean room environments• Hazardous environments• Closed-loop process control• Robot guidance• Precise non-contact measurement
Previous Next
X
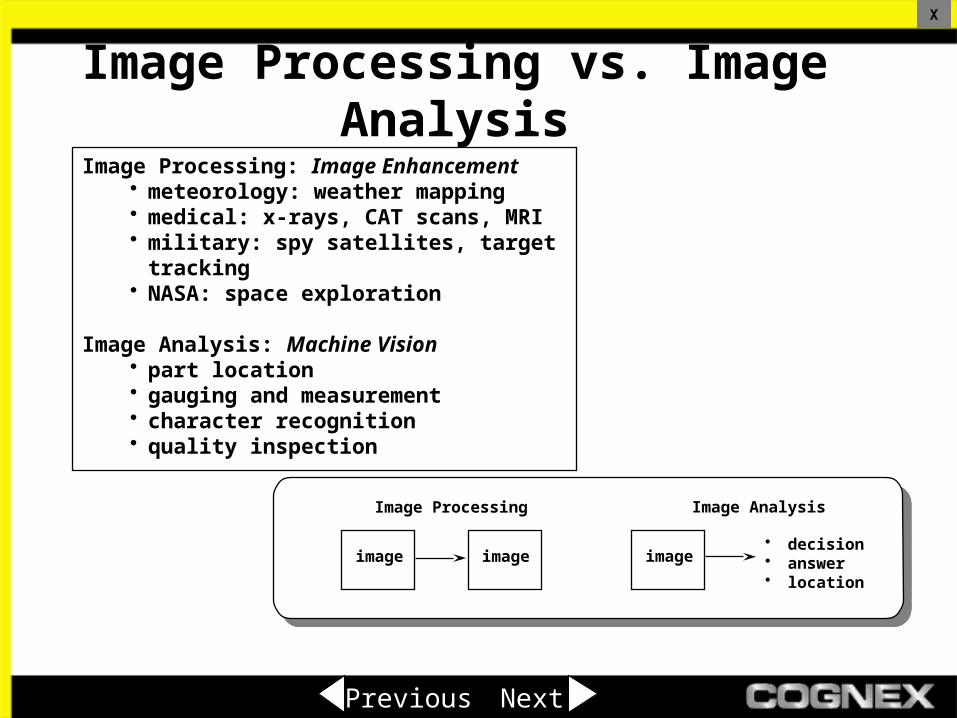
Image Processing vs. Image AnalysisImage Processing: Image Enhancement
• meteorology: weather mapping• medical: x-rays, CAT scans, MRI• military: spy satellites, target tracking• NASA: space exploration
Image Analysis: Machine Vision• part location• gauging and measurement• character recognition• quality inspection
Image Processing Image Analysis
image imageimage• decision• answer• location
Previous Next
X

Machine Vision Applications
Previous Next
X
What can Machine Vision Do?
• Robot guidance– Determine part position (x, y, and angle) for robotic
arm pick and place operations
• Identification and sorting– Determine the identities of objects and sort
accordingly
• Alignment, Fixturing– Locate at least one feature on a part for the purpose
of calculating the (x, y) position and rotation of the part to position other vision tools precisely
Previous Next
X
What Can Machine Vision Do?
• Presence / Absence Checking, Assembly Verification– Verify that part components are present and in the
correct locations
• Dimensional Gauging– Calculate the distance between two or more points on
an object
• Defect detection– Identify defects and calculate defect characteristics
such as position and size
Previous Next
X
What Can Machine Vision Do?
• Optical Character Recognition (OCR), Optical Character Verification (OCV)– Read (determine the character identities
without prior knowledge) or verify (confirm the presence of a given character sequence) a string of characters
• Bar Code Reading, 2-D Inspection– Decode bar codes and 2-D matrices
Previous Next
X
Where Is Machine Vision Used?
