
Walzen irle rolls for plastic & rubber production
13
oçääë=Ñçê=íÜÉ=éä~ëíáÅ=~åÇ=êìÄÄÉê=éêçÇìÅíáçå
-
Upload
powerusa -
Category
Technology
-
view
136 -
download
2
Transcript of Walzen irle rolls for plastic & rubber production
oçääë=Ñçê=íÜÉ=éä~ëíáÅ=~åÇ=êìÄÄÉê=éêçÇìÅíáçå

3
oçääë=Ñêçã=t^iwbk=foib=ëáåÅÉ=NSVP
Irle rolls for the plastic and rubber industry areproduced by experienced and qualified specialists according to most modern metallurgical and manu-facturing guidelines.Plastic calender rolls from WAlZeN Irle fulfill thehighest quality requirements of the plastic industry.Our certified quality management ensures supervi-sion and testing of all manufacturing steps thuscontributing to the excellent reputation of our rollsin operations worldwide.
Our technically oriented sales specialists discuss solutions and developments for all sortsof challenges of the plastic and rubber industry with our customers.
éä~åí=ffW=ÑçìåÇêó
éä~åí=fW=ã~ÅÜáåÉ=ëÜçé
54
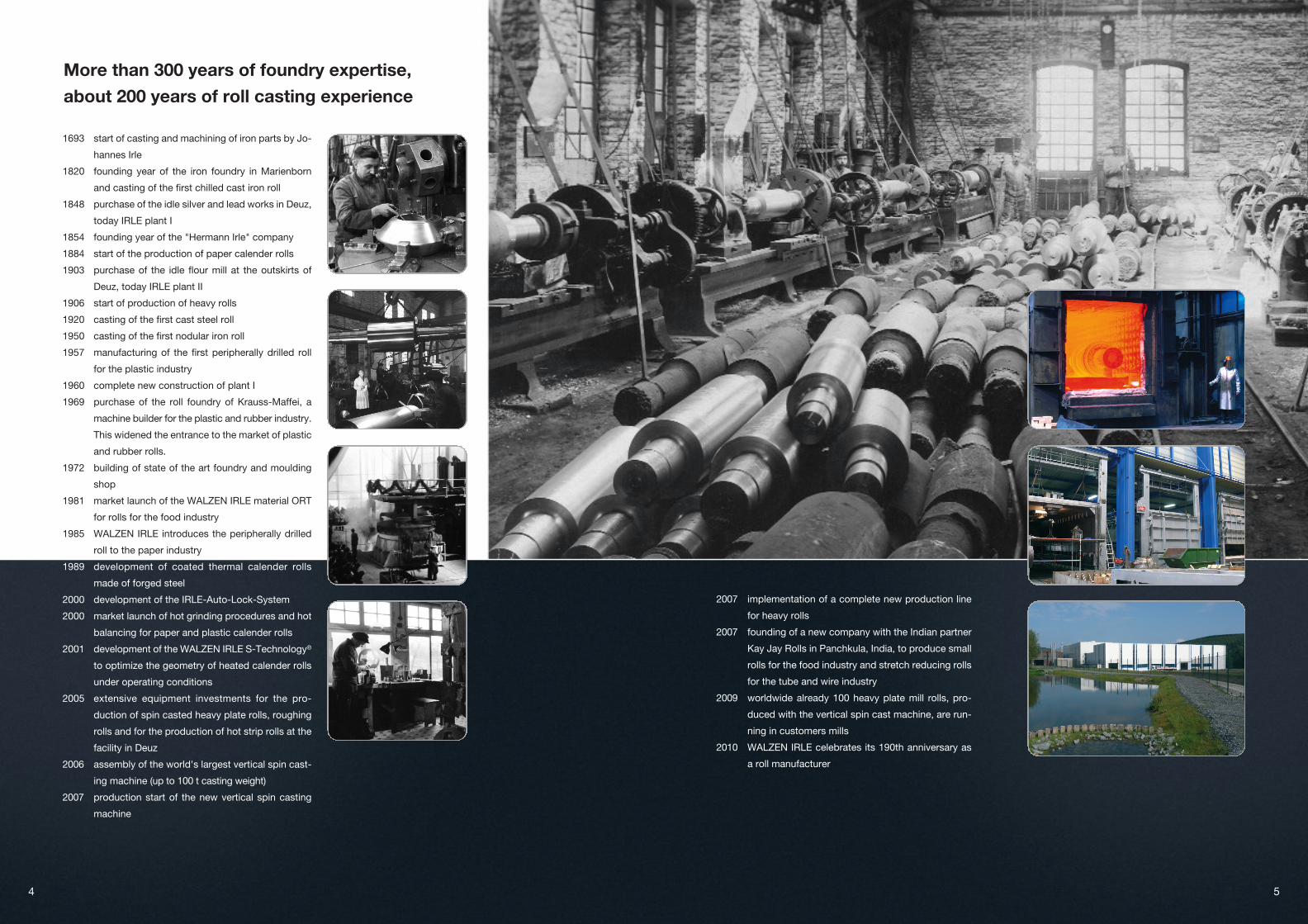
jçêÉ=íÜ~å=PMM=óÉ~êë=çÑ=ÑçìåÇêó=ÉñéÉêíáëÉI~Äçìí=OMM=óÉ~êë=çÑ=êçää=Å~ëíáåÖ=ÉñéÉêáÉåÅÉ
2007 implementation of a complete new production linefor heavy rolls
2007 founding of a new company with the Indian partnerKay Jay rolls in Panchkula, India, to produce smallrolls for the food industry and stretch reducing rollsfor the tube and wire industry
2009 worldwide already 100 heavy plate mill rolls, pro-duced with the vertical spin cast machine, are run-ning in customers mills
2010 WAlZeN Irle celebrates its 190th anniversary asa roll manufacturer
1693 start of casting and machining of iron parts by Jo-hannes Irle
1820 founding year of the iron foundry in Marienbornand casting of the first chilled cast iron roll
1848 purchase of the idle silver and lead works in Deuz,today Irle plant I
1854 founding year of the "Hermann Irle" company1884 start of the production of paper calender rolls1903 purchase of the idle flour mill at the outskirts of
