Wellbore Strengthening by Means of Nanoparticle-Based ...
214
University of Calgary PRISM: University of Calgary's Digital Repository Graduate Studies The Vault: Electronic Theses and Dissertations 2014-04-02 Wellbore Strengthening by Means of Nanoparticle-Based Drilling Fluids Contreras Puerto, Oscar Contreras Puerto, O. (2014). Wellbore Strengthening by Means of Nanoparticle-Based Drilling Fluids (Unpublished doctoral thesis). University of Calgary, Calgary, AB. doi:10.11575/PRISM/28684 http://hdl.handle.net/11023/1398 doctoral thesis University of Calgary graduate students retain copyright ownership and moral rights for their thesis. You may use this material in any way that is permitted by the Copyright Act or through licensing that has been assigned to the document. For uses that are not allowable under copyright legislation or licensing, you are required to seek permission. Downloaded from PRISM: https://prism.ucalgary.ca
Transcript of Wellbore Strengthening by Means of Nanoparticle-Based ...

University of Calgary
PRISM: University of Calgary's Digital Repository
Graduate Studies The Vault: Electronic Theses and Dissertations
2014-04-02
Wellbore Strengthening by Means of
Nanoparticle-Based Drilling Fluids
Contreras Puerto, Oscar
Contreras Puerto, O. (2014). Wellbore Strengthening by Means of Nanoparticle-Based Drilling
Fluids (Unpublished doctoral thesis). University of Calgary, Calgary, AB.
doi:10.11575/PRISM/28684
http://hdl.handle.net/11023/1398
doctoral thesis
University of Calgary graduate students retain copyright ownership and moral rights for their
thesis. You may use this material in any way that is permitted by the Copyright Act or through
licensing that has been assigned to the document. For uses that are not allowable under
copyright legislation or licensing, you are required to seek permission.
Downloaded from PRISM: https://prism.ucalgary.ca

UNIVERSITY OF CALGARY
Wellbore Strengthening by Means of Nanoparticle-Based Drilling Fluids
by
Oscar Michel Contreras Puerto
A THESIS
SUBMITTED TO THE FACULTY OF GRADUATE STUDIES
IN PARTIAL FULFILMENT OF THE REQUIREMENTS FOR THE
DEGREE OF DOCTOR OF PHILOSOPHY
DEPARTMENT OF CHEMICAL AND PETROLEUM ENGINEERING
CALGARY, ALBERTA
April, 2014
© Oscar Michel Contreras Puerto 2014

ii
Abstract
Wellbore strengthening is the mechanism of increasing the fracture pressure of the rock at depth.
Application of wellbore strengthening in the drilling industry enable safe drilling by preventing
mud losses, drilling in narrow mud windows, accessing reserves in depleted reservoirs, and also
has the potential to reduce the number of casing runs. Until now, the predominant wellbore
strengthening mechanism and its occurrence in ultra-low permeability media such as shales is a
subject of discussion. This dissertation presents original research that concludes that fracture tip
resistance by the development of an immobile mass is the predominant wellbore strengthening
mechanism for sandstone and shale formations. Wellbore strengthening in sandstones and shales
was achieved with a fracture breakdown pressure increase of 65% and 30%, respectively. Oil
based mud (OBM) containing in-house prepared nanoparticles (NPs) was used for hydraulic
fracturing experiments performed in an experimental set-up that scaled a drilled, cased and
cemented wellbore in a core. Optical microscopy, scanning electron microscope (SEM), and
energy-dispersive X-ray spectroscopy (EDX) analysis were performed on the cores post-testing
and the fracture seal was characterized. This research demonstrated the successful application of
nanoparticle-based drilling fluids in the presence of graphite in reducing mud filtration at high-
pressure high-temperature (HPHT) in porous media and low-pressure low-temperature (LPLT) in
filter paper. Mud filtration reductions of 76% and 100% were achieved respectively. A strong
match between wellbore strengthening and mud filtration was discovered for iron-based (NP1)
and calcium-based (NP2) NPs. NPs performance in virgin vs. recycled mud was quantified and
the effect of NPs preparation procedure on blends performance was addressed. These results are
anticipated to have a significant impact in drilling and completions operations. This dissertation

iii
was conducted by the author in a cooperative agreement between the University of Calgary and
the Missouri University of Science and Technology.

iv
Acknowledgements
I would like to express my feelings of gratitude to my advisors Dr. Geir Hareland and Dr. Maen
Husein for their teaching, guidance and encouragement during my doctoral studies at the
University of Calgary. I acknowledge NSERC, Talisman Energy and Pason Systems for
providing the funding to this research work.
I wish to thank Dr. Runar Nygaard, my advisor at the Missouri University of Science and
Technology. His valuable technical support and words of motivation played a crucial role in the
development of this work. I would like to thank Dr. Azra Tutuncu from Colorado School of
Mines for her technical advices and useful comments that helped in the experimental stage.
Special thanks to Mr. Mortadha Alsaba and Mr. Michael Bassett from the Missouri University of
Science and Technology for their strong support in the conduction of the experiments and advice
in the development of the samples preparation protocols. I want to extend my feelings of
gratitude to my friends Carlos Castano, Carlos Sanchez, and Angelica Alvarez for their support
in my stay in Rolla, Missouri.
Finally I would like to acknowledge Mr. Nisael Solano and Mr. Chris DeBuhr from the
Geoscience Department at the University of Calgary for their technical assistance on the samples
post-testing analysis.

v
Dedication
To my parents Oscar Alberto y Carmen Elisa
To by brother Satchel Fabricio
To my grandmother Ubaldina
To my girlfriend Enna Rocio

vi
Table of Contents
Abstract ............................................................................................................................... ii Acknowledgements ............................................................................................................ iv
Dedication ............................................................................................................................v Table of Contents ............................................................................................................... vi List of Tables ..................................................................................................................... ix List of Figures and Illustrations ...........................................................................................x List of Symbols, Abbreviations and Nomenclature ......................................................... xix
INTRODUCTION ..................................................................................1 CHAPTER ONE:
1.1 Justification ................................................................................................................1 1.2 Research Objectives ...................................................................................................2
1.3 Oil Based Mud Applications ......................................................................................3 1.4 Common Drilling Challenges ....................................................................................6
1.4.1 Lost circulation ..................................................................................................6
1.4.2 Stuck pipe ..........................................................................................................9 1.4.3 Wellbore instability .........................................................................................11
1.5 Nanoparticles Applications in Drilling Industry ......................................................14 1.6 Dissertation Chapters Description ...........................................................................18 1.7 Technical Publications .............................................................................................20
WELLBORE STRENGTHENING .....................................................22 CHAPTER TWO:
2.1 Introduction to Wellbore Strengthening ..................................................................22
2.2 Motivation: Potential Impact of Wellbore Strengthening in Western Canada ........25
2.2.1 Technical analysis ...........................................................................................26
2.2.2 Economic impact .............................................................................................29 2.3 Literature Review on Wellbore Strengthening Methods .........................................32
2.3.1 DEA-13 project ...............................................................................................32 2.3.2 GPRI Joint Industry Project (JIP) ....................................................................34 2.3.3 Stress caging theory .........................................................................................34
2.3.4 Tip Resistance by development of an immobile mass ....................................37 2.3.5 Sealing of wellbore by filter cake ....................................................................38
2.3.6 Fracture propagation resistance (FPR) ............................................................39 2.3.7 Numerical simulation of fracture propagation and sealing .............................41
2.3.8 Experimental analysis and mechanistic modeling of wellbore strengthening .42 2.3.9 Wellbore strengthening-nano-particle drilling fluid experimental design using a
hydraulic fracture apparatus .............................................................................43 2.3.10 Other wellbore strengthening mechanisms ...................................................45 2.3.11 Discussion of wellbore strengthening mechanisms .......................................46
NANOPARTICLES APPLICATION FOR MUD FILTRATION CHAPTER THREE:
CONTROL ................................................................................................................48
3.1 Introduction to NPs Application for Mud Filtration Control ...................................48 3.2 Experimental Methods .............................................................................................49
3.2.1 Drilling fluid characterization .........................................................................49
3.2.2 NPs characterization ........................................................................................50

vii
3.2.3 LCM Characterization .....................................................................................50
3.3 Establishment of Concentration Limits ...................................................................52 3.4 Introduction to the Experimental Analyses .............................................................53 3.5 Filtration Devices .....................................................................................................54
3.6 Drilling Fluid Mixing ...............................................................................................55 3.7 Nanoparticle Preparation Procedure ........................................................................55
3.7.1 NP1 mixing procedure .....................................................................................56 3.7.2 NP2 mixing procedure .....................................................................................57 3.7.3 Rheology analysis ............................................................................................58
3.8 LPLT Filtration Analysis .........................................................................................60 3.9 HPHT Filtration Analysis ........................................................................................65 3.10 Summary ................................................................................................................73
NANOPARTICLES APPLICATION FOR WELLBORE CHAPTER FOUR:
STRENGTHENING IN SANDSTONE CORES .....................................................75 4.1 Introduction to the Experimental Analysis ..............................................................75
4.2 Experimental Facilities and Apparatus ....................................................................76 4.3 Sandstone Cores Characterization ...........................................................................84
4.3.1 Composition ....................................................................................................84 4.3.2 Porosity and permeability ................................................................................84 4.3.3 Tensile strength ...............................................................................................85
4.4 Sandstone Cores Preparation ...................................................................................86 4.4.1 Drilling of 5
3/4” cores from slabs .....................................................................87
4.4.2 Drilling of 9/16” wellbore in the center of the cores .......................................88 4.4.3 Casing assembly on steel caps and caps cementing on cores ..........................89
4.4.4 Cement dry out ................................................................................................91 4.4.5 Core surface grinder ........................................................................................91
4.4.6 Core vacuuming and saturation .......................................................................92 4.4.7 Post-testing caps cleaning ................................................................................93
4.5 Challenges Faced and Solutions in Sandstone Cores Preparation ...........................93
4.5.1 Drilling a straight wellbore in the center of the cores .....................................94 4.5.2 Removal of a natural fracture from cores ........................................................95
4.6 Wellbore Strengthening Tests using a Hydraulic Fracturing Apparatus .................96 4.6.1 Experimental procedure for testing of sandstone cores ...................................96
4.6.2 Wellbore strengthening results ........................................................................97 4.6.3 Challenges encountered during wellbore strengthening tests .......................114
4.7 Sandstone Cores Post-testing Analysis ..................................................................115
4.8 Results Analysis and Identification of Predominant Wellbore Strengthening
Mechanism ...........................................................................................................118 4.8.1 Results analysis of wellbore strengthening in sandstone cores .....................118 4.8.2 Identification of predominant wellbore strengthening mechanism ...............121
4.9 Summary ................................................................................................................128
NANOPARTICLES APPLICATION FOR WELLBORE CHAPTER FIVE:
STRENGTHENING IN SHALE CORES ..............................................................131 5.1 Introduction to the Experimental Analysis ............................................................131 5.2 Experimental Facilities and Apparatus ..................................................................132
viii
5.3 Shale Cores Characterization .................................................................................133
5.3.1 Composition ..................................................................................................133 5.3.2 Porosity and permeability ..............................................................................133 5.3.3 Tensile strength .............................................................................................135
5.4 Shale Cores Preparation .........................................................................................137 5.4.1 Drilling of 9/16” wellbore in the center of the cores .....................................138 5.4.2 Casing assembly on steel caps and cementing of caps in cores ....................139 5.4.3 Cement dry out ..............................................................................................140
5.5 Challenges Faced and Solutions in Shale Cores Preparation ................................141
5.5.1 Drilling of wellbore in the center ..................................................................142 5.5.2 Steel caps cementing .....................................................................................143
5.6 Wellbore Strengthening Tests using a Hydraulic Fracturing Apparatus ...............143 5.6.1 Experimental procedure for testing of shale cores ........................................143
5.6.2 Wellbore strengthening results ......................................................................144 5.6.3 Challenges faced in wellbore strengthening tests ..........................................157
5.7 Shale Cores Post-testing Analysis .........................................................................165 5.8 Results Analysis and Proposed Mechanism for Wellbore Strengthening in Shale Cores
..............................................................................................................................168 5.8.1 Results analysis of wellbore strengthening in shale cores .............................168 5.8.2 Proposed mechanism for wellbore strengthening in shale cores ...................171
5.9 Summary ................................................................................................................178
CONCLUSIONS, ORIGINAL CONTRIBUTIONS TO KNOWLEDGE CHAPTER SIX:
AND RECOMMENDATIONS ..............................................................................181 6.1 General Remarks ....................................................................................................181
6.2 Conclusions ............................................................................................................181 6.3 Original Contributions to Knowledge ....................................................................183
6.4 Recommendations ..................................................................................................184
REFERENCES ................................................................................................................186

ix
List of Tables
Table 1-1: Advantages and disadvantages of OBM (Bourgoyne et al., 1986). .............................. 5
Table 2-1: Drilling costs for well A from AFE. ............................................................................ 30
Table 2-2: Drilling costs for well B from AFE. ............................................................................ 31
Table 2-3: Differences on techniques for wellbore strengthening. ............................................... 39
Table 3-1: OBM composition and rheology. ................................................................................ 49
Table 3-2: Graphite chemical properties (courtesy of Bri-Chem). ............................................... 51
Table 3-3: Graphite particle size distribution (courtesy of Bri-Chem). ........................................ 51
Table 3-4: Tests matrices for rheology testing of NP1 and NP2. ................................................. 58
Table 3-5: Rheology results for all blends (DF stands for iron-based blends and DC1 stands
for calcium-based blends). .................................................................................................... 59
Table 4-1: Sandstone porosity results. .......................................................................................... 85
Table 4-2: Sandstone permeability results. ................................................................................... 85
Table 4-3: Tensile strength for the three sandstone slabs. ............................................................ 86
Table 4-4: Hydraulic fracturing experiment checklist. ................................................................. 98
Table 4-5: Hydraulic fracturing experiment check list – Post testing. ......................................... 99
Table 4-6: Steps for refilling while running a test and pumping after refilling. ........................... 99
Table 4-7: Tests matrices for wellbore strengthening in sandstone cores. ................................. 100
Table 5-1: Catoosa shale composition (Andersen and Azar, 1993). ........................................... 133

x
List of Figures and Illustrations
Figure 1.1: Most common drilling problems. ................................................................................. 1
Figure 1.2: Schematic of a stable emulsion (M-I Swaco drilling fluid manual)............................. 4
Figure 1.3: Sensitive formations for mud losses (Alsaba et al., 2014). .......................................... 7
Figure 1.4: Mechanical stuck pipe (modified from M-I Swaco drilling fluid manual). ............... 10
Figure 1.5: Cuttings settlement and stuck pipe (M-I Swaco drilling fluid manual). .................... 10
Figure 1.6: Mechanics of differential sticking (M-I Swaco drilling fluid manual). ..................... 11
Figure 1.7: Results of wellbore instabilities (M-I Swaco drilling fluid manual). ......................... 13
Figure 1.8: Wellbore breakout (modified from Zoback, 2007). ................................................... 13
Figure 1.9: Schematic of a XLOT (Tutuncu, 2010)...................................................................... 15
Figure 1.10: Effect of NPs in reducing mud filtration towards the formation. ............................. 16
Figure 1.11: Area to volume ratio of three different sizes of particles (Amanullah and Al-
Tahini, 2009). ........................................................................................................................ 17
Figure 1.12: Arrangement of nanosilica particles of 20 nm mean diameter viewed under the
TEM (Riley et al., 2012). ...................................................................................................... 17
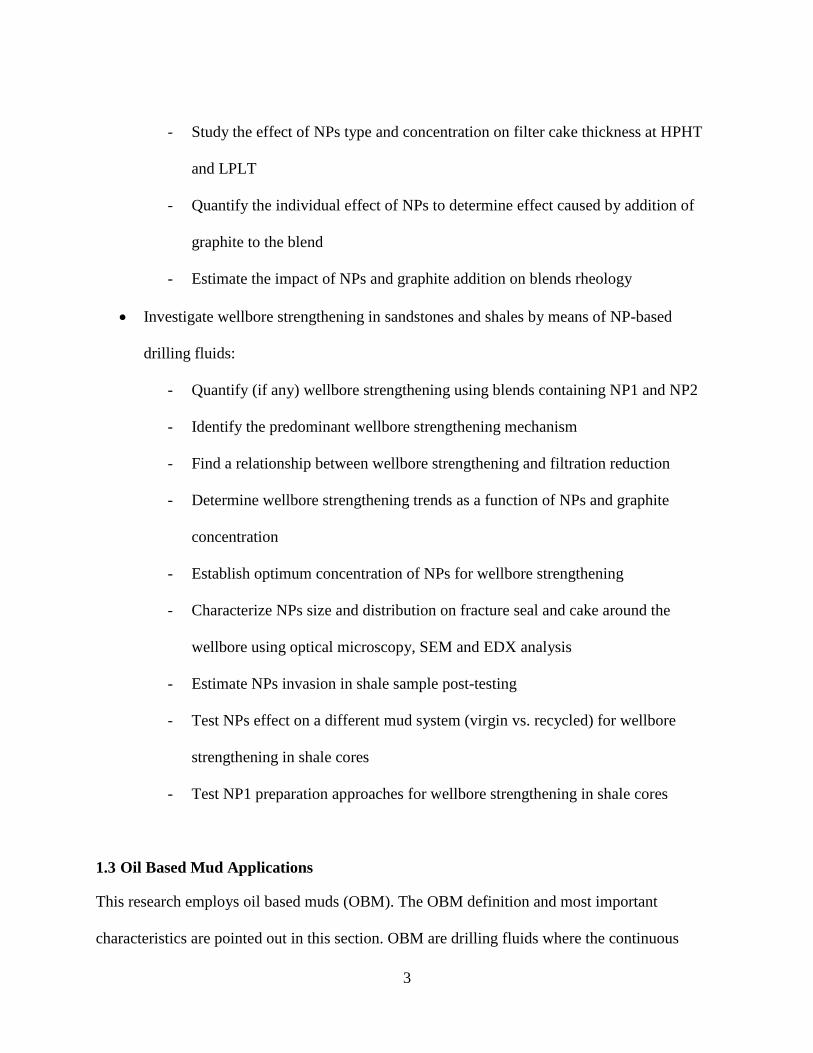
Figure 2.1: Mud window narrowing by different conditions (Alsaba et al., 2013). ..................... 23
Figure 2.2: In-situ stresses acting in a determined volume of earth crust (Tutuncu, 2010).......... 23
Figure 2.3: Deep Basin of the WCSB (modified from Masters, 1984). ....................................... 26
Figure 2.4: (a) Mud window for well A and definition of casing setting depths. Red profiles
correspond to average values of pore pressure gradient and fracture gradient. (b) Mud
window for well A and definition of casing setting depths after wellbore strengthening.
Red profiles correspond to average values of pore pressure gradient and fracture
gradient. ................................................................................................................................ 28
Figure 2.5: (a) Mud window for well B and definition of casing setting depths. Red profiles
correspond to average values of pore pressure gradient and fracture gradient. (b) Mud
window for well B and definition of casing setting depths after wellbore strengthening.
Red profiles correspond to average values of pore pressure gradient and fracture
gradient. ................................................................................................................................ 28
Figure 2.6: Similar initial fracture breakdown pressure using water and oil-based muds
(Morita et al., 1996). ............................................................................................................. 33

xi
Figure 2.7: Core after hydraulic fracturing experiment (Wang, 2007). ........................................ 34
Figure 2.8: Stress caging theory. ................................................................................................... 35
Figure 2.9: Tip resistance by the development of an immobile mass. .......................................... 37
Figure 2.10: Test apparatus for WSMs screening and selection (Van oort et al., 2011). ............. 40
Figure 2.11: Hoop stress at wellbore after fracture sealing (black line), fracture propagation
(redline), fracture initiation (green line) and for intact wellbore (blue line) from Salehi
(2011). ................................................................................................................................... 41
Figure 2.12: Wellbore condition in LOT interpretation (Salehi, 2011). ....................................... 42
Figure 2.13: Core fracturing system set-up (Mostafavi, 2011). .................................................... 43
Figure 2.14: P vs. t plot for OBM containing NPs tested on sandstone core (Nwaoji, 2012). ..... 44
Figure 2.15: Elastic-plastic borehole fracture model (Aadnoy and Belayneh, 2004). .................. 45
Figure 2.16: Contrast between tip resistance by the development of an immobile mass and
stress caging mechanisms. .................................................................................................... 47
Figure 3.1: Glide graphite. ............................................................................................................ 51
Figure 3.2: Graphite precipitation after mixing. ........................................................................... 52
Figure 3.3: NP2 precursors precipitation after mixing. ................................................................ 53
Figure 3.4: 170-00-7 Ofite HPHT filter press. .............................................................................. 54
Figure 3.5: Paint mixer used to mix OBM. ................................................................................... 55
Figure 3.6: OBM mixing with hand drill. ..................................................................................... 55
Figure 3.7: Hamilton Beach 10-speed blender containing drilling fluid. ..................................... 56
Figure 3.8: (a) Percentage of reduction in mud filtration at 30 min under LPLT for NP1. (b)
Percentage of reduction in mud filtration at 30 min under LPLT for NP2. .......................... 61
Figure 3.9: Filter cake characterization for control sample and blends containing graphite at
low and high concentrations at LPLT. .................................................................................. 62
Figure 3.10: (a) Filter cake characterization for control blends containing NP1 at LPLT. (b)
Filter cake characterization for control blends containing NP2 at LPLT. ............................ 63
Figure 3.11: % filtrate reduction (left axis) compared to % filter cake thickness increase
(right axis) for (a) NP1 and (b) NP2. .................................................................................... 64

xii
Figure 3.12: (a) Percentage of reduction in mud filtration at 30 min under HPHT for NP1. (b)
Percentage of reduction in mud filtration at 30 min under HPHT for NP2. 775 md
ceramic discs were used in the filtration experiments. ......................................................... 66
Figure 3.13: Filter cake characterization for CS and blends containing graphite at low and
high concentrations and blends containing just NP1 and NP2 respectively at HPHT. ......... 66
Figure 3.14: (a) Filter cake characterization for control blends containing NP1 at HPHT. (b)
Filter cake characterization for control blends containing NP2 at HPHT. ........................... 67
Figure 3.15: % HPHT filtrate reduction (left axis) compared to % filter cake thickness
increase (right axis) for (a) NP1 and (b) NP2. ...................................................................... 68
Figure 3.16: Percentage of reduction in mud filtration at 30min under HPHT for NP1. The
green dot represents the blend only containing NP1 at 0.5 wt%. ......................................... 70
Figure 3.17: Percentage of reduction in mud filtration at 30 min under HPHT for NP2. The
green dot represents the blend only containing NP2 at 2.5 wt%. ......................................... 71
Figure 3.18: Cross-section of ceramic disc after DF3 blend testing at HPHT. ............................ 71
Figure 3.19: SEM image of filter cake for blend (a) without NP1 and (b) with NP1 (Zakaria,
2013). .................................................................................................................................... 72
Figure 3.20: SEM image of filter cake for blend (a) without NP2 and (b) with NP2 (modified
from Zakaria, 2013). ............................................................................................................. 73
Figure 4.1: Rock drill. ................................................................................................................... 77
Figure 4.2: (a) Rock Saw. (b) Small samples saw. ....................................................................... 77
Figure 4.3: Grinder........................................................................................................................ 78
Figure 4.4: (a) D28710 14” chop saw. (b) Small angle grinders. ................................................. 78
Figure 4.5: Brazilian test apparatus. ............................................................................................. 79
Figure 4.6: Hydrualic fracturing apparatus. .................................................................................. 80
Figure 4.7: Schematic of hydraulic fracturing apparatus (Liberman, 2012)................................. 81
Figure 4.8: Isco DX100 syringe type pumps (Liberman, 2012). .................................................. 82
Figure 4.9: Mud accumulator system (Liberman, 2012). ............................................................. 82
Figure 4.10: Overburden piston (Liberman, 2012). ...................................................................... 83
Figure 4.11: Rubber sleeve top view. ........................................................................................... 83

xiii
Figure 4.12: Roubidoux sandstone slabs. ..................................................................................... 84
Figure 4.13: 2”x 1” Sandstone cores for porosity and permeability measurements. .................... 84
Figure 4.14: Sandstone cores after Brazilian test for (a) Slab 1, (b) Slab 2, and (c) Slab 3. ........ 86
Figure 4.15: (a) Sandstone core drilling arrangement. (b) Sandstone core drilling while
pumping water. ..................................................................................................................... 87
Figure 4.16: (a) Rock slab after drilling the first core. (b) Sandstone cores. ................................ 88
Figure 4.17: Wellbore drilling on sandstone core. ........................................................................ 88
Figure 4.18: (a) Wellbore drilling on sandstone core using a PVC guide. (b) Sandstone core
after wellbore drilling. .......................................................................................................... 89
Figure 4.19: Steel caps for top and bottom ends of cores. ............................................................ 90
Figure 4.20: (a) Epoxy. (b) Epoxy after mixing. .......................................................................... 90
Figure 4.21: Sandstone cores and steel caps cementing dry out using clamps. ............................ 91
Figure 4.22: Hand grinder for core surface. .................................................................................. 92
Figure 4.23: Sandstone core vacuuming arrangement. ................................................................. 92
Figure 4.24: Steel caps removing.................................................................................................. 93
Figure 4.25: Steel caps cleaning. .................................................................................................. 94
Figure 4.26: Wellbore cemented. .................................................................................................. 94
Figure 4.27: Natural fractures on sandstone rock slabs. ............................................................... 95
Figure 4.28: (a) Welding of steel support for core sliding. (b) Sandstone core on
steel support. ......................................................................................................................... 96
Figure 4.29: P vs. t plot for control sample................................................................................. 101
Figure 4.30: Core after control sample testing............................................................................ 101
Figure 4.31: P vs. t plot for DC1 indicating the pressure increase. ............................................ 102
Figure 4.32: Core after DC1 testing. ........................................................................................... 103
Figure 4.33: P vs. t plot for DC3 indicating the pressure increase. ............................................ 103
Figure 4.34: Core after DC3 testing. ........................................................................................... 104

xiv
Figure 4.35: P vs. t plot for DC4 indicating the pressure increase. ............................................ 105
Figure 4.36: Core after DC4 testing. ........................................................................................... 105
Figure 4.37: P vs. t plot for DC6 indicating the significant pressure increase. .......................... 106
Figure 4.38: Core after DC6 testing. Note that vertical fractures are not visualized. ................. 107
Figure 4.39: Broken O-ring......................................................................................................... 107
Figure 4.40: P vs. t plot for DC6 indicating the pressure increase. ............................................ 108
Figure 4.41: Core after DC6 testing. ........................................................................................... 108
Figure 4.42: P vs. t plot for DF1 indicating the pressure increase. ............................................. 109
Figure 4.43: Core after DF1 testing. ........................................................................................... 110
Figure 4.44: P vs. t plot for DF3 indicating the pressure increase. ............................................. 110
Figure 4.45: Core after DF3 testing. ........................................................................................... 111
Figure 4.46: P vs. t plot for DF4 indicating the pressure increase. ............................................. 111
Figure 4.47: Core after DF4 testing. ........................................................................................... 112
Figure 4.48: P vs. t plot for DF6 indicating the pressure increase. ............................................. 112
Figure 4.49: Core after DF6 testing. ........................................................................................... 113
Figure 4.50: P vs. t plot for blend containing 0.5 wt% and 2.0 wt% of graphite........................ 113
Figure 4.51: Core after (a) 0.5 wt% and (b) 2.0 wt% of graphite blend testing. ........................ 114
Figure 4.52: Hydraulic jack working on pressure cell. ............................................................... 115
Figure 4.53: (a) Sandstone core after caps removing. (b) Top view of a sandstone core. Note
mud filtrate along hydraulic fracture plane. ........................................................................ 116
Figure 4.54: (a) Sandstone core used to obtain a disc for microscope analysis. (b) Microscope
analysis on sandstone core disc. .......................................................................................... 116
Figure 4.55: (a) Fracture at wellbore. (b) 3D representation of wellbore and vertical fracture. . 117
Figure 4.56: (a) Fracture at core end. (b) 3D representation of fracture at the core end. ........... 117
Figure 4.57: % Pfb increase vs. NP2 concentration in sandstone cores. ..................................... 118
Figure 4.58: % Pfb increase vs. NP1 concentration in sandstone cores. ..................................... 119

xv
Figure 4.59: % Pfb increase (left axis) compared to % HPHT filtrate reduction (right axis) for
NP2 blends at two graphite levels (a) 0.5 wt% (b) 2.0 wt%. .............................................. 120
Figure 4.60: % Pfb increase (left axis) compared to % HPHT filtrate reduction (right axis) for
NP1 blends at two graphite levels (a) 0.5 wt% (b) 2.0 wt%. .............................................. 121
Figure 4.61: Top view of a sandstone core disc.......................................................................... 122
Figure 4.62: Cross-section of sandstone disc along fracture plane. Note the presence of
graphite along the fracture plane. ........................................................................................ 123
Figure 4.63: (a) Top view of a sandstone core indicating the vertical fractures. (b) Top view
showing the same fracture with along the fracture. ............................................................ 123
Figure 4.64: Location and nomenclature of sandstone samples analyzed. ................................. 124
Figure 4.65: (a) Sandstone samples for SEM and EDX analysis. (b) Scanning electron
microscope. ......................................................................................................................... 124
Figure 4.66: SEM and EDX of fracture seal along a fracture plane cross-section indicating
the presence of calcium particles. ....................................................................................... 125
Figure 4.67: (a) NP2 at seal cross-section. (b) NP2 at fracture plane. Particles highlighted
with red arrows have size ≤150nm. .................................................................................... 126
Figure 4.68: EDX of Ca, Na, and Cl. Light blue color represents NaCl as a result of green
(Na) and blue (Cl) colors mixing. ....................................................................................... 127
Figure 4.69: Wellbore filter cake cross-section (left) and front view (right). ............................. 128
Figure 5.1: Drill press at RMERC. ............................................................................................. 132
Figure 5.2: Porosity vs. effective stress for Catoosa shale (Reyes and Osisanya, 2000)............ 134
Figure 5.3: Permeability vs. effective stress for Catoosa shale (Reyes and Osisanya, 2000). ... 134
Figure 5.4: (a) Core bit, drill press and shale core. (b) Set-up during drilling of 2”x1” cores.
(c) 2”x1” shale core............................................................................................................. 135
Figure 5.5: 2”x1” shale cores into mineral oil. On top: cores drilled parallel to wellbore. On
bottom: cores drilled perpendicular to wellbore containing black lines done with a
marker. ................................................................................................................................ 136
Figure 5.6: Shale samples drilled parallel to wellbore after Brazilian test (a) Replicate 1. (b)
Replicate 2. ......................................................................................................................... 136
Figure 5.7: Shale samples drilled perpendicular to wellbore after Brazilian test (a) Replicate
1. (b) Replicate 2. ................................................................................................................ 137
xvi
Figure 5.8: Compressive strength of Catoosa shale at various confining pressures (Andersen
and Azar, 1993). .................................................................................................................. 137
Figure 5.9: (a) Wrapped shale core. (b) Shale cores into mineral oil. (c) Shale core with a
mineral oil film exposed to air. ........................................................................................... 138
Figure 5.10: Shale core on drill press table for wellbore drilling. A 9/16” steel twist drill bit
was used for drilling. ........................................................................................................... 139
Figure 5.11: (a) Set-up for wellbore drilling. (b) Wellbore drilling. Note the drill cuttings
from drilling on the wood guide. ........................................................................................ 140
Figure 5.12: Cementing of shale cores. Note that the core is wrapped to avoid contact with
air. A contrast with a sandstone core cementing is illustrated. ........................................... 140
Figure 5.13: Shale core wrapped after cementing and prior to hydraulic fracturing test. .......... 141
Figure 5.14: Wood bit broken in two pieces. .............................................................................. 143
Figure 5.15: P vs. t plot for control sample in shale. .................................................................. 145
Figure 5.16: Core after control sample in shale testing. ............................................................. 145
Figure 5.17: P vs. t plot for DC4 Shale indicating the pressure increase. .................................. 146
Figure 5.18: Core after DC4 Shale testing. ................................................................................. 147
Figure 5.19: P vs. t plot for DC6 Shale indicating the pressure increase. .................................. 147
Figure 5.20: Core after DC6 Shale testing. ................................................................................. 148
Figure 5.21: P vs. t plot for DF1 Shale indicating the pressure increase. ................................... 148
Figure 5.22: Core after DF1 Shale testing. ................................................................................. 149
Figure 5.23: P vs. t plot for DF3 Shale indicating the pressure increase. ................................... 150
Figure 5.24: Core after DF3 Shale testing. ................................................................................. 150
Figure 5.25: Mixing of recycled mud for testing. ....................................................................... 151
Figure 5.26: P vs. t plot for Blackstone control sample in shale. ............................................... 151
Figure 5.27: Core after Blackstone control sample testing. ........................................................ 152
Figure 5.28: P vs. t plot for BDF-B3-I-05A indicating the pressure increase. ........................... 152
Figure 5.29: Core after BDF-B3-I-05A testing........................................................................... 153

