
Vsm actual
23
1 LEAN SIX SIGMA INSTITUTE LEAN SIX SIGMA INSTITUTE www.socconini.com 4.3 Value Stream Map Actual LEAN SIX SIGMA INSTITUTE LEAN SIX SIGMA INSTITUTE Antecedentes ¿Qué es VSM? Tipos de mapas ¿Cuándo se utiliza? Símbolos Procedimiento Ejemplo Beneficios Contenido
-
Upload
diego-delgado -
Category
Engineering
-
view
250 -
download
10
Transcript of Vsm actual
1
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
www.socconini.com
4.3 Value Stream Map Actual
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
� Antecedentes
� ¿Qué es VSM?
� Tipos de mapas
� ¿Cuándo se utiliza?
� Símbolos
� Procedimiento
� Ejemplo
� Beneficios
Contenido

2
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Objetivos de la sesión
� Entender la importancia del mapa de valor
� Realizar el mapa de valor para sus procesos
� Detectar el cuello de botella en los procesos
� Comprender la importancia del mapa de valor en sus procesos
Siempre que haya un producto para un cliente, hay una cadena de valor.
El desafío consiste en verla.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
¿Tiene algo de esto?
� Procesamiento por lotes
� Tiempos de cambios muy largos
� Los tiempos de ciclo exceden al Takt Time
� Exeso de inventarios
� Inventario en proceso sin control
3
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Antecedentes
� Los mapas de valor son utilizados para tener un conocimiento detallado del proceso tanto dentro de la planta como en la cadena de suministro.
� Esta herramienta ha permitido entender completamente el flujo y principalmente detectar las actividades que no agregan valor al proceso y ha sido uno de los pilares para establecer planes de mejora con un objetivo y un enfoque muy preciso.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
¿Podríamos contestar?
� ¿Cuál es la velocidad a la que el cliente compra?
� ¿Cuál es la capacidad del sistema de producción?
� ¿Cuál es el cuello de botella?
� ¿Cuál es el porcentaje de capacidad disponible?
� ¿Nuestras restricciones son internas o externas?
� ¿Cuáles son las limitantes de las metas de nuestro negocio?
� ¿Cómo diseñaremos nuestro sistema para cumplir los compromisos?

4
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
¿Qué es un mapa de valor?
� Un mapa de valor es una representación gráfica de elementos de producción e información que permite conocer y documentar el estado actual y futuro de un proceso, es la base para el análisis de valor que se aporta al producto o servicio, y es la fuente del conocimiento de las restricciones reales de una empresa, porque podremos visualizar en dónde se encuentra el valor y en dónde el desperdicio.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
¿Qué es un mapa de valor?
� En el mapa de valor podemos observar y entender el flujo de la información y el flujo de los materiales, ya que en una empresa de manufactura no sólo se fabrican bienes, sino también información.
5
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Tipos de mapas
Actual y futuro
� El mapa actual será un documento de referencia paradeterminar excesos en el proceso y documentar la situaciónactual de la cadena de valor.
� En este mapa podemos observar los inventarios en proceso einformación para cada operación relacionada con sucapacidad, disponibilidad y eficiencia. Además proporcionainformación sobre la demanda del cliente, la forma de procesarla información del cliente a la planta y de la planta a losproveedores, la forma en la que se distribuye al cliente y ladistribución por parte de los proveedores y finalmente seplasma la manera en la que se suministra la información a losprocesos.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Tipos de mapas
� El mapa de valor futuro presenta la mejor solución a cortoplazo de la operación, tomando en cuenta las mejoras a serincorporadas en el sistema productivo.
� El mapa futuro representa parte del plan de acción paraimplementar las herramientas lean, dada una situaciónpreviamente analizada.
6
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
¿Para qué sirve un VSM?Algunas de las aplicaciones y utilidades de realizar un mapa de valor son:
� Establecer un método gráfico para entender toda la cadena de suministro en un solo documento.
� Visualizar todas las operaciones e información de una familia de productos.
� Detectar áreas de oportunidad
� Conocer la aportación de valor directo a los productos
� Reconocer formas de desperdicio.
� Conocimiento detallado del proceso
� Detectar cuellos de botella
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Proceso
1. Encuentre un agente de cambio (¿Qué tal tú?)
2. Encuentre un sensei (un maestro cuya curva de aprendizaje pueda tomar prestada).
3. Aproveche (o genere) una crisis para motivar a la acción en su empresa.
4. Trace el mapa de la cadena de valor entera para todas sus familias de productos.
5. Seleccione algo importante y comience a deshacerse del desperdicio rápidamente para que se sorprenda de todo lo que puede lograr en un periodo muy corto.
7
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Importante Llevar a cabo el paso 4 es crítico.
� Muchas empresas se apresuran a llevar a cabo actividades masivas de eliminación de muda como ofensivas kaizen o campañas relámpago de mejoramiento continuo.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
El resultado
� El flujo se detiene en las profundidades de los inventarios y se desvía.
� El resultado neto es que los ahorros en costos no alcanzan el objetivo fijado.
� No hay mejoras en el servicio ni en la calidad que favorezcan al cliente.
� Ni beneficios para el proveedor.
� Se produce frustración generalizada.
8
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Resultados
� Usualmente la ofensiva kaizen con sus resultados decepcionantes, se convierte en otro programa abandonado que pronto será sustituido por otra ofensiva como:
�Planeación estratégica
�TQM
�OtrosB
� Esto puede conducir sólo a victorias aisladas en contra de la mudaB
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
El comienzo
¿Qué es un mapa de valor?
El VSM es simplemente todas las acciones, tanto las que creanvalor como las no requeridas para ofrecer un producto desde lasmaterias primas hasta las manos del cliente.
9
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Flujos de material e información� El flujo de producción es aquel que refleja el movimiento de material a través de la fábrica.
� El flujo de información indica a cada proceso lo que debe producir o hacer en el siguiente paso.