Medical/Pharmaceutical
Electronics/Computer Industry
Consumer Products
Graphic Arts/ Packaging
Automotive Industry
Semiconductor Industry
Food Packaging IndustryShipping/TransportationShipping/Transportation
Previous Next
X
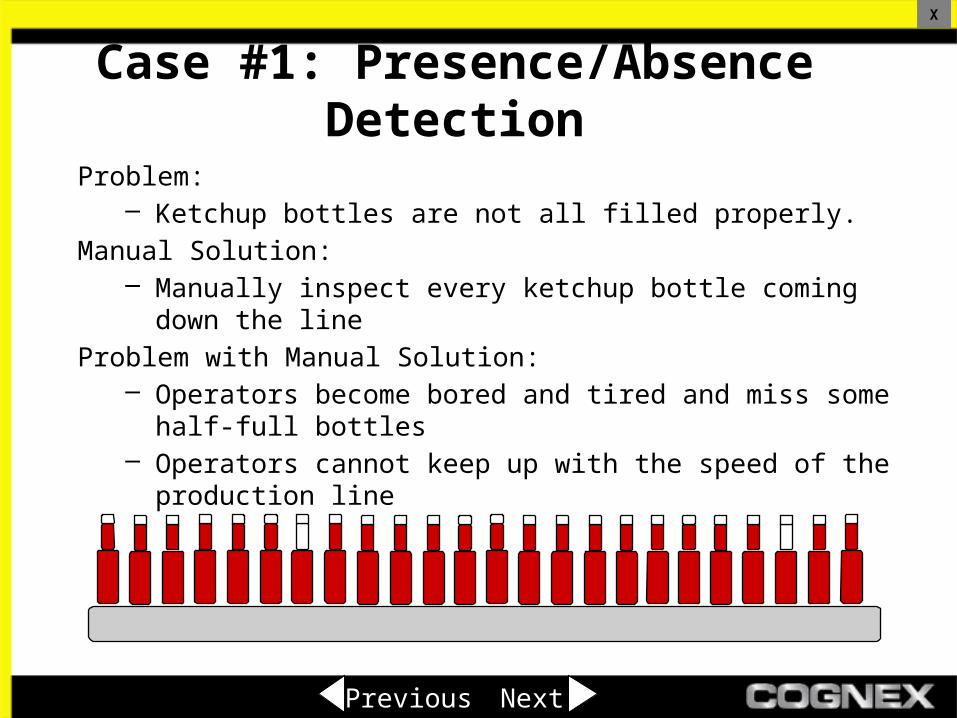
Case #1: Presence/Absence Detection
Problem:– Ketchup bottles are not all filled properly.
Manual Solution:– Manually inspect every ketchup bottle coming down the line
Problem with Manual Solution:– Operators become bored and tired and miss some half-full bottles– Operators cannot keep up with the speed of the production line
Previous Next
X
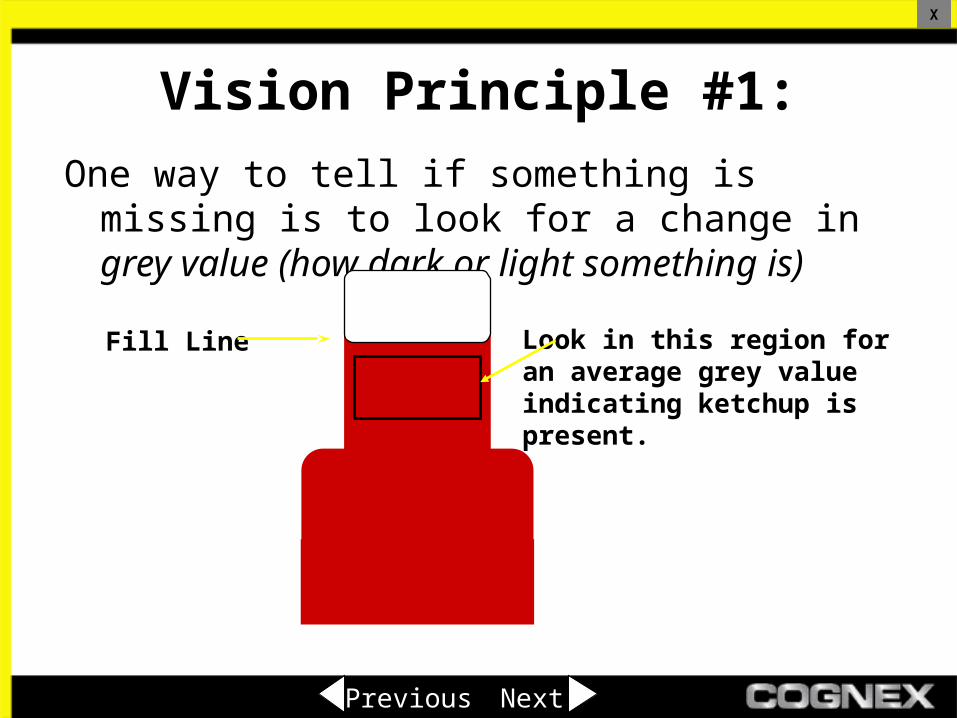
Vision Principle #1:
One way to tell if something is missing is to look for a change in grey value (how dark or light something is)
Fill Line Look in this region foran average grey valueindicating ketchup ispresent.
