What have your machine controls done for yyyou …...– Have you identified and implemented...
34
What have your machine controls done for you lately? Jim Miceli Copyright © 2010 Rockwell Automation, Inc. All rights reserved.
Transcript of What have your machine controls done for yyyou …...– Have you identified and implemented...

What have your ymachine controls done for you lately?y y
Jim Miceli
Copyright © 2010 Rockwell Automation, Inc. All rights reserved.

Topics
1. Sustainability
2. Safety
3 Predictive Maintenance3. Predictive Maintenance
4. Productivity Software
5. Machine Design Efficiency
22Copyright © 2010 Rockwell Automation, Inc. All rights reserved.

Topics
1. Sustainability
2. Safety
3 Predictive Maintenance3. Predictive Maintenance
4. Productivity Software
5. Machine Design Efficiency
33Copyright © 2010 Rockwell Automation, Inc. All rights reserved.

Sustainable Production
Safety
• Worker, machine & product safety
• Standards Environment
• Sustainability
compliance
Energy
A ti t f
scorecard by product• Waste recycling• Materials content
tracking• Active management of energy
• Smart Grid readiness
tracking• Carbon footprint
Sustainable production is an imperative for the future

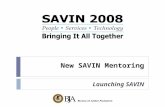
Why Manage Industrial Energy?
• The Industrial sector consumes more energy than any other.• Motors consume about half of all electricity, about 70% of industrial electricity in the U.S.
Total World Energy Consumption by SectorIndustrial Transportation Residential Commercial
15%
8%
dust a a spo tat o es de t a Co e c a
50%
27%
15%
Source: US Energy Information Agency: http://www.eia.doe.gov/oiaf/ieo/ieoenduse.html
27%
(Confidential – For Internal Use Only) 5

The Energy Challenge
• Use Less• Spend LessSpend Less
• Optimize
6
You can find substantial savings … if you know where to look.
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Energy Usage vs. Production
• Energy usage is traditionally metered to the Factory wall as part of facilities infrastructure• Limitations:
– Difficult to correlate energy consumption with real-time production informationDifficult to compare energy used during different batches– Difficult to compare energy used during different batches
– Difficult to compare energy costs for a particular product run• What is happening within a manufacturing facility ‘with’ the energy resources being consumed is
typically a ‘black’ boxWhat am I actually making with all of these resources?– What am I actually making with all of these resources?
– How much electricity was used during this production run?– How is the power quality?– How much energy is consumed during peak?
Copyright © 2009 Rockwell Automation, Inc. All rights reserved. 7
‘Measured to the Building’

Production Energy Profiling
• Metering monitors energy consumption and quality from the point of use in a production process (KW/h per product, per line)process (KW/h per product, per line)• Collects data to establish process baselines, ‘golden batch’
RSEM• Establishes equipment performance baselines for energy and asset management• Presents production data against established
S
5 batches consumed 38% of the energy to manufacture this product on thi d M i di t lit i
p gprocess standards for deviation analysis this day. May indicate a quality issue
such as equipment out of calibration.
Monitor the consumption of energy by equipment to
Base load constant 24/7 b t
energy by equipment to establish economic cost profiles of compressors motors, fans
8
Base load constant 24/7 but increases as temperature exceeds 30 deg F - May indicate a cooling capacity issue on a product line.

At the Component Level
For every 10°C temp
rise, capacitor life drops 50%
Right Size your Panel Components:Can power supply selection impact enclosure sizing?
Option “A” 10A, 24VDC Option “B” 10A, 24VDC Option “C” 10A, 24VDC
enclosure sizing?
Efficiency = 93%Heat Loss = 18W
Efficiency = 91%Heat Loss = 24W
Efficiency = 84%Heat Loss = 32W
9
Lower Energy Consumption, Smaller Panel, Longer Life for electronic Components

Energy Management Strategy: Questions
• Production Considerations– Does your production schedule match your optimal energy footprint?– Are you leveraging price incentives for load management?– Do you know where your energy dollars go throughout the production process?– Have you identified and implemented “quick-hit” opportunities for savings, i.e. y g
variable frequency drives, behavioral changes, visualization?
• External ConsiderationsExternal Considerations– How will you minimize risks from volatile energy prices and supply?– How will you adapt production to meet new regulatory requirements?
10(Confidential – For Internal Use Only) Copyright © 2009 Rockwell Automation, Inc. All rights reserved.

Topics
1. Sustainability
2. Safety
3 Predictive Maintenance3. Predictive Maintenance
4. Productivity Software
5. Machine Design Efficiency
1111Copyright © 2010 Rockwell Automation, Inc. All rights reserved.

