
Welding and Metal Fabrication, 1st ed. -...

If you can't read please download the document
Transcript of Welding and Metal Fabrication, 1st ed. -...
-
665665
Chapter 29Welder Certification
OBJECTIVESAfter completing this chapter, the student should be able to:
Explain welder qualification and certification. Outline the steps required to certify a welder. Make welds that meet a standard. Explain the information found on a typical welding procedure
specification.
KEY TERMScertified welders
entry-level welder
interpass temperature
postheating
transverse face bend
transverse root bend
weld test
welder certification
welder performance qualification
INTRODUCTIONWelding, in most cases, is one of the few professions that requires job appli-cants to demonstrate their skills even if they are already certified. Some other professionsdoctor, lawyer, and pilot, for exampledo take a written test or require a license initially. But welders are often required to demonstrate their knowledge and their skills before being hired since welding, unlike most other occupations, requires a high degree of eyehand coordination.
A method commonly used to test a welders ability is the qualification or certification test. Welders who have passed such a test are referred to as qualified welders; if proper written records are kept of the test results, they are referred to as certified welders. Not all welding jobs require that the welder be certified. Some merely require that a basic weld test be passed before appli-cants are hired.
Welder certification can be divided into two major areas. The first area covers the traditional welder certification that has been used for years. This
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
666 CHAPTER 29
certification is used to demonstrate welding skills for a specific process on a specific weld, to qual-ify for a welding assignment, or as a requirementfor employment.
The American Welding Society (AWS) has developed the second, newer area of certification. This certification has three levels. The first level is primarily designed for the new welder needing to demonstrate entry-level welder skills. The other levels cover advanced welders and expert welders. This chapter covers the traditional certification and the AWS QC10 Specification for Qualification and Certification for Entry-Level Welder.
Qualified and Certified WeldersWelder qualification and welder certification are often misunderstood. Sometimes it is assumed that a qualified or certified welder can weld anything. Being certified does not mean that a welder can weld everything, nor does it mean that every weld that ismade is acceptable. It means that the welder has dem-onstrated the skills and knowledge necessary to make good welds. To ensure that a welder is consistently making welds that meet the standard, welds are inspected and tested. The more critical the welding, the more critical the inspection and the more exten-sive the testing of the welds.
All welding processes can be tested for qualifi-cation and certification. The testing can range from making spot welds with an electric resistant spot welder to making electron beam welds on aircraft. Being qualified or certified in one area of welding does not mean that a welder can make quality welds in other areas. Most qualifications and certifications are restricted to a single welding process, position, metal, and thickness range.
Individual codes control test requirements. Within these codes, changes in any one of a number of essential variables, such as the ones that follow, can result in the need to recertify.
Process. Welders can be certified in each welding process such as SMAW, GMAW, FCAW, GTAW, EBW, and RSW. Therefore, a new test is required for each process.
Material. The type of metalsuch as steel, alumi-num, stainless steel, and titaniumbeing welded will require a change in the certification. Even a change
in the alloy within a base metal type can require a change in certification.
Thickness. Each certification is valid on a spe-cific range of thickness of base metal. This range is dependent on the thickness of the metal used in the test. For example, if a 3/8-in. (9.5-mm) plain car-bon steel plate is used, then under some codes the welder would be qualified to make welds in plate thickness ranges from 3/16 in. to 3/4 in. (4.8 mm to 19 mm).
Filler metal. Changes in the classification and size of the filler metal can require recertification.
Shielding gas. If the process requires a shielding gas, then changes in gas type or mixture can affect the certification.
Position. In most cases, a weld test taken in the flat position would limit certification to flat and possibly horizontal welding. A test taken in the vertical posi-tion, however, would usually allow the welder to work in the flat, horizontal, and vertical positions, depend-ing on the code requirements.
Joint design. Changes in weld type such as groove or fillet welds require a new certification. Addition-ally, variations in joint geometry, such as groove type, groove angle, and number of passes, can also require retesting.
Welding current. In some cases changing from AC to DC or changes such as to pulsed power and high frequency can affect the certification.
Welder Performance QualificationWelder performance qualification is the dem-onstration of a welders ability to produce welds meeting very specific, prescribed standards. The form used to document this test is called the Weld-ing Qualification Test Record. The detailed, written instructions to be followed by the welder are called the welder qualification procedure. Welders passing this certification are often referred to as being a qual-ified welder or as qualified.
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 667
Refer to the specific chapters that relate to each of the required knowledge areas for the information required to pass that area of the test.
Welder Qualification and Certification Test Instructions for PracticesAfter you have mastered the welding and cutting knowledge and skills, you should be ready to start the required assemblies and welding and become certified. You can now take a qualification welding and cutting skills test for the AWS entry-level certification. If you have passed the knowledge and safety test and suc-cessfully pass the two bend tests and/or any one of the several workmanship assembly weldments, you can be certified. Figure 29-1 and Figure 29-2 are pictorial rep-resentations of the workmanship assembly weldments used in the following certifying practices.
Preparing Specimens for TestingThe detailed preparation of specimens for testing in this chapter is based on the structural welding code AWS D1.1 and the ASME BPV Code, Section IX. The maximum allowable size of fissures (crack or opening)
Welder CertificationA welder certification document is the written veri-fication that a welder has produced welds meeting a prescribed standard of welder performance. A welder holding such a written verification is often referred to as being certified or as a certified welder.
AWS Entry-Level Welder Qualification and Welder CertificationThe AWS entry-level welder qualification and certi-fication program specifies a number of requirements not normally found in the traditional welder qualifi-cation and certification process. The additions to the AWS program have broadened the scope of the test. Areas such as practical knowledge have long been an assumed part of most certification programs but have not been a formal part of the process. Most compa-nies have assumed that welders who could produce code-quality welds could understand enough of the technical aspects of welding.
Practical KnowledgeA written test must be passed with a minimum grade of 75% on all areas except safety. The safety ques-tions must be answered with a minimum accuracy of 90%. The following subject areas, covered in the given chapters of this text, are included in the test:
Welding and cutting theory (Chapters 8, 11, 13, 15, 17, 19, 21, 22, 23, and 24)Welding and cutting inspection and testing (Chapters 29 and 30)Welding and cutting terms and definitions (Glossary)Base and filler metal identification (Chapters 26 and 27)Common welding process variables (Chapters 9, 10, 12, 14, 16, and 29)Electrical fundamentals (Chapter 8)Drawing and welding symbol interpretation (Chapters 4 and 5)Fabrication principles and practices (Chapters 6, 7, 9, 10, 12, 14, 16, and 29)Safe practices (Chapter 2)
(A)
(B)
FIGURE 29-1 Carbon steel test plate (A) with backing and (B) open root (without backing). American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
668 CHAPTER 29
Acceptance Criteria for Face Bends and Root Bends The weld specimen must first pass visual inspection before it can be prepared for bend testing. Visual inspection looks to see that the weld is uniform in width and reinforcement. There should be no arc strikes on the plate other than those on the weld itself. The weld must be free of both incomplete fusion and cracks. The joint penetration must be either 100% or as stated by the specifications. The weld must be free of overlap, and undercut must not exceed either 10% of the base metal or 1/32 in. (0.8 mm), whichever is less.
Correct weld specimen preparation is essential for reliable results. The weld specimen must be uni-form in width and reinforcement and have no under-cut or overlap. The weld reinforcement and backing strip, if used, must be removed flush to the surface, Figure 29-3. They can be machined or ground off. The plate thickness after removal must be a minimum of 3/8 in. (9.5 mm), and the pipe thickness must be equal to the pipes original wall thickness. The speci-mens may be cut out of the test weldment using an abrasive disc, by sawing, or by cutting with a torch. Flame-cut specimens must have the edges ground or machined smooth after cutting. This procedure is done to remove the heat-affected zone caused by the cut, Figure 29-4.
in a guided-bend test specimen is given in codes for specific applications. Some of the standards are listed in ASTM E190 or AWS B4.0, AWS QC10, AWS QC11, and others. Copies of these publications are available from the appropriate organizations. More information on tests and testing can be found in Chapter 30.
FIGURE 29-2A FCAW carbon steel workmanship sample. Cengage Learning 2012
FIGURE 29-2B GMAW-S and GTAW carbon steel workmanship sample. American Welding Society
FIGURE 29-2C GMAW spray metal transfer on carbon steel and GTAW on stainless steel and aluminum workmanship samples. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 669
All corners must be rounded to a radius of 1/8 in. (3.2 mm) maximum, and all grinding or machin-ing marks must run lengthwise on the specimen, Figure 29-5 and Figure 29-6. Rounding the corners and keeping all marks running lengthwise reduce the chance of good weld specimen failure due to poor sur-face preparation.
The weld must pass both the face and root bends to be acceptable. After bending there can be no single defects larger than 1/8 in. (3.2 mm), and the sum of all defects larger than 1/32 in. (0.8 mm) but less than 1/8 in. (3.2 mm) must not exceed a total of 3/8 in. (9.5 mm) for each bend specimen. An exception is made for cracks that start at the edge of the specimen and do not start at a defect in the specimen.