xvii
Figure 5.30: P vs. t plot for BDF-B3-I-05C indicating the pressure increase. ........................... 154
Figure 5.31: Core after BDF-B3-I-05C testing. .......................................................................... 154
Figure 5.32: P vs. t plot for BDF-B3-C-3S indicating the pressure increase.............................. 155
Figure 5.33: Core after BDF-B3-C-3S testing. ........................................................................... 155
Figure 5.34: P vs. t plot for Blackstone blend containing 0.5 wt% of graphite. ......................... 156
Figure 5.35: Core after 0.5 wt% of graphite testing. .................................................................. 156
Figure 5.36: (a) Shale core from top cap after failure. (b) Shale core from top and bottom cap
after failure. (c) Shale segments inside pressure cell. ......................................................... 158
Figure 5.37: Rubber sleeve after shale core segments extraction. Red arrow indicates the
leakage area. ........................................................................................................................ 158
Figure 5.38: (a) Rubber sleeve. (b) Steel cylinder removal from bottom flange. (c) Placement
of a new rubber sleeve and silicon. ..................................................................................... 160
Figure 5.39: (a) Tape support for bottom cap. (b) Top view of pressure cell after core failure.
(c) Shale core after failure. .................................................................................................. 161
Figure 5.40: (a) Top view of pressure cell after core failure. (b) Shale core after failure. ......... 162
Figure 5.41: (a) Top view of pressure cell before testing. (b) Water leakage from rubber
sleeve on top pressure cell. ................................................................................................. 163
Figure 5.42: (a) Top and bottom gaskets. (b) SBR rubber strip for gasket manufacturing. ....... 164
Figure 5.43: New gasket on bottom flange. ................................................................................ 164
Figure 5.44: Shale core after testing. A vertical fracture can be observed. ................................ 165
Figure 5.45: (a) Core showing two vertical fractures. (b) Hirox Optical Digital microscope on
shale sample. ....................................................................................................................... 166
Figure 5.46: Top view of shale sample analyzed in Optical microscope. .................................. 166
Figure 5.47: (a) Shale core wellbore indicating two vertical fractures. (b) 3D illustration of
shale core wellbore.............................................................................................................. 167
Figure 5.48: (a) Shale core end indicating two vertical fractures. (b) 3D illustration of shale
core end. .............................................................................................................................. 167
Figure 5.49: % Pfb vs. NP2 concentration in shale cores. ........................................................... 168
Figure 5.50: %Pfb increase vs. NP1 concentration in shale cores. .............................................. 169

xviii
Figure 5.51: %Pfb increase compared to % HPHT filtrate reduction for NP2. ........................... 170
Figure 5.52: % Pfb increase vs. % HPHT filtrate reduction for NP2. Arrow indicates the
direction of NP1 concentration increase. ............................................................................ 171
Figure 5.53: Permeability vs. Porosity cross-plot including shale formations from Canada and
United States. Nikanassin tight gas formation data is also included and represented on
the top of the plot (Aguilera, 2013). The Blue square stands for the Catoosa shale at
testing conditions. ............................................................................................................... 173
Figure 5.54: Shale core cross-section along the fracture plane. ................................................. 173
Figure 5.55: Location and nomenclature of shale samples analyzed.......................................... 174
Figure 5.56: Shale samples for SEM and EDX analysis. ........................................................... 175
Figure 5.57: (a) Cross-section of fracture plane (2000x mag) close to wellbore. (b) Zoom in
seal (5000x mag) at fracture mouth. ................................................................................... 175
Figure 5.58: Zoom in seal at nano-scale (120000x mag). ........................................................... 176
Figure 5.59: (a) Cross-section of fracture plane (150x mag) far from wellbore. (b) Zoom in
seal (10000x mag) at fracture end. ...................................................................................... 177
Figure 5.60: Bulk of shale (2500x mag) only showing some pyrite agglomerations. ................ 177
Figure 5.61: Fracture plane image far from wellbore at (a) 600x mag and (b) 2400x mag.
Note graphite presence far from wellbore........................................................................... 178
Figure 5.62: (a) Seal cross-section (500x mag). (b) EDX of seal cross-section (500x mag).
Green color indicate iron particles distribution on seal. ..................................................... 178
xix
List of Symbols, Abbreviations and Nomenclature
Symbol Definition
b Eaton’s exponent, dimensionless
g Gravity, m/s2
K Permeability, md
Kb Kelly bushing elevation, m
P Pressure, psi
Pfi Pressure of the fluid into the fracture at time i, kPa
Pfb
Fracture breakdown pressure, psi
Pfb-deviated
Fracture breakdown pressure-deviated wells, psi
Pn* Modified water normal pressure, kPa
Pp Pore pressure, kPa
P*w Collapse pressure, kPa
Pwi Pressure in the wellbore at time i, kPa
rp35 Pore throat aperture, microns
R2 Coefficient of determination, dimensionless
t Time, s or min (as indicated)
T Temperature, °C or °F (as indicated)
To
Tensile strength, MPa or psi (as indicated)
z Depth, m
Greek Symbol Definition
Biot’s constant, dimensionless
Wellbore inclination, degrees
Half of the Mohr’s failure angle
t
Observed sonic transit time, s/m
tn
Normalized sonic transit time, s/m
Porosity, dimensionless
Poro-elastic parameter, dimensionless
v Poisson’s ratio, dimensionless
Formation density, kg/m3
Water Normal Formation water normal gradient, kPa/m
h
Minimum horizontal stress, kPa
h’ Effective horizontal stress
H
Maximum horizontal stress, kPa
Tangential (hoop) stress, kPa
v
Overburden stress, kPa
Abbreviations Definition
AADE American Association of Drilling Engineers
AFE Authorization for expenditures
ASTM American Society for Testing and Materials
ATCE SPE Annual Technical Conference and Exhibition

xx
BHA Bottom-hole assembly
DC Blends containing calcium-based nanoparticles
DF Blends containing iron-based nanoparticles
DVC Deformable, viscous, and cohesive plugs
EDX Energy-Dispersive X-ray spectroscopy
FBP Formation breakdown pressure
FPP Fracture propagation pressure
FPR Fracture propagation resistance
GoM Gulf of Mexico
HPHT High pressure-high temperature
ISIP Instantaneous shut-in pressure
LCM Lost circulation materials
LOP Leak-off point
LOT Leak-off test
LP Limited pressure
LPLT Low pressure-low temperature
NPs Nanoparticles
NP1 Iron-based nanoparticles
NP2 Calcium-based nanoparticles
OBM Oil based mud
PV Plastic viscosity
PVC Polyvinyl chloride
RMERC Rock Mechanics and Explosive Research Center
SBR Styrene-butadiene rubber
SEM Scanning electron microscope
SMT Shale membrane tester
TEM Transmission electron microscope
TVD True vertical depth
UCS Unconfined compressive strength
WBM Water based mud
WCSB Western Canada Sedimentary Basin
WSMs Wellbore-strengthening materials
XLOT Extended leak-off test
YP Yield point
1
Introduction Chapter One:
1.1 Justification
Drilling a well confirms the presence of hydrocarbons in a reservoir and allows the first
production forecast. This practice accounts for high expenditures in the complete exploration and
production portfolio, as it is a determining factor in exploitation projects. Drilling operations are
currently facing new challenges when exploring unconventional and conventional oil and gas
accumulations onshore and offshore. Execution of these operations at the lowest cost while
meeting environmental standards is a requirement, which instigates the development of new
technologies. The most common drilling problems are presented in Figure 1.1. These problems
that are explained in detail in the next sections can create a significant increase of the total
drilling cost and sometimes are the cause of sidetracks operations, well abandonment or eventual
blowouts.
Figure 1.1: Most common drilling problems.
If the formation fracture pressure is increased and optimum filter cakes are obtained these
problems could be mitigated. This fact motivates the implementation of wellbore strengthening.
Wellbore strengthening is the practice that increases the fracture pressure on the rock and has
been studied since the 1980’s but still a generalized theory of the actual mechanism that causes
the fracture pressure increase is not fully understood. While some schools of thought argue that

2
this phenomenon is only possible in permeable formations, others believe that this can even take
place in impermeable formations. At this instance some questions arise related to wellbore
strengthening: what is the predominant mechanism? Can wellbore strengthening take place in
shale cores? Can NPs serve as a wellbore strengthening agent? If so, what would be the wellbore
strengthening mechanism in presence of NPs? What type of NPs are the best? Is there any
optimum concentration of NPs for this purpose? Is there a relationship between wellbore
strengthening and mud filtration? Can NPs also work in recycled mud samples that contain
higher water content and drill cuttings? Can NPs addition result in thinner filter cakes? All these
questions justified the conduction of this research.
1.2 Research Objectives
This dissertation proposes an original research work focused in the application of in-house
prepared NPs for wellbore strengthening and mud filtration reduction. Graphite was added to the
blends as a conventional lost circulation material (LCM). The main objectives of this work are:
Investigate the use of iron-based (NP1) and calcium-based (NP2) as a fluid control
additive at HPHT and LPLT:
- Develop an effective in-situ NPs preparation protocol
- Quantify the mud filtration reduction from NP1 and NP2 at HPHT and LPLT
- Establish the maximum NPs concentration limits in blends
- Determine the filtration reduction trends as a function of NPs and graphite
concentration at HPHT and LPLT
- Establish the optimum concentration of NPs for filtration reduction at HPHT and
LPLT
3
- Study the effect of NPs type and concentration on filter cake thickness at HPHT
and LPLT
- Quantify the individual effect of NPs to determine effect caused by addition of
graphite to the blend
- Estimate the impact of NPs and graphite addition on blends rheology
Investigate wellbore strengthening in sandstones and shales by means of NP-based
drilling fluids:
- Quantify (if any) wellbore strengthening using blends containing NP1 and NP2
- Identify the predominant wellbore strengthening mechanism
- Find a relationship between wellbore strengthening and filtration reduction
- Determine wellbore strengthening trends as a function of NPs and graphite
concentration
- Establish optimum concentration of NPs for wellbore strengthening
- Characterize NPs size and distribution on fracture seal and cake around the
wellbore using optical microscopy, SEM and EDX analysis
- Estimate NPs invasion in shale sample post-testing
- Test NPs effect on a different mud system (virgin vs. recycled) for wellbore
strengthening in shale cores
- Test NP1 preparation approaches for wellbore strengthening in shale cores
1.3 Oil Based Mud Applications
This research employs oil based muds (OBM). The OBM definition and most important
characteristics are pointed out in this section. OBM are drilling fluids where the continuous

4
phase is composed of liquid hydrocarbon (Aston, et al. 2002; Bourgoyne et al., 1986). Diesel is
typically used as the constitutive phase because of its viscosity characteristics, low flammability
and low solvency for rubber. The water present in OBM is forming emulsions and for such
phenomenon to take place, a chemical emulsifier must be added to prevent coalescing and
separation of the aqueous phase. Moreover, emulsifiers in the mud also help emulsifying connate
water originally existing in the formation and attached to the drill cuttings. A chemical
wettability agent is also added to make the solids in the mud preferentially oil wet. A schematic
of a stable emulsion is presented in Figure 1.2. The advantages and disadvantages of the OBM
(or diesel based muds) are presented in Table 1-1.
Figure 1.2: Schematic of a stable emulsion (M-I Swaco drilling fluid manual).
The main applications of OBM include (Potma and Drinkwater, 1990; Bourgoyne et al., 1986):
Drilling deep hot formations (T>148°C)
Drilling salt, anhydrite, carnallite, potash or active shale formations
Drilling formations containing H2S or CO2
Drilling of directional or slim holes
Drilling abnormal sub-pressured formations
Drilling while maintaining good corrosion control

5
Table 1-1: Advantages and disadvantages of OBM (Bourgoyne et al., 1986).
Mineral based muds are sometimes applied to mitigate the environmental footprint created by
OBM. This type of mud is an invert emulsion with a continuous specially refined paraffinic-
based oil phase, emulsifiers, dispersants, organophilic clays, calcium oxide or hydroxide, high-
temperature stabilizer and water (Bennett, 1984). Mineral based muds have the same
characteristics of diesel base oils but strong advantages in terms of toxicity (Hinds et al., 1983;
Hinds et al., 1986), and less oil retention have been reported (Bennett, 1984). Another advantage
corresponds to low aromatic exposure to workers and environment (Jacques et al., 1992).
Government Agencies in both the U.S. and U.K. have agreed on the use of mineral base muds in
offshore wells without a cuttings washer as long as a water spray and flume- type oil recovery
facility are used according to the U.S. Mineral Management Services (MMS) (Bennett, 1984).
Mineral base oils are considered low-viscosity/low-colloid oil base fluids where in high
temperature and pressure fluid loss characteristics can be controlled to offer high filtrate (20-40
ml) or a very low filtrate (2-15 ml) (Bennett, 1984).

6
1.4 Common Drilling Challenges
As indicated earlier, common drilling challenges include lost circulation, stuck pipe and wellbore
instability. A description of the most important aspects for each of these challenges is presented
as follows.
1.4.1 Lost circulation
Lost circulation is defined as losses of whole mud to subsurface formations. This can also be
called lost returns. Lost circulation has been one of the main causes for increased drilling costs.
Some drilling problems that are triggered by lost circulation include wellbore instability, stuck
pipe, and eventual blowouts. Lost circulation can occur as (M-I Swaco drilling fluid manual):
Invasion: (or mud loss) to formations that are cavernous, fractured, vugular, or
unconsolidated
Fracturing: mud loss due to presence of fractures created when the wellbore pressure
exceeds the fracture pressure of the rock
Figure 1.3 presents the conditions in which mud losses occur. Lost circulation treatments can be
divided as corrective and preventive. Corrective methods are applied after the occurrence of the
losses (Arunesh et al., 2011). In this condition, lost circulation treatments are either added
continuously to the drilling fluid or spotted as a concentrated pill to mitigate the losses.
The treatment type depends on the degree of losses experienced. For example, settable pills are
used for severe losses. These pills act as cement plugs, gunk, deformable or soft plugs.
Deformable, viscous, and cohesive plugs (DVC) are effective due to their cohesion is able to
create an impermeable seal. For high permeability formation, high fluid-loss high solid-content
squeeze pills are used to mitigate the losses (Wang et al., 2008).

7
Figure 1.3: Sensitive formations for mud losses (Alsaba et al., 2014).
Preventive methods are defined as treatments applied prior to entering lost circulation zones. The
basic principle of these methods is to strengthen the formation (Witfill, 2008). The industry
focuses on different approaches to strengthen the formation. The most accepted approach
consists of propping and sealing the fractures using lost circulation materials (LCMs) (Dupriest,
2005). Propping of the fracture mouth (Alberty and Mclean, 2004), sealing of wellbore by filter
cake (Detournay, 1986; Haimison, 1968) and other methods that also include thermal effects are
believed to serve as a preventive method for lost circulation. However, these have not proven to
be successful in field applications. A detailed explanation of each of these approaches is
presented in the next chapter that is focused on wellbore strengthening.
LCMs are used to stop or mitigate the lost circulation. A current classification of the LCMs was
carried out by Alsaba et al. (2014). Physical and chemical properties are the basis of the next
classification:

8
Granular: are capable of forming seal at the formation face or within the fracture
(Howard et al., 1951; Nayberg et al., 1986). Granular materials include graphite, calcium
carbonate, perlite, asphalt, and nut shell
Fibrous: long, slender, and flexible materials. They may have a little degree of stiffness
and form a mat-like bridge when used in fractured and vugular formations (Howard et al.,
1951). Fibrous materials include cellulose fibers, bagasse, nylon fibers, and mineral
fibers
Flaky: (or lamellated) are thin and flat materials with a large surface area. This material is
able to form a mat over permeable formations. Flaky materials include cellophane, mica,
cottonseed hulls, vermiculite, and flaked calcium carbonate
Mixture of LCMs: mixing of two or more types of the previous mentioned LCM types
showed a better performance due to different particle sizes (Nayberg et al., 1986). The
particle size distribution should be designed carefully. Improper particle size distribution
could result in a poor performance (Alsaba et al., 2014)
Reservoir friendly (acid soluble/water soluble): in comparison to conventional LCMs,
which can cause some formation damage, reservoir friendly LCMs are non-damaging
additives to the reservoir. Acid soluble materials include calcium carbonate and mineral
fibers. Water soluble LCMs include sized salts
Formation damage results from fluid invasion and is an aspect considered during drilling to
ensure an effective well completion (Ghalambor and Economides, 2002). It impacts on well
productivity and injectivity (Bryne and Rojas, 2013) and needs to be mitigated for the
conduction of a successful exploitation project.

9
This phenomenon can occur due to either particle invasion, fines migration to the porous media,
chemical precipitation, organic deposition, or pore collapse (Liu and Civan, 1994). Classic
laboratory studies on formation damage (Mungan, 1965; Gray and Rex, 1966; Muecke, 1979)
concluded that particle transport, formation fines relocation and inorganic and organic
precipitation are the most influential aspects in permeability reduction in consolidated
formations. A later study (Liu and Civan, 1994) proposed a computer tool to study the process of
formation damage focusing on macroscopic and network models. However, this work assumes
an idealized wellbore, linear filtration and analysis of formation damage in laboratory which was
difficult and led to limitations in the results analysis. Presently, industry is focused on new
technologies for formation damage mitigation by preventing fluid invasion towards the porous
media. For example, NPs have been recently used for such purpose (Cai et al., 2012; Zakaria et
al., 2012; Srivatsa et al., 2011; Javeri et al., 2011; Sensoy et al., 2009).
1.4.2 Stuck pipe
Stuck pipe is commonly experienced and can cause serious drilling problems (Muqeem et al.,
2012; Segura, 2011; Yarim, et al., 2007). It can range from a minor to severe stuck. Severe stuck
can eventually result in a sidetrack operation. The drill string gets stuck either by mechanical or
differential effects (M-I Swaco drilling fluid manual).
Mechanical sticking is due to physical obstruction or restriction. Differential sticking is caused
by differential pressures from overbalanced mud columns acting on the drill string against the
filter cake in the wellbore.
Mechanical stuck pipe is divided into two major categories as shown in Figure 1.4:

10
Figure 1.4: Mechanical stuck pipe (modified from M-I Swaco drilling fluid manual).
If drilling is conducted with inefficient well cleaning cuttings are not properly removed from the
bottom of the well causing ‘packoff’ as illustrated in Figure 1.5. In this case the packoff occurred
around the bottom-hole assembly (BHA).
Figure 1.5: Cuttings settlement and stuck pipe (M-I Swaco drilling fluid manual).
Differential stuck pipe occurs due to the following causes:
High overbalance pressures
Thick filter cakes
High-solids muds

11
High-density muds
Figure 1.6 describes the differential sticking. On the left picture the drill collars are centered in
the hole with a mud overbalance. In here the hydrostatic pressure acts equally in all directions.
On the right picture, the collars are in contact with the filter cake. The hydrostatic pressure now
pushes the collars against the wellbore.
Figure 1.6: Mechanics of differential sticking (M-I Swaco drilling fluid manual).
Stuck pipe is solved by jarring down with drill string jars while applying torque. Spotting fluids
can also be used by displacing the annular from the bit to the free point. To prevent stuck pipe
one of the main studies should be focused on obtaining thinner mud cake. New technologies are
currently focused on designing special mud additives to create this effect.
1.4.3 Wellbore instability
Unscheduled events due to wellbore instability accounts for more than 10% of the total drilling
costs which means over $1 billion as a global annual cost. Well instability is caused by (M-I
Swaco drilling fluid manual):

12
Mechanical stress:
o Tension failure – fracturing and lost circulation
o Compression failure spalling and collapse or plastic flow
o Abrasion impact
Chemical interactions with the drilling fluid:
o Shale hydration, swelling and dispersion
o Dissolution of soluble formations
Physical interactions with the drilling fluid:
o Erosion
o Wetting along pre-existing fractures (brittle shale)
o Fluid invasion – pressure transmission
In terms of mechanical stress failure, drilling a stable well requires following an optimum mud
program. An optimum mud program is the one that keeps a mud weight value higher than the
formation pore pressure (to avoid gas kicks or compressive failure) and at the same time less
than the formation fracture pressure (to avoid tensile failure). In conservative models, the
minimum horizontal stress is typically considered as the maximum pressure bound. Figure 1.7
illustrates the consequences of tensile and compressive failure in a well. Compression failure
involves the formation of breakouts on the wellbore in the minimum horizontal stress direction
as shown in Figure 1.8. The breakout angle should be <60° to keep a stable well (Zoback, 2007).
The compressive failure can be modelled using the classic Mohr-Coulomb criterion. Other rock
strength criteria include Hoek and Brown (1980), Modified Wiebols and Cook (1968), Modified
Lade (1977), and Drucker-Prager (1952).

13
Figure 1.7: Results of wellbore instabilities (M-I Swaco drilling fluid manual).
The magnitude of the minimum horizontal stress can be determined based on the extended leak-
off tests (XLOT). This test is typically run in the 10-20 ft interval after the casing is run and
cemented.
Figure 1.8: Wellbore breakout (modified from Zoback, 2007).

14
Figure 1.9 shows a XLOT plot. The most important points of the curve are described on the right
hand side part of the plot. The point at which the curve deviates from its linear behavior is called
the leak-off point (LOP). At this point a hydraulic fracture must be formed. If the LOP is not
reached, a limited test or limited pressure (LP) test is said to be conducted. The formation
breakdown pressure (FBP) indicates unstable fracture propagation. If the pumps continue
operating at a constant rate, a fracture propagation pressure (FPP) is achieved. This is the
pressure that the fracture requires to propagate away from wellbore. If the flow rate and fluid
viscosity are low, FPP could serve as an indicator of the minimum horizontal stress (Zoback,
2007). However, a better estimate of the minimum horizontal stress is carried out by estimation
of the instantaneous shut-in pressure (ISIP). This pressure is measured after an abrupt flow rate
stop and viscous forces becomes negligible. When significant viscous fluids are used or proppant
is involved in the injection, FPP will reach high values due to friction losses. In this case, the
best estimation of the minimum horizontal stress is conducted by measuring the fracture closure
pressure (FCP) (Zoback, 2007). FCP can be calculated by plotting pressure vs. square root of
time and detecting the deviation from the linear performance (Nolte and Economides, 1989).
1.5 Nanoparticles Applications in Drilling Industry
Particles used in drilling fluids with a size between 1-100 nm are called nanoparticles (NPs)
(Amanullah and Al-Tahini, 2009; Zakaria et al., 2012; Hoelscher et al., 2012). The application of
this type of particles in the petroleum industry has become significantly popular in different
disciplines and is capturing the attention of operator companies.

15
Figure 1.9: Schematic of a XLOT (Tutuncu, 2010).
Applications in wellbore strengthening, mud filtrate control as it was previously mentioned (Cai
et al., 2012; Zakaria et al., 2012; Srivatsa et al., 2011; Javeri et al., 2011; Sensoy et al., 2009),
wellbore stability (Riley et al., 2012; Li et al., 2012; Hoelscher et al., 2012), torque and drag
(Hareland et al., 2012), mitigation of pipe sticking (Javeri et al., 2011), and drilling and
production into HPHT conditions (Singh and Ahmed, 2010; Nguyen et al., 2012) are some of the
situations where NPs play a crucial role. These very small particles can have access to the
smallest pores and pore throats acting as a sealing agent in all lithology types including
unconsolidated formations. Due to its ability to form thin, non-erodible and impermeable filter
cake, NPs have demonstrated to be a powerful tool in reducing mud filtrate.
Figure 1.10 shows the NPs effect on mud filtration reduction. These small particles fill the gaps
between the bigger particles creating an effective seal that prevent the mud filtration and
therefore formation damage is mitigated. Note in the picture on the right there is considerably

16
less invasion of particles into the porous media due to the NPs presence forming a seal in the
mud cake, compared to the picture on the left.
Figure 1.10: Effect of NPs in reducing mud filtration towards the formation.
The area to volume ratio is believed to be another reason for the effectiveness of these particles
as it may provide better fluid properties at low concentrations of additives (Amanullah and Al-
Abdullatif, 2010), and the rise of sponge-like clustering behavior which finds applications in
completion fluids (Amanullah and Al-Tahini, 2009). Figure 1.11 shows a plot of surface area to
volume ratio for three different sizes of particles (Amanullah and Al-Tahini, 2009). Other virtues
of NPs correspond to hydrodynamic properties, interaction potential with the formation (Abdo
and Haneef, 2010; Amanullah et al., 2011; Srivatsa, 2010), and improved thermal conductivity
generating low environmental impact as typically the amounts implemented are lower than the
commonly applied mud additives.

17
Figure 1.11: Area to volume ratio of three different sizes of particles (Amanullah and Al-
Tahini, 2009).
In terms of mud filtration reduction, nanoparticles can reach more than 70% of filtrate reduction
in comparison to 9% obtained by common LCM (Zakaria et al., 2012).
Silica nanoparticles are implemented for reducing shale permeability and therefore ensuring the
well stability through these formations by avoiding the use of water based muds (WBM). Figure
1.12 presents a cryo Transmission Electron Microscope (TEM) of two different nanosilica
particles with the same particle size but different stabilization/suspension packages; one having a
more resilient aspect that can be useful when contacting the pore space (Riley et al., 2012).
Figure 1.12: Arrangement of nanosilica particles of 20 nm mean diameter viewed under the
TEM (Riley et al., 2012).

18
Current advances in nanoparticles technology have allowed improvement in wellbore stability
while drilling by shale stabilization by plugging its nanometer-sized pores (Hoelscher et al.,
2012; Friedheim et al., 2012) using the Shale Membrane Tester (SMT) operated by the
University of Texas at Austin and M-I Swaco on Marcellous and Mancos shales in the presence
of WBM. The experimental set-up includes placing a shale core (well-preserved) into a cell
under differential pressure applied on both sides of the sample. The operating principle consists
of calculating the speed at which the top and bottom pressures become the same by fluid flowing
through the shale from the top to obtain permeability. From this experiment it was found initially
that silica NPs of 10 wt% were needed to significantly reduce the shale permeability. Since it
was a considerably high concentration that would involve high operational costs, screening tests
were performed to reduce this concentration up to 3 wt% obtaining a permeability reduction
around 98%.
1.6 Dissertation Chapters Description
This Dissertation is divided into six chapters that cover the analysis of wellbore strengthening
and mud filtration control by means of in-house prepared NP-based drilling fluids for sandstone
and shale formations.
Chapter 1 (this chapter) is an introduction to the work that justifies the research performed, states
the research objectives, describes applications of OBM, and explains common drilling challenges
sensitive to improvement from this research results. NPs applications in drilling industry were
discussed, and virtues of the NPs were highlighted.
Chapter 2 focuses on wellbore strengthening. As a motivation, the wellbore strengthening impact
in Western Canada was quantified from a technical and economical point of view with a case

19
study that involved drilling and completion data from two wells. A literature review on wellbore
strengthening was conducted including the most influential theories that explain the mechanism.
Understanding the implications of each mechanism played a crucial role in the development of
this research.
Chapter 3 presents an original NPs application for mud filtration control at HPHT and LPLT.
Successful application of in-house prepared NPs to reduce mud filtration was experimentally
quantified at different temperature and pressure conditions. Ceramic discs of low permeability
were used to simulate a porous media. NPs were prepared within OBM with presence of
graphite. Filtration reductions up to 76% were achieved at HPHT and reductions up to 100%
were achieved at LPLT.
Chapter 4 describes an original research for wellbore strengthening in sandstone cores. OBM
with presence of NPs and graphite achieved up to 65% of fracture pressure increase. Strong
match between wellbore strengthening and filtration at HPHT was discovered. Wellbore
strengthening trends as a function of NPs concentrations were established and optimum NPs
concentration identified. The wellbore strengthening mechanism was investigated and described.
Optical microscopy, SEM, and EDX analysis were conducted on cores post-testing to infer about
the predominant wellbore strengthening mechanism. NPs presence on the seal developed along
the fracture and filter cake around the wellbore was characterized.
Chapter 5 presents original research for wellbore strengthening in shale cores. Contrary to the
common belief in industry that wellbore strengthening cannot be achieved in shale formations,
this chapter demonstrates that wellbore strengthening can be achieved in shale cores based on
experimental evidence using nanoparticle-based drilling fluids. Fracture pressure increase up to
30% was achieved. Wellbore strengthening trends as a function of NPs concentration were found

20
and optimum concentrations determined. Shale pore throat modeling, Optical microscope, SEM,
and EDX analysis were carried out in shale samples post-testing and concluded that tip resistance
by a seal formed along the fracture was the wellbore strengthening mechanism. NPs presence in
the seal along the fracture was characterized.
1.7 Technical Publications
The technical papers that resulted from this research and have already been accepted for
presentation are listed below:
Contreras, O., Hareland, G., Husein, M., Nygaard, R., and Alsaba, M. 2014. Application
of In-House Prepared Nanoparticles as a Filtration Control Additive to Reduce Formation
Damage. SPE paper 168116 prepared for presentation at the SPE International
Symposium and Exhibition on Formation Damage Control held in Lafayette, LA, USA,
26-28 Feb (Currently under peer-review at the JCPT)
Contreras, O., Hareland, G., Husein, M., Nygaard, R., and Alsaba, M. 2014. Wellbore
Strengthening in Sandstones by Means of Nanoparticle-Based Drilling Fluids. SPE paper
170263 prepared for presentation at the SPE 2014 Deepwater Drilling and Completions
Conference held in Galveston, TX, USA, 10-11 September
Contreras, O., Hareland, G., Husein, M., Nygaard, R., and Alsaba, M. 2014.
Experimental Investigation on Wellbore Strengthening In Shales By Means of
Nanoparticle-Based Drilling Fluids. SPE paper 170589 prepared for presentation at the
2014 SPE Annual Technical Conference and Exhibition held in Amsterdam, The
Netherlands, 27-29 October

21
Contreras, O., Alsaba, M., Nygaard, R., and Hareland, G. 2014. Review of Lost
Circulation Materials and Treatments with an Updated Classification. AADE-14-FTCE-
25 paper prepared for presentation at the American Association of Drilling Engineers
(AADE) 2014 National Technical Conference and Exhibition held in Houston, TX, USA,
15-16 April

22
Wellbore Strengthening Chapter Two:
2.1 Introduction to Wellbore Strengthening
Wellbore strengthening is defined as the practice of increasing the fracture gradient in a
determined well section. As mentioned earlier, this practice can have multiple applications in oil
and gas exploitation projects. From a practical perspective, wellbore strengthening can widen the
mud operational window. The mud operational window defines the minimum and maximum
mud weight bounds during drilling operations. As mentioned in the previous chapter, for a stable
drilling operation, the mud weight should not be lower than the pore pressure and/or collapse
pressure. Also, mud weight cannot exceed the fracture gradient since a tensile fracture will be
created and mud losses will occur. Figure 2.1 shows a schematic of an original mud window that
got narrowed due to two different operational conditions. If an offshore well experiences an
increase of the water depth, a reduction in fracture gradient will occur due to a less compaction
of the sediments. Also, the lower limit might be increased due to an increase in collapse pressure
of weaker formations. Another scenario involving narrowing of the mud window occurs in
deviated or horizontal wellbores as illustrated in the right hand plot. If a horizontal well is drilled
in an isotropic stress conditions the fracture gradient of the deviated section is lower than the
fracture gradient for the vertical section (Salehi, 2011).
Considering that the in-situ stresses act in a determined volume of earth crust as illustrated in
Figure 2.2, the overburden stress can be defined as Eq. 2.1 where g is gravity, is formation
density and z is depth (Salehi, 2011):
z
v dzg0
Eq. 2.1
23
Figure 2.1: Mud window narrowing by different conditions (Alsaba et al., 2013).
The pore pressure can be estimated from sonic logs as follows (Contreras et al., 2012):
b
nnvvp
t
tPP
*
Eq. 2.2
Figure 2.2: In-situ stresses acting in a determined volume of earth crust (Tutuncu, 2010).
Where v is overburden stress, Pn* is the modified water normal pressure, t is the sonic transit
time, tn is the normalized sonic transit time, and b is the Eaton exponent. The modified water
normal pressure is calculated as:
blWaterNorman KTVDP *
Eq. 2.3

24
The tensile failure criterion states that a fracture will initiate when (Fjaer, 2008):
oT Eq. 2.4
Where is the tangential (hoop) stress around the wellbore and To is the tensile strength of the
formation. For vertical and circular wellbore, without presence of natural fractures and fluid
invasion, the fracture breakdown pressure (Pfb) is defined as:
poHhfb PTP 3 Eq. 2.5
Fracture gradient is estimated by dividing Pfb by an specific depth. The fracture breakdown
pressure for deviated wellbores can be calculated in function of the Pfb for vertical wellbores as
(Aadnoy and Chenevert, 1987):
sin163
1 pfbdeviatedfb PPP
Eq. 2.6
Where is the wellbore inclination. The collapse pressure can be estimated as (Fjaer et al., 1992):
1*tan
22
*
UCSP h
w Eq. 2.7
Where UCS stands for the unconfined compressive strength and half of the Mohr failure
angle. If wellbore strengthening is achieved, a safer drilling operation could be conducted since
the mud program will allow a broader range of values. The way in which wellbore strengthening
can be achieved is still a subject of discussion. Types of formation in which wellbore
strengthening can happen is still not established and the optimum type of particles or mud
additives has not been addressed explicitly on a uniform theory. Motivation on the
implementation of wellbore strengthening in Western Canada is presented next. Then, a literature
review on the wellbore strengthening mechanisms is conducted.

