
What does DOP stand for?eia-usa.org/images/.../dop_pao_hepa_integrity_testing_of...revised.pdf ·...
28
4/13/2017 1 DOP / PAO HEPA Integrity Testing of HEPA Filtered Equipment DOP / PAO HEPA Integrity Testing What does DOP stand for? • DOP = Dioctyl Phthalate • DOP is a liquid chemical which produces mono or poly dispersed test aerosol of sub‐micron particles, generated to challenge (evaluate integrity) of HEPA Filters DOP / PAO HEPA Integrity Testing Definition of HEPA • High Efficiency Particulate Arresting Filter that is at least 99.97% efficient in collecting a 0.3 micrometer aerosol. DOP / PAO HEPA Integrity Testing
Transcript of What does DOP stand for?eia-usa.org/images/.../dop_pao_hepa_integrity_testing_of...revised.pdf ·...

4/13/2017
1
DOP / PAO HEPA Integrity Testing of HEPA Filtered Equipment
DOP / PAO HEPA Integrity Testing
What does DOP stand for?
• DOP = Dioctyl Phthalate
• DOP is a liquid chemical which produces mono or poly dispersed test aerosol of sub‐micron particles, generated to challenge (evaluate integrity) of HEPA Filters
DOP / PAO HEPA Integrity Testing
Definition of HEPA
• High Efficiency Particulate Arresting Filter that is at least 99.97% efficient in collecting a 0.3 micrometer aerosol.
DOP / PAO HEPA Integrity Testing

4/13/2017
2
Clean HEPA Filter
DOP / PAO HEPA Integrity Testing
What does DOP stand for?
• Dioctyl Phthalate is no longer widely used for HEPA Integrity Testing in our industry.
• DOP was determined to be a carcinogen and has been replaced in most test applications.
DOP / PAO HEPA Integrity Testing
What is DOP Testing?
• When a DOP Test is being performed, the Technician is challenging the HEPA Filter and equipment to determine if it is operating at the rated filter / equipment efficiency.
DOP / PAO HEPA Integrity Testing

4/13/2017
3
What does PAO stand for?
• PAO = Poly Alfa Olefin
• PAO is a liquid chemical which produces mono or poly dispersed test aerosol of sub‐micron particles, generated to challenge (evaluate integrity) of HEPA Filters
DOP / PAO HEPA Integrity Testing
Why is the Testing still called DOP?
• PAO as a name has never been able to stick…
• The Testing is still referred to as DOP.
DOP / PAO HEPA Integrity Testing
What Equipment should be tested?
• HEPA Filtered Negative Air Machines.– Used to exhaust filtered air out of an enclosed hazardous material
abatement work area, for the purpose of establishing and maintaining a negative pressure with respect to the surrounding area.
• HEPA Filtered Vacuums.– A vacuum device fitted with a 99.97% (0.3 micrometer) high efficiency
particulate arresting filter removal system.
• Any other HEPA Filtered equipment used on‐site to control hazardous particulate during abatement, remediation and construction projects – such as air scrubbers etc.
DOP / PAO HEPA Integrity Testing

4/13/2017
4
What Efficiency is the equipment Tested too?
• The equipment is Tested to determine if it is operating at the efficiency rating of the HEPA Filter.
• This filter efficiency rating must be clearly labelled on the Filter by the manufacturer.
• Typically 99.97 %
DOP / PAO HEPA Integrity Testing
Efficiency Rating Label
DOP / PAO HEPA Integrity Testing
Efficiency Rating Label
DOP / PAO HEPA Integrity Testing

4/13/2017
5
Why should you DOP Test this equipment?
• Protect your workers.
– Equipment that is not operating at the correct efficiency puts your workers at risk of being exposed to Hazardous and potentially Hazardous materials.
DOP / PAO HEPA Integrity Testing
Why should you DOP Test this equipment?
• Protect the Public
–Many projects require Negative Air Machines and HEPA Filtered Vacuums to be vented back into the building.• If your equipment is not operating at the correct efficiency, the unprotected building occupants are at risk of being exposed to Hazardous and potentially Hazardous materials.
DOP / PAO HEPA Integrity Testing
Why should you DOP Test this equipment?
• Protect the Public
– Often HEPA Filtered equipment is vented outside of the building during abatement projects.
• If your equipment is not operating at the correct efficiency, there is potential for other individuals to be exposed to Hazardous and potentially Hazardous materials.
DOP / PAO HEPA Integrity Testing