� En la producción lean, el flujo de información se considera tan importante como el de material.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
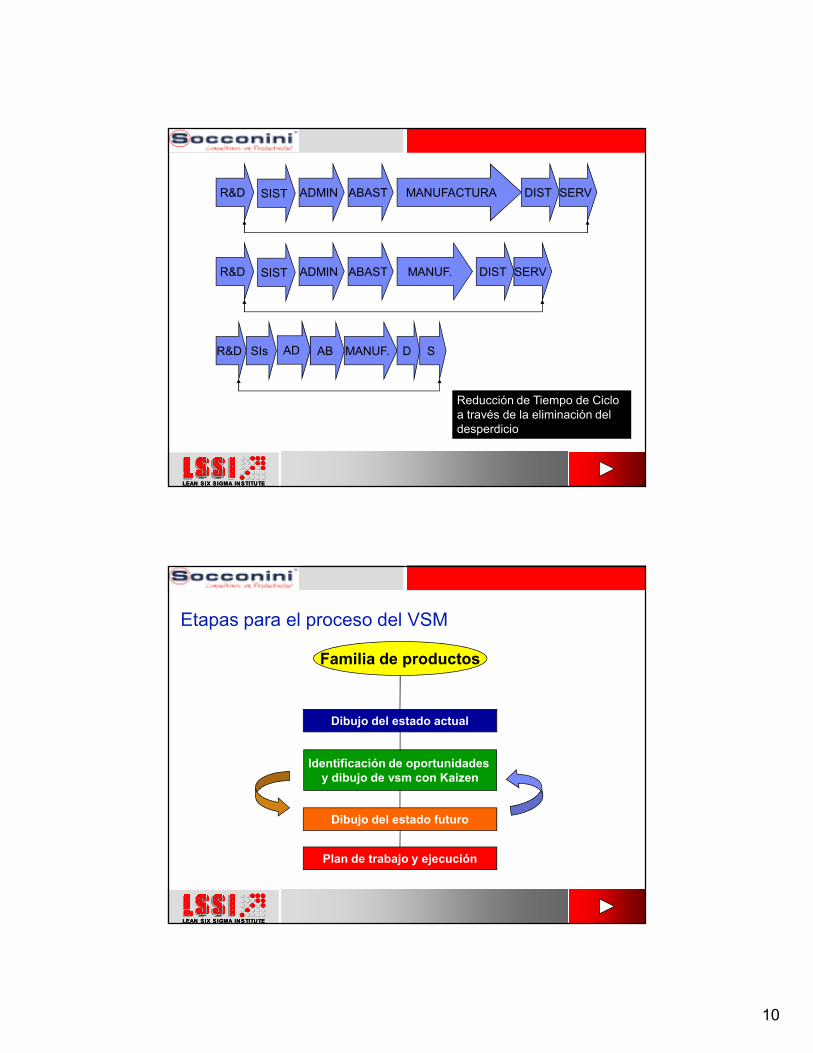
Adoptar una perspectiva de valor
� Significa trabajar en el gran conjunto, no sólo en procesos individuales, sino mejorar el todo.
ESTE CURSO
CADENA DE VALOR TOTAL
SU PLANTA O EMPRESAPROVEEDORES CLIENTE A USUARIO FINAL
10
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
R&D SIST ADMIN ABAST MANUFACTURA DIST SERV
R&D SIST ADMIN ABAST MANUF. DIST SERV
Reducción de Tiempo de Ciclo a través de la eliminación del desperdicio
R&D SIs AD AB MANUF. D S
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Etapas para el proceso del VSM
Dibujo del estado actual
Familia de productos
Dibujo del estado futuro
Plan de trabajo y ejecución
Identificación de oportunidades
y dibujo de vsm con Kaizen

11
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Establecer familias
Pasos del ensamblado y los equipos
1 2 3 4 5 6 7 8
Pro
du
cto
s
A X X X X X
B X X X X X
C X X X X X X
D X X X X X
E X X X X X
F X X X X X
G X X X X X
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
¿Qué añade valor a nuestro proceso?
Identificar Actividades con valor y sin valor agregado
• Actividad de Valor Agregado
Aquellas acciones que transforman,cambian o convierten un producto,servicio o información, las cualesson apreciadas por el cliente y estádispuesto a pagar por ellas.
• Actividades de No Valor
Agregado
Aquellas operaciones o actividadesque consumen tiempo y recursos,pero que no agregan valor alproducto, las cuales el cliente noestá dispuesto a pagar.
Ventana del Valor Agregado
Agregar Valor?
Sí No
No
Sí
Necesari
a?
12
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Problema de exceso de producción� En la producción en serie cada proceso de la cadena de valorfunciona como una isla, que produce un lote y lo empuja alsiguiente proceso conforme a la programación recibida por eldepartamento de Control de la Producción, sin tener en cuentalas verdaderas necesidades del proceso “Cliente” situado másadelante.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Las consecuencias
� Se producen partes innecesarias que hay que manipular,contar, almacenar, etc.
� Problemas de calidad escondidos en el inventario hasta queaparecen de repente, cuando el proceso de adelante utiliza laspiezas.