Previous Next
X
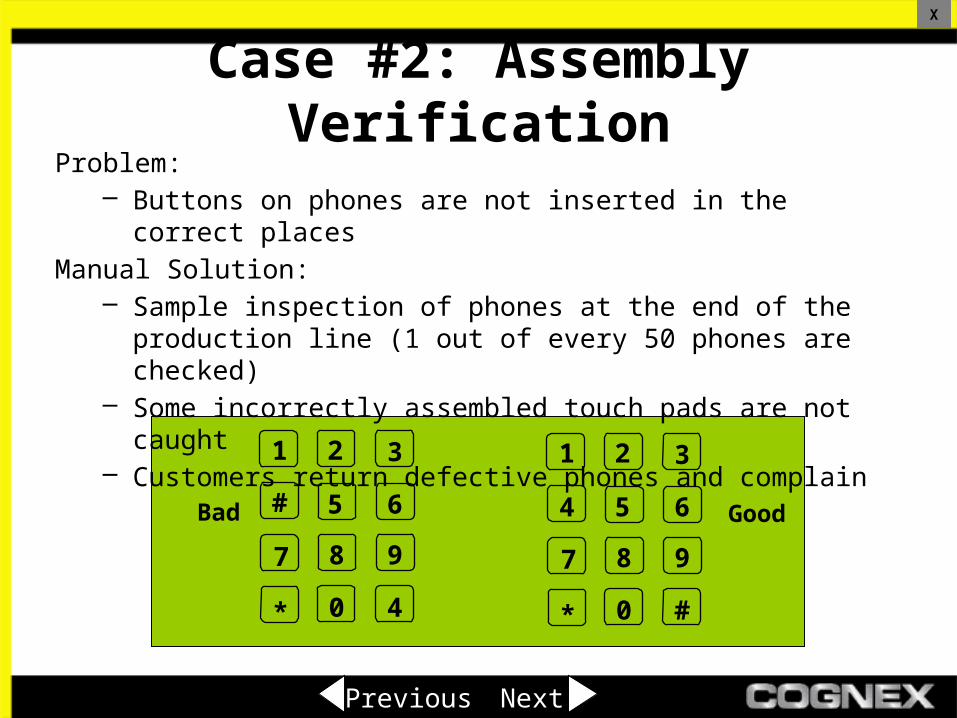
Case #2: Assembly VerificationProblem:
– Buttons on phones are not inserted in the correct places
Manual Solution:– Sample inspection of phones at the end of the production line (1
out of every 50 phones are checked) – Some incorrectly assembled touch pads are not caught– Customers return defective phones and complain
1 2 3
4 5 6
7 8 9
* 0 #
1 2 3
4
5 6
7 8 9
* 0
#Bad Good
Previous Next
X
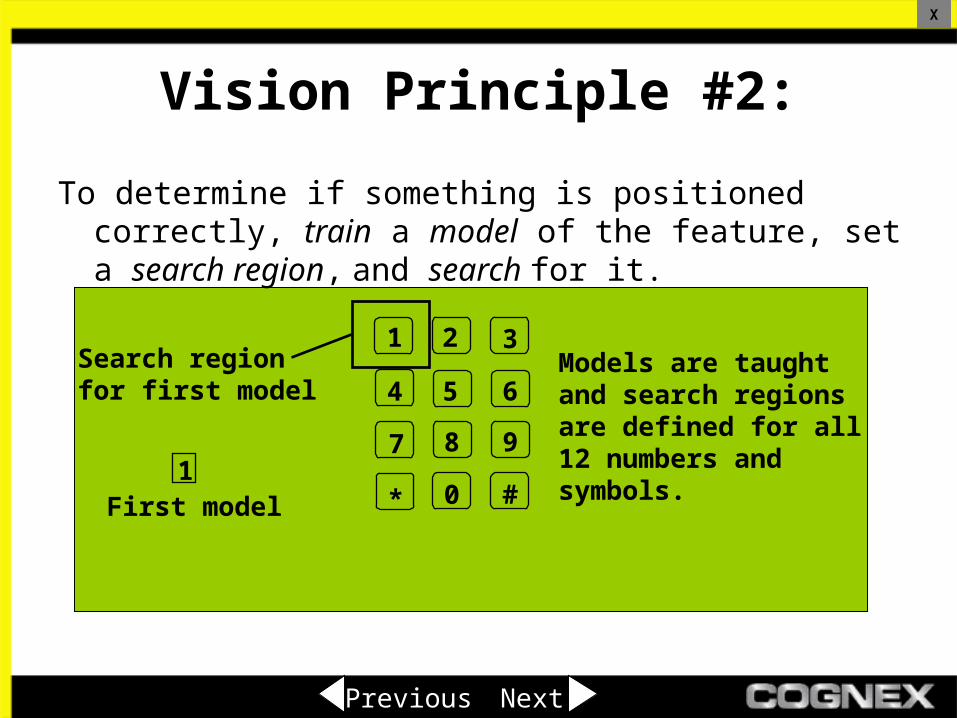
Vision Principle #2:
To determine if something is positioned correctly, train a model of the feature, set a search region, and search for it.