25
2.2 Motivation: Potential Impact of Wellbore Strengthening in Western Canada
Drilling operations in the prolific Western Canada Sedimentary Basin (WCSB) is a routine
practice that typically consists of empirical practices. This basin contains giant tight sands and
shale gas reservoirs that are currently exploited by a variety of operators. The aim is to drill and
complete the wells in less time while maintaining environmental regulations. However, drilling
optimization is not typically conducted and this impedes an efficient drilling and completions
operations. Reduction in numbers of casings runs into a well would significantly affect the
completions plan and therefore the total expenditures.
A quantitative analysis of wellbore strengthening in reducing the number of casing strings is not
widely reported in the literature. This motivated the endeavor of developing a quantitative
analysis of this fact. By quantifying the effect of wellbore strengthening on reducing the number
of casing strings in two vertical wells A and B, the technical and the economic advantage can be
identified and quantified. The two wells analyzed in this study were drilled in the Deep Basin of
the WCSB to contact a gas reservoir into a prolific continuous gas accumulation. A map that
highlights the study area is presented in Figure 2.3. Both wells were drilled in 2007 and the
authorizations for expenditures (AFE) were available (Contreras, 2011). The drilling and
completion costs may be currently different for wells drilled in this area; however, the analysis
was based on percentage of cost reductions that allows a fair study and discussion.
One of the main challenges of this study relates to the very limited wellbore strengthening data
collected for the different formations in order to be able to address the application in a complete
well section.

26
Figure 2.3: Deep Basin of the WCSB (modified from Masters, 1984).
Obtaining this data through tests involving the hydraulic fracturing apparatus takes a
considerable amount of time and carries significant expenditures. Because of this limitation, it
would be considered in this analysis that all the sandstone formations along the two wells can be
strengthened up to 42.8% in the presence of the blend containing NPs and glide graphite. The
strengthening of the shale formations will be considered of 18.6%. These average values
correspond to the final results obtained from this research which will be discussed in Chapters 4
and 5. Discretization between sandstones and shaly formations was performed using a V-shale
cut-off of 0.6 as suggested by Contreras (2011) in this area. An analysis on the complete well
sections and quantification of the number of casing runs that could be reduced using an
optimized blend in presence of NPs and LCM will be studied from a technical and economic
perspective.
2.2.1 Technical analysis
Application in well A
Well A is a vertical well with total depth of 3252 m. A surface casing was set at 606.93 m by the
operator. Until this depth the well was drilled using WBM. From this depth on, three casing

27
strings are needed to ensure wellbore stability considering the mud window between the pore
pressure gradient and fracture gradient according to the Bourgoyne et al. (1986) analysis as
presented in Figure 2.4a. The mud window was developed based on the mathematical models
presented in the previous section. The design principle is not to go below the pore pressure
gradient since a gas influx can be experienced and at the same time stay below the fracture
gradient in order to avoid formation fracturing and, consequently, mud losses. In this figure, the
pore pressure gradient is presented as a blue profile and the fracture gradient as a green profile.
The two red lines account for an average value of pore pressure gradient and fracture gradient.
The number of casings needed is represented by the yellow vertical lines. Note that only values
are plotted from 586 m on, as this is the starting depth of availability of well logs used in the
study. If wellbore strengthening is achieved in the percentages previously mentioned, the fracture
gradient is increased and therefore the green profile will move to the right as presented in Figure
2.4b. Under this scenario, just two casing runs are needed from surface casing to final depth
avoiding the casing run from 2500 m to 3000 m.
Application in well B
Well B is a vertical well of total depth of 3212 m and where the surface casing was set at 610 m.
from this depth, two casing strings are needed to ensure well stability through an analysis similar
to that performed in well A. The number of casing strings required is presented in Figure 2.5a.
If wellbore strengthening is achieved as in well A, just one casing string is needed from surface
casing to the final depth as presented in Figure 2.5b. This is a quite remarkable result that
indicates that in the study area mono-bore wells could be drilled which in turn will significantly
reduce the completion expenditures.

28
(a) (b)
Figure 2.4: (a) Mud window for well A and definition of casing setting depths. Red profiles
correspond to average values of pore pressure gradient and fracture gradient. (b) Mud
window for well A and definition of casing setting depths after wellbore strengthening. Red
profiles correspond to average values of pore pressure gradient and fracture gradient.
(a) (b)
Figure 2.5: (a) Mud window for well B and definition of casing setting depths. Red profiles
correspond to average values of pore pressure gradient and fracture gradient. (b) Mud
window for well B and definition of casing setting depths after wellbore strengthening. Red
profiles correspond to average values of pore pressure gradient and fracture gradient.

29
2.2.2 Economic impact
The economic impact of the technical analysis is considered based on the AFE of wells A and B.
These wells were drilled in the same drilling campaign and the costs of casing strings, casing
attachments and cementing is essentially the same. According to the AFE, the total cost for a
surface casing and attachments is $63,250. The cementing of the surface casing is $18,360. The
cost for each intermediate casing and attachments is $70,530 and the cementing cost for the
intermediate casing is $24,280. In terms of casing strings and completion, the well A will require
for its conventional completion a total number of four casings (including casing attachments and
cement) for a total amount of $366,040.
If wellbore strengthening is achieved by using and NPs and LCM blend as presented in previous
analysis so that one casing run can be avoided, the total cost will decrease to $271,230. This
means a cost reduction of 25.9% for casing runs (including attachments) and cementing. In
addition, there are large savings in costs related to drilling and tripping time by eliminating one
casing string as well as less bits needed and better ROP optimization resulting in lower overall
$/m. Table 2-1 shows the costs associated to the time spent on casing running. Summation of all
the parameters gives a spread rate of 1,457.29 $/hour. The casing running and cementing
operations in this wells takes a total of 24 hours according to the daily drilling reports. This
means an additional cost saving of $34,968.

30
Table 2-1: Drilling costs for well A from AFE.
Well B requires for its conventional completion three casing strings (including casing
attachments and cement) for a cost of $271,230. If wellbore strengthening can reduce one casing
string as analyzed previously, the cost will decrease to $176,420 implying a cost reduction of
34.9%. On the other hand, if well B is decided to be run as a mono-bore, the cost will be
significantly reduced as only one casing string will be required. Table 2-2 shows the costs for
well B. Summation of all the parameters gives a spread rate of 1,659.37$/hour. The casing
running and cementing of this well takes a total of 24 hours giving this an additional saving of
$39,824.

31
The average value of drilling and abandonment of each well lays on $2,300,000 based on the
AFEs. If wellbore strengthening is achieved in both wells, a cost reduction based on the total
drilling and abandonment cost of 5.64% and 5.85% can be obtained in wells A and B
respectively. If we consider that a drilling campaign in western Canada involves drilling of 45-80
wells/year, these costs savings become much more significant.
Table 2-2: Drilling costs for well B from AFE.

32
2.3 Literature Review on Wellbore Strengthening Methods
Wellbore strengthening was studied experimentally in the 1980s by the DEA-13 project (Morita
et al., 1990; Fuh et al., 1992). Later, the GPRI joint industry project (Van Oort and Friedheim,
2011; Dudley et al., 2001) was accomplished trying to replicate the DEA-13 experimental work
in a smaller scale. From these studies the first insights for the wellbore strengthening mechanism
were pointed out and served as the basis of the current school of thought that tries to explain the
mechanism. Currently, the drilling industry is focused mainly on two mechanisms: tip resistance
by the development of an immobile mass (Dupriest, 2005) and stress caging theory (Alberty and
Mclean, 2004). Another approach called “fracture propagation resistance” was presented by
(Van Oort and Friedheim, 2011) which is built in basic principles of the DEA-13 and GPRI
projects. A recent study (Salehi, 2011) performed a numerical simulation of fracture propagation
and sealing on the wellbore and their implications in wellbore strengthening. Mostafavi (2011)
developed an experimental analysis and mechanistic modeling of wellbore strengthening. Later,
Nwaoji (2012) performed experimental research on wellbore strengthening involving ex-situ
prepared nanoparticles mainly in WBM systems. Additional analysis that involved elastic-plastic
fracture models, boundary elements, filter-cake bridging and thermal effects haven also been
presented. The key points in each of these studies will be presented as follow.
2.3.1 DEA-13 project
One of the first published works for understanding the wellbore strengthening mechanism
corresponded to the DEA-13 project (Morita et al., 1990; Fuh et al., 1992). Different fluids and
concentrations were tested for fracturing tests and fluid loss measurements. Reopening pressure
was observed to be higher in the presence of WBM as compared to OBM despite experiencing a
similar fracture breakdown pressure as illustrated in Figure 2.6. This phenomenon was explained

33
by the effect of the filter cake and amount of filtrate into the formation. In addition, they
mentioned the feasibility of the tip screen out as the governing mechanism of the wellbore
strengthening, in which particles form a filter cake inside the fracture and the wellbore pressure
is no longer transmitted to the fracture tip as it is screened out. This indicates that fracture sealing
by development of an immobile mass was the governing mechanism. Figure 2.7 shows a rock
sample post-testing along the fracture plane. A non-invaded, mud dehydrated zone and fractured
zone were three distinctive zones observed.
Figure 2.6: Similar initial fracture breakdown pressure using water and oil-based muds
(Morita et al., 1996).
DEA-13 also mentioned the occurrence of peak shapes in the pressure behavior versus time
when utilizing WBM. They believed that the screen out generated a complete fracture sealing
requiring a higher pressure level to go through to the current fracture tip. It was also stated that
more unstable fracture propagation took place on low permeability formations due to weak filter
cakes created.

34
Figure 2.7: Core after hydraulic fracturing experiment (Wang, 2007).
2.3.2 GPRI Joint Industry Project (JIP)
GPRI project was conducted in late 1990s to replicate and corroborate results from DEA-13
project in a less-cost smaller scale (Van Oort and Friedheim, 2011; Dudley et al., 2001). LCM’s
effect on fracture pressure was studied. From the study, synthetic graphite of specific types and
sizes was able to significantly enhance the fracture pressure. This material was able to enter and
seal the fracture. WBM were found to provide superior performance in comparison to synthetic-
based muds (SBM). A screening on different wellbore strengthening materials was conducted on
SBM and some of them were able to raise the fracture propagation pressure. Re-opening pressure
as a function of hydraulically conductive fractures was also quantified in these experiments. The
ideal fracture re-opening pressure can be lowered by hydraulic conductive fractures close to the
confining pressure or minimum horizontal stress.
2.3.3 Stress caging theory
The stress caging theory has been studied by different researchers (Wang et al., 2009; Wang et
al., 2008; Soroush and Sampaio, 2006; Song and Rojas, 2006; Aston et al., 2004; Alberty and
McLean, 2004). The fundamental principle of the stress caging corresponds to the deposit of
solids at or close to the fracture mouth to act as both proppant and seal isolating the fluid
pressure. Considering a sufficient permeable formation, the filtrate beyond the blockage will

35
dissipate and pressure in the isolated part of the fracture will eventually reach the same value of
the formation pressure (pore pressure) and subsequently the fracture will start to close. An
increase in hoop stress is generated by the fracture that intends to close compressing the
blockage. Figure 2.8 shows a schematic of the stress caging as a wellbore strengthening
mechanism.
Figure 2.8: Stress caging theory.
Stress caging has also been reported to be the mechanism for wellbore strenghtening in shale
formations (Aston, et al., 2007). This approach is based on the transportation of bridging
particulate media that could act as “cement” into the fracture. The solidification will avoid
seapage and flow back towards the wellbore.
From all the stress caging theory models previously mentioned, a mathematical summary is
developed by the autor in order to capture the physical phenomenon. Assuming that at t=0 the

36
fracture was created, then at t=t1: time at which the fracture is propagating in the far field stress
region (i.e., region with no effect of hoop stress) we have:
Pf1=Pw1, and, P f1>h’+P1 Eq. 2.8
where Pf1 is the pressure of the fluid into the fracture at t=t1, Pw1 is the pressure in the wellbore at
t=t1, h’ is the effective in-situ horizontal stress and P1 is the pore pressure at t=t1. At t=t2: time
at which the fracture stops growing we have:
Pf2<Pw2, and, Pf2=h’+P2 ; (this implies Pf2>P2) Eq. 2.9
where Pf2 is the pressure of the fluid into the fracture at t=t2, Pw2 is the pressure in the wellbore at t=t2,
and P2 is the pore pressure at t=t2. At t=t3: time at which the fracture starts closing we have:
Pf3<<Pw3, and, Pf3<h’+P3; (this implies Pf3=P3) Eq. 2.10
where Pf3 is the pressure of the fluid into the fracture at t=t3, Pw3 is the pressure in the wellbore at
t=t3, and P3 is the pore pressure at t=t3.
Numerical studies (Salehi and Nygaard, 2012; Salehi, 2011) on the stress caging mechanism
showed that wellbore hoop stress after wellbore strengthening did not exceed ideal hoop stress
for the intact wellbore arguing just a fracture gradient restoration. This means that the stress
caging is described as an ideal mechanism that will not take place in real field conditions. Also,
explicit and comprehensive experimental evidence that confirms the occurrence of the stress
caging has not been published up to now (Van oort et al., 2011).

37
2.3.4 Tip Resistance by development of an immobile mass
Dupriest (1995) presented fracture closure stress practices where the fracture was blocked by
particles so that the pressure was not transmitted to the tip. In this instance, the fracture width
plays a crucial role as it might be widen when additional pressure is applied in the wellbore and
the blocking material is bypassed. When the LCM is driven into the fracture, it is believed that
an immobile mass can isolate the fracture tip due to the loss (mud filtrate) of its carrier fluid to
the formation. Initially there is low resistance to flow into the fracture, however if resistance
occurs the back pressure widens the fracture. This elastic growth of fracture width regulates the
build-up pressure. This phenomenon is represented graphically in Figure 2.9. As the fracture is
packed back to the wellbore, higher wellbore pressure values are required to continue the
fracture extension causing wellbore strengthening. Some difficulties in the creation of the
immobile mass by LCM arise when the formation has a too low permeability as the mechanism
requires some leak-off. However, some material can invade induced and widened fractures in
impermeable media.
Figure 2.9: Tip resistance by the development of an immobile mass.

38
This wellbore strengthening mechanism does not require modeling of the LCM strength and
type. This was found as a non-important parameter for the tip isolation.
2.3.5 Sealing of wellbore by filter cake
Sealing the wellbore by creation of an effective filter cake strengthens the wellbore. This
phenomenon is based on the definition of fracture breakdown pressure. The fracture breakdown
pressure (Pfb) for a vertical wellbore was defined in Eq. 2.5 in porous rocks where a filter cake is
present isolating the pressure in the wellbore with the pore pressure (i.e., preventing mud
filtrate). However, when there is no filter cake and mud filtration takes place, the expression
becomes (Detournay, et al., 1986 and Haimison, 1968):
2
23 poHh
fb
PTP Eq. 2.11
where,
)1(2
21
v
v
Eq. 2.12
is the Biot's constant, v is the Poisson’s ratio, and the poro-elastic parameter is always less
than 1.0, which implies a reduction of the fracture breakdown pressure when mud filtration
occurs. Assuming an isotropic stress condition in the horizontal direction, and a negligible
then the expression becomes:
pphfb PPP 12 Eq. 2.13
Rearranging, the next expression is obtained:
'21 hhfb vP Eq. 2.14
According to Wang et al. (2007), if (1-2v)>0 for a sedimentary rock, then Pfb>h. with v=0.25,

39
2
'
hhfbP
Eq. 2.15
When Pp tends to zero, h tends to h’. Therefore Pfb can be much more higher than h. A main
conclusion from this analysis is that Pfb can be reduced due to fluid invasion but at the same time
be higher than h.
2.3.6 Fracture propagation resistance (FPR)
The fracture propagation resistance approach (Van Oort and Friedheim, 2011) is based on the
conceptual basis from DEA-13 and GPRI project. With the implementation of this approach,
mud losses have been reduced in more than 80% in the Gulf of Mexico (GoM) by preventing the
occurrence of induced fractures. In contrast to these analyses, the FPR involves the use of
different types and concentrations of wellbore-strengthening materials (WSMs). The most
important differences between the FPR and the stress caging and fracture tip isolation
mechanism are presented in Table 2-3.
Table 2-3: Differences on techniques for wellbore strengthening.
FPR aims for an increase in fracture propagation pressure. It is based on fracture tip isolation
where WSMs of specific type and size are important. The size of these particles is also
dependent on the mechanical properties of the rock. This approach can be conducted on OBM or
synthetic-based mud while not requiring squeeze operations. The WSMs are always present in

40
the mud, i.e., a pill is not required. FPR is an effective approach to avoid natural or induced
fractures in shale/sands interfaces. The laboratory evaluation of the WSMs was carried out using
a testing device shown in Figure 2.10 that recreates fractures of different width in impermeable
rock. The objective is to test fracture sealing as a function of mud additives.
Figure 2.10: Test apparatus for WSMs screening and selection (Van oort et al., 2011).
Fracture apertures between 300 and 1000 microns were simulated. The most important
characteristic of the WSMs for an effective fracture sealing were the particle size, particle-size
distribution, concentration, shape, surface texture, compressive strength, bulk density and
resiliency. Synthetic graphite, ground nut hulls, and proprietary oil-wet cellulose particles were
encountered as the best performing material from the screening. It is stated in this study that
further work is required to clearly demonstrate increase in fracture initiation and/or reopening
pressures using leak-off tests (LOT).

41
2.3.7 Numerical simulation of fracture propagation and sealing
Salehi (2011) studied the hoop stress effect of wellbore strengthening. Three-dimensional poro-
elastic finite element simulations were conducted to simulate fracture initiation, propagation and
sealing. A methodology for fracture initialization based on non-linear behavior was conducted
using cohesive modeling. This author argues that wellbore strengthening is only able to cause
hoop stress restoration, but it is not able to increase the hoop stress over its ideal or original
maximum value defined by the Kirsch (1898) analytical solution. Figure 2.11 models the shift
from tensile to compressive mode of the hoop stress. However, the hoop stress is not able to
exceed its original value.
Figure 2.11: Hoop stress at wellbore after fracture sealing (black line), fracture
propagation (redline), fracture initiation (green line) and for intact wellbore (blue line)
from Salehi (2011).
Salehi suggested that the LOT interpretations needs to be conducted carefully. Well conditions
for interpretation of LOT in a well are summarized in Figure 2.12. For an intact borehole, the
pressure has to exceed the effective hoop stress and tensile strength. If a small fracture is present,
the tensile strength does not need to be overcome and the fracture will initiate just by reaching
the effective hoop stress. If a large fracture is along the wellbore, the pressure will reach just the

42
minimum horizontal stress value to propagate the fracture. If a long fracture along the wellbore is
intersecting vugs or natural fractures, then maximum pressure reading will be the pore pressure.
Figure 2.12: Wellbore condition in LOT interpretation (Salehi, 2011).
2.3.8 Experimental analysis and mechanistic modeling of wellbore strengthening
A wellbore strengthening mechanism and parameters involved on wellbore strengthening were
analyzed by Mostafavi (2011). Resilient graphite was identified as the material that provides the
best performance for wellbore strengthening from core fracturing and core reopening
experiments. Core fracturing tests were carried out in the experimental facility illustrated in
Figure 2.13 located at the University of Stavanger in Norway. Concrete samples were used in
the experimental testing. The calcium carbonate in fiber and granular forms was found
ineffective in the core fracturing tests.

43
Figure 2.13: Core fracturing system set-up (Mostafavi, 2011).
Analysis of friction coefficient of the fracture plane concluded that the strengthening process is
improved by higher friction coefficients. An analytical model for tensile fractures was developed
in this work. An increase of the initial breakdown pressure can be obtained. The model includes
fracture size distribution, concentration of particles in the drilling fluid, fracture geometry,
mechanical properties of the particles and friction coefficient of the fracture planes. A critical
particles concentration into the drilling fluid was established. Beyond this concentration the
strengthening process is not improved. This work only considered conventional LCM. Also, the
tests were not conducted in real rock samples. This limits the extrapolation from this idealistic
model to real field operations.
2.3.9 Wellbore strengthening-nano-particle drilling fluid experimental design using a
hydraulic fracture apparatus
Nwaoji (2012) did a first attempt for wellbore strengthening using fluids containing NPs and
LCM. Calcium-based and iron-based NPs were prepared ex-situ and tested in water based mud
and oil based mud. Ex-situ NPs preparation stands for the preparation of NPs in an aqueous
media and then mixing with the mud. For practical purposes, this is not an advisable way for NPs
preparation since it will involve an increase of the water content in the mud. A maximum

44
breakdown pressure increase of 70.31% was obtained using WBM in a permeable media. The
WBM tested was not commercial; it was just composed of water and bentonite. OBM was also
involved in the testing and a maximum breakdown pressure increase of 36.39% was achieved.
The wellbore strengthening mechanism was not addressed. Figure 2.14 shows a pressure vs.
time plot for an OBM blend tested in a sandstone core. Blend 8 stands for a blend containing
NP2 and graphite. Blend 3 contains NP1 and graphite. The control sample is just OBM free of
NPs and LCM. The breakdown pressure increase can be observed from the curves with higher
pressure values than the control sample.
Figure 2.14: P vs. t plot for OBM containing NPs tested on sandstone core (Nwaoji, 2012).
Overall, the WBM performed better than the OBM. This is believed to be due to thicker filter
cake formed with WBM that could help for the fracture sealing. Filtration tests in these blends
were not conducted and this was a limitation of this work. Graphite exhibited superior
strengthening characteristics in comparison to the calcium carbonate as the LCM used. However,
blends containing just graphite (with no NPs) were not analyzed to quantify the effect that NPs
have over the LCM. This means that the positive effect (if any) of NPs on wellbore strengthening
was not quantified. Few tests were run in concrete cores simulating an impermeable media and

45
some degree of strengthening was achieved. In this case the blends containing iron NPs
performed better than the calcium NPs. While a concrete core can simulate an impermeable
media, it cannot be compared with a shale formation. Shale formations have much more different
mechanical properties than concrete. Also, shale formations are sensitive to contact with air and
water while the concrete samples are not. Despite the multiple limitations of this work, results
that might be of interest for field applications were pointed out.
2.3.10 Other wellbore strengthening mechanisms
Other wellbore strengthening mechanisms include the elastic-plastic fracture model proposed by
Aadnoy and Belayneh (2004). They experimentally proved that the fracture resistance is
sensitive to mud composition. They explained the pressure increase considering that cake does
not get broken when the fracture is opened, indeed, it deforms plastically by maintaining a
barrier as illustrated in Figure 2.15. This mud cake deformation cannot take place in low-
permeability formations and this was the reason why they did not find a match between the
analytical and laboratory experiments. They recommended the use of materials of high
mechanical strength instead of polymer-based materials. The fracture breakdown pressure
showed to be very sensitive to the particles content as bridging materials.
Figure 2.15: Elastic-plastic borehole fracture model (Aadnoy and Belayneh, 2004).
Additional works on wellbore strengthening are reported in literature with either limited
experimental or field application evidence. These are listed as:

46
Internal filter-cake bridging and time-dependant wellbore strengthening
(Abousoleiman et al., 2007; Reid and Santos, 2006; Santos et al., 2006):
development of an impermeable filter cake formed inside the fracture increases
fracture resistance
Wettability change of filter cake (Brege et al., 2010): changing filter cake
wettability in presence of non-aqueous fluid from oil-wet to water-wet can increase
the fracture healing of the mud
Thermal effects (Gil et al., 2006; Gonzalez et al., 2004): The near wellbore fracture
pressure can be increased by thermal treatments. By increasing mud and wellbore
temperature the effective fracture pressure can be increased and mud losses can be
prevented. Coupling the thermal effects with the stress caging theory has also been
reported. Initially the wellbore is cooled down to reduce the hoop stress. Then the
stress caging procedure is conducted. Once the fracture reached the end of the
“cold” region the fracture is believed to seal. The whole system will be under
compression when it reaches the original wellbore temperature. This is just an ideal
model carried out using finite element models.
2.3.11 Discussion of wellbore strengthening mechanisms
From all the previous wellbore strengthening mechanism discussed, the tip resistance by the
development of an immobile mass and the stress caging theory are the only ones that are
believed to have impact on field operations. These two mechanisms have been proposed based
on utilization of conventional LCM and granular mud additives.

47
Figure 2.16: Contrast between tip resistance by the development of an immobile mass and
stress caging mechanisms.
Figure 2.16 presents a comparison of the pressure behavior from wellbore to the fracture tip
between the tip resistance by the development of an immobile mass and the stress caging
mechanisms. A situation in which no wellbore strengthening effect is reached is also described
as constant pressure behavior. Note that in the fracture tip isolation there is a sudden decrease in
pressure before the fracture tip. This requires a higher pressure applied to widen the fracture and
overcome the seal. For stress caging, there is a pressure reduction just ahead of the fracture
mouth. This pressure occurs due to the isolation of the body of the fracture with the wellbore.
This will eventually cause the fracture closing due to pressure dissipation in the fracture body.
The next chapters will focus on the identification and investigation of the predominant wellbore
strengthening mechanism by using OBM samples containing in-situ prepared NPs.

48
Nanoparticles Application for Mud Filtration Control Chapter Three:
3.1 Introduction to NPs Application for Mud Filtration Control
NPs as a filtration reduction agent is becoming a more popular practice as documented in
Chapter 1. In this research, NPs application for filtration control in OBM was studied for two
different conditions: HPHT and LPLT. Both set of tests followed the API standard procedure and
were conducted at the Drilling Fluids Laboratory of the Missouri University of Science and
Technology. The hypothesis behind this research step is to relate filtration with wellbore
strengthening. While several authors (Song and Rojas, 2006; Dupriest, 2005, Aston et al., 2004;
Alberty and McLean, 2004) argue that some filtration is required for wellbore strengthening to
take place, it is also important to identify the filtration limit that will impair strengthening
performance. High filtration is associated with weak filter cakes that eventually will not
positively impact the strengthening mechanism. NP1 and NP2 were prepared in-situ from
commercial precursors in OBM to simulate a field practice. The OBM used is a commercial fluid
used in western Canada drilling operations and was provided in 4-gallon containers. Mixing of
the OBM itself was required before the NPs preparation, due to sedimentation that occurs if
mixing is not performed. Graphite was used as a conventional LCM at two different
concentrations to help the filtration process. Graphite is also a required additive for wellbore
strengthening, and modeling of the graphite performance in filtration will allow the
establishment of a match between filtration and strengthening as will be addressed in the
upcoming chapter. Since early 90’s, the graphite has been identified as a powerful wellbore
strengthening agent (Morita et al., 1990; Fuh et al., 1992). Current research (Nwaoji, 2012)

49
concluded the superior performance of graphite compared to calcium carbonate in wellbore
strengthening tests using OBM.
From this study filtration performance of NPs was investigated as a function of pressure,
temperature and concentration of additives. Impact in resulting blends-rheology was analyzed as
a consideration for application in field operations. Optimum NPs and graphite concentrations
were identified and the individual effect of NPs and graphite was quantified at such
concentrations. Results indicate that blends containing NPs and LCM behave differently at
different pressure and temperature conditions, always with NP1 giving a superior effect on
filtration reduction.
3.2 Experimental Methods
3.2.1 Drilling fluid characterization
OBM was selected as the drilling fluid in this work. This type of mud is used broadly due to its
inhibitive characteristics while drilling shale formations, low density values for applications in
sub-pressured basins, good rheological properties at high temperatures and superior lubrication
characteristics in comparison with WBM. The composition and rheology of the OBM used in
this study is presented in Table 3-1.
Table 3-1: OBM composition and rheology.
Oil/Water Ratio 90/10
CaCl2 brine (30 wt% solution) 10%
Emulsifier (tall oil fatty acid) 8.0L/m3
Hydrated lime 15-20 kg/m3
Gilsonite 5.0 kg/m3
Organophilic clay 5 kg/m3
Mud rheology
PV=15 cP, YP=4 lb/100ft2, Gel 10s=1.8 lb/100ft2, Gel10min=2 lb/100ft2

50
3.2.2 NPs characterization
Two different types of in-house prepared nanoparticles were investigated in this work for
reduction of mud filtration. Iron hydroxide (NP1) and calcium carbonate (NP2) nanoparticles
were prepared in-situ (i.e., inside the drilling mud) at different concentrations. In-situ preparation
was conducted since it yields a superior filtration loss reduction in contrast to ex-situ preparation
(Zakaria, 2013). Formation of NP1 follows the chemical reaction:
)()(3)()(3 33 aqsss NaClOHFeNaOHFeCl Eq. 3.1
According to SEM imaging on filter cakes after filtration experiments NP1 have an average size
of 30 nm (Zakaria, 2013). NP2 are obtained from the next chemical reaction:
)()(3)(2)(32 2 aqsss NaClCaCOCaClCONa Eq. 3.2
NP2 have in general a bigger size than NP1. It has a mean particle size of 60 nm (Zakaria, 2013).
Commercial grade precursors are used for the formation of the NPs. Laboratory grade precursors
were also used to perform some tests during an early experimental stage and the results obtained
were practically similar to those by using commercial grade precursors. As this work is intended
to be applicable in industry operations, commercial grade precursors were selected to perform
the experiments due to its much lower cost.
3.2.3 LCM Characterization
Blends containing NPs were then mixed with glide graphite at two different concentrations.
Graphite concentrations of 0.5 wt% and 2.0 wt% were selected as basis concentrations from
exhaustive screening tests that concluded that graphite concentrations >2.0 wt% will yield to
significant precipitation while mixing. Figure 3.1 shows the graphite used.

51
Figure 3.1: Glide graphite.
Table 3-2 presents the graphite chemical composition. Some ash and moisture are present in the
sample used.
Table 3-2: Graphite chemical properties (courtesy of Bri-Chem).
Carbon (LOI) 99%
Ash 1.0% max
Moisture 0.5% max
Table 3-3 focuses on the graphite particle size distribution. Most of the particles range between
75 and 212 microns.
Table 3-3: Graphite particle size distribution (courtesy of Bri-Chem).
Particle Distribution (Ro-Tap screen analysis)
International ISO 565 (tbl 2): 1983
Nominal Opening mm/Microns
American ASTME (11-87) Alt. US
Standard Inch/Sieve
Batch Typical % Retained on
850 micron 20 0.1
425 40 4.3
212 70 33.62
150 100 34.35
75 200 27.37
0 Pan 0.24
52
3.3 Establishment of Concentration Limits
The maximum concentrations limits of NPs were established based on performance of these
additives on the diesel base (OBM) and mineral base muds. This analysis was conducted during
the spring and summer of 2012 in the Experimental Research Laboratory at the University of
Calgary. For OBM, a maximum concentration of NP1 of 2.5 wt% was set as further values did
not impact the filtration volume at LPLT using filter paper. The maximum level of graphite was
selected based on its precipitation while mixing, since it could bring operational challenges to the
pumping system. The maximum graphite level was set at 2.0 wt% since a higher concentration
will form a significant amount of precipitate that will not mix homogeneously with the blend. 2.0
wt% of graphite exhibited stability in the blend for 24 hours without a significant precipitation.
Figure 3.2 shows graphite precipitate after mixing at a 3.0 wt% concentration.
Figure 3.2: Graphite precipitation after mixing.
Maximum concentration for NP2 was set in 2.5 wt% since if higher concentrations are used, i.e.,
3.0 wt%, considerable precipitations of NPs and precursors were experienced in the blend, which
in turn, will negatively impact the drilling hydraulics in real operations. Based on the Na2CO3
solubility in water (246 g/l at 25 °C) and considering that the water content in the emulsion

53
corresponds to 10%, this concentration limit was selected. Figure 3.3 shows the precipitation of
the solid precursors after mixing while preparing NP2. In addition to precursor’s precipitation,
NP2 concentrations higher than 2.5 wt% did not considerably help in filtration reduction and will
on the other hand; require higher costs and additional operational requirements. Good stability
was observed from the maximum concentration of NPs in the blends. After 4 weeks, no NPs
precipitation was observed. The same stability was reported by Zakaria (2013). The minimum
concentration of 0.5 wt% was selected based on previous research results that involved 0.2 wt%
as the minimum concentration (Nwaoji, 2012). It was concluded that concentrations >0.2 wt%
would be more representative.
Figure 3.3: NP2 precursors precipitation after mixing.
3.4 Introduction to the Experimental Analyses
LPLT and HPHT filtration tests were conducted on blends containing NP1 and NP2 using filter
papers and ceramic discs. Results were compared to the OBM control sample filtrate. The
control sample did not contain NPs and graphite. Percentage of filtration reduction was
calculated and analyzed vs. the NPs concentration. Three replicates were conducted per test.
Good repeatability was obtained. Filtration devices, details on mud mixing, and the NPs

54
preparation procedure are discussed as follow. Details on the experimental arrangements are also
addressed.
3.5 Filtration Devices
For LPLT filtration experiments, a Fann multiple unit filter press was used following the
specifications stated on the Fann LPLT Filter Press Instruction Manual 207128. Filtration
process was conducted at constant pressure of 100 psi. Filter papers with diameter of 3.5 in and
particle size retention of 2-5 microns were used in the arrangement.
HPHT testing was carried out using a 170-00-7 Ofite HPHT filter press presented in Figure 3.4.
CO2 cartridges for pressurization were used. A total differential pressure of 500 psi was applied
to the drilling fluid in the pressure cell. A pressure of 600 psi was applied from the top and a
back pressure of 100 psi was kept in the bottom. The filtration process took place at 250 °F
according to the Fann HPHT Filter Press Instruction Manual 209486. Graduated cylinders of 25
ml were used to collect the filtrate after 30 min.
Figure 3.4: 170-00-7 Ofite HPHT filter press.