13
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
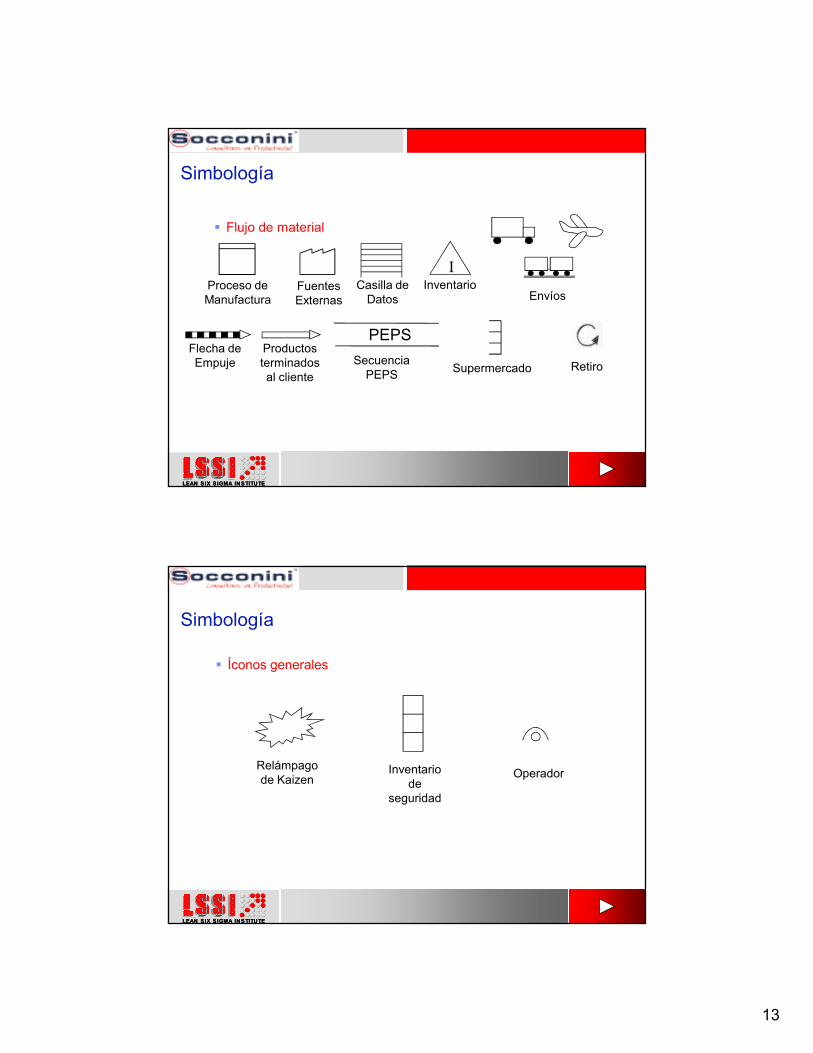
Simbología
� Flujo de material
I
PEPS
Proceso de Manufactura
Fuentes Externas
Casilla de Datos
InventarioEnvíos
Flecha de Empuje
Productos terminados al cliente
Secuencia PEPS Supermercado Retiro
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Simbología
� Íconos generales
Relámpago de Kaizen
Inventario de
seguridad
Operador
14
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
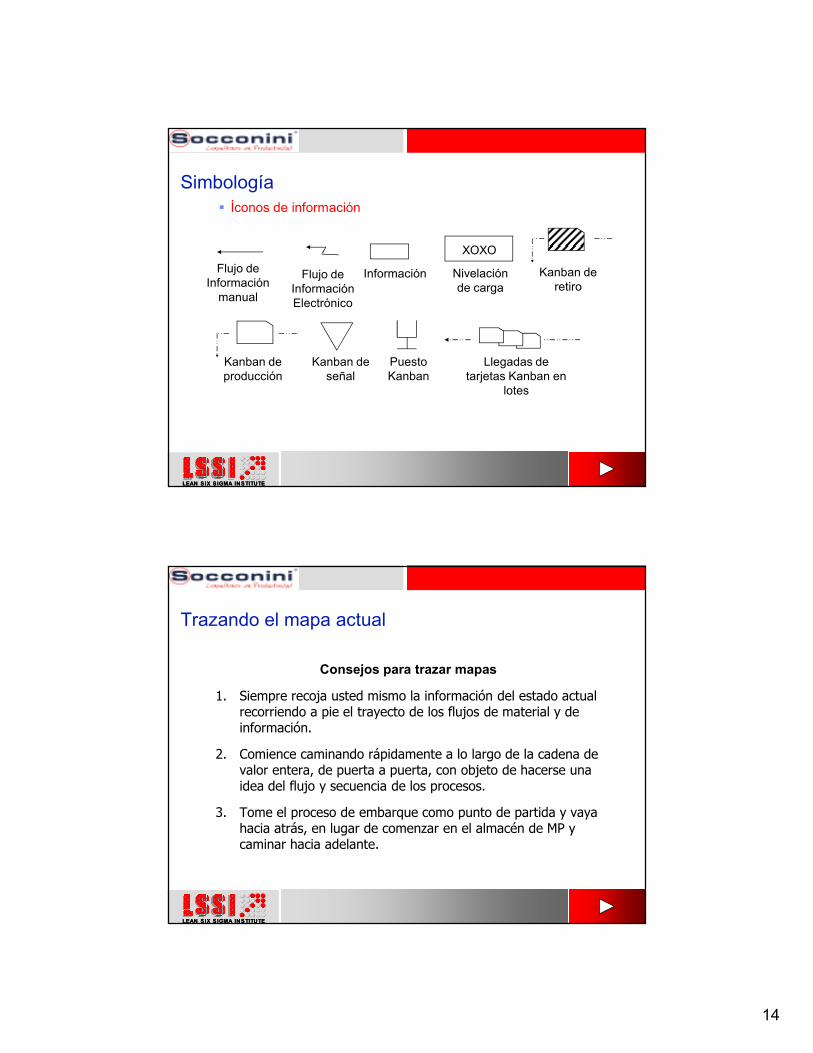
Simbología� Íconos de información
Flujo de Información
manual
Flujo de Información Electrónico
Información Nivelación de carga
Kanban de señal
Puesto Kanban
XOXO
Kanban de retiro
Kanban de producción
Llegadas de tarjetas Kanban en
lotes
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Trazando el mapa actual
Consejos para trazar mapas
1. Siempre recoja usted mismo la información del estado actual recorriendo a pie el trayecto de los flujos de material y de información.
2. Comience caminando rápidamente a lo largo de la cadena de valor entera, de puerta a puerta, con objeto de hacerse una idea del flujo y secuencia de los procesos.
3. Tome el proceso de embarque como punto de partida y vaya hacia atrás, en lugar de comenzar en el almacén de MP y caminar hacia adelante.
15
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Mapa de la cadena de valor
4. Tenga un cronómetro a la mano y confíe solamente en el tiempo y la información que usted mismo obtenga.
5. Trace usted mismo el mapa de la cadena de valor completa, incluso si participan otras personas.
6. Siempre trace sus mapas a mano.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Ejemplo de aplicación ACME
� La empresa Troqueladora Acme elabora varios componentes para plantas ensambladoras de vehículos. Este caso se refiere a una familia de productos, un soporte ensamblado para tablero de instrumentos, en acero, fabricado en dos versiones para el mismo modelo de vehículo, la primera para la palanca a la izquierda y la segunda para la palanca a la derecha. Las piezas, una vez terminadas se despachan a la Ensambladora de Vehículos, que es el cliente.
16
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Procesos de producción
� Los procesos utilizados por Acme para esta familia de productos abarcan el troquelado de una pieza metálica, seguido de una operación de soldadura y una de montaje. A continuación se preparan los componentes para ser expedidos y entregados todos los días a la ensambladora de vehículos.