Deuz, today Irle plant II1906 start of production of heavy rolls1920 casting of the first cast steel roll1950 casting of the first nodular iron roll1957 manufacturing of the first peripherally drilled roll
for the plastic industry1960 complete new construction of plant I1969 purchase of the roll foundry of Krauss-Maffei, a
machine builder for the plastic and rubber industry.This widened the entrance to the market of plasticand rubber rolls.
1972 building of state of the art foundry and mouldingshop
1981 market launch of the WAlZeN Irle material OrTfor rolls for the food industry
1985 WAlZeN Irle introduces the peripherally drilledroll to the paper industry
1989 development of coated thermal calender rollsmade of forged steel
2000 development of the Irle-Auto-lock-System2000 market launch of hot grinding procedures and hot
balancing for paper and plastic calender rolls2001 development of the WAlZeN Irle S-Technology®
to optimize the geometry of heated calender rollsunder operating conditions
2005 extensive equipment investments for the pro-duction of spin casted heavy plate rolls, roughingrolls and for the production of hot strip rolls at thefacility in Deuz
2006 assembly of the world's largest vertical spin cast-ing machine (up to 100 t casting weight)
2007 production start of the new vertical spin castingmachine
^ééäáÅ~íáçåë
foib=qÜÉêãç=oçääë=Ñçê=íÜÉ=éêçÇìÅíáçå=çÑ=Åçåíáåìçìë=éä~ëíáÅëÜÉÉíë=
Irle thermo calender rolls are used for the production of ABS foils, flooring, office supplyfoils, roofing foils, decorative foils, landfill and pool foils and tarps, insulating foils, artificialleather, truck canvas, coatings, packaging material, soft and hard PVC sheets etc. in 3roll, 4 roll and 5 roll calenders or melting calenders. Depending on the application ourrolls are manufactured either from cast iron using the single or compound casting me-thod, statically or centrifugally casted, or from forged steel. They are equipped with dif-ferent heating or cooling systems by means of peripheral bores, they can have a coatingor hard chrome plating, ground according to the best surface smoothness.
