file · Web viewFinally, to establish the overall performance of the column, the Overall...
48
Purpose The purpose of this experiment was to study the operation of a continuous distillation column by analyzing the effects of manipulating different column parameters. Overall, there are many parameters of distillation columns that affect their performance, but in this experiment, the studied parameters were the feed tray location and the reflux ratio. As these conditions were varied, the concentration and temperature profiles along the column as well as the pressure drop in the column were recorded to study the system operation. Additionally, utilizing the ChemCAD computer program, the ideal operation of the column was determined. Finally, to establish the overall performance of the column, the Overall Tray efficiency, Murphree Tray efficiency, minimum reflux ratio, and mass transfer coefficient (MTC) were calculated for each trial. The components separated by distillation in this experiment were ethanol and water. The group members were separated into four different engineering roles. The group leader, or lead engineer, was tasked with keeping all other team members on point and understanding the computer system that ran the distillation column. The operating engineer was in charge of the data collection for the team and understanding the use of the refractometer and Excel sheet to aid in the calculation of the weight percentage of ethanol in the samples taken. The design engineer was responsible for the experimental design and design extension for the experiment. The development engineer was the 1
Transcript of file · Web viewFinally, to establish the overall performance of the column, the Overall...

Purpose
The purpose of this experiment was to study the operation of a continuous distillation
column by analyzing the effects of manipulating different column parameters. Overall, there are
many parameters of distillation columns that affect their performance, but in this experiment, the
studied parameters were the feed tray location and the reflux ratio. As these conditions were
varied, the concentration and temperature profiles along the column as well as the pressure drop
in the column were recorded to study the system operation. Additionally, utilizing the
ChemCAD computer program, the ideal operation of the column was determined. Finally, to
establish the overall performance of the column, the Overall Tray efficiency, Murphree Tray
efficiency, minimum reflux ratio, and mass transfer coefficient (MTC) were calculated for each
trial. The components separated by distillation in this experiment were ethanol and water.
The group members were separated into four different engineering roles. The group
leader, or lead engineer, was tasked with keeping all other team members on point and
understanding the computer system that ran the distillation column. The operating engineer was
in charge of the data collection for the team and understanding the use of the refractometer and
Excel sheet to aid in the calculation of the weight percentage of ethanol in the samples taken.
The design engineer was responsible for the experimental design and design extension for the
experiment. The development engineer was the person in control of calculating the quantities
needed to determine column efficiency and using the ChemCAD computer program to model the
distillation column.
1

Introduction
This report aims to examine the influences of experimental parameters on the operational
performance of a continuous distillation column. The data and results from experimentation are
analyzed to solve a design problem concerning this type of column. The principle of a
continuous distillation column is to separate various components of a liquid solution by the
differences in boiling points of the components. In this experiment, the components separated
are water and ethanol. By heating the composition to the boiling point of the less volatile
component, the vapor phase separates from the liquid phase and the desired separation is
achieved. (Tham, 1997).
The independent variables examined in this experiment are the reflux ratio and the feed
location. Reflux ratio is the ratio of amount of liquid in reflux to the amount recovered in the
distillate. It is used to measure the percentage of the material that is returned to the column from
the distillate. (Tham, 1997). Where the feed tray is located dictates the amount of separation
achieved in the column. By altering these two variables, the performance of the column can be
examined based on the overall plate efficiency, minimum reflux ratio, Murphree plate efficiency,
and mass transfer coefficient. A sound understanding of the effects of changing these variables
on the column is essential in order to decrease energy consumption and to increase product
purity.
Continuous Distillation is used in the chemical, pharmaceutical, and food industries, as well
as in environmental technology (GEC Process Engineering Inc.). Distillation is one of the most
important separation processes in industry as it occupies roughly 95% of the separation process.
It has been estimated that around 40,000 distillation columns are used in the chemical industry in
the United States alone. (Riggs, 2006).
A comprehensive understanding of the performance of distillation columns necessitates an
examination of its advantages and disadvantages. Advantages of distillation include that it is
able to separate a wide range of chemicals and has a low capital investment (APEC water, ITT
Tech). This unit operation can have significant drawbacks, however. Distillation columns are
not very energy efficient, and require large amounts of heat for both the condenser and reboiler
(ITT Tech). Maintenance of steam valves and pressure gauges brings additional costs.
Operating conditions of distillation require the thermal stability of all compounds at their boiling
2

points, and can be greatly affected by the presence of an azeotrope (ITT Tech). The thermal
limitation of distillation column makes it unusable in certain instances. Some chemicals can be
degraded or decomposed easily in relatively high temperatures. For example, proteins can be
denatured when exposed to high temperatures (Mangino, 2007). Therefore, distillation would be
a poor choice for such applications. The key disadvantage of distillation is that it cannot be used
to separate thermally sensitive chemicals.
Because the energy efficiency is so low, finding the optimal operating parameters is
essential to reducing the cost of operation. In this report, the theories used to find the optimal
conditions for the particular column studied include the overall plate efficiency, Murphree plate
efficiency, minimum reflux ratio, and overall mass transfer coefficient. The values for these
parameters were found using both the McCabe-Thiele graphical method and the modeling
software, ChemCAD.
The McCabe-Thiele method is a mathematical-graphical method used to determine the
number of theoretical stages for a given binary mixture distillation separation process. Its
assumptions are based on constant molal overflow, or that the flow rate of the feed stream is the
same as the flow rate of the distillate plus the flow rate of the bottoms. The material balance in
equation (1) describes the flow of material over each tray.
nnnnnnnn xLyVxLyV 1111 (1)
In the above equation, V and L stand for vapor and liquid, respectively, while y and x stand
for vapor fraction and liquid fraction, respectively. The McCabe-Thiele method also ignores the
heat of mixing and assumes that a binary mixture is present, there is no heat loss from the
column wall, both the condenser and the reboiler have the same latent heat, and a mole of vapor
is condensed for every mole of liquid vaporized. In order to construct a McCabe-Thiele
diagram, the vapor liquid equilibrium (VLE) data, enriching operating line and q line are
required. The enriching operating line is obtained by using equation (2), below. The straight
line obtained from equation (2) is the equation of the enriching line.
3

111
R
xxR
Ry Dnn
(2)
In the previous equation, R is the reflux ratio and Dx is the mole fraction of the lower
boiling compound in the distillate. In this experiment, the reflux ratio is known and Fx , Dx and
wx (mole fractions of one of the components, ethanol in this case, in the feed, distillate, and
bottoms, respectively) are measured experimentally. Moreover, the q line can be plotted by
equation (3), below.
11
qxx
qqy F
(3)
Fx is the liquid fraction in the feed and q is defined as the heat needed to vaporize 1 mole of
feed at its entrance conditions divided by the molar latent heat of vaporization of feed. It can be
obtained through solving equation (4), below.
LV
FV
HHHHq
(4)
VH , FH and LH are the enthalpy of the feed at the dew point, the enthalpy of the feed at its
entrance conditions and the enthalpy of the feed at the boiling point, respectively. These values
can be obtained from a ChemCAD program simulation.
By knowing both the enriching operating line and the q line equations, the stripping
operating line can be drawn from the intersection of the enriching operating line and the q line to
the intersect of the bottoms mole fraction and the 45 degree line. The number of theoretical
stages can then be determined by drawing a stair-step pattern to connect the operating lines and
the equilibrium line. First a 45 degree (y=x) line from the origin of the graph is constructed.
Then Dx , Fx , and wx values are plotted on the 45 degree line and the enriching operating line is
4

plotted from the intersection point of Dx and the 45 degree line. The q line can then be plotted
from the intersection point of Fx and the 45-degree line. The stripping operating line can then
be drawn, as described above. Finally, the number of theoretical stages can be plotted as shown
in Figure 1, on the next page. (Geankoplis, 2003).
The number of theoretical stages is used to calculate the over plate efficiency, Eo, which is
defined as the ratio of the number of ideal trays to number of actual trays.
In addition, the minimum reflux ratio is also essential as it corresponds to the minimum
vapor flow of the column, and dictates the minimum reboiler and condenser sizes. It can be
found through equation (5), below.
'
'
1 xxyx
RR
D
D
m
m
(5)
In this equation, mR is the minimum reflux ratio and 'x and
'y represent the point which is
the intersection of the q line and the VLE line. (Geankoplis, 2003).
5
Figure 1: An example McCabe-Thiele graph to determine number of stages needed for distillation of a benzene-toluene mixture. Taken from <http://www.separationprocesses.com-/Distillation/DT_Chp04f.htm>