� Los cambios entre el tipo de soporte para la palanca a la izquierda y el soporte para la palanca a la derecha exigen una hora de trabajo en la prensa de troquelado y 10 minutos para los cambios entre accesorios en el proceso de soldadura.
� El proveedor de los rollos de acero es la Siderúrgica Michigan, que entrega el material los martes y los jueves.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Exigencias del cliente� El cliente necesita 18,400 piezas por mes:
�12,000 por mes de la versión “I”
�6,400 por mes de la versión “D”
� La planta del cliente funciona según un horario de dos turnos.
� El cliente exige la entrega en tarimas retornables, colocadas en paletas con 20 piezas por tarima y hasta 10 tarimas por paleta.
El cliente hace el pedido en múltiplos de tarima.
� Las entregas se hacen una vez al día, por camión a la ensambladora.
Tiempo de trabajo disponible.
� 20 días por mes.
� Dos turnos en todos los departamentos de producción.
� Ocho horas en cada turno, con sobre tiempo si fuese necesario.
� Dos pausas de 10 minutos durante cada turno.
� Los procesos manuales se detienen durante las pausas.
� La hora del almuerzo no se paga.
17
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
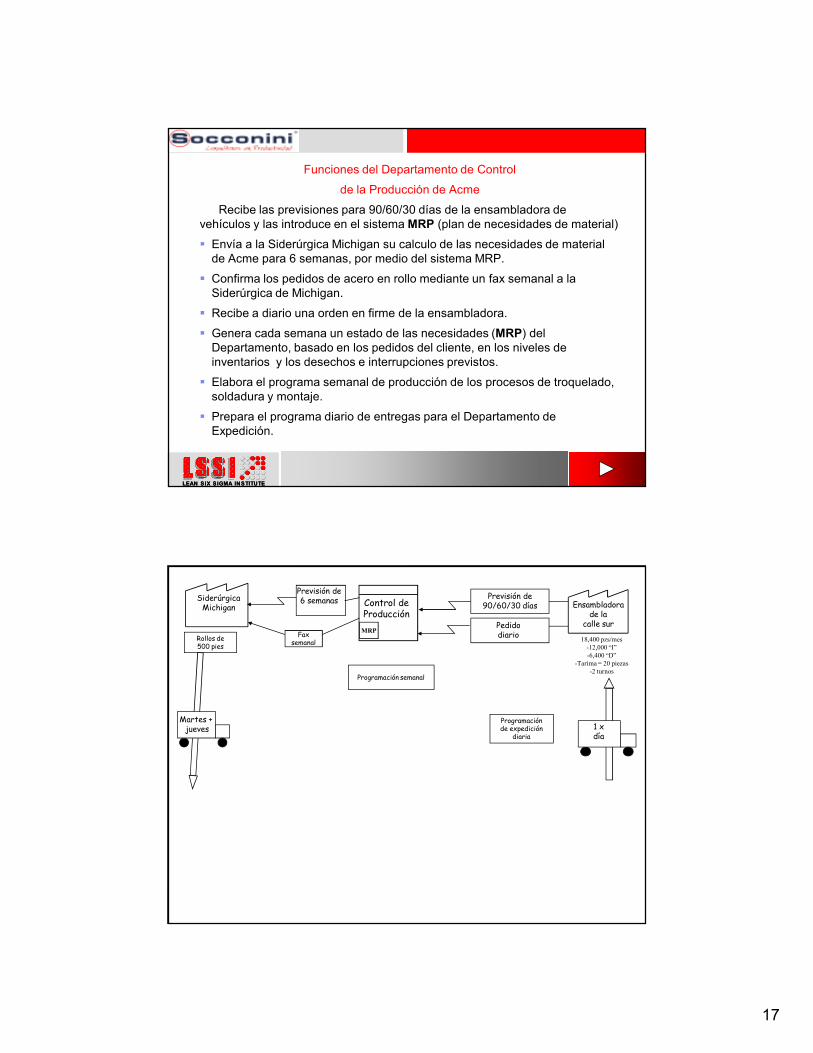
Funciones del Departamento de Control
de la Producción de Acme
Recibe las previsiones para 90/60/30 días de la ensambladora de vehículos y las introduce en el sistema MRP (plan de necesidades de material)
� Envía a la Siderúrgica Michigan su calculo de las necesidades de material de Acme para 6 semanas, por medio del sistema MRP.
� Confirma los pedidos de acero en rollo mediante un fax semanal a la Siderúrgica de Michigan.
� Recibe a diario una orden en firme de la ensambladora.
� Genera cada semana un estado de las necesidades (MRP) del Departamento, basado en los pedidos del cliente, en los niveles de inventarios y los desechos e interrupciones previstos.
� Elabora el programa semanal de producción de los procesos de troquelado, soldadura y montaje.