foib=qÜÉêãç=oçääë=Ñçê=íÜÉ=éêçÇìÅíáçå=çÑ=êìÄÄÉê=éêçÇìÅíë
WAlZeN Irle supplies heated and cooled rolls for shredding, mixing and calenderingof rubber material for the production of tires, straps, bands, conveyor belts, rubberprofiles, sealings, gaskets, hoses, mats, pads etc. Our rolls are in operation in breakerstacks, mixing calenders and rubber calenders.
foib=qÜÉêãç=oçääë=Ñçê=íÜÉ=éêçÇìÅíáçå=çÑ=Ö~ëâÉí=ëÜÉÉíë
WAlZeN Irle supplies heated and cooled rolls for the productionof gasket sheets which are for example being used in the auto-motive industry but also in the aerospace industry.
t^iwbk=foib éäìÖ
even though we can provide every type of sealing for the peri-pheral bores the Irle plug is an especially reliable design.
cb^
WAlZeN Irle’s design engineering department utilizes the mostmodern tools such as Finite element Analysis for supporting custo-mers already in the planning phase of a new machine or of therebuild of an existing one. Besides the creation of engineering draw-ings and order documentation the following areas are covered aswell:∙ technical counseling and engineering support∙ technical support of the sales department∙ engineering of parts according to customer specification∙ analysis of strength, toughness and stresses etc.∙ optimization of parts according to customer requirements
6
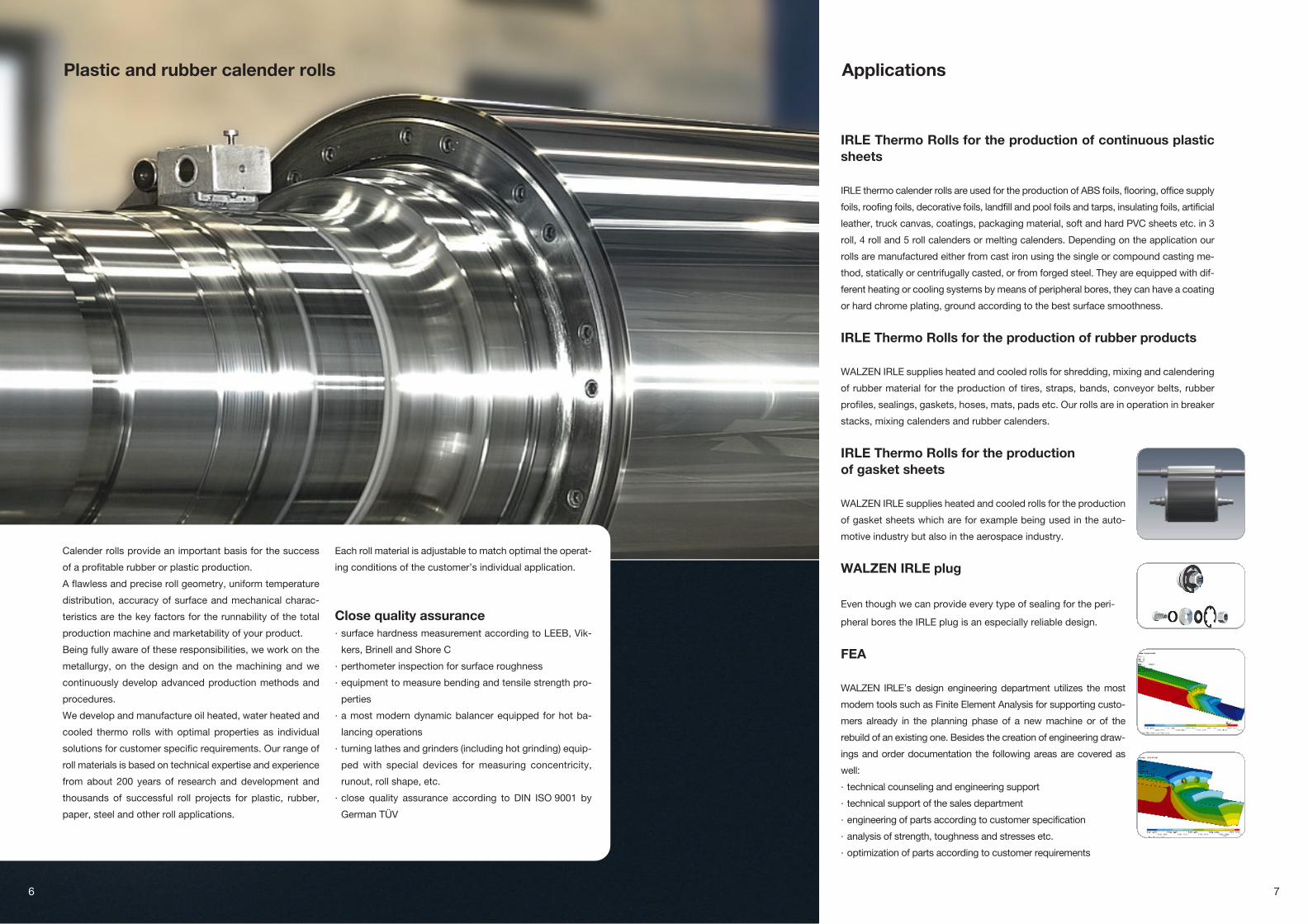
mä~ëíáÅ=~åÇ=êìÄÄÉê=Å~äÉåÇÉê=êçääë
Calender rolls provide an important basis for the successof a profitable rubber or plastic production.A flawless and precise roll geometry, uniform temperaturedistribution, accuracy of surface and mechanical charac-teristics are the key factors for the runnability of the totalproduction machine and marketability of your product.Being fully aware of these responsibilities, we work on themetallurgy, on the design and on the machining and wecontinuously develop advanced production methods andprocedures. We develop and manufacture oil heated, water heated andcooled thermo rolls with optimal properties as individualsolutions for customer specific requirements. Our range ofroll materials is based on technical expertise and experiencefrom about 200 years of research and development andthousands of successful roll projects for plastic, rubber,paper, steel and other roll applications.