Furthermore, the Murphree tray efficiency is defined by the following equation, equation
(6),
1*
1
nn
nnM yy
yyE
(6)
where ny and 1ny are the average concentration of mixed vapor leaving and entering the tray
respectively while*
ny is the concentration of vapor in equilibrium. (Geankoplis, 2003).
In this experiment, the ethanol concentration is measured by a refractometer, which
measures the refractive index (RI) of the solution, which can then be converted to weight percent
of ethanol. An Excel spreadsheet is used to convert the RI to weight percent. (Operating
Procedure)
Finally, the mass transfer coefficient is examined by altering the experimental parameters.
In this back-mixed distillation column, the Murphree efficiency equals to the gas-phase tray
efficiency ( OGE ) which is dependent on the mass transfer coefficient (MTC), Ky. The
relationship is given by equation (7), below.
G
haK
OG
Ly
eE**
1
(7)
The value of "a”, or specific area, is assumed to be 125 m2/m3. The parameter, G is the
superficial molar velocity, which can be calculated by dividing the distillate flow rate by the area
of each tray. The variable Lh stands for the pressure drop over each tray and can be obtained by
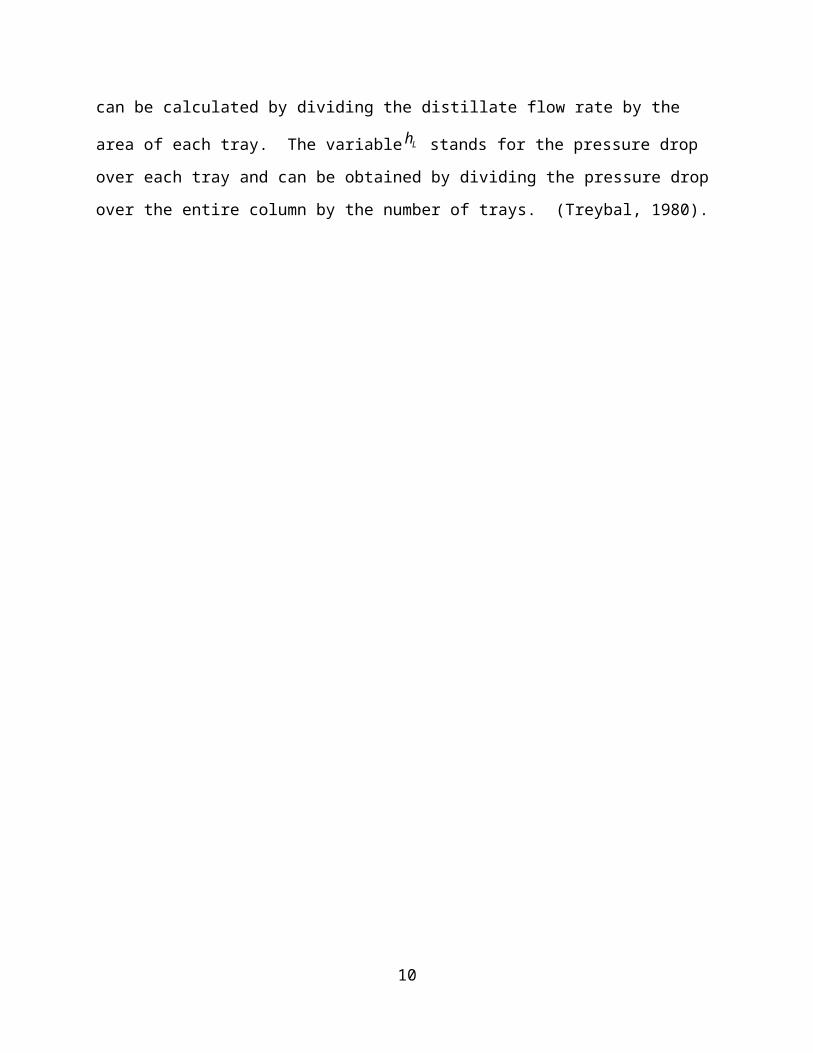
dividing the pressure drop over the entire column by the number of trays. (Treybal, 1980).
6

Experiment DescriptionA twelve-tray, bubble cap distillation column with a condenser and a reboiler was
studied. The column was 0.2032 m in diameter and was used to separate a mixture of ethanol
and water. Since it was just a test column meant for observation and not as part of a production
process, both the distillate and bottoms were cooled and returned to the feed tank. A sketch of
the apparatus can be seen in Figure 2, below.
Figure 2: Process Flow Diagram for Distillation Column
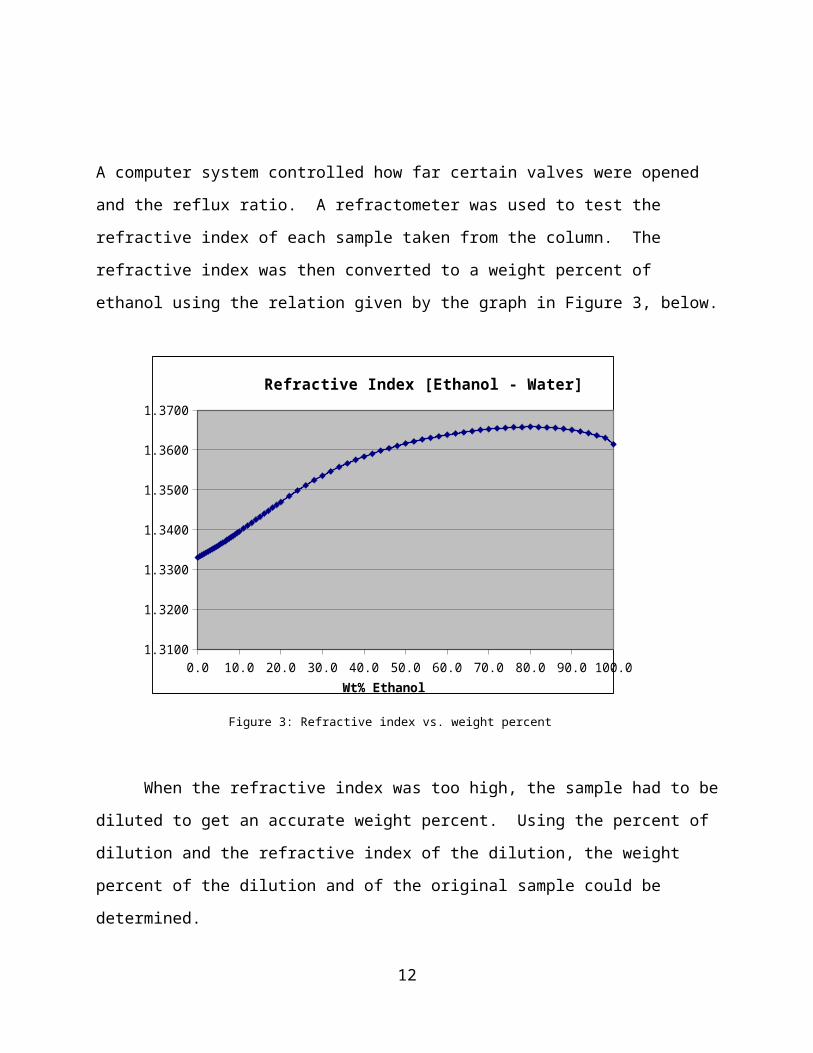
A computer system controlled how far certain valves were opened and the reflux ratio. A
refractometer was used to test the refractive index of each sample taken from the column. The
7

refractive index was then converted to a weight percent of ethanol using the relation given by the
graph in Figure 3, below.
0.0 10.0 20.0 30.0 40.0 50.0 60.0 70.0 80.0 90.0 100.01.3100
1.3200
1.3300
1.3400
1.3500
1.3600
1.3700
Refractive Index [Ethanol - Water]
Wt% Ethanol
When the refractive index was too high, the sample had to be diluted to get an accurate
weight percent. Using the percent of dilution and the refractive index of the dilution, the weight
percent of the dilution and of the original sample could be determined.
The chemical materials used in this experiment included ethanol, water, and ice. The
ethanol and water were combined in a feed tank that was pumped to the column to be separated.
The feed solution remained around 20 percent ethanol, by weight. The ice was used to cool
samples taken from the column before testing the refractive index to save time, since the
refractometer had to stabilize the temperature of the sample to the temperature of the room
before it could read the refractive index. Non-chemical materials include the distillation column,
the computer control system, the refractometer; a scale to help with the dilutions, sample tubes
and caps, graduated cylinders, a stopwatch, a Styrofoam cooler for the ice, disposable pipettes,
and boxes of Kim wipes to clean off the refractometer and the sample tubes.
8
Figure 3: Refractive index vs. weight percent ethanol