� Prepara el programa diario de entregas para el Departamento de Expedición.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Ensambladorade la
calle sur
18,400 pzs/mes
-12,000 “I”
-6,400 “D”
-Tarima = 20 piezas
-2 turnos
Control deProducción
Previsión de90/60/30 días
Pedidodiario
MRP
Previsión de6 semanasSiderúrgica
Michigan
Faxsemanal
1 x día
Martes + jueves
Rollos de500 pies
Programación semanal
Programaciónde expedición
diaria
18
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
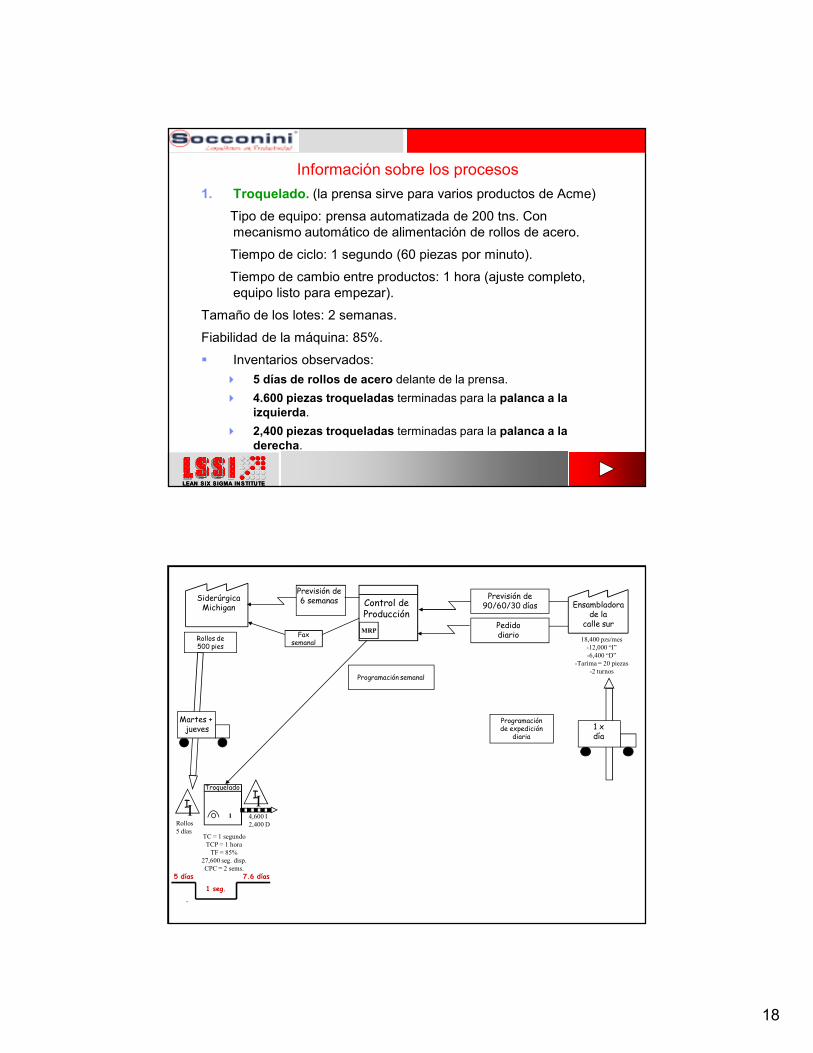
Información sobre los procesos
1. Troquelado. (la prensa sirve para varios productos de Acme)
Tipo de equipo: prensa automatizada de 200 tns. Con mecanismo automático de alimentación de rollos de acero.
Tiempo de ciclo: 1 segundo (60 piezas por minuto).
Tiempo de cambio entre productos: 1 hora (ajuste completo, equipo listo para empezar).
Tamaño de los lotes: 2 semanas.
Fiabilidad de la máquina: 85%.
� Inventarios observados:
� 5 días de rollos de acero delante de la prensa.
� 4.600 piezas troqueladas terminadas para la palanca a la
izquierda.
� 2,400 piezas troqueladas terminadas para la palanca a la
derecha.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Troquelado
.
Ensambladorade la
calle sur
18,400 pzs/mes
-12,000 “I”
-6,400 “D”
-Tarima = 20 piezas
-2 turnos
1
TC = 1 segundo
TCP = 1 hora
TF = 85%
27,600 seg. disp.
CPC = 2 sems.
II I
I
Rollos
5 días
4,600 I
2,400 D
Control deProducción
Previsión de90/60/30 días
Pedidodiario
MRP
Previsión de6 semanasSiderúrgica
Michigan
Faxsemanal
1 x día
Martes + jueves
Rollos de500 pies
Programación semanal
Programaciónde expedición
diaria
5 días 7.6 días
1 seg.
19
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
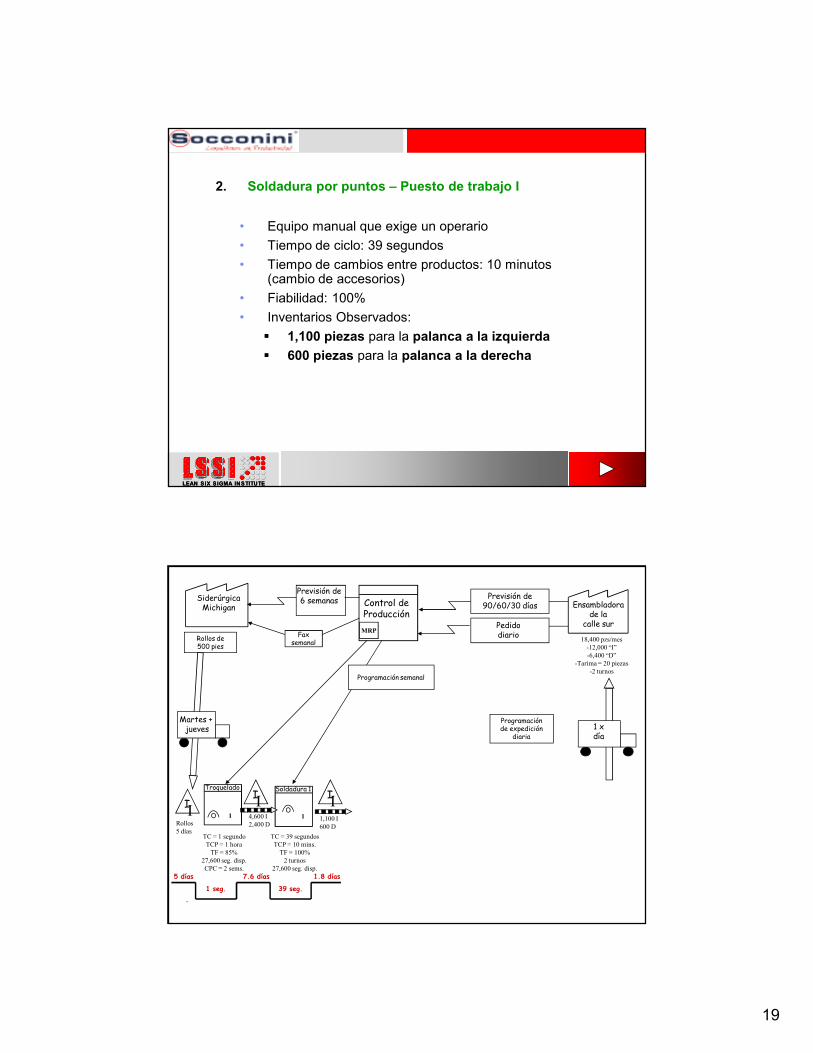
2. Soldadura por puntos – Puesto de trabajo I
• Equipo manual que exige un operario
• Tiempo de ciclo: 39 segundos
• Tiempo de cambios entre productos: 10 minutos (cambio de accesorios)
• Fiabilidad: 100%
• Inventarios Observados:
� 1,100 piezas para la palanca a la izquierda
� 600 piezas para la palanca a la derecha
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Troquelado Soldadura 1
.