each roll material is adjustable to match optimal the operat -ing conditions of the customer’s individual application.
`äçëÉ=èì~äáíó=~ëëìê~åÅÉ∙ surface hardness measurement according to leeB, Vik-
kers, Brinell and Shore C ∙ perthometer inspection for surface roughness ∙ equipment to measure bending and tensile strength pro-
perties∙ a most modern dynamic balancer equipped for hot ba-
lancing operations∙ turning lathes and grinders (including hot grinding) equip-
ped with special devices for measuring concentricity,runout, roll shape, etc.
∙ close quality assurance according to DIN ISO 9001 byGerman TÜV
7

98
jçåçqÜÉêã=p∆
∙ application: two- or multi-roll calenders∙ heating/cooling medium: mainly thermal oil or water∙ flow principle: MonoPass system (peripheral bores close
to surface with integrated patented turbulators)∙ max. surface temperature: 200 °C∙ optimal temperature distribution over the circumference∙ optimally adjustable temperature distribution over the
barrel width and the circumference due to S-Technology(see page 15)
aìçqÜÉêã® ~åÇ=aìçqÜÉêã=p®
∙ application: two- or multi-roll calenders∙ heating/cooling medium: mainly thermal oil or water∙ flow principle: DuoPass system (peripheral bores close
to the surface, in case of DuoPass S with integrated pa-tented turbulators)
∙ peripheral drills far from roll surface∙ max. surface temperature exceeding 200 ° C∙ good temperature distribution over the barrel width ∙ optimally adjustable temperature distribution over the
barrel width and the circumference due to the optionalS-Technology (see page 15)
qêám~ëë=~åÇ=qêám~ëë=p®
∙ application: two- or multi-roll calenders∙ heating/cooling medium: mainly thermal oil or water∙ flow principle: TriPass system (peripheral bores either
close to the surface or farther inside, in case of TriPass S®
with integrated patented turbulators)∙ peripheral drills far from or close to roll surface∙ max. surface temperature 160 ° C∙ optimally adjustable temperature distribution over the
barrel width and the circumference due to the optionalS-Technology (see page 15)
eÉ~íáåÖ=~åÇ=ÅççäáåÖ=ÅçåÅÉéíë
foib=qÜÉêãç=oçääë
Thermo rolls from WAlZeN Irle with peripheral bores for the heating/coolingmedium with the proven flow principles MonoTherm S®, DuoTherm® or TriPassare successfully operating in all calender types with two or more rolls.