Safety Drivers
• Risk reduction / Reduced liability • Company / Brand imageCompany / Brand image• Social responsibility• SustainabilitySustainability• Changing standards• Lean manufacturing• Lean manufacturing• Information enabled manufacturing • Globalization• Globalization• Increased productivity
M d i i i d fM d i i i d fMany reasons are driving an increased focus on Many reasons are driving an increased focus on Machine SafetyMachine Safety

Analogy: Bicycle Helmet Safety
Past Present Performance
• Functionally Safe!• Comfortable (Pads)
• Functionally Safe!• Uncomfortable
• Functionally Safe!• ComfortableComfortable (Pads)
• Light (Foam or Composite)
Uncomfortable• Heavy
• Hot
Comfortable• Light• Cool
• Cool (Ventilation) • Performance Enhancing!
Bicycle Helmet Safety has evolved from a pure focus on safety to an Bicycle Helmet Safety has evolved from a pure focus on safety to an integral tool for improving athletic performanceintegral tool for improving athletic performance

Machine Safety Solutions
Past Present Performance
• Functionally Safe!• Easy to apply
• Functionally Safe!• Cumbersome
• Functionally Safe!• Flexible• Easy to apply
• Safety Rated Products
• Cumbersome• Difficult to apply• Difficult to use
• Flexible• Task Oriented• Productivity
• Local DiagnosticsDifficult to use
• Often BypassedProductivity Enhancing!
Machine Safety is also evolving ... from a pure safety Machine Safety is also evolving ... from a pure safety approach to a valuable productivity enablerapproach to a valuable productivity enabler

Safety and Productivity – Lockout Tagout
P ll tRobot
Service Entrance
Pallets
SlipSheetsve
yor P
ower
Exit ConveyorRobot
Palle
t Loa
d Ga
tes
Sheets
Conv
Overhead Entry Conveyor
Exit
Con
veyo
r
Robot PowerPneumaticPower
• Pallets replaced every 60 minutes• Lock & Unlock procedure takes 90
seconds• 5 pallets / hour
• 1 pallet = $1,000 profit• $300 / hour lost production• $2 400 / shift
Shipping
• 5 pallets / hour• 90 seconds = 0.3 pallets
• $2,400 / shift• $1.2 Million per year!

Safety and Productivity – Zone Control
P ll tRobot
Service Entrance
Pallets
SlipSheetsve
yor P
ower
Exit ConveyorRobot
Palle
t Loa
d Ga
tes
Pallet Load ZoneSheets
Conv
Overhead Entry Conveyor
ntro
lne
l
• Operator uses Control Panel to selectExit
Con
veyo
r
Robot PowerPneumaticPower
• Pallets can be loaded without any
Con
Pan
Operator uses Control Panel to select “Load Pallet” mode
• Robot is restricted to “Pallet Load Zone”If R b t t l t f P ll t L d Z
• Pallets can be loaded without any requirement for Lockout Tagout
• “Pallet Load” gates held shut with Guard Locking switch unless “Load Pallet”
Shipping
• If Robot travels out of Pallet Load Zone power is removed and motion is stopped
gmode is selected

Benefits of a Contemporary Safety Solution
• Reduced time to design, program, install and start-up • Wiring reduction, wiring simplification and network
integrationintegration• Improved operator diagnostics and increased
opportunities for alternative methods to Lock-Out-Tag-Out for routine tasks (where applicable)Out for routine tasks (where applicable)
• Accommodates future process or safety changes• Accommodates tasks and processes and does not
encourage workers to “work around” the safetyencourage workers to work around the safety system,…reducing risk
Protecting people and profitsProtecting people and profits

Topics
1. Sustainability
2. Safety
3 Predictive Maintenance3. Predictive Maintenance
4. Productivity Software
5. Machine Design Efficiency
1818Copyright © 2010 Rockwell Automation, Inc. All rights reserved.

Drive Level Predictive Diagnostics
Predictive Diagnostics• Today’s frequency drives can be programmed to keep
track of information that affects the life of its cooling fanstrack of information that affects the life of its cooling fans and relay outputs, as well as customer motor and system bearings
Provides data on estimated life expectancy for fans and– Provides data on estimated life expectancy for fans and relays
– Provides configuration for customer motor and system bearing data for drive monitoringbea g da a o d e o o g
– Provides advanced notification to help prevent unplanned downtime
• Thermal manager - oversees and protects the g poperational temperature of the power structure and aids in extending the overall quality and reliability of the drive.
Improve productivity with scheduled downtimeCopyright © 2009 Rockwell Automation, Inc. All rights reserved.

Topics
1. Sustainability
2. Safety
3 Predictive Maintenance3. Predictive Maintenance
4. Productivity Software
5. Machine Design Efficiency
2020Copyright © 2010 Rockwell Automation, Inc. All rights reserved.