The column was started up by first turning on the computer system and checking for
errors and checking the liquid level in the feed tank. The air pressure, condenser water, cold-
water flow to the bottoms cooler, and steam were all turned on. The reboiler was heated by
setting the steam valve to 100% open. The feed rate was set at 9.4635*10-6 m3/s by adjusting the
feed control valve. After checking to make sure one of the feed tray valves was open to the
column, the feed pump was turned on.
The column was allowed to come to steady state after each variable tested was changed.
The column was left alone for 30 minutes. After 30 minutes, samples from the distillate and
bottoms were collected and the refractive indices were measured and the weight percent of
ethanol in each was calculated. When the weight percent of ethanol in the distillate and bottoms
varied by less than two percent between trials the column was said to be at steady state. To
ensure that steady state had been reached, 1*10-5 m3 of liquid was purged off of every tray and
the column was monitored for changes. If no changes were observed, samples were taken from
each tray, the distillate, bottoms, and feed tank. These samples were put on ice and the refractive
indices of each were measured in order to create a concentration profile for the column. Some
other parameters of the column were also recorded at this time. The next variable was then set,
and the column was allowed to come to steady state again, and the process was repeated. At all
stages, the column was monitored for signs of flooding. Once all variables were tested, the
column was shutdown.
The variables tested in this experiment were the feed tray number and the reflux ratio.
These two variables were tested because they offered the most measurable effects in the least
amount of time. Testing all of the variables that can be altered for a distillation column (feed
location, reflux ratio, bottoms product rate, feed rate, and steam rate) would have been too time
consuming to complete in one day. As it was, the reflux ratio trials were not completed on the
day of the experiment, and data had to be obtained from another group due to the ambient
temperature rising so high that the column was no longer functioning properly. The feed tray
location was tested at three locations: the third tray from the bottom, the sixth tray from the
bottom, and the ninth tray from the bottom. The reflux ratio was kept at 0.45 during these trials.
For the trials in which the reflux ration was changed, the feed tray was kept at the ninth tray from
the bottom, and the reflux ratios of 1 and 1.5 were tested. These five tests allowed for three
different feed tray locations to be tested and allowed for three different reflux ratios to be tested.
9
This ensured that any effect that these variables had on column operation would be clearly
discernible when the data were analyzed so that the best conclusions could be drawn.
The data collected from this experiment was used to analyze various aspects of the
column. These included the overall plate efficiency, minimum reflux ratio, Murphree plate
efficiency and overall MTC. In order to do these calculations a ChemCAD simulation was
employed in which conditions of the experiment were used as input parameters. From this
simulation, an equilibrium curve for ethanol in water was created. Composition data from the
experiment was then used to construct an operating line on the same plot. The McCabe-Thiele
method was used to find the theoretical number of stages this column would require which was
used, in turn, to find overall plate efficiency. Minimum reflux ratio was found using the pinch
point composition and equation (5). Murphree tray efficiency was found via a trial and error
method. The equilibrium curve had to be moved by a certain amount until the number of stages
stepped off from the operating line was equal to thirteen (twelve trays plus one reboiler).
Equation (7) was needed to find the overall MTC. The variables used in this equation were
calculated by experimentally observed data.
After calculating all of these values from the experimental data, it was compared to the
actual ChemCAD simulation data. This gave a good tool to evaluate the experimental data.
Comparisons were made between column concentration profiles, overhead distillate flow rate
and purity.
Some of the safety issues that had to be addressed during this experiment included the
temperature of the column, steam, and ambient air as well as the hazards of working with
chemicals such as ethanol, slipping, working near other large pieces of equipment, and working
with electronic equipment. Care was taken when taking samples from the column to avoid burns
from the hot samples and column. To avoid the adverse effects of using the hot steam, thermal
gloves were worn when turning the steam on and off. To deal with the high ambient air
temperatures, water bottles were a part of the personal protection equipment (PPE) list for each
experimenter and frequent water breaks outside of the laboratory were taken. The rest of the
required PPE included long sleeved shirts, long pants, closed-toed shoes with non-slip soles and
laces, safety splash goggles, hard hats, and nitrile gloves. The shirts, pants, shoes, goggles, and
nitrile gloves protected from skin exposure to ethanol. The non-slip shoes with tied laces
protected from slipping hazards when climbing the ladder to take samples from the column. The
10