The WAlZeN Irle S-Technology® was developed in order to optimize thesheet profile and create a most even temperature distribution on the rollsurface around the circumference and the barrel width of the plastic or rubbercalender rolls.

NNNM 11
j~íÉêá~äë
10
`ÜáääÉÇ=`~ëí=fêçå=EhF
Chilled cast iron rolls, single or compound material, casted stati-cally or centrifugally, consist of cementite, ledeburite and the me-tallic base material matrix (Perlite). Surface hardness and wearresistance is depending on the percentage of cementite in the ma-trix and the constellation of the matrix.
fåÇÉÑáåáíÉ=EfF
The main metallurgical feature of the statically or centrifugally ca-sted indefinite rolls is the material matrix which is directed radiallyfrom the roll surface to the core. Cementite and graphite are arran-ged in arrays perpendicular to the roll surface. This makes indefi-nite rolls best suitable for applications where high wear resistance,high mechanical or thermal requirements are important.
kçÇìä~ê=fêçå=EhpqáF
Nodular iron rolls contain free graphite in spherical form whichmakes this material stronger and tougher than cast iron materialswith graphite in lamella form.Depending on the required wear resistance KSTárolls contain besidesthe spherical graphite different amounts of cementite in the matrix.An even higher wear resistance will be achieved by induction har-dening.
`~ëí=píÉÉä=EpqMáF
Depending on the chemical composition and the heat treatmentrolls from cast steel consist of a perlitic or bainitic matrix. This ma-terial comes with a high strength and break resistance.The rolls are being inductive hardened and annealed.
cçêÖÉÇ=píÉÉä=EcpáF
Forged steel rolls contain annealed martensite in the hardenedsurface layer and a homogeneous tempered matrix in the coreand journal material. After forging, tempering and pre-machiningthe rolls will be induction hardened and annealed.
hJRSMNMMJñ=
f JSQMNMMJñ==
hpqáJROMNMMJñ
pqMáJSMMNMMJñ
cpáJRSMNMMJñ=

pìêÑ~ÅÉ=~åÇ=ÖÉçãÉíêó=çéíáãáò~íáçå
Grinding specificationsJournals rolls
Grey Iron(G)
Nodular Iron(S)
Steel(ST+ FS)
Chilled CastIron(K)
Steel Cast (ST0)
Forged Steel(FS)
HardChrome
CastGrinding ra µm 0,5 0,5 0,8 0,20 0,20 0,20 0,15
Fine grinding ra µm 0,4 0,4 0,4 0,10 0,15 0,15 0,08
Special grinding ra µm 0,3 0,2 0,2 0,07 0,07 0,07 0,05
Superfinish ra µm 0,03 0,02 0,02 0,02
Hot grinding ra µm 0,3-0,4 0,5 0,6 0,7
Hot grinding withSuperfinish ra µm 0,03 0,02 0,02 0,02
pìêÑ~ÅÉ=èì~äáíóThe surface quality of the roll is decisive for the product to be manufactured. rt,rz and ra are the criteria to describe the surface finish of the roll.
oÉJÖêáåÇáåÖDepending on product quality, re-grinding operations become necessaryfrom time to time. WAlZeN Irle provides the full range of surface finishingto achieve the required surface quality, shape and run-out tolerances of theroll.
`ÉêíáÑáÅ~íÉëWAlZeN Irle reports on all quality related properties, e.g. surfaceroughness, roll shape and run-out values under cold and hot conditions.
1312
jÉÅÜ~åáÅ~ä=ã~ÅÜáåáåÖ
eçí=ÖêáåÇáåÖ
In order to eliminate concentricity deviations and edge de-formation of the thermo rolls during operation the hot grind-ing process has been developed and implemented in ourproduction.The rolls will be heated up to the respective operating tem-perature of the production calender, will then be ground toshape and finish machined at a temperature which reflectsthe medium operating range of the calender.
Advantage: deviations of concentricity and shape at operatingtemperature are reduced to a minimum. Calenders running with rolls manufactured using this grindingprocedure show a higher performance and provide betterquality products than with conventionally machined rolls.