55
3.6 Drilling Fluid Mixing
OBM was provided in 4-gallon containers. For NPs preparation purposes, the fluid was divided
into 1-liter vessels. A paint mixer shown in Figure 3.5 was used with a hand drill.
Figure 3.5: Paint mixer used to mix OBM.
Figure 3.6 presents the arrangement for the OBM mixing. A hole was opened on the container lid
to mix it and avoid fluid leakage. The mixing was carried out during 10 min to create a
homogeneous blend. Then, the fluid was placed in 1-liter vessels that facilitated the NPs
preparation since the NPs-containing blends were based on a 500 ml of OBM.
Figure 3.6: OBM mixing with hand drill.
3.7 Nanoparticle Preparation Procedure
A stepwise addition of solid precursors was conducted directly on the drilling fluid for in-situ
preparation of NPs. Zakaria (2013) found that that in-situ prepared NPs exhibit a higher
performance on filtration reduction in contrast to ex-situ prepared NPs. It is believed that the

56
higher water level content from ex-situ prepared NPs impairs on the NPs dispersion and
interaction with organophilic clays in the mud. The mixing procedure was carried out at high
shear rate using a Hamilton Beach 10-speed blender as shown in Figure 3.7 at 2500 rpm. 500 ml
of OBM was used as a base volume. The graphite was added following a similar method after the
NPs are formed. The maximum NPs concentration limits were selected based on an exhaustive
experimental testing that considered rheology, filter cake thickness, and precipitation while
mixing. After investigating the effect of mixing in NPs performance using different approaches,
a mixing procedure for NP1 and NP2 preparation is proposed in this work and is presented as
follows.
Figure 3.7: Hamilton Beach 10-speed blender containing drilling fluid.
3.7.1 NP1 mixing procedure
A powdered precursor called Pearl Jam (Chemfax) leads to the formation of NP1. This precursor
results from the mixing of iron hydroxide (III) and caustic soda at 90% of purity. This precursor
is sensitive to air as it quickly oxidizes. After testing different ways for the precursors addition
based on LPLT tests, the best results were obtained when NP1 at 0.5 wt% (low) were prepared
by an average addition of 2.3 g followed by 1 min of mixing at high shear rate. Concentration of
1.0 wt% (medium) is carried out by an addition of 3.5 g followed by 1 min of mixing at high

57
shear rate. Likewise, NP1 at 2.5 wt% (high) are prepared by additions of 7 g of precursors
followed by 1 min of mixing. Addition of the same amount of precursor for all the
concentrations proved to be not effective, as a significant amount of foam was obtained. This
foam is a key parameter that affects the filtration at both conditions of HPHT and LPLT.
The graphite addition was conducted similarly to the addition of the NP1 precursor. Graphite at
low concentration (0.5 wt%) was prepared by addition of 0.8 g amounts followed by 1 min of
mixing. The high graphite concentration (2.5 wt%) involved the addition of amounts of 2.35 g
followed by 1 min of mixing. An average temperature of 139°F was recorded immediately after
the blends preparation in presence of graphite. This temperature increase resulted from the
mixing at high rpm. It was observed that the longer mixing resulted in higher blend temperature.
3.7.2 NP2 mixing procedure
Soda ash (solid Na2CO3 commercial grade supplied by Canamara) and calcium chloride (solid
CaCl2 commercial grade supplied by Canamara) at 90% of purity are the basic precursors for the
preparation of the NP2. Soda ash is first added to the fluid using a stepwise addition similar to
that described for NP1. Then, the calcium chloride is added similarly. The optimum procedure
for addition of precursors was determined through testing under LPLT while controlling the
amount of foam formed. Low concentration of NP2 requires the addition of 0.93 g for each
precursor followed by 1 min of mixing. Medium concentration of NP2 is prepared following the
same procedure for the preparation at low concentration. The high concentration follows
additions of 1.8 g of precursors followed by 45 s of mixing. Low and high addition of graphite is
conducted similarly to the procedure used for NP1. An average temperature of the blend of
131°F was recorded after the NP2 preparation in presence of graphite. A similar value was
reported for NP1 and this gives an idea of the temperature range at which the NPs are stable.

58
3.7.3 Rheology analysis
The rheological properties of the blends were measured at a standard test temperature of 120°F
(API Recommended Practice 13D). These included plastic viscosity (PV), yield point (YP), gel
strength at 10 sec (10 s GS) and 10 min (10 min GS). Measurements were performed at two
graphite levels: low and high. Most of these parameters fell within acceptable ranges, whereas
the yield point deviated a little at some combination of concentrations. Table 3-4 presents the
test matrices, which illustrates the nomenclature used to report the rheology results.
Concentrations are expressed in wt %. Rheology results are presented in Table 3-5.
Table 3-4: Tests matrices for rheology testing of NP1 and NP2.
NP1
0.5% 1.0% 2.5%
Graphite
0.5% DF1 DF2 DF3
2.0% DF4 DF5 DF6
NP2
0.5% 1.0% 2.5%
Graphite
0.5% DC1 DC2 DC3
2.0% DC4 DC5 DC6
The nomenclature “DF” is used to indicate that the blend is composed of OBM with presence of
iron-based NPs (NP1). The expression “DC” stands for a blend composed of OBM and calcium-
based NPs (NP2). The numbering is performed to differentiate between different concentrations;
including that of graphite. NP2 blends give an average increase in gel strength of around two
units in comparison to the control sample at 10 s and 10 min. Increase of about 2 units in average
on the value of plastic viscosity was experienced by NP2 blends. NP1 causes reduction in the
yield point of the blends especially at high graphite concentration. The addition of graphite did
not significantly impact the plastic viscosity and gel strength of the blends containing NP1.

59
However, this is not the case for blends containing NP2, where the addition of graphite led to an
increase of PV on around 4 units in comparison to the blends with low graphite content. High
level of graphite was also observed to have an effect on gel strength in NP2 blends.
Table 3-5: Rheology results for all blends (DF stands for iron-based blends and DC1 stands
for calcium-based blends).
Composition
Rheology @ 120°F
PV
(cP)
YP
(lb/ft2)
Gel 10 s
(lb/100ft2)
Gel 10 min
(lb/100ft2)
DF1 13 3.0 2.0 2.3
DF2 13 0.0 2.0 2.2
DF3 13 1.0 2.0 2.3
DF4 12 0.0 1.8 2.4
DF5 13 0.0 2.0 2.2
DF6 13 0.0 1.8 2.2
DC1 15 3.0 3.5 4.0
DC2 14 5.0 3.0 3.5
DC3 14.5 2.0 3.8 4.0
DC4 18 5.0 4.2 4.6
DC5 19 6.0 4.5 5.2
DC6 21 5.0 4.8 5.9
In general the rheology was not significantly affected by the addition of NPs due to the small
concentrations. Zakaria (2013) also reported a slight change in rheology parameters due to NPs
addition on OBM. Slight reduction on PV by addition of NP1 are due to the presence of the
hydroxyl group (OH-) on the NPs surface that creates agglomeration and a higher mass of
selective physisorption of organic clay suspension on the NPs free surface (Srivasta, 2010).
Reduction of blends rheology by addition of NP1 was also a finding in Zakaria (2013) research
work. The reduction on the yield point by addition of NP1 is believed to occur due to the anionic

60
nature of hydroxyl group and their interaction (acting as a thinner) with the charged edges of the
suspended clays on the mud. This effect can be seen as an analogy of the work performed by
deflocculants (commonly anionic polymers) that neutralize positive charges on clay surfaces and
prevent flocculation (SLB Oil Field Glossary). A polymeric fatty acid having concentrations of
0.5-3.0 lb/bbl (1.4-9.0 kg/m3) or organophilic clay at concentrations of 1-6 lb/bbl (3-17 kg/m
3)
can be used in NP1 to improve the rheological and suspension properties (Baroid Drilling Fluid
Manual, 1997). Note that the organophilic clay requires a polar additive such as water to develop
a higher yield point which may impact the NPs performance.
Addition of NP2 increased the plastic viscosity of the blends. The viscosity increase by addition
of calcium-based NPs has also been reported by Zakaria (2013). Manea et al. (2012) reported
increase in viscosity of the blends by addition of calcium carbonate microparticles. The NP2
bridging capability on invert emulsions is believed to be the reason for the plastic viscosity
increase and rheological stability Zakaria (2013).
3.8 LPLT Filtration Analysis
Percentage of filtrate reduction under LPLT after 30 min for different NPs concentrations and
graphite as LCM are presented in Figure 3.8. The percentages were calculated based on a
filtration of 7.0 ml at 30 min for the control sample. Three replicates were conducted per
experiment and the standard deviation is shown in the figure for each point. Also, the effect of
the NPs on the filtration was quantified by testing blends only containing graphite, i.e., 0 wt% of
NPs. At higher concentrations of NP1, a higher filtrate reduction is obtained for the two levels of
graphite. At 0 wt% NP1, the graphite level gave a filtrate reduction difference >10%. However,

61
at concentrations larger than 1 wt% of NP1 the graphite level did not play a crucial role in the
filtration reduction trends.
(a) (b)
Figure 3.8: (a) Percentage of reduction in mud filtration at 30 min under LPLT for NP1.
(b) Percentage of reduction in mud filtration at 30 min under LPLT for NP2.
After the filtration experiments, the filter cake thickness was characterized to allow a
comprehensive results analysis. Figure 3.9 presents photographs of filter cakes collected
following LPLT measurements. Cake thickness is quoted as one important characteristic of the
filter cakes. Just a slight increase in thickness was experienced by the addition of the graphite.
Figure 3.10 presents photos of filter cakes collected following LPLT tests in the presence and
absence of NP1 and NP2. For NP1, note that in comparison to the control sample (sample with
no NPs and graphite), blends containing low graphite level (DF1, DF2, and DF3) just give an
average 25.3% of thickness increase. Blends containing high graphite concentration (DF4, DF5,
and DF6) yield 4.7% of thickness increase in comparison to the blends containing low graphite
and 31.3% with respect to the control sample.

62
Figure 3.9: Filter cake characterization for control sample and blends containing graphite
at low and high concentrations at LPLT.
NP2 blends containing low graphite level yield a 33% thickness increase in comparison to the
control sample. Likewise, blends containing high graphite concentration gave a 35% thickness
increase. Just a 1.5% thickness increase was the result of going from low to high graphite
concentration. Filter cake characterization concluded that both types of NPs are effective
additives for filtration reduction in OBM, only creating a slight increase in filter cake thickness
which will prevent the occurrence of stuck pipe.
Figure 3.11 shows a plot that simultaneously shows % of filter cake thickness increase (right
vertical axis) and % filtrate reduction (left vertical axis). These parameters are plotted vs. NPs
concentration. The points are based on average filtration reductions and filter cake thicknesses.
High NPs concentration and high level of graphite (red line) yields thicker cakes, however, the
level of graphite is barely affecting the filtration trends.
Sample Description and Thickness Filter Cake after 30min
0.6±0.2mm
0.5±0.1mm
0.65±0.2mm
Control Sample (CS)
Graphite 0.5wt%
Graphite 2.0wt%

63
(a) (b)
Figure 3.10: (a) Filter cake characterization for control blends containing NP1 at LPLT.
(b) Filter cake characterization for control blends containing NP2 at LPLT.
It can be inferred that NP1 concentration of 1 wt% is the best performing since further addition
of NPs will not have a strong impact on the performance. At LPLT, addition of NP1 up to 2.5
wt% helps in forming an effective seal until reaching 100% of filtration reduction. This may be
due to the good interaction between NP1 nanoparticles and the organophilic clays contained in
the mud. NP1 are believed to have a good interaction with the negative edges of the clays
(Zakaria, 2013). It was observed that at higher concentration of NP2, a slightly less reduction in
the filtrate is obtained. Nonetheless, the positive effect of the NPs is evident when comparing the
Sample Description and Thickness Filter Cake after 30min
0.63±0.2mm
0.65±0.1mm
0.66±0.1mm
0.66±0.2mm
0.62±0.3mm
DF4
DF5
DF6
DF2
DF1
DF3
0.63±0.1mm
0.68±0.2mm
Sample Description and Thickness Filter Cake after 30min
0.66±0.1mm
0.67±0.1mm
DC2
DC3
DC4
DC5
DC6
0.67±0.1mm
0.67±0.2mm
0.68±0.2mm
DC1

64
results to the case at 0 wt% NPs. From the previous figure it can be concluded that as NPs
concentration increases, the effect of graphite level becomes less important particularly for NP1.
(a) (b)
Figure 3.11: % filtrate reduction (left axis) compared to % filter cake thickness increase
(right axis) for (a) NP1 and (b) NP2.
NP2 performance as a filtration reduction agent indicates that a concentrations >0.5 wt%, further
improvement in filtrate reduction is not obtained. This may happen due to an increase in NPs
aggregation and this fact can be supported by analyzing the filter cake thickness increase
obtained. In general it was observed that NP1 is superior in performance in comparison with
NP2. NP2 concentration of 0.5 wt% is the best performing since further addition of NPs did not
impact the filtration reduction significantly, and in turn, will carry additional operational issues
(eventual precipitation) and higher expenses. Overall, the performance of NP1 blends is better
compared to NP2 blends at LPLT.
The individual effect of graphite addition to the blends was evaluated at the optimum
concentrations (1.0 wt% for NP1 and 0.5 wt% for NP2) in an earlier research stage. Only NP1 at
1.0 wt% gives 90% filtration reduction. NP2 at 0.5 wt% gives 31.3% of filtrate reduction. By

65
looking at Figure 3.11 at these mentioned concentrations, it is concluded that graphite addition
yields a slight improvement in filtration reduction at LPLT in combination with NPs. This could
be explained by considering that the graphite will help in the creation of a more effective seal
due to its wider range of particle sizes.
3.9 HPHT Filtration Analysis
2.5” x 0.25” ceramic discs that simulate a porous media of 775 md (mean pore throat of 10
microns) were utilized under HPHT conditions to evaluate the effect of NPs in the reduction mud
filtrate. These ceramic discs are the ones with the lowest commercially available permeability.
The lowest permeability was selected to resemble the permeability of sandstone samples in later
wellbore strengthening tests. The pressurization was conducted using CO2 cartridges. A back
pressure of 100 psi was used. Figure 3.12 summarizes the percentage of filtrate reduction when
NPs were used relative to 6.0 ml at 30 min obtained for the control sample. Three replicates were
conducted per experiment and the standard deviation is shown. Filtration reduction trends can be
visualized. NP1 concentration of 0.5 wt% and NP2 concentration of 2.5 wt% gave the best
performance. In order to conduct an insightful interpretation of the results, the filter cake
thickness after 30 min for each experiment was characterized. Figure 3.13 presents the filter cake
characterization for the control sample (sample without presence of NPs and graphite), blends
containing only graphite at low and high concentrations and blends containing only NPs at the
best performing concentrations mentioned previously. Just a slight increase in thickness was
observed by the addition of only graphite and NPs to the blend.

66
(a) (b)
Figure 3.12: (a) Percentage of reduction in mud filtration at 30 min under HPHT for NP1.
(b) Percentage of reduction in mud filtration at 30 min under HPHT for NP2. 775 md
ceramic discs were used in the filtration experiments.
Figure 3.13: Filter cake characterization for CS and blends containing graphite at low and
high concentrations and blends containing just NP1 and NP2 respectively at HPHT.
Sample Description and Thickness Filter Cake after 30min
1.5±0.1mm
1.6±0.1mm
1.71±0.3mm
Graphite 0.5wt%
Graphite 2.0wt%
Control Sample (CS)
Only 0.5 wt% NP1
Only 2.5 wt% NP2
1.6±0.5mm
1.5±0.3mm
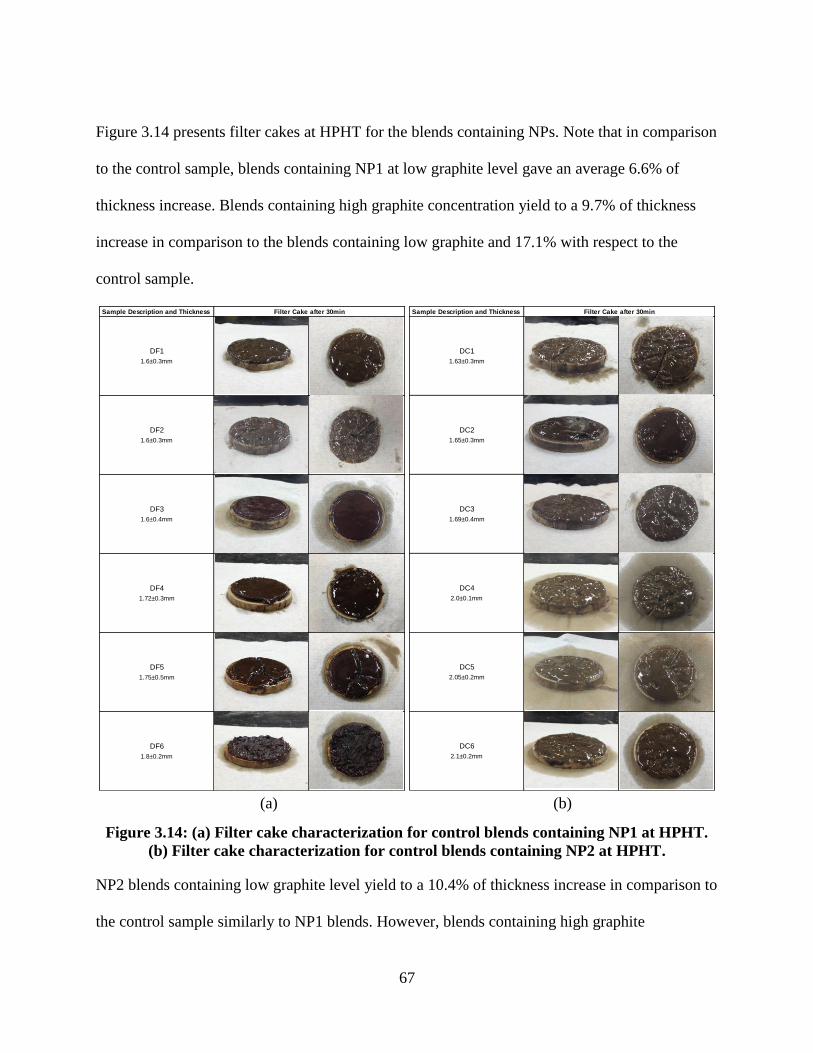
67
Figure 3.14 presents filter cakes at HPHT for the blends containing NPs. Note that in comparison
to the control sample, blends containing NP1 at low graphite level gave an average 6.6% of
thickness increase. Blends containing high graphite concentration yield to a 9.7% of thickness
increase in comparison to the blends containing low graphite and 17.1% with respect to the
control sample.
(a) (b)
Figure 3.14: (a) Filter cake characterization for control blends containing NP1 at HPHT.
(b) Filter cake characterization for control blends containing NP2 at HPHT.
NP2 blends containing low graphite level yield to a 10.4% of thickness increase in comparison to
the control sample similarly to NP1 blends. However, blends containing high graphite
Sample Description and Thickness Filter Cake after 30min
1.6±0.3mm
1.6±0.3mm
1.6±0.4mm
1.72±0.3mm
1.75±0.5mm
1.8±0.2mm
DF3
DF4
DF5
DF6
DF2
DF1
2.1±0.2mm
Sample Description and Thickness Filter Cake after 30min
1.63±0.3mm
1.65±0.3mm
1.69±0.4mm
2.0±0.1mm
2.05±0.2mm
DC5
DC6
DC2
DC3
DC4
DC1

68
concentration gave a 36.6% of thickness increase. 23.7% of thickness increase is obtained by
increasing graphite concentration from low to high. Compared to what happened in NP1 blends
at high graphite concentration, NP2 blends at high graphite concentration give a significantly
thick filter cake. Figure 3.15 compares in the same plot filtration reduction and filter cake
thickness for each NP type to facilitate the results interpretation. Filter cake thickness increase is
referred to the right vertical axis and % HPHT filtrate reduction is referred to the left vertical
axis. These parameters are plotted vs. NPs concentration. Curves were constructed based on
average filtration reductions and filter cake thicknesses. At low graphite concentration there is no
significant effect of NP1 and NP2 addition on filter cake thickness. At high graphite
concentration, there is an increase on the cake thickness as NP1 and NP2 concentrations become
higher.
(a) (b)
Figure 3.15: % HPHT filtrate reduction (left axis) compared to % filter cake thickness
increase (right axis) for (a) NP1 and (b) NP2.
Contrary to what happened at LPLT conditions, the best filtrate reduction was obtained at the
lowest NP1 concentration. This is due to the stability of NP1 at HPHT conditions.

69
High concentration of NP1 at HPHT may result in poor interaction between the NPs and the
clays creating significant NPs agglomeration and a high-permeability cake. This claim is
corroborated by analyzing the filter cake thicknesses increase. For field application purposes this
is a useful finding since it is always advisable to work under low-additives concentration for
economic and environmental reasons. The increase of filtrate reduction with respect to the blend
containing 0 wt% of NPs was significant and this corroborates the success of the NP1 in
reducing filtration. The graphite addition up to a high level of 2.0 wt% demonstrated beneficial
results for filtrate reduction especially at NP1 concentrations less than 2.5 wt%. The graphite
effect is not that significant at high NP1 concentrations. At HPHT conditions, NP2 work better
at high concentration in contrast to what was observed at LPLT, where higher filtrate reductions
were obtained at low concentrations. It is believed that at HPHT, NP2 exhibit a good dispersion
into the mud (Zakaria, 2013). NP2 proved to have an effect on filtrate reduction in comparison to
the case in which 0 wt% of NPs was tested. For NP2, increasing the graphite concentration to
2.0 wt% resulted in a negative effect in filtration. This is due to the interaction between NP2 and
graphite at HPHT, which is evident from the significant increase in the filter cake thickness. This
high thickness indicates the poor agglomeration of the NPs and graphite during the filtration
process and therefore the performance at low graphite concentration is better when using this
type of NPs. Similar to the LPLT testing, as the NPs concentration is increased, the effect of the
graphite concentration becomes less pronounced for filtration reduction particularly for NP1.
NP2 at 2.5 wt% was observed to be the best performing concentration since it gave higher
filtration reduction. Overall, the performance of NP1 blends is better compared to NP2 blends at
HPHT. It was observed that thicker cakes imply a less efficient filtration reduction process.

70
Investigation of the individual effect of the NPs and graphite on filtration reduction was carried
out at the best performing concentration for each NPs type. A blend containing NP1 at 0.5 wt%,
with no graphite was tested at HPHT on a ceramic disc and the result is plotted as a green dot in
Figure 3.16 giving a 50% of filtrate reduction.
Figure 3.16: Percentage of reduction in mud filtration at 30min under HPHT for NP1. The
green dot represents the blend only containing NP1 at 0.5 wt%.
Figure 3.16 shows that 0.5 wt% of NP1 gives a higher filtrate reduction than pure graphite at
both 0.5 wt% and 2.0 wt%. This confirms the superior performance of the NP1 in comparison to
a conventional LCM. The blend consisting of 0.5 wt% of NP1 and 0.5 wt% of graphite is slightly
improving the performance in comparison to the use of just NP1. However, the situation in
which 0.5 wt% NP1 is combined with 2.0 wt% graphite, gives a more pronounced improvement.
Likewise, a blend containing 2.5 wt% of NP2 was tested at HPHT resulting in the green dot on
Figure 3.17 with a 30.9% of filtrate reduction. NP2 at 2.5 wt% gives a higher filtrate reduction
than just graphite at both 0.5 wt% and 2.0wt%. Similarly to the situation with NP1, NP2
performed better than just conventional LCM. By combining 2.5 wt% of NP2 and 2.0 wt% of
graphite, just a slight increase in filtrate reduction is observed. This could be due to
agglomeration between NP2 and graphite both at the highest level; this condition in fact yields to

71
the highest filter cake thickness. When a combination of 2.0 wt% of NP2 and 0.5 wt% of graph
is conducted, a higher filtrate reduction is obtained in comparison to the system containing just
NP2 at 2.5 wt%. This means that at high level of NP2, just a small amount of graphite is needed
to create an effective seal. Results from filtration experiments show that at this concentration, the
best performance in filtration reduction was achieved.
Figure 3.17: Percentage of reduction in mud filtration at 30 min under HPHT for NP2. The
green dot represents the blend only containing NP2 at 2.5 wt%.
The mud cake characterization in a porous media shed a light on the utilization of these NPs
types during drilling operations using OBM. Figure 3.18 shows a cross-section of a ceramic disc
after testing of blend DF3. Note that the fluid invasion cannot be easily observed just by looking
at the ceramic disc cross-section.
Figure 3.18: Cross-section of ceramic disc after DF3 blend testing at HPHT.
16.7% 23.3% 30.9%

72
A SEM analysis to characterize the NPs size on filter cakes was conducted by Zakaria (2013) as
part of his doctoral thesis for the Drilling Research Team at the University of Calgary. WBM
was used in the analysis due to the complexity of SEM images on OBM systems. NP1 were able
to create a smooth surface on the filter cake that proves their ability to accommodate into the
small spaces created by larger particles. Figure 3.19 shows a plot of a SEM image without and
with NP1. From Figure 3.19 (b) it is possible to visualize that NP1 creates a smooth surface free
of cracks. Figure 3.19 (a) shows a rough surface, with significant cracks in absence of NP1. This
corroborates the ability that NP1 have on reducing the filtrate at HPHT and LPLT since flow is
believed to be uncontrolled through cracks and cakes imperfections.
Figure 3.19: SEM image of filter cake for blend (a) without NP1 and (b) with NP1
(Zakaria, 2013).
NP2 were also analyzed using SEM images in presence of WBM. In comparison to NP1effect on
filter cake, addition of NP2 nanoparticles did not give smooth cake surfaces as evidenced by
Figure 3.20 that shows a SEM image of a filter cake with and without NP2. This helps to explain
the superior performance of NP1 over NP2 in terms of filtration reduction. Results obtained from
SEM analysis agree with the findings reported in this chapter.

73
Figure 3.20: SEM image of filter cake for blend (a) without NP2 and (b) with NP2
(modified from Zakaria, 2013).
3.10 Summary
The experimental research conducted in this chapter proved the successful application of in-
house prepared NPs and LCM in reducing mud filtration in a porous media using OBM.
Filtration performance vs. NPs concentration was investigated and results will serve as the first
wellbore strengthening performance indicators. Blends (composed by a specific NP type) that
provided the best performance on filtration reduction are expected to have a better effect in
wellbore strengthening. These findings are anticipated to be of significant impact in drilling
operations to mitigate the formation damage due to fluid invasion. The most remarkable findings
from this analysis are:
- NP1 and NP2 reduced mud filtration on a porous media simulated by ceramic discs under
HPHT conditions with filtrate reductions up to 76% with NP1. NP1 blends yield to the higher
filtration reduction at LPLT and HPHT
- NP1 and NP2 worked successfully at LPLT. NP1 reached up to 100% filtrate reduction. Better
results are obtained at higher graphite concentration at these conditions

74
- Acceptable filter cake thicknesses (< 40% increase compared to control sample) were obtained
for both LPLT and HPHT conditions. The graphite level has a significant effect on filter cake
thickness at HPHT compared to LPLT conditions particularly for NP2-blends. Excessive mud
thicknesses were associated with non-effective filtration processes. NPs agglomeration may
result in high-permeability and thicker cakes
- Blends that combined NPs and graphite gave superior performance compared to blends
containing graphite in absence of NPs
- NP1 worked better at lower NPs concentrations at HPHT. NP2 gave better filtrate reduction at
higher NPs concentrations at HPHT. At LPLT, NP2 performed reasonably better at low NPs
concentrations
- In blends containing NP2 at HPHT, low graphite level worked more efficiently due to the thick
cakes formed at high graphite concentration. Poor interaction between NPs and clays on blends
is believed to be the reason
- Rheology of the blends is not significantly affected by the addition of NPs and LCM. This
allows the consideration of these blends for practical field applications in the presence of some
viscosifiers/suspending agents

75
Nanoparticles Application for Wellbore Strengthening in Sandstone Cores Chapter Four:
4.1 Introduction to the Experimental Analysis
Wellbore strengthening in sandstone cores was evaluated using NPs and graphite as LCM with
OBM. Sandstone cores with a wellbore that is cased and cemented were used to scale a well into
laboratory dimensions. This core was then placed into a hydraulic fracturing apparatus which
applies overburden and confining pressure and allows injection of fluid into the wellbore using
syringe pumps. More than one injection cycle was carried out and software constructed on
LabVIEW® platform tracked all the injection parameters vs. time.
This research involved tensile strength, porosity, and permeability characterization. The sample
preparation was part of the work carried out by the author and included a long and exhaustive
process that started with drilling of the cores from sandstone slabs, drilling of the wellbore,
setting of casings and steel caps and finally grinding of the cores to obtain a smooth surface that
allows application of confining pressure evenly. After the core was tested, cleaning of the steel
caps was required for use in future tests. Wellbore strengthening was obtained using NPs in
OBM and trends as a function of NPs and graphite concentration were identified. Impact of
HPHT filtration was quantified on wellbore strengthening and the match between these two
parameters was investigated. The wellbore strengthening mechanism was identified based on
experimental evidence from optical microscopy, SEM, and EDX analysis. These original
findings give insights for field applications and operational design. The sandstone cores
preparation and testing was carried out during the winter, spring and summer of 2013 by the
author at the Missouri University of Science and Technology with strong support received from
faculty and staff of this institution.
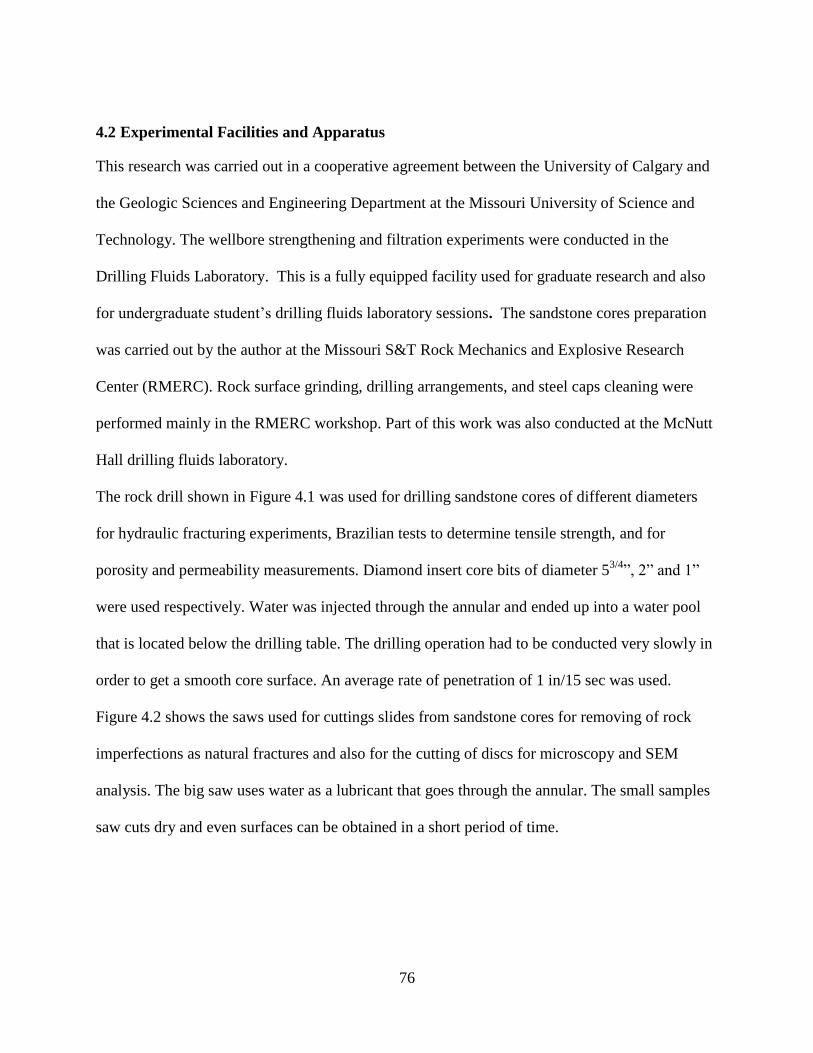
76
4.2 Experimental Facilities and Apparatus
This research was carried out in a cooperative agreement between the University of Calgary and
the Geologic Sciences and Engineering Department at the Missouri University of Science and
Technology. The wellbore strengthening and filtration experiments were conducted in the
Drilling Fluids Laboratory. This is a fully equipped facility used for graduate research and also
for undergraduate student’s drilling fluids laboratory sessions. The sandstone cores preparation
was carried out by the author at the Missouri S&T Rock Mechanics and Explosive Research
Center (RMERC). Rock surface grinding, drilling arrangements, and steel caps cleaning were
performed mainly in the RMERC workshop. Part of this work was also conducted at the McNutt
Hall drilling fluids laboratory.
The rock drill shown in Figure 4.1 was used for drilling sandstone cores of different diameters
for hydraulic fracturing experiments, Brazilian tests to determine tensile strength, and for
porosity and permeability measurements. Diamond insert core bits of diameter 53/4
”, 2” and 1”
were used respectively. Water was injected through the annular and ended up into a water pool
that is located below the drilling table. The drilling operation had to be conducted very slowly in
order to get a smooth core surface. An average rate of penetration of 1 in/15 sec was used.
Figure 4.2 shows the saws used for cuttings slides from sandstone cores for removing of rock
imperfections as natural fractures and also for the cutting of discs for microscopy and SEM
analysis. The big saw uses water as a lubricant that goes through the annular. The small samples
saw cuts dry and even surfaces can be obtained in a short period of time.