1 2 3
4 5 6
7 8 9
* 0 #
Search regionfor first model
1First model
Models are taughtand search regionsare defined for all12 numbers and symbols.
Previous Next
X
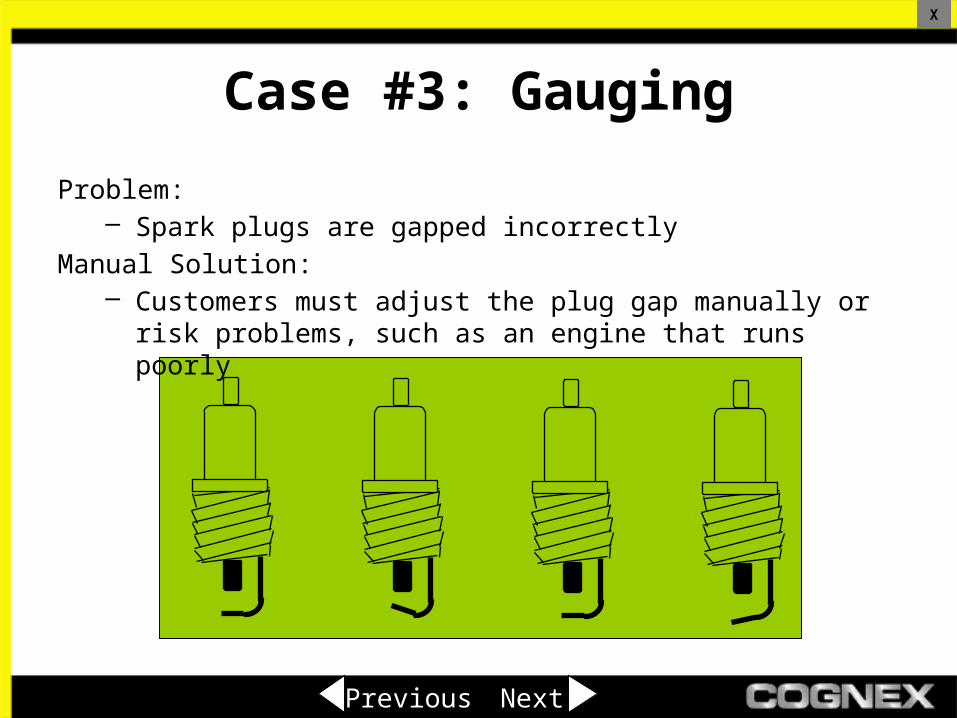
Case #3: Gauging
Problem:– Spark plugs are gapped incorrectly
Manual Solution:– Customers must adjust the plug gap manually or risk problems,
such as an engine that runs poorly
Previous Next
X
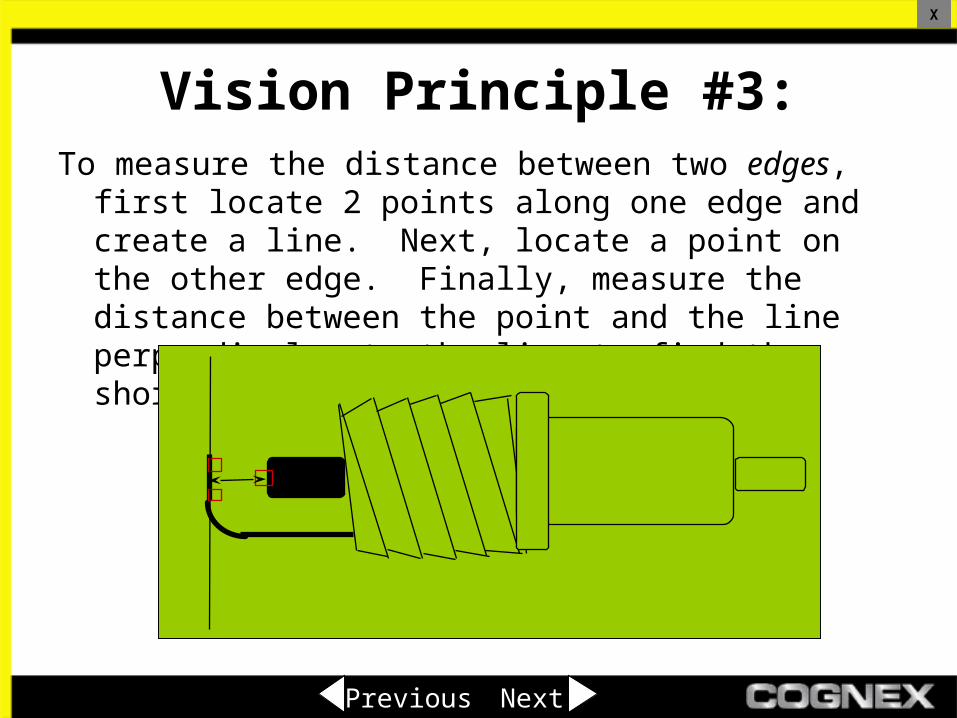
Vision Principle #3:To measure the distance between two edges, first locate 2
points along one edge and create a line. Next, locate a point on the other edge. Finally, measure the distance between the point and the line perpendicular to the line to find the shortest distance.
