
Versatility and Low Cost Modular Tools
5
Versatility and Low Cost Modular Tools LIANA SANDA BALTES, MIRCEA HORIA TIEREAN Materials Science and Engineering Department Transilvania University of Brasov 29, Eroilor Blvd, 50036 Brasov ROMANIA [email protected]; [email protected] http://www.unitbv.ro/sim Abstract: - The paper presents the RIM advantages for some polyurethane parts manufactured in a Romanian Company. The practical results demonstrate that RIM parts are generally lighter, less expensive, can be painted in-mold and offers much greater design freedom for attractively. Key-Words: - polyurethane, mold, Reaction Injection Molding, modular design, low cost, versatility 1 Introduction Today, various Reaction Injection Molding (RIM) polyurethane systems are replacing many traditional materials because of their inherent advantages, including: large-part molding, wall-thickness variations, excellent encapsulation capabilities, excellent surface reproducibility and in-mold paint finishing, good dimensional stability, good chemical resistance, good weatherability [1]. Generally, RIM processing uses less-expensive molds, less energy, and lower-tonnage presses than thermoplastic processing. These characteristics add up to superior design, economic, and processing flexibility. In contrast with thermoplastics where a molten plastic is compacted in a mold and then solidifies upon cooling, RIM systems are composed of two liquid components that chemically react to form plastic material in a mold. The liquids, isocyanate and polyol, are commonly referred to as the “A side” and “B side” components. Generally, the “B” component contains additives such as stabilizers, flow modifiers, catalysts, combustions modifiers, blowing agents to modify physical characteristics in the final part. When the “A” and “B” components combine, the isocyanate reacts with the hydroxyl in the polyol to form a thermosetting polyurethane polymer. This reaction is exothermic: when the “A” and “B” components combine, heat is released. The mix head contains injector nozzles which push the isocyanate and polyol at ultra-high velocity to provide excellent mixing. Additional mixing is accomplished using an aftermixer, typically constructed inside mold [1]. 2 Problem Formulation According with the economical reality and new trends in design, the RIM tools layout looks different then in the past. There are a lot of issues regarding the price, delivery date, versatility of the tools and technical conditions. So for every new tool the designer must be focused on different issues: • Cost of materials. Less materials means less input prices, less costs of materials sheets cutting-off, optimized cutting plan, and minimize the waste sheet. • Versatility. At the any future version of the final product, the tool-maker can change easily, faster and with low-cost, parts of subassemblies of the tool, the final result being a new shape. • Maintenance cost. A “Lego”/“sandwich” structure can be easily kept in high quality parameters, because are small and simple parts, easily to be removed and replaced. • Casting. An improved venting of parts, so a better filling and a better access for worker to those areas that caused problems. • Transport cost and handling. A light tool involves a decrease of the total transport cost and handling. 3 Problem Solution Figure1 and figure2 presents in two views an example of a polyurethane part (fig.1.outside view and fig.2.inside view). Figure 3 represents the tool cavity side of a polyurethane part, basically composed from a horizontal plate and some vertical walls. Proceedings of the 1st International Conference on Manufacturing Engineering, Quality and Production Systems (Volume II) ISSN: 1790-2769 291 ISBN: 978-960-474-122-9
Transcript of Versatility and Low Cost Modular Tools

Versatility and Low Cost Modular Tools
LIANA SANDA BALTES, MIRCEA HORIA TIEREAN Materials Science and Engineering Department
Transilvania University of Brasov 29, Eroilor Blvd, 50036 Brasov
ROMANIA [email protected]; [email protected] http://www.unitbv.ro/sim
Abstract: - The paper presents the RIM advantages for some polyurethane parts manufactured in a Romanian Company. The practical results demonstrate that RIM parts are generally lighter, less expensive, can be painted in-mold and offers much greater design freedom for attractively. Key-Words: - polyurethane, mold, Reaction Injection Molding, modular design, low cost, versatility 1 Introduction Today, various Reaction Injection Molding (RIM) polyurethane systems are replacing many traditional materials because of their inherent advantages, including: large-part molding, wall-thickness variations, excellent encapsulation capabilities, excellent surface reproducibility and in-mold paint finishing, good dimensional stability, good chemical resistance, good weatherability [1]. Generally, RIM processing uses less-expensive molds, less energy, and lower-tonnage presses than thermoplastic processing. These characteristics add up to superior design, economic, and processing flexibility. In contrast with thermoplastics where a molten plastic is compacted in a mold and then solidifies upon cooling, RIM systems are composed of two liquid components that chemically react to form plastic material in a mold. The liquids, isocyanate and polyol, are commonly referred to as the “A side” and “B side” components. Generally, the “B” component contains additives such as stabilizers, flow modifiers, catalysts, combustions modifiers, blowing agents to modify physical characteristics in the final part. When the “A” and “B” components combine, the isocyanate reacts with the hydroxyl in the polyol to form a thermosetting polyurethane polymer. This reaction is exothermic: when the “A” and “B” components combine, heat is released. The mix head contains injector nozzles which push the isocyanate and polyol at ultra-high velocity to provide excellent mixing. Additional mixing is accomplished using an aftermixer, typically constructed inside mold [1].