77
Figure 4.1: Rock drill.
Sandstone cores for Brazilian tests and porosity and permability testing were grinded using the
grinder shown in Figure 4.3 to get smooth surfaces.
(a) (b)
Figure 4.2: (a) Rock Saw. (b) Small samples saw.
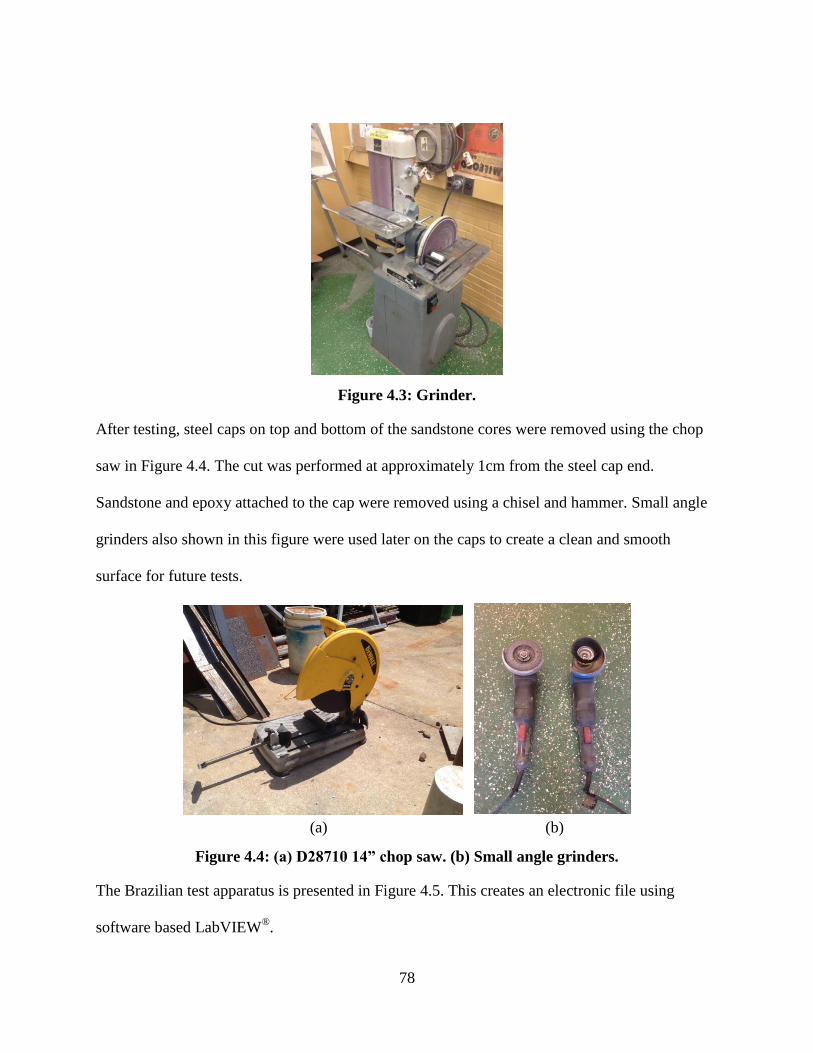
78
Figure 4.3: Grinder.
After testing, steel caps on top and bottom of the sandstone cores were removed using the chop
saw in Figure 4.4. The cut was performed at approximately 1cm from the steel cap end.
Sandstone and epoxy attached to the cap were removed using a chisel and hammer. Small angle
grinders also shown in this figure were used later on the caps to create a clean and smooth
surface for future tests.
(a) (b)
Figure 4.4: (a) D28710 14” chop saw. (b) Small angle grinders.
The Brazilian test apparatus is presented in Figure 4.5. This creates an electronic file using
software based LabVIEW®.

79
Figure 4.5: Brazilian test apparatus.
The hydraulic fracturing tests are conducted using a hydraulic fracturing apparatus that was
designed and assembled at the Missouri University of Science and Technology. This apparatus is
presented in Figure 4.6 and is located at the Drilling Fluids Laboratory. The operating schematic
of this apparatus is presented in detail in Figure 4.7. This apparatus has served for previous
research projects (Liberman, 2012; Nwaoji, 2012) where wellbore strengthening was
investigated using WBM, OBM and several types of rocks. However, shale cores were not tested
before. Cores of different length were also tested.
The pump system is composed of a 10,000 psi/100 ml Isco DX100 syringe pumps shown in
Figure 4.8. This pump applies the confining pressure and injects fluid into the wellbore. Water is
the working fluid in these pumps. The water is placed in stainless steel containers that are refilled
from a water reservoir. An inlet valve allows fluid flow into the pump during refilling and
discharge. Stainless steel lines of 1/8” and 1/4” OD allows distribution to and from the pumps
and to the hydraulic fracturing apparatus. Outlet valves in each pump prevent depressurization of
the system while being refilled.

80
Figure 4.6: Hydrualic fracturing apparatus.
Figure 4.9 presents the mud accumulator system. A stainless steel pipe with an internal piston is
in charge of the accumulation and injection of fluid into the pressure cell. The accumulator is
loaded with drilling fluid that comes from an upper plastic container. This fluid is placed into the
accumulator at 60 psi. The water injection from the pump takes place from the lower part of the
piston and this causes the drilling fluid to go to the core sample line. It is important to clean the
mud accumulator if OBM is planned to be used as the system was previously used to pump
WBM or vice versa. In this research, a careful cleaning of the mud accumulator was performed
by removing the caps and piston using a vise in the workshop. Detergent was used to remove
WBM that remained. O-rings and gaskets were also cleaned and the accumulator was re-
assembled in the hydraulic fracturing arrangement.

81
Figure 4.7: Schematic of hydraulic fracturing apparatus (Liberman, 2012).

82
Figure 4.8: Isco DX100 syringe type pumps (Liberman, 2012).
The hydraulic pump provides the overburden load to the sample. This pump is connected to a
piston located on top of the arrangement. This piston is illustrated in Figure 4.10. Axial load is
applied to the steel caps over the sample by the piston which creates the overburden load.
Figure 4.9: Mud accumulator system (Liberman, 2012).

83
Figure 4.10: Overburden piston (Liberman, 2012).
A rubber sleeve is used to apply confining pressure to the sample. This rubber sleeve is presented
in Figure 4.11. Water coming from the syringe pumps is used to fill the sleeve and apply the
confining pressure.
Figure 4.11: Rubber sleeve top view.
The data acquisition software is based on a LabVIEW® platform and was provided by the pump
manufacturer. The purpose of this software is to record pressure vs. time during fluid injection
into the core. The pump controller is connected to an rs-232 serial port on the computer. This
system is also designed to measure pressure losses in the system.

84
4.3 Sandstone Cores Characterization
4.3.1 Composition
The Roubidoux sandstone used in these experiments was obtained from outcrops located in
Jefferson City (mid-Missouri). This type of rock is an Ordovician, medium grained, laminated to
thinly bedded quartz sandstone. XRD analysis showed a composition of 94% of quartz and 6%
of kaolinite (Abu Bakar and Gertsch, 2011).
Three Roubidoux slabs of 12”(l)x12”(w)x9”(t) were provided. Two slabs are presented in Figure
4.12.
Figure 4.12: Roubidoux sandstone slabs.
4.3.2 Porosity and permeability
The Roubidoux sandstone porosity was measured experimentally using mercury injection. Figure
4.13 shows the small cores (1” x 2”) used in the measurement. Each core was drilled from a
different rock slab.
Figure 4.13: 2”x 1” Sandstone cores for porosity and permeability measurements.

85
Table 4-1summarizes the porosity results. The grain density was also determined for each core.
An average porosity value of 0.14±0.01 in fraction was obtained.
Table 4-1: Sandstone porosity results.
Slab Sample d (mm) L(mm) A (cm2) V (cm
3) Mass (g) Density (g/cm
3) Porosity
1 25.09 52.27 4.94 25.84 58.64 2.27 0.14
2 25.04 52.02 4.92 25.62 57.63 2.25 0.15
3 25.07 51.30 4.94 25.32 57.08 2.25 0.15
The absolute permeability tests were conducted by using nitrogen injection. The results are
presented in Table 4-2. An average value of 12.7 ±3.1 md is calculated for the three samples.
Table 4-2: Sandstone permeability results.
Slab Sample Permeability (md)
1 10.5
2 16.2
3 11.4
4.3.3 Tensile strength
The tensile strength was determined by the Brazilian test arrangement presented in Figure 4.5.
Rock samples of 2” x 1” were used. These samples were obtained from three sandstone rock
slabs by drilling with a 2” diamond core insert bit. Then, the samples were cut using the rock saw
from Figure 4.2(b) every 1”. Three replicates were conducted per rock slab. Figure 4.14 presents
the samples after testing. Samples from slabs 1, 2, and 3 are labeled as (a), (b), and (c).
Table 4-3 shows the results for the three replicates conducted per rock slab. The Roubidoux
sandstone UCS is quantified in 12325 psi (Salehi and Nygaard, 2012).
Based on the porosity, permeability, and tensile strength values it can be concluded that the three
rock slabs used for the sample can be considered as the same porous media.

86
(a) (b) (c)
Figure 4.14: Sandstone cores after Brazilian test for (a) Slab 1, (b) Slab 2, and (c) Slab 3.
Table 4-3: Tensile strength for the three sandstone slabs.
Slab Sample Tensile Strength (MPa)
1 2.40 ± 0.46
2 2.24 ± 0.13
3 2.33 ± 0.10
4.4 Sandstone Cores Preparation
The sandstone core preparation consists of the next main steps:
Drilling of 53/4
” cores from slabs
Drilling of 9/16” wellbore in the center of the cores
Casing assembly on steel caps and cementing of caps in cores
Cement dry out
Core surface grinding
Core vacuuming and saturation
Post-testing caps cleaning

87
These core preparation steps take a minimum of four days per core. Each step needs to be
conducted carefully to ensure repeatability of the same initial parameters for each test. A
description of each of the core preparation steps is presented as follows.
4.4.1 Drilling of 53/4
” cores from slabs
The core preparation starts with drilling of 53/4
x 9” cores from the rock slabs. A 53/4
” diamond
insert core bit was used as shown in Figure 4.15. The core slab is secured in the drill table using
a chain. The drilling operation of the core is also illustrated while water is injected to lubricate
the bit and for cuttings removal. The slab needs to be well secured otherwise vibration is
experienced and the core surface obtained is not smooth. A smooth surface is required on the
cores to be able to apply confining pressure evenly.
(a) (b)
Figure 4.15: (a) Sandstone core drilling arrangement. (b) Sandstone core drilling while
pumping water.
Figure 4.16 shows a top view of the slab after the drilling of the first core and five drilled cores
obtained from rock slabs.

88
(a) (b)
Figure 4.16: (a) Rock slab after drilling the first core. (b) Sandstone cores.
4.4.2 Drilling of 9/16” wellbore in the center of the cores
9/16” wellbores were drilled in the center of the cores. This was done to recreate a real well into
a sandstone formation. The first approach consisted in the design of a guide built from a wood
circle surrounded with a metal plate as shown in Figure 4.17. The core is secured using a chain at
tension. Due to significant vibration created by this arrangement the wellbore obtained was not
exactly vertical. This presented a challenge since steel caps and attached casings require a
wellbore exactly in the center of the core since a smooth surface is necessary between the core
and the cap.
Figure 4.17: Wellbore drilling on sandstone core.

89
Due to this situation a different approach was taken. A guide built from a PVC pipe along with a
wood circle at the top of the cap was constructed and secured with screws. The slab where the
cores where taken from served as the guide to avoid vibration. The core and the guide are placed
together into the hole in the core slab as shown in Figure 4.18. With this approach the vibration
was mitigated and straight wellbores were obtained. Also illustrated is a core after the wellbore
drilling once the guide is removed. The core then needs to be removed carefully by raising the
end of the slab and removing it from the bottom. At least two people are required to conduct the
core removal.
(a) (b)
Figure 4.18: (a) Wellbore drilling on sandstone core using a PVC guide. (b) Sandstone core
after wellbore drilling.
4.4.3 Casing assembly on steel caps and caps cementing on cores
9/16” OD steel casings are assembled in steel caps. Teflon is used in the casing threads and a
vise is used in this assembly. Steel caps and casings are presented in Figure 4.19. These caps are
cemented at the top and bottom core ends.

90
Figure 4.19: Steel caps for top and bottom ends of cores.
High-strength structural epoxy paste is used as the cementing medium of the steel caps on the
core ends. Figure 4.20 shows the epoxy used. A mix ratio of 1:1 is required for the epoxy
preparation. Epoxy mixing procedure is also illustrated. This should be performed for at least 2
min.
(a) (b)
Figure 4.20: (a) Epoxy. (b) Epoxy after mixing.
A thin layer of epoxy is placed on the caps surface and also on the core end. Epoxy is also placed
on the casing walls to ensure casing attachment to the wellbore. The cap is then placed over the
core and three clamps with an angle of 120° between them are used to exert pressure and ensure
well-attachment as illustrated in Figure 4.21.

91
4.4.4 Cement dry out
For each cemented cap, a total of 24 hours is required for cement dry out. After 24 hours of
placing the first cap, exactly the same procedure is carried out for the second one. This means a
total of 48 hours per core. The arrangement, as ilustrated in Figure 4.21, is then conducted. Note
that the core on the left of Figure 4.21 has only one cap cemented while the core on the right has
two cemented caps.
Figure 4.21: Sandstone cores and steel caps cementing dry out using clamps.
4.4.5 Core surface grinder
After the steel caps are cemented at the top and bottom of the core, cement excess needs to be
removed to create a smooth surface between the core and the steel cap. A hand grinder shown in
Figure 4.22 was used for this purpose. The bottom line of the grinding procedure is to create a
smooth surface free of gaps along the core. The grinding needs to be conducted carefully in order
to mitigate all the irregularities in the core surface that can potentially damage the confining
sleeve.

92
Figure 4.22: Hand grinder for core surface.
4.4.6 Core vacuuming and saturation
The core was vacuumed for 24 hours using the vacuum chamber in Figure 4.23. This vacuum
chamber was connected to a vacuum pump using the yellow line.
Figure 4.23: Sandstone core vacuuming arrangement.
The soaking of the core was carried out with the vacuuming pumping still on. Water was added
to the chamber by immersing the water inlet pipe into a container filled with water. The valve is

93
then opened to allow the flow of water into the chamber. Once the core is completely immersed
the valve is closed. The core was saturated for 8 hours with the vacuum pump on.
4.4.7 Post-testing caps cleaning
After the hydraulic fracturing testing, the steel caps were removed and cleaned for the next stage
of the experiments. Steel caps removal is performed with the set-up presented in Figure 4.24
using a chop saw. Once the caps are removed from the core, surface grinding was performed to
remove rock and cement. This was conducted using a small angle grinder as shown in Figure
4.25. This needs to be done carefully to create a smooth surface free of epoxy for the next
cementing procedure.
Figure 4.24: Steel caps removing.
4.5 Challenges Faced and Solutions in Sandstone Cores Preparation
The main challenges faced on the sandstone core preparations were:
Drilling a straight wellbore in the center of cores
Removal of a natural fracture from cores
A description of the challenges and solutions are presented as follows.
94
Figure 4.25: Steel caps cleaning.
4.5.1 Drilling a straight wellbore in the center of the cores
In the previous section it was mentioned that bit vibration while drilling resulted in a deviated
wellbore. This situation was experienced while drilling the wellbore in the three first cores. The
approach to solve it involved the cementing of the wellbore for the same length of the casing as
shown in Figure 4.26. After 24 hours of cement dry out the core was re-drilled using the
arrangement in Figure 4.18. This approach guarantees that the cemented section will be in
contact with the casing and will not have any effect on the hydraulic fracturing test.
Figure 4.26: Wellbore cemented.
Cement

95
4.5.2 Removal of a natural fracture from cores
Figure 4.27 shows a natural fracture in the bottom of a slab. The fractured layer had to be
removed from the cores since the hydraulic fracturing treatment will fail as all the injected fluid
will go through the natural fracture up to the confining sleeve and the test will be forced to be
stopped. In the RMERC there was not an available set-up to cut slides from 53/4
” cores in order
to get a smooth and straight surface. This challenge was solved by manufacturing a steel support
that can be attached to the rock saw.
Figure 4.27: Natural fractures on sandstone rock slabs.
Figure 4.28 shows the set-up of the steel support into the rock saw. This support was constructed
by welding three different steel pieces. Four screws were needed to attach it firmly to the saw
table. The core is then placed on the steel support and secured with a clamp as shown in the right
hand side figure. With this arragement the natural fracture plane was removed.

96
(a) (b)
Figure 4.28: (a) Welding of steel support for core sliding. (b) Sandstone core on
steel support.
4.6 Wellbore Strengthening Tests using a Hydraulic Fracturing Apparatus
4.6.1 Experimental procedure for testing of sandstone cores
Hydraulic fracturing was conducted to quantify wellbore strengthening. The hydraulic fracturing
apparatus presented in Figure 4.6 was used to test sandstone cores. Overburden pressure of 400
psi and confining pressure of 100 psi were applied. This creates a normal faulting stress regime,
and a vertical fracture was obtained by injecting fluid through the wellbore. The hydraulic
experiment itself takes 4 hours and the procedure post-testing (including cell cleaning) takes 2
hours in average. Table 4-4 presents the experiment check list or steps. These steps need to be
followed strictly to avoid any operational problems. Table 4-5 shows the experiment steps post-
testing, i.e., after the second or third injection cycle. The post-testing experiment steps have
been modified from previous research works (Nwaoji, 2012; Liberman, 2012) to allow a safe
procedure. The confining pressure was first released and then the overburden. After the
application of the overburden and confining pressure, the fluid containing NPs and graphite was

97
prepared. This is listed as step 32 in Table 4-4. The procedure for preparation of blends
containing NPs and graphite is stated in Chapter 3. Compared with previous research work, the
challenge of these experimental steps involved hydraulic fracturing and blends preparation
simultaneously. Table 4-6 presents the steps for refilling while running a test and pumping after
refilling. These steps were carried out using the Isco pump software. It is critical before refilling
or pumping directions that the valves on the syringe pumps are open or closed accordingly. Step
22 listed in Table 4-4 can be carried out using the syringe pumps, however, 30 min will be saved
with the manual water injection. Steps 45 to 49 were conducted for the desired number of cycles.
The O-ring inside the pressure cell was observed to work in optimum conditions for a maximum
of 3 tests. The first 51steps requires continuous supervision on the apparatus.
4.6.2 Wellbore strengthening results
Based on the filtration results from Chapter 3, hydraulic fracturing experiments were planned for
a control sample (sample without NPs and graphite) and the blends DC1, DC3, DC4, DC6, DF1,
DF3, DF4, and DF6. Concentrations associated with this blends nomenclature are presented in
Table 4-7. Two additional tests using graphite at 0.5 wt% (with no NPs) and graphite at 2.0
wt% (with no NPs) were conducted to serve as reference points for identification the real effect
of NPs on blends. Due to the complexity of the hydraulic fracturing experiments and the
expenditures associated, endeavours focused on reducing the number of tests as much as possible
but at the same time getting conclusive results. Blends DC2, DC5, DF2, and DF5 were not tested
since it was observed that these blends of medium NPs concentration (1.0 wt%) did not give any
filtration peak and just followed a slight trend between the lower (0.5 wt%) and maximum (2.5
wt%) NPs concentrations. Based on the hypothesis that wellbore strengthening is related to
filtration, these intermediate concentrations are not expected to be representative.

98
Table 4-4: Hydraulic fracturing experiment checklist.
1 Raise pressure cell
2 Remove cotter pins located on the back side of the clevis pins
3 Remove clevis pins
4 Lower pressure cell
5 Place teflon tape onto the injection nipple threads
6 Place teflon tape onto the injection pipe threads
7 Screw injection pipe onto the injection nipple
8 Place o-ring on the bottom of the core holder (inside pressure cell)
9 Place sample carefully inside the pressure cell
10 Screw the injection line into the sample
11 Place top spacer 1 onto the sample
12 Place o-ring onto the top spacer 1
13 Place top spacer 2 onto the top spacer 1
14 Place o-ring onto the top spacer 2
15 Place top cap onto the top spacer 2
16 Raise the pressure cell to desired height
17 Place clevis pins
18 Drop pressure cell onto the clevis pins until the hoist cables are no longer in tension
19 Place cotter pins located on the back side of the clevis pins
20 Screw injection line from the pressure cell onto the injection line on the wall
21 Screw confining line on the wall onto the pressure cell confining nipple
22 Inject water using a syringe into the air flush line (close confining exit valve and intake valve)
23 Screw air flush line from the pressure cell onto the air flush line on the wall
24 Close confining exit valve
25 Open confining intake valve
26 Close air supply valve located on the vacuum pump
27 Close the valve on the overburden pump
28 Apply overburden until desired pressure (400 psi on core; 8300 psi in upper gauge)
29 Open confining valve on the wall and close injection valve on the wall
30 Fill up confining until desired pressure of 100psi (use max flow rate of 50 ml/min)
31 Close confining valve on the wall and open injection valve on the wall
32 Prepare blend containing Nanoparticles and LCM
33 Put 500 ml of mud in the upper plastic cell (ensure lower valve is closed)
34 Refill mud accumulator with desired mud (Open valves 1,2, and 5; use air hose to push fluid down)
35 Remove air from accumulator (by opening and closing top valve on accumulator)
36 Open Isco pump software
37 Assign name to the project; click on check mark; click on arrow (right)
38 Ensure pump is connected to the computer (by reading in screen: pump remote control at cylinder)
39 Open 2 and 4 valves and check that pumps are filled before starting to inject into the accumulator
40 Open mud exit valve on the bottom of the pressure cell
41 Inject mud until little to no air comes out of the mud exit valve line (50 ml/min can be used on right pump)
42 Close mud exit valve
43 Start recording data (ensuring Logging is ON; change flow rate to constant flow of 5 ml/min)
44 Start first injection cycle at constant flow rate of 5ml/min
45 Stop pumping after the first breakdown has been achieved: pressure increase in confining gauge
46 Open mud exit valve (to release fluid and pressure)
47 Close the mud exit valve
48 Start timing for the next cycle
49 Check if the pumps must be refilled
50 Start pumping the second cycle until there is a change in the confining gauge
51 Once all cycles are finished stop pumping; Logging data OFF; stop recording -END OF TEST
Hydraulic Fracturing Experiment Check List

99
Table 4-5: Hydraulic fracturing experiment check list – Post testing.
Table 4-6: Steps for refilling while running a test and pumping after refilling.
52 Put the pumps on local control (optional step)
53 Open confining exit valve
54 Close vacuum valve on the vacuum pump
55 Open air intake valve on vacuum pump
56 Connect air flush hose onto the vacuum pump hose
57 Open the system air flush valve located on the T connection on the vacuum pump
58 Once air comes out of the confining exit line close all valves at vacuum pump
59 Remove the air supply hose
60 Close confining exit valve
61 Open mud exit valve to empty the wellbore
62 Remove overburden pressure
63 Unscrew injection line from the pressure cell onto the injection line on the wall
64 Unscrew confining line on the wall onto the pressure cell confining nipple
65 Unscrew air flush line from the pressure cell onto the air flush line on the wall
66 Raise the pressure cell to desired height
67 Remove cotter pins
68 Remove clevis pins
69 Lower pressure cell until desired height
70 Remove top cap
71 Remove top spacer 2
72 Remove top spacer 1
73 Unscrew the injection line onto the sample
74 Pull the sample out of the cell from injection pipe
75 Carefully remove the sample
76 Remove o-ring from bottom of the core holder
77 Clean all residue of mud inside the core chamber
78 Empty mud accumulator (to avoid mixing between different fluids)
79 Raise pressure cell
80 Place clevis pins
81 Drop pressure cell onto the clevis pins until the hoist cables are no longer in tension
82 Place cotter pins
83 Clean plastic cell that contains mud for injection
Hydraulic Fracturing Experiment Check List - Post Testing
1 Click stop 1 Click stop
2 Close run valve 2 Close refill valve
3 Open refill 3 Open run valve
4 Select refill tab on computer 4 Change to constant flow tab
5 Change to 50ml/min 5 Change to 5ml/min
6 Click run 6 Click run
Refilling while Running a Test Pumping after Refilling

100
Table 4-7: Tests matrices for wellbore strengthening in sandstone cores.
A total of 12 sandstone cores were drilled from the 3 sandstone slabs. The key data from each
hydraulic fracturing experiment is described below:
Control Sample (CS) Test
Before the fluid was placed into the accumulator it was mixed for 1 min. The P vs. t plot for the
CS (sample without NPs and graphite) blend is presented in Figure 4.29. The maximum
breakdown pressure (Pfb) was quantified in 1766 psi. This value will be the basis to calculate the
% Pfb increase compared with blends containing NPs. The second injection cycle reached a
maximum pressure of 858 psi after 10 min of fracture healing. In the P vs. t plot the pressure
value decreased to 0 psi. This is due to the pump refilling. Mud filtration takes places as pressure
is increasing and this requires more fluid supply from the accumulator. At certain times the
syringe pump runs out of water and required refilling. In a previous research conducted by
Nwaoji (2012) a similar OBM, with similar composition and rheological properties of the mud
used in this experiment was conducted in a Roubidoux sandstone core of the same dimensions.
The Pfb was recorded in 1613 psi. By comparing the two Pfb values, a difference < 9% is obtained
despite that the cores were not necessarily identical (they were drilled from slabs that were taken
from the same outcrop at different times). While the porosity and tensile strength from the two
cores were basically the same, the permeability from the Nwaoji (2012) core was slightly higher.
This low difference between the Pfb allows concluding an acceptable repeatability of the
hydraulic fracturing experiments.
0.5% 2.5% 0.5% 2.5%
0.5% DC1 DC3 0.5% DF1 DF3
2.0% DC4 DC6 2.0% DF4 DF6
NP2 (Ca) NP1 (Fe)

101
Figure 4.29: P vs. t plot for control sample.
Figure 4.30 shows the sandstone core after the hydraulic fracturing experiment, note the vertical
fracture obtained. Significant bleeding of mud from the fracture was observed.
Figure 4.30: Core after control sample testing.

102
DC1 Test
Figure 4.31 shows the P vs t plot for DC1 blend. The Pfb was 2873 psi. This means a Pfb increase
of 62.7% compared to CS. This result proves the wellbore strengthening capability of the blend
containing NP2 and graphite. The second injection cycle reached a maximum pressure value of
2222 psi. This is in fact higher than Pfb for CS.
Figure 4.31: P vs. t plot for DC1 indicating the pressure increase.
Figure 4.32 shows the sandstone core after DC1 blend testing. A long vertical fracture was
obtained and bleeding was observed.
DC3 Test
Figure 4.33 shows the P vs. t plot for DC3 blend. A Pfb of 2915.8 psi was recorded giving this a
Pfb increase of 65.1%. This result is higher than the one obtained from DC1 blend. This implies
that the NP2 concentration increase from 0.5 wt% to 2.0 wt% will help the strengthening
mechanism.
62.7% increase

103
The second injection cycle reached a maximum pressure of 2235 psi. This value is higher than
the Pfb of the CS.
Figure 4.32: Core after DC1 testing.
Figure 4.34 shows the sandstone core after the testing. A long and bleeding vertical fracture was
obtained.
Figure 4.33: P vs. t plot for DC3 indicating the pressure increase.
65.1% increase

104
DC4 Test
Figure 4.35 shows the P vs. t plot for DC4 blend. 2718 psi was recorded as the maximum
pressure. This gives a Pfb increase of 53.9%. This pressure increase is lower than those from DC1
and DC3 blends. A maximum pressure increase in the second cycle of 2429 psi was recorded.
This value is higher than the maximum pressure values from the second cycle of DC1 and DC3.
The core after the testing is presented in Figure 4.36. A fracture with a slight deviation from the
vertical direction was observed.
DC6 Test
The P vs. t plot for DC6 blend is presented in Figure 4.37. In this test a significantly high Pfb
(>90%) was recorded. This very high value was suspected and attributed to an operational
problem during the test. Note that after the fracture bleeding during 10 min a second injection
cycle was conducted with barely a pressure increase. Figure 4.38 shows the core after the test.
Note that a vertical fracture was not created.
Figure 4.34: Core after DC3 testing.

105
Figure 4.35: P vs. t plot for DC4 indicating the pressure increase.
The test failed due to breaking of the O-ring at the bottom of the pressure cell while injecting.
Figure 4.38 shows the broken O-ring taken from the inside of the pressure cell.
Figure 4.36: Core after DC4 testing.
53.9% increase

106
After this failed test, O-rings were used for a maximum of 3 tests to avoid the same situation. A
replicate for DC6 blend was conducted.
DC6 Test (Replicate)
P vs. t plot for the DC6 replicate is presented in Figure 4.40. A Pfb increase of 59.2% was
obtained based on Pfb value of 2812 psi. This %Pfb is higher than the DC4 blend and less than the
DC3 blend. The maximum pressure recorded after the second injection cycle was 2082 psi. In
conclusion, all the NP2 blends give a maximum pressure value in the second cycle even higher
than the Pfb for the CS. Figure 4.41 shows the core after testing where a fracture with a slight
angle is obtained.
Figure 4.37: P vs. t plot for DC6 indicating the significant pressure increase.
DF1 Test
NP1 also gave wellbore strengthening. Pfb of 2478 psi was the maximum pressure reached with
DF1 blend. The maximum pressure from the second cycle was 1532 psi.
>90% increase

107
Figure 4.38: Core after DC6 testing. Note that vertical fractures are not visualized.
Figure 4.42 shows the P vt. t plot indicating the % Pfb increase. Core post-testing is presented in
Figure 4.43.
Figure 4.39: Broken O-ring.
DF3 Test
The DF3 blend increased the Pfb by just 10.1% to a value of 1944 psi. As discussed in a previous
chapter, DF3 blends are not good filtration reduction agent in comparison to DF1. While it is true
that some filtration is required for the wellbore strengthening mechanism to occur, high filtration
values are not beneficial.

108
Figure 4.40: P vs. t plot for DC6 indicating the pressure increase.
991.8psi was recorded as the maximum pressure of the second injection cycle. DF3 post-testing
results are illustrated in Figure 4.44 and Figure 4.45
Figure 4.41: Core after DC6 testing.
59.2% increase

109
DF4 Test
A 39.1% of Pfb increase was obtained with a maximum pressure of 2456 psi. The P vs. t plot is
shown as Figure 4.46. The maximum pressure from the second cycle was quantified in 976 psi.
Figure 4.47 shows the core after testing. Note that the performance was better than DF3 and
practically the same as DF1. This concludes that at low NP1 concentration, addition of graphite
does not play a role on the strengthening mechanism.
Figure 4.42: P vs. t plot for DF1 indicating the pressure increase.
DF6 Test
A maximum pressure of 2002 psi was recorded. Figure 4.48 shows the P vs. t plot where it is
visualized that only a 13.4% increase was obtained in Pfb. Figure 4.49 shows the core after
testing. 621 psi was the maximum pressure during the second injection cycle. Overall, the
performance of NP2 is superior to NP1 for wellbore strengthening.
39.2% increase

110
Figure 4.43: Core after DF1 testing.
Note that the worst blend containing NP1 in terms of filtration reduction, i.e., DF3, was also the
worst for wellbore strengthening. This means that excessive mud filtration is not favorable for
wellbore strengthening.
Figure 4.44: P vs. t plot for DF3 indicating the pressure increase.
10.1% increase

111
0.5 wt% and 2.0 wt% of Graphite Tests
Blends containing only graphite were tested to quantify the impact of the NPs addition to the
blends. Figure 4.50 summarizes the results for the two graphite blends.
Figure 4.45: Core after DF3 testing.
Figure 4.46: P vs. t plot for DF4 indicating the pressure increase.
39.1% increase

112
At 0.5 wt% of graphite, a 34.4% increase in Pfb was achieved, while at 2.0 wt% of graphite, a
27.7% was obtained. Figure 4.51 shows the cores after testing. From these results it can be
concluded that NPs are an effective wellbore strengthening agent in combination with graphite.
Figure 4.47: Core after DF4 testing.
Figure 4.48: P vs. t plot for DF6 indicating the pressure increase.
13.4% increase

113
Figure 4.49: Core after DF6 testing.
Also, NP1 blends at high concentration bring a negative effect on the wellbore strengthening
mechanism due to the poor interaction with graphite in forming a seal along the fracture.
Figure 4.50: P vs. t plot for blend containing 0.5 wt% and 2.0 wt% of graphite.
34.4% increase 27.7% increase

114
(a) (b)
Figure 4.51: Core after (a) 0.5 wt% and (b) 2.0 wt% of graphite blend testing.
4.6.3 Challenges encountered during wellbore strengthening tests
During the wellbore strengthening tests, operational challenges were faced. This research also
involved troubleshooting to adjust the experimental schedule to the time-frame established.
Electrical failure of pressure cell motor
One of the motors in charge of the pressure cell lifting failed due to electrical sensor. For three
experiments a hydraulic jack, presented in Figure 4.52, was used in combination with the other
cell motor to lift the pressure cell up. The motor was fixed with cooperation of RMERC and
further experiments included both motors.