hard hats provided protection from falling object hazards that can occur from the nature of
working in a laboratory setting with large pieces of equipment, such as the unit operations
laboratory. When working with electronic equipment, care was taken to not get the equipment
wet to avoid electrocution or short-circuit hazards.
11
Results and Discussion
After completing the distillation experiment, different values are calculated to determine
how well the column performed and its response to changing column conditions. In addition, the
experimental data is compared to a computer-simulated model of the distillation column. Figure
4, below, is a graph of the equilibrium data prepared by ChemCAD. The minimum reflux ratio
is calculated by finding the “pinch point” or intersection of the q-line with the equilibrium curve
in Figure 4. In addition, the graph is used to evaluate the theoretical number of stages needed for
distillation by the McCabe-Thiele method. After acquiring the theoretical number of trays, the
overall plate efficiency is calculated and the Murphree plate efficiency is calculated by a trial and
error method. Plots using the McCabe-Thiele method and for finding Murphree plate efficiency
can be found in Appendix C. From the Murphree efficiency, the Mass Transfer Coefficient is
calculated using equation (7). These values are recorded in Table 1, on the next page.
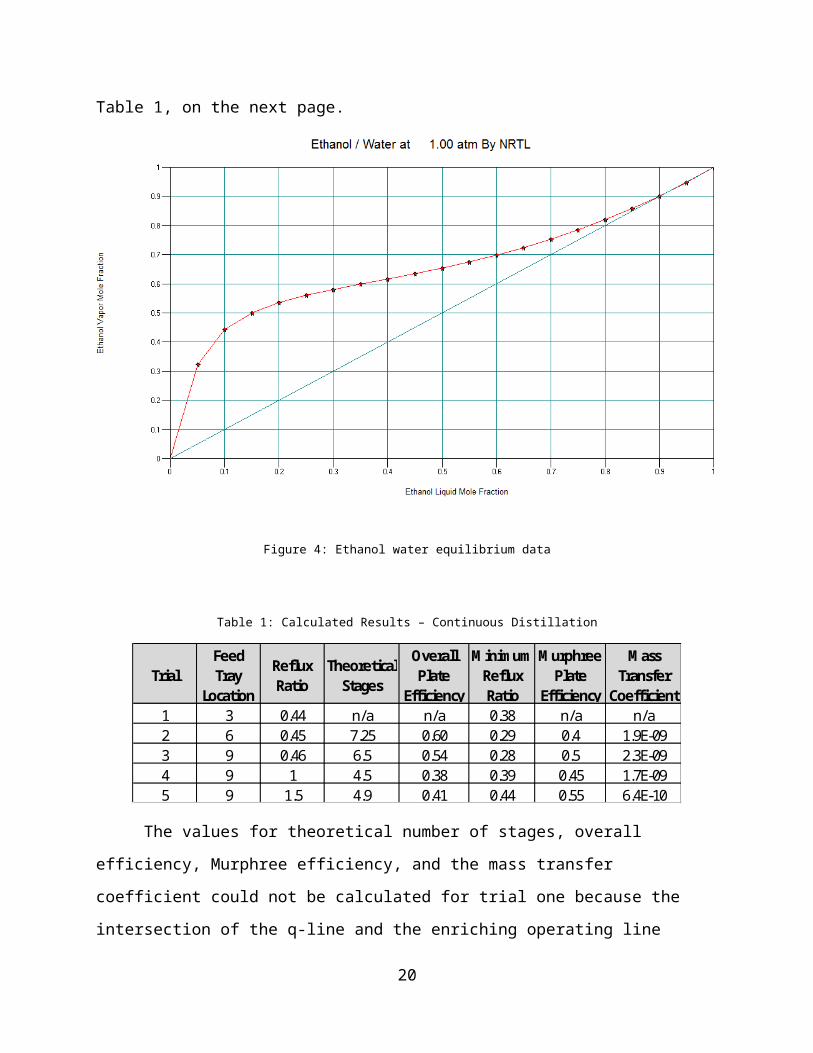
Figure 4: Ethanol water equilibrium data
12
Table 1: Calculated Results – Continuous Distillation
Trial Feed Tray
Location
Reflux Ratio
Theoretical Stages
Overall Plate
Efficiency
Minimum Reflux Ratio
Murphree Plate
Efficiency
Mass Transfer
Coefficient1 3 0.44 n/a n/a 0.38 n/a n/a2 6 0.45 7.25 0.60 0.29 0.4 1.9E-093 9 0.46 6.5 0.54 0.28 0.5 2.3E-094 9 1 4.5 0.38 0.39 0.45 1.7E-095 9 1.5 4.9 0.41 0.44 0.55 6.4E-10
The values for theoretical number of stages, overall efficiency, Murphree efficiency, and
the mass transfer coefficient could not be calculated for trial one because the intersection of the
q-line and the enriching operating line occurred above the equilibrium line. This is shown in
Figure C1 in Appendix C. Since these parameters depend on there being space between the
operating lines and the equilibrium line or pinch point, they could not be determined. During
trial one, as soon as samples were taken from the column, the steam pressure began to rise, as
described in the error analysis section of this report. The crossing of the equilibrium line is most
likely due to this error and leads to the incomplete data in Table 1.
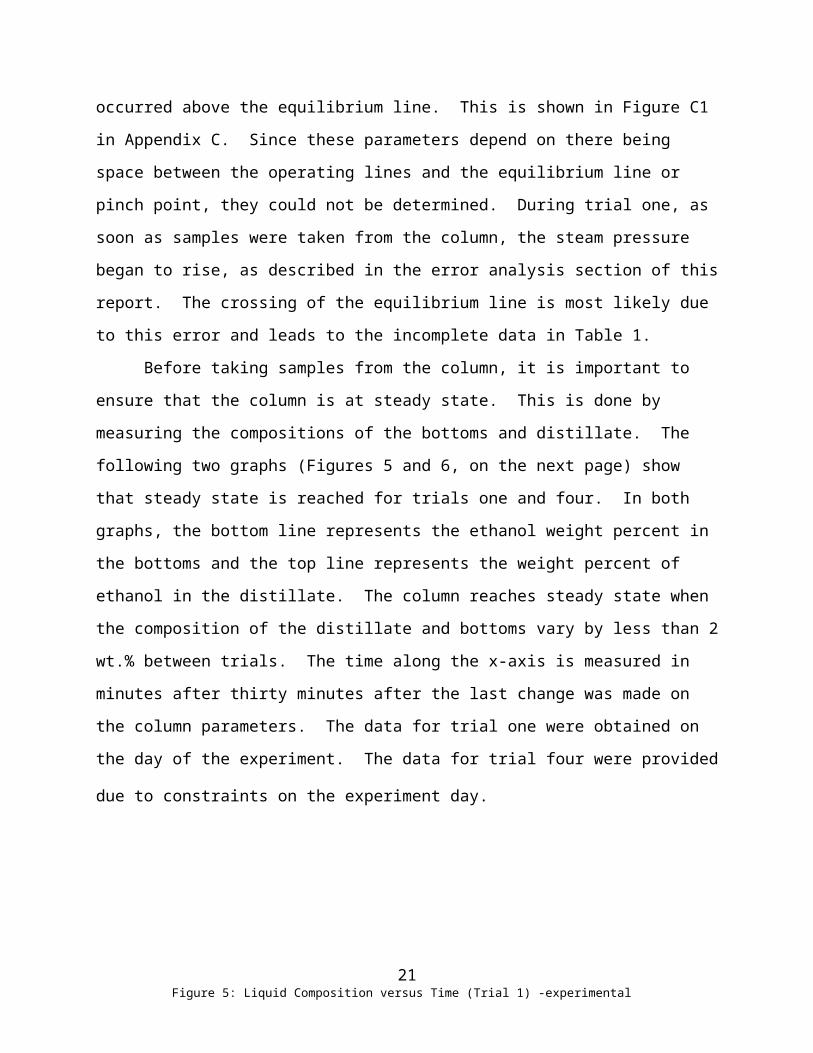
Before taking samples from the column, it is important to ensure that the column is at
steady state. This is done by measuring the compositions of the bottoms and distillate. The
following two graphs (Figures 5 and 6, on the next page) show that steady state is reached for
trials one and four. In both graphs, the bottom line represents the ethanol weight percent in the
bottoms and the top line represents the weight percent of ethanol in the distillate. The column
reaches steady state when the composition of the distillate and bottoms vary by less than 2 wt.%
between trials. The time along the x-axis is measured in minutes after thirty minutes after the
last change was made on the column parameters. The data for trial one were obtained on the day
of the experiment. The data for trial four were provided due to constraints on the experiment
day. As shown in the graphs, the column took a while longer to reach steady state and the
distillate composition fluctuated much more on the day that trial one was performed than
whenever trial four was performed, but both eventually reach steady state. For both trials, it can
be seen that the bottoms reach steady state much sooner than the distillate does.
13