4/13/2017
6
Why should you DOP Test this equipment?
• Equipment often gets damaged during transport to and from job sites.
– Equipment is typically transported in various work trucks and van’s.• Un‐secured loads…• Scaffolding gets put in last…• Dropped off loading docks…• Transported up and down stairs…
DOP / PAO HEPA Integrity Testing
Why should you DOP Test this equipment?
• Equipment often gets damaged on site.
Typical scenarios
– Negative Air Pre‐Filters not used or changed when required.
• Over loads HEPA Filter creating holes.
– Vacuum HEPA Filters removed to increase CFM.
– Vacuum bags for bulk collection not used.
DOP / PAO HEPA Integrity Testing
Damaged HEPA Filter
DOP / PAO HEPA Integrity Testing

4/13/2017
7
Damaged HEPA Filter
DOP / PAO HEPA Integrity Testing
Equipment often gets damaged on site
• Equipment not used for intended purpose.
– Dry HEPA Vacuums used for wet applications.• When wet HEPA’s dry out they become brittle and weak. At that point the normal operating CFM of the equipment will create holes.
• Wet HEPA’s are a perfect environment for Mold growth.
– HEPA Vacuums used as ladders and stools.• Cracks lids and motor housing.
DOP / PAO HEPA Integrity Testing
Equipment not used for intended purpose
– Negative Air Machines used for bulk dust collection.
• Drywall dust.
• Concrete cutting.
– Negative Air Machines exposed to excess water moisture.
• When wet HEPA’s dry out they become brittle and weak.
• At that point the normal operating CFM of the equipment will create holes.
• Wet HEPA’s are a perfect environment for Mold growth.
DOP / PAO HEPA Integrity Testing

4/13/2017
8
Why should you DOP Test this equipment?
• Missing, worn or damaged parts.
–Many parts can be misplaced during regular maintenance or loosened during regular use.
• Negative Air Clips.
• Negative Air Brackets.
• Broken or Loose Seals.
• Missing or Damaged Vacuum Gaskets.
DOP / PAO HEPA Integrity Testing
Missing Negative Air Clips
DOP / PAO HEPA Integrity Testing
Missing Negative Air Brackets
DOP / PAO HEPA Integrity Testing

4/13/2017
9
Broken or Loose Seals
DOP / PAO HEPA Integrity Testing
Missing Vacuum Gasket
DOP / PAO HEPA Integrity Testing
Missing Vacuum Gasket
DOP / PAO HEPA Integrity Testing

4/13/2017
10
Why should you DOP Test this equipment?
• Missing HEPA Filters
–Most common with Vacuums.
– Filters are removed after a job or when they have become wet and are not replaced.
– Poor Maintenance / Repair procedures are the main cause for missing HEPA’s.
DOP / PAO HEPA Integrity Testing
When should the equipment be DOP Tested?
• HEPA Filtered Vacuums.
• Vacuums should be tested a minimum of every 3 months regardless of location of exhausting and frequency of use.
• Note; if the Vacuum is being used to create negative pressure within an enclosure, negative air machine testing procedures should be followed.
DOP / PAO HEPA Integrity Testing
HEPA Filtered Vacuums
• Vacuums should be tested whenever maintenance work is conducted such as changing or repair of HEPA Filters, working on motors or any other maintenance that will affect the seal or the integrity of the unit.
DOP / PAO HEPA Integrity Testing

4/13/2017
11
Typical HEPA Filtered Vacuum
DOP / PAO HEPA Integrity Testing
Lid Removed
DOP / PAO HEPA Integrity Testing
Removing HEPA from Lid
DOP / PAO HEPA Integrity Testing

4/13/2017
12
HEPA Removed
DOP / PAO HEPA Integrity Testing
HEPA Replacement
DOP / PAO HEPA Integrity Testing
When should the equipment be DOP Tested?
• HEPA Filtered Negative Air Machines.
• Units should be tested for each project on‐site where the exhaust from the unit is vented indoors or near exterior HVAC systems.
• Units should be tested a minimum of every 3 months regardless of location of exhausting and frequency of use.
DOP / PAO HEPA Integrity Testing