Restarting a Weld BeadOn all but short welds, the welding bead will need to be restarted after a welder stops to change electrodes.
SQUARE EDGE UNDERFILLED EDGE
WELD GR
IND
ING
MA
RK
S
FIGURE 29-3 Plate ground in preparation for removing test specimens. Larry Jeffus
FACE BEND
ROOT BEND 1"2
1 (38 mm)
1"2
1 (38 mm)
1" (25 mm)
1" (25 mm)
7"(177 mm)
6" (152 mm)
FIGURE 29-4 Sequence for removing guided-bend specimens from the plate once welding is complete. American Welding Society
RADIUS ON ALL CORNERS
GRINDINGMARKS
WELD
6" (152 mm)
(10 mm) 3"8 (3 mm) MAX. 1"
8
1"2
1 (38 mm)
FIGURE 29-5 Guided-bend specimen. Cengage Learning 2012
GRINDIN
G M
ARKS
FIGURE 29-6 Guided-bend tested specimen. Larry Jeffus
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
670 CHAPTER 29
Because the metal cools as a welder changes elec-trodes and chips slag when restarting, the penetration and buildup may be adversely affected.
When a weld bead is nearing completion, it should be tapered so that when it is restarted the buildup will be more uniform. To taper a weld bead, the travel rate should be increased just before welding stops. A 1/4-in. (6.4-mm) taper is all that is required. The taper allows the new weld to be started and the depth of penetration reestablished without having excessive buildup, Figure 29-7.
The slag should always be chipped and the weld crater should be cleaned each time before restarting the weld. This is important to prevent slag inclusions at the start of the weld.
The arc should be restarted in the joint ahead of the weld. The electrodes must be allowed to heat up so that the arc is stabilized and a shielding gas cloud is reestablished to protect the weld. Hold a long arc as the electrode heats up so that metal is not deposited. Slowly bring the electrode downward and toward the weld bead until the arc is directly on the deepest part of the crater where the crater meets the plate in the joint, Figure 29-8. The electrode should be low enough to start transferring metal. Next, move the electrode in a semicircle near the back edge of the weld crater. Watch the buildup and match your speed in the semicircle to the deposit rate so that the weld is built up evenly, Figure 29-9. Move the electrode ahead and continue with the same weave pattern that was being used previously.
The movement to the root of the weld and back up on the bead serves both to build up the weld and reheat the metal so that the depth of penetration will remain the same. If the weld bead is started too quickly, penetration is reduced and buildup is high and narrow. Starting and stopping weld beads in corners should be avoided because this often results in defects, Figure 29-10.
STOPSTART
DEPTH OF PENETRATION
FIGURE 29-7 Tapering the size of the weld bead helps keep the depth of penetration uniform. Cengage Learning 2012
WELD BEAD
SHIELDING GAS
(A)
(B)
FIGURE 29-8 When restarting the arc, strike the arc ahead of the weld in the joint (A). Hold a long arc and allow time for the electrode to heat up, forming the protective gas envelope. Move the electrode so that the arc is focused directly on the leading edge (root) of the previous weld crater (B). Cengage Learning 2012
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 671
Welding May Be Performed in the Following Positions: 2G and 3G (uphill).
Base Metal: The base metal shall conform to carbon steel M-1 or P-1, Group 1 or 2.
2G test plates: two (2); each 3/8 in. (9.5 mm) thick, 3 in. (75 mm) wide, and 7 in. (175 mm) long, one having a 45 bevel along one edge.3G test plates: two (2); each 3/8 in. (9.5 mm) thick, 3 in. (76 mm) wide, and 7 in. (175 mm) long, having a 45 included bevel.
Backing Strip Specification: Carbon steel M-1 or P-1, Group 1, 2, or 3, each either 1/4 in. (6.4 mm) or 3/8 in. (9.5 mm) thick, 1 in. (25 mm) wide, and 9 in. (228 mm) long.
Filler Metal: The filler metal shall conform to AWS specification no. E7018 from AWS specification A5.1. This filler metal falls into F-number F-4 and A-number A-1.
Shielding Gas: N/A.
Joint Design and Tolerances: Refer to the drawing in Figure 29-11 for the joint layout specifications.
Preparation of Base Metal: The bevel is to be flame or plasma cut on the edge of the plate before the parts are assembled. The beveled surface must be smooth and free of notches. Any roughness or notches that are
PRACTICE 29-1SMAW Workmanship Sample and Welder Qualification Test Plate for Limited Thickness Horizontal and Vertical Positions with E7018 Electrodes
Welding Procedure Specification (WPS) No.: Practice 29-1.Title: Welding SMAW of plate to plate.Scope: This procedure is applicable for single-bevel or V-groove plate with a backing strip within the range of 3/16 in. (4.8 mm) through 3/4 in. (20 mm).
UNIFORM
ORIGINALWELD BEAD
(A) (B) (C)
FIGURE 29-9 When restarting the weld pool after the root has been heated to the melting tem-perature, move the electrode upward along one side of the crater (A). Move the electrode along the top edge, depositing new weld metal (B). When the weld is built up uniformly with the previous weld, continue along the joint (C). Cengage Learning 2012
ENDING WELDS AT A CORNER LIKE THIS MAY CAUSE LEAKS
FIGURE 29-10 Incorrect method of welding a corner. Stopping on a corner like this may cause leaks. Larry Jeffus
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
672 CHAPTER 29
Backing Gas: N/A.Safety: Proper protective clothing and equipment must be used. The area must be free of all hazards that may affect the welder or others in the area. The welding machine, welding leads, work clamp, elec-trode holder, and other equipment must be in safe working order.Welding Technique: Tack weld the plates together with the backing strip. There should be about a 1/4-in. (6.4-mm) root gap between the plates. Use the E7018 arc welding electrodes to make a root pass to fuse the plates and backing strip together. Clean the slag from the root pass, being sure to remove any trapped slag along the sides of the weld.
Using the E7018 arc welding electrodes, make a series of stringer or weave filler welds, no thicker than 1/4 in. (6.4 mm), in the groove until the joint is filled.Interpass Temperature: The plate should not be heated to a temperature higher than 350F (175C) during the welding process. After each weld pass is completed, allow it to cool but never to a tempera-ture below 50F (10C). The weldment must not be quenched in water.Cleaning: The slag must be cleaned off between passes. The weld beads may be cleaned by a hand wire brush, a chipping hammer, a punch and hammer, or a needle-scaler. All weld cleaning must be performed with the test plate in the welding position. Visual Inspection Criteria for Entry-Level Welders*:
There shall be no cracks, no incomplete fusion. 1. There shall be no incomplete joint penetration in 2. groove welds except as permitted for partial joint penetration welds.The Test Supervisor shall examine the weld for 3. acceptable appearance and shall be satisfied that the welder is skilled in using the process and pro-cedure specified for the test.Undercut shall not exceed the lesser of 10% of the 4. base metal thickness or 1/32 in. (0.8 mm).Where visual examination is the only criterion 5. for acceptance, all weld passes are subject to visual examination at the discretion of the Test Supervisor.The frequency of porosity shall not exceed one 6. in each 4 in. (100 mm) of weld length, and the
deeper than 1/64 in. (0.4 mm) are unacceptable and must be ground smooth.
All hydrocarbons and other contaminants, such as cutting fluids, grease, oil, and primers, must be cleaned off all parts and filler metals before welding. This cleaning can be done with any suitable solvents or detergents. The backing strip, groove face, and inside and outside plate surface within 1 in. (25 mm) of the joint must be mechanically cleaned of slag, rust, and mill scale. Cleaning must be done with a wire brush or grinder down to bright metal.
Electrical Characteristics: The current shall be direct-current electrode positive (DCEP), Table 29-1. The base metal shall be on the negative side of the line.
Preheat: The parts must be heated to a temperature higher than 50F (10C) before any welding is started.
45
1"4
3"8
7" MIN
7" MIN
6"MIN
DIRECTIONOF ROLLING
DIRECTIONOF ROLLING
45
FIGURE 29-11 Practice 29-1 joint design. American Welding Society
Weld Filler Metal Dia. Current Amperage Range
Tack 3/32 in. (2.4 mm) DCEP 70 to 110
Root 1/8 in. (3.2 mm) DCEP 90 to 165
Filler 5/32 in. (4 mm) DCEP 125 to 220
Table 29-1 E7018 Current Settings *Courtesy of American Welding Society.
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 673
The sum of the greatest dimensions of all indica-2. tions on the surface which exceed 1/32 in. (0.8 mm) but are less than or equal to 1/8 in. (3.2 mm) shall not exceed 3/8 in. (9.5 mm).Cracks occurring at the corner of the specimens
shall not be considered unless there is definite evi-dence that they result from slag or inclusions or other internal discontinuities.Sketches: 2G and 3G test plate drawings, Figure 29-14.Paperwork: Complete a copy of the time sheet in Appendix I, the bill of materials in Appendix III, and the performance qualification test record in Appendix IV, or use forms as provided by your instructor.PRACTICE 29-2Limited Thickness Welder Performance Qualification Test Plate without Backing
Welding Procedure Specification (WPS) No.: Practice 29-2.Title: Welding SMAW of plate to plate.Scope: This procedure is applicable for bevel and V-groove plate with a backing strip within the range of 3/8 in. (9.5 mm) through 3/4 in. (19 mm).Welding May Be Performed in the Following Positions: 1G, 2G, 3G, and 4G.Base Metal: The base metal shall conform to M1020 or A36.
maximum diameter shall not exceed 3/32 in. (2.4 mm).Welds shall be free from overlap.7.