0 5 10 15 20 25 30 35 400
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1Liquid Composition vs. Time (Trial 1, Reaching Steady State)
Time (min)
Wei
ght F
ract
ion
Eth
anol
BottomsDistillate
Figure 5: Liquid Composition versus Time (Trial 1) –experimental
0 1 2 3 4 5 6 7 8 9 100
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9Liquid Composition vs. Time (Trial 4, Reaching Steady State)
Time (min)
Wei
ght F
ract
ion
Eth
anol
BottomsDistillate
Figure 6: Liquid Composition versus Time (Trial 4) –experimental
14
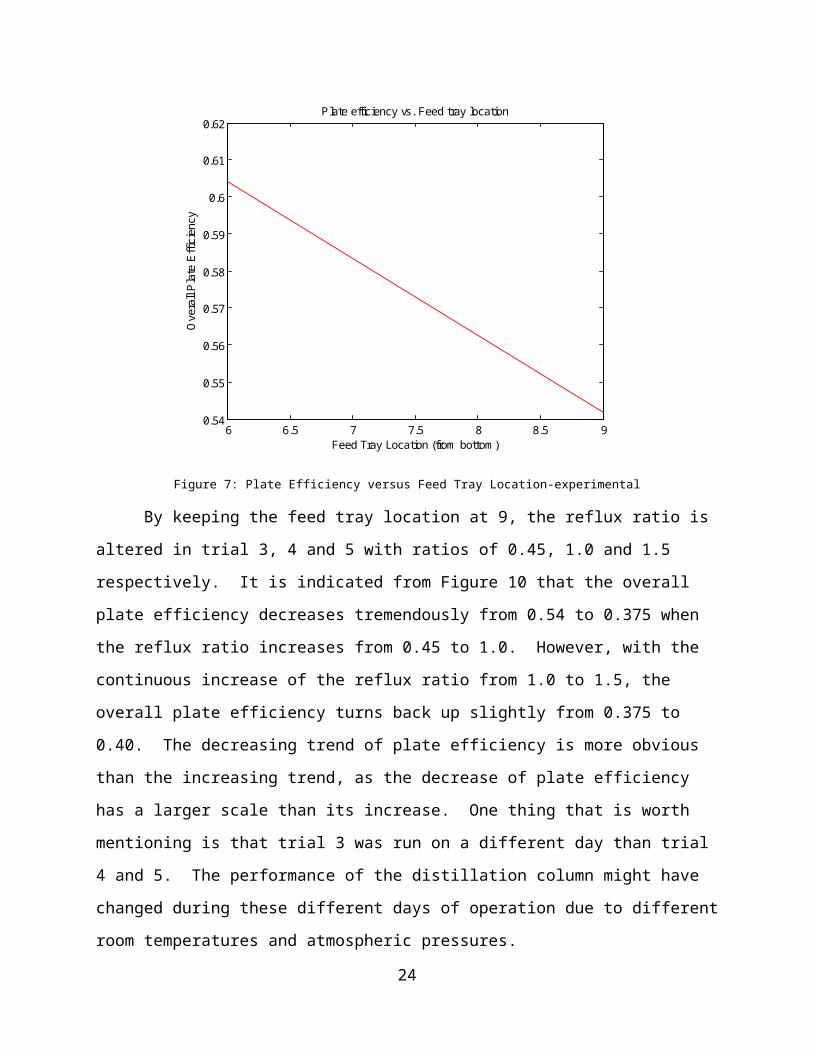
The plate efficiency versus feed tray is plotted in Figure 7. In this figure, feed tray
location 6 and 9 from the bottom with the same reflux ratio of 0.45 are used from Trials 2 and 3,
respectively, to examine the relationship with plate efficiency. Trial 1 with feed location 3,
however, is not used, as the intersection point of q line and enriching line in the McCabe-Thiele
diagram is above the vapor liquid equilibrium curve as described earlier and in the error analysis.
Because of this, the theoretical stages are not able to be determined using the equilibrium data.
The experimental data calculated by the McCabe-Thiele method in Figure 7 illustrates that with
the higher feed location the overall plate efficiency tends to decrease. However, there are only
two points presented in this figure thus a valid trend cannot be determined.
6 6.5 7 7.5 8 8.5 90.54
0.55
0.56
0.57
0.58
0.59
0.6
0.61
0.62Plate efficiency vs. Feed tray location
Feed Tray Location (from bottom)
Ove
rall
Pla
te E
ffici
ency
Figure 7: Plate Efficiency versus Feed Tray Location-experimental
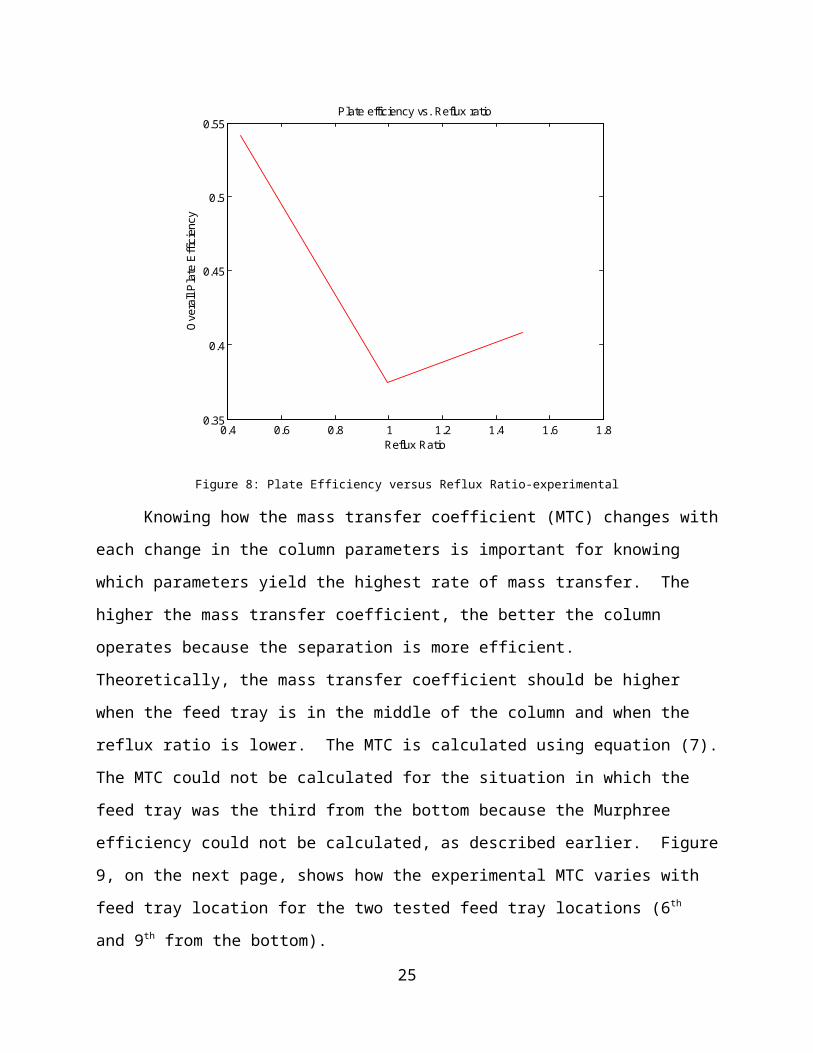
By keeping the feed tray location at 9, the reflux ratio is altered in trial 3, 4 and 5 with
ratios of 0.45, 1.0 and 1.5 respectively. It is indicated from Figure 10 that the overall plate
efficiency decreases tremendously from 0.54 to 0.375 when the reflux ratio increases from 0.45
to 1.0. However, with the continuous increase of the reflux ratio from 1.0 to 1.5, the overall
plate efficiency turns back up slightly from 0.375 to 0.40. The decreasing trend of plate
efficiency is more obvious than the increasing trend, as the decrease of plate efficiency has a
larger scale than its increase. One thing that is worth mentioning is that trial 3 was run on a
15

different day than trial 4 and 5. The performance of the distillation column might have changed
during these different days of operation due to different room temperatures and atmospheric
pressures.
0.4 0.6 0.8 1 1.2 1.4 1.6 1.80.35
0.4
0.45
0.5
0.55Plate efficiency vs. Reflux ratio
Reflux Ratio
Ove
rall
Pla
te E
ffici
ency
Figure 8: Plate Efficiency versus Reflux Ratio-experimental
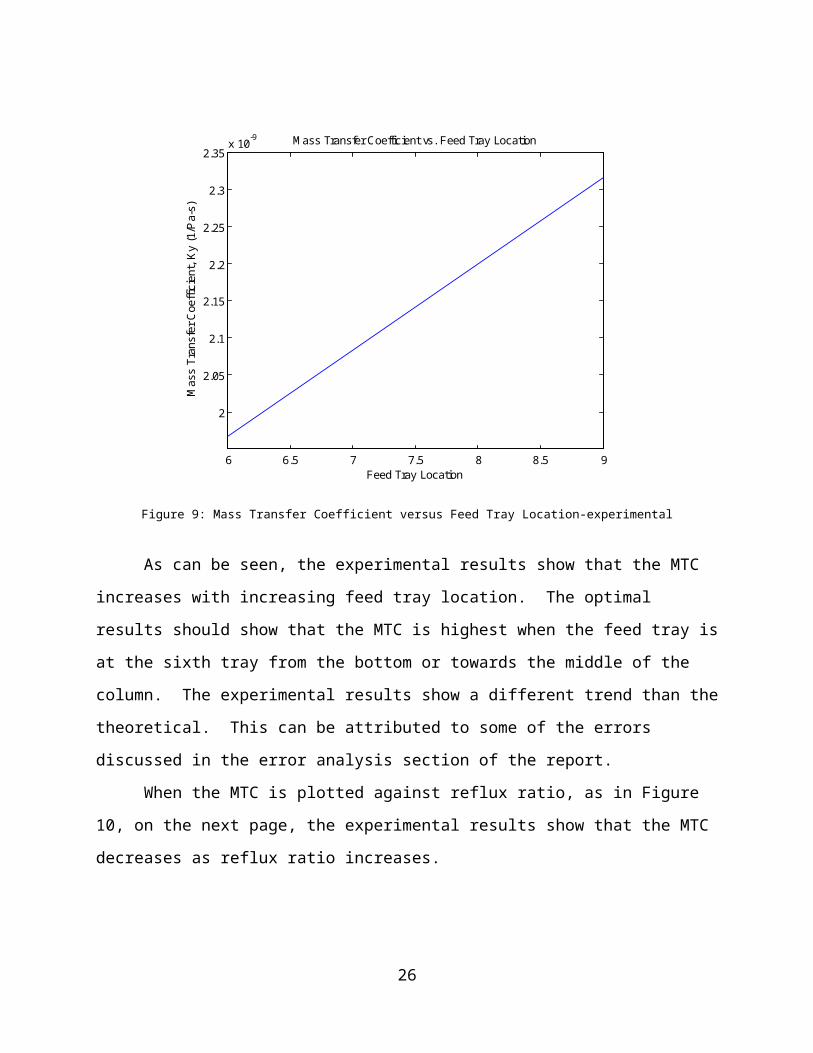
Knowing how the mass transfer coefficient (MTC) changes with each change in the
column parameters is important for knowing which parameters yield the highest rate of mass
transfer. The higher the mass transfer coefficient, the better the column operates because the
separation is more efficient. Theoretically, the mass transfer coefficient should be higher when
the feed tray is in the middle of the column and when the reflux ratio is lower. The MTC is
calculated using equation (7). The MTC could not be calculated for the situation in which the
feed tray was the third from the bottom because the Murphree efficiency could not be calculated,
as described earlier. Figure 9, on the next page, shows how the experimental MTC varies with
feed tray location for the two tested feed tray locations (6th and 9th from the bottom).
16

