
Welding Lecture 5
38
Reactions in liquid weld metal Solution of gas, cau sing gas-metal reactions or reaction with elements dissolved in the liquid metal; Evo lut ion o f ga s; Reac tion with sla g or flux Metallurgical effects in fusio n welding
Transcript of Welding Lecture 5

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 1/38
Reactions in liquid weld metal
Solution of gas, causing gas-metal reactions or reaction
with elements dissolved in the liquid metal;
Evolution of gas;
Reaction with slag or flux
Metallurgical effects in fusion welding

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 2/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 3/38
438.6/6355)/(1 2/1! T p sn
p = 1 atm

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 4/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 5/38
Solubility of nitrogen in binary iron alloys under equilibrium
conditions at 1600 oC and 1 atm. nitrogen pressure
8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 6/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 7/38
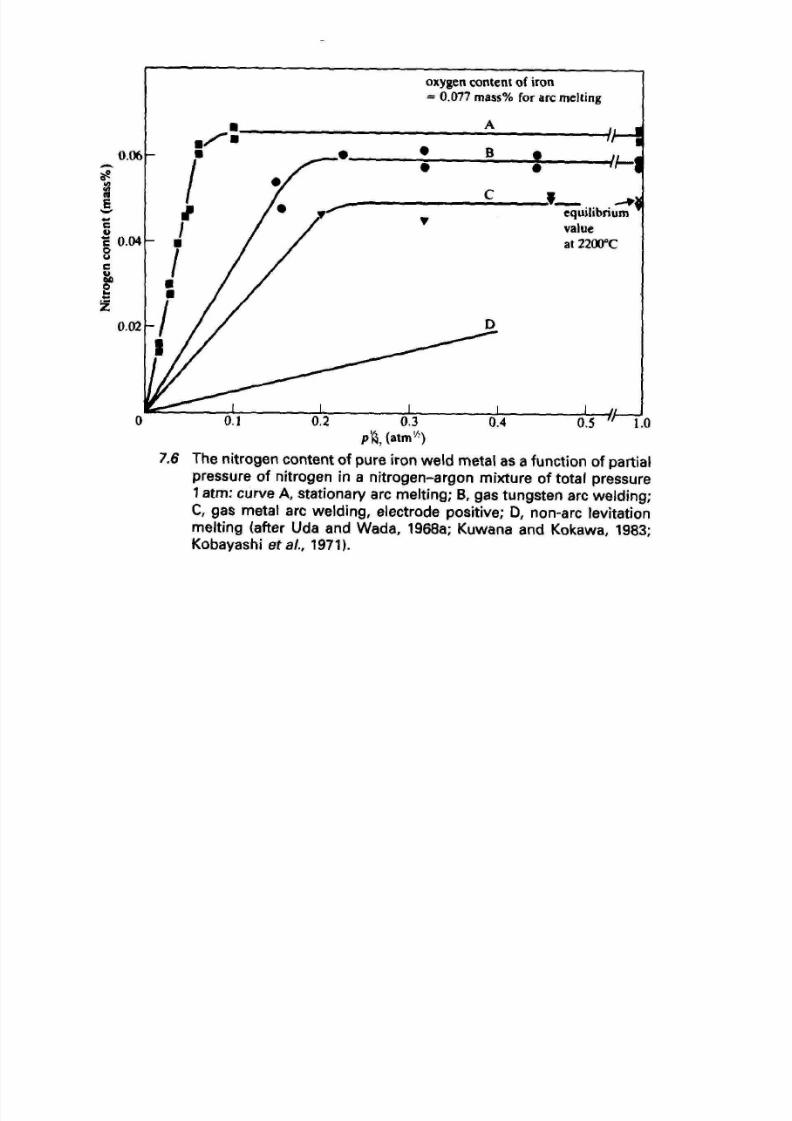
Surface-active agents (like oxygen) cause an increase in
nitrogen content of the weld.
8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 8/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 9/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 10/38
Effect of alloying elements in electrode wire on the nitrogen
content of weld metals in an air welding atmos phere at a pressure
of 1 atm. GMAW; electrode positive, 25 V, 150 A.
8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 11/38
Porosity
Desor ption of dissolved gases causes porosity. There are two
main ty pes of porosity:
Globular: s pherical and near s pherical (0.05 mm to 5 mm)
Wormhole, blowhole or tunnel porosity: elongated cavities

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 12/38
Dissolved gasses cause porosity. In addition, nitrogen causes
strain-ageing embrittlement. Formation of FeN also has an
embrittling effect.

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 13/38
Oxygen content of pure iron as a function of partial pressure of
oxygen in Ar-O2 mixture of total pressure 1 atm. GMAW,
electrode positive.
Oxygen can be dissolved in the liquid metal either directly
from the arc or by reaction with slag or flux