Bend Test: The weld is to be mechanically tested only after it has passed the visual inspection. Be sure that the test specimens are properly marked to iden-tify the welder, the position, and the process.
Specimen Preparation: For 3/8-in. (9.5-mm) test plates, two specimens are to be located in accordance with the requirements in Figure 29-12. One is to be pre-pared for a transverse face bend, and the other is to be prepared for a transverse root bend, Figure 29-13.
Transverse face bend . The weld is perpendicular to the longitudinal axis of the specimen and is bent so that the weld face becomes the tension surface of the specimen. Transverse root bend . The weld is perpendicular to the longitudinal axis of the specimen and is bent so that the weld root becomes the tension surface of the specimen.
Acceptance Criteria for Bend Test*: For acceptance, the convex surface of the face- and root-bend speci-mens shall meet both of the following requirements:
No single indication shall exceed 1/8 in. (3.2 mm) 1. measured in any direction on the surface.
*Courtesy of American Welding Society.
C L1"
1"
FACE-BEND SPECIMEN
ROOT-BENDSPECIMEN 1"
4
3"8
6"MIN
7" MIN
1"21
1"21
45
FIGURE 29-12 Test plate specimen location. American Welding Society
FACE SID
E
GRIND OR MACHINED FLUSH WITH BASE METAL
6 in.
(152 mm
)
3/8 in.
(10 mm)
1 1/2 in.(38 mm)
ROOT OF WELD
(A) FACE BEND (B) ROOT BEND
FIGURE 29-13 Test specimen specifications. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
674 CHAPTER 29
Backing Material Specification: M1020 or A36.
Filler Metal: The filler metal shall conform to AWS specification no. E6010 or E6011 root pass and E7018 for the cover pass from AWS specification A5.1. This filler metal falls into F-number F-3 and F-4 and A-number A-1.
Shielding Gas: N/A.
Joint Design and Tolerances: Refer to the drawing in Figure 29-15 for the joint layout specifications.
Preparation of Base Metal: The V-groove is to be flame or plasma cut on the edge of the plate before the parts are assembled. Prior to welding, all parts must be cleaned of all contaminants, such as paints, oils, grease, or primers. Both inside and outside surfaces within 1 in. (25 mm) of the joint must be mechanically cleaned using a wire brush or grinder.
Electrical Characteristics: The current shall be AC or DC with the electrode positive (DCEP), Table 29-2.
C L
C L
1-1/2 in. WIDTHFACE-BEND SPECIMEN
1-1/2 in. WIDTHFOOT-BEND SPECIMEN
3/8 in. to 3/4 in.
1/4 in.
6 in. MIN 7 in. MIN
1 in.
1 in. 45
American Welding SocietyID QTY SIZE METRIC CONVERSION
Entry Welder Performance Qualification
SMAW Carbon Steel Test PlatesSCALE:DATE:
DR BY:
APP BY:
Tolerances: (Unless otherwise specified)DRAWING NOT TO SCALEFractions: + 1/16" Angles: + 10, 5
DWG #: AWS EDU-6
American Welding Society
1. 3/8 in. thickness carbon steel material.2. Performance Qualification #1 = 2G. Performance Qualification #2 = 3G, uphill.3. All welding done in position, according to applicable performance qualification requirements.4. The backing thickness shall be 1/4 in. min. to 3/8 in. max.; backing width 1 in. min.5. All parts may be mechanically cut or machine OFC.6. Use WPS AWS EDU SMAW-01 for PQ#1-2G, and AWS EDU SMAW-02 for PQ#2-3G uphill. (See AWS QC10, Table 2.)7. Visual examination in accordance with requirements of AWS QC10, Table 3.8. Bend test in accordance with the requirements of QC10, Table 4.
NOTES:
FIGURE 29-14 AWS EDU-6 SMAW carbon steel plate workmanship sample. American Welding Society
45
1"1"
16+
16
45
1"1"
8+
16
FIGURE 29-15 Practice 29-2 joint design. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 675
used in these practices. The maximum interpass tem-perature occurs when the weld bead cannot be con-trolled because of a slow cooling rate. When this hap-pens, the plate should be allowed to cool down but not below the minimum interpass temperature.
If, during the welding process, a welder must allow a practice weldment to cool so that the weld can be completed later, the weldment should be cooled slowly and then reheated before welding is started again. A weld that is to be tested or that is done on any parts other than scrap should not be quenched in water.
Sketches: 1G, 2G, 3G, and 4G test plate drawing, Figure 29-16.
Paperwork: Complete a copy of the time sheet in Appendix I, the bill of materials in Appendix III, and the performance qualification test record in Appendix IV, or use forms as provided by your instructor.PRACTICE 29-3Gas Metal Arc WeldingShort-Circuit Metal Transfer (GMAW-S) Workmanship Sample
Welding Procedure Specification (WPS) No.: Practice 29-3.
Preheat: The parts must be heated to a temperature higher than 70F (21C) before any welding is started.
Backing Gas: N/A.
Welding Technique: You can use a small piece of metal across the ends of the plate as a spacer to make it easier to tack weld the plates together; there should be about a 1/8-in. (3.2-mm) root gap between the plates. Use the E6010 or E6011 arc welding electrodes to make a root pass to fuse the plates together. Clean the slag from the root pass, and use either a hot pass or grinder to remove any trapped slag.
Using the E7018 arc welding electrodes, make a series of filler welds in the groove until the joint is filled.
Interpass Temperature: The plate, outside of the heat-affected zone, should not be heated to a temper-ature higher than 400F (205C) during the welding process. After each weld pass is completed, allow it to cool; the weldment must not be quenched in water.
Cleaning: The slag can be chipped and/or ground off between passes but can only be chipped off of the cover pass.
Inspection: Visually inspect the weld for unifor-mity and discontinuities by using the criteria found in Practice 29-1. If the weld passes the visual inspec-tion, then it is to be prepared and guided-bend tested according to the guided-bend test criteria found in Practice 29-1. Repeat each of the welds as needed until you can pass this test.
Postheating is the application of heat to the metal after welding. Postheating is used to slow the cooling rate and reduce hardening.
Interpass temperature is the temperature of the metal during welding. The interpass temperature is given as a minimum and maximum. The minimum temperature is usually the same as the preheat tem-perature. If the plate cools below this temperature during welding, it should be reheated. The maximum temperature may be specified to keep the plate below a certain phase change temperature for the mild steel
1"8
3"32
5"32
ELECTRODE DIAMETER AND AMPERAGE RANGE
110165
130160
125220
70130
85125
90165
4080
5070
70110
E6010 DCEP
E6011 AC, DCEP
E7018 AC, DCEP
AWSCLASSIFICATION
ANDPOLARITY
Table 29-2 E6010, E6011, and E7018 Current Settings
C L
C L
1-1/2 in. WIDTHFACE-BEND SPECIMEN
1-1/2 in. WIDTHFOOT-BEND SPECIMEN
3/8 in. to 3/4 in.
6 in. MIN 7 in. MIN
1 in.
1 in. 60
FIGURE 29-16 Open root test plate specification and specimen location for carbon steel sample. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
676 CHAPTER 29
Preparation of Base Metal: All parts may be mechanically cut or machine PAC unless specified as manual PAC.
All hydrocarbons and other contaminants, such as cutting fluids, grease, oil, and primers, must be cleaned off all parts and filler metals before welding. This cleaning can be done with any suitable solvents or detergents. The groove face and inside and outside plate surface within 1 in. (25 mm) of the joint must be mechanically cleaned of slag, rust, and mill scale. Cleaning must be done with a wire brush or grinder down to bright metal.Electrical Characteristics: Set the voltage, amper-age, wire feed speed, and shielding gas flow according to Table 29-3.Preheat: The parts must be heated to a tempera-ture higher than 50F (10C) before any welding is started.
Backing Gas: N/A.
Safety: Proper protective clothing and equipment must be used. The area must be free of all hazards that may affect the welder or others in the area. The welding machine, welding leads, work clamp, elec-trode holder, and other equipment must be in safe working order.
Welding Technique: Using a 1/2-in. (13-mm) or larger gas nozzle for all welding, first tack weld the plates together according to the drawing. Use the E70S-X filler metal to fuse the plates together. Clean any silicon slag, being sure to remove any trapped sili-con slag along the sides of the weld.
Using the E70S-X arc welding electrodes, make a series of stringer beads, no thicker than 3/16 in. (4.8 mm). The 1/8-in. (3.2-mm) fillet welds are to be made with one pass. All welds must be placed in the orientation shown in the drawing.