6 6.5 7 7.5 8 8.5 9
2
2.05
2.1
2.15
2.2
2.25
2.3
2.35x 10
-9
Feed Tray Location
Mas
s Tr
ansf
er C
oeffi
cien
t, K
y (1
/Pa-
s)
Mass Transfer Coefficient vs. Feed Tray Location
Figure 9: Mass Transfer Coefficient versus Feed Tray Location-experimental
As can be seen, the experimental results show that the MTC increases with increasing
feed tray location. The optimal results should show that the MTC is highest when the feed tray
is at the sixth tray from the bottom or towards the middle of the column. The experimental
results show a different trend than the theoretical. This can be attributed to some of the errors
discussed in the error analysis section of the report.
When the MTC is plotted against reflux ratio, as in Figure 10, on the next page, the
experimental results show that the MTC decreases as reflux ratio increases.
17

0.4 0.6 0.8 1 1.2 1.4 1.6 1.80.6
0.8
1
1.2
1.4
1.6
1.8
2
2.2
2.4x 10
-9
Reflux Ratio
Mas
s Tr
ansf
er C
oeffi
cien
t, K
y (1
/Pa-
s)
Mass Transfer Coefficient vs. Reflux Ratio
Figure 10: Mass Transfer Coefficient versus Reflux Ratio-experimental
These results match the theoretical ones. This indicates that the best reflux ratio, in terms
of MTC is a lower value. Overall, based on the experimental results, the best feed tray location
is the highest one (ninth from the bottom) and the best reflux ratio is the lowest one (in this case,
0.45).
To test the validity of the experimental results, an ideal column can be run using the
ChemCAD computer program. A useful comparison between the experimental results and the
ChemCAD model is the liquid composition along the column at each tray. This can be easily
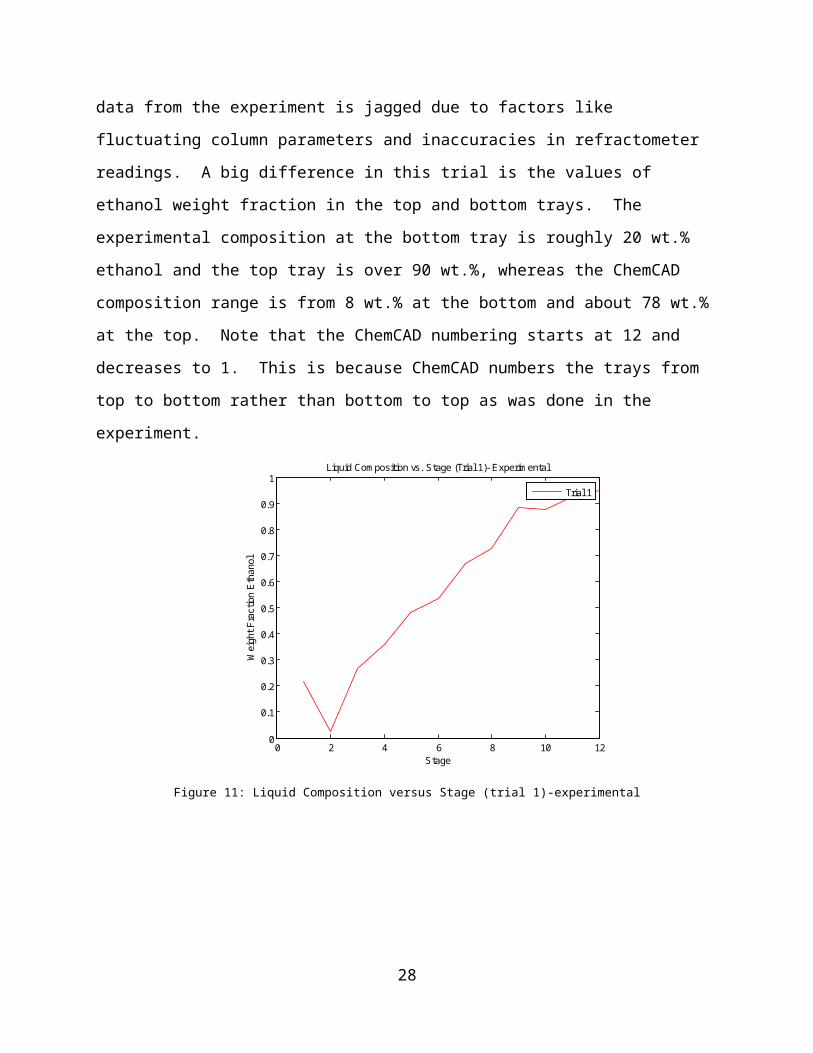
done by observing the trends in Figures 11 and 12. Figure 11, the experimental column
concentration profile, shows a general increase in weight fraction of ethanol as it gets higher in
the column. The same trend is seen Figure 12, the ChemCAD concentration profile, though it is
a much smoother curve. The data from the experiment is jagged due to factors like fluctuating
column parameters and inaccuracies in refractometer readings. A big difference in this trial is
the values of ethanol weight fraction in the top and bottom trays. The experimental composition
at the bottom tray is roughly 20 wt.% ethanol and the top tray is over 90 wt.%, whereas the
ChemCAD composition range is from 8 wt.% at the bottom and about 78 wt.% at the top. Note
18

that the ChemCAD numbering starts at 12 and decreases to 1. This is because ChemCAD
numbers the trays from top to bottom rather than bottom to top as was done in the experiment.
0 2 4 6 8 10 120
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1Liquid Composition vs. Stage (Trial 1)- Experimental
Stage
Wei
ght F
ract
ion
Eth
anol
Trial 1
Figure 11: Liquid Composition versus Stage (trial 1)-experimental
Figure 12: Liquid Composition versus Stage (trial 1)-ChemCAD
To give a better comparison, trial 2 is also examined in Figures 13 and 14 on the next
page. The experimental results from trial 2 seem to fit the ChemCAD results a little better than
in trial 1. Again, a discrepancy exists between some of the values, most evident in the bottom
19
tray where the experimental gives a value of 21 wt.% ethanol and the ChemCAD shows just 7.5
wt.%. However, in this case the weight fraction of ethanol in the top tray for both the
experimental and ChemCAD is just under 0.8. Corresponding column concentration profiles for
trials 3 through 5 can be found in Appendix E.
0 2 4 6 8 10 120.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9Liquid Composition vs. Stage (Trial 2)- Experimental
Stage
Wei
ght F
ract
ion
Eth
anol
Trial 2
Figure 13: Liquid Composition versus Stage (trial 2)-experimental
Figure 14: Liquid Composition versus Stage (trial 2)-ChemCAD
20
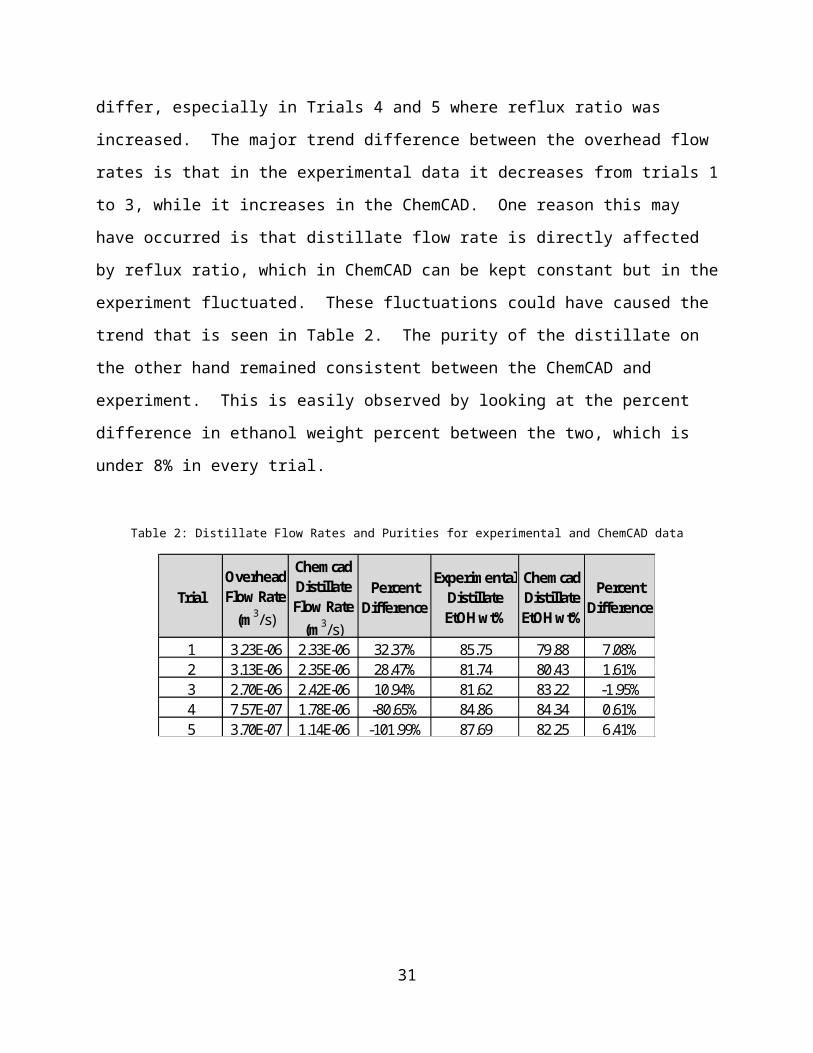
Distillate flow rate and purity can also be compared between the experiment and
ChemCAD simulation. As shown in Table 2, below, the experimental and ChemCAD data for
overhead flow rate differ, especially in Trials 4 and 5 where reflux ratio was increased. The
major trend difference between the overhead flow rates is that in the experimental data it
decreases from trials 1 to 3, while it increases in the ChemCAD. One reason this may have
occurred is that distillate flow rate is directly affected by reflux ratio, which in ChemCAD can be
kept constant but in the experiment fluctuated. These fluctuations could have caused the trend
that is seen in Table 2. The purity of the distillate on the other hand remained consistent between
the ChemCAD and experiment. This is easily observed by looking at the percent difference in
ethanol weight percent between the two, which is under 8% in every trial.
Table 2: Distillate Flow Rates and Purities for experimental and ChemCAD data
Trial Overhead Flow Rate
(m3/s)
Chemcad Distillate Flow Rate
(m3/s)
Percent Difference
Experimental Distillate EtOH wt%
ChemcadDistillate EtOH wt%
Percent Difference
1 3.23E-06 2.33E-06 32.37% 85.75 79.88 7.08%2 3.13E-06 2.35E-06 28.47% 81.74 80.43 1.61%3 2.70E-06 2.42E-06 10.94% 81.62 83.22 -1.95%4 7.57E-07 1.78E-06 -80.65% 84.86 84.34 0.61%5 3.70E-07 1.14E-06 -101.99% 87.69 82.25 6.41%
21