4/13/2017
13
HEPA Filtered Negative Air Machines
• Negative Air Machines should be tested whenever maintenance work is conducted such as changing or repair of HEPA Filters, working on motors or any other maintenance that will affect the seal or the integrity of the unit.
DOP / PAO HEPA Integrity Testing
Typical Negative Air Machine door open
DOP / PAO HEPA Integrity Testing
Negative Air Bracket Removal
DOP / PAO HEPA Integrity Testing

4/13/2017
14
HEPA Removal
DOP / PAO HEPA Integrity Testing
Removed HEPA and Brackets
DOP / PAO HEPA Integrity Testing
HEPA Replacement
DOP / PAO HEPA Integrity Testing

4/13/2017
15
How is a DOP Test conducted?
• Visual Inspection
• The equipment being tested must first be visually inspected to see that no major deficiencies can be detected, such as, cracked frame, holes from screws or rivets, damage to controls, etc.
• Safety note: Person’s conducting visual inspections are required to wear the provided PPE prior to any equipment inspections.– Respirator complete with P100 filters– Suitable disposable garment– Gloves
DOP / PAO HEPA Integrity Testing
How is a DOP Test conducted?
• Turn HEPA Filtered equipment on to determine if it is operating properly. Visually check to see that the HEPA Filter is properly installed.
• Note: Certain vacuum designs make it difficult to visually determine if the HEPA Filter is installed.
DOP / PAO HEPA Integrity Testing
Locate factory DOP Test Label
• If possible, locate the test label from the factory to determine if the HEPA Filter meets or exceeds airflow and resistance of equipment installed into. The owner should also have this information recorded in owner’s maintenance logbook for reference and inspection.
DOP / PAO HEPA Integrity Testing

4/13/2017
16
Efficiency Rating Label
DOP / PAO HEPA Integrity Testing
Turn on Photometer
• Connect the scanning probe and the downstream port. Verify that the selector valve is in the clear position.
• The bar graph scans for 20 seconds, then all the display segments light. Verify that all front panel display segments light fully with a full bar graph beneath (IIIIIII). This display must occur before the Photometer is ready to use.
DOP / PAO HEPA Integrity Testing
DOP / PAO HEPA Integrity Testing

4/13/2017
17
Bar graph Scan Photometer Set Up
DOP / PAO HEPA Integrity Testing
Turn on Photometer
• Once the initialization & warm up cycle has been completed, the Photometer is ready for operation. The unit should be placed on a flat, stable surface with the area ready to be monitored within reach of the samples lines.
DOP / PAO HEPA Integrity Testing
Photometer and Probe Displays
DOP / PAO HEPA Integrity Testing

4/13/2017
18
Turn on Aerosol Generator
• Turn on Aerosol Generator. Ensure the unit has reached the correct temperature / PSI to ensure the correct particle size will be generated.
DOP / PAO HEPA Integrity Testing
DOP / PAO HEPA Integrity Testing
Operating Aerosol Generator
DOP / PAO HEPA Integrity Testing