Title: Welding GMAW-S of plate to plate.Scope: This procedure is applicable for square groove and fillet welds within the range of 10 gauge (3.4 mm) through 14 gauge (1.9 mm).Welding May Be Performed in the Following Positions: All.Base Metal: The base metal shall conform to carbon steel M-1, P-1, and S-1, Group 1 or 2.Backing Material Specification: None.Filler Metal: The filler metal shall conform to AWS specification no. E70S-X from AWS specification A5.18. This filler metal falls into F-number F-6 and A-number A-1.Shielding Gas: The shielding gas, or gases, shall con-form to the following compositions and purity: CO2 at 30 to 50 cfh or 75% Ar/25% CO2 at 30 to 50 cfh.Joint Design and Tolerances: Refer to the drawing in Figure 29-17 for the joint layout specifications.
1"8
0
FIGURE 29-17 Practice 29-3 joint design. American Welding Society
Type
E70S-X
E70S-X
Size 0.035 in.(0.9 mm)
0.045 in.(1.2 mm)
Amps 90to
120
130to
200
Volts 15to19
17 to20
Type CO2or
75% Ar/25% CO2
CO2or
75% Ar/25% CO2
Flow 30to50
30to50
Type Low
carbonsteel
Lowcarbonsteel
Thickness 1/4 in. to 1/2 in.
(6 mm to 13 mm)
1/4 in. to 1/2 in.(6 mm to 13 mm)
Electrode Welding Power Shielding Gas Base Metal
Wire Feed SpeedIPM (cm/min)
180 to 300(457 to 762)
125 to 200(318 to 508)
Table 29-3 GMAW-S Machine Settings
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 677
The Test Supervisor shall examine the weld for 3. acceptable appearance and shall be satisfied that the welder is skilled in using the process and pro-cedure specified for the test.Undercut shall not exceed the lesser of 10% of the 4. base metal thickness or 1/32 in. (0.8 mm).Where visual examination is the only criterion for 5. acceptance, all weld passes are subject to visual examination at the discretion of the Test Supervisor.The frequency of porosity shall not exceed one in 6. each 4 in. (100 mm) of weld length, and the maxi-mum diameter shall not exceed 3/32 in. (2.4 mm).Welds shall be free from overlap.7.
Sketches: GMAW Short-Circuit Metal Transfer Workmanship Sample drawing, Figure 29-18.Paperwork: Complete a copy of the time sheet in Appendix I, the bill of materials in Appendix III,
Interpass Temperature: The plate should not be heated to a temperature higher than 350F (175C) during the welding process. After each weld pass is completed, allow it to cool but never to a tempera-ture below 50F (10C). The weldment must not be quenched in water.
Cleaning: Any slag must be cleaned off between passes. The weld beads may be cleaned by a hand wire brush, a chipping hammer, a punch and hammer, or a needle-scaler. All weld cleaning must be performed with the test plate in the welding position.Visual Inspection*: Visually inspect the weld for uni-formity and discontinuities.
There shall be no cracks, no incomplete fusion.1. There shall be no incomplete joint penetration in 2. groove welds except as permitted for partial joint penetration welds.
*Courtesy of American Welding Society.
3G, UPHILLSEE NOTES10 & 11
3F, UPHILL
2F
2F
1-3/16 in.
1/8
1/8
1/8
1/8
1/8
1/8
MANUALPAC-0 1 in.
MANUAL PACTHIS EDGE
1/2 in. TYP.
2F & 4F
4G, SEENOTES10 & 12
6 in.
2 in.
1/8 2-42-41/8
5 in.8 in.
2G, SEENOTE 10
2F
1F
1E
1B
1A
1C
1D 9 in.6 in.
1. All dimensions U.S. Customary Units unless otherwise specified.2. 10 ga.14 ga. thickness carbon steel. Optional choice of thickness within range specified.3. The welder shall prepare a bill of materials in U.S. Customary Units prior to cutting.4. The welder shall convert the above bill of materials to S.I. Metric Units of measure.5. All parts may be mechanically cut or machine PAC unless specified manual PAC.6. All welds GMAW-S (Short-Circuiting Transfer) or GTAW as applicable.7. Fit and tack entire assembly on bench before attaching to positioning arm.8. All welding to be done in position according to welding symbol.9. Employ boxing technique where applicable.10. Melt through not required.11. Weld joins parts 1C and 1D to 1E.12. Weld joins parts 1C and 1E to 1A.13. For GMAW-S use WPS AWS EDU GMAW-01. (See AWS QC10, Table 2.)14. For GTAW use WPS AWS EDU GTAW-01. (See AWS QC10, Table 2.)15. Visual examination in accordance with requirements of AWS QC10, Table 3.
NOTES:
2 in.
2 in.
6 in.
ID QTY SIZE METRIC CONVERSION
Entry Welder Performance Qualification
GMAW-S, GTAW Carbon SteelSCALE:DATE:
DR BY:
APP BY:
Tolerances: (Unless otherwise specified)DRAWING NOT TO SCALEFractions: + 1/16" Angles: + 10, 5
DWG #: AWS EDU-3
American Welding Society
FIGURE 29-18 AWS EDU-3 GMAW Short-Circuit Metal Transfer Workmanship for Carbon Steel American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
678 CHAPTER 29
All hydrocarbons and other contaminants, such as cutting fluids, grease, oil, and primers, must be cleaned off all parts and filler metals before welding. This cleaning can be done with any suitable solvents or detergents. The groove face and inside and outside plate surface within 1 in. (25 mm) of the joint must be mechanically cleaned of slag, rust, and mill scale. Cleaning must be done with a wire brush or grinder down to bright metal.
Electrical Characteristics: Set the voltage, amper-age, wire feed speed, and shielding gas flow according to Table 29-4.
Preheat: The parts must be heated to a temperature higher than 50F (10C) before any welding is started.
and the performance qualification test record in Appendix IV, or use forms as provided by your instructor.PRACTICE 29-4Gas Metal Arc Welding (GMAW) Spray Transfer Workmanship Sample
Welding Procedure Specification (WPS) No.: Practice 29-4.Title: Welding GMAW of plate to plate.Scope: This procedure is applicable for fillet welds within the range of 1/8 in. (3.2 mm) through 1 1/2 in. (38 mm).Welding May Be Performed in the Following Positions: 1F and 2F.Base Metal: The base metal shall conform to carbon steel M-1, P-1, and S-1, Group 1 or 2.Backing Material Specification: None.Filler Metal: The 0.035- to 0.045-diameter filler metal shall conform to AWS specification no. E70S-X from AWS specification A5.18. This filler metal falls into F-number F-6 and A-number A-1.Shielding Gas: The shielding gas, or gases, shall con-form to the following compositions: 98% Ar/2% O2 or 90% Ar/10% CO2. Joint Design and Tolerances: Refer to the drawing in Figure 29-19 for the joint layout specifications.Preparation of Base Metal: The bevels are to be flame or plasma cut on the edges of the plate before the parts are assembled. The beveled surface must be smooth and free of notches. Any roughness or notches deeper than 1/64 in. (0.4 mm) must be ground smooth.
2F
1F
FIGURE 29-19 Practice 29-4 joint design. American Welding Society
Type
E70S-X
E70S-X
Size 0.035 in.(0.9 mm)
0.045 in.(1.2 mm)
Amps 90to
120
130to
200
Volts 15to19
17 to20
Type CO2or
75% Ar/25% CO2
CO2or
75% Ar/25% CO2
Flow 30to50
30to50
Type Low
carbonsteel
Lowcarbonsteel
Thickness 1/4 in. to 1/2 in.
(6 mm to 13 mm)
1/4 in. to 1/2 in.(6 mm to 13 mm)
Electrode Welding Power Shielding Gas Base Metal
Wire Feed SpeedIPM (cm/min)
180 to 300(457 to 762)
125 to 200(318 to 508)
Table 29-4 GMAW-S Machine Settings
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 679
visual examination at the discretion of the Test Supervisor.The frequency of porosity shall not exceed one in 6. each 4 in. (100 mm) of weld length, and the maxi-mum diameter shall not exceed 3/32 in. (2.4 mm).Welds shall be free from overlap.7.
Sketches: Gas Metal Arc Welding (GMAW) Spray Transfer Workmanship Sample drawing, Figure 29-20.
Paperwork: Complete a copy of the time sheet in Appendix I, the bill of materials in Appendix III,and the performance qualification test record in Appendix IV, or use forms as provided by your instructor.PRACTICE 29-5Gas Metal Arc WeldingShort-Circuit Metal Transfer (GMAW-S) Limited Thickness Welder Performance Qualification Test Plate All Positions without Backing
Welding Procedure Specification (WPS) No.: Practice 29-5.
Title: Welding GMAW-S of plate to plate.
Scope: This procedure is applicable for V-groove or single-bevel welds within the range of 1/8 in. (3.2 mm) through 3/4 in. (19 mm).
Backing Gas: N/A.
Safety: Proper protective clothing and equipment must be used. The area must be free of all hazards that may affect the welder or others in the area. The welding machine, welding leads, work clamp, electrode holder, and other equipment must be in safe working order.