Previous Next
X
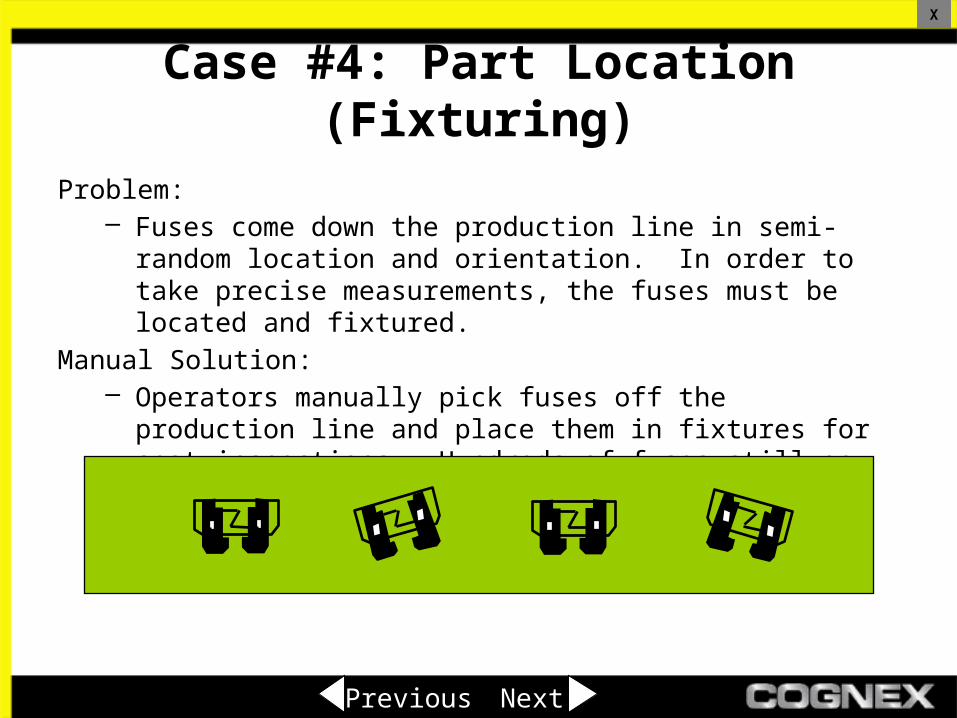
Case #4: Part Location (Fixturing)
Problem:– Fuses come down the production line in semi-random location
and orientation. In order to take precise measurements, the fuses must be located and fixtured.
Manual Solution:– Operators manually pick fuses off the production line and place
them in fixtures for spot inspections. Hundreds of fuses still go unchecked.
Previous Next
X
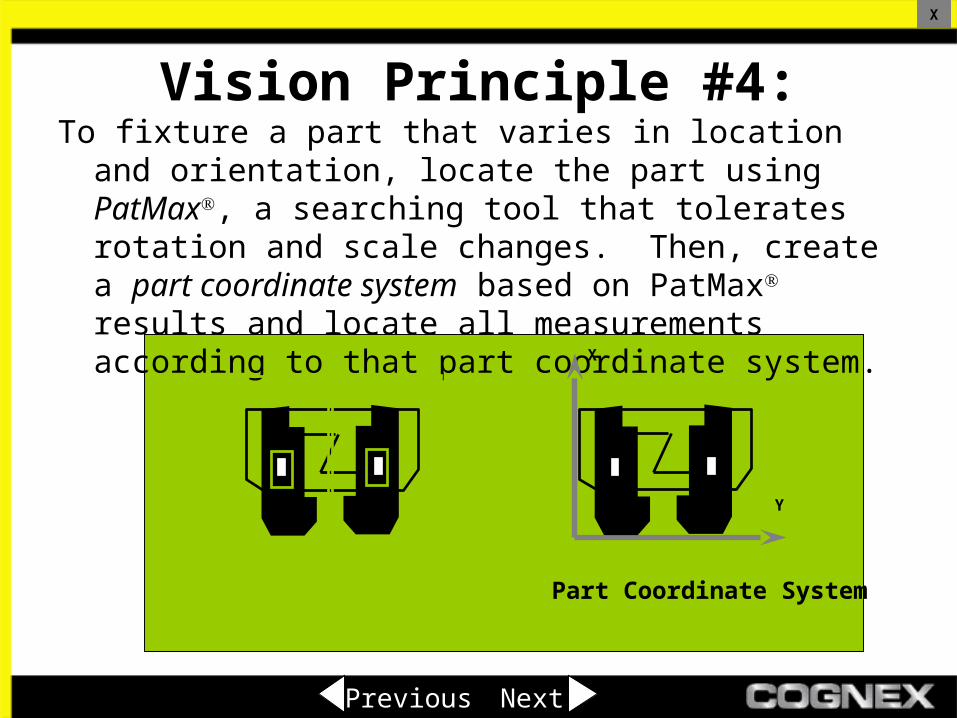
Vision Principle #4:To fixture a part that varies in location and orientation,
locate the part using PatMax, a searching tool that tolerates rotation and scale changes. Then, create a part coordinate system based on PatMax results and locate all measurements according to that part coordinate system.