4/13/2017
19
Initialize Aerosol Generator
• Initialize the Aerosol Generator and commence production of DOP / PAO. Direct DOP / PAO at the inlet/filter side of the unit to permit the HEPA unit to draw the aerosol through the filter and blower. The test aerosol should be introduced into the system on the upstream side of the filter.
DOP / PAO HEPA Integrity Testing
Aerosol being introduced to inlet of Negative Air Machine
DOP / PAO HEPA Integrity Testing
Set 100% Baseline Sample
• A sample of the DOP / PAO aerosol/air mixture should be taken from the upstream side, close to the filters under test to verify the necessary upstream challenge. This sample should also be used to set the 100% baseline. The 0% baseline is then adjusted using particle‐free air supplied by the internal ULPA Filter. The instrument is now ready to detect and quantify leaks on the downstream side of the Filter.
DOP / PAO HEPA Integrity Testing
4/13/2017
20
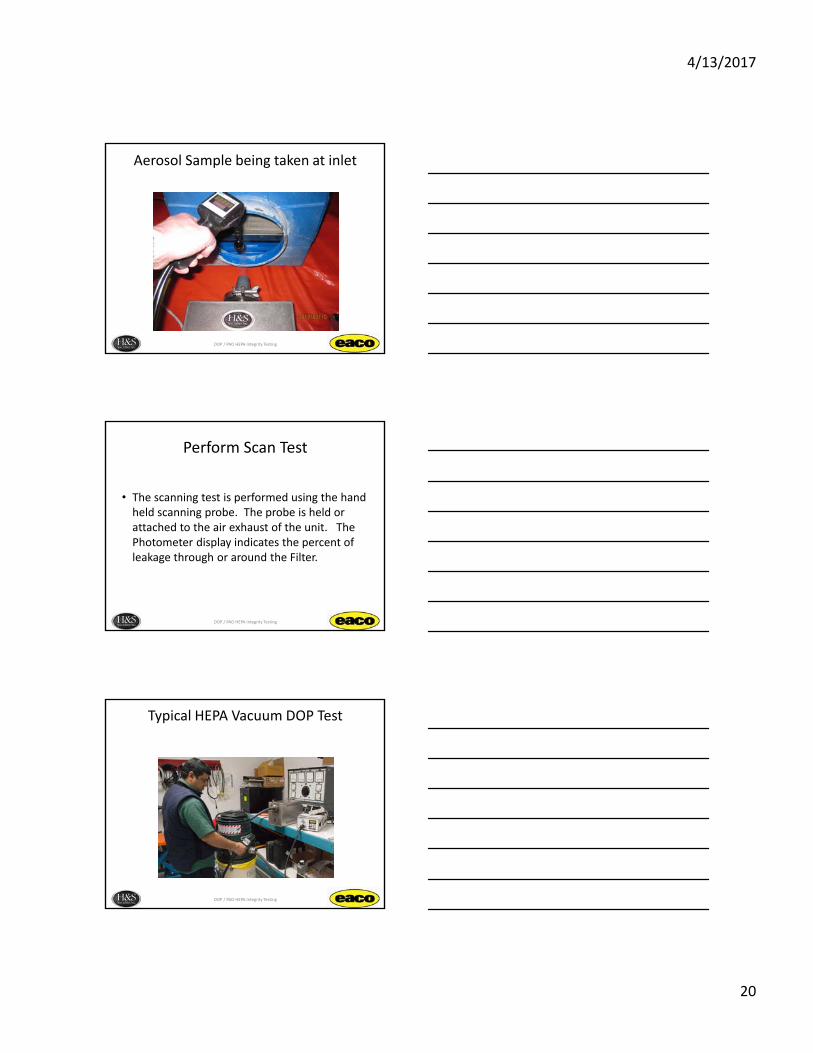
Aerosol Sample being taken at inlet
DOP / PAO HEPA Integrity Testing
Perform Scan Test
• The scanning test is performed using the hand held scanning probe. The probe is held or attached to the air exhaust of the unit. The Photometer display indicates the percent of leakage through or around the Filter.
DOP / PAO HEPA Integrity Testing
Typical HEPA Vacuum DOP Test
DOP / PAO HEPA Integrity Testing

4/13/2017
21
Probe Placement for Scan Test ‐ HEPA Filtered Vacuum
DOP / PAO HEPA Integrity Testing
Typical Negative Air Machine DOP Test
DOP / PAO HEPA Integrity Testing
Probe Placement for Scan Test ‐Negative Air Machine
DOP / PAO HEPA Integrity Testing

4/13/2017
22
Scan Test Procedure
• The scanning test is performed using the hand held scanning probe. The entire exhaust area of the vacuum is sampled by passing the probe in overlapping strokes across the face and perimeter of the exhaust. The end of the probe should be held within one inch of the exhaust and scanned at a traverse rate of no more than 10 feet per minute. The display indicates the percent of leakage through or around the Filter.
DOP / PAO HEPA Integrity Testing
Scan Test being Performed
DOP / PAO HEPA Integrity Testing
Documentation of DOP Test
• Labeling of machine passing DOP/PAO Test and hard copy documentation must be completed and provided to customer.
DOP / PAO HEPA Integrity Testing