Error AnalysisDistillation is a complicated process that requires comprehensive control over the process
variables as they affect column performance. During the operation of the column, there were
several internal and external variables adversely affecting the recorded data, especially the vapor
composition. In addition, steady-state operation was not easily achieved and usually took a long
time to reach due to fluctuations in process variables.
One source of possible error was the ambient temperature. This parameter was an
external variable that could not be controlled and adversely affected the operation of the column.
The pressure drop from the bottom to the top of the column would fluctuate and was dangerously
close to its upper limit. The high external temperature led to anomalies in the recorded data and
limited the experiment to only 3 of the required 5 trials, meaning that data for the last two trials
had to be obtained from another group. In addition, the temperature was causing the column to
overheat and did not allow the column to reach steady-state quickly. This is shown by the
multiple attempts to find the steady-state distillate weight percent and the seven to eight readings
needed before steady state was reached. Because of the length of time needed to reach steady
state and the continued fluctuations in readings after steady state was thought to have been
reached, the data recorded was unreliable.
The valves that control the flow through the column also could lead to error introduced
into the experiment. The computer system controls the feed flow rate by controlling the amount
that the feed pipe, bottoms product flow, and reflux valves are opened. In particular, the feed
flow rate would be set at around 0.0095 m3/s, but it would decrease below the set point after a
period of time, even if unprovoked due to the faulty valves. This led to prolonged waits for
steady-state to be reached as well as the possibility of the concentrations recorded at the wrong
feed flow rate. This could increase the deviation from the ideal column modeled in ChemCAD.
In effect, this would lower the plate efficiencies.
A third source of error was the refractometer. Many times the refractometer would give
two different refractive indices (RI) for the same sample if two measurements were taken of the
sample. This meant the real RI of a particular sample could remain unknown, and therefore the
real weight percent of the sample could remain unknown. The data would then be skewed
because of this error. It was often unclear as to whether the data from the refractometer was
correct or not. If two measurements from the same sample were taken and yielded different
22

readings, it was difficult to know which one was correct and which one was the wrong reading.
Since the sample taken from the column and the time constraints only allowed for one or two
tests on the refractometer, the one that more closely matched the expected trends was chosen,
which could mean that samples were taken too soon or conclusions were incorrectly drawn.
A fourth source of error was the volatility of ethanol. For the samples that were higher
than fifty weight percent ethanol, the sample had to be diluted with water in order to get an
accurate weight percent calculation from the measured refractive index. In the time it took to
transfer some sample to a clean tube, weigh it, record the weight, zero the scale, add water,
weigh and record the weight of the water, and then take the refractive index, some of the ethanol
in the sample would have evaporated. This caused an inaccurate sample weight to be recorded
as well as an inaccurate refractive index to weight percent calculation. The refractometer also
took a long time to alter the temperature of the sample to 293 K and to measure the refractive
indices of the samples, allowing time for some of the ethanol to evaporate and giving results that
were lower in weight percent than they should have been.
Another source of error occurred when taking steady state readings for trial 1. It was
noted that the steam pressure began to increase significantly as soon as samples were taken from
the column, although the purging of the column had not affected the steam pressure. Samples
were taken starting from the top of the column and working down. Since the distillate faucet was
at the bottom of the column, it was taken as one of the last readings. The rise in steam pressure
and the time between taking the samples from the top of the column and the distillate caused a
significant difference in the readings from the two. It was found that the distillate had a lower
weight percent of ethanol that the top three trays did, which is a result that should never occur in
a distillation column. The results of this trial were such that the q line and enriching operating
line crossed above the equilibrium line, meaning that none of the analysis methods could be used
to analyze this trial. This could stem from the fact that the pressure rose so quickly while
samples were taken.
To demonstrate the effect of all of these sources of error, Table 2 shows the differences
between the data obtained experimentally and the ideal data given by the ChemCAD analysis.
23
Conclusions
The objective of this experiment is to explore the operation of a continuous distillation
column and study the sensitivity to changing different process variables. However, due to time
constraints and exceedingly high ambient temperature the complete experiment could not be
finished as well as a complete study on the sensitivity of the column. In addition, for the first
trial, the plate efficiencies and mass transfer coefficient were not calculated because the
enriching operating line intersected the equilibrium curve above the pinch point. Thus, the
McCabe-Thiele method would indicate that the theoretical number of trays was infinite. This
means that when analyzing the data, there is one less data point in an already small data set.
However, from the data collected there are still trends and conclusions that can be made.
The feed tray location is one of the controlled variables in this study and from the data
collected; it is noticeable that this parameter affects the performance of the column. The degree
of this influence is difficult to state from this experiment because of the limited number of data
points. However, due to the trend of higher overall tray efficiency towards the middle of the
column it can be deduced that the location of the feed tray in the middle of the column is most
favorable for column performance. In Table 1 and Figure 7, it shows that with the feed tray at
tray 6 from the bottom, the overall plate efficiency is 0.60 and when the feed tray location is at 9,
the plate efficiency is 0.54. It is difficult to ensure from this data that this is completely accurate,
but from experience with distillation columns, this is known to be accurate.
The other variable controlled was the reflux ratio. This data is more complete and leads
to a more thorough conclusion. With increasing reflux ratio, the overall plate efficiency and the
mass transfer coefficient decreased. That is to say, that a lower reflux ratio is better for column
performance from the data collected.
Finally, it can be concluded that the methods used to calculate the plate efficiencies
especially the Murphree efficiency are inexact and not as rigorous as needed to be to make clear
conclusions. In addition, the ambient conditions of the column need to be maintained to ensure
proper function of the column and reliable data is collected. This is most evident by comparing
the experimental data to the theoretical ChemCAD simulation. The inconsistencies in
experimental data are highlighted by the trends offered by the ChemCAD. The differences are
displayed in Table 2.
24
RecommendationsTo improve this experimental set-up and analysis, the following recommendations are
made:
First, the surroundings of the column can be changed. Moving the column to an
enclosed, insulated room, with air conditioning and heating capabilities to stabilize the ambient
temperature would greatly reduce the amount of error caused by the high ambient temperatures
of late June. One of the greatest sources of error for this experiment was that the ambient
temperature, and therefore the temperature of the column, rose quite significantly during the
course of the experiment, causing the column to not reach steady-state reliably and causing the
data to be skewed. The data would be much more reliable if the ambient temperature could have
been controlled and maintained at a constant value.
Another recommendation that can be made to improve the data obtained from the column
is to install better valves throughout the column. One of the bigger factors stopping the column
from reaching steady state quickly was the fact that the feed valve did not adequately control the
flow rate of the feed stream. The valve had to be continually opened and closed by percentages
to maintain the desired feed flow rate. The flow rate kept dropping below the desired flow rate
while the column was reaching steady state. Every time that the feed flow rate was altered, it
took longer for the column to reach steady state. A valve that controlled the flow rate through it
more reliably would be a huge asset to the operation of the column.
A third recommendation would be to find another way of determining the concentration
of ethanol in water. The refractometer was unreliable in its readings. A better-calibrated
refractometer could solve this problem. The concentration of ethanol in water can also be
calculated by taking a mass and volume reading for each sample and calculating concentration
from the known densities or specific gravities of water and ethanol. This method would involve
having tubes that had volume scales on the sides (similar to beakers) that would be weighed with
the cap before and after sample was added. This way, the cap could remain on the tube at all
times when the sample was in the tube, and not allow for any of the sample to evaporate.
Dilutions would not need to be done, and the error-prone refractometer would not need to be
used.
25
Design Extension
The objective of the design extension problem was to specify the optimal design of a
distillation column which separates 86 wt.% of methanol from a methanol and n-propanol
mixture. The product had to be 86 wt.% of methanol. The feed flow rate was 6250 kg/hr,
consisted of 17 wt.% methanol and 83 wt.% n-propanol, and enters at a temperature of 296 K
and a pressure of 101,325 Pa. The optimal number of stages and feed location that provides the
desired purity with highest energy efficiency needed to be calculated. The possible number of
trays varied from 10 to 100.
In order to simulate the energy consumption for different numbers of stages and feed tray
locations, a ChemCAD computer simulation program was used to collect data for the reboiler
and condenser duties for each situation and then the data were plotted using Excel. As can be
seen from Figures 15 and 16, below and on the next page, the reboiler and condenser duty first
decreased dramatically with increasing number of stages and then they fluctuated slightly.
10 20 30 40 50 60 70 80 90 1002905
2955
3005
3055
3105
3155Number of Stages vs. Reboiler
Duty
Number of Stages
Rebo
iler D
uty(
MJ/
hr)
26
Figure 15: Number of Stages vs. Reboiler Duty