Welding Technique: Using a 3/4-in. (19-mm) or larger gas nozzle for all welding, first tack weld the plates together according to the drawing. There should be about a 1/16-in. (1.6-mm) root gap between the plates with V-grooved or beveled edges. Use the E70S-X arc welding electrodes to make a root pass to fuse the plates together. Clean any silicon slag from the root pass, being sure to remove any trapped sili-con slag along the sides of the weld.
Using the E70S-X arc welding electrodes, make a series of stringer or weave filler welds, no thicker than 1/4 in. (6.4 mm) in the groove until the joint is filled. The 1/4-in. (6.4-mm) fillet welds are to be made with one pass.
Interpass Temperature: The plate should not be heated to a temperature higher than 350F (175C) during the welding process. After each weld pass is completed, allow it to cool but never to a tempera-ture below 50F (10C). The weldment must not be quenched in water.
Cleaning: Any slag must be cleaned off between passes. The weld beads may be cleaned by a hand wire brush, a chipping hammer, a punch and hammer, or a needle-scaler. All weld cleaning must be performed with the test plate in the welding position.
Inspection*: Visually inspect the weld for uniformity and discontinuities.
There shall be no cracks, no incomplete fusion.1. There shall be no incomplete joint penetration in 2. groove welds except as permitted for partial joint penetration welds.The Test Supervisor shall examine the weld for 3. acceptable appearance and shall be satisfied that the welder is skilled in using the process and pro-cedure specified for the test.Undercut shall not exceed the lesser of 10% of the 4. base metal thickness or 1/32 in. (0.8 mm).Where visual examination is the only criterion 5. for acceptance, all weld passes are subject to
*Courtesy of the American Welding Society.
7"
7"
7"
FIGURE 29-20 GMAW spray transfer fillet weld carbon steel workmanship sample. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
680 CHAPTER 29
Backing Gas: N/A.
Safety: Proper protective clothing and equipment must be used. The area must be free of all hazards that may affect the welder or others in the area. The weld-ing machine, welding leads, work clamp, electrode
Welding May Be Performed in the Following Positions: All.Base Metal: The base metal shall conform to carbon steel M-1, P-1, and S-1, Group 1 or 2.Backing Material Specification: None.Filler Metal: The filler metal shall conform to AWS specification no. E70S-X from AWS specification A5.18. This filler metal falls into F-number F-6 and A-number A-1.Shielding Gas: The shielding gas, or gases, shall con-form to the following compositions and purity: CO2 at 30 to 50 cfh or 75% Ar/25% CO2 at 30 to 50 cfh.Joint Design and Tolerances: Refer to the drawing in Figure 29-21 for the joint layout specifications.Preparation of Base Metal: The bevels are to be flame or plasma cut on the edges of the plate before the parts are assembled. The beveled surface must be smooth and free of notches. Any roughness or notches deeper than 1/64 in. (0.4 mm) must be ground smooth.
All hydrocarbons and other contaminants, such as cutting fluids, grease, oil, and primers, must be cleaned off all parts and filler metals before welding. This cleaning can be done with any suitable solvents or detergents. The groove face and inside and outside plate surface within 1 in. (25 mm) of the joint must be mechanically cleaned of slag, rust, and mill scale. Cleaning must be done with a wire brush or grinder down to bright metal.Electrical Characteristics: Set the voltage, amper-age, wire feed speed, and shielding gas flow according to Table 29-5.Preheat: The parts must be heated to a temperature higher than 50F (10C) before any welding is started.
45
1"1"
16+
16
451"
1" 8
+16
FIGURE 29-21 Practice 29-5 joint design. American Welding Society
Type
E70S-X
E70S-X
Size
0.035 in.(0.9 mm)
0.045 in.(1.2 mm)
Amps
90to
160
130to
200
Volts
15to19
17 to19
Type
Ar plus 2% O2 or
90% Ar/10% CO2
Ar plus 2% O2 or
90% Ar/10% CO2
Flow
30to50
30to50
Type
Lowcarbonsteel
Lowcarbonsteel
Thickness
1/4 in. to 1/2 in.(6 mm to 13 mm)
1/4 in. to 1/2 in.(6 mm to 13 mm)
Electrode Welding Power Shielding Gas Base Metal
Wire Feed SpeedIPM (cm/min)
180 to 300(457 to 762)
125 to 200(317 to 508)
Table 29-5 GMAW Spray Metal Transfer Machine Settings
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 681
The frequency of porosity shall not exceed one 6. in each 4 in. (100 mm) of weld length, and the maximum diameter shall not exceed 3/32 in. (2.4 mm).Welds shall be free from overlap.7.
Bend Test: The weld is to be mechanically tested only after it has passed the visual inspection. Be sure that the test specimens are properly marked to iden-tify the welder, the position, and the process.
Specimen Preparation: For 3/8-in. (9.6-mm) test plates, two specimens are to be located in accordance with the requirements of Figure 29-22. One is to be prepared for a transverse face bend, and the other is to be prepared for a transverse root bend.
Transverse face bend . The weld is perpendicular to the longitudinal axis of the specimen and is bent so that the weld face becomes the tension surface of the specimen. Transverse root bend . The weld is perpendicular to the longitudinal axis of the specimen and is bent so that the weld root becomes the tension surface of the specimen.
Acceptance Criteria for Face and Root Bends*: For acceptance, the convex surface of the face- and root-bend specimens shall meet both of the following requirements:
No single indication shall exceed 1/8 in. (3.2 mm) 1. measured in any direction on the surface.The sum of the greatest dimensions of all indica-2. tions on the surface which exceed 1/32 in. (0.8 mm)
holder, and other equipment must be in safe working order.
Welding Technique: Using a 1/2-in. (13-mm) or larger gas nozzle for all welding, tack weld the plates together according to the drawing. Using a small piece of metal across the ends of the plate as a spacer will make it easier to assemble. There should be about a 1/8-in. (3.2-mm) root gap between the plates with V-grooved or beveled edges and 1/16-in. (1.6-mm) root faces. Use the E70S-X filler wire to make a root pass to fuse the plates together. Clean any silicon slag from the root pass, being sure to remove any trapped silicon slag along the sides of the weld.
Using the E70S-X filler wire, make a series of stringer or weave filler welds, no thicker than 1/4 in. (6.4 mm) in the groove until the joint is filled. Note: The horizontal (2G) weldment should be made with stringer beads only.
Interpass Temperature: The plate should not be heated to a temperature higher than 350F (175C) during the welding process. After each weld pass is completed, allow it to cool but never to a tempera-ture below 50F (10C). The weldment must not be quenched in water.
Cleaning: Any slag must be cleaned off between passes. The weld beads may be cleaned by a hand wire brush, a chipping hammer, a punch and hammer, or a needle-scaler. All weld cleaning must be performed with the test plate in the welding position.
Visual Inspection*: Visually inspect the weld for uni-formity and discontinuities.
There shall be no cracks, no incomplete fusion.1. There shall be no incomplete joint penetration in 2. groove welds except as permitted for partial joint penetration welds.The Test Supervisor shall examine the weld for 3. acceptable appearance and shall be satisfied that the welder is skilled in using the process and pro-cedure specified for the test.Undercut shall not exceed the lesser of 10% of the 4. base metal thickness or 1/32 in. (0.8 mm).Where visual examination is the only criterion 5. for acceptance, all weld passes are subject to visual examination at the discretion of the Test Supervisor.
*Courtesy of the American Welding Society.
C L
C L
1-1/2 in. WIDTHFACE-BEND SPECIMEN
1-1/2 in. WIDTHFOOT-BEND SPECIMEN
3/8 in. to 3/4 in.
6 in. MIN 7 in. MIN
1 in.
1 in. 60
FIGURE 29-22 GMAW-S V-groove open root carbon steel workmanship sample. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
682 CHAPTER 29
All hydrocarbons and other contaminants, such as cutting fluids, grease, oil, and primers, must be cleaned off all parts and filler metals before welding. This cleaning can be done with any suitable solvents or detergents. The groove face and inside and outside plate surface within 1 in. (25 mm) of the joint must be mechanically cleaned of slag, rust, and mill scale. Cleaning must be done with a wire brush or grinder down to bright metal.
Electrical Characteristics: Set the voltage, amper-age, wire feed speed, and shielding gas flow according to Table 29-6.
Preheat: The parts must be heated to a tempera-ture higher than 50F (10C) before any welding is started.
Backing Gas: N/A.
Safety: Proper protective clothing and equipment must be used. The area must be free of all hazards that may affect the welder or others in the area. The welding machine, welding leads, work clamp, elec-trode holder, and other equipment must be in safe working order.
Welding Technique: Using a 3/4-in. (19-mm) or larger gas nozzle for all welding, first tack weld the plates together, Figure 29-24. Use the E70S-X arc welding electrodes to make the welds.
Using the E70S-X arc welding electrodes, make a series of stringer filler welds, no thicker than 1/4 in. (6.4 mm), in the groove until the joint is filled.
but are less than or equal to 1/8 in. (3.2 mm) shall not exceed 3/8 in. (9.6 mm).