Ensambladorade la
calle sur
18,400 pzs/mes
-12,000 “I”
-6,400 “D”
-Tarima = 20 piezas
-2 turnos
1 1
TC = 1 segundo
TCP = 1 hora
TF = 85%
27,600 seg. disp.
CPC = 2 sems.
TC = 39 segundos
TCP = 10 mins.
TF = 100%
2 turnos
27,600 seg. disp.
II I
III
Rollos
5 días
4,600 I
2,400 D1,100 I
600 D
Control deProducción
Previsión de90/60/30 días
Pedidodiario
MRP
Previsión de6 semanasSiderúrgica
Michigan
Faxsemanal
1 x día
Martes + jueves
Rollos de500 pies
Programación semanal
Programaciónde expedición
diaria
5 días 7.6 días 1.8 días
1 seg. 39 seg.
20
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
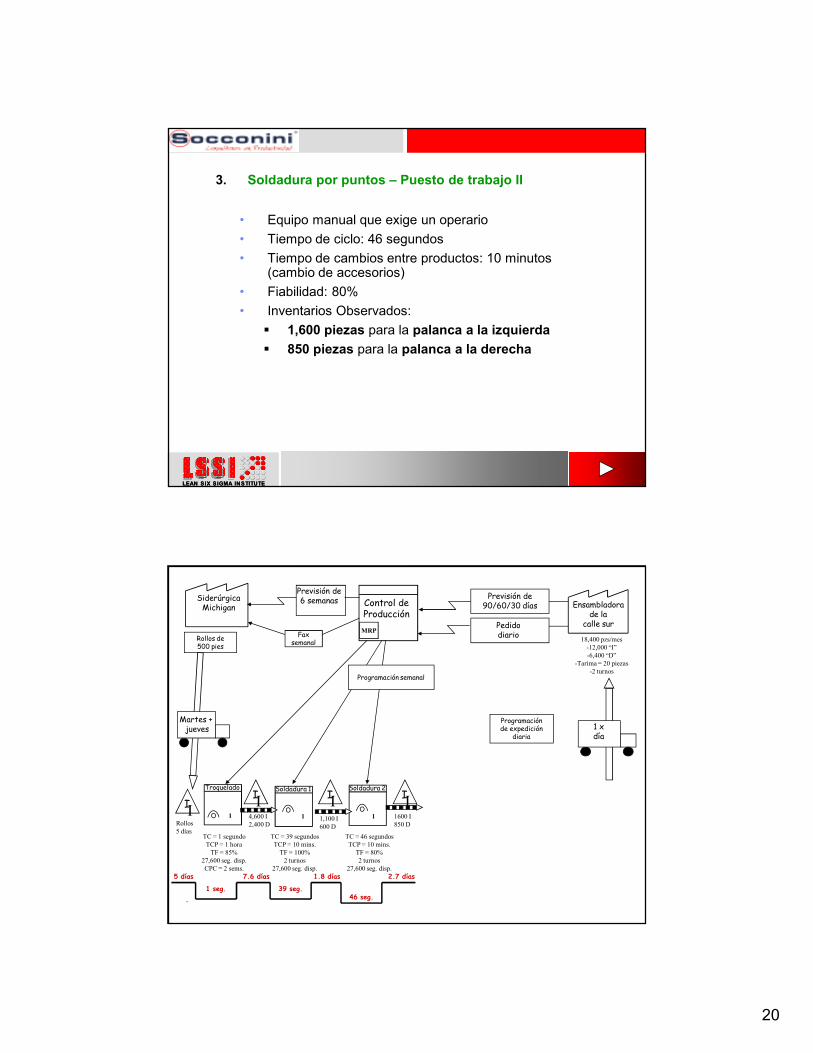
3. Soldadura por puntos – Puesto de trabajo II
• Equipo manual que exige un operario
• Tiempo de ciclo: 46 segundos
• Tiempo de cambios entre productos: 10 minutos (cambio de accesorios)
• Fiabilidad: 80%
• Inventarios Observados:
� 1,600 piezas para la palanca a la izquierda
� 850 piezas para la palanca a la derecha
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Troquelado Soldadura 1 Soldadura 2
.
Ensambladorade la
calle sur
18,400 pzs/mes
-12,000 “I”
-6,400 “D”
-Tarima = 20 piezas
-2 turnos
1 1 1
TC = 1 segundo
TCP = 1 hora
TF = 85%
27,600 seg. disp.
CPC = 2 sems.
TC = 39 segundos
TCP = 10 mins.
TF = 100%
2 turnos
27,600 seg. disp.
TC = 46 segundos
TCP = 10 mins.
TF = 80%
2 turnos
27,600 seg. disp.
II I
III
II
Rollos
5 días
4,600 I
2,400 D1,100 I
600 D
1600 I
850 D
Control deProducción
Previsión de90/60/30 días
Pedidodiario
MRP
Previsión de6 semanasSiderúrgica
Michigan
Faxsemanal
1 x día
Martes + jueves
Rollos de500 pies
Programación semanal
Programaciónde expedición
diaria
5 días 7.6 días 1.8 días 2.7 días
1 seg. 39 seg.46 seg.