`ÜêçãÉ=éä~íáåÖ=L=qÜÉêã~ä=Åç~íáåÖ
If a surface coating or plating is required we can provide ahard chrome plating or a thermal spray coating accordingto customer’s application.
oçää=ëÉêîáÅÉ
We can ensure a continuously excellent performance byfrequently servicing your rolls. Besides cold or hot grindingwith or without crown control we perform necessarycleaning of the flow system of the heating and cooling rolls,refurbishing of bearing seats and fluting of roll surfaces.A possible rebuild of older rolls to the S-Technology canprovide a much better temperature distribution on the sur-face.
measured distance Im
(simplified formula)
NQ1414
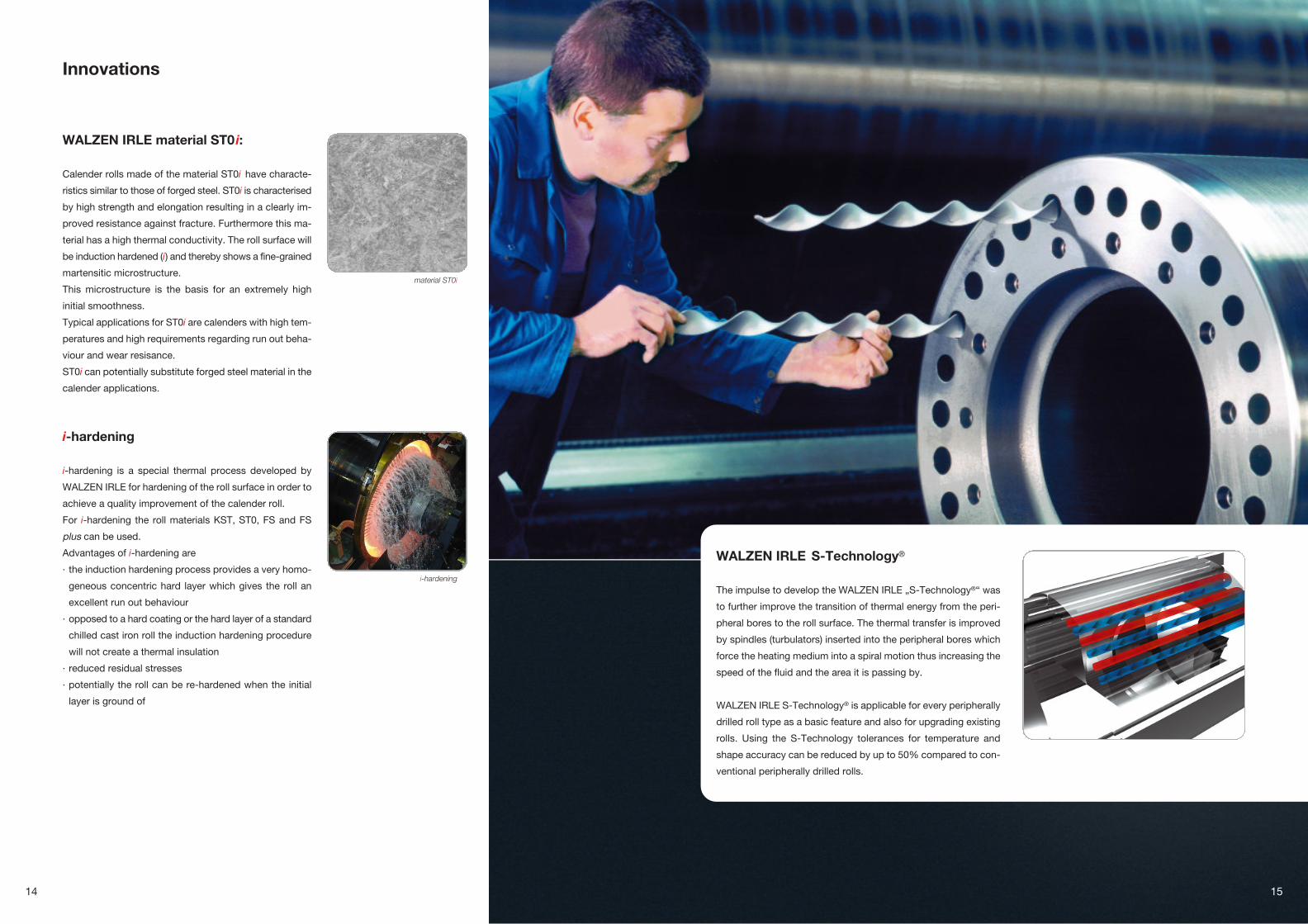
fååçî~íáçåë
t^iwbk=foib ã~íÉêá~ä=pqM áW
Calender rolls made of the material ST0á have characte-ristics similar to those of forged steel. ST0á is characterisedby high strength and elongation resulting in a clearly im-proved resistance against fracture. Furthermore this ma-terial has a high thermal conductivity. The roll surface willbe induction hardened (á) and thereby shows a fine-grainedmartensitic microstructure. This microstructure is the basis for an extremely highinitial smoothness. Typical applications for ST0á are calenders with high tem-peratures and high requirements regarding run out beha-viour and wear resisance.ST0á can potentially substitute forged steel material in thecalender applications.