2 Problem Formulation According with the economical reality and new trends in design, the RIM tools layout looks different then in the past. There are a lot of issues regarding the price, delivery date, versatility of the tools and technical conditions. So for every new tool the designer must be focused on different issues: • Cost of materials. Less materials means less
input prices, less costs of materials sheets cutting-off, optimized cutting plan, and minimize the waste sheet.
• Versatility. At the any future version of the final product, the tool-maker can change easily, faster and with low-cost, parts of subassemblies of the tool, the final result being a new shape.
• Maintenance cost. A “Lego”/“sandwich” structure can be easily kept in high quality parameters, because are small and simple parts, easily to be removed and replaced.
• Casting. An improved venting of parts, so a better filling and a better access for worker to those areas that caused problems.
• Transport cost and handling. A light tool involves a decrease of the total transport cost and handling.
3 Problem Solution Figure1 and figure2 presents in two views an example of a polyurethane part (fig.1.outside view and fig.2.inside view). Figure 3 represents the tool cavity side of a polyurethane part, basically composed from a horizontal plate and some vertical walls.
Proceedings of the 1st International Conference on Manufacturing Engineering, Quality and Production Systems (Volume II)
ISSN: 1790-2769 291 ISBN: 978-960-474-122-9

Fig.1 Outside view of polyurethane part There is also a part that makes an empty window in the polyurethane part (figure 3-3), being a separate part which helps the tool-maker to have a better access at the tool closing of that area.
Fig.2 Inside view of polyurethane part The tool has also a hand loaded insert (figure 3-4) which formed the undercut area. For small quantities is definitely a better solution instead of some sliders activated by angle pins, hydraulically or pneumatically moved [4]. The polyurethane part passes out together with the insert. The insert is laterally extracted from the polyurethane part and is manual introduced backwards into the mold. After that, the circle is continued. The insert has such geometry that it is an autoguiding on a demand profile of the position.
4 1 2
3
Fig.3 Tool cavity side for the part from fig.1 / fig.2 The fixing screws and centering pins allow the facile assembling of horizontal and vertical components of polyurethane part, being one of the advantages of this procedure. In this way the machining of a massive piece of material is replaced by assembling, in order to obtain the tool cavity side of the figure 3.
Fig.4 Tool core side for the part from fig.1/fig.2 Figure 5 and figure 6 present the cavity (fixed part of the tool) and core side of a mold designed and machined in modular version. The cavity side of the tool is composed from a plate 1 (figure 5) and a number vertical walls 2…11 (figure 5). The core side, as be seen in the figure 6, is basically an empty box, very light but still strong enough (figure 7) [3]. The whole assembly is not massive, so is a light tool.
Proceedings of the 1st International Conference on Manufacturing Engineering, Quality and Production Systems (Volume II)
ISSN: 1790-2769 292 ISBN: 978-960-474-122-9
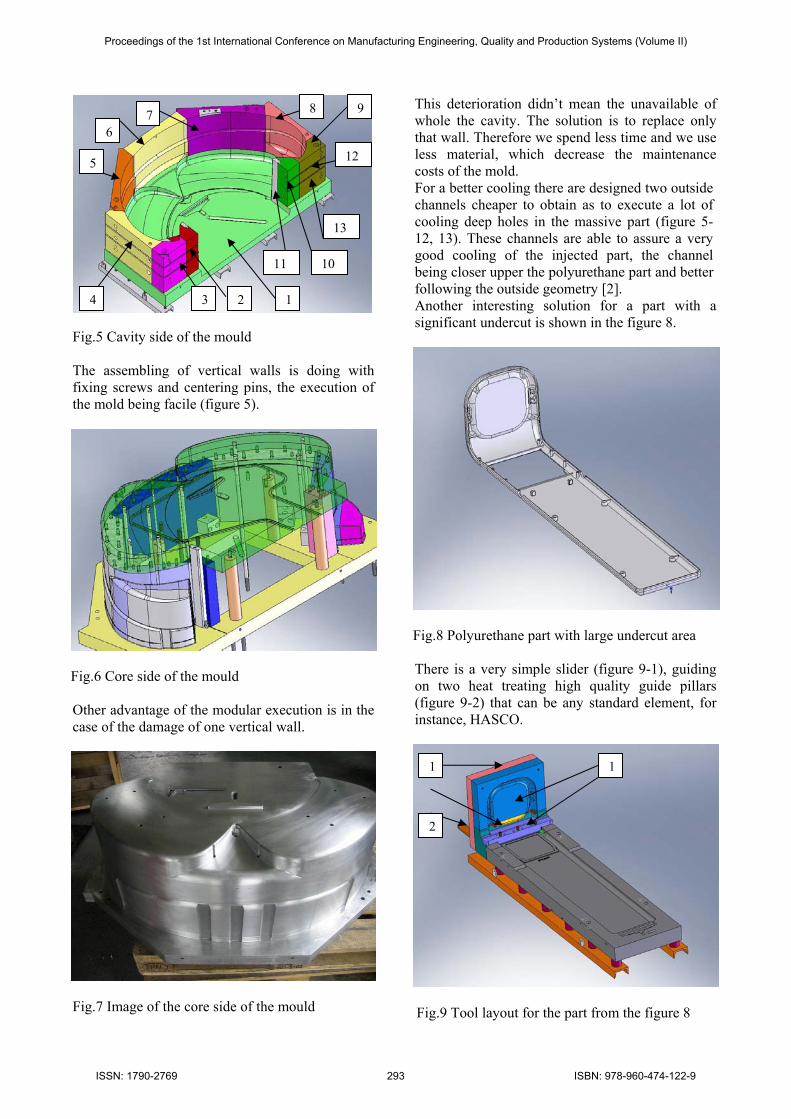
Fig.5 Cavity side of the mould The assembling of vertical walls is doing with fixing screws and centering pins, the execution of the mold being facile (figure 5).