21
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
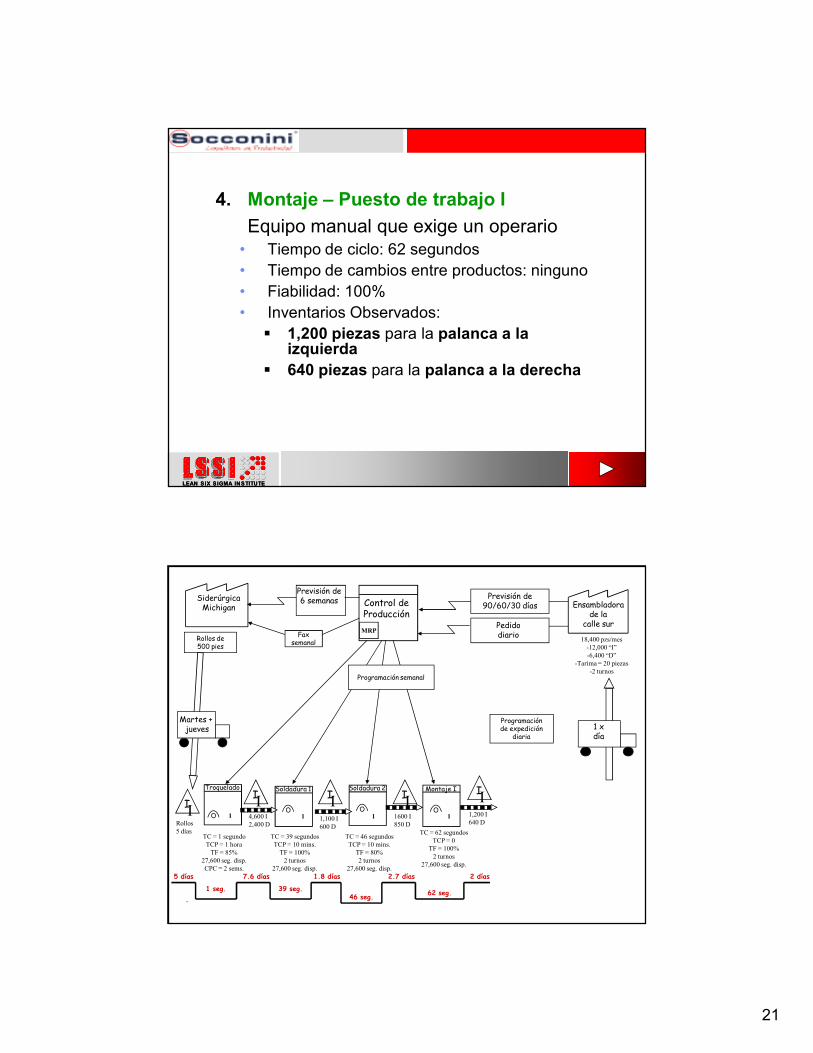
4. Montaje – Puesto de trabajo I
Equipo manual que exige un operario• Tiempo de ciclo: 62 segundos• Tiempo de cambios entre productos: ninguno• Fiabilidad: 100%• Inventarios Observados:
� 1,200 piezas para la palanca a la izquierda
� 640 piezas para la palanca a la derecha
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Troquelado Soldadura 1 Soldadura 2 Montaje I
.
Ensambladorade la
calle sur
18,400 pzs/mes
-12,000 “I”
-6,400 “D”
-Tarima = 20 piezas
-2 turnos
1 1 1 1
TC = 1 segundo
TCP = 1 hora
TF = 85%
27,600 seg. disp.
CPC = 2 sems.
TC = 39 segundos
TCP = 10 mins.
TF = 100%
2 turnos
27,600 seg. disp.
TC = 46 segundos
TCP = 10 mins.
TF = 80%
2 turnos
27,600 seg. disp.
TC = 62 segundos
TCP = 0
TF = 100%
2 turnos
27,600 seg. disp.
II I
III
II I
I
Rollos
5 días
4,600 I
2,400 D1,100 I
600 D
1600 I
850 D
1,200 I
640 D
Control deProducción
Previsión de90/60/30 días
Pedidodiario
MRP
Previsión de6 semanasSiderúrgica
Michigan
Faxsemanal
1 x día
Martes + jueves
Rollos de500 pies
Programación semanal
Programaciónde expedición
diaria
5 días 7.6 días 1.8 días 2.7 días 2 días
1 seg. 39 seg.46 seg.
62 seg.
22
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
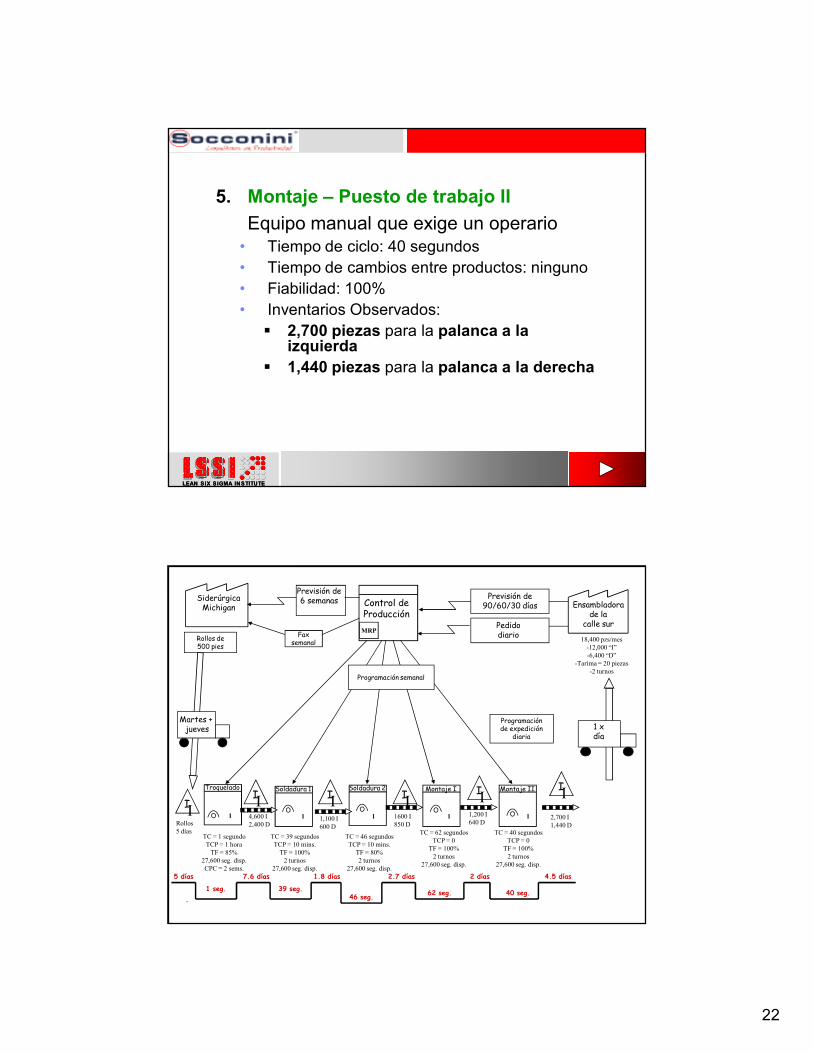
5. Montaje – Puesto de trabajo II
Equipo manual que exige un operario• Tiempo de ciclo: 40 segundos• Tiempo de cambios entre productos: ninguno• Fiabilidad: 100%• Inventarios Observados:
� 2,700 piezas para la palanca a la izquierda
� 1,440 piezas para la palanca a la derecha
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Troquelado Soldadura 1 Soldadura 2 Montaje I Montaje II
.