115
Figure 4.52: Hydraulic jack working on pressure cell.
Broken O-ring on hydraulic overburden pump
An O-ring in the hydraulic pump in charge of the application of the overburden pressure failed
and generated an oil leakage from the pump. This required the pump disassemble and installation
of a new set of O-rings. Additional hydraulic oil was required.
4.7 Sandstone Cores Post-testing Analysis
Analysis of the sandstone cores post-testing was conducted to visualize the fracture created and
determine the invaded area by mud filtrate along the fracture plane. Figure 4.53 shows a
sandstone core after testing once the steel caps were removed as illustrated in Figure 4.24. Note a
mud filtration along the vertical fracture plane. A top view of the sandstone core is also shown.
The mud filtration occurs along the fracture plane creating a filtration path.
The average fracture width was quantified. A Hirox Optical Digital microscope was used for that
purpose. This analysis took place at the Material Science and Engineering Department at the
Missouri University of Science and Technology.

116
(a) (b)
Figure 4.53: (a) Sandstone core after caps removing. (b) Top view of a sandstone core. Note
mud filtrate along hydraulic fracture plane.
A sandstone disc was cut using the saw in Figure 4.2a from the core presented in Figure 4.54.
The disc was then placed into the microscope for analysis.
(a) (b)
Figure 4.54: (a) Sandstone core used to obtain a disc for microscope analysis. (b)
Microscope analysis on sandstone core disc.
Figure 4.55 shows an image of the fracture at the wellbore. An average fracture width of 0.2 mm
was observed from wellbore to core end. Note the color difference between the filter cake
Mud filtration
Fracture Plane

117
(darker area) around the wellbore and the bulk of the sample. A 3D representation of the vertical
fracture at the wellbore was conducted. The filter cake is observed around the wellbore in dark
color. Figure 4.56 shows an optical microscope image at core end and a 3D recreation of the core
end.
(a) (b)
Figure 4.55: (a) Fracture at wellbore. (b) 3D representation of wellbore and vertical
fracture.
Graphite can be observed from Figure 4.56 as black particles. 3D image of the fracture at the
core end was also performed.
(a) (b)
Figure 4.56: (a) Fracture at core end. (b) 3D representation of fracture at the core end.
Graphite

118
4.8 Results Analysis and Identification of Predominant Wellbore Strengthening
Mechanism
4.8.1 Results analysis of wellbore strengthening in sandstone cores
The wellbore strengthening results for NP2 are summarized in Figure 4.57. A plot of % Pfb
increase vs. NP2 concentration at the two different graphite levels is presented. The Pfb for the
control sample (CS) was taken as reference. A rapid increase in Pfb was observed until NP2
concentration of 0.5 wt% was reached. At NP2 concentrations > 0.5 wt% a slighter Pfb increase
was obtained. The lower graphite level gave a better wellbore strengthening effect and this
correlates with the better performance of these blends in HPHT filtration on porous media. A
maximum Pfb increase of 65.1% was obtained at NP2 concentration of 2.5 wt%. At this point the
graphite level becomes less significant. Note that any addition of NP2 will significantly help the
strengthening mechanism compared to the case of blends containing only graphite (i.e., NP2
concentration=0 wt%).
Figure 4.57: % Pfb increase vs. NP2 concentration in sandstone cores.
Figure 4.58 shows the wellbore strengthening results for NP1. A concentration increase up to 0.5
wt% will help the strengthening mechanism. Further concentration increase will negatively
impact the performance. A maximum Pfb increase of 39.2% was obtained. Graphite effect in NP1

119
blends is not significant. This may occur since at high NP1 concentration, significant
agglomeration of NPs take place and graphite no longer can contribute in forming an effective
seal. In general, NP2 performance is superior to NP1 in combination with graphite.
Figure 4.58: % Pfb increase vs. NP1 concentration in sandstone cores.
A comparison between wellbore strengthening and filtration reduction at HPHT (from Chapter 3)
was conducted for NP2 blends at each graphite level (0.5 wt% and 2.0 wt%). Figure 4.59
illustrates the comparison. The left vertical axis corresponds to % of Pfb increase while the right
one stands for % HPHT filtration reduction. Note the strong match in tendency obtained between
to parameters. This original plot demonstrates that the wellbore strengthening performance is
proportional to the mud filtration during the hydraulic fracturing experiments. While a common
industry thought is that the success of wellbore strengthening depends on tracking mud filtration,
this research concluded this fact in a quantitative way. For example, NP2 concentrations >0.5
wt% at low graphite level, do not a significant change in filtration reduction. Similarly, the
wellbore strengthening performance is improved approximately at the same degree exposing a
very similar low slope. This corroborates the appropriate selection of the maximum
concentration limits. From the wellbore strengthening and filtration reductions trends it can

120
concluded that the better filtration reduction yield to a more effective strengthening effect. This
means while it is true that some filtration is required for wellbore strengthening to take place,
also not an excessive filtrate towards the formation is advisable. This occurs due to the fact that
higher filtration rates are associated with high-permeability filter cakes that yield to weak seals.
(a) (b)
Figure 4.59: % Pfb increase (left axis) compared to % HPHT filtrate reduction (right axis)
for NP2 blends at two graphite levels (a) 0.5 wt% (b) 2.0 wt%.
Figure 4.60 compares % of Pfb and % HPHT filtration reduction for NP1 blends. This figure
highlights the proportionality between the wellbore strengthening performance and filtration at
the two different graphite levels. Initially, a proportionality is observed in both plots at NP1
concentrations <0.5 wt%. Likewise, both plots show an inverse relationship as function of NP1
concentrations >0.5 wt%. From this figure it is concluded that excessive mud filtration (given at
high NP1 concentrations) impairs the wellbore strengthening as discussed earlier. Higher
filtrations values are associated with thicker filter cakes that result from poor NPs interaction
with the clays in the drilling fluid. Significant NPs agglomeration is experienced in these cases
and a weak seal is created. This research led to the hypothesis that dehydration of the particles
contained in the blend may occur significantly fast due to the high filtration towards the

121
formation and this will impede the efficient transport of the particles up to the fracture tip and the
creation of a strong seal.
(a) (b)
Figure 4.60: % Pfb increase (left axis) compared to % HPHT filtrate reduction (right axis)
for NP1 blends at two graphite levels (a) 0.5 wt% (b) 2.0 wt%.
4.8.2 Identification of predominant wellbore strengthening mechanism
Two main wellbore strengthening mechanisms are believed to take place in permeable media as
discussed in a previous chapter. In this research the predominant wellbore strengthening
mechanism was identified based on experimental evidence. Analysis carried out post-testing and
Optical microscope, SEM and EDX analysis of sandstone samples supported this argument.
While industry cannot currently conclude on a predominant wellbore strengthening mechanism,
this research presented strong evidence to explain the phenomenon.
Figure 4.61 shows the sandstone disc presented in Figure 4.54 divided in two pieces along the
fracture plane. Figure 4.62 shows a cross-section taken from the fracture plane. From this cross-
section, graphite was observed all the way along the fracture plane. Also, white particles
agglomerations along the fracture plane are believed to be calcium NPs.
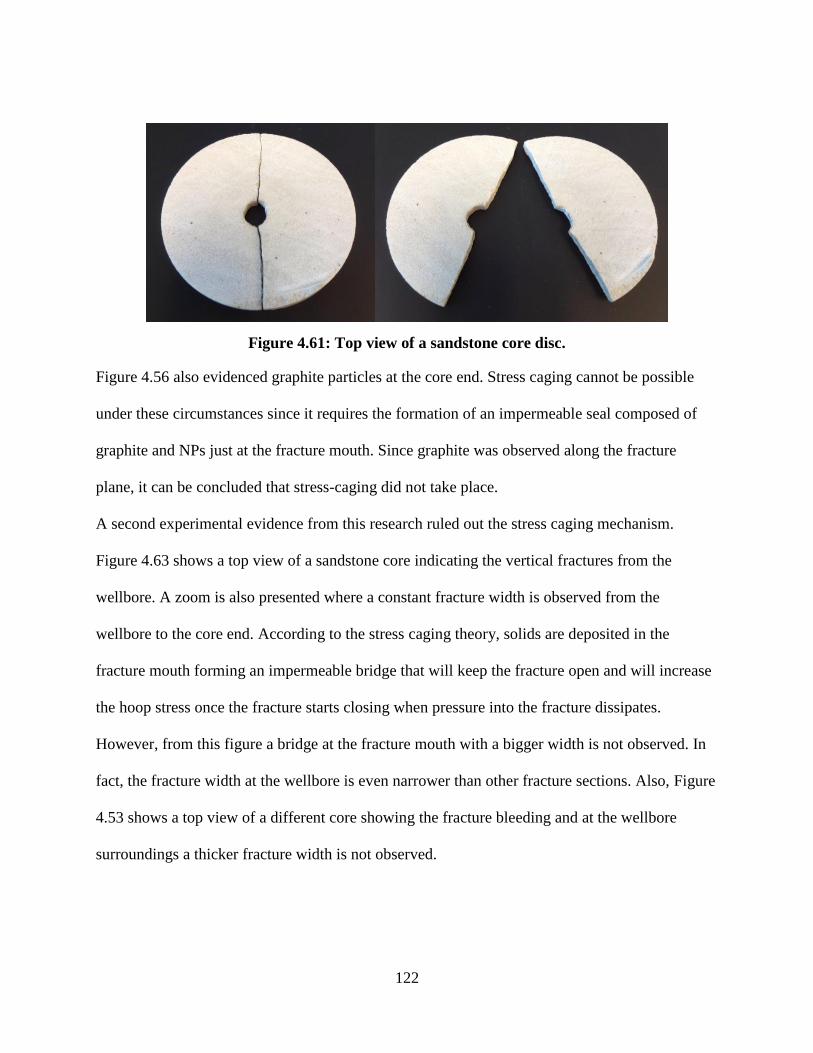
122
Figure 4.61: Top view of a sandstone core disc.
Figure 4.56 also evidenced graphite particles at the core end. Stress caging cannot be possible
under these circumstances since it requires the formation of an impermeable seal composed of
graphite and NPs just at the fracture mouth. Since graphite was observed along the fracture
plane, it can be concluded that stress-caging did not take place.
A second experimental evidence from this research ruled out the stress caging mechanism.
Figure 4.63 shows a top view of a sandstone core indicating the vertical fractures from the
wellbore. A zoom is also presented where a constant fracture width is observed from the
wellbore to the core end. According to the stress caging theory, solids are deposited in the
fracture mouth forming an impermeable bridge that will keep the fracture open and will increase
the hoop stress once the fracture starts closing when pressure into the fracture dissipates.
However, from this figure a bridge at the fracture mouth with a bigger width is not observed. In
fact, the fracture width at the wellbore is even narrower than other fracture sections. Also, Figure
4.53 shows a top view of a different core showing the fracture bleeding and at the wellbore
surroundings a thicker fracture width is not observed.

123
Figure 4.62: Cross-section of sandstone disc along fracture plane. Note the presence of
graphite along the fracture plane.
SEM and EDX analysis were performed on different sections of a sandstone core where wellbore
strengthening with NP2 was conducted. Imaging along the fracture was conducted from the
fracture mouth, middle fracture, and at the fracture end. The samples were obtained from these
locations as illustrated in Figure 4.64. Figure 4.65 shows the sandstone samples and the SEM
device used in the analysis. This was done to confirm the presence of a fracture seal all the way
along the fracture.
(a) (b)
Figure 4.63: (a) Top view of a sandstone core indicating the vertical fractures. (b) Top view
showing the same fracture with along the fracture.
Graphite was observed along the fracture plane
Same fracture width along the core
Vertical fractures
(Top View)

124
Figure 4.66 shows SEM and EDX results from fracture top view at three different locations:
fracture mouth, middle fracture, and fracture end. A fracture seal was observed at the three
locations exhibiting an average thickness of 40 µm.
Figure 4.64: Location and nomenclature of sandstone samples analyzed.
This goes against the stress caging theory considerations. EDX allowed the identification of the
calcium prone regions as a result of NP2 presence on the seal shown as pink color.
(a) (b)
Figure 4.65: (a) Sandstone samples for SEM and EDX analysis. (b) Scanning electron
microscope.

125
A nano-scale image in Figure 4.67 shows NP2 of size ≤150 nm . A much higher resolution
image did not allow an easy visualization due to operational limitations.
Figure 4.66: SEM and EDX of fracture seal along a fracture plane cross-section indicating
the presence of calcium particles.
Fracture mouth
Middle fracture
Fracture end
Seal
Seal
Seal

126
NP2 were observed to form agglomarations that can be vizualized in rounded shapes or as ovals.
NP2 are believed to be of an verage size even lower than 100 nm since CaCO3 crystals were not
observed from these SEM images.
(a) (b)
Figure 4.67: (a) NP2 at seal cross-section. (b) NP2 at fracture plane. Particles highlighted
with red arrows have size ≤150nm.
The occurrence of the chemical reaction that produces NP2 and NaCl was demonstrated by a
mapping of the chemical compounds Ca, Na, and Cl on the fracture seal, the fracture plane and
the filter cake around the wellbore. Figure 4.68 ilustrates the chemical compounds
characterization in contrast to the SEM images. The light blue color represents the NaCl as a
result of mixing of green (Na) and blue (Cl) colors. The pink color indicates the calcium prone
regions with the presence of calcium carbonate. There is a homogeneos distribution of NP2 in
the front view of fracture plane. This analisys explicitly proves the occurrence of the chemical
reaction by the in-situ procedure developed in this research.
The filter cake at the wellbore was characterized to determine the thickness and texture. Figure
4.69 shows a cross-section of the wellbore that allows the quantification of the filter cake in
300 µm. This is a desirable thickness in field operations to avoid stuck pipe and any other

127
implication of thick cakes especially in drilling deviated wellbores. A front view of the filter
cake shows few cracks that are the result of the cake dehydtration as result of exposure to air for
a long period of time (> 2 months). This figure also shows the strong adherence between filter
cake and the rock itself. Gaps between them are not observed. This is an important observation in
spite of the cake dehydration.
Figure 4.68: EDX of Ca, Na, and Cl. Light blue color represents NaCl as a result of green
(Na) and blue (Cl) colors mixing.
Fracture seal
Fracture plane
Filter cake

128
The fractures were filled by NPs and LCM in all their extension. This was concluded by the
analysis of the fracture plane cross-section in a macro and micro-scale. Also, the fracture width
was observed to be the approximately the same along the fracture.
Figure 4.69: Wellbore filter cake cross-section (left) and front view (right).
Stress caging was ruled out as the wellbore strengthening mechanism since it is based on the
stopping of the fracture growth quickly due to the seal it creates just at the fracture mouth.
Indeed this mechanism implies that the shorter the propped length the greater the stress achieved.
From this research a homogeneously sealed fracture was observed. Based on the experimental
results, SEM and EDX, the fracture tip isolation by the development of an immobile mas was
concluded to be the predominant wellbore strengthening mechanism in sandstone cores.
4.9 Summary
Wellbore strengthening was successfully achieved by in-situ prepared NPs on the sandstone
cores used in this research. The Pfb given by the control sample was increased up to 65.1% by
using NP2. This Pfb increase could have a strong impact on drilling and completions operations.
Filter Cake

129
The predominant wellbore strengthening mechanism was identified as the tip isolation by the
development of an immobile mass since according to post-testing analysis the fracture was found
completely sealed from tip to wellbore. A strong match between wellbore strengthening and
filtration at HPHT was found and this could lead to inferences about the physical phenomenon of
the strengthening process. Overall, for a particular NP type, higher filtration was proportionally
associated with a less significant wellbore strengthening. The hypothesis behind this finding
relies on the fact that while it is true that some filtration is required for the carrier fluid to
dehydrate and form an immobile mass into the formation, excessive mud filtration is related to
NPs agglomeration and to the rapid dehydration of the blend while traveling along the fracture. If
this occurs, the particles will not have an effective transport medium to travel and deposit at the
fracture tip.
NP1 blends gave in average less filtration than NP2. However, NP2 blends performed better in
the strengthening experiments. A relationship between these two different phenomena needs to
be conducted carefully and the differences required to be fully understood. First, NP1 and NP2
are different in nature. NP1 are smaller than NP2 and NP2 have a bigger particle size distribution
that could at first glance help for the strengthening process as some authors argue (Van Oort and
Friedheim, 2011; Aston et al., 2004; Alberty and McLean, 2004). Secondly, while the filtration
occurred at constant pressure of 500 psi in a static process, the wellbore strengthening is a
dynamic process that occurred typically at pressures >2000 psi. Finally, NP1 blends have in
average less viscosity than NP2 blends. From this research results, the next hypothesis is drawn
to explain this contrast between filtration and wellbore strengthening between NP1 and NP2.
Since NP1 blends are less viscous and give less filtration, the carrier fluid containing NPs and
graphite will travel fast through the fracture plane generating just small blend dehydration. This

130
will result in a weak seal compared to the seal than is created by NP2 blends. This claim can be
supported by pressure vs. time plots obtained from the hydraulic fracturing experiments. Note in
the P vs t plots for NP1 blends (Figs. 4.42-4.48) that the during the first injection cycle, some
pressure peaks were obtained. However, the Pfb (maximum pressured reached) corresponded to
the first of those peaks. It can be inferred that once a first strong seal was broken, the blend
inside the fracture was unable to create a stronger seal. On the other hand, from the P vs. t plots
for NP2 blends (Figs. 4.31-4.40), the Pfb was recorded not as the first pressure peak. This means
that once a first strong seal was broken, the blend inside the fracture was able to create an even
stronger one. This could have occurred since the NP2 blend traveled slower along the fracture
due to their higher viscosity and the carrier fluid dehydration properly took place giving as a
result stronger seals that led to higher Pfb.

131
Nanoparticles Application for Wellbore Strengthening in Shale Cores Chapter Five:
5.1 Introduction to the Experimental Analysis
Wellbore strengthening in shale cores is a current controversial topic in the drilling industry.
Skeptics believe that this phenomenon cannot occur in shale cores due to its “impermeable”
nature based on the hypothesis that the wellbore strengthening requires a conventional porous
media. Another school of thought (Aston et al., 2007) believes that wellbore strengthening is
feasible in shale formations if a fluid that acts as “cement” can travel along the fracture created
and adhere to the surface. Tests on concrete cores simulating an impermeable media (Nwaoji,
2012) have suggested that wellbore strengthening can in fact take place to a certain degree.
This research presents an original approach based on utilization of in-house prepared NPs and
graphite as wellbore strengthening agents in OBM. Wellbore strengthening in shale formations
was experimentally confirmed in this research. The hypothesis that wellbore strengthening is
related to mud filtration was also tested. The experimental procedures involved conduction of
hydraulic fracturing experiments of a high operational complexity, optical microscopy, SEM and
EDX analysis. Tip resistance by the development of an immobile mass was identified as the
wellbore strengthening mechanism.
The first stage of this research involved sample preparation. Then, an experimental approach was
established since shale cores were not previously tested in the available experimental set-up.
Optimum testing conditions and consideration in the sample preparation were identified and
reported to be used in future works. Calcium-based (NP2) gave a higher performance in
comparison to iron-based (NP1). This same behavior was observed in sandstone cores. Recycled
OBM was compared to a virgin OBM used as the carrier fluid to test NPs performance in this

132
altered (or “dirty”) mud system with higher water content, higher density, and presence of
leftover drill cuttings. Results anticipate that this technology can be extrapolated to field
scenarios.
5.2 Experimental Facilities and Apparatus
Experimental facilities and some apparatus used for sandstone cores preparation and testing were
also used in this research step. In addition , the drill press presented in Figure 5.1 was
incorporated to the shale cores preparation to drill the wellbore. Samples used in Brazilian tests
for determination of tensile strenght were also drilled using this drill press after an appropiate bit
selection. Some attachments were designed and manufacturing to carry out the drilling operation.
Manipulation of shale cores of this size was never done in this institution and an experimental
protocol was developed and will serve in future testing.
Figure 5.1: Drill press at RMERC.

133
5.3 Shale Cores Characterization
5.3.1 Composition
Catoosa shale was used as the impermeable media. Catoosa shale is a Pennsylvanian age, marine
shale (Shewalla, 2007) obtained from Catoosa, Oklahoma. Composition of Catoosa shale is
presented in Table 5-1. This shale is highly sensitive to water and air.
Table 5-1: Catoosa shale composition (Andersen and Azar, 1993).
Mineral %
Quartz 47
Feldspar 9
Calcite Trace
Dolomite 0
Chlorite 15
Illite/Mica 29
Smectite 0
5.3.2 Porosity and permeability
Porosity and permeability are two key rock parameters required for reservoir simulation and also
development of successful drill plans since these parameters are related to the formation stress
analysis (Reyes and Osisanya, 2000). Porosity and permeability vs. confining pressure plots
show the strong effect that compaction has on these properties for different shale formations
(Reyes and Osisanya, 2000). These plots were developed from compaction analysis, porosity
testing models, and design of a small-scale laboratory pressure vessel that simulates downhole
conditions. Figure 5.2 shows a plot of porosity vs. effective stress for Catoosa shale. Note that
the porosity value is reduced when the effective stress is increased.
Figure 5.3 shows a plot of permeability vs. effective stress for Catoosa shale. Note that at
effective stress values >3000 psi the permeability tends to zero. At 400 psi, Figure 5.2 shows a
porosity value of 0.0773 (fraction). Likewise, at the same load of 400 psi, Figure 5.3 shows an
average permeability value of 0.007 md obtained from an extrapolation to the vertical axis as

134
indicated by the red arrows. These values of porosity and permeability at the testing conditions
will be later used in the flow unit’s analysis to infer about fluid filtration into the shale pore
throats.
Figure 5.2: Porosity vs. effective stress for Catoosa shale (Reyes and Osisanya, 2000).
Figure 5.3: Permeability vs. effective stress for Catoosa shale (Reyes and Osisanya, 2000).

135
5.3.3 Tensile strength
Brazilian tests were conducted for the estimation of the tensile strength. Rock samples of 2”x1”
were required. Figure 5.4 shows the set-up for the cores drilling and a shale core after drilling. A
2” core bit was used in a filter press. Wood supports were manufactured and secured using a
chain with a locking plier to avoid vibration.
(a) (b) (c)
Figure 5.4: (a) Core bit, drill press and shale core. (b) Set-up during drilling of 2”x1” cores.
(c) 2”x1” shale core.
Shale cores were drilled parallel and perpendicular to the wellbore direction. This gives a more
robust shale characterization. Figure 5.5 shows the cores used in the Brazilian tests preserved in
mineral oil to avoid any interaction with air which affects their mechanical properties. The shales
cores drilled parallel to wellbore are presented in Figure 5.6 after the Brazilian test. The average
tensile strength was quantified in 90 psi. Figure 5.7 shows the cores drilled perpendicular to the
wellbore after the Brazilian test. An average tensile strength of 65 psi was measured in this
opportunity. It is reasonable for shale formations that the tensile strength of samples containing
the layers horizontally to the direction of the load gives a lower value of tensile strength.
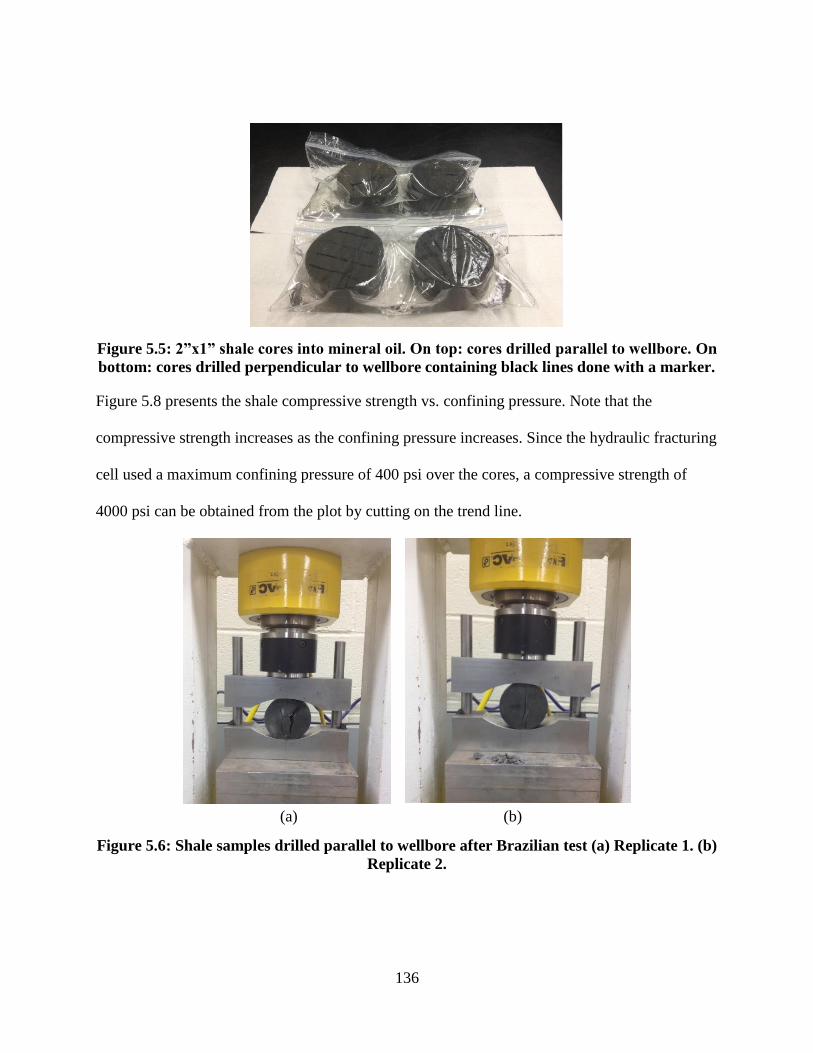
136
Figure 5.5: 2”x1” shale cores into mineral oil. On top: cores drilled parallel to wellbore. On
bottom: cores drilled perpendicular to wellbore containing black lines done with a marker.
Figure 5.8 presents the shale compressive strength vs. confining pressure. Note that the
compressive strength increases as the confining pressure increases. Since the hydraulic fracturing
cell used a maximum confining pressure of 400 psi over the cores, a compressive strength of
4000 psi can be obtained from the plot by cutting on the trend line.
(a) (b)
Figure 5.6: Shale samples drilled parallel to wellbore after Brazilian test (a) Replicate 1. (b)
Replicate 2.

137
(a) (b)
Figure 5.7: Shale samples drilled perpendicular to wellbore after Brazilian test (a)
Replicate 1. (b) Replicate 2.
Figure 5.8: Compressive strength of Catoosa shale at various confining pressures
(Andersen and Azar, 1993).
5.4 Shale Cores Preparation
53/4
”x 9” shale cores were provided in plastic pipes. Each pipe contained 4 cores with bubble
wrap as illustrated in Figure 5.9. The shale core preparation followed the next steps:

138
Removing of bubble wrap
Placement into mineral oil (Figure 5.9)
Drilling of 9/16” wellbore in the center of the cores
Casing assembly on steel caps and cementing of caps in cores
Cement dry out
Core surface grinding
Post-testing caps cleaning
These core preparation steps take a minimum of 3 days assuming that all the steps are carried out
consecutively. In other case, the cores need to be placed into mineral oil to avoid contact with
air. The key steps in the core sample preparation are described as follows.
(a) (b)
Figure 5.9: (a) Wrapped shale core. (b) Shale cores into mineral oil. (c) Shale core with a
mineral oil film exposed to air.
5.4.1 Drilling of 9/16” wellbore in the center of the cores
Drilling of the wellbore in the center of the shale core was conducted with a 9/16” steel twist
drill bit using a drill press as shown in Figure 5.10. The drilling operation was carried out in dry.

139
Intervals of 1” were drilled gradually pulling the bit out of the core and cleaning it with air at 60
psi. This was required to cool the bit down since temperature increases rapidly while drilling.
Figure 5.10: Shale core on drill press table for wellbore drilling. A 9/16” steel twist drill bit
was used for drilling.
The set-up for the wellbore drilling is presented in Figure 5.11. Wood supports were
manufactured to be used at the guide surroundings and secured using a locking plier at pressure
to avoid vibration. Half the core is drilled and then the core is flipped to drill the other end. This
will ensure a centered wellbore. Drill cuttings obtained while drilling are also shown.
5.4.2 Casing assembly on steel caps and cementing of caps in cores
The same steel caps and casing used in sandstone core preparation were used for shale cores.
Preparation of the epoxy followed the same procedure described in the previous chapters.
However, the cementing procedure itself differs in the fact that the shale core needs to be
wrapped to avoid contact to air. Plastic wrap was used around the core leaving only the top and
bottom end in contact with the epoxy. Three clamps with 120° between them were used to ensure
the attachment of the epoxy on the shale surface.

140
(a) (b)
Figure 5.11: (a) Set-up for wellbore drilling. (b) Wellbore drilling. Note the drill cuttings
from drilling on the wood guide.
5.4.3 Cement dry out
Figure 5.12 shows the drying out of a shale and sandstone core. Note that the shale core is
completely wrapped to avoid contact with air. After 24 hours of first cap dry out, the same
procedure is done on the other end. Note that the wellbore needs to be sealed with tape to avoid
air into the wellbore.
Figure 5.12: Cementing of shale cores. Note that the core is wrapped to avoid contact with
air. A contrast with a sandstone core cementing is illustrated.

141
Figure 5.13 shows shale cores after the cement dry out. The cores are wrapped with plastic and
tape is used at the top and bottom as illustrated. The core surface grinding was carried out using
basically the same procedure for sandstone cores. The only difference is that for shale cores the
core was kept vertical during the grinding to avoid core deterioration by rotation. The cap
cleaning was also a step in core preparation. In this case the procedure was easier than for
sandstone cores as the shale formation exhibits a plastic behavior and gets weakened by exposure
to air.
Figure 5.13: Shale core wrapped after cementing and prior to hydraulic fracturing test.
5.5 Challenges Faced and Solutions in Shale Cores Preparation
The shale cores preparation is a complex task since this type of rock is very sensitive to air and
water. In each core preparation step, a careful isolation of the sample was conducted. Once shale
contacts either air or water its mechanical properties are affected and therefore the test results
can be bias. The key challenges in the core preparation for the wellbore strengthening tests were:

142
Drilling of wellbore in the center
Steel caps cementing
A brief description of the challenge and solution follows this discussion.
5.5.1 Drilling of wellbore in the center
Drilling of the wellbore in the center of the shale cores was a subject of discussion for the
research team. The first attempt was carried out using the same approach of sandstone cores. The
rock drill was used with a 9/16” diamond insert bit in dry. Water was not pumped through the
annular to avoid interaction with the shale. After 2” of drilled depth, the bit became hot to the
point that a significant amount of smoke was experienced. At this point, a regular diamond insert
bit was ruled out. A next approach involved the use of a drill press as presented in Figure 5.1.
The next step was the bit selection. Since the shale exhibited a soft texture a 9/16” wood bit was
used. The bit drilled relatively fast for the first 2” and suddenly got stuck into the core. The core
rotated along with the bit until the bit broke and the core fell to the floor at approximately 2 m
from the drill press. Figure 5.14 shows the broken bit. This was due to excessive heating of the
bit and poor well cleaning by an inefficient drill cuttings removal. This situation required an
investigation about an optimum bit to drill this type of hole in a shale core. The first aspect
considered was the well cleaning. A bit with bigger channels is required for a better cuttings
transport to the surface. Also a bit with higher resistance to temperature ensured more stability
while drilling in dry. Finally, the drilling should be performed in depths intervals of 1” followed
by removing the bit from the wellbore and applying air to cool it down. A steel twist drill bit was
selected as presented in Figure 5.10. This bit has much bigger channels and higher resistance.
With this bit the drilling of straight wellbores was carried out without complications.