X
Y
Part Coordinate System
Previous Next
X
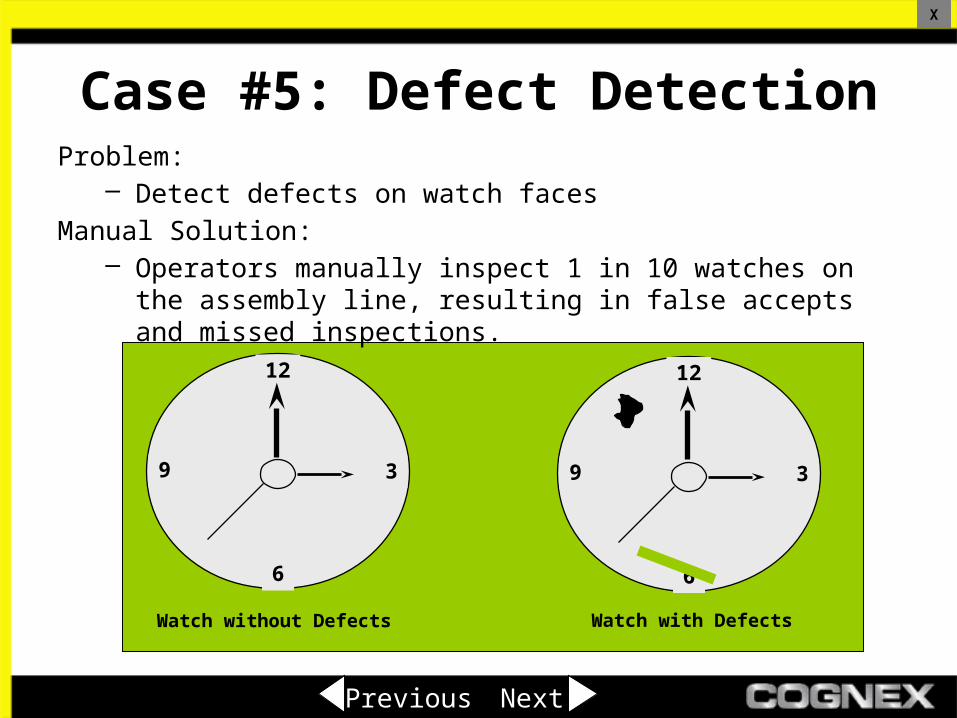
Case #5: Defect DetectionProblem:
– Detect defects on watch faces
Manual Solution:– Operators manually inspect 1 in 10 watches on the assembly
line, resulting in false accepts and missed inspections.
Watch without Defects Watch with Defects
12
3
6
9
12
3
6
9
Previous Next
X
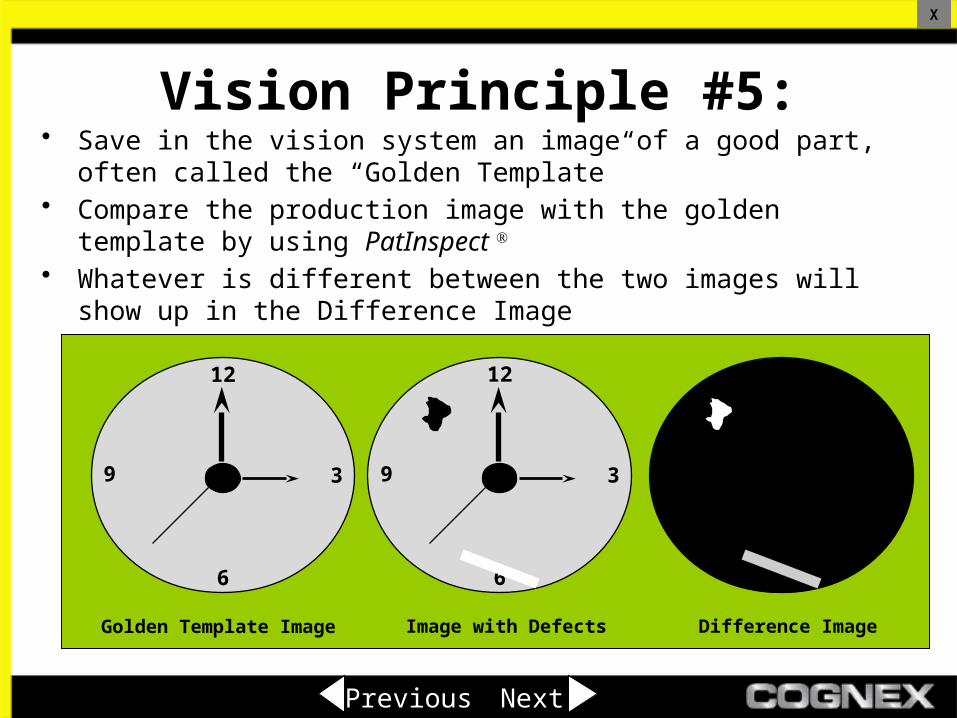
Vision Principle #5:• Save in the vision system an image of a good part, often called the
“Golden Template”• Compare the production image with the golden template by using
PatInspect
• Whatever is different between the two images will show up in the Difference Image
Golden Template Image
12
3
6
9