Cracks occurring at the corner of the specimens shall not be considered unless there is definite evidence that they result from slag inclusion or other internal discontinuities.
Sketches: Gas Metal Arc Welding Short-Circuit Metal Transfer (GMAW-S) Workmanship Sample drawing, Figure 29-22.
Paperwork: Complete a copy of the time sheet in Appendix I, the bill of materials in Appendix III,and the performance qualification test record in Appendix IV, or use forms as provided by your instructor.
PRACTICE 29-6Gas Metal Arc Welding (GMAW) Spray Transfer Workmanship Sample
Welding Procedure Specification (WPS) No.: Practice (29-6).
Title: Welding GMAW of plate to plate.
Scope: This procedure is applicable for V-groove and fillet welds.
Welding May Be Performed in the Following Positions: 1G and 2F.
Base Metal: The base metal shall conform to carbon steel M-1, P-1, and S-1, Group 1 or 2.
Backing Material Specification: None.
Filler Metal: The filler metal shall conform to AWS specification no. E70S-X for 0.035 to 0.045 diameter as listed in AWS specification A5.18. This filler metal falls into F-number F-6 and A-number A-1.
Shielding Gas: The shielding gas, or gases, shall con-form to the following compositions and purity: 98% Ar/2% O2 or 90% Ar/10%CO2.
Joint Design and Tolerances: Refer to the drawing in Figure 29-23 for the joint layout specifications.
Preparation of Base Metal: The bevels are to be flame or plasma cut on the edges of the plate before the parts are assembled. The beveled surface must be smooth and free of notches. Any roughness or notches deeper than 1/64 in. (0.4 mm) must be ground smooth.
1"4
1"4
0
60o9/32 (5/16)
FIGURE 29-23 Practice 29-6 joint design. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 683
Cleaning: Any slag must be cleaned off between passes. The weld beads may be cleaned by a hand wire brush, a chipping hammer, a punch and hammer, or a needle-scaler. All weld cleaning must be performed with the test plate in the welding position.
Interpass Temperature: The plate should not be heated to a temperature higher than 350F (175C) during the welding process. After each weld pass is completed, allow it to cool but never to a tempera-ture below 50F (10C). The weldment must not be quenched in water.
Type
E70S-X
E70S-X
Size
0.035 in.(0.9 mm)
0.045 in.(1.2 mm)
Amps
180to
230
260to
340
Volts
25to27
25 to30
Type
Ar plus 2% O2 or
90% Ar/10% CO2
Ar plus 2% O2or
90% Ar/10% CO2
Flow
30to50
30to50
Type
Lowcarbonsteel
Lowcarbonsteel
Thickness
1/4 in. to 1/2 in.(6 mm to 13 mm)
1/4 in. to 1/2 in.(6 mm to 13 mm)
Electrode Welding Power Shielding Gas Base Metal
Wire Feed SpeedIPM (cm/min)
400 to 550(1016 to 1397)
300 to 500(762 to 1270)
Table 29-6 GMAW Spray Metal Transfer Machine Settings
NOTES:1. All dimensions U.S. Customary Units unless otherwise specified.2. 3/8 in. thickness carbon steel.3. The welder shall prepare a bill of materials in U.S. Customary Units of measure prior to cutting.4. The welder shall convert the above bill of materials to S.I. Metric Units of measure.5. All parts may be mechanically cut or machine OFC unless specified manual OFC.6. All welds GMAW Spray Transfer.7. Fit and tack entire assembly on bench before welding.8. All welding to be done in position according to welding symbol.9. Employ boxing technique where applicable.10. Melt through not required.11. Use WPS AWS EDU GMAW-02, AWS QC10, Table 2.12. Visual examination in accordance with the requirements of AWS QC10, Table 3.
9/32 (5/16
1G, SEENOTE 10
MANUAL OFC-O 1in.
MANUAL OFCTHIS EDGE
60
6 in.
6 in.
1B
1A
1A
2F
3 in.
5-1/2 in.
1-1/2 in.
1/2 in.
2 in.
2 in.1/4
1/4
American Welding SocietyID QTY SIZE METRIC CONVERSION
Entry Welder Performance Qualification
GMAW Spray Transfer, Carbon SteelSCALE:DATE:
DR BY:
APP BY:
Tolerances: (Unless otherwise specified)DRAWING NOT TO SCALEFractions: + 1/16" Angles: + 10, -5
DWG #: AWS EDU-2
American Welding Society
FIGURE 29-24 AWS EDU-2 GMAW spray transfer carbon steel workmanship sample. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
684 CHAPTER 29
Appendix IV, or use forms as provided by your instructor.PRACTICE 29-7AWS SENSE Entry-Level Welder Workmanship Sample for Flux Cored Arc Welding (FCAW), Gas-Shielded
Welding Procedure Specification (WPS) No.: Practice 29-7.Title: Welding FCAW of plate to plate.Scope: This procedure is applicable for V-groove, bevel, and fillet welds within the range of 1/8 in. (3.2 mm) through 1 1/2 in. (38 mm).Welding May Be Performed in the Following Positions: All.Base Metal: The base metal shall conform to carbon steel M-1, P-1, and S-1, Group 1 or 2.Backing Material Specification: None.
Filler Metal: The filler metal shall conform to AWS specification no. E71T-1 from AWS specification A5.20. This filler metal falls into F-number F-6 and A-number A-1.Shielding Gas: The shielding gas, or gases, shall con-form to the following compositions and purity: CO2 at 30 to 50 cfh or 75% Ar/25% CO2 at 30 to 50 cfh.Joint Design and Tolerances: Refer to the drawing and specifications in Figure 29-26 for the workman-ship sample layout.Preparation of Base Metal: The bevels are to be flame or plasma cut on the edges of the plate before the parts are assembled. The beveled surface must be smooth and free of notches. Any roughness or notches deeper than 1/64 in. (0.4 mm) must be ground smooth.
All hydrocarbons and other contaminants, such as cutting fluids, grease, oil, and primers, must be cleaned off all parts and filler metals before welding. This cleaning can be done with any suitable solvents or detergents. The groove face and inside and outside plate surface within 1 in. (25 mm) of the joint must be mechanically cleaned of slag, rust, and mill scale. Cleaning must be done with a wire brush or grinder down to bright metal.
Electrical Characteristics: Set the voltage, amper-age, wire feed speed, and shielding gas flow according to Table 29-7.
Visual Inspection*: Visually inspect the weld for uni-formity and discontinuities.
There shall be no cracks, no incomplete fusion.1. There shall be no incomplete joint penetration in 2. groove welds except as permitted for partial joint penetration welds.The Test Supervisor shall examine the weld for 3. acceptable appearance and shall be satisfied that the welder is skilled in using the process and pro-cedure specified for the test.Undercut shall not exceed the lesser of 10% of the 4. base metal thickness or 1/32 in. (0.8 mm).Where visual examination is the only criterion 5. for acceptance, all weld passes are subject to visual examination at the discretion of the Test Supervisor.The frequency of porosity shall not exceed one in 6. each 4 in. (100 mm) of weld length, and the maxi-mum diameter shall not exceed 3/32 in. (2.4 mm).Welds shall be free from overlap.7.
Sketches: Gas Metal Arc Welding Spray Transfer (GMAW) Workmanship Sample drawing, Figure 29-25.
Paperwork: Complete a copy of the time sheet in Appendix I, the bill of materials in Appendix III, and the performance qualification test record in
*Courtesy of the American Welding Society.
FIGURE 29-25 Practice 29-6 workmanship sample. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 685
affect the welder or others in the area. The welding machine, welding leads, work clamp, electrode holder, and other equipment must be in safe working order.
Welding Technique: Using a 1/2-in. (13-mm) or larger gas nozzle and a distance from contact tube to work of approximately 3/4 in. (19 mm) for all welding, first
Preheat: The parts must be heated to a tempera-ture higher than 50F (10C) before any welding is started.Backing Gas: N/A.Safety: Proper protective clothing and equipment must be used. The area must be free of all hazards that may
1. All dimensions U.S. Customary Units unless otherwise specified.2. 3/8 in. thickness carbon steel.3. The welder shall prepare a bill of materials in U.S. Customary Units prior to cutting.4. The welder shall convert the above bill of materials to S.I. Metric Units of measure.5. All parts may be mechanically cut or machine OFC unless specified manual OFC.6. All welds FCAW-G/GM or FCAW-S as applicable.7. Fit and tack entire assembly on bench before attaching to positioning arm.8. All welding to be done in position according to welding symbol.9. Employ boxing technique where applicable.10. Melt through not required.11. Weld joins parts 1C and 1D to 1E.12. Weld joins parts 1C and 1E to 1A.13. For FCAW-G, use WPS AWS EDU FCAW-01. (See AWS QC10, Table 2.) For FCAW-GM use WPS AWS EDU FCAW-01. (See AWS QC10, Table 2.) For FCAW-S use WPS AWS EDU FCAW-03. (See AWS QC10, Table 2.)14. Visual examination in accordance with requirements of AWS QC10, Table 3.