143
Figure 5.14: Wood bit broken in two pieces.
5.5.2 Steel caps cementing
The challenge on the steel caps cementing in shale cores relies on the core protection to avoid
contact with air or water. A careful wrapping of the core was conducted leaving only 1” of core
exposure close to the steel cap. This exposed surface will be covered with cement for later
grinding. The interface between the cement and the steel cap needs to be smooth to allow an
evenly applied confining pressure. The wellbore on the core and on the steel caps were covered
with tape to avoid air entrance into the wellbore. The surface grinding was conducted carefully
with the core in a vertical position. Only the area close to the steel caps required grinding.
5.6 Wellbore Strengthening Tests using a Hydraulic Fracturing Apparatus
5.6.1 Experimental procedure for testing of shale cores
The hydraulic fracturing tests in shale cores are conducted basically in the same way as that for
sandstone cores. The key differences compared to the check list of Table 4-4 in a previous
chapter are listed below:
Plastic wrap on the shale core is removed after screwing the injection line into the sample
(Step 10). This is due to avoid as much as possible the core contact with air

144
Before placing the core into the pressure cell (Step 9) a tape surrounding the bottom end
of the core is manufactured to place the core into the pressure cell. This is done to avoid
axial tension on the core that could cause failure
Blend preparation is carried out before the overburden load and confining pressure
application (Steps 28-31). Overburden is applied slowly until 350 psi. This type of shale
cores are sensitive to the rate at which the load is applied. 100 psi/min is an advisable rate
The check list post-experiment follows the same steps from Table 4-5.
5.6.2 Wellbore strengthening results
Based on filtration and wellbore strengthening results from sandstone cores, an optimized test
schedule for shale cores was developed. This schedule allowed the understanding of the two
different types of NPs in shale cores. The wellbore strengthening mechanism was identified from
this testing. Two different mud systems were tested, virgin OBM and recycled OBM provided
by Blackstone from the field. The virgin OBM (90:10) was the same used in filtration
experiments and wellbore strengthening tests in sandstone cores. The recycled OBM (87:13) was
obtained from a depth of 2929 m with higher water content and density (1100 kg/m3 vs. 926
kg/m3). A higher plastic viscosity (20 cp), yield point (6 lb/100ft
2) and gel strength at 10 min (11
lb/100ft2) compared to the virgin mud was recorded. Drill cuttings were also observed in the
recycled sample. The use of a recycled mud created a strong impact on these research results by
quantifying the NPs performance in a “dirty” OBM sample.
The tests conducted in virgin OBM included the control sample, DF1, DC6, DC4, and DF3
blends. Table 4-7 shows the concentration levels for each blend. The most remarkable data
obtained from the hydraulic fracturing experiments for these blends is described next. Results
analysis and implications will be later addressed in an independent section.

145
Control Sample (CS) Test
The Pfb for the control sample (sample without NPs and graphite) was 519.6 psi. Figure 5.15
shows the P vs. t plot. After 10 min of fracture healing, the maximum pressure recorded was
497.8 psi. In contrast to the tests on sandstones, refilling of the syringe pumps was not required
before the first fracture propagation. This is due to the low permeability of the shale that prevents
mud filtration.
Figure 5.15: P vs. t plot for control sample in shale.
Figure 5.16 shows the shale core after the testing. Mud bleeding through the fracture was
observed.
Figure 5.16: Core after control sample in shale testing.

146
DC4 Shale
An initial breakdown pressure of 519.9 psi was recorded. After fracture healing of 10 min, the
maximum pressure recorded in the second injection cycle reached 659.3 psi as illustrated in
Figure 5.17. This means a 26.9% of strengthening in comparison to the control sample. The core
after the test is presented in Figure 5.18.
Figure 5.17: P vs. t plot for DC4 Shale indicating the pressure increase.
Note that in the core two vertical fractures are observed. This is consistent with the P vs. t plot
and indicates that the wellbore was strengthened in the direction of the initial fracture and the
fluid from the second injection cycle was forced to follow a different direction.
DC6 Shale
Figure 5.19 shows the pressure behavior for the DC6 blend. An initial breakdown pressure of
502.9 psi was recorded. This value is similar to the control sample. A similar situation
experienced with DC4 was observed.
26.9% increase

147
Figure 5.18: Core after DC4 Shale testing.
The maximum pressure obtained in the second injection cycle reached 673.9 psi, giving this a
29.7% increase in wellbore strengthening compared to the control sample. The performance of
DC6 was slightly better than for DC4. This same situation was observed in testing of sandstone
cores.
Figure 5.19: P vs. t plot for DC6 Shale indicating the pressure increase.
29.7% increase

148
Figure 5.20: Core after DC6 Shale testing.
Figure 5.20 shows the core after the DC6 blend testing. Two vertical fractures are visualized.
This means that wellbore strengthening took place after the first injection cycle and fracture
healing.
Figure 5.21: P vs. t plot for DF1 Shale indicating the pressure increase.
20% increase

149
DF1 Shale
DC1 blend was tested in a shale core and Figure 5.21shows the pressure behavior. A maximum
pressure of 625.84 psi was recorded after the second injection cycle. This represents 20% of
wellbore strengthening. The initial breakdown pressure was quantified in 523.74 psi. This value
is basically the same as the control sample. Figure 5.22 shows the core after the testing. Two
bleeding vertical fractures were observed.
Figure 5.22: Core after DF1 Shale testing.
DF3 Shale
Figure 5.23 shows the P vs. t plot for the DF3 blend. A maximum pressure of 552 psi was
reached after the second injection cycle. This pressure increase gives 6.3% wellbore
strenghtening. The initial breakdown pressure was quantified in 524 psi. Overall, the
performance of NP2 on wellbore strengthening is better than NP1 on virgin OBM. The same
happened in sandstone cores. Figure 5.24 shows the core after testing. Two verical fractures were
observed. This allows concluding that with virgin OBM a second vertical fracture is forced to
follow a different direction.

150
Figure 5.23: P vs. t plot for DF3 Shale indicating the pressure increase.
Testing of strengthening in shale cores also involved recycled OBM. The summary of each
conducted test is presented as follows starting from the test involving the control sample of
recycled mud.
Figure 5.24: Core after DF3 Shale testing.
6.3% increase

151
Control Sample (CS) test on recycled mud
Figure 5.25 shows the mixing of the recycled mud (without NPs and graphite) before the testing.
The pressure behaviour in time is presented as Figure 5.26. A maximum pressure increase of
485.6 psi was recorded. This is similar value to the CS for virgin mud (519.6 psi), i.e., a
difference of just 7%. This value will serve as reference to calculate the wellbore strengthening.
After 10 min of fracture healing, a maximum pressure of 360 psi was recorded in the second
injection cycle.
Figure 5.25: Mixing of recycled mud for testing.
Figure 5.27 shows the core after the testing indicating a vertical fracture.
Figure 5.26: P vs. t plot for Blackstone control sample in shale.

152
Figure 5.27: Core after Blackstone control sample testing.
BDF-B3-I-05A
This blend contains 0.5 wt% of Iron NPs prepared in-situ from aqueous precursors. 0.5 wt% of
graphite was also added. 534.98 psi was recorded as the maximum pressure. This gives 10% of
wellbore strengthening compared to the control sample. Figure 5.28 shows the P vs. t plot. The
core after testing is presented in Figure 5.29.
Figure 5.28: P vs. t plot for BDF-B3-I-05A indicating the pressure increase.
10% increase

153
In contrast to DF1, which also has NP1 at 0.5 wt%, this blend BDF-B3-I-05A did not perform
that good. Giving this an insight that NP1 work more effectively on virgin mud.
Figure 5.29: Core after BDF-B3-I-05A testing.
BDF-B3-I-05C
This blend also contains a 0.5 wt% of NP1 and 0.5 wt% of graphite. NP1 preparation differed
from the blend BDF-B3-I-05A. The NP1 preparation consisted of mixed the recycled mud with a
virgin OBM containing a high NP1 concentration of 5 wt% in a 90:10 proportion. A maximum
pressure increase of 529 psi was recorded. This gives an 8.4% of wellbore strengthening. It is
concluded that the way NP1 is prepared does not have a significant impact on strengthening.
Figure 5.30 shows the P vs. t plot. The initial breakdown pressure was 488.1 psi. Figure 5.31
shows the core after the testing showing two vertical fractures.
BDF-B3-C-3S
This blend contains 3.0 wt% of NP2 and 2.0 wt% of graphite. 627.7 psi was recorded as the
maximum pressure after the second injection cycle. This represents 29.2% of wellbore
strengthening. The initial breakdown pressure was quantified as 484.7 psi. Figure 5.32 shows the

154
P vs. t plot. DC6 blend gave 29.7 % of wellbore strengthening. From this it can concluded that
recycled mud does not have a big effect on NP2 performance.
Figure 5.30: P vs. t plot for BDF-B3-I-05C indicating the pressure increase.
The core after testing is presented in Figure 5.33 showing two vertical fractures.
Figure 5.31: Core after BDF-B3-I-05C testing.
8.4% increase

155
0.5 wt% of Graphite in recycled mud
From tests in sandstone cores it was concluded that the graphite level is not a critical parameter
for wellbore strengthening when NPs are not added to blends. A blend just containing graphite at
0.5 wt% was tested in a shale core to have a reference point at 0 wt% of NPs concentration.
Figure 5.32: P vs. t plot for BDF-B3-C-3S indicating the pressure increase.
Figure 5.34 shows the P vs. t plot where a very small pressure increase over the control sample
was experienced.
Figure 5.33: Core after BDF-B3-C-3S testing.
29.2% increase
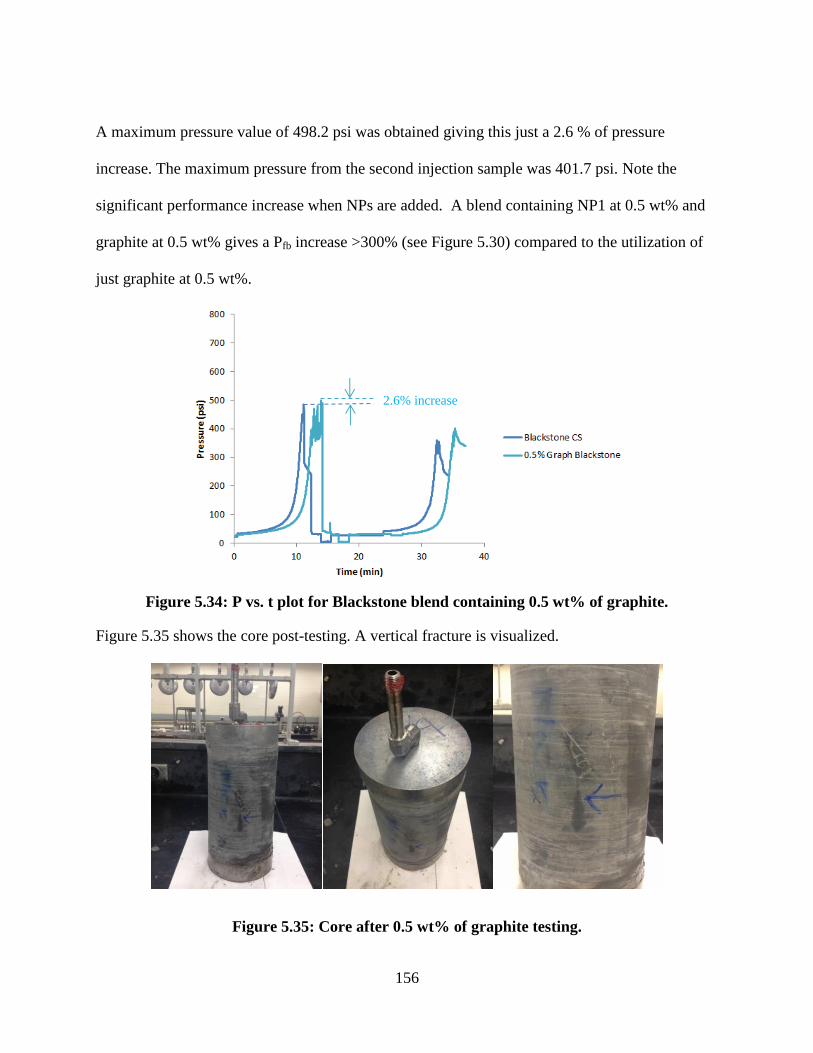
156
A maximum pressure value of 498.2 psi was obtained giving this just a 2.6 % of pressure
increase. The maximum pressure from the second injection sample was 401.7 psi. Note the
significant performance increase when NPs are added. A blend containing NP1 at 0.5 wt% and
graphite at 0.5 wt% gives a Pfb increase >300% (see Figure 5.30) compared to the utilization of
just graphite at 0.5 wt%.
Figure 5.34: P vs. t plot for Blackstone blend containing 0.5 wt% of graphite.
Figure 5.35 shows the core post-testing. A vertical fracture is visualized.
Figure 5.35: Core after 0.5 wt% of graphite testing.
2.6% increase

157
5.6.3 Challenges faced in wellbore strengthening tests
Wellbore strengthening tests on shale cores are complex. Especially since these types of
formations were not tested previously in the hydraulic fracturing apparatus. The first research
step in shale tests involved finding the optimum operational parameters for a successful test. In
this section, the most relevant challenges faced are addressed and the lessons learned are
highlighted for future reference. This research involved troubleshooting of all the experimental
issues from the experimental testing. Just a limited contribution from mechanical technicians was
received.
Core failure when applying overburden load
In the third test, the core failed when applying overburden load at an approximate pressure of
380 psi. The rate at which the overburden load was applied followed the same approach from the
previous two cores. This was also the same approach used in applying the overburden load to the
sandstone cores. When the core failed the overburden load decreased rapidly to 50 psi. At this
time the load was removed and the core was extracted from the pressure cell. Figure 5.36 shows
the core taken out from the pressure cell and a view of the inside of the pressure cell. The
removal of the shale cores segments from the pressure cell is a tedious activity that required the
use of a hand drill to break it into small segments to allow easy manual extraction. This removal
needs to be conducted carefully to avoid deterioration of the rubber sleeve that applies confining
pressure. A chisel and a hammer were initially used but it took considerable time.

158
(a) (b) (c)
Figure 5.36: (a) Shale core from top cap after failure. (b) Shale core from top and bottom
cap after failure. (c) Shale segments inside pressure cell.
When the overburden load and steel caps over the broken core were removed, water droplets
were observed. This indicated that water leakage occurred from the confining rubber sleeve due
to the test failure. After all the shale segments were removed, the cause of the leakage was
investigated. A leakage test involved air injection at 60 psi through the confining line and
bubbles and air coming out were observed in the area highlighted in Figure 5.37.
Figure 5.37: Rubber sleeve after shale core segments extraction. Red arrow indicates the
leakage area.
When the core fails, sliding of the top part of the core occurs along the failure plane and this
exerts a high pressure on the rubber sleeve until the point of breaking the silicon seal. As
previously mentioned, this research also involved troubleshooting of this issue. For solving the
Leakage

159
leakage, the pressure cell required disassembly. The pressure cell-disassembly and assembly
consists of the next steps:
- Unscrew of nuts from top flange
- Rods removing from top flange (it required hammering downwards)
- Removing of top flange by hammering using a sledgehammer
- Removing of rubber sleeve (Figure 5.38a)
- Raising of steel cell using cell motors (Figure 5.38b)
- Cleaning old silicon. Removing of gaskets
- Placing of a new bottom gasket and silicon. Placement of a new rubber sleeve on bottom
flange and into the steel cell (Figure 5.38c)
- Placement of top flange
- Tightening nuts on rods
- Silicon dry out for 24 hours
Once the cell was assembled, a leakage test was conducted by filling the pressure cell with water
and injecting air to the confining rubber sleeve. If bubbles coming out from the sleeve were not
observed, the system was ready for a new test. This complete procedure takes a total of 2 days if
there is availability of rubber sleeves and gaskets.
Second core failure when applying overburden load
After the test failure, two main reasons were considered as the root cause. Excess of overburden
pressure applied on the shale core and failure due to axial tension were considered. A new
approach for pressurizing the shale core into the pressure shale was conducted:
- Apply overburden pressure up to 100 psi
- Apply confining pressure up to 100 psi

160
- Increase pressure in the wellbore up to 100 psi
- Increase overburden pressure up to 400 psi
(a) (b) (c)
Figure 5.38: (a) Rubber sleeve. (b) Steel cylinder removal from bottom flange. (c)
Placement of a new rubber sleeve and silicon.
To avoid the failure due to axial tension, a tape support for the bottom cap was manufactured as
illustrated in Figure 5.39a. This allowed the placement of the core into the pressure cell by
supporting it from the tape. The steel caps weight is 1 kg and if the core is placed into the
pressure cell from supporting the top cap this weight may be responsible of the failure due to
tension load. Using this new approach the overburden load was increased to 380 psi. At that
point the core failed and the confining gauge showed a pressure increase up to 200 psi. This
confining pressure increase occurred due to the pressure exerted by the broken core towards the
rubber sleeve. Figure 5.39b shows a top view of the pressure cell where the height reduction is
observed due to the breaking. Figure 5.39c shows the shale core after extraction from the
pressure cell.

161
(a) (b) (c)
Figure 5.39: (a) Tape support for bottom cap. (b) Top view of pressure cell after core
failure. (c) Shale core after failure.
Third core failure when applying overburden load
After the second failed test, a maximum overburden pressure of 350 psi was applied.
Investigation of the failure led to the conclusion that shale cores were experiencing a certain
degree of strength reduction due to contact with mineral oil. The overburden stress reduction will
not have any effect on the fracture gradient since this is not a parameter involved in the fracture
gradient estimation in this type of system. The original approach of applying first overburden
pressure and then confining was used. When the pressure in the overburden gauge reached 350
psi the core failed and immediate reduction of overburden pressure was experienced.
Figure 5.40 shows the pressure cell and shale core after failure. From this point the maximum
overburden load to be applied in further tests was evaluated. Also, the rate at which the
overburden rate was applied was considered.

162
(a) (b)
Figure 5.40: (a) Top view of pressure cell after core failure. (b) Shale core after failure.
Test failure due to leakage from confining rubber sleeve
From the bulk of failed experiments, two new steps were established:
- Apply overburden load up to 350 psi
- Use a load rate of 100 psi/min instead of 300 psi/min as in the previous experiments
The failure of the cores while applying the overburden load was assumed to take place not only
due to high stress values but also the rate at which the stress was applied.
This approach was successfully carried out in a fourth experiment. The core did not break with
an applied overburden load of 350 psi. It was concluded that an optimum load application rate
was found. However, when the confining pressure was applied a water leak was observed and
illustrated in Figure 5.41. This water escaped from the rubber sleeve due to a broken silicon seal.
This silicon seal was affected after the failure of the third core. In conclusion, every time a core
fails, a complete cell disassembly needs to be done to set new gaskets and silicon seals.

163
(a) (b)
Figure 5.41: (a) Top view of pressure cell before testing. (b) Water leakage from rubber
sleeve on top pressure cell.
In this case the pressure disassembly and assembly was even more challenging. The gaskets
needed for the bottom flange were no longer available. The use of a new bottom gasket was
required. Note in Figure 5.42 the difference between the top and bottom gasket. A gasket of this
dimension (8.5”ODx8.0”IDx0.25”) was not available. This required the manufacturing of a
gasket of this dimension from a SBR rubber strip shown in Figure 5.42. A compass cutter knife
was used in the shop to obtain the desired dimensions. Figure 5.43 showed the in-house
manufactured gasket at the bottom flange. For the top flange the same top gasket that was in
good conditions was used.
Water

164
(a) (b)
Figure 5.42: (a) Top and bottom gaskets. (b) SBR rubber strip for gasket manufacturing.
This endeavor took a total of 5 days from the arrival of the SBR strip. This new assembly
worked successfully for the upcoming tests. The new overburden load values and rate of
application were considered.
Figure 5.43: New gasket on bottom flange.
Top Gasket Bottom Gasket
New Gasket

165
5.7 Shale Cores Post-testing Analysis
After removing the steel caps a cross-section of the core can be visualized. Figure 5.44 shows a
cross-section where the vertical fracture can be observed. Note that more than two vertical
fractures are present. This corroborated the strengthening in the direction of the original fracture
and the creation of a second hydraulic fracture in a different direction as a result of the second
injection cycle.
Figure 5.44: Shale core after testing. A vertical fracture can be observed.
A Hirox Optical Digital microscope was used to take a picture of the fractures in the shale core
after the hydraulic fracturing test. Figure 5.45 shows a zoom on the two vertical fractures
obtained from the core presented in Figure 5.22. The fracture width had an average value of
20 µm. This same average fracture width was recorded along the fracture. Figure 5.46 shows the
shale disc that was used in this analysis. This disc was cut from the shale core using the rock saw
at the RMERC. Cutting was performed in dry since this formation is sensitive to water. The other
end of the disc was taped to avoid disintegration while cutting.
Figure 5.47 shows a zoom of the wellbore where the two horizontal fractures are indicated with
red arrows. A 3D recreation of wellbore was developed. Two vertical fractures can also be
observed from this perspective.

166
(a) (b)
Figure 5.45: (a) Core showing two vertical fractures. (b) Hirox Optical Digital microscope
on shale sample.
A microscope analysis was also conducted at the core end. Figure 5.48 shows a microscope
image of the hydraulic fractures at the core end. An average fracture with of 20 µm was also
observed at the core end. A 3D of the core end was also conducted and allows visualizing of the
fracture path at the core end.
Figure 5.46: Top view of shale sample analyzed in Optical microscope.

167
A constant fracture width along the fracture plane is an important implication for the
understanding of the wellbore strenghtening mechanism. This will be addressed in the next
section.
Figure 5.47: (a) Shale core wellbore indicating two vertical fractures. (b) 3D illustration of
shale core wellbore.
Figure 5.48: (a) Shale core end indicating two vertical fractures. (b) 3D illustration of shale
core end.

168
5.8 Results Analysis and Proposed Mechanism for Wellbore Strengthening in Shale Cores
5.8.1 Results analysis of wellbore strengthening in shale cores
Wellbore strengthening results for NP2 are summarized in Figure 5.49. This plot includes the
tests results from the virgin OBM and the recycled sample. Note a defined trend was obtained
which resembles the trend obtained for NP2 in sandstone cores. At NP2 concentrations <0.5 wt%
there was a rapid increase in Pfb as concentration increases. At concentrations >0.5 wt%, further
addition of NP2 just slightly helped the strengthening process. Despite two different fluids were
included in this plot, a trend was observed. This indicates that the performance of NP2 was not
susceptible to higher water content, density and presence of drill cuttings.
Figure 5.49: % Pfb vs. NP2 concentration in shale cores.
Results obtained from NP1 contained blends are summarized in Figure 5.50. Blends prepared
from virgin and recycled OBM samples were considered. Note that the plot composed by DF1
and DF3 resembled the plot obtained in sandstone cores from NP1 blends. NP1 concentrations
>0.5 wt% negatively affected the wellbore strengthening. Lines connect the Blackstone blends
with the DF3. This was performed as an approximate extrapolation based on the results obtained
with NP2 blends. With NP1 blends, a bigger difference in wellbore strengthening compared to

169
NP2 was observed at 0.5 wt%. The virgin OBM performed slightly better than the recycled
samples. However, it should be pointed out that NPs were prepared from aqueous precursors in
recycled OBM samples. In this way of reasoning, the extrapolations drawn with lines showed
the same trend: at higher NP1 concentration, a worse wellbore strengthening was obtained. This
is a reasonable conclusion since the strengthening obtained is better with virgin mud, so %Pfb at
high NP1 concentration from a recycled mud is not expected to be higher than the one for DF3.
Figure 5.50: %Pfb increase vs. NP1 concentration in shale cores.
A comparison between the wellbore strengthening and filtration results at HPHT for NP2 as a
function of NPs concentration is presented in Figure 5.51. Proportionality between the two
parameters is observed. This means that in shale formation, the amount of filtration towards the
formation has implications on wellbore strengthening performance as occurred with sandstone
cores. This is reasonable since filtration needs to be controlled for the wellbore strengthening
mechanism to take place.
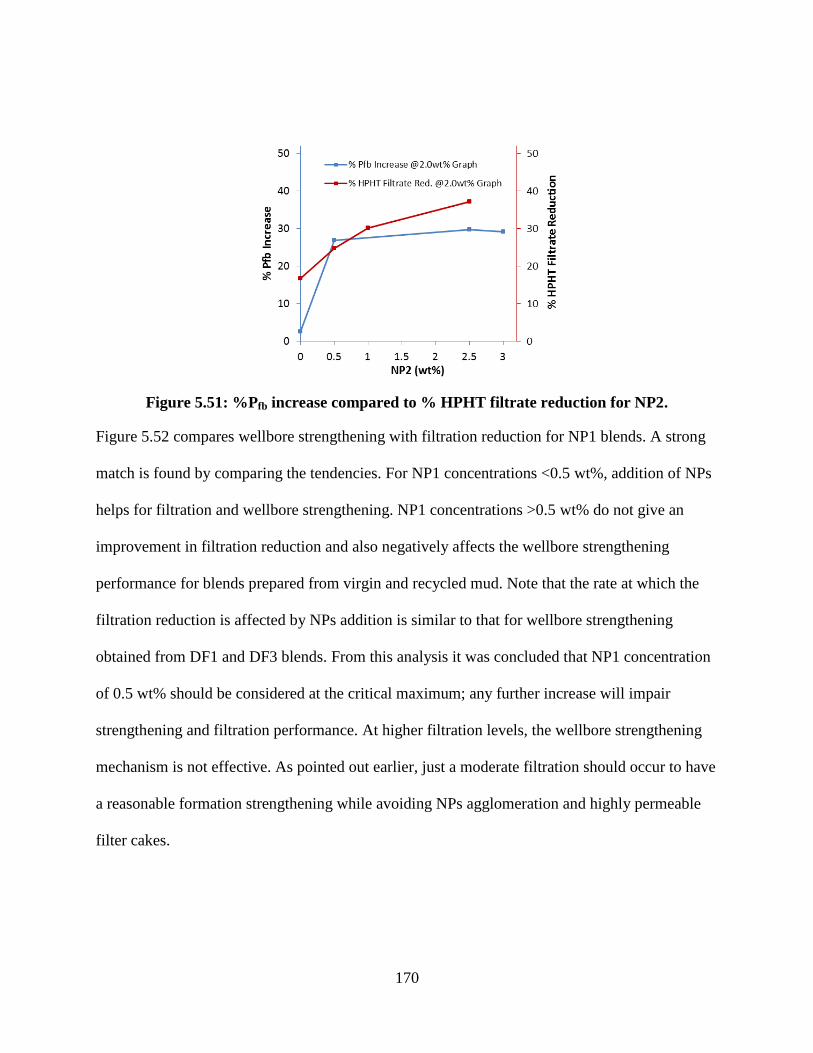
170
Figure 5.51: %Pfb increase compared to % HPHT filtrate reduction for NP2.
Figure 5.52 compares wellbore strengthening with filtration reduction for NP1 blends. A strong
match is found by comparing the tendencies. For NP1 concentrations <0.5 wt%, addition of NPs
helps for filtration and wellbore strengthening. NP1 concentrations >0.5 wt% do not give an
improvement in filtration reduction and also negatively affects the wellbore strengthening
performance for blends prepared from virgin and recycled mud. Note that the rate at which the
filtration reduction is affected by NPs addition is similar to that for wellbore strengthening
obtained from DF1 and DF3 blends. From this analysis it was concluded that NP1 concentration
of 0.5 wt% should be considered at the critical maximum; any further increase will impair
strengthening and filtration performance. At higher filtration levels, the wellbore strengthening
mechanism is not effective. As pointed out earlier, just a moderate filtration should occur to have
a reasonable formation strengthening while avoiding NPs agglomeration and highly permeable
filter cakes.

171
Figure 5.52: % Pfb increase vs. % HPHT filtrate reduction for NP2. Arrow indicates the
direction of NP1 concentration increase.
5.8.2 Proposed mechanism for wellbore strengthening in shale cores
For a better understanding of the wellbore strengthening mechanism in shale cores,
determination of whether the carrier fluid containing NPs and LCM can or cannot enter into the
shale pore throat apertures is required. Some skeptical drilling experts believe that wellbore
strengthening cannot occur in shale formations since invasion of the carried fluids towards the
formation cannot take place. This occurs since drilling is still strongly influenced by empirical
thoughts that consider shale formation as an impermeable media. This research presents
scientific evidence that shows that carrier fluid invasion can occur. This conclusion is based on
shale pore throat apertures calculation as a function of confining pressure. This was corroborated
with SEM analysis that showed a well-established seal composed of NPs and granular material
resembling a filter cake.
NP2 have an average size of 60 nm and have a wide size range from 20 to 500 nm. This wide
particle size distribution makes much more effective fracture sealing since it facilitates
agglomeration and settlement of NPs one over the others. This strong seal created by NP2
172
results in a better wellbore strengthening that was demonstrated experimentally in sandstone and
shale cores in previous sections. NP1 have a smaller average size of 30 nm. The in-situ
preparation of NPs can yield to the creation also of a range from nano- to micro-levels. This fact
helps to the creation of a stable seal where micron sized particles are deposited first followed by
trapped of the NPs into the void space of larger particles. If the carrier fluid invasion to the shale
pore throat apertures is feasible, then the development of an immobile mass along the shale
fracture will create a seal by dehydration of the blend containing NPs and graphite.
As mentioned previously, at 400 psi of effective stress the porosity is quantified as 0.0773
(fraction). Permeability of 0.007 md is obtained at the same conditions. The pore throat aperture
(in microns) has been defined by Aguilera (2002, 2004) as:
Eq. 5.1
By solving Eq. 5.1 for the Catoosa shale at the testing condition, the pore throat aperture is 0.11
microns. This means 110 nm, or a pore throat diameter of 220 nm. Figure 4.57 shows the
Catoosa shale as a blue dot in a plot of permeability vs. porosity identifying the flow units. Since
the diameter of the oil molecules range between 0.5 and 10 nm (Aguilera, 2013) it can be
concluded that the OBM molecules will invade the shale formation creating a dehydration of the
blends carrying out the NPs and graphite and therefore forming a seal. NP1 and NP2 diameter
are in average less than the Catoosa shale pore throat aperture. From this, an eventual NPs
invasion could also take place. However, if nanoparticles aggregations are formed, the invasion
will be restricted by the throat aperture size.
45.0
35100
665.2
krp

173
Figure 5.53: Permeability vs. Porosity cross-plot including shale formations from Canada
and United States. Nikanassin tight gas formation data is also included and represented on
the top of the plot (Aguilera, 2013). The Blue square stands for the Catoosa shale at testing
conditions.
The disc presented in Figure 5.46 was divided in two pieces and a cross-section that allows
visualizing the fracture plane is presented in Figure 5.54. From this cross-section no details of
the seal formed along the fracture or filter cake around the wellbore can be observed. Since the
sample contains mineral oil on the surface, graphite particles are difficult to observe due to the
dark color. A detailed analysis of the fracture plane and characterization of the seal formed along
the fracture required utilization of SEM analysis.
Figure 5.54: Shale core cross-section along the fracture plane.
1 cm

174
SEM and EDX analysis were performed on a shale core where NP1 nanoparticles were used for
wellbore strengthening. Shale samples at fracture mouth and at the fracture end as shown in
Figure 5.55 were analyzed. Figure 5.56 shows the shale samples prepared for the SEM analysis.
Samples at fracture mouth, at the fracture end, and samples oriented to allow a front view of the
fracture plane were prepared. Cross-section images of the fracture allowed the characterization
of the seal and imaging of the fracture plane itself from a front view allowed the analysis of the
NPs and LCM distribution.
Figure 5.55: Location and nomenclature of shale samples analyzed.
A cross-section analysis of the fracture plane at fracture mouth shows that the thicker seal
measures 20 µm. Figure 5.57 shows the interface between the shale and the seal. It also shows a
zoom on the seal and interface between the seal and the rock. Note that a particle distribution is
observed. Good attachment from the seal towards the formation is also noticed.
This seal dimension matches with the microscope analysis carried out post-testing illustrated in
Figure 5.45. This seal was developed as the carrier fluid invaded the shale formation.