áJÜ~êÇÉåáåÖ
á-hardening is a special thermal process developed by WAlZeN Irle for hardening of the roll surface in order toachieve a quality improvement of the calender roll.For á-hardening the roll materials KST, ST0, FS and FSplus can be used.Advantages of á-hardening are∙ the induction hardening process provides a very homo-
geneous concentric hard layer which gives the roll anexcellent run out behaviour
∙ opposed to a hard coating or the hard layer of a standardchilled cast iron roll the induction hardening procedurewill not create a thermal insulation
∙ reduced residual stresses ∙ potentially the roll can be re-hardened when the initial
layer is ground of
15
t^iwbk=foib pJqÉÅÜåçäçÖó®
The impulse to develop the WAlZeN Irle „S-Technology®“ wasto further improve the transition of thermal energy from the peri-pheral bores to the roll surface. The thermal transfer is improvedby spindles (turbulators) inserted into the peripheral bores whichforce the heating medium into a spiral motion thus increasing thespeed of the fluid and the area it is passing by.
WAlZeN Irle S-Technology® is applicable for every peripherallydrilled roll type as a basic feature and also for upgrading existingrolls. Using the S-Technology tolerances for temperature andshape accuracy can be reduced by up to 50% compared to con-ventional peripherally drilled rolls.
ã~íÉêá~ä=pqMá
áJÜ~êÇÉåáåÖ

j~íÉêá~ä=áåíêçÇìÅíáçåStandard values according to FKM-guideline
The above mentioned proposals of roll materials for the individual applications are based on general ex-perience and the production capabilities of WAlZeN Irle.The optimum design and material may deviate depending on the specifics of the individual application.
j~íÉêá~ä`ÜáääÉÇ=Å~ëí=áêçå fåÇÉÑáåáíÉ kçÇìä~ê=áêçå `~ëí=ëíÉÉä cçêÖÉÇ=ëíÉÉä
h f hpqá pqMá cpá
Applications l = suitable
Breaker mills (fluted rolls) l l
Mixing mills l l
Coaters and reverse roll coaters l l l
Gasket sheet calender l l
rubber calender l l l l
Plastic calender l l l
Melting calender l l
Specifics static mono or compound casting or spin casting
static mono or compound casting or spin casting á-hardened spin casting, á-hardened á-hardened
Tensile strength core [N/mm2] core ≥ 160 core ≥ 400 core ≥ 600 core ≥ 900 core ≥ 950
Modulus of elasticity roll [N/mm2] ≥ 130** ≥ 170** ≥ 170 ≥ 200* ≥ 200*
Yield strength core [N/mm2] – – ≥ 390 ≥ 500 ≥ 500
Compression-tension fatigue strength core[N/mm2] core ≥ 60 core ≥ 80 core ≥ 150 core ≥ 240 core ≥ 220
elongation at break core [%] < 1 < 1 ≥ 3 ≥ 5 ≥ 8
Hardness range HV 500-600 500-560 540-620 500-640 500-640
16 17
* depending on temperature **mean modulus

19
Main production facilities foundry: ∙ 8 electrical melting furnaces (induction), with 3 to 30
tons capacity ∙ 17 heat treatment furnaces
Casting facilities: ∙ static single and compound casting facilities, max.