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 14/38
Effect of alloying elements on the oxygen content of iron weld
metal.
8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 15/38
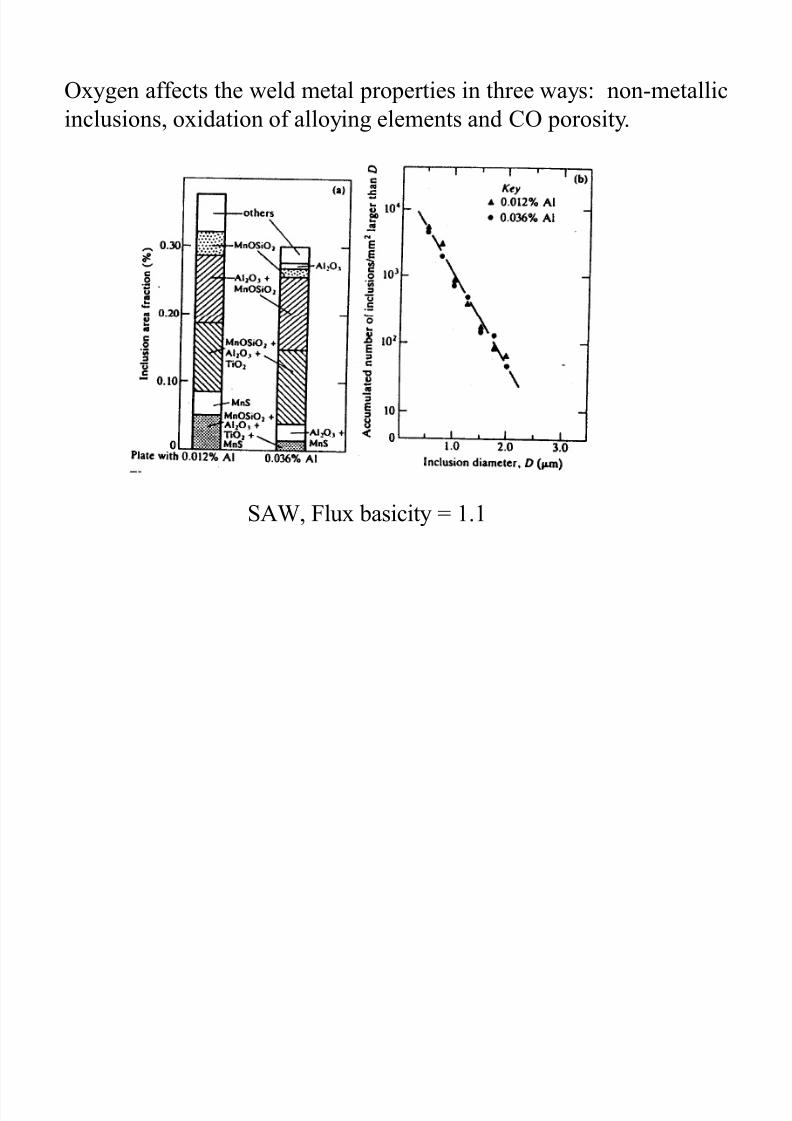
Oxygen affects the weld metal pro perties in three ways: non-metallic
inclusions, oxidation of alloying elements and CO porosity.
SAW, Flux basicity = 1.1

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 16/38
Oxidation loss of Mn and Si from consumable electrode (carbon
steel) during GMAW. Mn is lost by va porisation as well.
If consumable electrodes used, alloying elements are oxidised as
the dro plets are formed at the electrode ti p and during their transfer
across the arc. Alloy content may be modified by slag-metalreactions also.

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 17/38
% element transfer from electrode or filler wire to weld de posit
(fusion welding of steel)
Process C Si Mn Ni Cr Mo Cu Nb Al Ti
Coated
electrodes
30/
75
50/
75
60/
100
50/
95
45/
85
90/
100
40/
50
5/
20
5/
20
Submergedarc
70/100
100/200
100/300
10075/100
100 10075/100
Carbon
dioxide
50/
200
50/
60
60/
70100 100 100 100 60 20 20
Inert gas
tungsten
arc (filler
rod)
70/
100
90/
100

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 18/38
Only a small pro portion of carbon is burnt out if adequate
deoxidisers are present in flux / electrode wire. Otherwise, a lowcarbon weld de posit is obtained which, due to CO evolution in the
weld pool, is porous. C can be picked u p during CO2 welding.
Most alloying elements, particularly, Ti and Al, are oxidised tosome extent, unless protected by inert gas. Si and Mn may also
suffer oxidation but their content in the weld de posit is largely
de pendent on slag com position.
8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 19/38
FeOSi FeSiO 222
F e M n F e M nO
2
2
)(
)]([
SiO
F eo Si
K Si !
)(
)]([
M nO
F eO M n
K M n!
Where [Si] and (MnO) etc re present activities of the com ponents in metal (square
bracket) and slag (small bracket) res pectively.

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 20/38
RT
G
Si
Si
e K (
!
RT
G
M n
M n
e K (
!
Therefore, K si
and K M n
decreases with decreasing tem perature,
and corres pondingly the two equation move to the left. It canthus be ex pected that surface layers of the solidified weld metal
would be lower in silicon and manganese contents than the
central parts.
Si MnG G (( & are positive

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 21/38
)(
)(
Acid ox id es
s Basi cox id e B
7
7!

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 22/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 23/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 24/38
Weld pool solidification

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 25/38
The structure of the weld a ppears to de pend mainly on: com position
(solute content), and solidification parameter .
Weld pool solidification

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 26/38
G: tem p gradient in the direction of solidification
R: rate of advance of solidification front.

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 27/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 28/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 29/38
Dendritic growth in TIG-welded monel.

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 30/38
Residual Stress

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 31/38
Post-weld heat treatment (say at 600 oC for a min of 1 h per inch thickness) to minimise the residual stresses.
Possibility of tem per embrittlement during the thermal
treatment in carbon and low alloy steels.
Residual Stress

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 32/38
Weld Cracking
Cracking during solidification (hot or solidification cracking)
Cracking in HAZ (liquation cracking)
cold cracking

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 33/38
S and P increase the brittle tem perature range.

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 34/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 35/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 36/38

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 37/38
14.53.124575190230 ! Mn Si Nb P S C U CS
S
S
H
H H H
E
!
Cracking index for SAW
Cracking if Ucs > 20-25
Risk of solidification cracking can be minimised by:
??

8/9/2019 Welding Lecture 5
http://slidepdf.com/reader/full/welding-lecture-5 38/38


