175
Figure 5.56: Shale samples for SEM and EDX analysis.
Figure 5.58 shows an image of much higher resolution allowing the visualizing of the NP1 at the
nano-scale. NP1 are the particles that exhibit brighter color in the image. Some of them have
sizes even smaller than 100 nm.
(a) (b)
Figure 5.57: (a) Cross-section of fracture plane (2000x mag) close to wellbore. (b) Zoom in
seal (5000x mag) at fracture mouth.
A key analysis was carried out by analyzing a fracture plane cross-section at the fracture end.
The images in Figure 5.59 demonstrate that a seal exists at the fracture end. This analysis rules
Shale Seal
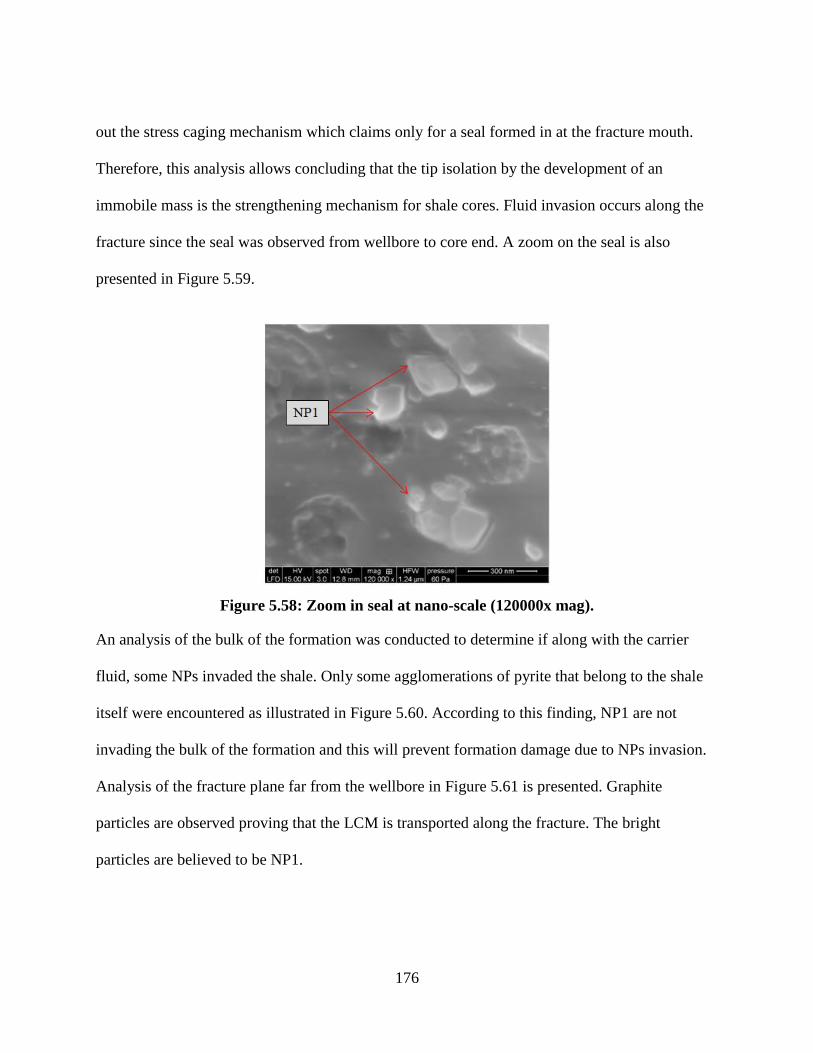
176
out the stress caging mechanism which claims only for a seal formed in at the fracture mouth.
Therefore, this analysis allows concluding that the tip isolation by the development of an
immobile mass is the strengthening mechanism for shale cores. Fluid invasion occurs along the
fracture since the seal was observed from wellbore to core end. A zoom on the seal is also
presented in Figure 5.59.
Figure 5.58: Zoom in seal at nano-scale (120000x mag).
An analysis of the bulk of the formation was conducted to determine if along with the carrier
fluid, some NPs invaded the shale. Only some agglomerations of pyrite that belong to the shale
itself were encountered as illustrated in Figure 5.60. According to this finding, NP1 are not
invading the bulk of the formation and this will prevent formation damage due to NPs invasion.
Analysis of the fracture plane far from the wellbore in Figure 5.61 is presented. Graphite
particles are observed proving that the LCM is transported along the fracture. The bright
particles are believed to be NP1.

177
(a) (b)
Figure 5.59: (a) Cross-section of fracture plane (150x mag) far from wellbore. (b) Zoom in
seal (10000x mag) at fracture end.
A further analysis focused on the NPs distribution in the seal cross-section. Figure 5.62 shows
SEM and EDX images of the seal cross-section. The green color indicates presence of iron
particles. A homogeneous distribution of iron particles along the seal was observed.
Figure 5.60: Bulk of shale (2500x mag) only showing some pyrite agglomerations.
Seal Shale
Pyrite

178
(a) (b)
Figure 5.61: Fracture plane image far from wellbore at (a) 600x mag and (b) 2400x mag.
Note graphite presence far from wellbore.
(a) (b)
Figure 5.62: (a) Seal cross-section (500x mag). (b) EDX of seal cross-section (500x mag).
Green color indicate iron particles distribution on seal.
5.9 Summary
Wellbore strengthening was possible by the implementation of in-situ prepared NPs on shale
cores. Pfb was increased up to 30% by blends containing NP2. Overall, the performance of NP2
Graphite Graphite

179
blends on the tests was superior to those ones composed by NP1. This same conclusion was
obtained from tests conducted on sandstone cores and this allows the generalization that NP2 are
a successful wellbore strengthening agent for sandstone and shale formations. Optical
microscopy, SEM and EDX analysis concluded that the fractures were completely sealed from
tip to wellbore with a homogeneous width. The mass that sealed the fracture resulted from some
(eventually low) fluid invasion towards the formation. This was anticipated to occur based on
rp35 analysis following the approach proposed by Aguilera (2002, 2004). This ruled out the stress
caging as the predominant wellbore strengthening mechanism. A comparison between wellbore
strengthening and filtration reduction trends showed that proportionality exists between these
two parameters, and therefore the physical mechanism of wellbore strengthening in shale can be
related to the previous one discussed for sandstone in Chapter 4. Based on experimental results
and samples post-testing analysis, this research came up with the hypothesis that once the blend
containing NPs and LCM travel along the fracture, the NPs get attached to the formation forming
a seal in conjunction with the graphite. It is believed that due to OBM invasion to the fracture-
plane surroundings, shale could eventually interact with the water droplets and swell in a certain
level creating a seal compaction and increasing its resistance. When the second injection cycle is
conducted, the initial fractured is already completely sealed and this will force the fluid to follow
a different direction, in which, a higher pressure is required for a new fracture generation. The
two vertical fractures observed in the cores after their extraction from the pressure cell and
pressure vs. time plots (Figs. 5.17-5.33) supported this argumentation. One important
implication of the in-situ prepared NPs in this research is their availability to work on recycled
mud samples, for which water composition and rheological properties have been altered while
drilling. This will eventually allow field applicability. NPs that were prepared from solid

180
precursors performed better compared to those ones prepared from aqueous precursors according
to the hydraulic experiments in shale. This is believed to be associated with less water content in
the total fluid volume containing NPs prepared from solid precursors at a certain concentration.
From this research, a sample preparation and experimental steps for hydraulic fracturing
experiments with shale cores were established. While it is true that experiments with shale cores
can be considered of high complexity, the lessons learned from this exhaustive experimental
research will serve as a reference for further research.

181
Conclusions, Original Contributions to Knowledge and Recommendations Chapter Six:
6.1 General Remarks
This research is an original and multidisciplinary endeavor that the author conducted from a
cooperative agreement between the University of Calgary and the Missouri University of Science
and Technology. The in-situ prepared NPs virtues on wellbore strengthening and filtration
control were discovered. Wellbore strengthening and filtration control are two critical aspects in
oil and gas exploitation projects. This work proved that wellbore strengthening is possible in
sandstone and shale formations using in-house prepared NPs at low concentration in OBM. The
predominant wellbore strengthening mechanism was identified for both lithology types through
optical microscopy, SEM, and EDX analysis. Until now, the wellbore strengthening mechanism
has been a controversial topic that this research addressed. A match between filtration at HPHT
in permeable media and wellbore strengthening was found and this represents a cutting-edge
engineering finding that allows a better understanding of the wellbore strengthening mechanism
itself. Development of mechanical arrangements, manufacturing of experimental tools and
establishing of operational procedures for testing are contributions from this work for further
research. Optimization of the drilling and completions operations is anticipated by utilizing these
research results.
6.2 Conclusions
The research results proved the successful application of in-house prepared NPs together with
graphite in reducing mud filtration in porous media simulated by ceramic discs using OBM at
HPHT and LPLT. These findings are anticipated to be of interest in drilling industry to mitigate

182
the formation damage due to mud filtrate. Filtration reductions up to 76% and 48% were
achieved at HPHT by OBM blends in the presence of NP1 and NP2 respectively. Also, NP1 and
NP2 can yield significant filtrate reduction under LPLT conditions. Filtration reductions of 100%
and 44% were achieved by blends in the presence of NP1 and NP2 respectively at these
conditions. Filter cake thicknesses behaved under an acceptable range for HPHT and LPLT
conditions. The thicker the filter cake, the poorer the filtration reduction. NPs agglomeration was
believed to be the reason due to the low interaction with the clays contained in the mud that
resulted in high-permeability filter cakes. NP1 at high concentrations are believed to
agglomerate. NP2 gave better filtrate reduction at higher NPs concentrations. NP2 at high
concentrations most likely have a better interaction with clays in the drilling fluid. Rheology
parameters measured at 120°F are not significantly affected by the addition of NPs and LCM.
This allows NPs to be included into the drilling fluid without requiring additional rheological
additives.
Wellbore strengthening was achieved experimentally in sandstone and shale cores by using in-
house prepared NPs in OBM. A strong relationship between wellbore strengthening and filtration
reduction was found. Overall, NP2 were superior to NP1 for wellbore strengthening in sandstone
and shale cores. Wellbore strengthening reached maximum values of 65.1% and 29.7% in
sandstone and shale cores respectively using NP2 and graphite. Maximum fracture pressures of
39.2% and 20% were recorded using NP1 and graphite. This different performance was
explained based on different capabilities in filtration reduction from the two NPs types and
viscosity of the resulting blends. Tip resistance by the development of an immobile mass was
identified as the predominant wellbore strengthening mechanism based on optical microscopy,
SEM, and EDX analysis. There is a strong match between wellbore strengthening and filtration

183
reduction. Some filtration was observed to be beneficial but high filtration impairs the wellbore
strengthening mechanism based on the hypothesis that the blend that travels along the fracture
becomes quickly dehydrated and particles will not completely reach the fracture tip. The
chemical reaction for the formation of NP2 was demonstrated by conducting EDX analysis. A
thin seal composed of NP2 in a sandstone core developed along the fracture and wellbore with a
homogenous NPs distribution. NPs proved to be suitable on virgin mud and also on recycled
mud systems were the water content, density and viscosity have been affected and presence of
some cuttings took place. Performance of NP2 in virgin and recycled mud was basically the
same. NP1 performance is more sensitive to carrier mud composition (virgin vs. recycled). This
is believed to occur since NP1 are more sensitive to the interaction with higher water contents.
NPs did not invade the bulk of the shale formation. A thin seal was created along the fracture
plane with a homogeneous distribution of NPs. This is a major outcome since formation damage
can be mitigated by preventing NPs invasion in the porous media.
6.3 Original Contributions to Knowledge
The original contributions to knowledge from this research are:
Experimental demonstration of wellbore strengthening in shale formations by means of in-
house prepared NPs in OBM
Determination of the wellbore strengthening mechanism in sandstone and shale
Establishment of the match between wellbore strengthening and filtration reduction and its
relationship with the physical phenomenon behind the wellbore strengthening mechanism
Establishment of wellbore strengthening trends for sandstone and shale cores for different NPs
concentrations and graphite levels

184
Determination of non-invasion of NPs into the shale bulk
Experimental demonstration of filtration reduction from in-house prepared NPs into OBM at
HPHT in porous media
Establishment of filtration reduction trends at HPHT and LPLT as function of NPs
concentration and graphite levels
Establishment of an operational procedure for conducting hydraulic fracturing tests in shale
formations in a pressure cell under overburden and confining loads including the sample
preparation procedure
6.4 Recommendations
The following recommendations are proposed for future research:
Test different NPs types and mixtures in OBM and WBM blends for wellbore strengthening. In
WBM, investigate the optimum type and concentration of surfactant and co-surfactant for an
appropriate dispersion and NPs stability
Test different types of NPs in blends for filtration reduction at HPHT in porous media. The
porous media is suggested to be simulated by real rock samples
Deep investigation of formation damage caused by NPs in wellbore surroundings with
particularly emphasis to sandstone formations where some fluid invasion occurs along the
wellbore and fracture plane surroundings due to its permeable nature
Incorporate more than one LCM type into the blends containing NPs and evaluate the effect of
the particle size distribution on blends performance for wellbore strengthening and filtration at
HPHT

185
Investigate the wellbore strengthening mechanism as a function of the contrast between the two
in-situ horizontal stresses. A tri-axial pressure cell should be designed and manufactured for
this purpose
Include an electronic pump for application of overburden pressure. This will significantly help
the application of a gradual load on rocks sensitive to load-application rates such as shales
Use of gamma ray logs to discriminate lithologies of sandstone and shale for the selection of
the most suitable NPs and LCM concentrations

186
References
Aadnoy, B., and Belayneh, M., 2004. Elasto-Plastic Fracturing Model for Wellbore Stability
using non-Penetrating Fluids. Journal of Petroleum Science and Engineering 45:179-192.
Aadnoy, B., and Chenevert., 1987. Stability of Highly Inclined Boreholes. SPE Drilling
Engineering 2 (4): 364-374.
Abdo, J., and Haneef, D. 2010. Nanoparticles: Promising Solution to Overcome Stern Drilling
Problems. NSTI-Nanotech 2010 Vol. 3: 635-638.
Abousoleiman, N.Y., Nguyen, V., and Hemphill, T., 2007. Time-Dependent Wellbore
Strengthening in Chemically Active or Less Active Rock Formations. AADE-07-NTCE-
67 paper presented at the 2007 AADE National Technical Conference and Exhibition,
Houston, TX, USA, 10-12 April.
Abu Bakar, M., and Gertsch, L., 2011. Saturation Effects on Disc Cutting of Sandstone. ARMA
paper 11-254 presented at the 45th U.S. Rock Mechanics/Geomechanics Symposium,
San Francisco, California, USA, 26-29 June.
Aguilera, R., 2013. Flow Units: From Conventional to Tight Gas to Shale Gas to Tight Oil to
Shale Oil Reservoirs. SPE paper 165360 presented at the SPE Western Regional &
AAPG Pacific Section Meeting, 2013 Joint Technical Conference, Monterrey, CA, USA,
19-25 April.
Aguilera, R., 2002. Incorporating Capillary Pressure, Pore Radii, Height above Free Water
Table, and Winland r35 Values on Pickett Plots. AAPG Bulletin 86 (4): 605-624.
Aguilera, R., 2004. Integration of Geology, Petrophysics, and Reservoir Engineering for
Characterization of Carbonate Reservoirs through Pickett Plots. AAPG Bulletin 88
(4):433-446.
Alberty, M.W., and McLean, M.R., 2004. A Physical Model for Stress Cages. SPE paper 90493
presented at the SPE Annual Technical Conference and Exhibition, Houston, Texas,
USA, 26-29 September.
Alsaba, M., Nygaard, R., Hareland, G., and Contreras, O., 2014. Review of Lost Circulation
Materials and Treatment with an Updated Classification. AADE-14-FTC-25 paper
presented at 2014 National Technical Conference and Exhibition proceedings, Houston,
TX, USA, 15-16 April.
Ammanullah, M., and Al-Abdullatif, Z., 2010. Preliminary test results of a water based
nanofluid. The 8th
International Conf. and Exhibition on Chemistry Industry, Manama,
Bahrain, 18-20 October.

187
Ammanullah, M., Al-Arfaj, M.K., and Al-Abdullatif, Z. 2011. Preliminary Test Results of Nano-
based Drilling Fluids for Oil and Gas Field Applications. SPE paper 139534 presented at
the SPE/IADC Drilling Conference and Exhibition, Amsterdarm, The Netherlands 1-3
March.
Amanullah, M., and Al-Tahini, M.A., 2009. Nano-Technology-Its Significance in Smart Fluid
Development for Oil and Gas Field Application. SPE paper 126102 presented at the 2009
Saudi Arabia Section Technical Symposium and Exhibition, Alkhobar, Saudi Arabia, 09-
11 May.
Andersen, E.E., AND Azar, J.J., 1990. PDC Bit Performance under Simulated Borehole
Conditions. SPE Drilling and Completion 8 (3): 184-188.
API Rheology and Hydrulics of Oil-well Drilling Fluids, 2012. Recommended Practice 13 D.
Aston, M., Alberty, M., Duncum, S., and Bruton, J., 2007. A New Treatment for Wellbore
Stregthening in Shale. SPE paper 110713 presented at the SPE Annual Technical
Conference and Exhibition, Anaheim, California, USA, 11-14 November.
Aston, M.S., Alberty, M.W., McLean, M.R., De Jong, H.J., and Armagost, K. 2004. Drilling
Fluids for Wellbore Strengthening. IADC/SPE paper 87130 presented at the IADC/SPE
Drilling Conference, Dallas, TX, USA, 2-4 March.
Aston, M., Mihalik, P., and Tunbridge, J., 2002. Towards Zero Fluid Loss Oil Based Muds. SPE
Paper 77446 presented at the SPE Annual Technical Confer3nce and Exhibition, San
Antonio, TX, USA, 29 September- 2 October.
Baroid Drilling Fluid Manual, 1997. Ch. 8. p. 8-15.
Bennett, R.B., 1984. New Drilling Fluid Technology-Mineral Oil Mud. Journal of Petroleum
Technology 36 (6): 975-981. SPE 11355-PA.
Bourgoyne Jr., A.T., Chenevert, M.E., Millheim, K.K., and Young Jr., F.S., 1986. Applied
Drilling Engineering. SPE Textbook Series, Volume 2.
Brege, J., Christian, C., Quintero, L., and Clark, D., 2010. Improving Wellbore Strengthening
Techniques by Altering the Wettability of Non-Aqueous Fluid Lost to Drilling Induced
Fractures. AADE-10-DF-HO-43 paper presented at the 2010 AADE Fluids Conference
and Exhibition, Houston, TX, USA, 6-10April.
Bryne, M., and Rojas, E., 2013. Formation Damage Matters, Sometimes – Quantification of
Damage Using Detailed Numerical Modeling. SPE paper 165115-MS presented at the
10th
SPE International Conference and Exhibition on European Formation Damage,
Noordwijk, The Netherlands, 5-7 June.

188
Cai, J., Chenevert, M.E., Sharma, M.M., and Friedheim, J., 2012. Decreasing Water Invasion
into Atoka Shale Using Nanomodified Silica Nanoparticles. SPE Drilling and
Completion 27 (1): 109-112.
Contreras, O, 2011. An Innovative Approach for Pore Pressure Prediction and Drilling
Optimization in the Abnormally Sub-pressured “Deep Basin” of the Western Canada
Sedimentary Basin. M.Sc. Thesis at the University of Calgary, AB, Canada.
Contreras, O., Hareland, G., and Aguilera, R., 2012. An Innovative Approach for Pore Pressure
Prediction and Drilling Optimization in an Abnormally Subpressured Basin. SPE Drilling
and Completions 27 (4): 531-545.
Detournay, E., McLennan, J.D., and Roegiers, J-C., 1986. Poroelastic Concepts Explain Some of
the Hydraulic Fracturing Mechanisms. APE paper 15262 presented at the SPE
Unconventional Gas Technology Symposium, Louisville, Kentucky, USA, 18-21 May.
Drucker, D., and Prager, W., 1952. Soil Mechanics and Plastic Analysis or Limit Design.
Quantitative and Applied Mathematics 10: 157-165.
Dudley, J.R., Fehler, D., and Zeilinger, S., 2001. Minimizing Lost Circulation Problems with
Synthetic Muds. GPRI Project 2000 DC3.
Dupriest, F.E., 2005. Fracture Closure Stress (FCS) and Lost Returns Practices. SPE/IADC paper
92192 presented at the SPE/IADC Drilling Conference, Amsterdam, The Netherlands,
23-25 February.
Fann High-Pressure, High-Temperature Filter Press Instruction Manual,2014. Ref. #. 209486.
Fann Series 300 LPLT Filter Press Instruction Manual, 2012. Ref# 207128.
Friedheim, J., Young, S., De Stefano, G., Lee, J., and Guo, Q., 2012. Nanotechnology for
Oilfield Applications – Hype or Reality?. SPE paper 157032 presented at the SPE
International Oilfield Nanotechnology Conference and Exhibition, Noordwijk, The
Netherlands, 12-14 June.
Fjaer, E., Holt, R.M., Horsrud, P., Raaeniku, A.M., and Risnes, R., 1992. Petroleum Related
Rock Mechanics. Elsevier.
Fuh, G.F., Morita, N., Boyd, P.A., and McGoffin, S.J., 1992. A New Approach to Preventing
Lost Circulation While Drilling. SPE paper 24599, prepared for presentation at the 67th
Annual Technical Conference and Exhibition of the Society of Petroleum Engineers,
Washington, DC, 4-7 October.
Ghalambor, A., and Economides M.J., 2002. Formation Damage Abatement: A Quarter-Century
Perspective. SPE Journal 7 (1): 4-13.

189
Gil, I., Roegiers, J-C., and Moos, D., 2006. Wellbore Cooling as a Means to Permeability
Increase Fracture Gradient. SPE paper 103256 presented at the SPE Annual Technical
Conference and Exhibition, San Antonio, TX, USA, 24-27 September.
Gonzalez, M., Benjamin, J., Lofton, J., Pepin, G., Schmidt, J., Naquin, C., Ellis, S., and Laursen,
P., 2004. Increasing Effective Fracture Gradients by Managing Wellbore Temperatures.
IADC/SPE paper 87217 presented at the IADC/SPE Drilling Conference, Dallas, TX,
USA, 2-4 March.
Gray, D.H., and Rex, R.W., 1966. Formation Damage in Sandstones Caused by Clay Dispersion
and Migration. Proceedings of 14th Natl. Conference on Clays and Clays Minerals: 355-
66.
Haimison, B., 1968. Hydrualic Fracturing in Porous and Nonporous Rock and its Potential for
Determining In-Situ Stress at Great Depth. Ph.D. Dissertation at the University of
Minnesota, Twin Cities, MN, USA.
Hareland, G., Wu, A., Ley, L., Husein, M., and Zakaria, M., 2012. Innovative Nanoparticle
Drilling Fluid and its Benefits to Horizontal or Extended Reach Drilling. SPE paper
162686 presented at the SPE Canadian Unconventional Resources Conference, Calgary,
Alberta, Canada, 30 October-1 November.
Hinds, A.A., and Clements, W.R., 1986. New Oil Passes Environmental Tests. SPE Drilling
Engineering, June 1986: 215-220.
Hinds, A.A., Smith, S.P.T., and Morton, .E.K., 1983. A Comparison of the Performance, Cost,
and Environmental Effects of Diesel-Based and Low-Toxicity Oil Mud Systems. SPE
paper 11891 presented at the 1983 SPE Offshore Europe Technology Conference and
Exhibition, Aberdeen, Sept. 6-9.
Hoek, E., and Brown, E., 1980. Empirical Strength Criterion for Rock Masses. J. Geotechnical
Engineering Div., 106: 1013-1035.
Hoelscher, K.P., De Stefano, G., Riley, M., and Young, S., 2012. Application of Nanotechnology
in Drilling Fluids. SPE paper 157031 presented at the SPE International Oilfield
Nanotechnology Conference and Exhibition, Noordwijk, The Netherlands, 12-14 June.
Howard, G., and Scott Jr., P.P., 1951. An Analysis and the Control of Lost Circulation. Journal
of Petroleum Technology 3 (6): 171-182.
Jacques, D.F., Newman Jr., H.E., and Turnbull, W.B., 1992. A Comparison of Field Drilling
Experience with Low-Viscosity Mineral Oil and Diesel Muds. IADC/SPE paper 23881
presented at the 1992 IADC/SPE Drilling Conference held in New Orleans, Louisiana,
February 18-21.

190
Javeri, S.M., Haindade, Z.W., and Jere, C.B., 2011. Mitigating Loss Circulation and Differential
Sticking Problems using Silicon Nanoparticles. SPE/IADC paper 145840 presented at the
2011 SPE/IADC Middle East Drilling Technology Conference and Exhibition, Muscat,
Oman 24-26 October.
Kirsch, G., 1898. Die Theorie der Elastizitat und die Bedurfnisse der Festigkeitslehre VDI Z 42:
707.
Lade, P., 1977. Elasto-Plasto Stress-Strain Theory for Cohesionless Soil with Curved Yield
Surfaces. International Journal of Solids and Structures 13: 1019-1035.
Li, G., Zhang, J., Zhao, H., and Hou, Y., 2012. Nanotechnology to Improve Sealing Ability of
Drilling Fluids for Shale with Micro-cracks Druring Drilling. SPE paper 156997
presented at the SPE International Oilfield Nanotechnology, Noordwijk, The Netherlands
12-14 June.
Liberman, M., 2012. Hydrualic Fracturing Experiments to Investigate Circulation Losses. M.Sc.
Thesis at the Missouri University of Science and Technology, Rolla, MO, USA.
Liu, X., and Civan, F., 1994. Formation Damage and Skin Factor Due to Filter Cake Formation
and Fines Migration in the Near-Wellbore Region. SPE paper 27364-MS presented at the
SPE Formation Damage Control Symposium, Lafayette, LA, USA, 7-10 February.
Manea, M., 2012. Designing of Drilling Fluids using Nano Scale Polymer Additives. Revue
Roumaine de Chimie 57 (3): 197-202.
Masters, J.A. 1984. Elmworth Case Study of a Deep Basin Field. AAPG Memoir 38, p. 1-157.
M-I Swaco Engineering Drilling Fluid Manual, 1998.
Morita, N., Black, A.D., and Fuh, G.F., 1996. Borehole Breakdown Pressure with Drilling
Fluids-I. Empirical Results. Int’l. J. Rock Mech. Min. Sci. & Geomech: 39-51.
Mostafavi, V., 2011. Experimental Analysis and Mechanistic Modeling of Wellbore
Strengthening. Ph.D. Dissertation at the University of Calgary, Calgary, AB, Canada.
Muecke, T.W. 1979. Formation Fines and Factors Controlling Their Movement in Porous Media.
J. Pet. Tech.: 144-50.
Muqueem, M., Weekse, A., and Al-Hajji, A., 2012. Stuck Pipe Best Practices – A Challenging
Approach to Reducing Stuck Pipe Costs. SPE paper 160845 presented at the SPE Saudi
Arabia Section Technical Symposium and Exhibition, Al-Khobar, Saudi Arabia, 8-11
April.
Mungan, N. 1965. Permeability Reduction through Changes in pH and Salinity. J. Pet. Tech.:
1449-53.

191
Nayberg, T.M., and Petty, B.R., 1986. Laboratory Study of Lost Circulation Materials for use in
Both Oil-Base and Water-Base Drilling Muds. IADC/SPE paper 14723 presented at the
IADC/SPE Drilling Conference, Dallas, TX, USA, 10-12 February.
Nguyen, P., Do, B., Pham, D., Nguyen, H., Dao, D., and Nguyen B., 2012. Evaluation on the
EOR Potential Capacity of the Synthesized Composite Silica-Core/Polymer-Shell
Nanoparticles Blended with Surfactant Systems for the HPHT Offshore Reservoir
Conditions. SPE paper 157127 presented at the SPE International Oilfield
Nanotechnology Conference, Noodwijk, The Netherlands, 12-14 June.
Nwaoji, C., 2012. Wellbore Strengthening-Nano-Particle Drilling Fluid Experimental Design
Using Hydrualic Fracture Apparatus. M.Sc. Thesis at the University of Calgary, AB,
Canada.
Potma, G.J., and Drinkwater, A.R.S., 1990. Responsible Approach to the Use of Oil Based
Muds. SPE paper 20888 presented at the Europe 90, The Hague, The Netherlands, 22-24
October.
Reid, P., and Santos, H., 2006. Ultralow Invasion Drilling Fluids: A Practical Route to Reduced
Wellbore Instability, Reduced Mud Losses, Wellbore Strengthening, and Improved
Productivity. SPE paper 101329 presented at the SPE/IADC Indian Drilling Technology
Conference and Exhibition, Mumbai, India, 16-18 October.
Reyes, L., and Osisanya, S.O., 2000. Empirical Correlation of Effective Stress Dependent Shale
Rock Properties. Petroleum Society of Canada Paper 1000-038 presented at the Canadian
International Petroleum Conference, Calgary, AB, Canada, 4-8 June.
Riley, M., Stamatakis, E., Young, S., Hoelsher, K., De Stefano, G., Ji, L., Guo., Q., and
Friedheim, J., 2012. Wellbore Stability in Unconventional Shale – The Design of a Nano-
Particle Fluid. SPE paper 153729 presented at the SPE Oil and Gas India Conference and
Exhibition, Mumbai, India 28-30 October.
Salehi, S., 2011. Numerical Simulation of Fracture Propagation and Sealing: Implications for
Wellbore Strengthening. Ph.D. Dissertation at the Missouri University of Science and
Technology, Rolla, MO, USA.
Salehi, S., and Nygaard, R., 2012. Numerical Modeling of Induced Fracture Propagation: a
Novel Approach for Lost Circulation Materials (LCM) Design in Borehole Strengthening
Applications of Deep Offshore Drilling. SPE paper 135155 presented at the SPE Annual
Technical Conference and Exhibition, San Antonio, TX, USA, 8-10 October.
Santos, H., Reid, P., McCaskill, J., Kinder, J., and Kozicz, J., 2006. Deep-water Drilling Made
more Efficient and Cost Effective: Using Microflux Control Method and Ultralow Fluid
to Open the Mud-Weight Window. OTC paper 17818 presented at the Offshore
Technology Conference, Houston, TX, USA 1-4 May.

192
Segura, J., 2011. Drillpipe Cutting at Ultrahigh Pressure Proven for Remediating Deepwater
Stuck-Pipe Hazards. SPE Drilling and Completion 26 (4): 569-577.
Sensoy, T., Chenevert, M.E., and Sharma, M.M., 2009. Minimizing Water Invasion in Shale
Using Nanoparticles. SPE paper 124429 presented at the 2009 SPE Annual Technical
Conference and Exhibition, New Orleans, Louisiana, USA, 4-7 October.
Shewalla, M., 2007. Evaluation of Shear Strength Parameters of Shale and Siltstone Using
Single Point Cutter Tests. M.Sc. Thesis at the Louisiana State University, Baton Rouge
LA, USA.
Singh, S., and Ahmed, R., 2010. Vital Role of Nanopolymers in Drilling and Stimulations Fluid
Applications. SPE paper 130413 presented at the SPE Annual Technical Conference and
Exhibition, Florence, Italy, 19-22 September.
Srivatsa, J.T., 2010. An Experimental Investigation on use of Nanoparticles as Fluid Loss
Additives in a Surfactant – Polymer Based Drilling Fluid. M.S. Thesis at Texas Tech
University.
Song, J.H., and Rojas, J.C., 2006. Preventing Mud Losses by Wellbore Strengthening. SPE paper
1015930 presented at the 2006 SPE Russia Oil and Gas Technical Conference and
Exhibition, Moscow, Russia 3-6 October.
Soroush, H., and Sampaio, J.H.B., 2006. Investigation into Strengthening Methods for
Stabilizing Wellbores in Fractured Formations. SPE paper 101802 presented at the 2006
SPE Annual Technical Conference and Exhibition, San Antonio, TX, USA, 24-27
September.
Van Oort, E., and Friedheim, J., 2011. Avoiding Losses in Depleted and Weak Zones by
Consultancy Strengthening Wellbores. SPE Drilling and Completion 26 (4): 519-530.
Wang, H., 2007. Near Wellbore Stress Analysis for Wellbore Stregthening. Ph.D. Dissertation at
the University of Wyoming, Laramie, WY, USA.
Wang, H., Soliman, M., and Towler, B., 2009. Investigation of Factors for Strengthening a
Wellbore by Propping Fractures. SPE Drilling and Completion 24 (3): 441-451.
Wang, H., Sweatman, R., Engelman, B., Deeg, W., Whitfill, D., Soliman, M., and Towler, B.,
2008. Best Practice in Understanding and Managing Lost Circulation Challenges. SPE
Drilling and Completion 23 (2): 168-175.
Whitfill, D., 2008. Lost Circulation Material Selection, Particle Size Distribution and Fracture
Modeling with Fracture Simulation Software. IADC/SPE paper 115039 presented at the
Asia Pacific Drilling Technology Conference and Exhibition, Jakarta, Indonesia, 25-27
August.
193
Wiebols, G., and Cook N., 1968. An Energy Criterion for the Strength of Rock in Polyaxial
Compression. International Journal of Rock Mechanics and Mining Sciences 5: 529-549.
Yarim, G., Uchytil, R., May, R., Trejo, A. and Church, P., 2007. Stuck Pipe Prevention – A
Proactive Solution to an Old Problem. SPE paper 109914 presented at the SPE Annual
Technical Conference and Exhibition, Anaheim, California, USA, 11-14 November.
Zakaria, M., 2013. Nanoparticle-Based Drilling Fluids with Improved Characteristics. Ph.D.
Dissertation at the University of Calgary, Calgary, AB, Canada.
Zakaria, M.F., Husein, M., Hareland, G., 2012. Novel Nanoparticle-Base Drilling Fluid with
Improved Characteristics. SPE paper 156992 presented at the SPE International Oilfield
Nanotechnology Conference, Noordwijk, The Netherlands, 12-14 June.
Zoback, M.D., 2007. Reservoir Geomechanics. Cambridge University Press.