NOTES:
MANUALOFC-0 1 in.
MANUAL OFCTHIS EDGE
3/4 in. TYP.
2 in.
50
1/4
1/4
9/32 (5/16)
2F & 4F
4G, SEENOTES10 & 12
2 in.
6 in.
1/2 in. TYP.
8 in.1A
1B
1F
1E
1C 5 in.
9/32 (5/16)50
2 in.
2G, SEENOTE 10
1D 1-3/16 in.
1/4
1/4
1/4
1/4
1/42F
2F
3F, UPHILL
3G, UPHILLSEE NOTES10 & 1160
9/32 (5/16)1/42F
6 in.
6 in.9 in.
American Welding SocietyID QTY SIZE METRIC CONVERSION
Entry Welder Performance Qualification
FCAW-G/GM, FCAW-S Carbon SteelSCALE:DATE:
DR BY:
APP BY:
Tolerances: (Unless otherwise specified)DRAWING NOT TO SCALEFractions: + 1/16" Angles: + 10, 5
DWG #: AWS EDU-1
American Welding Society
FIGURE 29-26 AWS EDU-1 FCAW carbon steel workmanship sample. American Welding Society
Type
E71T-1
E71T-1
Size
0.035 in.(0.9 mm)
0.045 in.(1.2 mm)
Amps
130to
150
150to
210
Volts
22to25
28to29
Type
CO2or
75% Ar/25% CO2
CO2or
75% Ar/25% CO2
Flow
30to50
30to50
Type
Lowcarbonsteel
Lowcarbonsteel
Thickness
1/4 in. to 1/2 in.(6 mm to 13 mm)
1/4 in. to 1/2 in.(6 mm to 13 mm)
Electrode Welding Power Shielding Gas Base Metal
Wire Feed SpeedIPM (cm/min)
288 to 380(732 to 975)
200 to 300(508 to 762)
Table 29-7 FCAW Gas-Shielded Machine Settings
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
686 CHAPTER 29
Scope: This procedure is applicable for V-groove, bevel, and fillet welds within the range of 1/8 in. (3.2 mm) through 1 1/2 in. (38 mm).
Welding May Be Performed in the Following Positions: All.
Base Metal: The base metal shall conform to carbon steel M-1, P-1, and S-1, Group 1 or 2.
Backing Material Specification: None.
Filler Metal: The filler metal shall conform to AWS specification no. E71T-11 for 0.035 to 0.0415 diameter, as listed in AWS specification A5.20. This filler metal falls into F-number F-6 and A-number A-1.
Shielding Gas: None.
Joint Design and Tolerances: Refer to the drawing and specifications in Figure 29-28 for the workman-ship sample layout.
Preparation of Base Metal: The bevels are to be flame or plasma cut on the edges of the plate before the parts are assembled. The beveled surface must be smooth and free of notches. Any roughness or notches deeper than 1/64 in. (0.4 mm) must be ground smooth.
All hydrocarbons and other contaminants, such as cutting fluids, grease, oil, and primers, must be cleaned off all parts and filler metals before welding.
tack weld the plates together according to Figure 29-26. There should be a root gap of about 1/8 in. (3.2 mm) between the plates with V-grooved or beveled edges. Use an E71T-1 arc welding electrode to make a weld. If multiple pass welds are going to be made, a root pass weld should be made to fuse the plates together. Clean the slag from the root pass, being sure to remove any trapped slag along the sides of the weld.
Using an E71T-1 arc welding electrode, make a series of stringer or weave filler welds, no thicker than 1/4 in. (6.4 mm) in the groove until the joint is filled. The 1/4-in. (6.4-mm) fillet welds are to be made with one pass.Interpass Temperature: The plate should not be heated to a temperature higher than 350F (175C) during the welding process. After each weld pass is completed, allow it to cool but never to a tempera-ture below 50F (10C). The weldment must not be quenched in water.Cleaning: The slag must be cleaned off between passes. The weld beads may be cleaned by a hand wire brush, a chipping hammer, a punch and hammer, or a needle-scaler. All weld cleaning must be performed with the test plate in the welding position. A grinder may not be used to remove weld control problems such as undercut, overlap, or trapped slag.Inspection: Visually inspect the weld for uniformity and discontinuities. There shall be no cracks, no incom-plete fusion, and no overlap. Undercut shall not exceed the lesser of 10% of the base metal thickness or 1/32 in. (0.8 mm). The frequency of porosity shall not exceed one in each 4 in. (100 mm) of weld length, and the max-imum diameter shall not exceed 3/32 in. (2.4 mm).Sketches: Flux Cored Arc Welding (FCAW) Gas-Shielded Workmanship Sample drawing, Figure 29-27.Paperwork: Complete a copy of the time sheet in Appendix I, the bill of materials in Appendix III,and the performance qualification test record in Appendix IV, or use forms as provided by your instructor.PRACTICE 29-8AWS SENSE Entry-Level Welder Workmanship Sample for Flux Cored Arc Welding (FCAW) Self-Shielded
Welding Procedure Specification (WPS) No.: Practice 29-8. Title: Welding FCAW of plate to plate.
FIGURE 29-27 Practice 29-7 workmanship sample. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 687
Preheat: The parts must be heated to a temperature higher than 50F (10C) before any welding is started.Backing Gas: N/A.Safety: Proper protective clothing and equipment must be used. The area must be free of all hazards that may affect the welder or others in the area. The welding machine, welding leads, work clamp, electrode holder, and other equipment must be in safe working order.
This cleaning can be done with any suitable solvents or detergents. The groove face and inside and outside plate surface within 1 in. (25 mm) of the joint must be mechanically cleaned of slag, rust, and mill scale. Cleaning must be done with a wire brush or grinder down to bright metal.
Electrical Characteristics: Set the voltage, amperage, and wire feed speed flow according to Table 29-8.
3G, UPHILLSEE NOTES10 & 11
3F, UPHILL
2F
2F
1-3/16 in.
1/8
1/8
1/8
1/8
1/8
1/8
MANUALPAC-0 1 in.
MANUAL PACTHIS EDGE
1/2 in. TYP.
2F & 4F
4G, SEENOTES10 & 12
6 in.
2 in.
4G, SEENOTES10 & 12
1/8 2-42-41/8
5 in.8 in.
2G, SEENOTE 10
2F
1F
1E
1B
1A
1C
1D 9 in.6 in.
1. All dimensions U.S. Customary Units unless otherwise specified.2. 10 ga.14 ga. thickness carbon steel. Optional choice of thickness within range specified.3. The welder shall prepare a bill of materials in U.S. Customary Units prior to cutting.4. The welder shall convert the above bill of materials to S.I. Metric Units of measure.5. All parts may be mechanically cut or machine PAC unless specified manual PAC.6. All welds GMAW-S (Short-Circuiting Transfer) or GTAW as applicable.7. Fit and tack entire assembly on bench before attaching to positioning arm.8. All welding to be done in position according to welding symbol.9. Employ boxing technique where applicable.10. Melt through not required.11. Weld joins parts 1C and 1D to 1E.12. Weld joins parts 1C and 1E to 1A.13. For GMAW-S use WPS AWS EDU GMAW-01. (See AWS QC10, Table 2.)14. For GTAW use WPS AWS EDU GTAW-01. (See AWS QC10, Table 2.)15. Visual examination in accordance with requirements of AWS QC10, Table 3.
NOTES:
2 in.
2 in.
6 in.
ID QTY SIZE METRIC CONVERSION
Entry Welder Performance QualificationGMAW-S, GTAW Carbon Steel
SCALE:DATE:
DR BY:
APP BY:
Tolerances: (Unless otherwise specified)DRAWING NOT TO SCALEFractions: + 1/16" Angles: + 10, 5
DWG #: AWS EDU-3
American Welding Society
FIGURE 29-28 AWS EDU-3 FCAW carbon steel workmanship sample. American Welding Society
15 40 69 (175) 3/816 100 175 (445) 3/80.03016 160 440 (1118) 3/815 80 81 (206) 3/817 120 155 (394) 3/80.03517 200 392 (996) 3/815 95 54 (137) 1/217 150 118 (300) 1/20.04518 225 140 (356) 1/2
ELECTRODE TYPE DIAMETER VOLTS AMPS WIRE FEED SPEEDIPM (cm/min)
ELECTRODE STICKOUT(INCH)
SELF-SHIELDE70T-11
orE71T-11
Table 29-8 FCAW Self-Shielded Machine Settings
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
688 CHAPTER 29
Title: Welding GTAW of sheet to sheet.Scope: This procedure is applicable for square groove and fillet welds within the range of 18 gauge through 10 gauge.Welding May Be Performed in the Following Positions: 1G and 2F.Base Metal: The base metal shall conform to carbon steel M-1, Group 1.Backing Material Specification: None.Filler Metal: The filler metal shall conform to AWS specification no. E70S-3 for 1/16 in. (1.6 mm) to 3/32 in. (2.4 mm) diameter, as listed in AWS speci-fication A5.18. This filler metal falls into F-number F-6 and A-number A-1.Electrode: The tungsten electrode shall conform to AWS specification no. EWTh-2, EWCe-2, or EWLa from AWS specification A5.12. The tungsten diam-eter shall be 1/8 in. (3.2 mm) maximum.