Fig.6 Core side of the mould Other advantage of the modular execution is in the case of the damage of one vertical wall.
Fig.7 Image of the core side of the mould
This deterioration didn’t mean the unavailable of whole the cavity. The solution is to replace only that wall. Therefore we spend less time and we use less material, which decrease the maintenance costs of the mold. For a better cooling there are designed two outside channels cheaper to obtain as to execute a lot of cooling deep holes in the massive part (figure 5-12, 13). These channels are able to assure a very good cooling of the injected part, the channel being closer upper the polyurethane part and better following the outside geometry [2]. Another interesting solution for a part with a significant undercut is shown in the figure 8.
Fig.8 Polyurethane part with large undercut area There is a very simple slider (figure 9-1), guiding on two heat treating high quality guide pillars (figure 9-2) that can be any standard element, for instance, HASCO.
8 97 6
125
13
11 10
4 3 2 1
1 1
2
Fig.9 Tool layout for the part from the figure 8
Proceedings of the 1st International Conference on Manufacturing Engineering, Quality and Production Systems (Volume II)
ISSN: 1790-2769 293 ISBN: 978-960-474-122-9

Therefore the designer was able to provide a low-cost toll, keeping the functionality of the sliders. This is a suitable solution for low and medium series without any hydraulically or pneumatically needs (figure 10) [3].
Fig.10 Image of the tool presented in figure 9 A new example is the part from figure 13, a very large and hollow part which can involve in classic design, a large quantity of material and many manufacturing hours.
Fig.11 Cavity side of the mould Again, the tool is composed from several modular parts, as we can see in figure 11 and figure 12 [4]. Deep tools there are also a very good example of the utility of this kind of design. Even if the total cost of materials is not huge, manufacturing will make the difference. Small thickness ribs but very deep will need special very long tools that can not provide in any circumstances the quality and time efficiency milling process [2].
Fig.12 Core side of the mould The authors thank to Aeromold Ltd. for credit and support in the design and experimental research.
Fig.13 Polyurethane final part All these applications of the modular system of the
Proceedings of the 1st International Conference on Manufacturing Engineering, Quality and Production Systems (Volume II)
ISSN: 1790-2769 294 ISBN: 978-960-474-122-9

4 Conclusion RIM molds were realized in collaboration with Aeromold Company of Brasov, Romania, as molds for high density polyurethane in high-tech applications.
Experimental research and practices in Reaction Injection Molding (RIM) proved the following conclusions:
1. Is obtained a chipper price caused by the decreasing of the material quantity used for the mold.
2. It is assured the versatility due to the modular conception and so it is possible to change anytime the design.
3. Being individual parts, it is easy to obtain by drilling, milling, erosion any mold details and so to have a increasing of mold quality.
4. It is reduced the out time, in order to optimized the mold temperature to reach the casting conditions.
5. It is provided the better cooling of the mold, in order to obtaining high quality parts.
References: [1] Bayer Co., RIM part and Mold Design, 2006,
http://www.rimmfg.com. [2] Baltes L., Ţierean M., Eftimie L., Advanced
Design of High Pressure Die Casting Moulds, Annals of DAAAM for 2008 & Proceedings of the 19th International DAAAM Symposium, Vienna, Austria, 2008, pp. 65-66.
[3] HAAS Automation Inc.; Programming and operation Manual VF-series, Oxnard, CA.
[4] SolidWorks Co., Solid Works documentation, 2007.
Fig.14 Image of the tool presented in figure 13
Proceedings of the 1st International Conference on Manufacturing Engineering, Quality and Production Systems (Volume II)
ISSN: 1790-2769 295 ISBN: 978-960-474-122-9


