casting weight: 130 tons per roll ∙ horizontal/vertical spin casting machines for rolls up to 12 m casting length
laboratory: ∙ determination of chemical composition ∙ hardness testing according to various test procedures ∙ determination of mechanical properties (tensile, ben-
ding and fatigue strength, modulus of elasticity, etc.) ∙ determination of residual stresses ∙ ultrasonic tests ∙ crack tests ∙ microscopic and physical investigations of material
structures (determination of the structure compositionregarding type and content)
∙ special investigations in cooperation with external in-stitutes
Machining: ∙ over 80 CNC controlled turning, milling, grinding, boring
and balancing machines in 12 workshop bays
Production capacity: ∙ production capacity per month: about 1.500 tons
finished products ∙ maximum roll sizes: - barrel length: up to 13 m - diameter: up to 1,7 m - finished weight: up to 120 tons per piece
mêçÇìÅíáçå=Å~é~Åáíó
ãÉäíáåÖ=éä~åí=~åÇ=ÑçìåÇêó
ãÉÅÜ~åáÅ~ä=éêçÅÉëëáåÖ=
1818 19
21
WAlZeN Irle’s quality assurance contains the control ofthe production process and testing of individual products.For some roll types the production process can be influ-enced by up to 400 different factors such as the precisechemical constellation of the material, the melting and cast-ing process in narrow temperature and time slots, individualheat treatment and annealing processes and mechanicaland geometrical properties of the rolls.
Ongoing testing of the materials during production is partof the quality assurance. Testing methods are: testing ofchemical constellation by means of spectrometer, leCOand gas analysis of Oxygen and Nitrogen content as wellas testing of tensile strength and microscopic testing forcorrect development of the material structural matrix.each roll will be checked with non-destructive testing me-thods such as ultrasonic for correct bonding of layers incompound casted rolls, surface hardness check, magneticparticle test and dye penetration test for cracks.For certain roll types residual stress measurements will bedone using different testing methods.Standard test results and additional customer specific testswill be documented in the respective work certificates.
Our research and development of new materials is always focussed on the customer.Besides the high skills of our personnel we have gathered lots of knowledge in severalrolling processes of different industries which makes up a competent partner for tailormade solutions and innovations for our customers. Some of the developments arematerials suitable for future requirements, combination of materials, optimisation ofthe Irle production under consideration of customer’s production and quality.Our special testing methods and tolerances are much stricter than DIN norm and TÜVcertificate require.The QMS has to follow the Irle innovation level accordingly. Therefore it is continu-ously updated.
nì~äáíó=ã~å~ÖÉãÉåíIêÉëÉ~êÅÜ=~åÇ=ÇÉîÉäçéãÉåí=
2020 21
OPOP
qÜÉ=foib=dolrm
Due to strategic decisions and developments thestructure of the Irle GrOUP had started with aspin-off into Irle DeUZ GmbH and WAlZeNIrle GmbH in the early 70´s of the last century.
In 2000 SIWACO GmbH was founded as a serviceand trading company.In 2007 Irle established together with an Indianpartner the „Irle KAY JAY rOllS PVT lTD“ inPanchkula, India.
In 2009 the Irle GrOUP acquired 80% of theshares of the fast growing machine builder GapCon GmbH in Willich. This opened a newentry into the world wide calender market.
22
SIWACO GmbH Huettenweg 2
57250 Netphen Germany
www.siwaco.com
WAlZeN Irle GmbH Huettenweg 5
57250 Netphen Germany
www.walzenirle.com
GapCon GmbH Walzwerkstraße 20
47877 Willich Germany
www.gapcon.com
Irle KAY JAY rOllS PVT lTD
India
www.ikjrolls.com
Irle DeUZ GmbH Huettenweg 5
57250 Netphen Germany
www.irle-group.com
22 OP

WB-Ku
nststo
ff-Pro-
001-D
e-12/2
011-e
rst.: G
l-Gen.
: Gl
t^iwbk=foib=dãÄeeìÉííÉåïÉÖ=R=ˇ=RTORM=kÉíéÜÉå=ˇ=dÉêã~åó
qÉäK=HQV=EOTPTF=RMQJM=ˇ=c~ñ=HQV=EOTPTF=RMQJNNNïïïKï~äòÉåáêäÉKÅçã
^=Åçãé~åó=çÑ=íÜÉfoib=dolrm


