Ensambladorade la
calle sur
18,400 pzs/mes
-12,000 “I”
-6,400 “D”
-Tarima = 20 piezas
-2 turnos
1 1 1 1 1
TC = 1 segundo
TCP = 1 hora
TF = 85%
27,600 seg. disp.
CPC = 2 sems.
TC = 39 segundos
TCP = 10 mins.
TF = 100%
2 turnos
27,600 seg. disp.
TC = 46 segundos
TCP = 10 mins.
TF = 80%
2 turnos
27,600 seg. disp.
TC = 62 segundos
TCP = 0
TF = 100%
2 turnos
27,600 seg. disp.
TC = 40 segundos
TCP = 0
TF = 100%
2 turnos
27,600 seg. disp.
II I
III
II I
I II
Rollos
5 días
4,600 I
2,400 D1,100 I
600 D
1600 I
850 D
1,200 I
640 D2,700 I
1,440 D
Control deProducción
Previsión de90/60/30 días
Pedidodiario
MRP
Previsión de6 semanasSiderúrgica
Michigan
Faxsemanal
1 x día
Martes + jueves
Rollos de500 pies
Programación semanal
Programaciónde expedición
diaria
5 días 7.6 días 1.8 días 2.7 días 2 días 4.5 días
1 seg. 39 seg.46 seg.
62 seg. 40 seg.
23
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
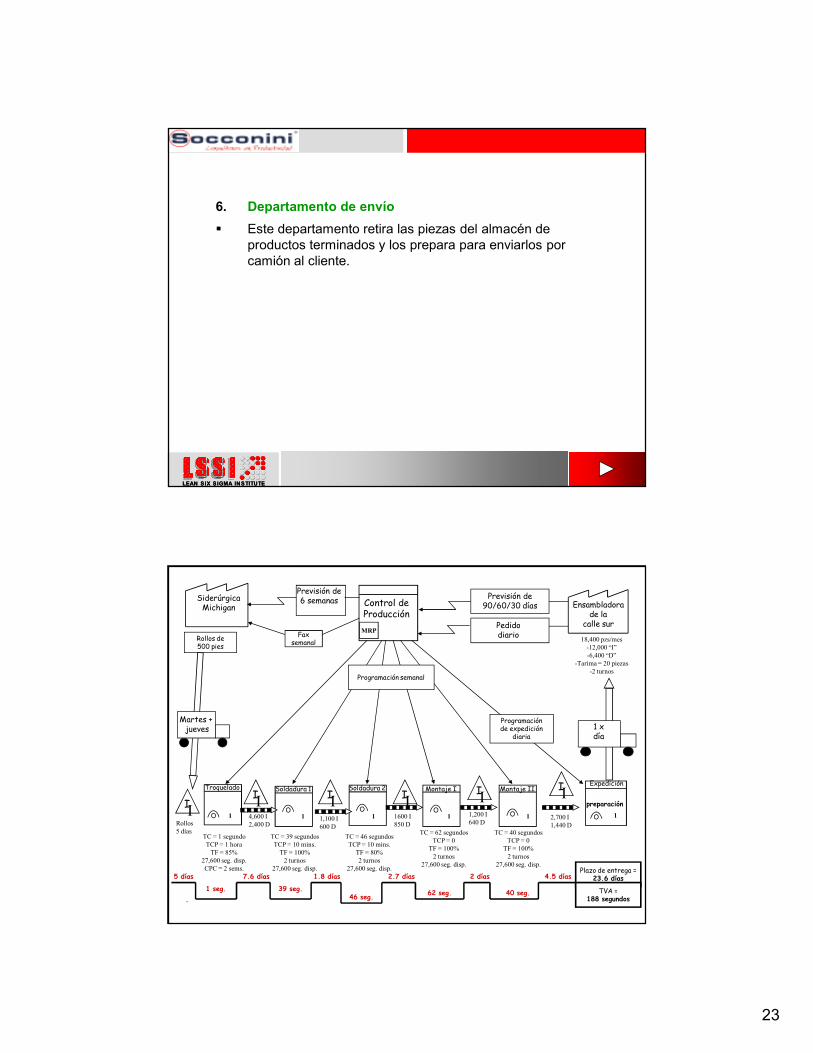
6. Departamento de envío
� Este departamento retira las piezas del almacén de productos terminados y los prepara para enviarlos por camión al cliente.
LEAN SIX SIGMA INSTITUTELEAN SIX SIGMA INSTITUTE
Troquelado Soldadura 1 Soldadura 2 Montaje I Montaje IIExpedición
.
preparación
Ensambladorade la
calle sur
18,400 pzs/mes
-12,000 “I”
-6,400 “D”
-Tarima = 20 piezas
-2 turnos
1 1 1 1 1
TC = 1 segundo
TCP = 1 hora
TF = 85%
27,600 seg. disp.
CPC = 2 sems.
TC = 39 segundos
TCP = 10 mins.
TF = 100%
2 turnos
27,600 seg. disp.
TC = 46 segundos
TCP = 10 mins.
TF = 80%
2 turnos
27,600 seg. disp.
TC = 62 segundos
TCP = 0
TF = 100%
2 turnos
27,600 seg. disp.
TC = 40 segundos
TCP = 0
TF = 100%
2 turnos
27,600 seg. disp.
II I
III
II I
I II
Rollos
5 días
4,600 I
2,400 D1,100 I
600 D
1600 I
850 D
1,200 I
640 D2,700 I
1,440 D
Control deProducción
Previsión de90/60/30 días
Pedidodiario
MRP
Previsión de6 semanasSiderúrgica
Michigan
Faxsemanal
1 x día
Martes + jueves
Rollos de500 pies
Programación semanal
Programaciónde expedición
diaria
Plazo de entrega =23.6 días
TVA =188 segundos
5 días 7.6 días 1.8 días 2.7 días 2 días 4.5 días
1 seg. 39 seg.46 seg.
62 seg. 40 seg.
1


