Production Management Information
• Collect and analyze data from disparate sources within the production process
• Product tracking and genealogyProduct tracking and genealogy• Resource allocation and status• Performance analysis• Process management• Data collection and acquisitionData collection and acquisition• Quality management• Labor management
• Combine the functionality of multiple disciplines to optimize maintenance and plant operations
• Optimize production schedules• Improve energy usage• Optimize resource loadingOptimize resource loading• Maximize yield• Control quality• Reduce scrap / waste• Enable regulatory compliance
21
Enable regulatory compliance

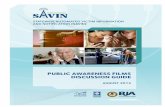
Measuring Overall Equipment Effectiveness
Time Example Time Lost Causes Key Performance Indicators
Lunch Breaks
Single ShiftSingle Shift
dd Lunch Breaks
Meetings
Equipment Failure
Available TimeAvailable Time Sche
dLo
ssSc
hed
Loss
n en e
Overall Equipment Effectiveness = Availability x Performance x Quality(EA) x (PE) x (QR)
Equipment Failure
Setup & Adjustment
Reduced Speed
Run TimeRun Time Down
Time
Down
Time
d esd es Reduced Speed
Idling & Minor Stops
Rejects
Full CapacityFull Capacity
Spee
dLo
sse
Spee
dLo
sse
GoodGood ctscts Rejects
Reduced Yield
GoodProduction
GoodProduction Re
jecRe
jec

Plant Manager“What is my asset utilization, financial performance, overall downtime?”
Maintenance problem Maintenance problem identified, line shut down identified, line shut down
and work transfer toand work transfer toand work transfer to and work transfer to remedy issue.remedy issue.

Maintenance Manager Identify Causes of Unscheduled Downtime and make recommendations
Compares Compares performance drivesperformance drivesperformance… drives performance… drives business decisions business decisions
based on this based on this information.information.

Sample Reports
Co

Topics
1. Sustainability
2. Safety
3 Predictive Maintenance3. Predictive Maintenance
4. Productivity Software
5. Machine Design Efficiency
2626Copyright © 2010 Rockwell Automation, Inc. All rights reserved.

Mechatronics and Machine Design
Motion DesignMotion Analyzer
“synergy of several engineering disciplines…”“synergy of several engineering disciplines…”
Mechatronic design is a collaborative venture between mechanical, electrical, and control design engineers – the outcome is a machine design optimized for high performance controls

Benefits of a Mechatronic Approach
• Increased Machine Value– The value of a machine is closely tied to it’s ability
to produce (PPM x OEE)– Design optimization often results in increased
machine throughput at no additional cost• Sustainability
M hi & t i i l– Machine owners & operators are increasingly concerned with sustainability issues
– Efficiency analysis can help decrease energy consumption and reduce waste
• Greater Innovation Agility– Offering a shorter lead time can often help win the
order and even command a premiumVi t l t t i d th ti t ‘D i
Using this approach we can reduce our physical prototypes from 20 to around 2-3
and can trim hundreds of thousands of d ll f d l t t [L di– Virtual prototyping reduces the time to ‘Design,
Develop & Deliver’• Risk Mitigation
– Any design change carries an associated risk Finding & fixing design flaws late in the
dollars from development costs [Leading packaging OEM]
– Any design change carries an associated risk– Simulation helps reduce risk by predicting the likely
outcome of design changes before they occur
development cycle can cost 10 to 100 times what it costs to make changes
early [Major tire OEM]

Virtual Design Tools – Machine Example
System Efficiency AnalysisHelps boosts machine performance and reduce energy consumption.
System Tolerance AnalysisProvides an insight into a machine’s ability to cope with change.
Emergency Stop AnalysisMaximize output without compromising safety
System Thermal ModelingEspecially useful for machine builders exporting to countries with hot weather.
Ratio Design AnalysisGuides designers to an optimized solution. System Tuning Simulation
Helps reduce design error and can save time duringand can save time during machine commissioning.
Lifetime EstimationSize an integrated linear stages and automatically get an L10 service life
Supply Voltage Tolerance AnalysisReduces chance of machine issues in the field that result in automatically get an L10 service life
estimation.field that result in costly support. 3D CAD Integration
Download models of motion product and verify motion profiles at the mechanical design phase.

System Tuning Simulation
Tuning simulation helps predict how machines perform in the real world. Emulates tuning an axis in RSLogix5000 (including ‘Auto-tune’) and then simulates the behavior of the l d t d d i hil f t i iload, motor and drive while factoring in mechanical compliance or backlash to give a realistic result.Helps reduce design error and can save time during machine commissioning.
Before• Almost impossible to predict the
overall performance of a servo
After• Enter information about the
application and size as normal
Business Impact• Gain insight into machine
performance earlier in design cyclepdriven mechatronic system
• Necessary to build a prototype in order to verify system solution
pp• Run tuning simulation to view likely
behavior of system under different conditions
p g y• Reduce number of prototypes• Meet performance goals• Same commissioning time

Dynamic system Simulation

Dynamic simulation with a stiffer coupling

What have your controls done for you lately?
• The focus of control systems is evolving at a rapid rateThe focus of control systems is evolving at a rapid rate• Today’s systems are capable of providing you with terrific
insight into your operation and productivityg y p p y• They can help you control your costs• They can help you design more efficientlyThey can help you design more efficiently• And they can help you become a leaner, greener more
profitable businessp o tab e bus ess

Thank you
Copyright © 2010 Rockwell Automation, Inc. All rights reserved.