10 20 30 40 50 60 70 80 90 100
-2100-2050-2000-1950-1900-1850-1800-1750-1700-1650
Number of Stages vs. Condenser Duty
Number of Stages
Cond
ense
r Dut
y(M
J/hr
)
As the lowest reboiler and condenser duties were found between 30 to 40 stages, the scale
of the plot was narrowed to this region. Figures E7 and E8 in Appendix E indicate that the
lowest reboiler and condenser duties are achieved when the number of stages were 31 and 36
respectively. The number of stages versus total energy consumption was plotted in Figure 17,
below. The total energy consumption is the summation of the absolute value of reboiler duty and
condenser duty. As it is indicated, with 36 stages, the total energy consumption was the lowest.
As a result, the optimal number of stages was 36.
30 31 32 33 34 35 36 37 38 39 404717
4718
4719
4720
4721
4722
4723
Number of Stages vs. Total Energy Consumption
Number of Stages
Tota
l Ene
rgy
Cons
umpti
on (M
J/hr
)
27
Figure 16: Number of Stages vs. condenser Duty
Figure 17: Number of Stages vs. Reboiler Duty
Once the number of stages was determined, the range of feed locations could be
narrowed to between trays 1 and 36. The feed location versus reboiler duty and condenser duty
were plotted in Figures E9 and E10 in the Appendix E. From these two figures, it can be seen
that the lowest reboiler and condenser duties were found in feed tray locations of tray 17 and tray
18, respectively. In order to choose only one feed location, the relationship between feed tray
location and total energy consumed was also examined. As can be seen from Figure 16, below,
the most energy efficient feed tray location was the 17th tray from the top.
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 264716
4717
4718
4719
4720
4721
4722
4723
4724
4725Feed Location vs. Total Energy
Consumption
Feed Location
Tota
l Ene
rgy
Cons
umpti
on (M
J/hr
)
Thus, the optimal number of stages was 36 and the optimal feed tray location was tray 17
from the top. The reboiler duty and condenser duty were 808258 J/s and -502533 J/s. The reflux
ratio for these parameters was 0.856596. With these parameters, the total energy consumption
was the lowest.
The reason that feed tray location has such a great impact on energy consumption is that
if the feed tray location is high, there are more stripping trays are available, which cause a lower
reboiler duty. However, higher feed locations also require high liquid flow, which increases the
reboiler duty on the opposite side. If the feed location is too low, more energy is needed to heat
and vaporize the liquid to the top of the column, and more liquid is stuck in the lower level of the
column. (Khoury, 2005). Due to the combination of these two effects, the energy consumption
is changed by changing feed location. As a result, finding the optimal number of trays and feed
tray location is essential to reduce the energy consumption.
28
Figure 18: Feed location vs. Total Energy Consumption

NotationTable 3: Notation
Notation Annotation Units
V Vapor Flow Rate m3/s
L Liquid Flow Rate m3/s
xn Mole Fraction in Liquid
yn Mole Fraction in Vapor
xD Mole Fraction in Distillate
xW Mole Fraction in Bottoms
xF Mole Fraction in Feed
R Reflux Ratio
q Feed Condition
HV Feed Enthalpy at Dew Point kJ/mol
H L Feed Enthalpy at Boiling Point kJ/mol
H F Feed Enthalpy at Entrance Conditions
kJ/mol
Rm Minimum Reflux Ratio
EM Murphree Tray Efficiency
EOG Gas-phase Tray Efficiency
29

Notation Annotation Units
a Specific Area m2/m3
G Superficial Molar Velocity m/s
hL Pressure Drop per Tray Pa
K y Mass Transfer Coefficient (MTC) Pa-1-s-1
EtOH Ethanol
wt.% Weight Percentage or component percentage by weight (%)
RI Refractive index
30
Literature Cited
APEC Water. "Different Water Filtration Methods Explained." Different Water Filtration
Methods. N.p., n.d. Web. 01 July 2012. <http://www.freedrinkingwater.com/water-
education/quality-water-filtration-method.htm>.
ITT Tech."Distillation and Alcohol Production Application"N.p., 2012.Web. 27 June 2012.
http://www.docstoc.com/docs/116873123/Distillation-and-Alcohol-Production-
Application
Geankoplis, Christie J. 2010, Transport Processes and Separation Process, page 707-726
GEC Process Engineering Inc. "Distillation Applications.” Distillation Technology and. N.p.,
n.d. Web. 01 July 2012. <http://www.niroinc.com/evaporators_crystallizers/distil-
lation.asp>.
Khoury, Fouad M. Multistage Separation Processes. Boca Raton: CRC, 2005. Print. Pg.222
Mangino, Michael E. “Protein Denaturation.” Food Science 822. 2007. Web. 2 July 2012.
<http://class.fst.ohio-state.edu/FST822/lectures/Denat.htm>.
Riggs, Jim. "Distillation: Introduction to Control - Practical Process Control by Control Guru."
N.p., 2008. Web. 27 June 2012. <http://www.controlguru.com/wp/p60.html>.
Tham, M.T. "Distillation: an Introduction." Distillation Column Design N.p.,1997. Web. 27 June
2012. <http://lorien.ncl.ac.uk/ming/distil/distildes.htm>
Treybal, Robert E. Mass Transfer Operations. New York, McGraw-Hill Book Co., 1980. SEL
Reserve: TP156.M3 T7 1980.
31