The tungsten end shape shall be tapered at two to three times its length to its diameter.
Shielding Gas: The shielding gas, or gases, shall con-form to the following compositions and purity: weld-ing grade argon.
Joint Design and Tolerances: Refer to the drawing and specifications in Figure 29-30 for the workman-ship sample layout.
Welding Technique: Using a 1/2-in. (13-mm) or larger gas nozzle and a distance from the contact tube to work of approximately 3/4 in. (19 mm) for all welding, first tack weld the plates together according to Figure 29-28. There should be a root gap of about 1/8 in. (3.2 mm) between the plates with V-grooved or beveled edges. Use an E71T-11 arc welding elec-trode to make a weld. If multiple pass welds are going to be made, a root pass weld should be made tofuse the plates together. Clean the slag from the root pass, being sure to remove any trapped slag along the sides of the weld.
Using an E71T-11 arc welding electrode, make a series of stringer or weave filler welds, no thicker than 1/4 in. (6.4 mm) in the groove until the joint is filled. The 1/4-in. (6.4-mm) fillet welds are to be made with one pass.Interpass Temperature: The plate should not be heated to a temperature higher than 350F (175C) during the welding process. After each weld pass is completed, allow it to cool but never to a tempera-ture below 50F (10C). The weldment must not be quenched in water.Cleaning: The slag must be cleaned off between passes. The weld beads may be cleaned by a hand wire brush, a chipping hammer, a punch and hammer, or a needle-scaler. All weld cleaning must be performed with the test plate in the welding position. A grinder may not be used to remove weld control problems such as undercut, overlap, or trapped slag.Inspection: Visually inspect the weld for uniformity and discontinuities. There shall be no cracks, no incom-plete fusion, and no overlap. Undercut shall not exceed the lesser of 10% of the base metal thickness or 1/32 in. (0.8 mm). The frequency of porosity shall not exceed one in each 4 in. (100 mm) of weld length, and the max-imum diameter shall not exceed 3/32 in. (2.4 mm).Sketches: Flux Cored Arc Welding (FCAW) Self-Shielded Workmanship Sample drawing, Figure 29-29.Paperwork: Complete a copy of the time sheet in Appendix I, the bill of materials in Appendix III, and the performance qualification test record in Appendix IV, or use forms as provided by your instructor.PRACTICE 29-9Gas Tungsten Arc Welding (GTAW) on Plain Carbon Steel Workmanship Sample
Welding Procedure Specification (WPS) No.: Practice 29-9.
FIGURE 29-29 Practice 29-8 workmanship sample. American Welding Society
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
Welder Certification 689
2G, S
EEN
OTE
10
2 in
.
1-1/
2 in
.1C
1/8
1/8
1/8
1/8
1/8
1-2
1/8
2F
1-2
1-2
1-22F
1G, S
EEN
OTE
10
3F, U
PHIL
L
2F
MA
NU
AL
PAC
THIS
ED
GE
MA
NU
AL
PAC
-0 1
in.
1/2
in. T
YP.
1D1B 1
A
1A
6 in
.
2 in
.
3 in
.
6 in
.
2 in
.
6 in
.
1.
All
dim
ensi
on
s U
.S. C
ust
om
ary
Un
its
u
nle
ss o
ther
wis
e sp
ecifi
ed.
2.
10
ga.
14
ga.
th
ickn
ess
aust
enit
ic
sta
inle
ss s
teel
. O
pti
on
al c
ho
ice
of
t
hic
knes
s w
ith
in ra
ng
e sp
ecifi
ed.
3.
Th
e w
eld
er s
hal
l pre
par
e a
bill
of
m
ater
ials
in U
.S. C
ust
om
ary
Un
its
pri
or
to
cu
ttin
g.4.
T
he
wel
der
sh
all c
onv
ert
the
abov
e b
ill
of m
ater
ials
to S
.I. M
etri
c U
nit
s o
f
mea
sure
.5.
A
ll p
arts
may
be
mec
han
ical
ly c
ut
or
m
ach
ine
PAC
un
less
sp
ecifi
ed m
anu
al
PA
C.
6.
All
wel
ds
GTA
W.
7.
Fit
an
d t
ack
enti
re a
ssem
bly
on
ben
ch
bef
ore
att
ach
ing
to p
osi
tio
nin
g a
rm.
8.
All
wel
din
g to
be
do
ne
in p
osi
tio
n
acc
ord
ing
to w
eld
ing
sym
bo
l.9.
E
mp
loy
box
ing
tech
niq
ue
wh
ere
ap
plic
able
.10
. M
elt
thro
ug
h n
ot
req
uir
ed.
11.
Use
WPS
AW
S ED
U G
TAW
-04.
(See
A
WS
QC
10, T
able
2.
12. V
isu
al e
xam
inat
ion
in a
cco
rdan
ce w
ith
re
qu
irem
ents
of A
WS
QC
10, T
able
3.
NO
TES:
Amer
ican
Wel
ding
Socie
tyAm
erica
n W
eldi
ng So
ciety
IDQ
TYSI
ZE
MET
RIC
CO
NV
ERSI
ON
Entr
y W
eld
er P
erfo
rman
ce Q
ual
ifica
tio
nG
TAW
Au
sten
itic
Sta
inle
ss S
teel
SCA
LE:
DAT
E:
DR
BY:
APP
BY:
Tole
ran
ces:
(Un
less
oth
erw
ise
spec
ified
)D
RAW
ING
NO
T TO
SC
ALE
Frac
tio
ns:
+ 1
/16
An
gle
s: +
10o
, -5
o
DW
G #
: AW
S ED
U-4
Amer
ican
Wel
ding
Socie
ty
FIG
UR
E 29
-30
AW
S ED
U-4
GTA
W c
arbo
n st
eel w
orkm
ansh
ip s
ampl
e.
Am
eric
an W
eldi
ng S
ocie
ty
Copyright 2012 Cengage Learning. All Rights Reserved. May not be copied, scanned, or duplicated, in whole or in part. Due to electronic rights, some third party content may be suppressed from the eBook and/or eChapter(s). Editorial review has deemed that any suppressed content does not materially affect the overall learning experience. Cengage Learning reserves the right to remove additional content at any time if subsequent rights restrictions require it.
-
690 CHAPTER 29
Square Groove and Fillet Welds: Holding the elec-trode so that it is very close to the metal surface but not touching, slowly increase the current until the arc starts and a molten weld pool is formed. As the weld progresses, add filler metal as required to maintain a flat or slightly convex weld face. If it is necessary to stop the weld or to reposition yourself or if the weld is completed, the current must be lowered slowly so that the molten weld pool can be tapered down in size.Interpass Temperature: The plate should not be heated to a temperature higher than 120F (49C) during the welding process. After each weld pass is completed, allow it to cool but never to a tempera-ture below 50F (10C). The weldment must not be quenched in water.Cleaning: Recleaning may be required if the parts or filler metal becomes contaminated or reoxidized to a degree that the weld quality will be affected. Reclean using the same procedure used for the original metal preparation.Visual Inspection: Visual inspection criteria for entry-level welders*:
There shall be no cracks, no incomplete fusion.1. There shall be no incomplete joint penetration in 2. groove welds except as permitted for partial joint penetration groove welds.The Test Supervisor shall examine the weld for 3. acceptable appearance and shall be satisfied that the welder is skilled in using the process and pro-cedure specified for the test.Undercut shall not exceed the lesser of 10% of the 4. base metal thickness or 1/32 in. (0.8 mm).
Preparation of Base Metal: All hydrocarbons and other contaminants, such as cutting fluids, grease, oil, and primers, must be cleaned off all parts and filler metals before welding. This cleaning can be done with any suitable solvents or detergents. The joint face and inside and outside plate surface within 1 in. (25 mm) of the joint must be mechanically cleaned of slag, rust, and mill scale. Cleaning must be done with a wire brush or grinder down to bright metal.
Electrical Characteristics: Set the welding current to DCEN and the amperage and shielding gas flow according to Table 29-9.
Preheat: The parts must be heated to a temperature higher than 50F (10C) before any welding is started.
Backing Gas: None.
Safety: Proper protective clothing and equipment must be used. The area must be free of all hazards that may affect the welder or others in the area. The welding machine, welding leads, work clamp, elec-trode holder, and other equipment must be in safe working order.
Welding Technique: TACK WELDS: With the parts securely clamped in place with the correc









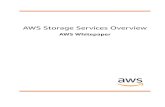






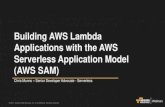

![[AWS Black Belt Online Seminar] · • AWS Auto Scaling - AWS Auto Scaling —](https://static.fdocuments.in/doc/165x107/5e7cc4003fe1a42cb5070da9/aws-black-belt-online-seminar-a-aws-auto-scaling-aws-auto-scaling-a.jpg)