Image with Defects
12
3
6
9
Difference Image
Previous Next
X

Case #6: Optical Character RecognitionProblem:
– Read microscopic serial numbers inscribed onto a chip mounted on disk drive slider heads
Manual Solution– Serial numbers read by human and manually entered into a
database, frequently resulting in mismatched data, wasted material, & expensive rework further down the production line
SN128664A
serial number on chip
Previous Next
X
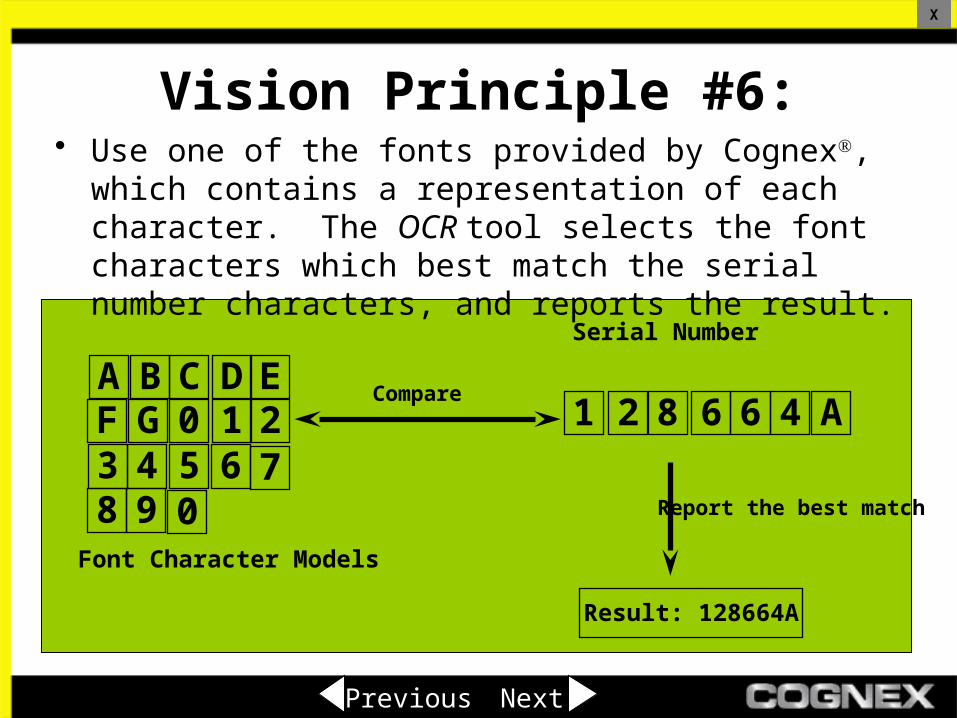
Vision Principle #6:• Use one of the fonts provided by Cognex, which
contains a representation of each character. The OCR tool selects the font characters which best match the serial number characters, and reports the result.