4/13/2017
23
Sticker Documentation of DOP Test Pass
DOP / PAO HEPA Integrity Testing
DOP / PAO HEPA Integrity Testing
DOP / PAO HEPA Integrity Testing
4/13/2017
24
Deficiencies
• Failed units may be repaired and/or adjusted, then retested.– Silicon and even spray adhesive will work in some cases if the leakage location can be determined.
– Replacing damaged gaskets and seals etc.
• There is only a pass or fail result from DOP Testing, no conditional passes.
DOP / PAO HEPA Integrity Testing
DOP Testing Statistics
• Over 1100 DOP Test Conducted in 2016, within the Greater Toronto Area by H&S Specialties.
– 55% Negative Air Machines.
– 40% HEPA Filtered Vacuums.
– 5% Other (Air scrubbers)
DOP / PAO HEPA Integrity Testing
DOP Testing Statistics
• 85% of the Negative Air Machines tested were used to vent within the facility (outside of the enclosure) where there was either unprotected workers or occupants.
• The average individual pieces of equipment tested per site was 3 units. (includes Vacuums and Negative Air Machines)
DOP / PAO HEPA Integrity Testing

4/13/2017
25
DOP Testing Statistics
• 10% Equipment failure rate.
– 4% of failures ‐ HEPA Filters had visual holes
• Determined prior to testing.
– 2% of failures Vacuums were missing HEPA Filters.
• Determined prior to testing.
DOP / PAO HEPA Integrity Testing
DOP Testing Statistics
– 3% of failures required equipment adjustments
• Tighten or replace Negative Air Clips.
• Tighten or replace Negative Air Brackets.
– 1% of failures required Seal or Gasket service.
• Performed on site using silicon etc.
DOP / PAO HEPA Integrity Testing
DOP Testing Statistics
• Within the Greater Toronto Area, there is currently 4 main companies conducting DOP Testing. All with similar pass fail results.
• In 2016 it is estimated that approximately 3500 DOP Test performed, by these 4 companies.
DOP / PAO HEPA Integrity Testing

4/13/2017
26
DOP Testing Statistics
• 3500 HEPA Filtered Units Tested
– 40% HEPA Filtered Vacuums.
• 1400 Vacuums Tested.
• 140 Failure to Pass DOP Test.
– 55% Negative Air Machines.
• 1925 Negative Air Machines Tested.
• 192.5 Failure to Pass DOP Test.
DOP / PAO HEPA Integrity Testing
DOP Testing Statistics
• 95% of failed units passed following on‐site repairs, adjustments or HEPA replacement.
DOP / PAO HEPA Integrity Testing
On Site HEPA Filter Repairs
• Repairs to HEPA Filters can be conducted on site using various methods (spray adhesive or silicon).
– This can only be done if the damaged area can be determined by the technician.
DOP / PAO HEPA Integrity Testing

4/13/2017
27
On Site HEPA Filter Repairs
• As a rule, no more than 10% of the HEPA can be repaired. If more than 10% is required the HEPA is to be replaced.
– Repairing more than 10% of the HEPA can significantly reduce the CFM capacity of the Filter. This in turn can potentially cause damage resulting in leakage.
DOP / PAO HEPA Integrity Testing
Why have DOP Test Performed?
• Having your equipment DOP Tested ensures that your equipment is operating at the correct efficiency.
– Regular maintenance and DOP Testing of your HEPA Filtered equipment will ensure that you get longer life out of your equipment investment, in turn saving you money and reducing down time.
DOP / PAO HEPA Integrity Testing
Why have DOP Testing Performed?
• Reduces your Personal and Company Liability.
– 3rd Party testing helps to ensure your client and/or the consultant, that you and your company have taken all reasonable precautions to protect your workers, their occupants and facility.
DOP / PAO HEPA Integrity Testing

4/13/2017
28
Why have DOP Testing Performed?
• Set yourself apart from your competitors.
– Advising your clients and consultants that your equipment has been recently DOP Tested will help secure more projects.
DOP / PAO HEPA Integrity Testing
Questions?
• Ian Henderson
– H&S Specialties Inc.
– Environmental Abatement Council of Ontario (eaco)
DOP / PAO HEPA Integrity Testing


