Font Character Models
A B DC EGF 0 1 243 5 6 798 0 Report the best match
Result: 128664A
Compare
Serial Number
1 2 68 6 4 A
Previous Next
X
Creating a Vision System
Previous Next
X
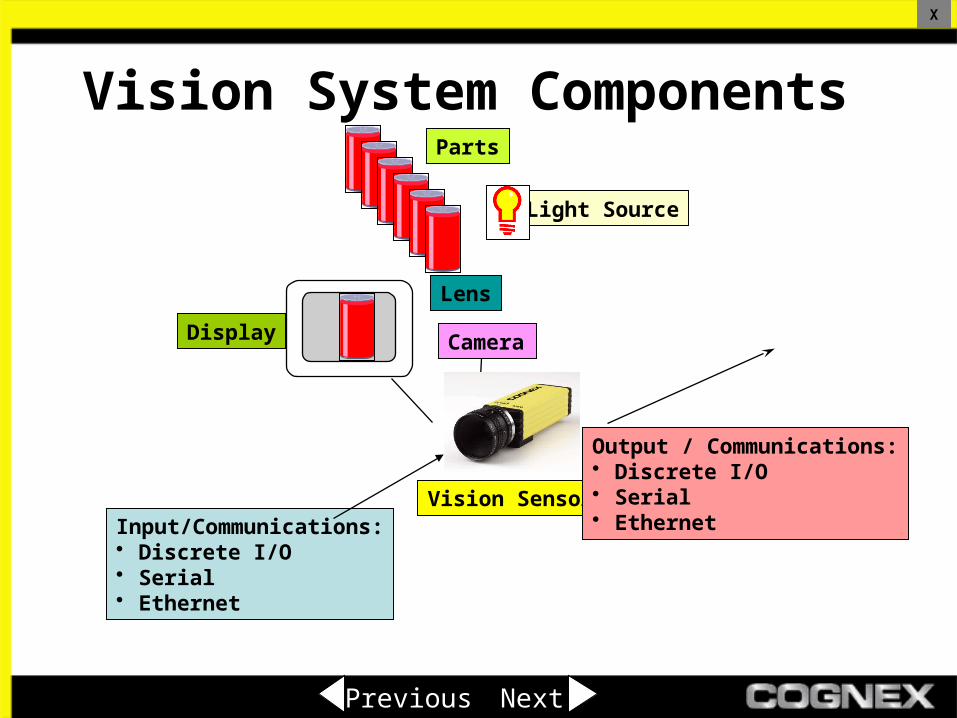
Vision System Components
CameraDisplay
Parts
Light Source
Vision Sensor
Output / Communications:• Discrete I/O• Serial • EthernetInput/Communications:
• Discrete I/O• Serial • Ethernet
Lens
Previous Next
X
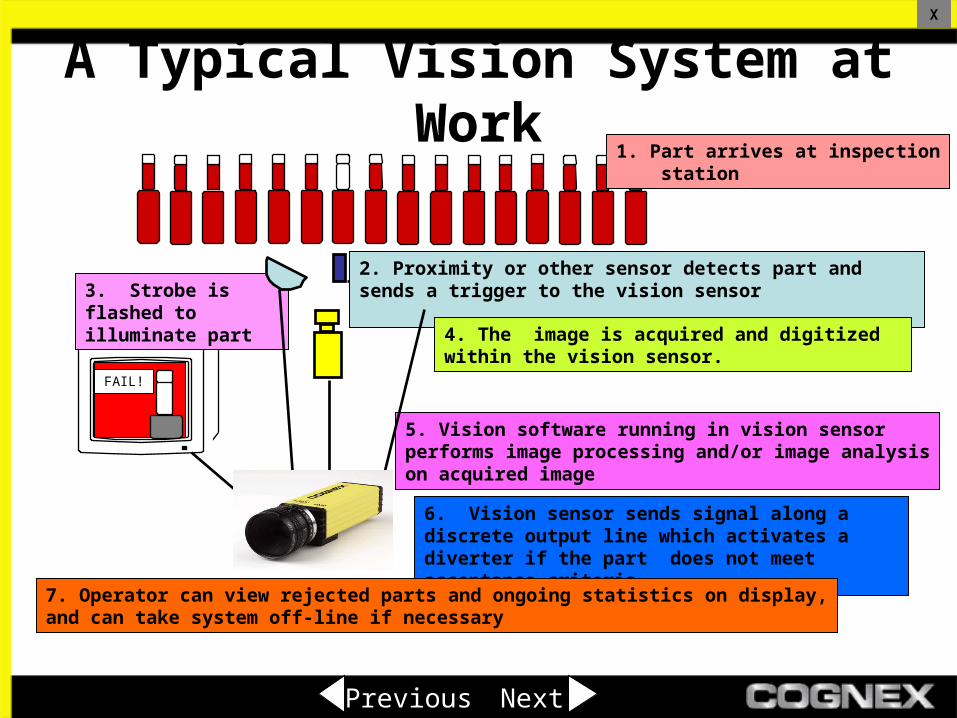
A Typical Vision System at Work
3. Strobe is flashed to illuminate part
2. Proximity or other sensor detects part and sends a trigger to the vision sensor
1. Part arrives at inspection station
4. The image is acquired and digitized within the vision sensor.
5. Vision software running in vision sensorperforms image processing and/or image analysison acquired image
6. Vision sensor sends signal along a discrete output line which activates a diverter if the part does not meet acceptance criteria.
7. Operator can view rejected parts and ongoing statistics on display,and can take system off-line if necessary
FAIL!
Previous Next
X